

Er stand vor meiner Abkantpresse und sagte mir, er könne “achtzig Pfund den ganzen Tag heben, kein Problem”.”
Hinter ihm befand sich eine sechsstellige CNC-Steuerung mit mehr Rechenleistung als der erste Computer, den ich in den 90ern benutzt habe.
Er dachte, er bewerbe sich für einen Tough-Guy-Job. Ich stellte jemanden ein, um eine programmierbare Maschine zu bedienen, die vor dem Mittag zehntausend Dollar an Teilen verschrotten kann.
Genau diese Lücke ist der Grund, warum man ständig “Erfahrung erforderlich” hört.”
Hören Sie auf, Ihren Rücken zu verkaufen.
Ich bezahle nicht für Rücken. Rücken kann ich den ganzen Tag für $18 die Stunde kaufen. Was ich nicht billig kaufen kann, ist ein Gehirn, das versteht, warum ein 90-Grad-Bogen auf Papier nicht in Stahl herauskommt, weil der Stahl nach dem Formen zurückfedert — die Tendenz des Metalls, sich zu entspannen.
Sie nennen es Einstiegslevel. Ich nenne es Risikomanagement.
Wenn ich Lebensläufe lese, frage ich nicht: “Kann diese Person schwere Bleche handhaben?” Ich frage: “Wird diese Person mein Werkzeug zerstören, eine Zeichnung falsch lesen oder am Steuer stehen bleiben?” Wenn Sie nur Ausdauer anbieten, haben Sie mir bereits gesagt, dass Sie in die niedrigste Gehaltsklasse gehören. Und sobald ich Sie gedanklich dort eingeordnet habe — welchen Grund haben Sie mir gegeben, Sie höher einzustufen?
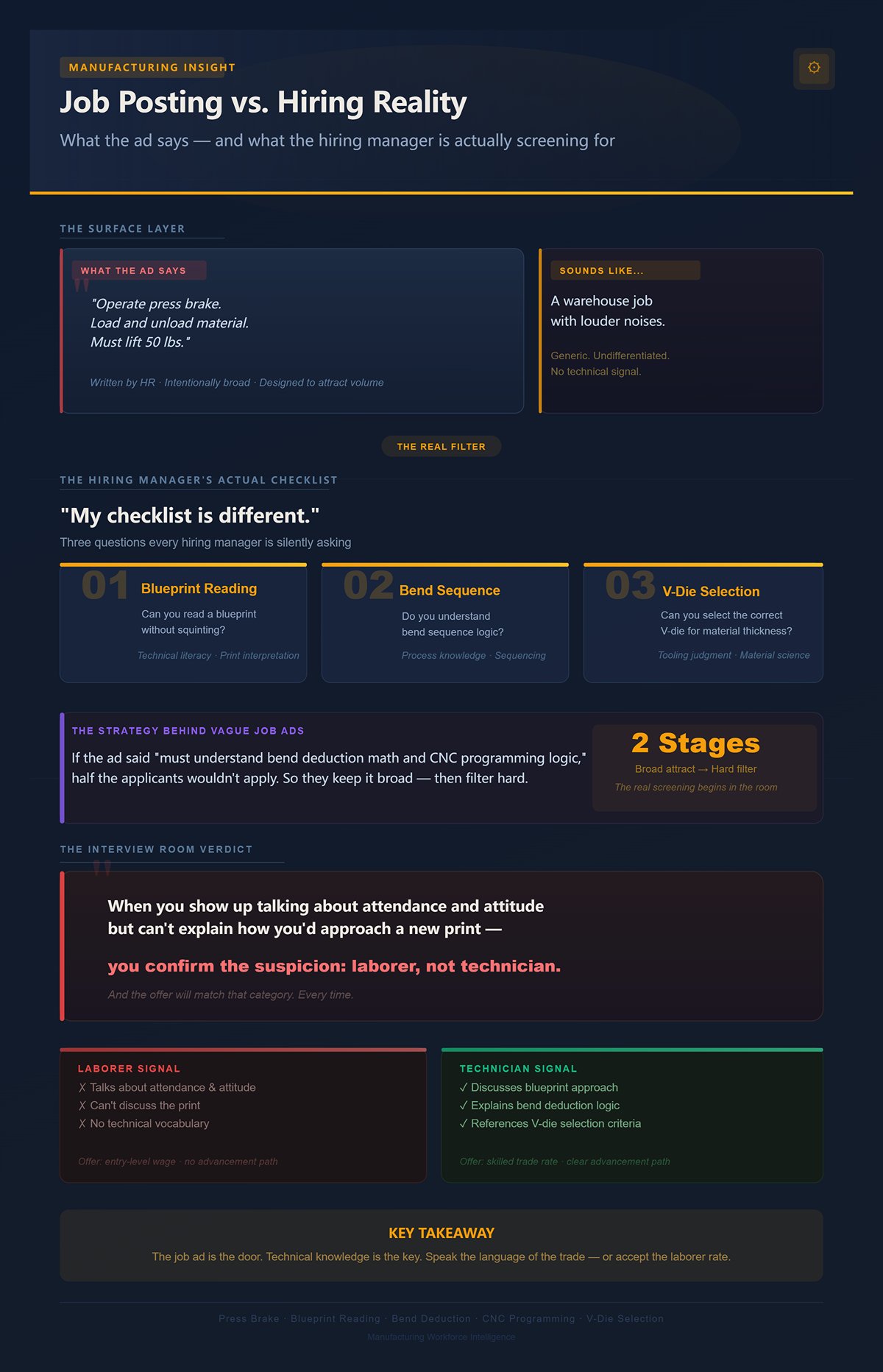
Rufen Sie eine typische Anzeige auf. Dort steht: “Abkantpresse bedienen. Material laden und entladen. Muss 50 Pfund heben können.”
Klingt wie ein Lagerjob mit lauteren Geräuschen.
Hören Sie zu. Diese Anzeige wird von der Personalabteilung geschrieben. Meine Checkliste ist anders. Ich prüfe: Können Sie eine Blaupause lesen, ohne zu blinzeln? Verstehen Sie die Biegefolge? Haben Sie schon einmal die richtige V-Matritzenöffnung anhand der Materialstärke gewählt?
Die Anzeige schreibt das nicht aus, weil, wenn wir “muss Biegeabzugsmathematik und CNC-Programmlogik verstehen” reinschreiben würden, die Hälfte der Bewerber nicht bewerben würde. Also halten wir es allgemein. Dann filtern wir streng.
