

Ele ficou em frente à minha prensa dobradeira e disse-me que podia “levantar oitenta libras o dia todo, sem problema”.”
Atrás dele estava um controlo CNC que custava seis dígitos, com mais poder de processamento do que o primeiro computador que usei nos anos 90.
Ele achava que se estava a candidatar a um trabalho de durão. Eu estava a contratar alguém para operar uma máquina programável que pode estragar dez mil dólares em peças antes do almoço.
Essa diferença aí é o motivo pelo qual continuas a ouvir “experiência exigida”.”
Pára de vender as tuas costas.
Eu não pago por costas. Consigo comprar costas a $18 por hora o dia todo. O que não consigo comprar barato é um cérebro que compreenda porque é que uma dobra de 90 graus desenhada no papel não sai a 90 graus no aço por causa do retorno elástico — a tendência do metal para relaxar depois da conformação.
Tu chamas-lhe nível de entrada. Eu chamo-lhe gestão de risco.
Quando leio currículos, não pergunto: “Será que esta pessoa aguenta chapa pesada?” Pergunto: “Será que esta pessoa vai danificar as minhas ferramentas, interpretar mal um desenho ou bloquear diante do painel de controlo?” Se tudo o que anuncias é resistência física, já me disseste que pertences à faixa salarial mais baixa. E uma vez que te coloquei mentalmente aí, que razão me deste para te promover?
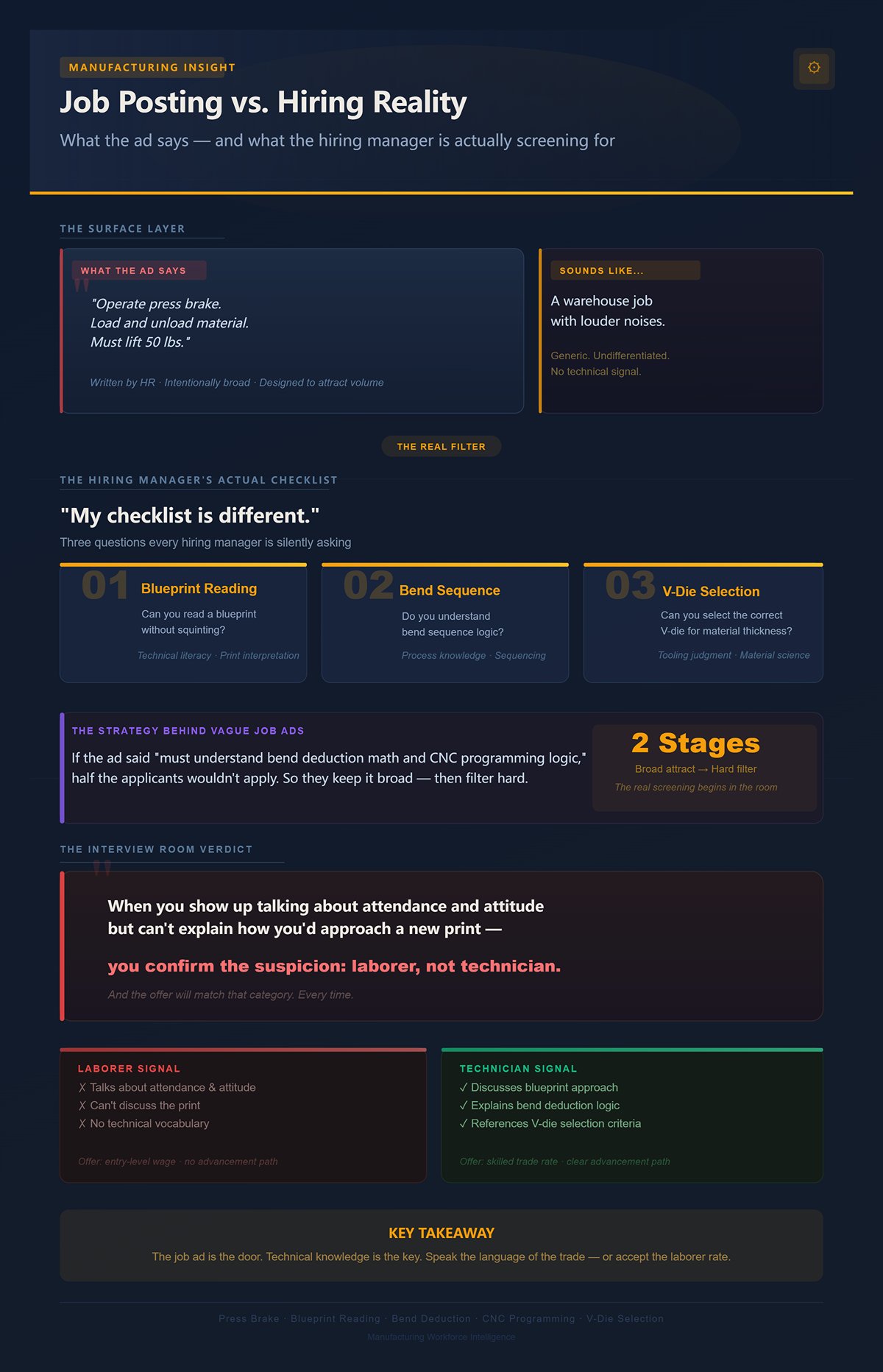
Abre um anúncio típico. Diz: “Operar prensa dobradeira. Carregar e descarregar material. Deve levantar 50 lbs.”
