

He stood in front of my press brake and told me he could “lift eighty pounds all day, no problem.”
Behind him was a six-figure CNC control with more processing power than the first computer I used in the ’90s.
He thought he was applying for a tough-guy job. I was hiring someone to run a programmable machine that can scrap ten thousand dollars in parts before lunch.
That gap right there is why you keep hearing “experience required.”
Stop selling your back.
I don’t pay for backs. I can buy backs at $18 an hour all day long. What I can’t buy cheaply is a brain that understands why a 90-degree bend drawn on paper doesn’t come out 90 degrees in steel because of springback — the metal’s tendency to relax after forming.
You call it entry-level. I call it risk management.
When I read resumes, I’m not asking, “Can this person handle heavy sheet?” I’m asking, “Will this person crash my tooling, misread a print, or freeze at the control?” If all you advertise is stamina, you’ve already told me you belong in the lowest pay band. And once I file you there mentally, what reason have you given me to move you up?
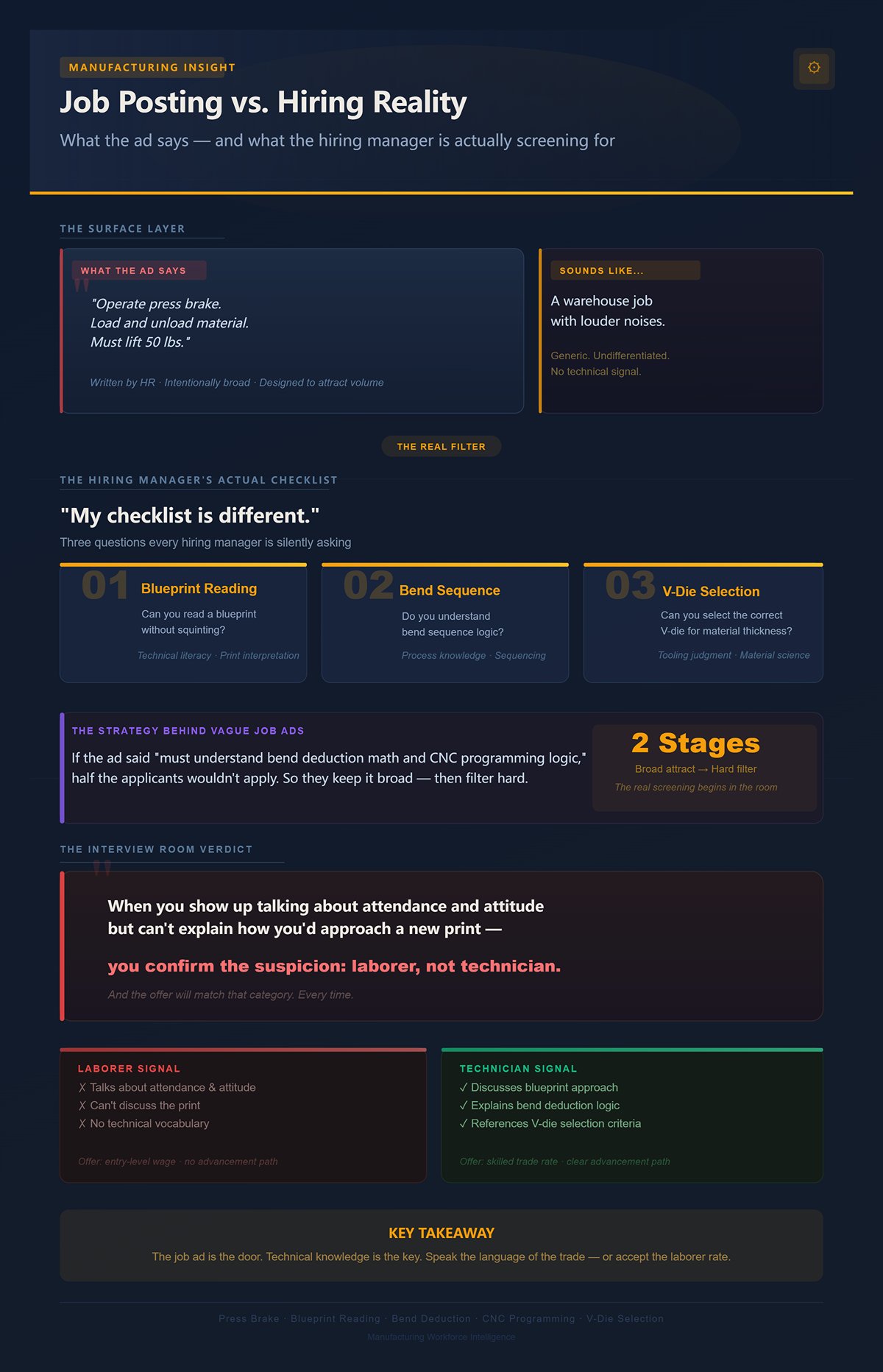
Pull up a typical ad. It says: “Operate press brake. Load and unload material. Must lift 50 lbs.”
