

At 11:47 p.m. you’re staring at a listing that says “Hydraulic Finger Press Brake Attachment.” The photos show a basic press brake with a straight punch and die. No removable fingers. No gaps. Just a heavy steel bar that goes all the way across.
You zoom in like maybe the fingers are hiding.
They’re not.
That confusion right there is where garage projects start bleeding money.
Hard truth: you’re hunting for a machine category that doesn’t exist, and that misunderstanding is why your enclosure project keeps stalling before the first clean box comes off the bench.
I used to fabricate duct for a living. When I moved into car projects on weekends, I thought I could “upgrade” my little manual box-and-pan brake by adding hydraulic muscle to it. I pictured a compact monster—removable fingers up top, bottle jack underneath, stomp a pedal and fold 16-gauge like a pizza box. Sounds efficient. Except the industry doesn’t build that for a reason.
Because the problem you’re trying to solve isn’t force.
It’s space.
And until you separate those two in your head, you’ll keep searching for a unicorn.

A press brake is built around a straight punch and a straight die. The tooling runs full width. That’s the whole point—it pushes metal into a V with controlled tonnage. Great for brackets, channels, long bends.
A box-and-pan brake—what people call a “finger brake”—has removable fingers on the clamping bar. You pull a few out, leave gaps, and suddenly you can bend the sides of a box without smashing the walls you already formed. It’s like folding a pizza box: you need little tabs and clearance, not just pressure.
Those are two different design philosophies.
When you type “finger press brake kit,” you’re smashing the names together like they’re trim packages on the same truck. They’re not. One solves a power problem with hydraulics. The other solves a geometry problem with removable fingers and open space.
Manufacturers don’t ignore the hybrid because they’re lazy. They avoid it because once you bolt a straight hydraulic press setup into place, you lose the open access that makes fingers useful in the first place.
So what happens when you ignore that and try to fake it in the garage?
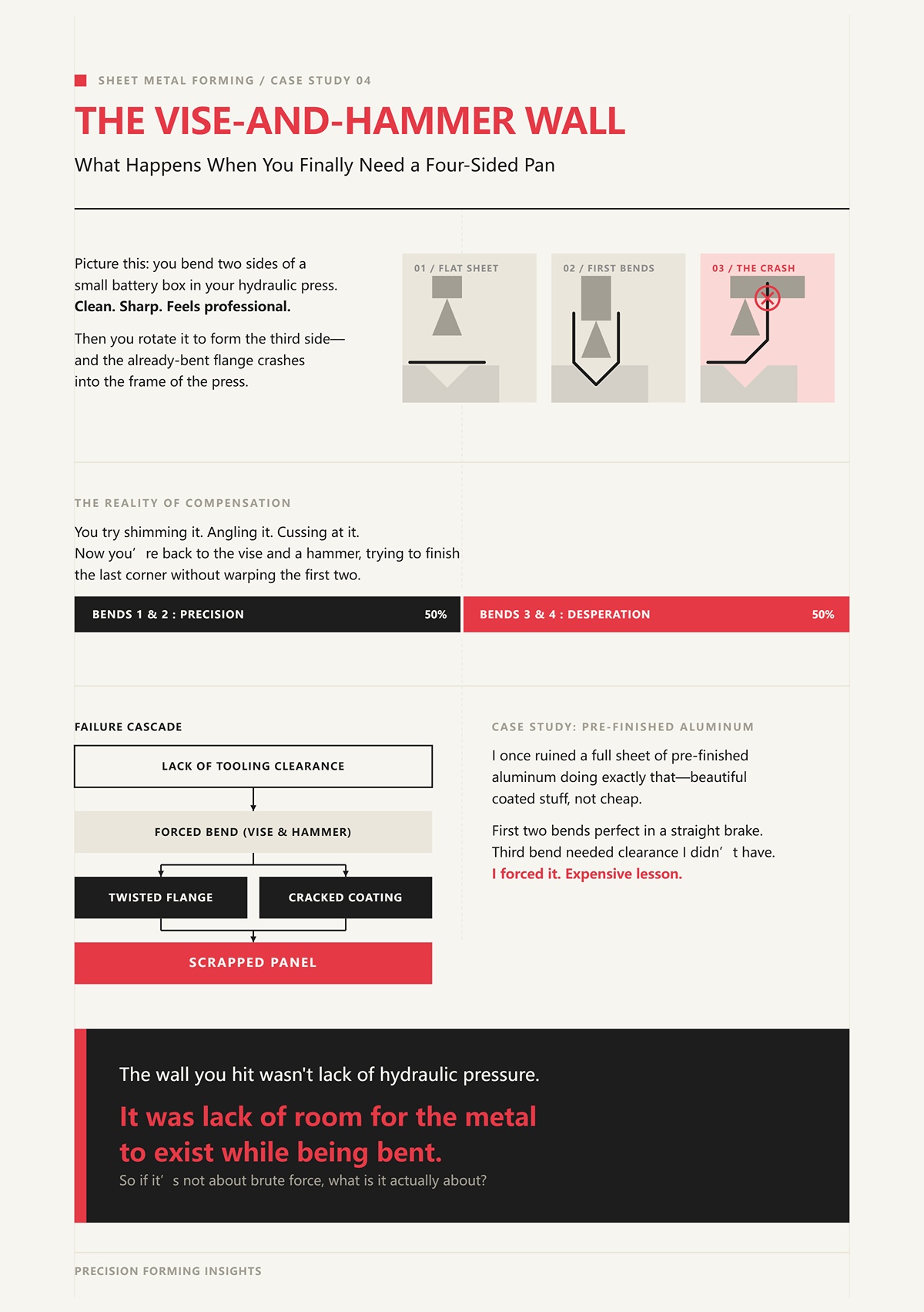
Picture this: you bend two sides of a small battery box in your hydraulic press. Clean. Sharp. Feels professional. Then you rotate it to form the third side—and the already-bent flange crashes into the frame of the press.
