

В 11:47 вечера ты уставился на объявление с надписью “Гидравлическое приспособление для гибки с пальцами”. На фотографиях изображён обычный пресс для гибки со стандартным пуансоном и матрицей. Без съёмных пальцев. Без зазоров. Просто тяжёлая стальная балка, проходящая поперёк всей ширины.
Ты приближаешь изображение, как будто пальцы где-то прячутся.
Они — нет.
Вот эта путаница — именно то место, где гаражные проекты начинают терять деньги.
Жестокая правда: ты ищешь категорию оборудования, которая не существует, и именно это непонимание мешает твоему проекту корпуса сдвинуться с места до тех пор, пока с верстака не выйдет первый аккуратный ящик.
Раньше я изготавливал воздуховоды. Когда переключился на автомобильные проекты по выходным, подумал, что смогу “модернизировать” свой маленький ручной коробчатый гибочный станок, добавив гидравлическую мощь. В воображении я видел компактного монстра — съёмные пальцы сверху, бутылочный домкрат снизу, нажимаешь педаль и гнёшь 16-гейдж, как коробку для пиццы. Звучит эффективно. Только вот индустрия не делает такого — и на то есть причина.
Потому что проблема, которую ты пытаешься решить, — вовсе не сила.
А в пространстве.
И пока ты не разделишь эти понятия в голове, будешь искать единорога.

Пресс для гибки строится вокруг прямого пуансона и прямой матрицы. Оснастка идёт на всю ширину. В этом весь смысл — он вдавливает металл в V-образную форму с контролируемым усилием. Отлично подходит для кронштейнов, каналов, длинных сгибов.
Коробчатый гибочный станок — то, что люди называют “пальцевым гибом”, — имеет съёмные пальцы на зажимной балке. Несколько вынимаешь, оставляешь промежутки — и вот уже можешь сгибать боковые стенки коробки, не мнёт ранее сформированные края. Это как складывать коробку для пиццы: нужны маленькие выступы и зазоры, а не просто давление.
Это две разные философии конструкции.
Когда ты вводишь “комплект для пальцевого пресс-гиба”, ты смешиваешь названия, будто это разные комплектации одного и того же станка. Но нет. Одна решает проблему силы с помощью гидравлики. Другая решает проблему геометрии с помощью съёмных пальцев и открытого пространства.
Производители не игнорируют гибрид из-за лени. Они избегают его потому, что как только закрепляешь прямую гидравлическую прессовую систему, теряешь свободный доступ, ради которого пальцы вообще нужны.
И что происходит, если ты игнорируешь это и пытаешься сделать подобное в гараже?
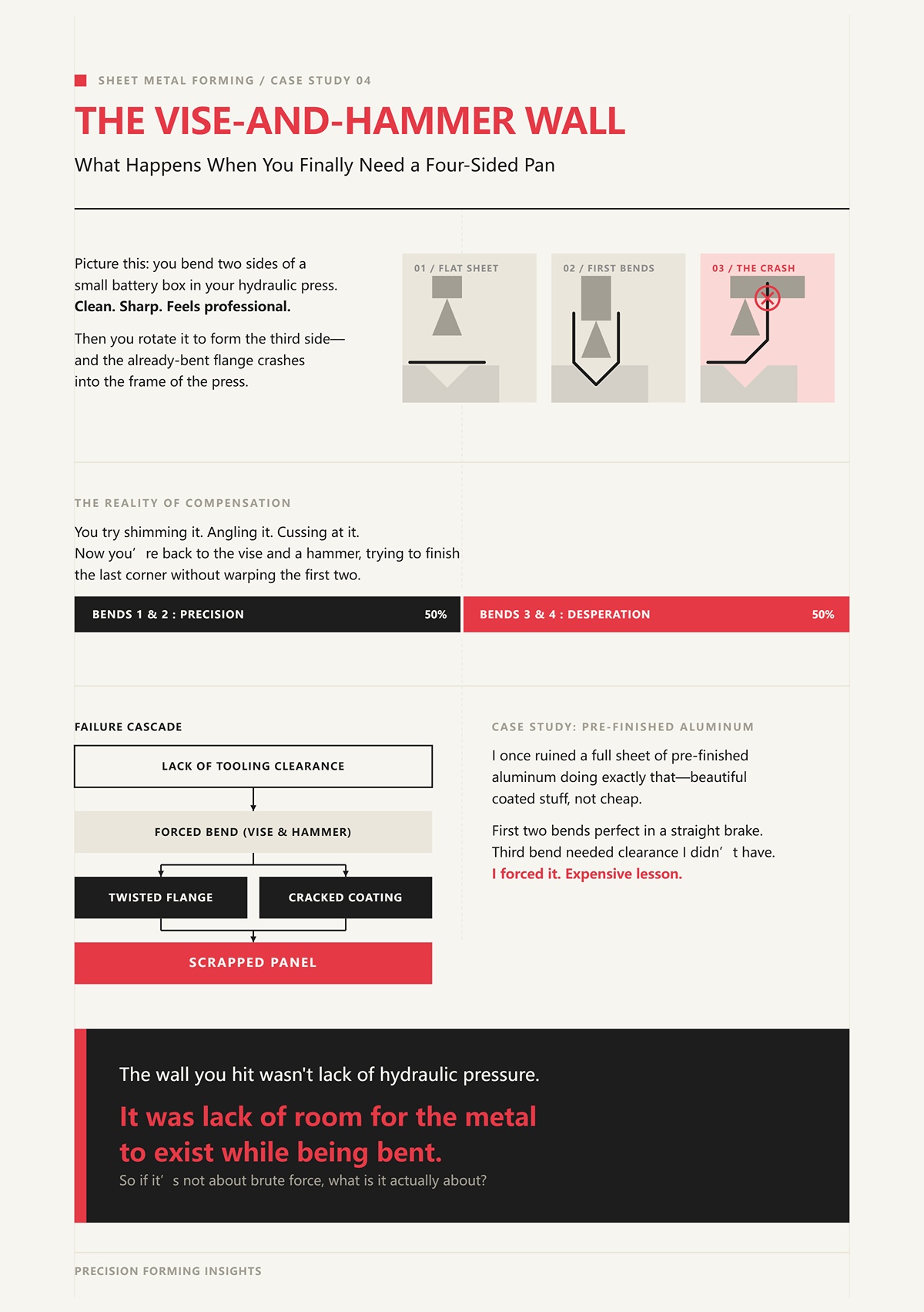
Представь: ты гнёшь две стороны маленького корпуса аккумулятора в своём гидравлическом прессе. Чисто. Острый изгиб. Кажется, всё профессионально. Потом поворачиваешь, чтобы сформировать третью сторону — и уже загнутая кромка врезается в раму пресса.