Wenn Sie auftauchen und über Anwesenheit und Einstellung sprechen, aber nicht erklären können, wie Sie einen neuen Plan angehen würden, bestätigen Sie meinen Verdacht: Arbeiter, kein Techniker. Warum sind Sie also überrascht, wenn das Angebot dieser Kategorie entspricht?
| Stellenanzeigen sagen | Wonach Einstellungsleiter wirklich suchen |
|---|---|
| Abkantpresse bedienen | Können Sie eine Blaupause ohne Zögern lesen? |
| Material laden und entladen | Verstehst du die richtige Biegefolge? |
| Muss 50 Pfund heben können | Kannst du die richtige V-Düsenöffnung basierend auf der Materialstärke auswählen? |
| Allgemeine Aufgaben bei der Maschinenbedienung | Verstehst du die Mathematik der Biegeabzüge und die Logik der CNC-Programmierung? |
| Grundlegende Anforderungen allgemein aufgeführt | Zeigst du technisches Denkvermögen, wenn du eine neue Zeichnung betrachtest? |
| Betonung von Anwesenheit und Einstellung | Bist du ein erfahrener Techniker und nicht nur ein allgemeiner Arbeiter? |
Ich habe zwei Männer auf meinem Werkstattboden.
Der eine tritt aufs Pedal. Teile hinein, Teile hinaus. Wenn der Winkel abweicht, ruft er um Hilfe. Er verdient ungefähr das, was die nationalen Durchschnittswerte für einfache Bediener angeben – hohe Zehner, vielleicht niedrige Zwanziger je nach Region.
Der andere geht zu einem neuen Auftrag, studiert die Zeichnung, wählt das Werkzeug, schreibt oder bearbeitet das Programm und führt die Erstmusterprüfung durch. Er versteht Tonnagegrenzen, Hinteranschlagpositionierung und wie eine falsche Annahme sich über 200 Teile hinweg auswirken kann. Er bedient die Maschine nicht nur – er richtet sie ein.
Dieser zweite Mann verdient in der richtigen Werkstatt dreißig Dollar pro Stunde, weil er Ausschuss, Zeit und Aufsicht spart.
Beide schwitzen. Nur einer denkt in Systemen. Wen, denkst du, versuche ich zu halten, wenn das Budget enger wird?
Stell dir zwei Vorstellungsgespräche vor.
Kandidat A sagt: “Ich habe im Bau gearbeitet. Ich bin stark. Ich lerne schnell.”
Kandidat B sagt: “Ich habe dein genaues Modell nicht bedient, aber ich habe die CNC-Steuerungen studiert, ich verstehe, wie Biegezuschläge Flachmuster beeinflussen, und ich kann sicher in Maschinenmenüs und Offsets navigieren.”
Gleicher Erfahrungsstand auf dem Papier.
Anderes Signal.
Diese Maschine ist ein Computer mit einem hydraulischen Skelett. Wenn du sie wie einen dummen Eisenklotz behandelst, gehe ich davon aus, dass du Probleme mit Kraft statt mit Logik löst. So entstehen abgeplatzte Stempel und Ausschussteile.
Der kognitive Wandel, den du brauchst, ist einfach: Du willst nicht Metall bewegen – du willst Variablen kontrollieren.
Wenn du dich weiterhin über Muskelkraft vermarktest, konkurrierst du mit jedem, der ein Blech heben kann.
Beginne, dich als Präzisionstechniker zu präsentieren, oder akzeptiere den Lohn, der damit einhergeht, austauschbar zu sein.
Letztes Jahr stand ein Junge vor meiner hydraulischen Presse und sagte: “Ich habe schon Pressen bedient.”
Ich fragte ihn, welche Art. Er sagte: “Die mit dem Pedal.”
Diese Antwort sagte mir alles.
Du fragst, wie du dich als jemand präsentieren kannst, der auf Einrichtebene denkt, ohne formale Einrichterfahrung zu haben. Fang hier an: Sprich über die Maschine wie über ein System, nicht wie über einen Tret-Schalter. Wenn du erklären kannst, was zwischen Steuerung, Antriebssystem und Stößel passiert, klingst du nicht mehr nach billiger Arbeitskraft, sondern nach jemandem, der Risiko versteht.
Hinter dem Stößel steckt nicht nur Stahl und Öl. Es ist ein CNC-Hirn, das Positionsbefehle sendet, Rückmeldungen liest und Fehler korrigiert. Das Antriebssystem – mechanisch, hydraulisch oder servo-elektrisch – ist der Muskel, der diese Befehle ausführt. Wenn du den Unterschied nicht kennst, zeigst du mir, dass du nie darüber nachgedacht hast, wie sich die Maschine tatsächlich bewegt.
Und wenn du nie darüber nachgedacht hast, wie sie sich bewegt, warum sollte ich dir zutrauen, sie zu steuern?
Ich habe drei Pressen in meinem Gebäude.
Eine alte mechanische Schwungradpresse, die wir für einfache Stanzungen behalten. Eine hydraulische CNC, die die meiste Schwerarbeit erledigt. Und eine servo-elektrische, die mehr gekostet hat als mein erstes Haus.
Bedienst du die mechanische Presse, spürst du es: Kupplung greift, Schwungrad entlädt Energie, der Stößel fährt mit festem Hub nach unten. Es gibt keine Korrektur im Hub, keine dynamische Anpassung. Schnell und grob. Großartig für wiederholte, einfache Teile. Gefährlich für alles Fragile.
Hydraulisch ist anders. Unter Druck stehendes Öl bewegt Zylinder. Die CNC steuert die Proportionalventile, wie weit und wie schnell sie sich bewegen sollen. Es gibt Rückmeldungen von Linearmaßstäben, damit die Steuerung die tatsächliche Stößelposition kennt, nicht nur die Sollposition. Aber Hydraulik ist kompressibel und temperaturabhängig. Öl erhitzt sich, die Viskosität ändert sich, die Reaktion verschiebt sich. Deshalb hörst du alte Hasen über Drift bei langen Läufen sprechen.
Das ist keine Spielerei. Das ist Ausschussvermeidung.
Servo-elektrisch? Kugelumlaufspindeln, angetrieben von Servomotoren. Direkte Positionssteuerung. Schnellere Reaktion. Saubere Wiederholgenauigkeit. Kein Aufwärmdrift durch heißes Öl. Wenn du dünnes Luft- und Raumfahrtaluminium mit engen Winkeltoleranzen biegst, zählt diese Reaktionszeit. Verfehlst du um ein halbes Grad bei 200 Teilen, frisst du die Marge.
Wenn ich also im Interview frage: “Hast du hydraulische oder servo-elektrische Pressen betrieben?”, teste ich nicht dein Gedächtnis. Ich teste, ob du verstehst, dass sich verschiedene Antriebssysteme unter Last unterschiedlich verhalten.