You try shimming it. Angling it. Cussing at it.
Now you’re back to the vise and a hammer, trying to finish the last corner without warping the first two. That’s not precision. That’s desperation.
I once ruined a full sheet of pre-finished aluminum doing exactly that—beautiful coated stuff, not cheap. First two bends perfect in a straight brake. Third bend needed clearance I didn’t have. I forced it. The flange twisted, coating cracked, whole panel scrapped. Expensive lesson.
The wall you hit wasn’t lack of hydraulic pressure.
It was lack of room for the metal to exist while being bent.
So if it’s not about brute force, what is it actually about?
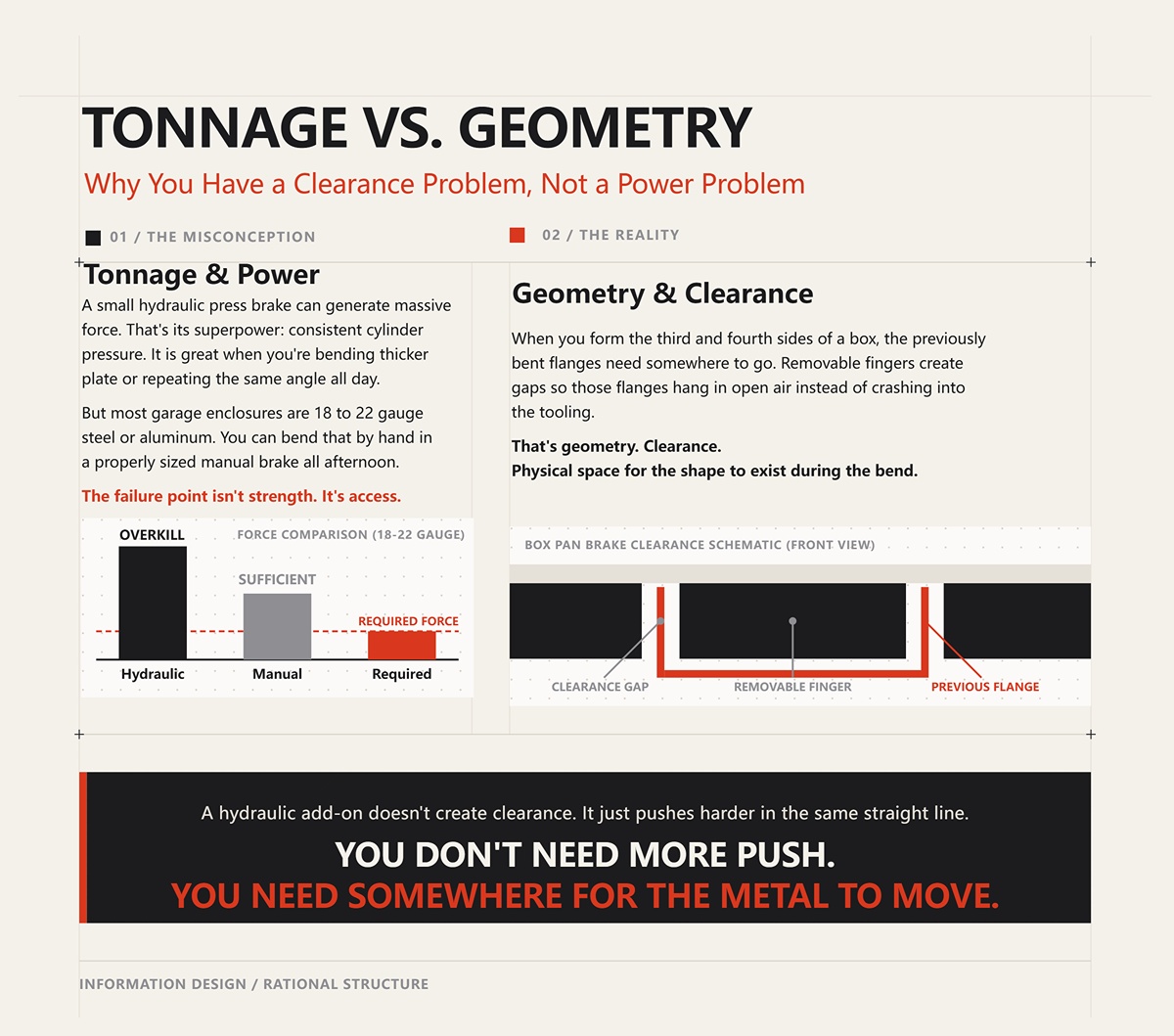
A small hydraulic press brake can generate more force than your arms ever will. That’s its superpower: consistent cylinder pressure. Great when you’re bending thicker plate or repeating the same angle all day.