Ты пробуешь подложить что‑нибудь. Изменяешь угол. Ругаешься.
Теперь ты снова у тисков с молотком, пытаясь закончить последний угол, не деформировав первые два. Это не точность. Это отчаяние.
Однажды я испортил целый лист предварительно покрытого алюминия, делая именно так — красивый, дорогой материал, совсем не дешёвый. Первые два изгиба идеальны на прямом прессе. Третий требовал зазора, которого у меня не было. Я заставил металл гнуться силой. Кромка перекосилась, покрытие треснуло, весь лист пришлось выбросить. Дорогой урок.
Стена, с которой вы столкнулись, была не из-за недостатка гидравлического давления.
Причиной была нехватка пространства для металла, чтобы существовать во время деформации.
Так если дело не в грубой силе, то в чём же на самом деле смысл?
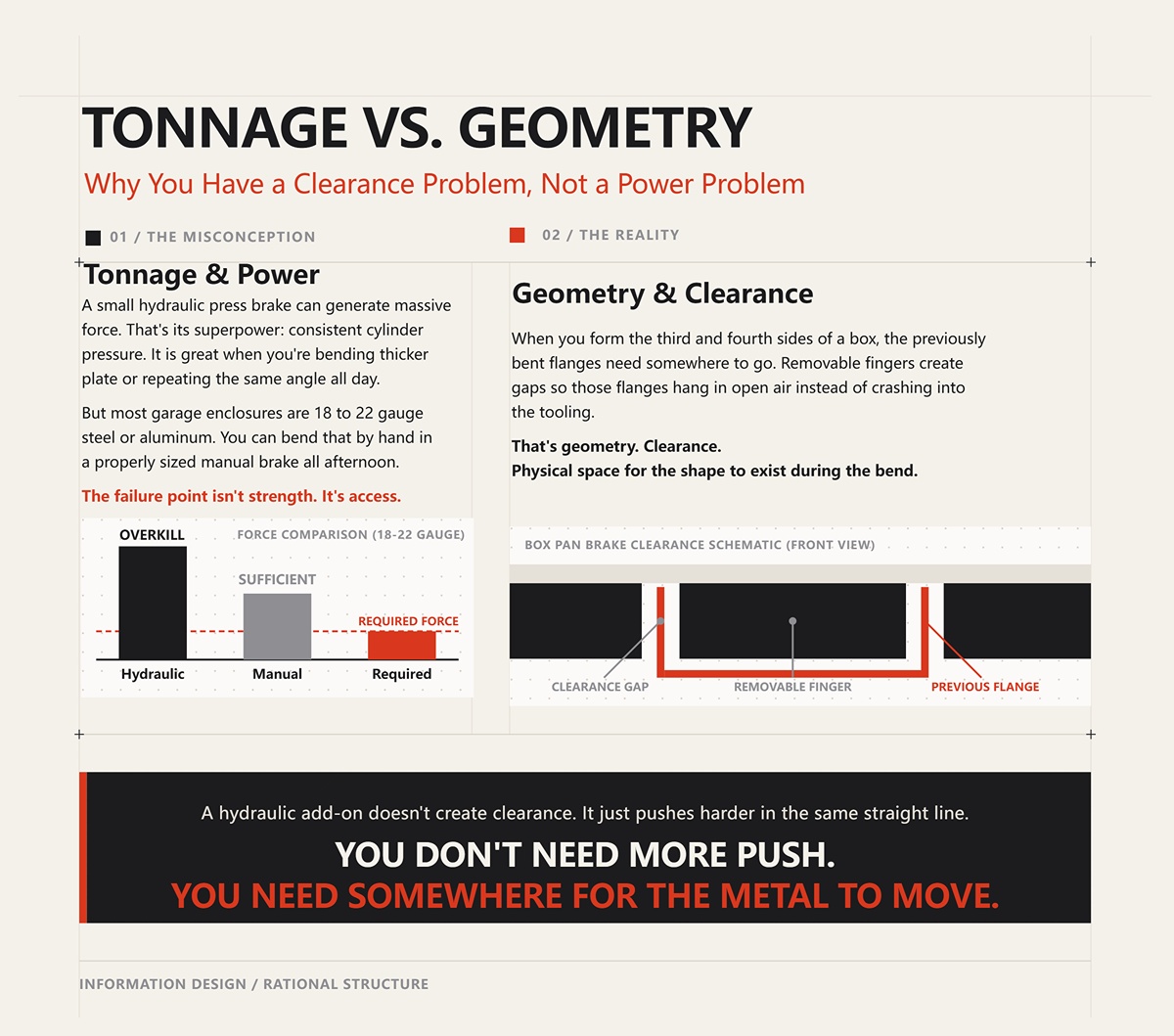
Небольшой гидравлический листогиб может создать большее усилие, чем ваши руки когда-либо смогут. Это его суперспособность — стабильное давление в цилиндре. Отлично подходит, когда вы гёбете более толстую пластину или повторяете один и тот же угол весь день.
Но большинство гаражных корпусов изготавливаются из стали или алюминия толщиной 18–22 калибра. Это можно гнуть вручную на правильно подобранном ручном листогибе целый день. Точка отказа — не в прочности. А в доступе.
Когда вы формируете третью и четвёртую стороны коробки, ранее согнутые отбортовки должны куда-то уходить. Съёмные пальцы создают зазоры, чтобы эти отбортовки висели в открытом воздухе, а не ударялись о инструмент. Это геометрия. Зазор. Физическое пространство для формы, чтобы существовать во время гиба.
Гидравлическое навесное устройство не создаёт зазора. Оно просто толкает сильнее по той же прямой линии.
Вам не нужно большее усилие.
Вам нужно место, куда может двигаться металл.
У вас на верстаке лежит наполовину сформированный корпус аккумулятора. Две стороны подняты, углы чистые. Вы вставляете его в прямой листогиб, чтобы согнуть третью стенку — и первая отбортовка ударяется о прижимной брус. Физически нет места, где она могла бы находиться, пока вы пытаетесь сделать следующий изгиб.