Sounds like a warehouse job with louder noises.
Listen. That posting is written by HR. My checklist is different. I’m scanning for: Can you read a blueprint without squinting? Do you understand bend sequence? Have you ever selected the correct V-die opening based on material thickness?
The ad won’t spell that out because if we wrote “must understand bend deduction math and CNC programming logic,” half the applicants wouldn’t apply. So we keep it broad. Then we filter hard.
When you show up talking about attendance and attitude but can’t explain how you’d approach a new print, you confirm my suspicion: laborer, not technician. So why are you surprised when the offer matches that category?
| Job Postings Say | What Hiring Managers Actually Screen For |
|---|---|
| Operate press brake | Can you read a blueprint without hesitation? |
| Load and unload material | Do you understand proper bend sequence? |
| Must lift 50 lbs | Can you select the correct V-die opening based on material thickness? |
| General machine operation duties | Do you understand bend deduction math and CNC programming logic? |
| Basic requirements listed broadly | Do you demonstrate technical reasoning when approaching a new print? |
| Emphasis on attendance and attitude | Are you a skilled technician rather than just a general laborer? |
I’ve got two guys on my floor.
One hits the pedal. Parts go in, parts come out. If the angle drifts, he calls for help. He makes around what the national averages float at for basic operators — high teens, maybe low twenties depending on region.
The other walks up to a new job, studies the print, chooses tooling, writes or edits the program, and runs first article inspection. He understands tonnage limits, backgauge positioning, and how one bad assumption can domino through 200 parts. He doesn’t just run the machine — he sets it up.
That second guy clears thirty an hour in the right shop because he saves me scrap, time, and supervision.
Both sweat. Only one thinks in systems. Which one do you think I fight to keep when budgets tighten?
Imagine two interviews.
Candidate A says, “I’ve worked construction. I’m strong. I learn fast.”
Candidate B says, “I haven’t run your exact model, but I’ve studied CNC controls, I understand how bend allowances affect flat patterns, and I’m comfortable navigating machine menus and offsets.”
Same experience level on paper.
Different signal.
This machine is a computer with a hydraulic skeleton. If you approach it like a dumb chunk of iron, I assume you’ll treat problems with force instead of logic. That’s how punches get chipped and parts get scrapped.
The cognitive shift you need is simple: you are not applying to move metal. You are applying to control variables.
Keep marketing muscle, and you’ll compete with every warm body who can lift a sheet.
Start presenting yourself as a precision technician, or accept the wage that comes with being replaceable.
A kid stood in front of my hydraulic brake last year and told me, “I’ve run presses before.”
I asked him what kind. He said, “The kind with the pedal.”
That answer told me everything.
You’re asking how to present yourself as a setup-level thinker without formal setup experience. Start here: talk about the machine like it’s a system, not a stomp switch. When you can explain what’s happening between the controller, the drive system, and the ram, you stop sounding like cheap labor and start sounding like someone who understands risk.
