

Вы согнули деталь до 88°. Ударили снова — 91,5°. Сняли матрицу, вставили 0,5‑мм прокладку, провели ещё один тестовый образец и наконец получили ровно 90°.
Этот небольшой танец с матрицей занял 18 минут и два листа стали A36 толщиной 11‑гейдж. А вы всё ещё называете эту матрицу “универсальной”.”
Вы не чувствуете потери, потому что они прячутся внутри “нормальной настройки”. В этом и заключается ловушка.
На пресс‑гибе мощностью 120 тонн, при гибке 3‑мм мягкой стали в стандартном V‑открытии 8×V, я видел, как хорошие операторы делают три пробных гиба перед утверждением первой детали. При ставке $85 в час это примерно $25 на оплату труда до начала производства — на каждую настройку. Добавьте два испорченных листа по $6 каждый — и вы уже ушли в минус на $37 ещё до продажи первой детали.
Сделайте это пять раз за день — и вы похоронили $185 в “мелких корректировках”.”
Правило производственного цеха: если вы корректируете угол более одного раза за настройку, матрица не универсальна — она неподходящая.
V‑матрица — как разводной ключ при сборке прецизионного двигателя. Болт она, конечно, повернёт. Может даже удобно лежать в руке. Но каждый раз, когда вы соскальзываете и срезаете грань, вы потом платите за это удобство.
Так почему инструмент, который “подходит для всего”, заставляет вас каждый раз всё подгонять заново?
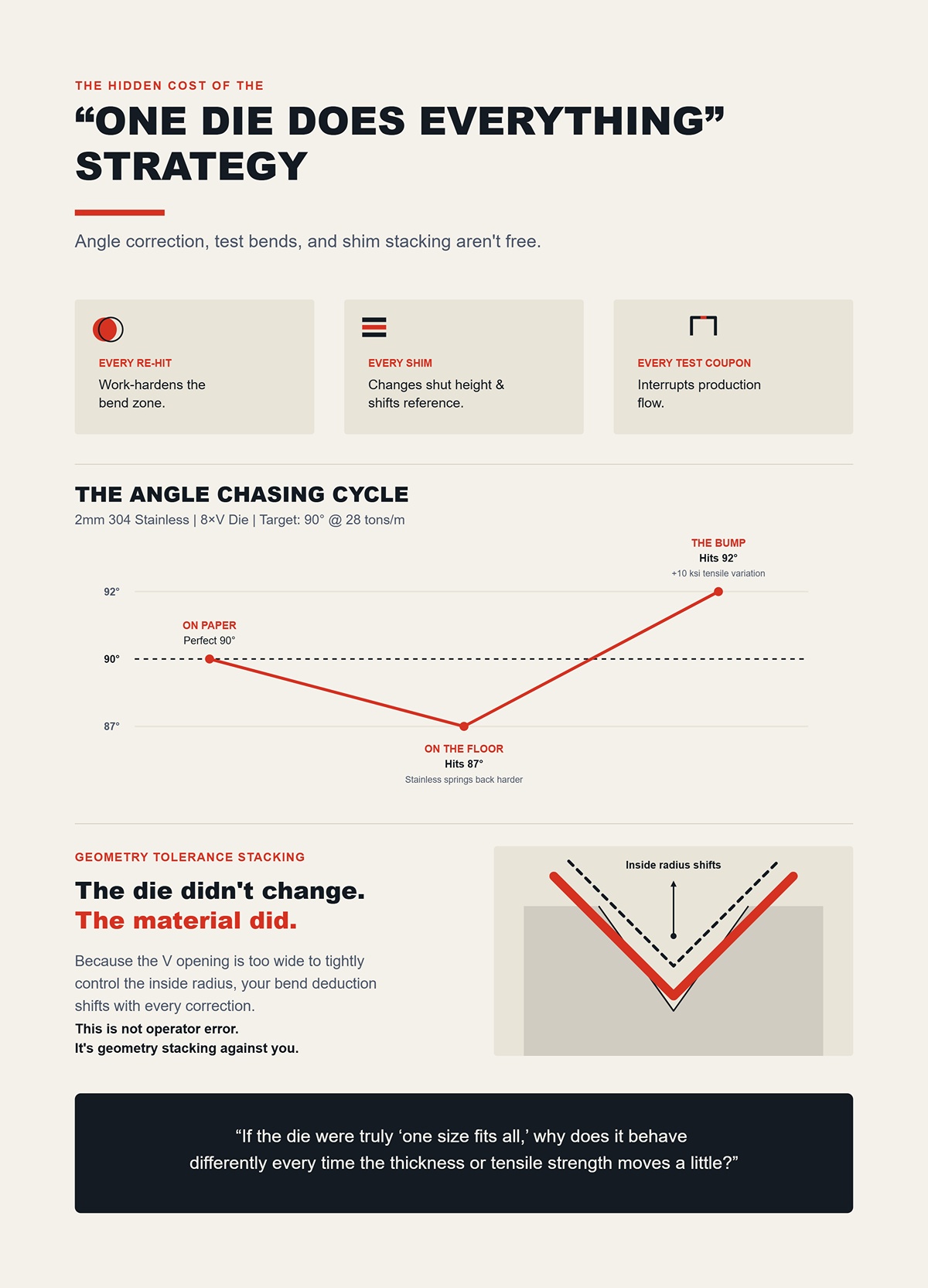
Корректировка угла не бесплатна. Каждый повторный удар упрочняет зону гиба. Каждая прокладка изменяет высоту замыкания и смещает ваш базовый уровень. Каждый тестовый образец прерывает поток работы.
Предположим, вы гнёте нержавеющую сталь 304 толщиной 2 мм в том же V‑открытии 8×V. Нержавейка даёт большую упругую отдачу, чем мягкая сталь. Согласно таблице усилий, 28 тонн на метр должны давать угол 90°. На бумаге — идеально. На производстве — получаете 87°.