Это и есть ловушка геометрии.
В этом разделе устанавливается, что проблемой при изготовлении коробок в гараже является геометрия и доступ, а не недостаток гидравлической мощности. Поэтому настоящий вопрос не “Как толкать сильнее?”, а “Как дать металлу место, куда двигаться?”
Съёмные пальцы решают это самым простым, механическим образом: они убирают сталь с пути.
Удалите два пальца из центра листогиба типа коробка-панель, и вы создаёте зазор. Этот зазор — пустое пространство. Когда вы поднимаете траверсу для изгиба третьей стороны, уже сформированные стенки опускаются в этот зазор вместо того, чтобы ударяться о инструмент. Это разница между тем, чтобы сложить коробку для пиццы по надрезам и пытаться расплющить её кирпичом.
Одна машина создаёт место для формы.
Другая просто прикладывает силу по прямой.
Так какой механизм гибки действительно прощает ваши ошибки, если замеры оказались неточными?
Представьте, что вы вырезали панель глубиной 6 дюймов вместо 5–7/8, потому что неправильно прочитали рулетку. На траверсном листогибе — это тот тип с шарнирной фартукой, используемый в машинах типа коробка-панель — вы зажимаете лист вдоль прямой кромки и поворачиваете траверсу вверх. Линия гиба определяется местом зажима. Если вы промахнулись совсем чуть-чуть, можно разжать, сдвинуть и согнуть заново. Металл не зажат внутри полости матрицы.
V-образная матрица на листогибочном прессе работает иначе. Пуансон вдавливает лист в V-образное отверстие. Угол изгиба зависит от глубины хода пуансона, ширины матрицы и толщины материала. Небольшие ошибки быстро накапливаются. Если ваш фланец уже поднялся и упирается в плечо матрицы — всё, готово. Здесь нет варианта “чуть подправить и попробовать снова”, потому что деталь зажата оснасткой со всех сторон.
Горькая правда: новички испытывают трудности не с таблицами усилий, а с уходом разметки, ошибками припуска на рез и помехами фланцев.
Листогиб с подъемной балкой (leaf bending) более терпим к ошибкам, потому что лист поддерживается вдоль плоской прижимной планки и поднимается в воздухе. Нет нижнего плеча матрицы, готового поцарапать готовую поверхность. Это имеет значение, когда вы работаете с окрашенной сталью или мягким алюминием.
Однажды я попытался согнуть небольшой корпус ЭБУ на гидравлическом прессе друга со стандартным комплектом V-образных матриц. Первый изгиб — чисто. Второй — нормально. Третий? Первый фланец подъехал по плечу матрицы и оставил яркую, отполированную борозду прямо на видимой поверхности. Этот лист был недешёвым. Снова в отходы. Пресс обладал всей мощью на свете. Он просто не прощал моей геометрии.
Теперь спросите себя: если листогиб с подъемной балкой проще в настройке, что именно делают эти съёмные пальцы, чего не может обычный прямой станок?
Возьмите прямой листогиб. Одна сплошная прижимная планка по всей ширине. Без съёмных пальцев. Попробуйте согнуть короб 6×4×3 дюйма с четырьмя сторонами.
Гнёте первую сторону. Отлично.
Вторую. Хорошо.
Поворачиваете для третьей — и первые два фланца мешают прижиму. Балка не может опуститься, потому что вертикальные стенки встают на пути. Физически невозможно снова зажать деталь в плоскости.
Дело не в точности угла. Это вопрос столкновения.
Сегментированные пальцы решают эту проблему, превращая прижимную балку в регулируемые “зубья”. Вынимаете средние зубья там, где стенки вашего короба должны пройти. Теперь, когда вы зажимаете для третьего изгиба, вертикальные стенки опускаются между пальцами в свободное пространство. Листогиб всё так же прижимает по оставшимся сегментам, а подъемная балка движется без помех.
Это модульный зазор.
Но вот где новички начинают идеализировать: листогиб с пальцами действительно гибок для индивидуальных форм, да — но это не волшебство. Ему трудно справляться со сложными многими углами загибов или с серийной повторяемостью. Пресс с правильной оснасткой превзойдёт листогиб с пальцами с огромным отрывом в цехе, где делают 600 изгибов в час. Это факт. В производстве выиграет стабильный контакт с V-матрицей.
Но вы ведь не управляете производственной линией в гараже на две машины.
Вы делаете один лоток под аккумулятор, два корпуса реле, может быть, кожух вентилятора. Разные партии. Разовые детали. Новые размеры каждую неделю. В таких условиях доступ к геометрии важнее промышленной повторяемости.
А теперь вернёмся к отговорке, которую я слышу каждый месяц: “Да, но с гидравликой было бы проще”.”
Так ли это?
Встаньте перед 30-дюймовым ручным листогибом с сегментами, рассчитанным на сталь толщиной 18 калибра. Зажмите полоску толщиной 20 калибра. Возьмитесь за рукоять подъёмной балки. Вы прикладываете примерно 40–60 фунтов силы на рукояти, умноженных на длину рычага. Геометрия петель преобразует это в сотни фунтов вдоль линии сгиба.
Это уже больше, чем требует материал.
Но большинство гаражных кожухов изготавливается из стали или алюминия толщиной 18–22 калибра. Вы даже близко не находитесь к пределу формовки материала при использовании правильно подобранного ручного листогиба. Важнее — штыри на петлях, сила зажима и жесткость пальцев, а не добавление гидроцилиндра.
Гидравлика прекрасно проявляет себя, когда нужно производить воздушное гибочное формование толстых листов или добиваться одинаковых углов на десятках деталей. Она обеспечивает стабильность под нагрузкой.
Она не создает зазора между уже согнутыми отбортовками.
Однажды я думал, что добавление бутылочного домкрата к небольшому листогибу позволит мне “апгрейдиться” для более тяжелой работы. Всё, что получилось, — рама начала гнуться, а зажимная планка получила едва заметный прогиб, потому что конструкция не была рассчитана на такую точечную нагрузку. Загибы не стали острее. Они стали неровными. Металл не нуждался в большей силе — машине требовалась более разумная геометрия.
Горькая правда: добавление гидравлики к работе с тонким листом для корпусов — всё равно что брать кувалду, чтобы сложить коробку из-под пиццы. Вы почувствуете себя сильным. Но настоящую проблему не решите.