But most garage enclosures are 18 to 22 gauge steel or aluminum. You can bend that by hand in a properly sized manual brake all afternoon. The failure point isn’t strength. It’s access.
When you form the third and fourth sides of a box, the previously bent flanges need somewhere to go. Removable fingers create gaps so those flanges hang in open air instead of crashing into tooling. That’s geometry. Clearance. Physical space for the shape to exist during the bend.
A hydraulic add-on doesn’t create clearance. It just pushes harder in the same straight line.
You don’t need more push.
You need somewhere for the metal to move.
You’ve got a half-formed battery box sitting on the bench. Two sides up, corners crisp. You slide it into a straight brake to form the third wall—and the first flange slams into the clamping bar. There’s physically nowhere for it to exist while you try to make the next bend.
That’s the geometry trap.
This section establishes that the failure point in garage box fabrication is geometry and access, not lack of hydraulic power. So the real question isn’t “How do I push harder?” It’s “How do I give the metal somewhere to go?”
Removable fingers answer that in the most boring, mechanical way possible: they take steel out of the way.
Pull two fingers from the center of a box-and-pan brake and you create a gap. That gap is empty space. When you swing the leaf to bend the third side, the already-formed walls drop into that gap instead of crashing into tooling. It’s the difference between folding a pizza box along its scored lines and trying to smash it flat with a brick.
One machine creates room for shape.
The other just applies force in a straight line.
So which bending mechanism actually forgives you when your measurements aren’t perfect?
Imagine you cut a panel 6 inches deep instead of 5-7/8 because you misread your tape. On a leaf brake—the hinged apron style used in box-and-pan machines—you clamp the sheet along a straight edge and rotate the leaf upward. The bend line is defined by where you clamp it. If you’re off by a hair, you unclamp, nudge, and rebend. The metal isn’t trapped inside a die cavity.
A V-die in a press brake works differently. The punch forces the sheet into a V-shaped opening. Bend angle depends on punch depth, die width, and material thickness. Small miscalculations stack up. If your flange is already standing up and hits the die shoulder, you’re done. There’s no “nudge and retry” because the part is boxed in by tooling.
Hard truth: beginners don’t struggle with tonnage charts—they struggle with layout drift, kerf mistakes, and flange interference.
Leaf bending is physically forgiving because the sheet is supported along a flat clamping bar and swung through air. There’s no lower die shoulder waiting to scar your finished face. That matters when you’re working with pre-painted steel or soft aluminum.
I once tried forming a small ECU enclosure in a friend’s hydraulic press with a standard V-die set. First bend clean. Second bend fine. Third bend? The first flange rode up the die shoulder and left a bright, polished gouge right across the visible face. That sheet wasn’t cheap. Scrap pile again. The press had all the power in the world. It just had no tolerance for my geometry.
Now ask yourself: if leaf bending is more forgiving on setup, what exactly are those removable fingers doing that a straight brake still can’t?
Take a straight brake. One solid clamping bar across the full width. No removable fingers. Try to form a four-sided 6x4x3 inch box.
You bend side one. Good.
Side two. Fine.
Rotate for side three—and the first two flanges block the clamping surface. The bar can’t close because the vertical walls are in the way. You physically cannot clamp the part flat again.
That’s not about angle accuracy. That’s about collision.
Segmented fingers solve that by turning the clamping bar into adjustable “teeth.” You remove the middle teeth where your box walls need to pass through. Now when you clamp for bend three, the standing walls drop between fingers into open air. The brake still clamps along the remaining segments, and the leaf still rotates cleanly.
It’s modular clearance.
But here’s where beginners get romantic: finger brakes are flexible for custom shapes, yes—but they’re not magic. They struggle with complex multi-angle hems or production repeatability. A press brake with proper tooling will outpace a finger brake all day in a shop doing 600 bends an hour. That’s real. In production, repeatable bottoming into a V-die wins.
But you’re not running a production cell in a two-car garage.
You’re making one battery tray, two relay boxes, maybe a fan shroud. Variable batches. One-offs. Different dimensions every weekend. In that environment, geometry access beats industrial repeatability.