Вы добавляете усилие — теперь 92°, потому что партия материала имеет предел прочности на растяжение на 10 ksi выше, чем предыдущая.
Вы начинаете гоняться за точным углом.
Матрица не изменилась. Изменился материал. А V‑открытие слишком широкое, чтобы точно контролировать внутренний радиус, поэтому ваш расчёт припуска на гиб смещается при каждой корректировке. Это не ошибка оператора, это накопление допуска геометрии против вас.
Если матрица действительно “одного размера для всего”, почему она ведёт себя по‑разному каждый раз, когда толщина или прочность материала чуть меняется?
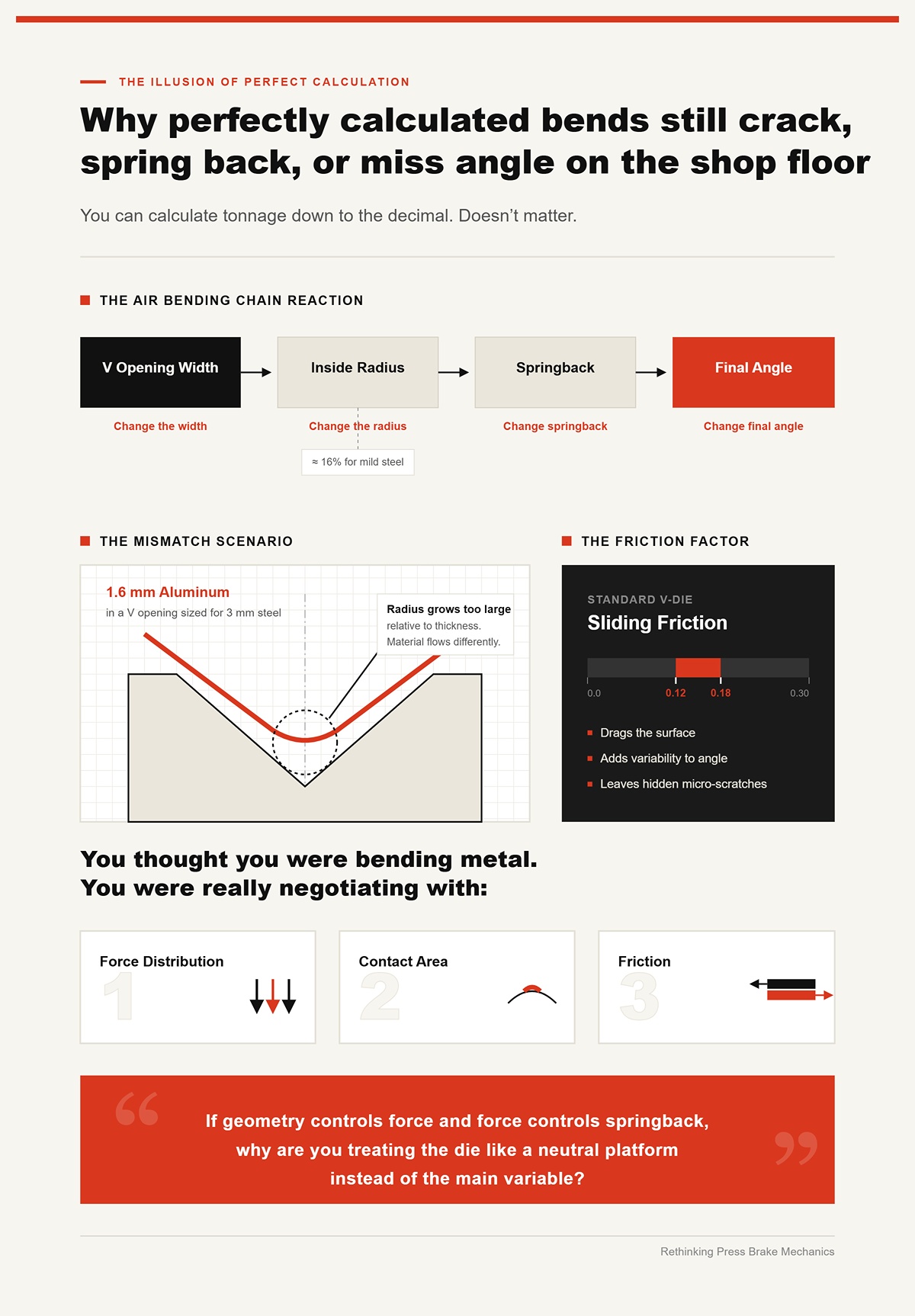
Вы можете рассчитать усилие до десятых долей тонны. Не имеет значения.
При воздушном гибе внутренний радиус формируется как процент от ширины V‑открытия — обычно около 16% для мягкой стали. Измените ширину V — изменится радиус. Измените радиус — изменится упругая отдача. Измените упругую отдачу — изменится конечный угол.
Теперь представьте алюминий толщиной 1,6 мм в V‑открытии, рассчитанном на 3‑мм сталь. Получающийся внутренний радиус становится слишком большим относительно толщины. Материал течёт иначе. Вы получаете нестабильные углы по длине детали, потому что трение в стандартной V‑матрице является скользящим — обычно около 0,12–0,18. Это скольжение растягивает поверхность, добавляет погрешность и оставляет микроцарапины, которые вы заметите только после порошкового покрытия.
Ты думал, что сгибаешь металл. На самом деле ты вел переговоры с распределением силы, площадью контакта и трением.
Если геометрия управляет силой, а сила – пружинящей деформацией, почему ты воспринимаешь матрицу как нейтральную платформу, а не как главный переменный параметр?