Так что если съемные пальцы решают проблему столкновения, а ручное усилие уже покрывает требуемую силу, что вам действительно стоит искать вместо мифического гибрида?
Вы стоите в проходе инструмента, глядя на два ценника.
Один — настольный коробчатый листогиб длиной 30 дюймов с сегментированными пальцами, рассчитанный на сталь толщиной 18 калибра. В спецификации указано: съемные пальцы разной ширины, максимальный угол сгиба 90°, регулировочные винты на листе, сменные штыри петель.
Другой — гидравлический пресс рамной конструкции на 20 тонн с “гибочной насадкой” — по сути V-образным матрицей и пуансоном, которые крепятся между стойками.
Оба заявляют, что могут гнуть металл. Только один позволит вам закончить корпус с четырьмя сторонами, не ругаясь.
Когда вы вводите “finger press brake kit” (набор для пальцевого пресс-листогиба), вы смешиваете названия, как будто это варианты комплектации одного и того же инструмента. Это не так. Один создается вокруг зазора и геометрии. Другой — вокруг вертикальной силы. Если вы делаете корпуса батарей, реле, панели приборов — тонкий лист, четыре сгиба, иногда загиб — вам нужнее доступ между стенками, чем тоннаж.
Так что на что действительно стоит обратить внимание?
Для работы с корпусами из стали или алюминия толщиной 18–22 калибра короткий список прост: сегментированные пальцы разной ширины, не менее 30 дюймов рабочей длины, реальный рейтинг на 18 калибр стали (а не “максимум 20 калибр”), регулируемые ограничители листа для повторяемых углов и зажимная планка, остающаяся прямой под нагрузкой. Всё остальное — шум.
Почему пресс-насадка не входит в этот список?
Представьте внутреннюю часть обычного 20-тонного пресс-рама. Две вертикальные стойки. Стол, закрепляемый на разных высотах. Бутылочный домкрат, давящий строго вниз.
Теперь установите комплект V-образных матриц.
Вы только что создали узкий «каньон» между стальными колоннами. Лист нужно вставить спереди, разместить строго по центру под штоком и согнуть вниз в фиксированное V-отверстие. Это прекрасно для плоского кронштейна, но кошмар для наполовину сформированной коробки.
Отогните одну сторону панели 6×6 на 90 градусов. Теперь попробуйте повернуть деталь для второго гиба. Первый отгиб торчит вверх и сразу же упирается в стойку пресса ещё до того, как линия гиба достигнет центральной линии штампа. Машина физически блокирует вас.
Это не теория. Один домашний мастер на форуме механиков владеет и 17‑тонным гидромеханическим листогибом, и 35‑тонным пневматическим — серьёзным оборудованием, — и всё же он сохраняет четырёхфутовый сегментный листогиб для работы с листом 18 калибра. Не потому, что прессу не хватает силы. Потому, что прессу не хватает доступа, когда детали начинают подниматься.
Горькая правда: приставка к прессу типа «А‑рама» даёт вам больше силы, чем нужно, и меньше доступа, чем вы можете себе позволить.
А сила избыточна до абсурда для вашей задачи. Пресс на 20 тонн — это 40 000 фунтов усилия. Гибка листа из мягкой стали 20 калибра по ширине 24 дюйма требует лишь малую долю этого, особенно при воздушной гибке. Но пресс не дозирует “ровно столько, сколько нужно” удобным способом. Вы управляете глубиной с помощью рукоятки домкрата, следите за углом на глаз, вручную компенсируете упругий возврат. Нет ограничителя листа. Нет широкой прижимной поверхности, равномерно распределяющей давление, как при складывании коробки для пиццы по прямой кромке. Это система точечного давления, вдавливающая лист в V‑образную матрицу.
Однажды я пытался сделать небольшие U‑кронштейны из предварительно окрашенного алюминия на 12‑тонном прессе с насадкой‑листогибом. Первая деталь вышла нормально. Во второй я чуть‑чуть ошибся с глубиной. Пуансон опустился сильнее, чем ожидалось, и оставил слабый след за пределами радиуса гиба. Не катастрофа. Просто некрасиво. Лист стоил дорого. Я списал всю партию, потому что у каждой детали был немного разный угол и след от удара. Проблема была не в мощности. Проблема была в контроле и поддержке.
Металл можно гнуть и на мастерском прессе. Вопрос в другом: сможете ли вы чисто и повторяемо согнуть четырёхсторонний корпус, не борясь с рамой станка?
Поставьте на верстак 30‑дюймовый листогиб типа box‑and‑pan. Ослабьте прижимную балку. Выньте две средние секции. Оставьте между сегментами зазор в 6 дюймов. Затяните деталь так, чтобы будущие боковые стенки свисали в этом зазоре.
Теперь поверните листогибную балку.
Первые две стенки падают между сегментами, пока третья сторона поднимается. Ничего не сталкивается. Прижимное давление распределено по оставшимся сегментам, так что линия гиба остаётся прямой. Вы не вдавливаете лист в полость; вы вращаете его в открытом пространстве.
В этом и весь смысл.
Съёмные сегменты обычно бывают длиной 1, 2, 3 дюйма и длиннее. Это сочетание важно гораздо больше, чем заявленное в рекламе тоннажное усилие. Оно позволяет вам “задать” физические промежутки там, где нужно пройти отгибам. Если у корпуса есть смещённая или ступенчатая стенка, вы переставляете «зубья». Без съёмных сегментов вы снова возвращаетесь к математике столкновений.
А как насчёт точности? Можно услышать заявления, что гидравлические или электрические листогибы удерживают допуски до микронов. Верно — в CNC‑станках промышленного уровня. Но мы говорим о корпусах, собранных вручную в гараже. Ошибка вашей рулетки больше, чем разница между повторяемостью гидравлического цилиндра и ручным упором листогиба. Параметр, который действительно важен для ручного листогиба, — не микронная точность, а то, сохраняет ли прижимная балка прямолинейность под нагрузкой и достаточно ли туги шарниры, чтобы избежать перекоса по 30 дюймам.
Горькая правда: при работе с тонким листом жёсткость всегда важнее, чем сырая сила.