Which brings us back to the excuse I hear every month: “Yeah, but hydraulics would make it easier.”
Would they?
Stand in front of a 30-inch manual box-and-pan brake rated for 18 gauge steel. Clamp a strip of 20 gauge. Grab the leaf handle. You’re maybe applying 40 to 60 pounds of force at the handle, multiplied by the lever length. The hinge geometry converts that into hundreds of pounds along the bend line.
That’s already more than the material requires.
But most garage enclosures are 18 to 22 gauge steel or aluminum. You are nowhere near the material’s forming limit with a properly sized manual brake. The hinge pins, clamping pressure, and finger rigidity matter more than adding a hydraulic cylinder.
Hydraulics shine when you’re air-bending thicker plate or chasing identical angles across dozens of parts. They solve consistency under load.
They do not create clearance between already-bent flanges.
I once thought adding a bottle jack to a small brake would let me “upgrade” into heavier work. All it did was flex the frame and slightly crown the clamping bar because the structure wasn’t designed for that point load. The bends weren’t sharper. They were uneven. The metal didn’t need more force. The machine needed smarter geometry.
Hard truth: adding hydraulics to thin-sheet enclosure work is like bringing a sledgehammer to fold a pizza box. You’ll feel powerful. You won’t solve the real constraint.
So if removable fingers solve the collision problem and manual leverage already covers the force requirement, what should you actually be shopping for instead of that mythical hybrid?
You’re standing in a tool aisle staring at two price tags.
One is a 30-inch benchtop box-and-pan brake with segmented fingers, rated for 18 gauge mild steel. The spec sheet lists: removable fingers in multiple widths, 90-degree max bend, leaf adjustment screws, replaceable hinge pins.
The other is a 20-ton A-frame shop press with a “brake attachment” — basically a V-die and punch you bolt between the uprights.
Both claim they bend metal. Only one will let you finish a four-sided enclosure without swearing at it.
When you type “finger press brake kit,” you’re smashing the names together like they’re trim packages on the same truck. They’re not. One is built around clearance and geometry. The other is built around vertical force. If you’re building battery boxes, relay enclosures, dash panels — thin sheet, four bends, sometimes a hem — you need access between walls more than you need tonnage.
So what should you actually look for?
For enclosure work in 18–22 gauge steel or aluminum, the short list is simple: segmented fingers in varied widths, at least 30 inches of working width, a realistic 18-gauge steel rating (not “20 gauge max”), adjustable leaf stops for repeat angles, and a clamping bar that runs straight under pressure. Everything else is noise.
Why isn’t the press attachment on that list?
Picture the inside of a typical 20-ton shop press. Two vertical uprights. A bed you pin at different heights. A bottle jack pushing straight down.
Now bolt in a V-die set.
You’ve just created a narrow canyon between steel columns. Your sheet has to slide in from the front, sit centered under the ram, and bend downward into a fixed V opening. That’s fine for a flat bracket. It’s a nightmare for a half-formed box.
Bend one side of a 6×6 panel up 90 degrees. Now try to rotate the part for the second bend. That first flange sticks up and immediately runs into the press upright before the bend line even reaches the die centerline. The machine physically blocks you.
This isn’t theoretical. A home fabricator on a machinist forum owns both a 17-ton hydro-mechanical press brake and a 35-ton pneumatic press brake — serious equipment — and still keeps a 4-foot finger brake for his 18 gauge work. Not because the press lacks force. Because the press lacks access once parts start standing up.
Hard truth: an A-frame press attachment gives you more force than you need and less access than you can afford.
And the force is absurd overkill for what you’re doing. A 20-ton press equals 40,000 pounds of force. Bending 20 gauge mild steel across 24 inches requires a fraction of that, especially in air bending. But the press doesn’t meter “just enough” in a friendly way. You’re controlling depth with a jack handle, watching angle by eye, compensating for springback manually. There’s no leaf stop. No wide clamping surface distributing pressure like folding a pizza box along a straight edge. It’s a point-driven system forcing the sheet into a V.
I once tried making small U-brackets from pre-finished aluminum on a 12-ton press with a bolt-on brake kit. First part came out okay. Second one, I misjudged depth by a hair. The punch bottomed harder than I expected and left a faint crease line beyond the bend radius. Not catastrophic. Just ugly. That sheet was expensive. I scrapped the batch because every piece had a slightly different angle and witness mark. Power wasn’t the problem. Control and support were.
You can absolutely bend metal in a shop press. The question is: can you bend a four-sided enclosure cleanly, repeatedly, without fighting the machine’s frame?
Set a 30-inch box-and-pan brake on your bench. Loosen the clamping bar. Slide out two middle fingers. Leave a 6-inch gap between segments. Tighten down on your panel so the future side walls hang in that gap.
Now rotate the leaf.
The first two walls drop between the fingers as the third side comes up. Nothing collides. The clamping pressure is distributed along the remaining fingers, so the bend line stays straight. You’re not driving the sheet into a cavity; you’re rotating it through open air.