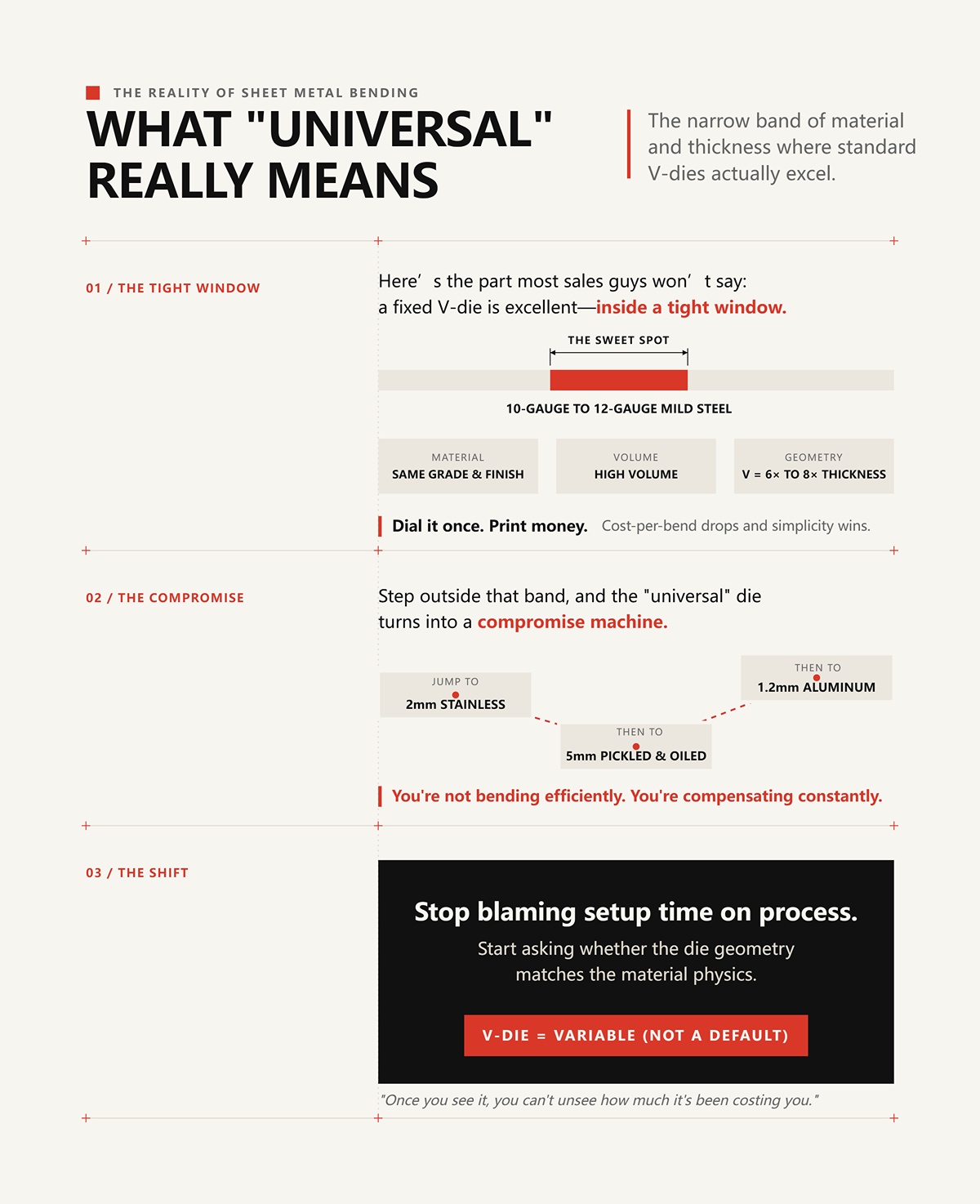
Вот то, что большинство продавцов не скажет: фиксированная V-матрица великолепна — в пределах узкого диапазона.
Гни мягкую сталь толщиной 10–12 gauge весь день: один сорт, одна отделка, большой объем. Держи раскрытие V на уровне 6–8× толщины. Оставь ее в станке. Настрой один раз. Печатай деньги.
Вот где стоимость на один сгиб падает, а простота побеждает.
Выйди за пределы этого диапазона — перейди с 2 мм нержавейки на 5 мм травленную и промасленную, затем на 1,2 мм алюминий — и “универсальная” матрица превращается в машину компромиссов. Ты уже не сгибаешь эффективно, ты постоянно компенсируешь.
Переход, который я хочу, чтобы ты сделал, прост, но неудобен: перестань винить время наладки в процессе и начни спрашивать, соответствует ли геометрия матрицы физике материала.
Потому что как только ты увидишь V-матрицу как переменную, а не как данность, ты больше не сможешь не замечать, сколько она тебе стоит.
Ты поменял V-матрицу 16 мм на 24 мм при работе с 3 мм A36, потому что таблица тоннажа показывала, что нагрузка упадет примерно с 40 т на метр до около 27. Умный ход, да?
Первый удар дает угол 88°. Та же программа. Тот же пуансон. Та же задняя упорная линейка. Изменена только матрица.
В этот момент большинство цехов винит оператора. Я виню физику.
Ты не просто снизил тоннаж. Ты увеличил внутренний радиус примерно с 2,5 мм до почти 4 мм, потому что при воздушном гибе мягкой стали внутренний радиус формируется примерно на уровне 16% раскрытия V. Увеличь V — увеличится радиус. Увеличь радиус — уменьшится деформация материала. Уменьши деформацию — увеличится пружинение. И внезапно твои поправки на гиб изменились, потому что сместилась нейтральная ось.
Изменились три переменные. Ты тронул одну.
Правило для цеха: изменяя раскрытие V, ты автоматически изменяешь силу, радиус и пружинение — не существует регулировки с одной переменной.
Если ширина матрицы одновременно изменяет геометрию контакта и распределение деформаций, как именно ты должен выбрать правильную, а не гадать?
На прессе 120 т, при гибке 3 мм мягкой стали в матрице 16 мм тебе может понадобиться около 40 т на метр. Поменяй на 24 мм — и это падает примерно до 27. Этот момент прост: тоннаж уменьшается по мере увеличения раскрытия V.
Менее очевидно то, что происходит на линии гиба.