Behind that ram isn’t just steel and oil. It’s a CNC brain sending position commands, reading feedback, correcting error. The drive system—mechanical, hydraulic, or servo-electric—is the muscle that obeys those commands. If you don’t know the difference, you’re telling me you’ve never thought about how the machine actually moves.
And if you’ve never thought about how it moves, why would I trust you to control it?
I’ve got three brakes in my building.
One old mechanical flywheel unit we keep for simple hits. One hydraulic CNC that does most of the heavy work. And one servo-electric that cost more than my first house.
Run the mechanical brake and you feel it: clutch engages, flywheel dumps energy, ram comes down at a fixed stroke. There’s no mid-stroke correction. No dynamic adjustment. It’s fast and blunt. Great for repetitive, simple parts. Dangerous for anything delicate.
Hydraulic is different. Oil under pressure moves cylinders. The CNC tells the proportional valves how far and how fast to move. There’s feedback from linear scales so the controller knows actual ram position, not just commanded position. But hydraulics have compressibility and temperature sensitivity. Oil heats up, viscosity changes, response shifts. That’s why you’ll hear old hands talk about drift over a long run.
That’s not trivia. That’s scrap prevention.
Servo-electric? Ball screws driven by servo motors. Direct position control. Faster response. Cleaner repeatability. No warm-up drift from hot oil. When you’re bending thin aerospace aluminum with tight angle tolerances, that response matters. Miss by half a degree across 200 parts and you’re eating margin.
So when I ask in an interview, “Have you run hydraulic or servo brakes?” I’m not testing your memory. I’m testing whether you understand that different drive systems behave differently under load.
Listen. If you say, “Hydraulics can have lag and need monitoring for heat-related variation, servo-electrics respond quicker and hold position tighter,” you just told me you think about machine behavior. If you shrug and say, “A brake’s a brake,” you just told me you don’t.
Which one sounds like a technician?
Now, are there entry-level shops that will hire you without knowing any of this? Absolutely. They’ll put you on a simple hydraulic unit, hand you a program, and tell you to load parts all day. That’s fine if you want $20 an hour.
But you said you want to bypass the “experience required” filter for high-paying roles. Those roles cluster around CNC-controlled machines with tighter tolerances and more expensive consequences. On those floors, drive knowledge isn’t optional because ignorance costs real money.
If you can’t explain how the machine moves, how do you expect to explain why a bend came out wrong?
| Topic | Details |
|---|---|
| Mechanical Brake | Uses a flywheel and clutch system; fixed stroke with no mid-stroke correction; fast and forceful; ideal for repetitive, simple parts; limited flexibility; higher risk for delicate work. |
| Hydraulic Brake | Operates via pressurized oil moving cylinders; CNC controls proportional valves for speed and distance; uses linear scale feedback for actual ram position; affected by oil compressibility and temperature changes; potential drift over long runs. |
| Servo-Electric Brake | Driven by servo motors and ball screws; direct and precise position control; faster response time; consistent repeatability; no oil-related warm-up drift; ideal for tight tolerances and aerospace applications. |
| Key Performance Differences | Mechanical: fixed and blunt force. Hydraulic: adjustable but sensitive to heat and fluid behavior. Servo-electric: precise, responsive, and stable under varying conditions. |
| Why Interviewers Care | Tests understanding of how different drive systems behave under load; evaluates awareness of machine response, accuracy, and production risks. |
| Strong Interview Response Example | Recognizing hydraulic lag and heat variation; noting servo-electric precision and position control advantages. |
| Weak Interview Response Example | Assuming all press brakes function the same without understanding system differences. |
| Career Implication | Entry-level roles may not require deep knowledge; higher-paying CNC roles demand understanding of drive systems due to tighter tolerances and higher financial risk. |
| Core Insight | Understanding how a machine moves is essential to diagnosing errors and preventing scrap. |

Walk up to a modern brake controller and you won’t see lines of raw G-code scrolling like a 1990s mill. You’ll see a graphical interface. Material type. Thickness. Die selection. Angle. The control calculates bend sequence and backgauge moves for you.