That’s the entire game.
Removable fingers typically come in 1-inch, 2-inch, 3-inch, and longer segments. That mix matters more than the marketing tonnage. It lets you “program” physical gaps where flanges need to pass. If your enclosure has an offset or stepped wall, you rearrange the teeth. No removable fingers means you’re back to collision math.
What about precision? You’ll see claims that hydraulic or electric press brakes can hold tolerances down to microns. True — in CNC production machines. But we’re talking about hand-built garage enclosures. Your tape measure error is larger than the difference between a hydraulic ram’s repeatability and a manual leaf stop. The spec that matters on a manual brake isn’t micron accuracy; it’s whether the clamping bar stays straight under load and whether the hinge pins are tight enough to avoid twist across 30 inches.
Hard truth: for light-gauge enclosure work, rigidity beats raw tonnage every time.
Thickness rating is your boundary line. If the brake is honestly rated for 18 gauge mild steel across its full width, it will laugh at 20 or 22 gauge. If you regularly plan to bend 14 gauge steel, you’re in press brake territory. But most garage enclosures are 18 to 22 gauge steel or aluminum. That’s squarely in manual box-and-pan territory. Don’t buy capacity you won’t use and then sacrifice the finger geometry you actually need.
Years ago, before I knew better, I cheaped out on a straight brake with no segmentation because it had a slightly thicker rating. Tried to make a four-sided electronics tray. Third bend blocked by the solid clamping bar. I forced it, thinking I could cheat the clearance. All I did was distort the second flange and wrinkle the bend line. The sheet kinked right at the corner. Scrap. I saved money on the tool and paid for it in ruined metal.
The benchtop finger brake costs more up front than a basic press attachment. But it buys you repeatable access to three-dimensional shapes — which is the entire point of enclosure fabrication.
Let’s walk through two real workflows.
With a shop press: roll it out, pin the bed height, install the die set, center the punch, test stroke on scrap, adjust for angle, then start feeding parts one at a time. Each bend means aligning the bend line under a narrow punch tip. If your part grows walls, you’re angling and shimming around uprights.
With a benchtop finger brake: loosen two knobs, rearrange fingers, clamp, pull the leaf to a preset stop. Rotate the part. Clamp. Pull again.
No bed pins. No die swaps. No fighting columns.
For one bracket, the time difference is small. For a one-off enclosure with four sides and maybe a return hem, the press setup friction compounds. And every extra setup step is another chance to misalign and mar your finished face.
Hard truth: convenience isn’t laziness — it’s error reduction.
I once tried batching small switch boxes on a press because I thought the hydraulic ram would make it “pro.” By the third part, I was rechecking alignment every bend because I didn’t trust my visual centering. Angles varied by a couple degrees. Nothing catastrophic. Just enough that lids didn’t sit flat without tweaking. I scrapped two pieces chasing consistency that a leaf stop would’ve given me automatically.
Raw tonnage feels serious. A dedicated manual kit feels simple. But simplicity is exactly what protects beginners from compounding small mistakes into expensive scrap.
So here’s the boundary we can’t dodge: what happens when you actually do need thicker material than 18 gauge — and does that change the recommendation?
You clamp a 30-inch strip of true 16‑gauge mild steel into a light benchtop finger brake. You lean on the leaf. It moves, but the bend line in the center lags behind the ends. So you lean harder. The hinge pins complain. The clamping bar lifts a hair in the middle. When you release it, the steel is bent—just not evenly. The machine took a set you can’t see yet.
That’s the moment beginners think, “I should’ve bought hydraulics.”
Hard truth: sometimes you should. But not as often as you think.
The physics wall on a manual finger brake isn’t mystical. It’s leverage and beam deflection. The leaf is a long lever. The clamping bar and frame are beams. As thickness and bend length go up, required bending moment climbs fast. If the machine’s frame yields before the sheet does, you don’t bend the steel—you bend the brake. And once a brake is sprung, it never really comes back square.
So where exactly is that wall?
Imagine two jobs.
Job one: 16‑gauge mild steel, 4 inches wide. Job two: 20‑gauge mild steel, 30 inches wide.
Most beginners assume job one is harder because the metal is thicker. In practice, job two can stress a small brake more because the load is distributed across the entire width. Bending force scales with thickness, yes—but it also scales with bend length. Double the length, double the total force trying to pry the clamping bar upward.
A manufacturer might claim a heavy-duty finger brake can handle up to about 4 mm mild steel across full width. That’s industrial territory. Your $200 import kit is not that machine. It has thinner side plates, smaller hinge pins, and a clamping beam that behaves like a slightly flexible ruler. Under load, the middle wants to lift.
I learned that lesson on a 24-inch brake I bought used. Tried to fold a long battery tray from thicker sheet than it deserved. The ends hit 90 degrees. The center stopped at maybe 82. I cranked harder. The tray bent. So did the brake. From then on, even 20‑gauge bends had a shallow belly in the middle. I didn’t exceed the metal’s limit. I exceeded the machine’s stiffness.