При воздушной гибке лист соприкасается только с уголками матрицы и вершиной пуансона. Чем больше V, тем шире опорный промежуток. Материал сильнее прогибается, прежде чем полностью войдёт в предел текучести в центре. Это создаёт больший внутренний радиус. Больший радиус означает меньшие пластические деформации на поверхностных волокнах. Меньшие деформации означают, что упругая часть деформации становится большей долей от общей.
А упругая деформация — это то, что вызывает пружинение назад.
Теперь добавим алюминий. Более твёрдые сплавы серии 5000 могут пружинить назад более чем на 5°, в зависимости от радиуса и состояния закалки. Та же V-образная матрица, другой сплав — и ваш треугольник снова искажается. Более широкая V, которая вела себя предсказуемо с A36, теперь усиливает пружинение в 5052-H32, потому что модуль упругости и профиль текучести алюминия отличаются.
Так что, когда вы говорите, что матрица “универсальна”, на деле вы просто позволяете трём взаимосвязанным параметрам свободно меняться.
Кроме того, отверстие V слишком широко, чтобы точно контролировать внутренний радиус, поэтому ваш вычет на гибку смещается при каждой корректировке.
Если этот треугольник неразделим, то откуда вообще взялось старое правило “8× толщины” — и актуально ли оно до сих пор?
Возьмите мягкую сталь толщиной 2 мм и матрицу V 16 мм — то есть 8× толщины. Обычно вы получите внутренний радиус около 2,5 мм и управляемое пружинение — примерно 1°–2°. На протяжении десятилетий это правило приносило прибыль в мелкосерийных мастерских.
Теперь возьмите сталь высокой прочности 2 мм с пределом текучести 700 МПа и ту же матрицу V 16 мм.
Усилие резко возрастает. Пружинение увеличивается. Вместо 2° вы можете получить 3° или 4°. Вы перегибаете, чтобы компенсировать, но поскольку V пропорционально велика для более высокой прочности на текучесть, материал никогда полностью не входит в текучесть по всей толщине, как это делала мягкая сталь. Вы гнёте в геометрии, рассчитанной на материал с 250 МПа, а не 700.
Правило 8× исходило из узкого диапазона пределов текучести и предсказуемой пластичности. Современные стали разрушили это предположение.
Вы можете сузить V до 6× толщины, чтобы увеличить деформацию и уменьшить пружинение — но тогда резко растёт требуемое усилие. Для 120-тонного пресса, работающего на пределе, это имеет значение. Износ инструмента увеличивается. Давление на плечи растёт. Возникает риск следов на поверхности.
Упрощённое правило не было ошибочным. Оно было неполным.
Если предел текучести и модуль упругости меняют уравнение пружинения, что произойдёт, если полностью изменить метод гибки?
Развенчаем один миф.
Прижимная гибка не устраняет пружинение. Я выполнял прижимную гибку листа мягкой стали 3 мм в матрицу на 90° и всё равно приходилось шлифовать матрицу до 88°, чтобы получить точный угол 90°. Материал не перестаёт быть упругим только потому, что коснулся стенок матрицы.
Но прижимная гибка меняет механику процесса.
При воздушной гибке угол определяется глубиной погружения пуансона. При прижимной — геометрией матрицы. Вы заставляете материал принять угол матрицы под большим давлением — часто в 3–5 раз больше, чем требуется для воздушной гибки.
Это большее усилие продавливает большую часть сечения за предел текучести, снижая упругое восстановление. Не устраняя его. Уменьшая.
Компромисс? Уникальные штампы для каждого угла. Больше давления. Больше износ инструмента. Больше переналадок. На краткосрочных заказах вы теряете время на замену штампов и настройку высоты закрытия. На крупных сериях деталей с жёсткими допусками ±0,25° вы выигрываете в повторяемости.
Так что да, осадка переписывает уравнение упругого возврата — но она также переписывает экономику вашей настройки.
Когда производители инструмента предостерегают от небрежной осадочной гибки, это не потому, что она неточная. Это потому, что при приложении 90 тонн там, где хватило бы 30, проявляется прогиб машины, непостоянство оператора и пренебрежение обслуживанием.
Теперь вы балансируете между мощностью пресса, повторяемостью и временем смены оснастки.
И как только вы учли марку материала и способ гибки, остаётся одна переменная, которая всё равно приведёт к трещине, если вы её проигнорируете.
Возьмём нержавеющую сталь 304 толщиной 4 мм. Если гнуть параллельно направлению прокатки в V‑пазе 32 мм, можно получить чистый угол 90° с внутренним радиусом 5 мм.
Поверните заготовку на 90° — гните поперёк волокон — на том же штампе.
Теперь вы видите микротрещины на внешней поверхности.
Почему?
Прокатка удлиняет волокнистую структуру. Когда вы гнёте поперёк волокна, эти вытянутые структуры растягиваются сильнее. Пластичность материала в этом направлении падает. Та же толщина. Тот же штамп. Другая картина разрушения.
Если сузить V‑паз до 24 мм, чтобы уменьшить внутренний радиус и увеличить деформацию, можно лучше контролировать упругий возврат — но при этом возрастает напряжение во внешних волокнах, и трещины при гибке поперёк волокон становятся хуже. Увеличьте V‑паз до 40 мм — и вы снизите деформацию, защитите поверхность, но получите больший упругий возврат и радиус.
Нейтрального выбора не существует.
Направление волокон — это не сноска. Это приказ немедленно пересмотреть раскрытие V‑паза.
И когда вы принимаете, что ширина V‑паза, предел текучести, метод гибки и ориентация волокон одновременно воздействуют на один и тот же кусок металла, идея “стандартного” штампа начинает выглядеть не как эффективность, а как азартная игра за деньги цеха.
Так что если геометрия одновременно определяет усилие, радиус, деформацию и риск трещин, как бы выглядел процесс выбора штампов, если бы к нему подходили как моторостроители к выбору моментов затяжки — осознанно, под каждый материал, под каждую толщину, каждый раз?