Hör zu. Wenn du sagst: “Hydrauliksysteme können eine Verzögerung haben und müssen hinsichtlich wärmebedingter Schwankungen überwacht werden; Servo-Elektro-Antriebe reagieren schneller und halten die Position präziser”, dann sagst du mir damit, dass du über Maschinenverhalten nachdenkst. Wenn du aber nur mit den Schultern zuckst und sagst: “Eine Bremse ist eine Bremse”, sagst du mir, dass du es nicht tust.
Welche Aussage klingt nach einem Techniker?
Gibt es Einstiegsbetriebe, die dich einstellen, ohne dass du all das weißt? Absolut. Sie setzen dich an eine einfache Hydraulikanlage, geben dir ein Programm und sagen dir, du sollst den ganzen Tag Teile laden. Das ist in Ordnung, wenn du $20 die Stunde verdienen willst.
Aber du hast gesagt, du willst den Filter “Erfahrung erforderlich” für gut bezahlte Positionen umgehen. Diese Positionen konzentrieren sich auf CNC-gesteuerte Maschinen mit engeren Toleranzen und teureren Konsequenzen. In diesen Werkhallen ist Antriebswissen keine Option – Unwissenheit kostet dort richtig Geld.
Wenn du nicht erklären kannst, wie sich die Maschine bewegt, wie willst du dann erklären, warum ein Biegevorgang schiefgelaufen ist?
| Thema | Details |
|---|---|
| Mechanische Bremse | Verwendet ein Schwungrad- und Kupplungssystem; fester Hub ohne Korrektur während des Hubs; schnell und kraftvoll; ideal für sich wiederholende, einfache Teile; eingeschränkte Flexibilität; höheres Risiko bei empfindlichen Arbeiten. |
| Hydraulische Bremse | Arbeitet über unter Druck stehendes Öl, das Zylinder bewegt; die CNC steuert proportionale Ventile für Geschwindigkeit und Weg; verwendet eine lineare Wegmessung für die tatsächliche Position des Pressenstößels; beeinflusst durch Ölkompressibilität und Temperaturänderungen; potenzielles Abdriften bei langen Durchläufen. |
| Servo-elektrische Bremse | Angetrieben von Servomotoren und Kugelgewindetrieben; direkte und präzise Positionsregelung; schnellere Reaktionszeit; konstante Wiederholgenauigkeit; kein wärmebedingtes Abdriften durch Öl; ideal für enge Toleranzen und Luft- und Raumfahrtanwendungen. |
| Wichtige Leistungsunterschiede | Mechanisch: fest und grob. Hydraulisch: einstellbar, aber empfindlich gegenüber Wärme und Flüssigkeitsverhalten. Servo-elektrisch: präzise, reaktionsschnell und stabil unter wechselnden Bedingungen. |
| Warum Interviewer das interessiert | Testet das Verständnis, wie sich verschiedene Antriebssysteme unter Last verhalten; bewertet das Bewusstsein für Maschinenreaktion, Genauigkeit und Produktionsrisiken. |
| Beispiel für eine starke Interviewantwort | Erkennt hydraulische Verzögerung und Wärmeschwankungen; hebt die Präzision und Positionsregelungsvorteile von Servo-Elektro-Antrieben hervor. |
| Beispiel für eine schwache Interviewantwort | Geht davon aus, dass alle Gesenkbiegepressen gleich funktionieren, ohne die Systemunterschiede zu verstehen. |
| Berufliche Auswirkung | Einstiegspositionen erfordern möglicherweise kein tiefes Wissen; besser bezahlte CNC-Rollen verlangen ein Verständnis der Antriebssysteme aufgrund engerer Toleranzen und höherem finanziellen Risiko. |
| Zentrale Erkenntnis | Zu verstehen, wie sich eine Maschine bewegt, ist entscheidend, um Fehler zu diagnostizieren und Ausschuss zu vermeiden. |

Trittst du an eine moderne Abkantpressensteuerung heran, siehst du keine Zeilen mit Roh-G-Code, die wie bei einer Fräsmaschine aus den 1990ern durchlaufen. Du siehst eine grafische Oberfläche. Materialtyp. Dicke. Matrizenwahl. Winkel. Die Steuerung berechnet die Biegefolge und die Hinteranschlagbewegungen für dich.
Musst du also G01 und M-Codes auswendig lernen?
Nein.
Hör auf, Code-Listen zu jagen, als wären sie das goldene Ticket.
Moderne Steuerungen erzeugen den zugrundeliegenden Code. Was sie nicht können, ist eine schlechte Annahme zu durchdenken. Wenn du die falsche Materialdicke eingibst, berechnet die Steuerung bereitwillig eine Biegekorrektur basierend auf dieser Lüge. Wenn du den falschen Stempelradius wählst, simuliert sie eine perfekte Biegung, die in der realen Welt nicht existiert.
Da kommt die CNC-Logik ins Spiel.
CNC-Logik bedeutet, dass du Eingaben, Ausgaben und Versätze verstehst. Wenn das erste Teil 91 Grad statt 90 misst, lässt du es einfach weiterlaufen? Oder passt du den Winkelkorrekturparameter an und verstehst, dass du die Endpunktposition um wenige Tausendstel veränderst?
Du musst keinen Rohcode schreiben. Du musst Ursache und Wirkung innerhalb der Steuerung verstehen.
Ich habe Leute interviewt, die mit “Programmiererfahrung” prahlten und dann erstarrten, als ich fragte: “Was würdest du zuerst prüfen, wenn dein Winkel konstant um ein Grad offen ist?” Der richtige Denkprozess ist einfach: Materialdicke prüfen, Werkzeug bestätigen, Tonnagegrenzen kontrollieren, Winkelkorrektur anwenden, erneut messen.
Das ist kein Programmieren. Das ist Systemdenken.
Wenn die Steuerung dich bei der Syntax rettet – was beweist dann, dass du mehr bist als ein Knopfdrücker?

Stell dir zwei Antworten auf dieselbe Frage vor.
Ich frage: “Du fährst ein Erstteil und die Flanschlänge ist um 0,030 zu kurz. Was tust du?”
Kandidat eins: “Ich würde es wahrscheinlich nochmal versuchen.”
Kandidat zwei: “Ich würde die Position des Hinteranschlags überprüfen, kontrollieren, ob das Flachmuster mit der Zeichnung übereinstimmt, und die im Programm verwendete Biegekorrektur bestätigen. Wenn der Winkel stimmt, der Flansch aber zu kurz ist, würde ich die Anschlagversätze prüfen, bevor ich das Werkzeug wechsle.”