Номинальная толщина — ваша граница. Если листогиб честно рассчитан на сталь 18 калибра по всей ширине, он легко справится с 20 или 22 калибром. Если вы регулярно планируете гнуть сталь 14 калибра, вы уже вступаете в область мощных листогибных прессов. Но большинство гаражных корпусов делают из стали или алюминия 18–22 калибра. Это как раз область ручного сегментного листогиба. Не покупайте избыточную мощность и не жертвуйте той геометрией сегментов, которая вам действительно нужна.
Много лет назад, до того как я разобрался, я сэкономил и купил прямой листогиб без сегментов, потому что он имел чуть большую расчётную толщину. Попытался сделать четырёхсторонний лоток для электроники. Третий изгиб заблокировала сплошная прижимная балка. Я силой попытался «обмануть» зазор. В итоге лишь исказил второй отгиб и сморщил линию гиба. Лист заломился прямо по углу. Отход. На инструменте я сэкономил, а за металл заплатил.
Настольный сегментный листогиб стоит дороже, чем простая насадка к прессу. Но он даёт вам устойчивый доступ к трёхмерным формам — а в этом и состоит суть изготовления корпусов.
Разберём два реальных рабочих процесса.
С мастерским прессом: выкатываете его, фиксируете высоту стола, устанавливаете комплект штампов, центрируете пуансон, делаете пробный гиб на обрезке, регулируете угол, затем начинаете подавать детали по одной. Каждый гиб требует совмещения линии гиба под узкий кончик пуансона. Если у детали уже подняты стенки, вы начинаете наклонять и подклинивать её между стойками.
С настольным листогибом с сегментным пуансоном: ослабьте две рукоятки, переставьте сегменты, зажмите, потяните гибочную балку до заранее установленного упора. Поверните деталь. Зажмите. Потяните снова.
Никаких штифтов стола. Никаких замен пуансонов. Никаких возни с колоннами.
Для одного кронштейна разница во времени небольшая. Для единичного корпуса с четырьмя сторонами и, возможно, отгибом — сопротивление настройки пресса растёт. И каждый дополнительный шаг настройки — это ещё один шанс на перекос и порчу готовой лицевой поверхности.
Горькая правда: удобство — это не лень, а снижение количества ошибок.
Однажды я пытался пачками гнуть небольшие коробки для переключателей на прессе, потому что думал, что гидравлический цилиндр сделает всё “по‑профессиональному”. К третьей детали я проверял центровку перед каждым изгибом, потому что не доверял своему визуальному выравниванию. Углы отличались на пару градусов. Ничего катастрофического. Просто настолько, что крышки не ложились ровно без подгонки. Я испортил две детали, стремясь к постоянству, которое упор листогиба дал бы автоматически.
Сырой тоннаж кажется внушительным. Набор ручного оборудования выглядит простым. Но именно простота защищает новичков от накопления мелких ошибок, превращающихся в дорогостоящий брак.
Итак, вот граница, которой не избежать: что происходит, когда действительно нужна более толстая сталь, чем 18‑я, — и изменит ли это рекомендацию?
Вы зажимаете 30‑дюймовую полосу настоящей стали толщиной 16‑го калибра в лёгкий настольный листогиб. Нажимаете на гибочную балку. Она двигается, но линия гиба в центре запаздывает относительно краёв. Тогда вы давите сильнее. Оси петли начинают скрипеть. Прижимная балка в середине чуть‑чуть приподнимается. Когда отпускаете — сталь согнута, но неравномерно. Машина уже деформировалась, хотя пока этого не видно.
В этот момент новичок думает: “Надо было купить гидравлику”.”
Горькая правда: иногда действительно надо. Но гораздо реже, чем кажется.
Физический предел у ручного листогиба с сегментным пуансоном — не мистический. Это рычаг и прогиб балки. Гибочная балка — длинный рычаг. Прижимная балка и рама — балки. С увеличением толщины и длины сгиба требуемый момент изгиба растёт быстро. Если рама машины деформируется раньше, чем лист, вы сгибаете не сталь — вы сгибаете сам листогиб. А деформированный листогиб никогда уже не вернётся к идеально прямому состоянию.
Так где же именно проходит этот предел?
Представьте два задания.
Первое: мягкая сталь толщиной 16‑го калибра, ширина 4 дюйма. Второе: мягкая сталь толщиной 20‑го калибра, ширина 30 дюймов.
Большинство новичков думает, что первое задание труднее, потому что металл толще. На практике второе может больше нагружать небольшой листогиб, потому что сила распределяется по всей длине. Сила гиба растёт с толщиной, да, — но также и с длиной сгиба. Удвоили длину — удвоили общее усилие, стремящиеся поднять прижимную балку.
Производитель может заявлять, что тяжёлый листогиб способен работать с мягкой сталью до примерно 4 мм по всей ширине. Это уже промышленный уровень. Ваш импортный комплект $200 — не такая машина. У него тоньше боковые пластины, меньшие оси петель и прижимная балка, ведущая себя как слегка гибкая линейка. Под нагрузкой середина стремится приподняться.
Я усвоил этот урок на 24‑дюймовом листогибе, купленном с рук. Попробовал согнуть длинный лоток для батарей из листа, слишком толстого для него. Края дошли до 90 градусов. Центр остановился примерно на 82. Я надавил сильнее. Лоток согнулся. И листогиб тоже. После этого даже гибы из стали 20‑го калибра имели лёгкое провисание посередине. Я превысил не предел металла, а предел жёсткости машины.
Вот настоящий параметр: не только калибр, но и калибр, умноженный на длину. То есть ваше “мне нужно 16‑й калибр только время от времени” должно сопровождаться вторым числом — какой ширины?
Будем конкретными.
Типичный настольный гибочный станок $200 шириной 30 дюймов весит примерно 70–90 фунтов. Тонкие боковые пластины. Маленькие оси поворота. Прижимная планка чаще всего представляет собой простое прямоугольное сечение. Он отлично справляется с металлом толщиной 18–22 калибра по всей ширине.
Перейдите к машине $600–$800 той же ширины, и вы сразу заметите три вещи: более толстые боковые рамы, большие шарниры и более глубокую прижимную балку. Больше массы там, где концентрируется изгибающая нагрузка. Эта масса — не украшение, а сопротивление упругой деформации.
Когда вы сгибаете настоящий металл толщиной 16 калибра (около 1,5 мм) на ширину 24–30 дюймов, дешевый станок изгибается настолько, что угол сгиба изменяется вдоль всей длины. Тяжелая тормозная машина остается в пределах упругой деформации, поэтому, когда вы отпускаете прижимной лист, он возвращается к прямому положению вместо того, чтобы оставаться слегка изогнутым.