So do you need to memorize G01 and M-codes?
No.
Stop chasing code lists like that’s the golden ticket.
Modern controllers generate the underlying code. What they can’t do is think through a bad assumption. If you enter the wrong material thickness, the controller will happily calculate a bend deduction based on that lie. If you choose the wrong punch radius, it will simulate a perfect bend that doesn’t exist in the real world.
That’s where CNC logic comes in.
CNC logic means you understand inputs, outputs, and offsets. If the first part measures 91 degrees instead of 90, do you just keep running? Or do you adjust the angle correction parameter and understand that you’re changing the bottom-of-stroke position by a few thousandths?
You don’t need to write raw code. You need to understand cause and effect inside the control.
I’ve interviewed guys who bragged about “programming experience,” then froze when I asked, “What would you check first if your angle is consistently open by one degree?” The right thought process is simple: verify material thickness, confirm tooling, check tonnage limits, apply angle correction, re-measure.
That’s not coding. That’s system thinking.
If the controller bails you out on syntax, what proves you’re more than a button pusher?

Imagine two answers to the same question.
I ask, “You run a first article and the flange length is short by .030. What do you do?”
Candidate one: “I’d probably try it again.”
Candidate two: “I’d verify backgauge position, check if the flat pattern matches the print, and confirm the bend deduction used in the program. If the angle is correct but the flange is short, I’d look at gauge offset before changing tooling.”
That second answer doesn’t require years of setup experience. It requires study and structured thinking.
Stop telling me you’re a fast learner. Show me you already understand the relationships.
Use the language of the machine. Talk about backgauge repeatability. Mention first article inspection. Explain that you’d single-step a new program to watch for interference before committing to full stroke. When you drop one accurate term—just one, like V-die—and use it correctly in context, I know you’ve spent time learning.
You don’t have to have run my exact model. You have to demonstrate that you see the brake as a programmable system with mechanical consequences.
Because here’s the truth: understanding the controller without understanding the print is useless. The CNC will execute whatever geometry you feed it, right or wrong. If you can’t visualize the part from the blueprint, all that fancy logic just accelerates your mistakes.
So the real question becomes: can you read the drawing well enough to tell the computer what reality is supposed to look like?
On my floor, you either think in systems and survive — or you press pedals and stay replaceable.
I hand a kid a print for a simple aerospace bracket. Four bends. Two flanges up, one down, one return. He stares at the flat pattern like it’s a map in a foreign language. I ask, “Which bend do you hit first?” He guesses.
That guess would have cost me a sheet of 2024-T3 aluminum at forty dollars a square foot.
Listen. When you look at a flat drawing, your brain should be folding it before your hands ever touch the machine. You should see the final shape in 3D, then mentally rewind it back to flat. Which flange traps the part if bent too early? Where will the backgauge fingers interfere? Will the third bend crash into the throat because you didn’t plan clearance?
If you can’t answer that without walking to the brake, you’re gambling with my material.
Modern shops don’t live in 2D anymore. Our detail drawings come straight out of 3D CAD models. Those models already know bend radii, reliefs, hole locations after forming. If you can’t talk about how a formed hole might distort near a bend line, or why minimum flange length matters relative to material thickness, you’re telling me you’ve never connected the print to physical reality.
And when you finally step up to the machine, that six-figure controller will happily execute whatever sequence you program into it. It won’t stop you from bending the wrong leg first into a V-die and locking the part so the last flange is impossible.
Visualization isn’t art. It’s risk control.
So how do you prove you actually see in 3D instead of just pretending?
I once watched an applicant set up a job with the wrong punch tang for the clamp system. He forced it in, said, “Looks fine,” and reached for the pedal.
It wasn’t fine.
American and European style punches mount differently. The tang geometry, the clamping method, the centering—they’re not interchangeable. On a precision brake, misalignment of even a few thousandths shows up as angle variation across the part. On a long aerospace panel, that’s scrap across four feet of material.