Diese zweite Antwort erfordert keine jahrelange Einrichtungserfahrung. Sie erfordert Studium und strukturiertes Denken.
Hör auf, mir zu erzählen, dass du schnell lernst. Zeig mir, dass du die Zusammenhänge bereits verstehst.
Sprich die Sprache der Maschine. Sprich über die Wiederholgenauigkeit des Hinteranschlags. Erwähne die Erstmusterprüfung. Erkläre, dass du ein neues Programm in Einzelschritten durchlaufen würdest, um zu prüfen, ob es zu Kollisionen kommt, bevor du dich zum vollen Hub verpflichtest. Wenn du einen präzisen Fachbegriff fallen lässt – nur einen, wie zum Beispiel V-Matrize – und ihn im richtigen Kontext verwendest, weiß ich, dass du Zeit ins Lernen investiert hast.
Du musst mein genaues Modell nicht bedient haben. Du musst zeigen, dass du die Abkantpresse als ein programmierbares System mit mechanischen Konsequenzen begreifst.
Denn hier ist die Wahrheit: Den Controller zu verstehen, ohne die Zeichnung zu verstehen, ist nutzlos. Die CNC wird jede Geometrie ausführen, die du ihr gibst – egal ob richtig oder falsch. Wenn du das Teil nicht aus dem Bauplan visualisieren kannst, beschleunigt all diese ausgefeilte Logik nur deine Fehler.
Die eigentliche Frage ist also: Kannst du die Zeichnung so gut lesen, dass du dem Computer sagen kannst, wie die Realität aussehen soll?
Auf meinem Werkstattboden denkst du entweder in Systemen und überlebst – oder du trittst Pedale und bleibst austauschbar.
Ich gebe einem jungen Kollegen eine Zeichnung für einen einfachen Luft- und Raumfahrt-Halter. Vier Biegungen. Zwei Laschen nach oben, eine nach unten, eine Rückbiegung. Er starrt das flache Muster an, als wäre es eine Landkarte in einer fremden Sprache. Ich frage: “Welche Biegung machst du zuerst?” Er rät.
Dieser Tipp hätte mich ein Blech aus 2024-T3-Aluminium im Wert von vierzig Dollar pro Quadratfuß gekostet.
Hör zu. Wenn du eine Flachzeichnung ansiehst, sollte dein Gehirn sie schon falten, bevor deine Hände die Maschine überhaupt berühren. Du solltest die Endform in 3D sehen und dann gedanklich zurückspulen auf die flache Form. Welche Lasche blockiert das Teil, wenn sie zu früh gebogen wird? Wo werden die Hinteranschlags-Finger stören? Wird die dritte Biegung in den Maschinenhals stoßen, weil du keine Freiräume eingeplant hast?
Wenn du das nicht beantworten kannst, ohne zur Abkantpresse zu gehen, spielst du mit meinem Material.
Moderne Werkstätten leben nicht mehr in 2D. Unsere Detailzeichnungen kommen direkt aus 3D-CAD-Modellen. Diese Modelle kennen bereits Biegeradien, Aussparungen, Lochpositionen nach dem Formen. Wenn du nicht darüber sprechen kannst, wie sich ein geformtes Loch in der Nähe einer Biegelinie verziehen könnte oder warum die Mindestlänge einer Lasche im Verhältnis zur Materialstärke wichtig ist, zeigst du mir, dass du den Bauplan noch nie mit der physischen Realität verknüpft hast.
Und wenn du endlich zur Maschine gehst, wird der Controller im sechsstelligen Bereich fröhlich jede Sequenz ausführen, die du programmierst. Er wird dich nicht daran hindern, zuerst die falsche Seite in eine V-Matrize zu biegen und das Teil zu blockieren, sodass die letzte Lasche unmöglich ist.
Visualisierung ist keine Kunst. Sie ist Risikokontrolle.
Also, wie beweist du, dass du tatsächlich in 3D siehst, anstatt nur so zu tun?
Ich habe einmal gesehen, wie ein Bewerber einen Auftrag mit dem falschen Stempelzapfen für das Spannsystem eingerichtet hat. Er hat ihn hineingezwungen, sagte: “Sieht gut aus,” und griff zum Pedal.
Es sah nicht gut aus.
Amerikanische und europäische Stempel werden unterschiedlich montiert. Die Zapfen-Geometrie, die Spannmethode, das Zentrieren – sie sind nicht austauschbar. An einer Präzisions-Abkantpresse zeigt sich eine Fehlzentrierung von nur wenigen Tausendstel Zoll als Winkelabweichung über das ganze Teil. Bei einem langen Luft- und Raumfahrt-Panel bedeutet das Ausschuss über vier Fuß Material.
Hör auf, Werkzeuge so zu behandeln, als wären sie nur gehärteter Stahl. Es ist ein abgestimmtes System. Der Stempelradius beeinflusst den inneren Biegeradius. Der innere Radius beeinflusst den Biegeabzug. Der Biegeabzug beeinflusst die Länge des Flansches. Diese Flanschlänge ist das, was dein Prüfer mit einem Messschieber misst, während du versuchst, nicht durch dein Hemd zu schwitzen.
Und der Freiraum ist wichtig. Ein gerader Stempel mag für einen offenen Flansch funktionieren, aber versuch mal, eine Rückbiege zu formen, und du wirst die Seite des Werkzeugs in das vertikale Bein schlagen, wenn du nicht auf einen Schwanenhals wechselst. Wenn du nicht weißt, warum dieses Profil existiert, hast du nicht weiter gedacht als “mach, dass es sich biegt”.”
In einem Probearbeitsgespräch muss ich nicht, dass du jedes Werkzeug im Schrank auswendig kennst. Ich muss, dass du erklären kannst, warum du eines gewählt hast. Wenn du sagst: “Dieser Radius entspricht der Vorgabe im Plan, und dieses Profil gibt mir Freiraum bei der zweiten Biegung”, dann denkst du wie jemand, der die Konsequenzen versteht.
Denn wenn du Werkzeuge nicht auf Geometrie im Papier abstimmen kannst, was passiert, wenn die Mathematik ins Spiel kommt?
Hier ist der Test, der Schwätzer von Technikern trennt.
Ich gebe dir Schrott. Echtes Material. Ich sage: “Der Plan verlangt nach einem 2,000-Zoll-Flansch nach dem Formen. Zeig’s mir.”
Deine Hände zittern ein wenig. Gut. Das bedeutet, du verstehst, dass es darauf ankommt.