Parece um trabalho de armazém com ruídos mais altos.
Ouve. Esse anúncio é escrito pelo departamento de RH. A minha lista de verificação é diferente. Eu procuro: Consegues ler um desenho técnico sem hesitar? Percebes a sequência de dobras? Já escolheste alguma vez a abertura correta da matriz em V com base na espessura do material?
O anúncio não o vai esclarecer porque se escrevêssemos “deve compreender a matemática da dedução de dobra e a lógica de programação CNC”, metade dos candidatos nem se candidatava. Por isso mantemos o texto vago. Depois fazemos uma triagem rigorosa.
Quando apareces a falar sobre assiduidade e atitude, mas não consegues explicar como abordarias um novo desenho, confirmas a minha suspeita: operário, não técnico. Então porque é que ficas surpreendido quando a oferta reflete essa categoria?
| Os anúncios de emprego dizem | O que os gestores de contratação realmente avaliam |
|---|---|
| Operar prensa dobradeira | Consegues ler um desenho técnico sem hesitação? |
| Carregar e descarregar material | Compreende a sequência correta de dobra? |
| Deve levantar 50 libras | Consegue selecionar a abertura correta da matriz em V com base na espessura do material? |
| Funções gerais de operação da máquina | Compreende o cálculo de dedução de dobra e a lógica de programação CNC? |
| Requisitos básicos listados de forma geral | Demonstra raciocínio técnico ao abordar um novo desenho? |
| Ênfase na assiduidade e na atitude | É um técnico qualificado em vez de apenas um operário geral? |
Tenho dois homens na minha oficina.
Um carrega no pedal. As peças entram, as peças saem. Se o ângulo se desvia, ele pede ajuda. Ganha mais ou menos o que as médias nacionais indicam para operadores básicos — valores na casa das dezenas altas, talvez baixas vinte, dependendo da região.
O outro aproxima-se de um novo trabalho, estuda o desenho, escolhe as ferramentas, escreve ou edita o programa e executa a inspeção do primeiro artigo. Compreende os limites de tonelagem, o posicionamento do batente traseiro e como uma suposição errada pode causar efeito dominó em 200 peças. Ele não se limita a operar a máquina — ele faz a configuração.
Esse segundo ganha mais de trinta à hora na oficina certa porque me poupa desperdício, tempo e supervisão.
Ambos suam. Só um pensa em sistemas. Qual deles achas que eu tento manter quando o orçamento aperta?
Imagina duas entrevistas.
O Candidato A diz: “Trabalhei na construção. Sou forte. Aprendo rápido.”
O Candidato B diz: “Nunca trabalhei exatamente com o vosso modelo, mas estudei os controlos CNC, compreendo como as compensações de dobra afetam os padrões planos e sinto-me à vontade a navegar nos menus e compensações da máquina.”
Mesmo nível de experiência no papel.
Sinal diferente.
Esta máquina é um computador com um esqueleto hidráulico. Se a abordar como um pedaço de ferro burro, presumo que vai tratar os problemas com força em vez de lógica. É assim que as punções se lascam e as peças são descartadas.
A mudança cognitiva de que precisa é simples: não está a candidatar-se para mover metal. Está a candidatar-se para controlar variáveis.
Se continuar a vender força física, vai competir com qualquer pessoa que consiga levantar uma chapa.
Comece a apresentar-se como um técnico de precisão ou aceite o salário que vem com ser substituível.
No ano passado, um miúdo ficou à frente da minha prensa hidráulica e disse-me: “Já trabalhei em prensas antes.”
Perguntei-lhe de que tipo. Ele respondeu: “Daquelas com pedal.”
Essa resposta disse-me tudo.
Está a perguntar como se apresentar como alguém capaz de pensar ao nível da configuração sem experiência formal de configuração. Comece aqui: fale da máquina como se fosse um sistema, não um interruptor para pisar. Quando consegue explicar o que acontece entre o controlador, o sistema de accionamento e o êmbolo, deixa de soar como mão-de-obra barata e começa a soar como alguém que compreende o risco.
Por detrás desse êmbolo não está apenas aço e óleo. Está um cérebro CNC a enviar comandos de posição, a ler feedback, a corrigir erros. O sistema de accionamento — mecânico, hidráulico ou servo-eléctrico — é o músculo que obedece a esses comandos. Se não conhece a diferença, está a dizer-me que nunca pensou sobre como a máquina se move realmente.
E se nunca pensou sobre como ela se move, porque é que eu confiaria que a consegue controlar?
Tenho três prensas dobradeiras no meu edifício.
Uma velha unidade mecânica com volante que mantemos para golpes simples. Uma CNC hidráulica que faz a maior parte do trabalho pesado. E uma servo-eléctrica que custou mais do que a minha primeira casa.
Ao operar a prensa mecânica sente-se: a embraiagem engata, o volante descarrega energia, o êmbolo desce com uma carreira fixa. Não há correção a meio da carreira. Sem ajuste dinâmico. É rápida e bruta. Ótima para peças simples e repetitivas. Perigosa para qualquer coisa delicada.