Stop treating tooling like it’s just hardened steel. It’s a matched system. Punch radius affects inside bend radius. Inside radius affects bend deduction. Bend deduction affects flange length. That flange length is what your inspector measures with calipers while you’re trying not to sweat through your shirt.
And clearance matters. A straight punch might work for an open flange, but try forming a return and you’ll smash the side of the tool into the vertical leg unless you swap to a gooseneck. If you don’t know why that profile exists, you haven’t thought past “make it bend.”
In a working interview, I don’t need you to memorize every tool in the cabinet. I need you to explain why you chose one. If you say, “This radius matches the print callout, and this profile gives me clearance on the second bend,” now you’re thinking like someone who understands consequences.
Because if you can’t match tooling to geometry on paper, what happens when the math gets involved?
Here’s the test that separates talkers from technicians.
I give you scrap. Real material. I say, “Print calls for a 2.000-inch flange after forming. Show me.”
Your hands shake a little. Good. That means you understand this matters.
Bend allowance is the length of material consumed in the bend. The K-factor is the ratio that predicts where the neutral axis sits through the thickness. Change material, thickness, or inside radius and that neutral axis shifts. That shift changes your flat length. That flat length decides whether your flange hits 2.000 or 1.970.
That .030 we talked about earlier? That’s not bad luck. That’s math you didn’t respect.
Now layer in springback—the elastic recovery after you release pressure. If the material springs back one degree and you don’t compensate in the program, your angle opens. When the angle opens, the flange length effectively changes. Geometry is connected whether you acknowledge it or not.
In a high-end shop, we often verify flats in CAD before cutting. We simulate bend sequences digitally. If you tell me, “I’d check the model’s developed length against the print and confirm the K-factor matches this alloy,” you just proved you understand both the screen and the steel.
That’s the precision skill stack: see the part in 3D, choose tooling with intent, predict the bend with math, then use the CNC to execute—not guess.
You can learn this from textbooks, from scrap practice, from studying prints every night. What you can’t do is fake it when I hand you material and watch.
On this floor, you either think before you bend — or you bend and then think about your next job application.
Last month I had two resumes on my desk for the same brake opening. One said, “5 years machine operator.” The other said, “Completed OSHA 10-hour General Industry, studied tonnage calculations for 1/4″ A36, built personal bend deduction charts in CAD.” Guess which one I called first.
You keep asking how to train and prove this stack before the working interview. Here’s the truth: I’m not filtering for “experience.” I’m filtering for how much risk you bring to a six-figure machine with a hydraulic skeleton. If you can show me—on paper—that you already think in terms of load, sequence, clearance, and control logic, you just cut my training liability in half.
Stop assuming the filter is about time served. It’s about how much babysitting I’ll have to do.
Most job postings say “experience required” because nobody wants to pay you to learn hazard recognition from scratch. OSHA requires I train you anyway—lockout/tagout, pinch points, emergency stops—no matter how many years you claim. So experience isn’t the real question. The real question is whether you’ll absorb training cleanly or fight it with bad habits.
That’s where strategic credentials come in. Not to fake experience. To signal that you already think like a technician.
And if you think a random certificate will do that, you haven’t looked closely enough at what actually moves a resume to the top.
I had a kid once who never touched a press brake. But he built his own gaming rigs and rebuilt a manual transmission in his garage. His first resume said, “Hobbies: computers, cars.” That tells me nothing.
His second version said, “Assembled custom PCs: selected compatible components based on power requirements, BIOS configuration, and thermal management. Rebuilt 5-speed transmission: measured gear wear with micrometers, followed torque specs, verified backlash.” Now we’re talking.
Applicant Tracking Systems scan for words like “measurement,” “calibration,” “blueprint,” “CNC,” “inspection.” If you’ve ever used a micrometer, dial indicator, or torque wrench, say it. If you’ve read wiring diagrams or service manuals, call them technical schematics. If you’ve adjusted valve lash to thousandths, you already understand tolerance stacking whether you know the term or not.