Die Biegezugabe ist die Länge des Materials, die in der Biegung verbraucht wird. Der K-Faktor ist das Verhältnis, das vorhersagt, wo sich die neutrale Achse durch die Dicke befindet. Ändere Material, Dicke oder inneren Radius, und diese neutrale Achse verschiebt sich. Diese Verschiebung verändert deine Flachlänge. Diese Flachlänge entscheidet, ob dein Flansch 2,000 oder 1,970 erreicht.
Das 0,030, über das wir vorhin gesprochen haben? Das ist kein Pech. Das ist Mathematik, die du nicht respektiert hast.
Jetzt füge das Rückfedern hinzu – die elastische Rückstellung, nachdem du den Druck freigegeben hast. Wenn sich das Material um ein Grad zurückfedert und du das im Programm nicht kompensierst, öffnet sich dein Winkel. Wenn sich der Winkel öffnet, ändert sich effektiv die Flanschlänge. Geometrie ist verbunden, ob du es anerkennst oder nicht.
In einer High-End-Werkstatt überprüfen wir häufig die Flachlängen in CAD, bevor wir schneiden. Wir simulieren Biegesequenzen digital. Wenn du mir sagst: “Ich würde die im Modell entwickelte Länge mit der Vorgabe vergleichen und den K-Faktor für diese Legierung bestätigen”, hast du gerade bewiesen, dass du sowohl den Bildschirm als auch den Stahl verstehst.
Das ist der präzise Kompetenzstapel: das Teil in 3D sehen, Werkzeuge gezielt auswählen, die Biegung mit Mathematik vorhersagen und dann die CNC nutzen, um es umzusetzen – nicht raten.
Du kannst das aus Lehrbüchern lernen, durch Schrottübungen, durch das nächtliche Studium von Plänen. Was du nicht tun kannst, ist es vorzutäuschen, wenn ich dir Material in die Hand gebe und zuschaue.
Auf diesem Boden denkst du entweder bevor du biegst – oder du biegst und denkst dann über deine nächste Bewerbung nach.
Letzten Monat hatte ich zwei Lebensläufe für dieselbe Bremsenstelle auf meinem Schreibtisch. Einer sagte: “5 Jahre Maschinenbediener.” Der andere sagte: “OSHA 10-Stunden Allgemeine Industrie abgeschlossen, Tonnage-Berechnungen für 1/4″ A36 studiert, persönliche Biegeabzugstabellen in CAD erstellt.” Rate mal, welchen ich zuerst angerufen habe.
Du fragst immer wieder, wie man diesen Stapel vor dem Probearbeitsgespräch trainiert und beweist. Hier ist die Wahrheit: Ich filtere nicht nach “Erfahrung”. Ich filtere danach, wie viel Risiko du einer sechsstelligen Maschine mit hydraulischem Skelett bringst. Wenn du mir – auf Papier – zeigen kannst, dass du bereits in Begriffen von Last, Sequenz, Freiraum und Steuerlogik denkst, hast du gerade meine Ausbildungshaftung halbiert.
Hör auf zu glauben, dass der Filter über abgesessene Zeit geht. Es geht darum, wie viel Beaufsichtigung ich leisten muss.
Die meisten Stellenausschreibungen sagen “Erfahrung erforderlich”, weil niemand dich dafür bezahlen will, Gefahrenerkennung von Grund auf zu lernen. OSHA verlangt, dass ich dich sowieso ausbilde – Lockout/Tagout, Quetschstellen, Notstopp – egal wie viele Jahre du behauptest. Erfahrung ist also nicht die eigentliche Frage. Die eigentliche Frage ist, ob du die Ausbildung sauber annimmst oder sie mit schlechten Gewohnheiten bekämpfst.
Da kommen strategische Qualifikationen ins Spiel. Nicht um Erfahrung vorzutäuschen. Sondern um zu signalisieren, dass Sie bereits wie ein Techniker denken.
Und wenn Sie glauben, dass ein beliebiges Zertifikat dafür ausreicht, haben Sie noch nicht genau hingeschaut, was einen Lebenslauf tatsächlich nach oben bringt.
Ich hatte einmal einen Jugendlichen, der noch nie eine Gesenkbiegemaschine angefasst hatte. Aber er baute seine eigenen Gaming-PCs und überholte ein Schaltgetriebe in seiner Garage. Sein erster Lebenslauf sagte: “Hobbys: Computer, Autos.” Das sagt mir gar nichts.
Seine zweite Version sagte: “Eigene PCs aufgebaut: kompatible Komponenten anhand der Leistungsanforderungen, BIOS-Konfiguration und Wärmemanagement ausgewählt. 5-Gang-Getriebe überholt: Zahnräder mit Mikrometern gemessen, Drehmomentvorgaben befolgt, Spiel geprüft.” Jetzt reden wir.
Applicant Tracking Systems scannen nach Wörtern wie “Messung”, “Kalibrierung”, “Bauplan”, “CNC”, “Prüfung”. Wenn Sie jemals einen Mikrometer, eine Messuhr oder einen Drehmomentschlüssel benutzt haben, sagen Sie es. Wenn Sie Schaltpläne oder Servicehandbücher gelesen haben, nennen Sie sie technische Zeichnungen. Wenn Sie das Ventilspiel auf Tausendstel eingestellt haben, verstehen Sie bereits Toleranzstapeln, auch wenn Sie den Begriff nicht kennen.
Hören Sie zu. Einen PC zu bauen ist Systemintegration. Sie stimmen Spannung, Kühlleistung, Firmware-Einstellungen ab. Das ist nicht weit entfernt davon, einen Stempelformradius auszuwählen, der zur Materialstärke passt, und die Programmparameter in einem V-Matrizen-Setup zu überprüfen. Andere Hardware. Gleiche Denkweise.
Aber romantisieren Sie es nicht. Hobbys zählen nur, wenn Sie sie in kontrollierte, messbare Aufgaben übersetzen. “An Autos gearbeitet” ist Rauschen. “Fehlzündung mit Diagnosedaten erkannt, Spulenwiderstand mit Multimeter geprüft” ist Signal.
Denn Signal bringt Sie an der Software vorbei, bevor ein Mensch überhaupt Ihren Namen liest.
Und sobald ein Mensch es liest, denkt er an eines: Haftung.
Ich habe gesehen, wie ein übermäßig selbstbewusster Bewerber eine 3/8″ Platte in eine 10-Fuß-Biegemaschine mit einer Kapazität von 135 Tonnen eingelegt hat. Er sagte: “Die schafft das.” Er hatte nie die erforderliche Tonnage pro Fuß berechnet.