Жесткая правда: металл толщиной 16 калибра — это граница, где качество сборки перестает быть косметическим и становится конструкционным.
Теперь нюанс, который новички упускают. Даже гидравлические насадки для гибки, устанавливаемые на 20-тонные кузнечные прессы, сталкиваются с той же проблемой жесткости. Люди, пытающиеся согнуть пластину толщиной 1/4 дюйма на ширину 6 дюймов, вынуждены подпирать раму пресса балками 4×4, потому что стойки расходятся. У поршня есть сила. У рамы нет жёсткости. Мощность без жесткости просто переносит деформацию в другое место.
Так что если вам действительно нужно часто гнуть металл толщиной 14 или 16 калибра по всей ширине, да — имеет смысл переходить к гидравлике. Но только если рама, поддерживающая поршень, сконструирована так, чтобы противостоять расползанию. В противном случае вы просто поменяли одно место изгиба на другое.
А это приводит к другой проблеме, которую приносит более толстый металл.
Согните полоску мягкой стали толщиной 16 калибра под углом 90 градусов. Отпустите. Она разогнется на несколько градусов. Это пружинение — упругое восстановление после снятия нагрузки.
Теперь замените этот лист на нержавеющую сталь той же толщины. Тот же изгиб. Тот же целевой угол. Отпустите — и она может разогнуться заметно больше, потому что нержавейка имеет более высокую предел текучести. Алюминий? Меньше усилия для изгиба, но он может треснуть, если радиус изгиба слишком мал.
На ручном листогибе это компенсируется лёгким «перегибом». Вы учитесь своему станку. Может быть, угол 92 градуса даёт вам истинные 90 в мягкой стали. Это мышечная память.
Гидравлические листогибочные прессы компенсируют это контролем глубины хода поршня. Промышленные машины даже могут подстраиваться в процессе. Это настоящая точность. Если вы выполняете серийное производство с различными сплавами, этот контроль имеет значение.
Но в гараже, где делают корпуса, вы обычно работаете с одним материалом за раз. Настраиваете на обрезках и продолжаете работу. Главная проблема при работе с толстыми материалами не в пружинении, а в том, может ли ваш станок физически сделать достаточный перегиб, не деформируя раму.
Однажды я попытался согнуть более толстые нержавеющие “пальцы” для пользовательской панели, думая: «всего одна деталь». Я применил больше усилия, чтобы компенсировать пружинение. Нержавейка лишь посмеялась. Пальцы на станке оставили слабые следы от неравномерного давления, потому что прижимная балка приподнялась в центре. Дорогой лист. Повреждённая поверхность. Проблема была не в точности угла, а в недостаточной жёсткости прижимного механизма под высокой нагрузкой.
Так что да, гидравлика выигрывает по расчётной силе и повторяемости при работе с толстыми, прочными сплавами. Но это аргумент в пользу производства. Не обязательно в пользу изготовления корпусов.
И даже если ваш листогиб достаточно жёсткий, есть ещё один «гремлин», который ждёт на длинных изгибах.
Представьте, что вы затягиваете длинную струбцину на доске. Края схватываются первыми. Центру нужно больше времени, чтобы прижаться. Длинный листогиб ведёт себя точно так же.
Под нагрузкой прижимная балка и лист слегка прогибаются в центре. Результат? Середина 30‑дюймового изгиба оказывается на градус‑два меньше заданного. Это — коронирование, то есть противоположность желаемого результата.
Промышленные листогибы решают эту проблему с помощью регулируемых систем коронирования, которые намеренно предварительно нагружают станину, чтобы она выравнивалась под нагрузкой. У ваших гаражных инструментов такого нет. Но можно немного обмануть физику.
На ручном листогибе с сегментными пальцами можно подложить тонкий материал под прижимную балку в центре, чтобы создать предварительное напряжение. Или можно немного “перегнуть” края за 90 градусов и уравнять разницу. На коротких изгибах — типичные ширины кронштейнов — это почти не заметно. А вот на полном размере боковин корпусов из более толстого металла — заметно.
Горькая правда: длинные, толстые и полнопрофильные изгибы — вот где лёгкие машины показывают свои ограничения.
Теперь мы подошли к настоящей точке принятия решения. Если вы регулярно гнёте 14‑й калибр на длине 30 дюймов для силовых деталей, вы выходите за пределы любительских сегментных листогибов. В этом случае хорошо построенный пресс‑листогиб или очень массивный ручной листогиб заслуживают своё место на полу. Переход на платформу с ЧПУ, такую как пресс-гиб CN-HAWE переводит вас в настоящую производственную категорию, где контролируемое усилие, повторяемое позиционирование заднего упора и опции автоматизации предназначены для полнопрофильных силовых изгибов, а не для случайных мастерских проектов.
Учитывая, что продуктовый портфель CN-HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, если следующим шагом будет прямой разговор с командой, Свяжитесь с нами логично вписывается сюда.
Но если ваша работа в основном связана с корпусами и изредка с более толстыми кронштейнами шириной до 6 дюймов, то не нужно отказываться от съёмных пальцев и геометрии только ради увеличения усилия. Нужно просто согласовать толщину и длину с жёсткостью машины.
Что подводит к практическому вопросу: как выбрать реалистичный комплект sub‑$500, который не будет вводить вас в заблуждение по поводу 16‑го калибра?
Вы больше не выбираете лошадиные силы. Теперь вы выбираете жёсткость.
Если вам нужен сегментный листогиб sub‑$500, который выдержит изредка работу с 16‑м калибром, не превращаясь при этом в «банан», важно обратить внимание на следующее: реальный вес боковых рам, штифты шарниров, которые невозможно согнуть пальцами, прижимную балку, выглядящую глубокой и массивной, а не плоской и хрупкой, и указанную мощность, где упомянут 16‑й калибр при частичной ширине, а не по всей длине станины. Игнорируйте броские заявления о “совместимости с 20‑тоннами” — это совсем другой уровень.
Горькая правда: при параметре ниже $500 вы не получаете способность гнуть 16‑й калибр по всей ширине — вы покупаете машину, которая не деформируется навсегда при гибке кронштейнов из 16‑го калибра шириной 4–8 дюймов.
Этого достаточно для большинства гаражных корпусов.