Listen. Building a PC is system integration. You match voltage, cooling capacity, firmware settings. That’s not far from selecting a punch radius that matches material thickness and verifying program parameters in a V-die setup. Different hardware. Same thinking.
But don’t romanticize it. Hobbies only count if you translate them into controlled, measurable tasks. “Worked on cars” is noise. “Diagnosed misfire using scan data, verified coil resistance with multimeter” is signal.
Because signal is what gets you past software before a human ever reads your name.
And once a human reads it, they’re thinking about one thing: liability.
I watched an overconfident applicant load 3/8″ plate into a 10-foot brake rated for 135 tons. He said, “It’ll handle it.” He never calculated required tonnage per foot.
Here’s the mechanism. Mild steel at 60,000 psi tensile strength, 3/8″ thick, bent in a 2″ die opening—you’re roughly in the range of 60–70 tons over 10 feet, depending on the chart. Now narrow that die or switch to a stronger alloy and tonnage spikes. Exceed machine rating and you don’t just risk bad parts. You risk cracked tooling, deflected rams, permanent crown issues.
That repair bill doesn’t come out of your paycheck. It comes out of my production schedule.
Stop telling me you’re “not afraid of hard work.” Tell me you know how to read a tonnage chart. Tell me you understand that tool load limits can be lower than machine limits. Tell me you’d verify material grade before running a program someone else wrote.
Confidence is cheap. Risk awareness is rare.
When you write on a resume, “Familiar with calculating required bend force based on material thickness, die opening, and tensile strength,” you’re telling me you won’t guess under pressure. You’re telling me you understand the difference between capacity and capability.
That’s the liability loophole. I must train you on safety anyway. But if you walk in already speaking the language of load limits and mechanical stress, you shorten my path from rookie to trusted operator.
And there’s a faster way to prove that than waiting six months for a fancy certificate you’re not even eligible to take yet.
The FMA Precision Press Brake certificate requires documented experience. You can’t test into it cold. So stop pretending a gold-plated credential will magically bypass the clock.
Instead, stack what you can access now.
OSHA 10-hour General Industry is inexpensive and widely recognized. It covers hazard communication, machine guarding, lockout/tagout. When I see it, I know you’ve at least been exposed to the vocabulary of industrial risk. That matters because OSHA doesn’t define “comprehensive training” in hours—shops interpret it differently. If you already speak the baseline language, my training becomes refinement, not introduction.
NIMS offers Level I credentials tied to safety and measurement fundamentals. Even studying their standards—precision measurement, job planning, inspection—gives you structured terminology. Use that language on your resume: “Performed first-article inspection against print; documented nonconformance.” That’s aerospace-floor talk.
And here’s what most rookies miss: combine credentials across domains. OSHA for safety foundation. Entry-level NIMS for measurement credibility. If you weld, an AWS cert adds process discipline. One certificate says interest. A combination says trajectory.
Imagine two applicants. One says, “Looking for entry-level brake job.” The other says, “OSHA 10 complete; studying NIMS Level I; practicing bend calculations in CAD; seeking setup trainee role.” Who do you think I assume will still be here in two years?
Exactly.
Strategic credentials don’t replace experience. They compress the distance between zero and trusted. They tell me you won’t treat my press brake like a dumb slab of iron.
Behind that ram is a computer that will do exactly what you tell it. The question is whether you’ll show up as muscle—or as a technician in the making.
On this floor, that’s the only choice that matters: think like a precision mechanic, or go back to selling your back.
You want a step-by-step plan that proves technician-level thinking before anyone hands you a press brake.
Good. Because part of that plan isn’t another certificate. It’s targeting the right shop.
I’ve told you hiring is about liability and technical thinking, not years served. So your next move is simple: stop applying everywhere and start reading job descriptions like blueprints. Shops are not interchangeable. Some will turn you into a setup tech in two years. Some will chain you to a pallet jack for five.