That’s the real variable: not just gauge, but gauge multiplied by length. Which means your “I only need 16‑gauge occasionally” claim needs a second number after it—how wide?
Let’s stay concrete.
A typical 30-inch, $200 benchtop finger brake weighs maybe 70 to 90 pounds. Thin side plates. Small pivot rods. The clamping bar is often a simple rectangular section. It works fine for 18–22 gauge across full width.
Step up to a $600–$800 machine of the same width and you’ll notice three things immediately: thicker side frames, larger hinge pins, and a deeper clamping beam. More mass where bending stress concentrates. That mass isn’t decoration—it’s resistance to elastic deformation.
When you hit real 16‑gauge (about 1.5 mm) across 24–30 inches, the cheap brake flexes enough that the bend angle varies along the length. The heavier brake stays within elastic limits, so when you release the leaf, it springs back to straight instead of staying slightly arched.
Hard truth: 16‑gauge is the dividing line where build quality stops being cosmetic and starts being structural.
Now here’s the twist beginners miss. Even hydraulic press brake add-ons for 20‑ton shop presses run into the same rigidity issue. Guys trying to bend 1/4-inch plate over 6 inches end up bracing the press frame with 4×4 posts because the uprights spread. The ram has force. The frame doesn’t have stiffness. Power without rigidity just moves the deflection somewhere else.
So if your real need is frequent, full-width 14‑ or 16‑gauge bends, yes—hydraulics start making sense. But only if the frame supporting that ram is built to resist spreading. Otherwise you’ve traded one flex point for another.
Which brings up another problem thicker metal introduces.
Bend a strip of 16‑gauge mild steel to 90 degrees. Release it. It relaxes back a few degrees. That’s springback—elastic recovery after you remove force.
Now swap that sheet for stainless of the same thickness. Same bend. Same target angle. Release it, and it might spring back noticeably more because stainless has higher yield strength. Aluminum? Less force to bend, but it can crack if your bend radius is too tight.
On a manual finger brake, you compensate by overbending slightly. You learn your machine. Maybe 92 degrees on the leaf gives you a true 90 in mild steel. It’s muscle memory.
Hydraulic press brakes counter this with controlled ram depth. Industrial machines even adjust on the fly. That’s real precision. If you’re doing repeat production in mixed alloys, that control matters.
But in a garage making enclosures, you’re usually working one material at a time. You dial it in with scrap and move on. The bigger issue with thicker material isn’t springback—it’s whether your brake can physically overbend enough without the frame twisting.
I once tried bending thicker stainless fingers for a custom panel because “it’s just one piece.” I overpulled to fight springback. The stainless laughed. The fingers on the brake left faint witness marks from uneven pressure because the clamping beam was lifting at the center. Expensive sheet. Ruined finish. The problem wasn’t angle accuracy. It was clamping rigidity under higher load.
So yes, hydraulics win on calculable force and repeatability in thick, high-strength alloys. But that’s a production argument. Not automatically an enclosure argument.
And even if your brake is stiff enough, there’s one more gremlin waiting on long bends.
Picture tightening a long C-clamp across a board. The ends bite first. The middle takes longer to seat. A long brake behaves the same way.
Under load, the clamping bar and leaf deflect slightly in the center. The result? The middle of a 30-inch bend ends up a degree or two shy. That’s crowning—the opposite of what you want.
Industrial press brakes solve this with adjustable crowning systems that intentionally preload the bed so it flattens under force. Your garage tools don’t have that. But you can cheat the physics.
On a manual finger brake, you can shim the center under the clamping bar with thin stock to preload it. Or you can make your bend slightly past 90 at the ends and split the difference. On short bends—typical bracket widths—this barely shows up. On full-width enclosure sides in thicker gauge, it does.
Hard truth: long, thick, full-width bends are where light machines reveal themselves.
Now we’re at the real decision point. If you’re regularly bending 14‑gauge across 30 inches for structural parts, you’re outside hobby finger brake territory. That’s when a properly built press brake—or a very heavy manual brake—earns its floor space. Stepping into a CNC platform such as the CN-HAWE press brake moves you into true production territory, where controlled tonnage, repeatable backgauge positioning, and automation options are designed for full‑width structural bends rather than occasional shop projects.
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, if the next step is to speak with the team directly, Contact us fits naturally here.
But if your work is mostly enclosures with the occasional thicker bracket under 6 inches wide, you don’t need to abandon removable fingers and geometry just to chase tonnage. You need to match thickness and length to machine stiffness.
Which sets up the practical question: how do you choose a realistic sub‑$500 setup that won’t lie to you about 16‑gauge?
You’re not shopping for horsepower anymore. You’re shopping for stiffness.