Но для большинства гаражных корпусов используется сталь или алюминий толщиной от 18 до 22 калибра. Моменты с 16‑м калибром — это обычно петлевые пластины, монтажные кронштейны, держатели аккумуляторов — короткие изгибы. Так что настоящий вопрос — как определить листогиб, который прогнётся упруго и вернётся обратно, а не останется выгнутым навсегда?
Начните с боковых рам. Это позвоночник машины.
Чугунные рамы выглядят грубовато, иногда даже шероховаты, но они толстые и устойчивы к расхождению под нагрузкой. Сварные стальные рамы могут быть отличными — если используется достаточно толстый лист и правильные ребра жёсткости. Но в бюджетном сегменте “сварная сталь” часто означает тонкий лист, сшитый сваркой для внешнего вида индустриальности.
Гибкость скрывается в стойках.
Представьте, что вы гнёте 16‑калибр по длине 10 дюймов. Рабочая балка хочет провернуться. Прижимная балка давит вниз. Боковые рамы стараются разъехаться в стороны, как обложки книги, которую вы насильно открываете. Если эти стороны прогибаются хоть на миллиметр, угол гиба меняется по всей длине. Делайте это достаточно часто — и отверстия под оси превращаются в овалы. Тогда у вас уже не упругость, а люфт.
Однажды я купил недорогой пресс‑гиб с сварной рамой, который на фото выглядел внушительно. Первый реальный кронштейн из 16‑калибра, шириной около 6 дюймов, — и я почувствовал, как правый стояк немного поддался, едва‑едва. К третьей детали рабочая балка уже не возвращалась идеально ровно. Рама не треснула. Она просто потекла. Этот станок в одночасье превратился в специалиста по 18‑калибру.
Вес — грубый, но полезный показатель. Два станка по 30 дюймов с одинаковой заявленной способностью — один весит 85 фунтов, другой 140. Тяжелее почти всегда значит жёстче. Масса — это сопротивление изгибу. Никакой красоты. Чистая физика.
И нет, электрическая модель с усилием до $500 не творит чудес с хлипкой рамой. Мотор может тянуть сильнее, чем ваши руки. Но он не сделает боковые пластины толще.
Итак, когда вы выбрали самую тяжёлую и жёсткую раму, которую можете себе позволить, что на самом деле определяет, будут ли края вашего корпуса выглядеть аккуратно?
Выравнивание — это то, где новички винят инструмент в собственной нетерпеливости.
Съемные пальцы — причина существования листогиба с коробчатыми губками. Без съёмных пальцев нет углов корпуса. Но каждый палец должен стоять абсолютно заподлицо с соседними и строго перпендикулярно прижимной кромке. Если один пальчик чуть ниже, лист прогнётся именно там при зажиме. При гибке эта впадина превратится в волну.
Представьте, что вы складываете крышку коробки для пиццы. Если край коробки неровный, линия сгиба гуляет. Та же жестянка. То же усилие. Результат — другой.
Бюджетные наборы редко приходят идеально настроенными. Планируйте ослабить болты пальцев, положить вдоль прижимной кромки ровную обрезок‑полоску и лёгкими ударами подгонять каждый палец, пока вся линия не станет одной непрерывной плоскостью. Затем зажмите обрезок и сделайте пробный изгиб. Подкорректируйте. Повторите. Вот эти настоящие 15 минут — иногда 30, если вы впервые.
Однажды я испортил предварительно окрашенную алюминиевую панель, потому что доверился заводской регулировке. Один палец был всего чуть выше, и при зажиме оставил тонкую линию давления на поверхности. Угол гиба был в порядке. Поверхность — нет. Дорогой урок за то, что пропустил тест на обрезке.
Вот переворот, который многие упускают: замена пальцев под другой размер коробки занимает минуты. Быстрее, чем смена пуансонов на пресс‑гибе во многих случаях. В домашней мастерской, где делают единичные корпуса, скорость перенастройки почти всегда важнее чистого усилия.
Что приводит нас к тому, о чём никто не думает до первого серьёзного рывка.
Когда вы тянете балку на 16‑калибре, пресс‑гиб не просто давит на металл вниз. Он пытается сам приподняться со стола.
Эта подъемная сила многих удивляет.
Прижимная балка давит вниз на лист. Рабочая балка поворачивается вверх. Реакционные силы проходят через оси в боковые рамы, а затем в крепёжные болты. Если ваш верстак — это лёгкая фанерная столешница на ножках из бруса 2×4, вся конструкция может покоситься назад или даже чуть приподняться во время сильного гиба.
Я видел, как ребята ругали “слабые листогибы”, когда настоящая причина была в гибком столе, который пружинил под инструментом.
Однажды я прикрутил небольшой чугунный листогиб к сборочному столу шурупами прямо в фанеру. Первый серьёзный гиб 16‑калибра поднял задние ножки настолько, что я испугался. Сам станок был в порядке. Стол не был рассчитан на такой момент подъёма. В итоге я поставил сквозные болты в усиленную крышу, связанную со стеновыми стойками. Проблема исчезла.
Горькая правда: ваш листогиб настолько жёсток, насколько жёсткое то, к чему он прикручен.
Сквозной болт с крепежом класса 5 или 8. Используйте большие шайбы или опорные пластины под столешницей верстака. Ещё лучше — привяжите верстак к стене или полу, если вы регулярно работаете с металлом толщиной 16‑гейдж. Вы не добавляете мощности. Вы устраняете последнюю точку изгиба в системе.
А когда рама становится жёсткой, пальцы выровнены, и верстак не движется, вы наконец видите, на что способен правильно настроенный ручной листогиб — и, что не менее важно, где он достигает честного предела.
Вы усилили раму. Вы выровняли пальцы. Вы прикрутили устройство к верстаку, который не дрожит. Так как далеко может зайти правильно настроенный ручной листогиб sub‑$500, прежде чем упрётся в предел?
Вот ясный ответ: он справится с любым материалом в диапазоне 18–22 гейдж на практической ширине, обработает 16‑гейдж на коротких участках без проблем и начнёт «жаловаться», когда вы попросите полную ширину 16 или что‑то толще. Не взорвётся. Не сломается. Просто прогнётся настолько, что стабильность угла и требуемое усилие станут ограничивающими факторами.
Это честный предел.