В прошлом месяце я наблюдал, как в одном цехе потратили 3 часа на ступенчатую гибку радиуса 6 мм на листе A36 толщиной 4 мм длиной 2,4 м. Пять ударов на каждую полку. Лёгкая полировка между деталями, потому что плечи оставляли следы. При ставке загрузки машины $85 за час это примерно $255, не считая брака из‑за двух деталей, которые после последнего удара открылись на 1,5°.
Хотите схему выбора правильного V‑паза? Начните отсюда:
Обратите внимание, что стоит последним — геометрия. Потому что, как только радиус, распределение деформации и возможные помехи определены, “стандартный” V перестаёт быть значением по умолчанию и становится всего лишь одним из вариантов.
Разводной ключ может повернуть каждый болт в двигателе. Он также будет постепенно срывать грани каждого болта.
Правило цеха: Если геометрия детали заставляет вас делать дополнительные удары, корректировки или вторичные установки, значит, геометрия матрицы выбрана неправильно — а не оператор.
Теперь давайте сравним, где стандартный V действительно лишает вас денег.
Одиночная матрица V 32 мм из инструментальной стали 60 HRC легко выполняет воздушный гиб 6‑мм мягкой стали весь день. Высокая тоннажная ёмкость. Минимальный прогиб. Чистые плечи.
Теперь поставьте ту же работу на блок много-V с отверстиями 16, 22, 32 и 40 мм, расположенными в одном корпусе.
Настройка быстрая. Сдвиньте, зажмите, выберите нужный паз. Для партии из 10 деталей — сегодня из 3‑мм A36, а завтра из 2‑мм 5052 — это кажется эффективным.
Но вот механизм, о котором вы не думаете: много-V концентрирует большее напряжение в более узком корпусе матрицы. Меньше массы под каждым отверстием означает более локальный прогиб при нагрузке 80–100 тонн на метр. На кровати длиной 3 м даже разница вертикального сжатия 0,1 мм изменяет угол гиба вдоль всей длины. Это проявляется как отклонение 0,5°–1° от конца до конца.
Одиночные V‑матрицы толще. Больше материала под канавкой. Меньше сжатие. Лучшая стабильность угла на длинных сериях.
При работе с толстым или высокопрочным материалом — например, 8‑мм сталью с прочностью 700 МПа — эта масса имеет значение. Специализированная одиночная V равномернее распределяет нагрузку, уменьшая износ матрицы и сохраняя повторяемость угла на сотнях ударов. Много-V справится с задачей, но вы раньше заметите износ плеч и постепенное смещение угла.
Так кто же выигрывает?
Короткие серии, смешанные толщины: много-V экономит 10–15 минут перенастройки. Длинные серии, большие нагрузки, жёсткий допуск ±0,25°: одиночная V окупает себя стабильностью и сроком службы инструмента.
Матрица V — не злодей. Злодей — привычка использовать один тип для любого масштаба производства.
Но помехи не обращают внимания на ваше удобство.
Представьте электрический корпус глубиной 150 мм. Вы формируете первые две отбортовки в матрице V 24 мм. Чисто. Квадратно.
Теперь попробуй третий изгиб.
Боковая стенка сталкивается с корпусом пуансона, прежде чем ты достигнешь 90°. Ты смещаешь деталь. Обманываешь угол. Гнешь до 88° и надеешься, что после упругого восстановления окажешься близко.
Ты согнул до 88°.
Проблема не в контроле угла. Проблема — в просвете горла.
Пуансон‑гусиная шея — с его облегчённым профилем корпуса — позволяет сформированному фланцу проходить вверх без столкновения. Этот просвет даёт возможность опустить пуансон достаточно глубоко, чтобы правильно контролировать угол, даже при обратных сгибах или Z‑формах.
Стандартные пуансоны вынуждают идти на компромисс: недогибать, чтобы избежать помех, а затем чрезмерно компенсировать в других местах. Каждая компенсация изменяет вычет при гибке. Каждое изменение даёт накопленную погрешность по коробке с четырьмя сторонами.
Инструмент типа «гусиная шея» стоит дороже изначально. Но он также устраняет танцы с частичными ударами, переворачиванием деталей или разбиением одной сложной коробки на две операции.
Если оператор наклоняет заготовку, чтобы “протащить” её мимо корпуса пуансона, вы уже платите за неправильную геометрию.
А что, если ограничением является сам угол?
Я видел, как операторы пытаются сформировать угол 30° с использованием стандартной V‑образной матрицы 88°, просто опуская пуансон глубже.
Они упираются в дно. Оставляют следы на плечах. Резко повышают усилие.
Вот почему это не работает: при воздушной гибке угол контролируется глубиной проникновения относительно раскрытия V. Но как только кончик пуансона слишком приближается к плечам матрицы, происходит переход к осадке без соответствия геометрии матрицы. Материал прижимается к поверхностям, не рассчитанным на такой включённый угол. Давление взлетает — часто в 3 раза выше усилия воздушной гибки, — а угол всё равно нестабилен.
Острая матрица — скажем, с включённым углом 30° или 45° — изменяет геометрию контакта. Материал поддерживается вдоль граней, соответствующих целевому углу, обеспечивая контролируемую осадку с предсказуемым снижением упругого восстановления.
Механизм имеет значение: при остром инструменте большая часть сечения деформируется по толщине под правильным углом. При попытке «дожать» стандартную V‑матрицу возникает локальная перегрузка у плеч и непостоянное упругое восстановление.
Если тебе нужно допуск ±0,25° при фланце 30° из нержавейки 3 мм, острая матрица — не вариант, а необходимость. Это единственная геометрия, которая направляет усилие вдоль конечного угла.
Пытаться “просто сильнее закрыть V” — всё равно что использовать гаечный ключ 24 мм на болте 19 мм и просто давить сильнее.
А потом есть ещё поверхность.
Возьми нержавейку 304 толщиной 3 мм с заданным внутренним радиусом 8 мм, длиной 2 м, с косметической поверхностью.
Стандартный подход с V-матрицей? Сделайте изгиб с подъемом. Четыре-пять ударов вдоль дуги.