Hidráulica é diferente. Óleo sob pressão move cilindros. A CNC diz às válvulas proporcionais até onde e a que velocidade mover. Há feedback das escalas lineares para que o controlador saiba a posição real do êmbolo, não apenas a posição comandada. Mas os sistemas hidráulicos têm compressibilidade e sensibilidade à temperatura. O óleo aquece, a viscosidade muda, a resposta altera-se. É por isso que vai ouvir veteranos falar de deriva ao longo de uma produção longa.
Isso não é trivialidade. É prevenção de desperdício.
Servo-eléctrico? Fusos de esferas accionados por motores servo. Controlo de posição direto. Resposta mais rápida. Repetibilidade mais limpa. Sem deriva de aquecimento do óleo. Quando está a dobrar alumínio aeroespacial fino com tolerâncias de ângulo apertadas, essa resposta importa. Falhar por meio grau em 200 peças e está a comer margem.
Por isso, quando pergunto numa entrevista, “Já trabalhou em prensas hidráulicas ou servo-eléctricas?” não estou a testar a sua memória. Estou a testar se compreende que diferentes sistemas de accionamento se comportam de forma diferente sob carga.
Ouça. Se você disser: “Os sistemas hidráulicos podem ter atraso e precisam de monitorização para variações relacionadas com o calor, os servoelétricos respondem mais rapidamente e mantêm a posição com mais precisão”, acabou de me mostrar que pensa sobre o comportamento da máquina. Se encolher os ombros e disser: “Um travão é um travão”, acabou de me mostrar que não pensa.
Qual deles soa como um técnico?
Agora, existem oficinas de nível inicial que o contratarão sem saber nada disto? Absolutamente. Vão colocá-lo numa unidade hidráulica simples, dar-lhe um programa e mandar carregar peças o dia todo. Isso é ótimo se quiser $20 por hora.
Mas você disse que quer passar o filtro de “experiência necessária” para cargos bem remunerados. Esses cargos concentram-se em máquinas controladas por CNC com tolerâncias mais apertadas e consequências mais caras. Nesses pisos, o conhecimento de acionamento não é opcional porque a ignorância custa dinheiro real.
Se não consegue explicar como a máquina se move, como espera explicar porque uma dobra saiu errada?
| Tópico | Detalhes |
|---|---|
| Travão Mecânico | Utiliza um volante e sistema de embraiagem; curso fixo sem correção a meio do curso; rápido e potente; ideal para peças repetitivas e simples; flexibilidade limitada; maior risco para trabalhos delicados. |
| Travão Hidráulico | Funciona através de óleo pressurizado que move cilindros; o CNC controla válvulas proporcionais para velocidade e distância; utiliza feedback de escala linear para a posição real do aríete; afetado pela compressibilidade do óleo e alterações de temperatura; potencial de deriva em operações longas. |
| Travão Servo-Elétrico | Acionado por motores servo e fusos de esferas; controlo direto e preciso de posição; tempo de resposta mais rápido; repetibilidade consistente; sem deriva de aquecimento relacionada com óleo; ideal para tolerâncias apertadas e aplicações aeroespaciais. |
| Principais Diferenças de Desempenho | Mecânico: força fixa e bruta. Hidráulico: ajustável mas sensível ao calor e comportamento do fluido. Servo-elétrico: preciso, responsivo e estável em condições variadas. |
| Porque é que os Entrevistadores se Importam | Testa o entendimento de como diferentes sistemas de acionamento se comportam sob carga; avalia a consciência da resposta da máquina, precisão e riscos de produção. |
| Exemplo de Resposta Forte em Entrevista | Reconhecer o atraso hidráulico e variação de calor; destacar as vantagens de precisão e controlo de posição do servo-elétrico. |
| Exemplo de Resposta Fraca em Entrevista | Assumir que todos os travões de prensa funcionam da mesma maneira, sem compreender as diferenças do sistema. |
| Implicação na Carreira | Os cargos de entrada podem não exigir um conhecimento profundo; as funções de CNC mais bem pagas exigem compreensão dos sistemas de acionamento devido a tolerâncias mais apertadas e maior risco financeiro. |
| Perceção Fundamental | Compreender como uma máquina se move é essencial para diagnosticar erros e evitar desperdício. |

Aproxima-te de um controlador de dobradeira moderno e não verás linhas de G-code bruto a rolar como num centro de maquinação dos anos 1990. Verás uma interface gráfica. Tipo de material. Espessura. Seleção de matriz. Ângulo. O controlo calcula a sequência de dobras e os movimentos do batente por ti.
Então, precisas de memorizar G01 e M-codes?
Não.
Para de correr atrás de listas de códigos como se fossem o bilhete dourado.
Os controladores modernos geram o código subjacente. O que eles não conseguem fazer é pensar através de uma má suposição. Se introduzires a espessura errada do material, o controlador calculará alegremente uma dedução de dobra baseada nessa falsidade. Se escolheres o raio de punção errado, ele irá simular uma dobra perfeita que não existe no mundo real.
É aí que entra a lógica CNC.
Lógica CNC significa compreender entradas, saídas e compensações. Se a primeira peça medir 91 graus em vez de 90, continuas simplesmente a produção? Ou ajustas o parâmetro de correção do ângulo e percebes que estás a mudar a posição do fundo de curso em alguns milésimos?
Não precisas de escrever código bruto. Precisas de entender causa e efeito dentro do controlo.