Hier ist der Mechanismus. Baustahl mit 60.000 psi Zugfestigkeit, 3/8″ dick, in einer 2″ Matrizenöffnung gebogen—Sie liegen grob im Bereich von 60–70 Tonnen über 10 Fuß, je nach Tabelle. Verengen Sie nun die Matrize oder wechseln Sie zu einer stärkeren Legierung, und die Tonnage schießt in die Höhe. Übersteigen Sie die Maschinenkapazität, riskieren Sie nicht nur schlechte Teile. Sie riskieren gerissene Werkzeuge, verbogene Stempel, dauerhafte Verformung.
Diese Reparaturrechnung geht nicht von Ihrem Gehalt ab. Sie geht von meinem Produktionsplan ab.
Hören Sie auf, mir zu erzählen, dass Sie “keine Angst vor harter Arbeit” haben. Erzählen Sie mir, dass Sie wissen, wie man eine Tonnagetabelle liest. Erzählen Sie mir, dass Sie verstehen, dass Werkzeugbelastungsgrenzen niedriger sein können als Maschinenlimits. Erzählen Sie mir, dass Sie die Materialqualität prüfen würden, bevor Sie ein Programm ausführen, das jemand anderes geschrieben hat.
Selbstvertrauen ist billig. Risikobewusstsein ist selten.
Wenn Sie in einen Lebenslauf schreiben “Vertraut mit der Berechnung der erforderlichen Biegekraft basierend auf Materialstärke, Matrizenöffnung und Zugfestigkeit”, sagen Sie mir, dass Sie nicht unter Druck raten werden. Sie sagen mir, dass Sie den Unterschied zwischen Kapazität und Fähigkeit verstehen.
Das ist die Haftungslücke. Ich muss Sie ohnehin in Sicherheit unterweisen. Aber wenn Sie hereinkommen und bereits die Sprache von Belastungsgrenzen und mechanischer Spannung sprechen, verkürzen Sie meinen Weg vom Anfänger zum vertrauenswürdigen Bediener.
Und es gibt einen schnelleren Weg, das zu beweisen, als sechs Monate auf ein schickes Zertifikat zu warten, für das Sie noch nicht einmal berechtigt sind.
Das FMA-Zertifikat für Präzisions-Abkantpressen erfordert dokumentierte Berufserfahrung. Man kann nicht einfach unvorbereitet hineinrutschen. Hör also auf, so zu tun, als könnte ein vergoldetes Zeugnis magisch die Zeit überlisten.
Stapel stattdessen das, worauf du jetzt Zugriff hast.
Die OSHA-Schulung “10-Stunden Allgemeine Industrie” ist kostengünstig und weit verbreitet anerkannt. Sie behandelt Gefahrkommunikation, Maschinenschutz und Lockout/Tagout-Verfahren. Wenn ich dieses Zertifikat sehe, weiß ich, dass du zumindest die Fachbegriffe des industriellen Risikos kennengelernt hast. Das ist wichtig, denn OSHA definiert „umfassende Schulung“ nicht nach Stunden – Werkstätten interpretieren das unterschiedlich. Wenn du bereits die Basissprache sprichst, wird meine Schulung zur Vertiefung und nicht zur Einführung.
NIMS bietet Level-I-Zertifikate an, die mit Sicherheits- und Messgrundlagen verknüpft sind. Schon das Studium ihrer Standards – Präzisionsmessung, Arbeitsplanung, Inspektion – verschafft dir eine strukturierte Terminologie. Verwende diese Sprache in deinem Lebenslauf: “Erstteilprüfung gemäß Zeichnung durchgeführt; Abweichungen dokumentiert.” Das ist die Sprache der Luft- und Raumfahrt-Werkhalle.
Und hier ist, was die meisten Anfänger übersehen: Kombiniere Zertifikate aus verschiedenen Bereichen. OSHA für die Sicherheitsgrundlage. Einsteiger-NIMS für Messzuverlässigkeit. Wenn du schweißt, zeigt ein AWS-Zertifikat Prozessdisziplin. Ein einzelnes Zertifikat zeigt Interesse. Eine Kombination zeigt Entwicklung.
Stell dir zwei Bewerber vor. Einer sagt: “Suche Einstiegsstelle an der Abkantpresse.” Der andere sagt: “OSHA 10 abgeschlossen; lerne NIMS Level I; übe Biegeberechnungen in CAD; suche Position als Einrichter in Ausbildung.” Wen glaubst du, halte ich für jemanden, der in zwei Jahren noch hier ist?
Genau.
Strategische Zertifikate ersetzen keine Erfahrung. Sie verkürzen die Distanz zwischen null und vertrauenswürdig. Sie zeigen mir, dass du meine Abkantpresse nicht wie einen dummen Eisenklotz behandelst.
Hinter diesem Stößel steckt ein Computer, der genau das tut, was du ihm sagst. Die Frage ist, ob du als Muskelkraft erscheinst – oder als angehender Techniker.
Auf dieser Werkhalle ist das die einzige Entscheidung, die zählt: Denk wie ein Präzisionsmechaniker, oder verkauf weiter deinen Rücken.
Du willst einen Schritt-für-Schritt-Plan, der technisches Denken auf Techniker-Niveau beweist, bevor dir jemand eine Abkantpresse anvertraut.
Gut. Denn ein Teil dieses Plans ist kein weiteres Zertifikat. Es geht darum, die richtige Werkstatt ins Visier zu nehmen.
Ich habe dir gesagt, dass Einstellung sich um Haftung und technisches Denken dreht, nicht um Dienstjahre. Dein nächster Schritt ist einfach: Hör auf, dich überall zu bewerben, und fang an, Stellenbeschreibungen wie Konstruktionspläne zu lesen. Werkstätten sind nicht austauschbar. Manche machen dich in zwei Jahren zum Einrichter. Manche Ketten dich für fünf Jahre an einen Palettenhubwagen.
Der Trick besteht darin, das eine vom anderen zu unterscheiden, bevor du den Fuß hineinsetzt.
Hinter jeder Stellenanzeige steckt ein Geschäftsmodell. Und das Geschäftsmodell entscheidet, ob du Werkzeug, Programmierung und Inspektion berührst – oder den ganzen Tag Teile in eine V-Matrize legst und das “Erfahrung” nennst.”
Wo verstecken sich also die echten Techniker-Jobs?
Achte auf die Wörter “kundenspezifisch”, “Kleinserien”, “Prototyp”, “Job Shop”, “Luft- und Raumfahrt”, “Verteidigung”, “Medizin”.”
Das ist High-Mix, Low-Volume-Arbeit. Jeden Tag andere Teile. Andere Materialien. Andere Biegefolgen. Diese Umgebung zwingt Bediener dazu, Zeichnungen zu lesen, Biegeabzüge zu berechnen, Hinteranschläge einzustellen und die Arbeitsreihenfolge durchzudenken. Man kann sich da nicht einfach alles merken. Man muss in 3D visualisieren.