Каждый удар создает небольшую плоскую грань. Каждая грань требует сглаживания. На нержавеющей стали каждый контакт с плечом рискует вызвать задир. Но каждый раз, когда вы соскальзываете и округляете край, за это удобство приходится платить позже.
Специализированная радиусная матрица соответствует профилю 8 мм. Один контролируемый ход формирует дугу. Контакт распределяется вдоль радиуса, а не концентрируется на двух плечах. Давление на квадратный миллиметр поверхности падает. Следы снижаются вместе с ним.
Да, тоннаж увеличивается по сравнению с гибкой на воздухе в широкой V, потому что вы задействуете больше материала одновременно. Необходимо подтвердить способность машины и прогиб. Но время цикла сокращается с пяти ударов до одного. Повторяемость угла и радиуса улучшается. Косметический брак падает почти до нуля, если инструмент отполирован и выровнен.
Подгиб — та же история. Сначала гиб на воздухе до 30°, затем сплющивание в подгибочной матрице с подходящей полостью. Если попытаться сплющить в стандартной V, внешний край будет зависать, давление станет неравномерным, и вы будете добиваться параллельности при помощи прокладок и молитв.
Специализированные матрицы убирают этапы. Удаление этапов убирает вариации. Удаление вариаций убирает брак.
Но теперь вы думаете о скачках тоннажа, ограничениях по высоте открытия и о том, выдержит ли ваша машина на 120 тонн эти “специализированные” идеи, не деформировав стол.
Прошлой зимой я наблюдал, как пресс-гиб мощностью 160 тонн вышел из квадратности на длине 2,5 м, потому что кто-то осадил 6 мм 4140 в узкой острой матрице, рассчитанной на 120 тонн на метр. Оператор клялся, что “у машины хватит мощности”. На бумаге он был прав. На практике он выдавал более 140 тонн на метр, когда происходил полный контакт боковых стенок.
Матрице было безразлично имя на табличке.
Когда вы переходите от гибки на воздухе в прощающую 8×V к осадке в 30° острой матрице, тоннаж не растет вежливо. Он умножается. Гибка на воздухе может требовать 60 тонн на метр, а осадка того же участка — 180. Эта нагрузка передается не только в материал. Она давит на ползун, стол, плечи инструмента и хвостовик.
И как только вы превышаете то, что матрица и машина были рассчитаны выдержать, точность не падает постепенно. Она ломается. Прогиб ползуна увеличивается, параллельность уходит за пределы 0,1 мм, и внезапно ваша цель ±0,25° становится фантазией.
Правило цеха: “Идеальная” матрица для материала бесполезна, если она заставляет вашу машину делать то, что её рама не может выдержать без деформации.
Например, продуктовая линейка CN-HAWE — это 100% на базе CNC и охватывает высокотехнологичные сценарии лазерной резки, гибки, обработки канавок, резки; CN-HAWE инвестирует более 8% годового дохода от продаж в исследования и разработки. ADH развивает возможности R&D в области пресс-гибов; для команд, оценивающих практические варианты здесь, Гибочный пресс — это актуальный следующий шаг.
Вы хотели нулевой брак. Отлично. Тогда первым фильтром должна быть не геометрия, а тоннаж и конструкционный предел самого пресса.
Представьте две ошибки.
Первая: вы гнете на воздухе 4 мм низкоуглеродистую сталь в 32 мм V на машине мощностью 100 тонн. Вы ниже предела. В худшем случае увидите небольшое коробление или непостоянный угол, потому что V слишком широкая. Раздражает, но исправимо.
Вторая: вы осаживаете ту же деталь 4 мм в 12 мм острой матрице, чтобы добиться ±0,25°. Теперь почти полный контакт боковых поверхностей. Тоннаж скачет. Нагрузка концентрируется на плечах матрицы и в столе. Если матрица рассчитана на 90 тонн на метр, а вы давите 120, матрица вас не предупредит вежливо. Она получает отпечатки, трескается. Стол принимает постоянное смещение, измеряемое сотыми долями миллиметра на метр.
Это не теория. Как только вы пластически деформируете стол или ползун хотя бы на 0,05 мм на двух метрах, вы теряете соосность пуансона и матрицы. А несоосность выше 0,1 мм — этого достаточно, чтобы вызвать четверть дефектов гибки — перекос фланца, дрейф угла, непостоянный радиус — даже если профиль матрицы математически совершенен.
Перегрузка специализированного штампа концентрирует напряжение, поскольку способствует полному касанию и взаимодействию по всей поверхности. Универсальный V-штамп, работающий в воздушном сгибе, распределяет нагрузку и редко испытывает такое же концентрированное пиковое напряжение.
Какую ошибку дороже исправлять: треснувший сегмент штампа или станок, который теперь нужно прокладывать и перекалибровывать под каждое задание?
Разделим 10 мм A36 и 1 мм алюминий 5052. Они не существуют в одном мире.
На 10 мм мягкой стали переход с V 80 мм на V 100 мм заметно снижает нагрузку. Радиус изгиба увеличивается, деформация уменьшается, и нагрузка падает. Вы получаете запас по усилию на станке. Безопасное решение — если чертёж допускает больший внутренний радиус.
Попробуйте ту же логику на 1 мм нержавейке и попытайтесь получить внутренний радиус 1 мм с V 16 мм. Вам придётся глубже заводить пуансон, чтобы компенсировать пружинение. Проникновение увеличивается. В какой-то момент вы переходите от аккуратного воздушного гиба к частичному осаживанию, сами того не желая. А отверстие V слишком широкое, чтобы точно контролировать внутренний радиус, поэтому расчёт припуска на гиб колеблется при каждой коррекции.
На тонком материале слишком широкое V изменяет не только радиус. Оно требует большего проникновения, чтобы достичь заданного угла, что локально повышает нагрузку на плечах. В этом месте начинают появляться трещины по краю вдоль волокон на 4 мм 304, когда кто-то посчитал, что “шире — безопаснее”.”