Já entrevistei pessoas que se gabavam de “experiência em programação” e depois congelaram quando perguntei: “O que verificarias primeiro se o teu ângulo estiver constantemente um grau mais aberto?” O processo de pensamento correto é simples: verificar a espessura do material, confirmar a ferramenta, verificar limites de tonagem, aplicar correção de ângulo e medir novamente.
Isto não é programação. Isto é pensamento sistémico.
Se o controlador te salva nos erros de sintaxe, o que prova que és mais do que um mero operador de botões?

Imagina duas respostas à mesma pergunta.
Eu pergunto: “Corres um primeiro artigo e o comprimento da aba está curto em 0,030. O que fazes?”
Candidato um: “Provavelmente tentaria novamente.”
Candidato dois: “Verificaria a posição do batente traseiro, confirmaria se o plano desenvolvido corresponde ao desenho e confirmaria a dedução de dobra usada no programa. Se o ângulo estiver correto mas a aba estiver curta, avaliaria o desvio do batente antes de alterar a ferramenta.”
Essa segunda resposta não exige anos de experiência em preparação. Exige estudo e pensamento estruturado.
Pare de me dizer que aprende depressa. Mostre-me que já entende as relações.
Use a linguagem da máquina. Fale sobre repetibilidade do batente traseiro. Mencione inspeção do primeiro artigo. Explique que faria um passo único num programa novo para observar possíveis interferências antes de se comprometer com o curso completo. Quando deixa cair um termo preciso — apenas um, como matriz em V — e o usa corretamente no contexto, sei que passou tempo a aprender.
Não precisa ter trabalhado com o meu modelo exato. Precisa demonstrar que vê a prensa como um sistema programável com consequências mecânicas.
Porque aqui está a verdade: entender o controlador sem compreender o desenho é inútil. O CNC executará qualquer geometria que lhe forneça, certa ou errada. Se não consegue visualizar a peça a partir do desenho técnico, toda aquela lógica sofisticada só vai acelerar os seus erros.
Então a verdadeira questão passa a ser: consegue ler o desenho suficientemente bem para dizer ao computador como é que a realidade deve ser?
Na minha oficina, ou pensa em sistemas e sobrevive — ou carrega nos pedais e permanece substituível.
Dou a um jovem um desenho para um suporte aeroespacial simples. Quatro dobras. Duas abas para cima, uma para baixo, uma de retorno. Ele olha para o padrão plano como se fosse um mapa numa língua estrangeira. Pergunto, “Qual dobra é que faz primeiro?” Ele adivinha.
Essa adivinha teria custado uma chapa de alumínio 2024-T3 a quarenta dólares por pé quadrado.
Ouça. Quando olha para um desenho plano, o seu cérebro devia estar a dobrá-lo antes de as suas mãos alguma vez tocarem na máquina. Devia ver a forma final em 3D e depois rebobinar mentalmente até ficar plano. Que aba prende a peça se dobrada demasiado cedo? Onde é que os dedos do batente traseiro interferem? Será que a terceira dobra provoca colisão com a garganta porque não planeou a folga?
Se não consegue responder a isso sem ir até à prensa, está a jogar com o meu material.
As oficinas modernas já não vivem em 2D. Os nossos desenhos de detalhe vêm diretamente de modelos CAD 3D. Esses modelos já conhecem os raios de dobra, cortes de alívio, posições de furos após conformação. Se não consegue falar sobre como um furo conformado pode distorcer perto de uma linha de dobra, ou por que razão o comprimento mínimo de aba importa em relação à espessura do material, está a dizer-me que nunca ligou o desenho à realidade física.
E quando finalmente se coloca diante da máquina, aquele controlador de seis dígitos vai executar com prazer qualquer sequência que programe nele. Não vai impedir que dobre a perna errada primeiro numa matriz em V e prenda a peça, tornando impossível a última aba.
Visualização não é arte. É controlo de risco.
Então como é que prova que realmente vê em 3D em vez de simplesmente fingir?
Uma vez vi um candidato montar um trabalho com o punção errado para o sistema de fixação. Forçou-o, disse “Parece bem” e estendeu a mão para o pedal.
Não estava bem.
Os punções de estilo americano e europeu montam-se de forma diferente. A geometria da haste, o método de fixação, o centramento — não são intercambiáveis. Numa prensa de precisão, desalinhamento de apenas alguns milésimos mostra-se como variação de ângulo ao longo da peça. Num painel aeroespacial comprido, isso é desperdício ao longo de um metro e vinte de material.
Pára de tratar as ferramentas como se fossem apenas aço temperado. É um sistema correspondido. O raio do punção afeta o raio interno da dobra. O raio interno afeta a dedução da dobra. A dedução da dobra afeta o comprimento da aba. Esse comprimento da aba é o que o teu inspetor mede com o paquímetro enquanto tentas não suar através da camisa.
E a folga importa. Um punção reto pode funcionar para uma aba aberta, mas tenta formar um retorno e vais bater com o lado da ferramenta na perna vertical, a menos que troques por um pescoço de ganso. Se não sabes porque é que esse perfil existe, ainda não pensaste para além de “fazer dobrar”.”
Numa entrevista prática, não preciso que saibas de cor todas as ferramentas do armário. Preciso que expliques porque escolheste uma. Se disseres, “Este raio corresponde à especificação do desenho, e este perfil dá-me folga na segunda dobra”, então estás a pensar como alguém que entende as consequências.
Porque se não consegues combinar ferramenta e geometria no papel, o que acontece quando entra a matemática?