If you want a sub‑$500 finger brake that can survive occasional 16‑gauge without turning into a banana, here’s what actually matters: real weight in the side frames, hinge pins you can’t flex with your fingers, a clamping bar that looks deep and chunky instead of flat and dainty, and a rated capacity that mentions 16‑gauge at partial width, not across the full bed. Ignore glossy claims about “20‑ton compatible” anything. That’s a different animal.
Hard truth: under $500, you are not buying full‑width 16‑gauge capability — you’re buying a machine that won’t permanently deflect when you bend 16‑gauge brackets 4 to 8 inches wide.
That’s enough for most garage enclosures.
But most garage enclosures are 18 to 22 gauge steel or aluminum. The 16‑gauge moments are usually hinge plates, mounting tabs, battery trays — short bends. So the real question becomes: how do you spot the brake that will flex elastically and spring back straight, instead of yielding and staying twisted?
Start with the side frames. They’re the spine.
Cast iron frames look crude, sometimes even rough around the edges, but they’re thick and resist spreading under load. Welded steel frames can be excellent — if they use plate thick enough and proper gussets. In budget land, though, “welded steel” often means thin plate stitched together to look industrial.
Flex hides in the uprights.
Picture bending 16‑gauge across 10 inches. The leaf wants to rotate. The clamping beam pushes down. The side frames are trying to spread apart like the covers of a book you’re forcing open. If those sides deflect even a millimeter, your bend angle changes across the length. Do that enough times and the pivot holes oval out. Now you don’t have flex. You have slop.
I once bought a bargain welded-frame brake that looked beefy in photos. First real 16‑gauge bracket, maybe 6 inches wide, and I felt the right upright give — not much, just a whisper. By the third part, the leaf wouldn’t return perfectly flat. The frame hadn’t cracked. It had yielded. That machine became an 18‑gauge specialist overnight.
Weight is your crude but useful proxy. Two 30‑inch brakes with the same advertised capacity — one weighs 85 pounds, the other 140. The heavier one is almost always the stiffer one. Mass is resistance to bending stress. Not glamour. Physics.
And no, an electric assist model under $500 doesn’t magically fix a flimsy frame. A motor can pull harder than your arms. It cannot make thin side plates thicker.
So once you’ve picked the heaviest, stiffest frame you can afford, what actually determines whether your enclosure edges come out clean?
Alignment is where beginners blame the tool for their own impatience.
Removable fingers are the whole reason a box‑and‑pan brake exists. No removable fingers, no enclosure corners. But each finger has to sit perfectly flush with its neighbors and perfectly square to the clamping edge. If one sits a hair low, the sheet dips there during clamping. When you bend, that dip becomes a wave.
Think of folding a pizza box lid. If the edge of the box is uneven, the fold line wanders. Same metal. Same force. Different result.
Budget kits rarely arrive dialed in. Plan on loosening the finger bolts, sliding a straight scrap strip along the clamping edge, and tapping each finger until the entire row feels like one continuous surface. Then clamp scrap and make a test bend. Adjust. Repeat. That’s the real 15 minutes — sometimes 30 if you’re new.
I ruined a pre‑finished aluminum panel once because I trusted factory alignment. One finger sat just proud enough to leave a faint pressure line across the face during clamping. The bend angle was fine. The surface wasn’t. Expensive lesson for skipping scrap tests.
Here’s the flip most people miss: swapping fingers for a different box width takes minutes. Faster than changing press brake dies in many cases. In a home shop making one‑off enclosures, reconfiguration speed beats raw tonnage almost every time.
Which brings up something nobody thinks about until the first hard pull.
When you pull the leaf on 16‑gauge, the brake doesn’t just push down on metal. It tries to lift itself off the bench.
That upward force surprises people.
The clamping beam pushes down on the sheet. The leaf rotates up. Reaction forces travel through the pivots into the side frames and then into your mounting bolts. If your bench is a light plywood top on 2×4 legs, the whole assembly can rack backward or even tip slightly during a heavy bend.
I’ve seen guys blame “weak brakes” when the real culprit was a flexy bench acting like a spring under the tool.
I once mounted a small cast‑iron brake to a contractor bench with lag screws into plywood. First serious 16‑gauge bend, the back legs lifted just enough to scare me. The brake was fine. The bench wasn’t built for that upward moment. I ended up through‑bolting into a reinforced top tied into the wall studs. Problem solved.
Hard truth: your brake is only as rigid as what it’s bolted to.
Through‑bolt with grade‑5 or grade‑8 hardware. Use large washers or backing plates under the bench top. Better yet, tie the bench into the wall or floor if you plan to flirt with 16‑gauge regularly. You’re not adding power. You’re closing the last flex point in the system.
And once the frame is stiff, the fingers are aligned, and the bench isn’t moving, you finally see what a properly set up manual brake can actually do — and just as important, where it honestly taps out.
You’ve stiffened the frame. You’ve aligned the fingers. You’ve bolted the thing to a bench that doesn’t flinch. So how far does a properly set up sub‑$500 finger brake really go before it hits the wall?