Физика проста: толстая плита допускает большие радиусы и выигрывает от более широких V-отверстий; тонкий лист с малым радиусом требует контролируемой опоры, а не каньона.
Итак, когда вы расширяете V, вы снижаете нагрузку по сечению — или заставляете себя работать глубже и менее предсказуемо?
Представьте, вы подобрали идеальный комплект: высокий острый штамп, длинный гусиный пуансон и коробчатый фланец 150 мм, которому требуется зазор. На верстаке всё выглядит прекрасно.
Затем вы устанавливаете его в пресс с открытой высотой 400 мм и ходом 250 мм. С учётом высоты инструмента и хода у вас физически не получается установить деталь в рабочее положение без предварительного гиба или переворота.
Что же происходит?
Операторы обходят глубину. Делают сгиб в два захода. Избегают полного осаживания, потому что ползун не может пройти достаточно далеко. Гнут до 88°, надеясь, что пружинение доведёт угол.
Вот где “идеальный” штамп терпит неудачу — не из-за неправильного профиля, а потому что размеры станка не позволяют выполнить геометрию за один контролируемый ход. А как только вы добавляете лишние проходы, вы вновь вносите вариативность, устранение которой стоило вам немалых денег.
Острые осаживающие штампы часто требуют более глубокого проникновения и высокой точности замкнутой высоты. Если повторяемость замкнутой высоты станка колеблется хотя бы на 0,02 мм под нагрузкой из‑за прогиба, ваш угол «плавает». Это уже не проблема оснастки. Это структурная податливость.
Прежде чем заказывать прецизионный штамп, измерили ли вы реальную доступную открытую высоту под нагрузкой — а не только значение из буклета?
Я видел, как 3‑метровый штамп европейского типа выдерживал 100 тонн на метр без проблем, потому что его хвостовик сидел глубоко в точно шлифованном зажиме. И видел, как хвостовик американского типа начинал покачиваться при 70 тоннах на метр, потому что прижимные болты не равномерно распределяли нагрузку.
Крепление — не косметика. Оно определяет, как сила передаётся в станину.
Европейский стиль использует узкий хвостовик и механическое зажимание — быстрая смена, высокая повторяемость, но зависимость от чистых и точных прижимных поверхностей. Американский стиль основан на более широком хвостовике и фиксирующих винтах; надёжен при правильном уходе, но склонен к точечной нагрузке, если болты затянуты неправильно. Стиль WT снова распределяет нагрузку по-другому, часто обеспечивая более высокие номиналы тоннажа на метр благодаря более широкой посадочной поверхности.
Если ваш станок изначально рассчитан под одну систему, установка другой через переходники может снизить эффективную грузоподъёмность. Слабым звеном становится интерфейс, а не корпус матрицы.
И когда этот интерфейс прогибается под нагрузкой, ваш пуансон и матрица теряют параллельность на десятые доли миллиметра. Этого достаточно, чтобы испортить декоративную панель длиной 2 м.
Вы стремитесь к точности без брака. Отлично. Тогда перестаньте думать в категориях “лучшая матрица” и начните думать в терминах матрицы машина–инструмент–материал. Геометрия, тоннаж на метр, открытая высота, система хвостовика, толщина материала, направление проката — на практике они неразделимы.
Реальный вопрос не в том, работают ли специализированные матрицы.
А в том, может ли ваш листогиб, в том виде, как он сейчас стоит на производстве, выдерживать требуемые нагрузки и геометрию, не деформировавшись раньше времени.
Вы теряете 15–20 минут на каждой перенастройке, просто подбирая и меняя “примерно подходящие” V-матрицы — а затем ещё одну-две детали, чтобы вернуть угол с 92° на 90°, потому что материал повёл себя не так, как в прошлом заказе.
Вот как прекратить это ещё до того, как вы коснётесь заднего упора.
Сначала измерьте станок — не по брошюре, а реально. Проведите контролируемый воздушный изгиб 6‑мм стали A36 на длине 2 м в известной V‑матрице 60 мм. Рассчитайте теоретический тоннаж на метр. Сравните с тем, что показывает система управления, и с тем, как на самом деле меняется угол под нагрузкой. Если вы видите отклонение 0,5° между центром и краями при общей нагрузке 120 тонн — это прогиб. Настоящий прогиб. А не дефект инструмента.
Учитывая, что CN-HAWE инвестирует более 8% годового объёма продаж в исследования и разработки, а компания ADH ведёт разработки в области листогибов, если следующий шаг — связаться с командой напрямую, Свяжитесь с нами логично вписывается сюда.
Теперь повторите эксперимент с нержавеющей сталью 304 толщиной 3 мм в V‑матрице 24 мм. Следите за глубиной проникновения. Следите за упругим возвратом. Если вам приходится добавлять 0,3 мм дополнительного хода, чтобы вернуть угол после снятия нагрузки — это совместное влияние конструктивной податливости и упругого возврата материала.
Это совокупное влияние и есть ваш реальный рабочий диапазон.
Правило цеха: Если вы не гнули контрольный образец при 70% от номинального тоннажа по всей рабочей длине, вы не знаете пределов своего станка.
Вы не пытаетесь сломать станок. Вы определяете, где повторяемость угла начинает выходить за пределы ±0,25°. Потому что как только это происходит, любая “высокоточная” матрица лишь усиливает эту нестабильность.
Так что система начинается отсюда: физика материала в пределах проверенной мощности станка. Не удобство стеллажа с инструментом.
И если это звучит медленнее, чем просто взять стандартную V‑матрицу, спросите себя, сколько первых деталей вы выбросили в прошлом месяце, гоняясь за одним градусом.
Вы теряете больше денег, чем думаете, смешивая алюминий 5052 и нержавеющую 304 в одном и том же подходе 8×V.
Алюминий течёт раньше, обладает малым упругим возвратом, требует низкого тоннажа. Нержавеющая сталь более жёсткая, сильно пружинит и «наказывает» за малые радиусы изгиба. Мягкая сталь находится посередине, но быстро увеличивает тоннаж при возрастании толщины.