Aqui está o teste que separa quem fala de quem executa.
Dou-te sucata. Material real. Digo, “O desenho exige uma aba de 2,000 polegadas depois de formada. Mostra-me.”
As tuas mãos tremem um pouco. Ótimo. Isso significa que percebes que isto importa.
A tolerância de dobra é o comprimento de material consumido na dobra. O fator K é a razão que prevê onde se situa o eixo neutro através da espessura. Se mudares o material, a espessura ou o raio interno, esse eixo neutro desloca-se. Essa deslocação muda o comprimento da chapa plana. Esse comprimento determina se a tua aba fica com 2,000 ou 1,970.
Aquela diferença de 0,030 de que falámos antes? Não é azar. É matemática que não respeitaste.
Agora junta o retorno elástico— a recuperação elástica após retirares a pressão. Se o material recuperar um grau e não compensares isso no programa, o ângulo abre. Quando o ângulo abre, o comprimento da aba muda efetivamente. A geometria está ligada, quer o reconheças, quer não.
Numa oficina de topo, verificamos frequentemente os comprimentos planos em CAD antes do corte. Simulamos digitalmente as sequências de dobra. Se me disseres, “Eu verificaria o comprimento desenvolvido do modelo em comparação com o desenho e confirmaria que o fator K corresponde a esta liga,” acabaste de provar que entendes tanto o ecrã como o aço.
Esse é o conjunto de competências de precisão: ver a peça em 3D, escolher a ferramenta com intenção, prever a dobra com matemática e depois usar a CNC para executar — não para adivinhar.
Podes aprender isto em manuais, através de prática com sucata, ou estudando desenhos todas as noites. O que não podes é fingir quando eu te der material e ficar a observar.
Neste chão de fábrica, ou pensas antes de dobrar — ou dobras e depois pensas na tua próxima candidatura.
No mês passado, tinha dois currículos na minha secretária para a mesma vaga de operador de prensa. Um dizia, “5 anos de operador de máquina.” O outro dizia, “Concluiu o curso OSHA de 10 horas em Indústria Geral, estudou cálculos de tonelagem para A36 de 1/4″, criou tabelas pessoais de dedução de dobra em CAD.” Adivinha qual telefonei primeiro.
Continuas a perguntar como treinar e demonstrar este conjunto de competências antes da entrevista prática. Aqui está a verdade: não filtro por “experiência.” Filtro pelo nível de risco que trazes a uma máquina de seis dígitos com um esqueleto hidráulico. Se me conseguires mostrar — no papel — que já pensas em termos de carga, sequência, folga e lógica de controlo, acabas de reduzir a minha responsabilidade de formação para metade.
Pára de presumir que o filtro diz respeito ao tempo de serviço. Trata-se de saber quanto babysitting vou ter de fazer.
A maioria dos anúncios de emprego diz “experiência necessária” porque ninguém quer pagar-te para aprender reconhecimento de perigos do zero. A OSHA exige que te forme de qualquer maneira — bloqueio/etiquetagem, pontos de beliscamento, paragens de emergência — sejam quantos forem os anos que afirmes ter. Portanto, experiência não é a verdadeira questão. A verdadeira questão é se vais absorver a formação facilmente ou combatê-la com maus hábitos.
É aí que entram as credenciais estratégicas. Não para fingir experiência. Mas para sinalizar que já pensas como um técnico.
E se achas que um certificado aleatório vai servir para isso, é porque ainda não olhaste com atenção suficiente para o que realmente faz um currículo subir ao topo.
Tive um rapaz uma vez que nunca tinha tocado numa quinadora. Mas montava os seus próprios computadores de jogos e reconstruiu uma caixa de velocidades manual na garagem. No primeiro currículo escreveu: “Passatempos: computadores, carros.” Isso não me diz nada.
Na segunda versão escreveu: “Montagem de PCs personalizados: seleção de componentes compatíveis com base nos requisitos de potência, configuração de BIOS e gestão térmica. Reconstrução de caixa de velocidades de 5 relações: medição do desgaste das engrenagens com micrómetros, seguimento de especificações de binário, verificação do jogo de engrenagens.” Agora sim, estamos a falar.
Os Sistemas de Rastreamento de Candidatos procuram palavras como “medição”, “calibração”, “planta”, “CNC”, “inspeção”. Se alguma vez usaste um micrómetro, indicador de relógio ou chave dinamométrica, diz isso. Se já leste esquemas elétricos ou manuais de serviço, chama-lhes esquemas técnicos. Se já ajustaste folgas de válvulas com precisão de milésimos, já compreendes o empilhamento de tolerâncias, mesmo que não conheças o termo.
Ouça. Montar um PC é integração de sistemas. Correspondem-se voltagens, capacidade de arrefecimento, configurações de firmware. Isso não está longe de escolher um raio de punção que corresponda à espessura do material e verificar parâmetros de programa numa configuração de matriz em V. Hardware diferente. Mesmo raciocínio.
Mas não romantizes. Os passatempos só contam se os transformares em tarefas controladas e mensuráveis. “Trabalhei em carros” é ruído. “Diagnostiquei falha de ignição usando dados de leitura e verifiquei a resistência da bobina com multímetro” é sinal.
Porque o sinal é o que te faz passar pelo software antes de um humano ler o teu nome.