Here’s the clean answer: it will own anything in the 18–22 gauge range at practical widths, handle 16‑gauge in shorter spans without drama, and start complaining when you ask for full‑width 16 or anything thicker. Not explode. Not snap. Just flex enough that angle consistency and effort become the limiting factors.
That’s the honest limit.
The non‑obvious part is this: that limit is about geometry and span, not raw strength. Bending 16‑gauge across 8 inches is a different animal than 16 across 30. Same thickness. Totally different load path through the frame. Once you see that, you stop asking “How many tons?” and start asking “How wide is my bend line?”
Which means the right tool isn’t about what you might do once. It’s about what you do most.
But most garage enclosures are 18 to 22 gauge steel or aluminum.
ECU boxes. Relay panels. Battery trays. Little control housings. That’s pizza‑box work — four sides up, bottom flat, corners cleared by removable fingers so the metal can fold without crashing into a solid jaw. A manual box‑and‑pan brake was built for exactly that geometry.
Hard truth: a hydraulic press doesn’t make box geometry easier. It just makes straight bends stronger.
When you type “finger press brake kit,” you’re smashing the names together like they’re trim packages on the same truck. They solve different problems. The finger brake solves clearance — letting previously bent flanges hang in space while you form the next side. A press brake with a V‑die solves force — pushing thick material into a die opening.
If 80% of your projects look like folded pizza boxes made of 20‑gauge or thinner, a manual finger brake is not the compromise. It’s the correct answer.
I once tried to “upgrade” a simple 20‑gauge enclosure job onto a buddy’s hydraulic press with a generic V‑die because I thought more power meant cleaner bends. I forgot about flange clearance. The second bend crushed the first flange against the die shoulder and left a bright gouge right across the face. Same metal I could’ve folded cleanly on a manual finger brake. Expensive sheet, scratched for no gain.
Under real‑world conditions, a dialed‑in 30‑inch budget brake will do full‑width 20‑gauge all day. It’ll do 18 without complaint. It’ll do 16‑gauge across 10–12 inches for brackets and small trays if you lean on it and accept that you’re near its comfort ceiling. What it won’t do gracefully is full‑width 16 over and over like it’s a production machine.
If that description sounds like 80% of what you build, why are you shopping for tonnage you won’t use?
Now flip it.
If you’re not making boxes — just straight brackets, tabs, gussets — you don’t need removable fingers at all. No removable fingers.
A solid straight brake is stiffer across the clamping edge because there are no seams between segments. Fewer joints. Fewer alignment variables. Better load distribution. For straight bends, that simplicity is strength.
And here’s where beginners get tripped up: press brakes have their own learning curve. Die selection, die width versus material thickness, springback compensation, back‑gauging. You can absolutely bend simple brackets on a press. But for thin material, a manual straight brake gives you tactile feedback you can feel in your hands. You know when the metal yields. You sneak up on angle instead of guessing tonnage.
I once warped a sheet of 18‑gauge trying to “tap” a shallow bracket bend in a press setup that had too wide a V‑die. The metal sank deeper than I expected before yielding, and I overshot the angle in a blink. On a manual brake, I would’ve felt that transition.
If all you’re doing is straight brackets in 14‑ to 16‑gauge, sure — a press brake starts to make more sense. But if you’re in the thin‑sheet world, removable fingers are complexity you don’t need, and hydraulic force is solving a problem you rarely face.
So what if your work isn’t that cleanly divided?
This is where grown‑up decision‑making lives.
Hard truth: you don’t future‑proof a home shop by buying industrial capacity you’ll use twice a year.
If most of your work is thin enclosures, buy the best manual box‑and‑pan brake your budget allows and set it up right. Let it dominate that 18–20‑gauge world. Accept that full‑width 16 is its upper edge, not its daily bread.
Then, when you need to bend 1/4‑inch plate or long runs of 14‑gauge, rent press time or pay a local fab shop for those specific bends. Even with modern electric press brakes getting cleaner and lower‑maintenance, they still cost real money, take real floor space, and only pay off when you feed them steady heavy work.
I once tried to justify buying a 20‑ton hydraulic setup because I had two 3/16‑inch projects on the horizon. By the time I priced the tooling and reinforced the floor space it needed, I realized I could pay a shop to bend those parts for years before breaking even. I kept my manual brake. Haven’t regretted it.
Here’s the lens I want you to carry forward: separate geometry from force in your head.
Manual finger brake = solves geometry for thin sheet boxes.
Press brake = solves force for thick material and production scaling.
When you stop blending those into a mythical “finger press brake” hybrid, the buying decision gets boring in the best way. Look at your last ten projects. Count how many were pizza boxes under 20‑gauge. If that number is eight or more, you already know your answer.
And if someday that ratio flips — if heavy plate becomes your normal — that’s not an upgrade problem.
That’s a different shop.


