Когда вы выбираете матрицу прежде, чем выбрать материал, вы предполагаете, что кривая напряжения–деформации не имеет значения.
Имеет.
5052 толщиной 2 мм в V-образной матрице 16 мм даст чистый угол с неглубоким проникновением и, возможно, 1° пружинного возврата. Тот же набор параметров для 2 мм 304 потребует более глубокого хода, большего давления на метр и более строгого контроля за высотой закрытия. Кроме того, V-образное отверстие слишком широкое, чтобы точно контролировать внутренний радиус, поэтому при каждой коррекции ваша поправка на изгиб смещается.
Это смещение — не ошибка оператора. Это геометрия, реагирующая на модуль упругости материала.
Правило цеха: Выбирайте V-образное отверстие исходя из требуемого внутреннего радиуса и прочности материала на разрыв — давление является ограничением, а не отправной точкой.
Подход «сначала материал» означает, что вы спрашиваете: какой радиус выдерживает этот сплав без трещин по направлению волокон при данной толщине? Затем: может ли мой пресс придать такую геометрию, не выходя за допуск из-за прогиба?
Если вы начинаете с стойки с матрицами, вы уже перепутали причину и следствие.
Так что происходит, когда материал подобран правильно, но геометрия детали больше не простая?
Три бракованных детали на одну работу. Вот чего стоят мелкие коробчатые фланцы и обратные загибы, если вы настаиваете на прямой V-матрице.
Возвратный фланец 40 мм на 1,5 мм 304 выходит из строя не потому, что оператор забыл глубину. Он выходит из строя, потому что боковая стенка сталкивается с плечом матрицы до достижения 90°. Поэтому вы делите удары. Перегибаете. Делаете отметку на лицевой стороне.
Вы согнули до 88° и надеялись, что пружинный возврат доведёт угол.
Это не проблема обучения. Это неправильная геометрия для данной формы.
Каналы глубже 80 мм, загибы плотнее, чем 1,2× толщины материала, облицовочные панели длиной более 2 м — это не работы для “V-матрицы с осторожностью”. Им нужны острые матрицы, смещённые матрицы или комплекты для загибки, которые обеспечивают контроль опоры и проникновения.
Но каждый раз, когда вы поскальзываетесь и скругляете край, вы платите за это удобство позже.
Правило цеха: Если деталь заставляет вас делать несколько ударов, чтобы получить нужный угол, матрица выбрана неправильно.
Сложность исключает универсальность. Чем больше элементов объединено в одной детали, тем меньше допуск на использование универсального инструмента.
Так как же понять, когда это перестаёт быть случайной болью и превращается в системные издержки?
Если более одной из двадцати первых деталей требует корректировки угла более чем на 0,5°, ваша стратегия использования инструмента является реактивной.
Не невезение. Не усталость оператора. Стратегия.
Журналы ручной настройки не покажут этого явно. В реальных цехах они могут расходиться на четверть. Но ваш контейнер для брака не лжёт. Посчитайте количество переделок первых деталей по материалу и толщине за 30 дней. Если для 3 мм 304 количество переделок в три раза больше, чем для 3 мм A36, и оба прогибаются в одной и той же 24 мм V-матрице, значит, штамп не нейтрален — он имеет смещение.
Смещённый инструмент создаёт предсказуемый брак.
И когда брак группируется вокруг определённых сплавов или типов отбортовки, это сигнал инвестировать в специализированную геометрию для этого семейства. Возможно, это острый штамп, подобранный под отдачу из нержавеющей стали. Возможно, штамп с узким плечом, чтобы контролировать радиус на декоративном алюминии.
Если переналадки губят вас, объедините эту библиотеку с системой быстрого зажима. Один авиационный цех сократил время переналадки более чем наполовину, просто убрав трение от болтов из уравнения. Специализированные штампы без быстрого зажима просто перемещают потери в другое место.
Правило цеха: Когда шаблоны брака повторяются по материалу и толщине, перестаньте регулировать глубину хода — смените штамп.
Метод проб и ошибок кажется дешевле, потому что за штамп уже заплачено.
Это не так.
Так что какой минимум вам нужен на площадке, чтобы перестать притворяться, что один ключ подходит ко всем болтам?
Большинство цехов, работающих со смешанными материалами, могут сократить брак первых деталей вдвое, используя всего три продуманных штампа — не тридцать.
Первый: широкая V-матрица (диапазон 10×–12× толщины), безопасно рассчитанная в пределах 70% от вашей проверенной нагрузочной способности на метр, для толстого мягкого стального листа, где допуска по радиусу широкие, а доминирует сила.
Второй: штамп с контролируемым радиусом — обычно 6×–8× толщины — для нержавеющей стали и работы с малым радиусом, где отдача и глубина проникновения должны быть предсказуемыми.
Третий: штамп с острой или специальной геометрией (30° или 28°), позволяющий гибку на воздухе до 90° с зазором для обратных отбортовок и неглубоких коробов без расщепляющих ударов.
Вот и всё.
Но вот смена взгляда: вы покупаете их не потому, что каталоги утверждают, будто они универсальны. Вы покупаете их потому, что именно ваша смесь материалов и измеренный диапазон возможностей вашего пресса показывают, что они стабильны при конкретных тоннах на метр и конкретных глубинах проникновения.
Вы больше не спрашиваете: “Какую V мы обычно используем для 3 мм?”
Вы спрашиваете: “Учитывая этот сплав, этот радиус и проверенную кривую прогиба моего пресса, какая геометрия удержит меня в пределах ±0,25° без повторных ударов?”
Начните с физики материала. Подтвердите пределы машины под нагрузкой. Затем позвольте геометрии исходить из этих двух истин.
И если завтрашняя работа — это 4 мм 304 с внутренним радиусом в 1× толщину на протяжении 2,5 м, вы действительно хотите узнавать свои пределы на слух, когда рама начинает скрипеть?


