E quando um humano o lê, pensa numa coisa: responsabilidade.
Vi um candidato demasiado confiante carregar chapa de 3/8″ numa quinadora de 10 pés com capacidade para 135 toneladas. Ele disse: “Isto aguenta.” Nunca calculou a tonelagem necessária por pé.
Eis o mecanismo. Aço macio com resistência à tração de 60 000 psi, 3/8″ de espessura, dobrado numa abertura de matriz de 2″—estás aproximadamente na faixa de 60–70 toneladas por 10 pés, dependendo da tabela. Agora, afina essa matriz ou muda para uma liga mais resistente e a tonelagem dispara. Se ultrapassares o limite da máquina, não arriscas apenas peças defeituosas. Arriscas ferramentas rachadas, êmbolos deformados, problemas permanentes de alinhamento.
A conta da reparação não sai do teu salário. Sai do meu cronograma de produção.
Deixa de me dizer que “não tens medo de trabalho duro.” Diz-me que sabes ler uma tabela de tonelagem. Diz-me que compreendes que os limites de carga das ferramentas podem ser inferiores aos da máquina. Diz-me que verificarias o tipo de material antes de executar um programa escrito por outra pessoa.
Confiança é barata. Consciência do risco é rara.
Quando escreves num currículo, “Familiarizado com o cálculo da força de dobra necessária com base na espessura do material, abertura da matriz e resistência à tração,” estás a dizer-me que não adivinhas sob pressão. Estás a dizer-me que compreendes a diferença entre capacidade e aptidão.
Essa é a brecha da responsabilidade. Tenho de te formar em segurança de qualquer maneira. Mas se entrares já a falar a linguagem dos limites de carga e da tensão mecânica, encurtas o meu percurso desde principiante até operador de confiança.
E há uma forma mais rápida de provar isso do que esperar seis meses por um certificado caro que ainda nem estás qualificado para tirar.
O certificado FMA Precision Press Brake requer experiência documentada. Não se pode fazer o teste de forma abrupta. Por isso, para de fingir que uma credencial dourada vai, magicamente, ultrapassar o tempo de prática necessário.
Em vez disso, acumula o que consegues alcançar agora.
O curso OSHA de 10 horas para a Indústria Geral é acessível e amplamente reconhecido. Abrange comunicação sobre riscos, proteção de máquinas e bloqueio/etiquetagem. Quando vejo isso num currículo, sei que pelo menos já foste exposto ao vocabulário do risco industrial. Isso é importante porque a OSHA não define “formação abrangente” por número de horas — as oficinas interpretam de maneiras diferentes. Se já falas a linguagem básica, a minha formação passa a ser aperfeiçoamento, não introdução.
A NIMS oferece credenciais de Nível I ligadas a fundamentos de segurança e medição. Mesmo estudar os seus padrões — medição de precisão, planeamento de trabalho, inspeção — dá-te uma terminologia estruturada. Usa essa linguagem no currículo: “Realizou inspeção de primeira peça segundo o desenho; documentou não conformidade.” É assim que se fala numa oficina aeroespacial.
E aqui está o que a maioria dos iniciantes não percebe: combina credenciais de diferentes domínios. OSHA para base de segurança. NIMS de nível inicial para credibilidade em medição. Se soldares, uma certificação AWS acrescenta disciplina de processo. Uma certificação mostra interesse. Uma combinação mostra trajetória.
Imagina dois candidatos. Um diz: “Procuro trabalho de nível inicial em dobradeira.” O outro diz: “OSHA 10 concluído; a estudar NIMS Nível I; a praticar cálculos de dobra em CAD; procuro função de aprendiz de configuração.” Qual achas que eu assumo que ainda estará aqui daqui a dois anos?
Exatamente.
Credenciais estratégicas não substituem experiência. Elas comprimem a distância entre o zero e o nível de confiança. Dizem-me que não vais tratar a minha prensa dobradeira como um bloco de ferro burro.
Atrás daquele pistão há um computador que fará exatamente o que lhe disseres. A questão é se vais aparecer como força bruta — ou como técnico em formação.
Nesta oficina, essa é a única escolha que importa: pensar como um mecânico de precisão ou voltar a vender o teu esforço físico.
Queres um plano passo a passo que prove pensamento de nível técnico antes que alguém te entregue uma prensa dobradeira.
Ótimo. Porque parte desse plano não é outra certificação. É direcionar-te para a oficina certa.
Já te disse que contratar é questão de responsabilidade e raciocínio técnico, não de anos de serviço. Assim, o teu próximo passo é simples: para de candidatar-te a todos os lugares e começa a ler as descrições de emprego como se fossem desenhos técnicos. As oficinas não são todas iguais. Algumas transformam-te num técnico de configuração em dois anos. Outras prendem-te a um porta-paletes por cinco.
O truque é saber qual é qual antes de entrares.
Por trás de cada anúncio de emprego há um modelo de negócio. E é o modelo de negócio que decide se vais lidar com ferramentas, programação e inspeção — ou apenas alimentar peças numa matriz em V o dia inteiro e chamar a isso “experiência”.”
Então, onde se escondem os verdadeiros empregos de técnico?
Procura palavras como “personalizado”, “séries curtas”, “protótipo”, “oficina”, “aeroespacial”, “defesa”, “médico”.”