The trick is knowing which is which before you walk in.
Behind every job ad is a business model. And the business model decides whether you’ll touch tooling, programming, and inspection — or just feed parts into a V-die all day and call it “experience.”
So where do the real technician jobs hide?
Look for the words “custom,” “short runs,” “prototype,” “job shop,” “aerospace,” “defense,” “medical.”
That’s high-mix, low-volume work. Different parts every day. Different materials. Different bend sequences. That environment forces operators to read prints, calculate bend deductions, adjust backgauges, and think through order of operations. You can’t memorize your way through it. You have to visualize in 3D.
Now picture the opposite: “high-volume production,” “automotive supplier,” “consistent part families,” “fast-paced line environment.”
That usually means one setup tech programs the job. Three operators load blanks and hit cycle start for eight hours. You’ll learn speed. You’ll learn repetition. You will not learn why the bend sequence was chosen or how springback was compensated in the program.
And here’s the part nobody tells you.
Early-career pay often looks similar in both environments. The production shop might even pay a dollar more per hour because output is king. That tempts rookies. But if your goal is to market yourself as a CNC technician, not a button pusher, the learning density matters more than the first year’s wage.
Short-term money or long-term skill?
That’s the real comparison hiding behind those job ads.
Now read the benefits section like a foreman who’s been burned.
If a shop screams “No experience needed! Immediate start! Overtime every week!” but barely mentions training, tooling systems, or inspection processes, that’s a churn machine. High turnover isn’t an accident. It’s a business model built on replaceable bodies.
I’ve seen floors where 60 percent of operators don’t make it three years. That’s not because bending metal is impossible. It’s because nobody invested in turning operators into technicians. They just needed warm bodies who wouldn’t question tonnage charts.
Look for quieter signals. “In-house training program.” “Setup certification progression.” “First-article inspection responsibility.” “Cross-training on CNC controls.” Those phrases mean the shop expects you to think, not just lift.
And pay attention to requirements that mention specific controls — Delem, Bystronic, Amada — or ask for blueprint reading and GD&T familiarity. GD&T means geometric dimensioning and tolerancing. If they care about that, they care about precision.
A shop that invests in measurement and process control usually invests in people.
A shop that only lists “must lift 50 pounds repeatedly” is telling you exactly how it sees the role.
So ask yourself: are they hiring a brain, or renting a back?
Now let’s talk about the backdoor.
Sometimes the fastest way onto a brake isn’t through the operator posting. It’s through “material handler,” “brake assistant,” or “setup helper.” That sounds like a step backward. It isn’t — if the shop is the right kind.
Listen. In a high-mix shop, a helper who stages tooling, verifies material grade, and observes first-article inspection is standing inches from the thinking. You hear the programmer explain bend order. You watch adjustments made after test hits. You see why the punch radius was chosen.
That’s proximity to skill.
In a production sweatshop, a “helper” might just move pallets and sweep chips for two years because promotion gates are rigid and nobody has time to teach. That’s proximity to stagnation.
So if you take the lower-paying role, do it with intent. During the interview, ask: “Will I be trained on setup? How do operators progress to programming? Can I shadow first-article inspections?” If they can’t answer clearly, you’re not looking at a pipeline. You’re looking at a parking spot.
Your plan, step by step, is this:
Target high-mix shops. Screen job ads for technician language. Use helper roles only where there’s visible skill transfer. Stack safety and measurement credentials while you’re inside.
That’s how you build proof before the title catches up.
Because once you’re inside the right shop, around the right work, speaking the right language, the “experience required” line starts to bend.
And on this floor, you either position yourself where skill compounds — or you volunteer to stay replaceable.
You’ve picked the right kind of shop. High-mix. Real tooling. Real prints. Now you’re staring at the application thinking, “How do I get past ‘experience required’?”
Listen. The filter isn’t years. It’s risk.