Stell dir nun das Gegenteil vor: “Großserienproduktion”, “Automobilzulieferer”, “gleichartige Bauteilfamilien”, “schnell getaktete Linienumgebung.”
Das bedeutet normalerweise, ein Einrichter programmiert den Auftrag. Drei Bediener legen Rohlinge ein und drücken acht Stunden lang den Startknopf. Du lernst Geschwindigkeit. Du lernst Wiederholung. Du lernst jedoch nicht, warum die Biegenreihenfolge gewählt wurde oder wie Rückfederung im Programm kompensiert wurde.
Und hier kommt der Teil, den dir niemand sagt.
Die Bezahlung zu Beginn der Karriere sieht in beiden Umgebungen oft ähnlich aus. Die Produktionswerkstatt zahlt vielleicht sogar einen Dollar mehr pro Stunde, weil die Leistung zählt. Das verführt Anfänger. Aber wenn dein Ziel ist, dich als CNC-Techniker zu vermarkten und nicht als Knopfdrücker, dann zählt die Lerndichte mehr als der Lohn im ersten Jahr.
Kurzfristiges Geld oder langfristige Fähigkeit?
Das ist der wahre Vergleich, der sich hinter diesen Stellenanzeigen verbirgt.
Lies nun den Vorteilsteil wie ein Vorarbeiter, der schon einmal enttäuscht wurde.
Wenn eine Werkstatt schreit: “Keine Erfahrung nötig! Sofortiger Start! Jede Woche Überstunden!”, aber kaum etwas über Schulung, Werkzeugsysteme oder Prüfverfahren erwähnt, ist das eine Verschleißmaschine. Hohe Fluktuation ist kein Zufall. Es ist ein Geschäftsmodell, das auf austauschbaren Körpern basiert.
Ich habe Werkhallen gesehen, in denen 60 Prozent der Bediener keine drei Jahre durchhalten. Das liegt nicht daran, dass Metallbiegen unmöglich ist. Es liegt daran, dass niemand in die Entwicklung vom Bediener zum Techniker investiert hat. Sie brauchten nur warme Körper, die Tabellen zu Presskraft nicht hinterfragen.
Achte auf leisere Hinweise: “Internes Schulungsprogramm.” “Einrichtungszertifizierung mit Fortschritt.” “Verantwortung für Erstmusterprüfung.” “Cross-Training an CNC-Steuerungen.” Diese Formulierungen bedeuten, die Werkstatt erwartet, dass du denkst, nicht nur hebst.
Und achte auf Anforderungen, die bestimmte Steuerungen nennen — Delem, Bystronic, Amada — oder Kenntnisse im technischen Zeichnungslesen und GD&T verlangen. GD&T bedeutet „Geometrische Bemaßung und Tolerierung“. Wenn ihnen das wichtig ist, ist ihnen Präzision wichtig.
Eine Werkstatt, die in Mess- und Prozesskontrolle investiert, investiert meist auch in Menschen.
Eine Werkstatt, die nur “muss wiederholt 50 Pfund heben können” aufführt, sagt dir genau, wie sie die Rolle sieht.
Frag dich also: Stellen sie ein Gehirn ein oder mieten sie einen Rücken?
Lass uns nun über den Hintereingang sprechen.
Manchmal ist der schnellste Weg zur Abkantpresse nicht die Bediener-Stellenanzeige, sondern “Material-Handler”, “Pressen-Assistent” oder “Einrichtungshelfer”. Das klingt nach einem Rückschritt. Ist es nicht — wenn die Werkstatt die richtige ist.
Hör zu. In einer High-Mix-Werkstatt steht ein Helfer, der Werkzeuge bereitstellt, Materialqualität prüft und die Erstmusterprüfung beobachtet, nur wenige Zentimeter vom Denken entfernt. Du hörst, wie der Programmierer die Biegenreihenfolge erklärt. Du siehst Anpassungen nach Testläufen. Du erfährst, warum der Stempelradius gewählt wurde.
Das ist Nähe zur Fähigkeit.
In einer Produktionswerkstatt könnte ein “Helfer” zwei Jahre lang nur Paletten bewegen und Späne fegen, weil Beförderungen streng geregelt sind und niemand Zeit hat zu unterrichten. Das ist Nähe zur Stagnation.
Wenn du also die niedriger bezahlte Rolle annimmst, tu es mit Absicht. Frag im Vorstellungsgespräch: “Werde ich in der Einrichtung geschult? Wie entwickeln sich Bediener zu Programmierern weiter? Kann ich bei Erstmusterprüfungen zusehen?” Wenn sie darauf keine klaren Antworten haben, schaust du nicht auf eine Entwicklungslinie, sondern auf eine Parkposition.
Dein Plan, Schritt für Schritt, ist folgender:
Ziel: Werkstätten mit hoher Variantenvielfalt. Achte in Stellenanzeigen auf Formulierungen, die auf Techniker hindeuten. Nutze Helferpositionen nur dort, wo ein sichtbarer Wissenstransfer stattfindet. Sammle Sicherheits- und Messtechnik-Zertifikate, während du im Betrieb bist.
So baust du den Nachweis auf, bevor der Titel hinterherkommt.
Denn sobald du im richtigen Betrieb bist, bei der richtigen Arbeit, in der richtigen Sprache sprichst, fängt die Zeile “Erfahrung erforderlich” an, sich zu beugen.
Und auf diesem Werkstattboden positionierst du dich entweder dort, wo sich Fähigkeiten verzinsen – oder du meldest dich freiwillig, ersetzbar zu bleiben.
Du hast die richtige Art von Werkstatt gewählt. Hohe Variantenvielfalt. Echte Werkzeuge. Echte Zeichnungen. Jetzt starrst du auf die Bewerbung und denkst: “Wie komme ich an ‘Erfahrung erforderlich’ vorbei?”
Hör zu. Der Filter sind nicht die Jahre. Es ist das Risiko.
Wenn ich Lebensläufe prüfe, frage ich nicht: “Hält dieser Junge acht Stunden auf den Beinen durch?” Ich frage: “Wird er mein Material verschrotten, meinen Hinteranschlag zerstören oder einfrieren, wenn die Zeichnung nicht zum Programm passt?” Hinter ihm steht eine sechsstellige CNC-Steuerung mit mehr Rechenleistung als der erste Computer, den ich in den 90ern benutzt habe, montiert auf Hydraulik, die keine Vermutungen verzeiht. Ich brauche keine Muskeln. Ich brauche Urteilsvermögen.
Dein Ziel ist also nicht, erfahren zu wirken, sondern vertrauenswürdig zu wirken.