Isso é trabalho de alta mistura e baixo volume. Peças diferentes todos os dias. Materiais diferentes. Sequências de dobra diferentes. Esse ambiente obriga os operadores a lerem desenhos, calcular deduções de dobra, ajustar os retrocalços e pensar na ordem das operações. Não podes decorar o processo. Tens de o visualizar em 3D.
Agora imagina o oposto: “produção em grande volume”, “fornecedor automóvel”, “famílias de peças consistentes”, “ambiente de linha acelerado”.”
Isso normalmente significa que um técnico de preparação programa o trabalho. Três operadores carregam as peças brutas e iniciam o ciclo durante oito horas. Vais aprender velocidade. Vais aprender repetição. Não vais aprender porque foi escolhida a sequência de dobra nem como se compensou o retorno elástico no programa.
E aqui está a parte que ninguém te diz.
O salário no início da carreira costuma ser semelhante em ambos os ambientes. A oficina de produção pode até pagar um dólar a mais por hora, porque o volume de saída é o que conta. Isso atrai os novatos. Mas se o teu objetivo é promover-te como técnico de CNC, e não apenas como apertador de botões, a densidade do aprendizado importa mais do que o salário do primeiro ano.
Dinheiro a curto prazo ou competência a longo prazo?
Essa é a verdadeira comparação escondida por trás dos anúncios de emprego.
Agora lê a secção de benefícios como um encarregado que já foi enganado.
Se uma oficina proclama “Não é necessária experiência! Início imediato! Horas extra todas as semanas!”, mas mal menciona formação, sistemas de ferramentas ou processos de inspeção, isso é uma máquina de desgaste. Alta rotatividade não é acidental. É um modelo de negócio construído sobre corpos substituíveis.
Já vi pisos de fábrica onde 60 por cento dos operadores não dura três anos. Isso não é porque dobrar metal seja impossível. É porque ninguém investiu em transformar operadores em técnicos. Precisavam apenas de corpos quentes que não questionassem tabelas de tonagem.
Procura sinais mais discretos. “Programa de formação interna.” “Progressão de certificação de preparação.” “Responsabilidade pela inspeção do primeiro artigo.” “Formação cruzada em controlos CNC.” Essas frases significam que a oficina espera que tu penses, não apenas que levantes peso.
E presta atenção aos requisitos que mencionam controlos específicos — Delem, Bystronic, Amada — ou pedem leitura de desenhos e familiaridade com GD&T. GD&T significa dimensionamento e tolerâncias geométricas. Se se preocupam com isso, preocupam-se com precisão.
Uma oficina que investe em medição e controlo de processo normalmente investe nas pessoas.
Uma oficina que apenas lista “deve levantar 50 libras repetidamente” está a dizer-te exatamente como vê o papel.
Portanto, pergunta-te: estão a contratar um cérebro ou a alugar um corpo?
Agora vamos falar sobre a porta dos fundos.
Às vezes, a maneira mais rápida de chegar ao trabalho de prensa não é através da vaga de operador. É através de “manipulador de materiais”, “assistente de prensa” ou “ajudante de preparação”. Isso parece um passo atrás. Não é — se a oficina for do tipo certo.
Escuta. Numa oficina de alta variedade, um ajudante que prepara a ferramenta, verifica o tipo de material e observa a inspeção do primeiro artigo está a poucos centímetros do pensamento técnico. Ouves o programador explicar a ordem das dobras. Vês os ajustes feitos após as amostras de teste. Percebes porque foi escolhido o raio do punção.
Isso é proximidade com a competência.
Numa oficina de produção intensiva, um “ajudante” pode passar dois anos apenas a mover paletes e a varrer aparas, porque as promoções são rígidas e ninguém tem tempo para ensinar. Isso é proximidade da estagnação.
Por isso, se aceitares o cargo com salário mais baixo, fá-lo com intenção. Durante a entrevista, pergunta: “Vou receber formação em configuração? Como é que os operadores progridem para a programação? Posso acompanhar as inspeções das primeiras peças?” Se eles não conseguirem responder claramente, não estás a olhar para uma via de progressão. Estás a olhar para um estacionamento.
O teu plano, passo a passo, é este:
Procura oficinas de produção diversificada. Analisa anúncios de emprego à procura de linguagem técnica. Usa cargos de ajudante apenas onde haja transferência visível de competências. Acumula credenciais de segurança e medição enquanto lá estiveres.
É assim que se constrói prova antes do título acompanhar.
Porque, uma vez dentro da oficina certa, com o tipo de trabalho certo, a falar a linguagem certa, a frase “experiência exigida” começa a ceder.
E neste chão de fábrica, ou posicionas-te onde a competência se multiplica — ou voluntariamente decides permanecer substituível.
Escolheste o tipo certo de oficina. Produção diversificada. Ferramentaria real. Desenhos técnicos reais. Agora estás a olhar para a candidatura a pensar: “Como é que ultrapasso ‘experiência exigida’?”
Escuta. O filtro não são anos. É risco.
Quando analiso currículos, não pergunto: “Será que este miúdo aguenta oito horas em pé?” Pergunto: “Vai desperdiçar o meu material, bater na régua traseira, ou paralisar quando o desenho não corresponder ao programa?” Atrás dele estava um controlo CNC de seis dígitos, com mais capacidade de processamento do que o primeiro computador que usei nos anos 90, preso a sistemas hidráulicos que não perdoam palpites. Não preciso de força. Preciso de discernimento.