When I scan resumes, I’m not asking, “Can this kid survive eight hours on his feet?” I’m asking, “Will he scrap my material, crash my backgauge, or freeze when the print doesn’t match the program?” Behind him was a six-figure CNC control with more processing power than the first computer I used in the ’90s, bolted to hydraulics that don’t forgive guesses. I don’t need muscle. I need judgment.
So your job isn’t to look experienced. It’s to look safe to trust.
Which means your identity has to change before your resume does.
Stop sending applications that say “hard worker” and “fast learner.” Every body who walks through my door says that.
Start thinking in problems.
Can you read a print and identify the critical dimension before you touch the pedal? Can you calculate tonnage for 3/8-inch mild steel without guessing? Do you understand why a 0.030 short flange might require a different punch radius to control springback? That word—springback—means the metal relaxes after the bend and opens up. If you don’t account for it, your angle is wrong before inspection even starts.
When you walk into an interview and say, “I’ve been practicing bend allowance calculations and verifying them against sample parts,” now we’re talking. When you ask, “How do you handle first-article inspection on tight-tolerance parts?” you just separated yourself from the guy who only asked about overtime.
The non-obvious part? You don’t stand out by proving you’ve run a brake. You stand out by proving you understand what can go wrong on one.
So how do you prove that without a full-time shop job?
Listen. The market does not reward beginners instantly. Entry-level pay hovers in the mid-teens per hour in many regions. One to four years bumps that up, sure—but not magically. The spread between low and high pay in this trade is wide because most operators plateau.
Your first 90 days aren’t about money. They’re about evidence.
Month one: Blueprint fluency. Every day, read prints. If you don’t have shop prints, download sample mechanical drawings and practice identifying bend lines, tolerances, and material specs. Learn basic GD&T—geometric dimensioning and tolerancing—so when a print calls out flatness or perpendicularity, you’re not guessing. This costs time, not cash.
Month two: CNC logic. Most modern brakes run named controls—Delem, Amada, Bystronic. You can’t access the real machines, but you can study how CNC sequencing works: tool libraries, bend order, backgauge positioning. Think in steps. If flange A blocks flange B, the sequence changes. That’s 3D visualization. That’s technician thinking.
Month three: Measured practice. If you can access a community college lab, maker space, or even a small fab shop willing to let you sweep floors in exchange for observation, focus on first articles. Measure everything. Compare programmed angle to actual angle. Adjust. Document what changed and why.
Stop chasing a title. Build a small portfolio: notes on tonnage calculations, photos of sample parts (if allowed), written explanations of how you’d approach a complex bend sequence. Bring that to the interview. Now I’m not betting on your promises. I’m looking at your process.
And in a downturn—because this trade cycles—you survive layoffs by being the one who can set up, troubleshoot, and think, not just load parts into a V-die.
Which brings us to the part rookies misunderstand about pay.
Here’s the truth nobody puts in the job ad.
Most press brake operators will never see the top end of the pay range. Not because the ceiling isn’t real—but because they never cross the line from operator to technician.
Shops pay premiums for three things: reduced scrap, faster setups, and fewer crashes. All three come from technical mastery. If you can independently choose tooling, verify tonnage, adjust for material variation, and pass first-article inspection without babysitting, you are no longer an expense. You are risk control.
That’s why two people with the same job title can be ten or fifteen grand apart annually depending on region and shop type. High-end aerospace, defense, medical—tight tolerances, expensive material—those floors reward brains. Commodity production rewards speed and attendance.
The non-obvious shift you carry forward is this: you are not trying to “get hired.” You are trying to become the lowest-risk decision in the room.
When you speak in terms of process control, bend sequence strategy, and inspection responsibility, the “experience required” line starts to soften. Because what that line really means is, “We don’t want to pay for your mistakes.”
So here’s your binary.
Keep applying like a body looking for a paycheck, hoping someone ignores the filter.
Or become a precision technician who understands the machine as a computer with a hydraulic skeleton—and walks in already thinking like the person trusted to run it.
One path leaves you replaceable.
The other lets you survive on a floor like mine.


