Неочевидная часть вот в чём: этот предел связан с геометрией и пролётом, а не с чистой прочностью. Гнуть 16‑гейдж на длине 8 дюймов — совершенно другое дело, чем 16 на 30. Та же толщина, но совершенно другая траектория нагрузки через раму. Когда вы это осознаёте, вы перестаёте спрашивать “Сколько тонн?” и начинаете спрашивать “Какова ширина линии сгиба?”
А значит, правильный инструмент выбирается не для того, что вы сделаете однажды, а для того, что делаете чаще всего.
Но большинство гаражных корпусов изготавливаются из стали или алюминия толщиной 18–22 гейдж.
Корпуса ЭБУ. Панели реле. Кронштейны аккумуляторов. Небольшие корпуса управления. Это работы уровня «пицца‑коробка» — четыре стороны вверх, дно плоское, углы освобождены съёмными пальцами, чтобы металл мог сложиться, не ударяясь о жёсткую губку. Ручной листогиб для коробов и лотков создан именно для такой геометрии.
Горькая правда: гидравлический пресс не упрощает форму коробки. Он лишь делает прямые сгибы прочнее.
Когда вы вводите в поиске “комплект пресс‑листогиба с пальцами”, вы объединяете названия, как будто это комплектации одного и того же станка. Но они решают разные задачи. Листогиб с пальцами решает проблему зазора — позволяет уже согнутым отбортовкам находиться в свободном пространстве во время формирования следующей стороны. Пресс‑листогиб с V‑образной матрицей решает проблему усилия — продавливает толстый материал в форму матрицы.
Если 80% ваших проектов выглядят как сложенные «пицца‑коробки» из металла толщиной 20‑гейдж или тоньше, ручной листогиб с пальцами — это не компромисс. Это правильный выбор.
Однажды я попытался “улучшить” простую работу по изготовлению корпуса из 20‑гейдж на гидравлическом прессе друга с универсальной V‑образной матрицей, решив, что большее усилие даст более чистый сгиб. Я забыл о зазоре фланца. Второй сгиб прижал первый фланец к плечу матрицы и оставил яркий след поперёк всей поверхности. Тот же металл, который я мог бы аккуратно согнуть на ручном листогибе с пальцами. Дорогой лист, поцарапанный без всякой выгоды.
В реальных условиях правильно отрегулированный бюджетный листогиб шириной 30 дюймов будет работать с листом шириной до полной — 20‑гейдж весь день. С 18‑гейдж — без жалоб. С 16‑гейдж — на ширине 10–12 дюймов для кронштейнов и небольших лотков, если на него надавить и принять тот факт, что вы находитесь возле его комфортного предела. Но он не будет элегантно гнуть полную ширину 16 снова и снова, как производственный станок.
Если это описание похоже на 80% того, что вы делаете, зачем вы ищете тонны усилия, которые не будете использовать?
А теперь наоборот.
Если вы не делаете коробки — только прямые кронштейны, пластины, косынки — вам вовсе не нужны съёмные пальцы. Никаких съёмных пальцев.
Цельный прямой листогиб жёстче по кромке зажима, потому что между сегментами нет швов. Меньше соединений. Меньше проблем с выравниванием. Лучше распределение нагрузки. Для прямых сгибов такая простота — это и есть прочность.
И вот здесь новички обычно спотыкаются: у листогибов прессового типа есть своя кривая обучения. Подбор матрицы, соотношение ширины матрицы и толщины материала, компенсация пружинения, установка заднего упора. Конечно, вы можете сгибать простые кронштейны на прессе. Но для тонкого материала ручной прямой листогиб дает тактильную обратную связь, которую вы чувствуете руками. Вы знаете, когда металл начинает течь. Вы “подкрадываетесь” к углу, а не угадываете усилие.
Как‑то я деформировал лист толщиной 18 га при попытке “слегка подогнуть” неглубокий кронштейн на прессе, где V‑матрица была слишком широкой. Металл провалился глубже, чем я ожидал, прежде чем начал течь, и я превысил угол в одно мгновение. На ручном листогибе я бы почувствовал этот переход.
Если вы делаете только прямые кронштейны из листа 14–16 га, конечно — пресс‑листогиб начинает иметь смысл. Но если вы работаете с тонким листом, съемные пальцы — это лишняя сложность, которая вам не нужна, а гидравлическое усилие решает задачу, с которой вы почти не сталкиваетесь.
А что если ваша работа не делится так однозначно?
Вот где живет настоящее взрослое принятие решений.
Горькая правда: вы не делаете домашнюю мастерскую «на вырост», покупая промышленную мощность, которой воспользуетесь дважды в год.
Если большинство ваших работ — тонкие корпуса, купите лучший ручной короб‑и‑пан листогиб, который позволяет ваш бюджет, и настройте его как следует. Пусть он властвует в мире 18–20 га. Смиритесь, что цельный лист 16 га — его верхний предел, а не повседневная нагрузка.
А когда понадобится согнуть лист толщиной 1/4 дюйма или длинные участки 14‑го калибра, арендуйте пресс‑время или заплатите местному цеху за эти конкретные гибы. Даже с учетом современных электрических пресс‑листогибов, ставших чище и требующих меньше обслуживания, они по‑прежнему стоят немалых денег, занимают место и окупаются только при постоянных тяжелых работах.
Однажды я пытался оправдать покупку гидравлической установки на 20 тонн, потому что у меня на горизонте было два проекта с толщиной 3/16 дюйма. Когда я посчитал стоимость оснастки и усиление пола, которое потребовалось бы, понял, что могу годами платить мастерской за гибку этих деталей, прежде чем окуплю такую покупку. Я оставил свой ручной листогиб. Не пожалел.
Вот взгляд, который я хочу, чтобы вы запомнили: мысленно разделяйте геометрию и усилие.
Ручной пальцевой листогиб = решает задачу геометрии для тонколистовых коробок.
Пресс‑листогиб = решает задачу усилия для толстого материала и серийного производства.
Когда вы перестаете смешивать эти понятия в мифический “пальцевой пресс‑листогиб”, выбор покупки становится скучным — в хорошем смысле. Посмотрите на свои последние десять проектов. Посчитайте, сколько из них были «коробками для пиццы» из листа тоньше 20 га. Если восемь или больше — вы уже знаете ответ.
А если когда‑нибудь соотношение перевернется — если тяжелый лист станет нормой — это не вопрос «апгрейда».
Это уже другая мастерская.


