Por isso, o teu trabalho não é parecer experiente. É parecer digno de confiança.
O que significa que a tua identidade tem de mudar antes do teu currículo.
Deixa de enviar candidaturas que dizem “trabalhador árduo” e “aprendiz rápido”. Toda a gente que entra pela minha porta diz isso.
Começa a pensar em termos de problemas.
Consegues ler um desenho técnico e identificar a dimensão crítica antes de carregares no pedal? Consegues calcular a tonagem para aço macio de 3/8 de polegada sem adivinhar? Entendes por que razão uma aba curta de 0,030 pode exigir um raio de punção diferente para controlar o retorno elástico? Essa palavra — retorno elástico — significa que o metal relaxa após a dobra e abre-se. Se não o considerares, o teu ângulo está errado antes mesmo de começar a inspeção.
Quando entras numa entrevista e dizes: “Tenho praticado cálculos de tolerância de dobra e verificado com peças de amostra”, aí sim, estamos a falar. Quando perguntas: “Como lidam com a inspeção da primeira peça em peças de tolerância apertada?”, destacas-te imediatamente do tipo que só perguntou pelas horas extra.
A parte não óbvia? Não te destacas por provar que já trabalhaste com uma prensa. Destacas-te por provar que entendes o que pode correr mal numa.
Então, como é que provas isso sem um emprego a tempo inteiro numa oficina?
Escuta. O mercado não recompensa os principiantes de imediato. O salário de entrada situa-se muitas vezes na faixa média das dezenas por hora em muitas regiões. Um a quatro anos aumentam isso, é certo — mas não magicamente. A diferença entre o salário mais baixo e o mais alto nesta área é grande porque a maioria dos operadores estagna.
Os teus primeiros 90 dias não são sobre dinheiro. São sobre evidência.
Mês um: Fluência em “blueprints”. Todos os dias, lê plantas. Se não tiveres plantas de oficina, faz o download de amostras de desenhos mecânicos e pratica identificar linhas de dobra, tolerâncias e especificações de materiais. Aprende o básico de GD&T — dimensionamento e toleranciamento geométrico — para que, quando numa planta surgir uma indicação de planicidade ou perpendicularidade, não estejas a adivinhar. Isto custa tempo, não dinheiro.
Mês dois: Lógica CNC. A maioria das prensas modernas usa controlos nomeados — Delem, Amada, Bystronic. Não tens acesso às máquinas reais, mas podes estudar como funciona a sequência CNC: bibliotecas de ferramentas, ordem de dobras, posicionamento do batente traseiro. Pensa em etapas. Se a aba A bloqueia a aba B, a sequência muda. Isso é visualização em 3D. Isso é pensamento técnico.
Mês três: Prática medida. Se conseguires aceder a um laboratório de uma escola profissional, “maker space” ou mesmo uma pequena oficina que te deixe varrer o chão em troca de observação, foca-te nas primeiras peças. Mede tudo. Compara o ângulo programado com o ângulo real. Ajusta. Documenta o que mudou e porquê.
Deixa de correr atrás de um título. Cria um pequeno portefólio: apontamentos sobre cálculos de tonagem, fotos de peças de amostra (se permitido), explicações escritas de como abordarias uma sequência de dobras complexa. Leva isso à entrevista. Agora, eu não estou a apostar nas tuas promessas. Estou a observar o teu processo.
E numa crise — porque esta profissão é cíclica — sobrevives aos despedimentos sendo aquele que consegue montar, resolver problemas e pensar, não apenas carregar peças num V-die.
O que nos leva à parte que os novatos não compreendem sobre o salário.
Aqui está a verdade que ninguém coloca no anúncio de emprego.
A maioria dos operadores de prensas dobradeiras nunca verá o topo da faixa salarial. Não porque o teto não seja real — mas porque nunca cruzam a linha de operador para técnico.
As oficinas pagam mais por três coisas: menos desperdício, montagens mais rápidas e menos acidentes. Todas as três vêm da mestria técnica. Se conseguires escolher ferramentas de forma independente, verificar tonagem, ajustar por variação de material e passar a inspeção da primeira peça sem supervisão, deixas de ser uma despesa. És controlo de risco.
É por isso que duas pessoas com o mesmo cargo podem ter uma diferença anual de dez ou quinze mil euros, dependendo da região e do tipo de oficina. Aeroespacial de topo, defesa, médica — tolerâncias apertadas, material caro — esses locais recompensam o intelecto. A produção de commodities recompensa a velocidade e a assiduidade.
A mudança menos óbvia que deves levar contigo é esta: não estás a tentar “ser contratado”. Estás a tentar tornar-te a decisão de menor risco na sala.
Quando falas em termos de controlo de processo, estratégia de sequência de dobras e responsabilidade de inspeção, a linha “experiência necessária” começa a suavizar. Porque o que essa linha realmente significa é: “Não queremos pagar pelos teus erros.”
Então aqui está a tua escolha binária.
Continua a candidatar-te como alguém apenas à procura de um salário, na esperança de que alguém ignore o filtro.
Ou torna-te um técnico de precisão que entende a máquina como um computador com um esqueleto hidráulico — e entra já a pensar como a pessoa em quem se confia para a operar.
Um caminho deixa-te substituível.
O outro permite-te sobreviver num piso como o meu.


