Das bedeutet, deine Identität muss sich ändern, bevor es dein Lebenslauf tut.
Hör auf, Bewerbungen zu schicken, in denen steht “fleißig” und “lernfähig”. Jeder, der durch meine Tür kommt, sagt das.
Fang an, in Problemen zu denken.
Kannst du eine Zeichnung lesen und das kritische Maß erkennen, bevor du das Pedal betätigst? Kannst du die Presskraft für 3/8-Zoll-Weichstahl berechnen, ohne zu raten? Verstehst du, warum ein 0,030-Zoll-kurzer Flansch möglicherweise einen anderen Stempelradius braucht, um Rückfederung zu kontrollieren? Dieses Wort – Rückfederung – bedeutet, dass sich das Metall nach dem Biegen entspannt und sich öffnet. Wenn du das nicht berücksichtigst, ist dein Winkel falsch, bevor die Prüfung überhaupt beginnt.
Wenn du zu einem Vorstellungsgespräch gehst und sagst: “Ich habe Biegezuschlagsberechnungen geübt und sie an Musterteilen überprüft”, dann haben wir ein Gespräch. Wenn du fragst: “Wie handhaben Sie Erstmusterprüfungen bei engen Toleranzen?”, hast du dich gerade von demjenigen abgesetzt, der nur nach Überstunden gefragt hat.
Das Nicht-Offensichtliche? Du fällst nicht auf, indem du beweist, dass du eine Abkantpresse bedient hast. Du fällst auf, indem du beweist, dass du verstehst, was an ihr schiefgehen kann.
Wie beweist du das also, ohne einen Vollzeit-Werkstattjob zu haben?
Hör zu. Der Markt belohnt Anfänger nicht sofort. Einstiegsgehälter liegen in vielen Regionen im mittleren Zehnerbereich pro Stunde. Nach ein bis vier Jahren steigt das zwar an – aber nicht wie von Zauberhand. Die Spanne zwischen niedriger und hoher Bezahlung in diesem Gewerbe ist groß, weil die meisten Bediener auf einem Plateau bleiben.
Deine ersten 90 Tage drehen sich nicht ums Geld. Es geht um Beweise.
Monat eins: Zeichnungsverständnis. Lies jeden Tag technische Zeichnungen. Wenn du keine Werkstattzeichnungen hast, lade dir Muster-Maschinenbauzeichnungen herunter und übe, Biegelinien, Toleranzen und Materialangaben zu erkennen. Lerne grundlegendes GD&T – geometrische Bemassung und Toleranzangaben – sodass du nicht raten musst, wenn eine Zeichnung Ebenheit oder Rechtwinkligkeit vorgibt. Das kostet Zeit, kein Geld.
Monat zwei: CNC-Logik. Die meisten modernen Abkantpressen arbeiten mit benannten Steuerungen – Delem, Amada, Bystronic. Du kannst nicht auf die echten Maschinen zugreifen, aber du kannst studieren, wie CNC-Sequenzierung funktioniert: Werkzeugbibliotheken, Biegenreihenfolge, Backgauge-Positionierung. Denke in Schritten. Wenn Flansch A Flansch B blockiert, ändert sich die Reihenfolge. Das ist 3D-Visualisierung. Das ist Denken wie ein Techniker.
Monat drei: Gezieltes Üben. Wenn du Zugang zu einem Labor einer Volkshochschule, einem Maker Space oder sogar einer kleinen Fertigungswerkstatt hast, die dich gegen das Fegen der Böden beobachten lässt, konzentriere dich auf Erstmusterteile. Miss alles. Vergleiche den programmierten Winkel mit dem tatsächlichen Winkel. Passe an. Dokumentiere, was sich geändert hat und warum.
Hör auf, einem Titel hinterherzujagen. Erstelle ein kleines Portfolio: Notizen zu Tonnage-Berechnungen, Fotos von Musterteilen (falls erlaubt), schriftliche Erklärungen, wie du eine komplexe Biegenreihenfolge angehen würdest. Bring das zum Vorstellungsgespräch. Dann wette ich nicht auf deine Versprechen – ich sehe mir deinen Prozess an.
Und in einer Flaute – denn diese Branche ist zyklisch – überstehst du Entlassungen, indem du derjenige bist, der einrichtet, Probleme löst und denkt, nicht nur Teile in ein V-Matrize legt.
Damit kommen wir zu dem Teil, den Anfänger beim Thema Bezahlung falsch verstehen.
Hier ist die Wahrheit, die niemand in die Stellenanzeige schreibt.
Die meisten Abkantpressen-Bediener werden nie das obere Ende der Gehaltsspanne sehen. Nicht weil es diese Obergrenze nicht gibt – sondern weil sie nie die Linie vom Bediener zum Techniker überschreiten.
Werkstätten zahlen Aufschläge für drei Dinge: weniger Ausschuss, schnellere Rüstzeiten und weniger Unfälle. Alle drei kommen aus technischer Meisterschaft. Wenn du selbstständig das Werkzeug auswählen, die Tonnage überprüfen, Materialvariationen ausgleichen und die Erstmusterprüfung ohne Beaufsichtigung bestehen kannst, bist du keine Ausgabe mehr. Du bist Risikokontrolle.
Deshalb können zwei Personen mit demselben Jobtitel je nach Region und Werkstattart jährlich zehn oder fünfzehn Tausend auseinanderliegen. Hochwertige Luftfahrt, Verteidigung, Medizin – enge Toleranzen, teures Material – solche Werkstätten belohnen Köpfchen. Massenproduktion belohnt Geschwindigkeit und Anwesenheit.
Die nicht offensichtliche Veränderung, die du mitnimmst, ist: Du versuchst nicht, “eingestellt zu werden”. Du versuchst, die risikoärmste Entscheidung im Raum zu werden.
Wenn du in Begriffen von Prozesskontrolle, Biegenreihenfolgen-Strategie und Prüfverantwortung sprichst, beginnt sich die Zeile “Erfahrung erforderlich” zu lockern. Denn was diese Zeile wirklich bedeutet, ist: “Wir wollen nicht für deine Fehler bezahlen.”
Also hier ist dein Binärsystem.
Bewirb dich weiterhin wie ein Körper, der einen Gehaltsscheck sucht, in der Hoffnung, dass jemand den Filter ignoriert.
Oder werde ein Präzisionstechniker, der die Maschine als Computer mit hydraulischem Skelett versteht – und schon hineingeht, denkend wie die Person, der man zutraut, sie zu bedienen.
Ein Weg macht dich ersetzbar.
Der andere lässt dich auf einem Boden wie meinem überleben.


















