

Tu l’as plié à 88°. Un autre coup. 91,5°. Tu as retiré la matrice, glissé une cale de 0,5 mm, lancé un nouveau coupon d’essai, et enfin obtenu 90°.
Cette petite danse vient de brûler 18 minutes et deux flans de A36 calibre 11. Et tu appelles encore cette matrice “ polyvalente ”.”
Tu ne ressens pas le gaspillage parce qu’il se cache dans le “ réglage normal ”. C’est le piège.
Sur une presse plieuse de 120 tonnes, en pliant de l’acier doux de 3 mm dans une ouverture standard 8×V, j’ai vu de bons opérateurs faire trois essais avant l’approbation du premier article. À un tarif d’atelier de $85 de l’heure, cela représente environ $25 de main-d’œuvre avant même le début de la production — par réglage. Ajoute deux flans mis au rebut à $6 chacun et tu es déjà à $37 avant d’avoir vendu une pièce.
Fais cela cinq fois par jour et tu as enterré $185 dans des “ ajustements mineurs ”.”
Règle de l’atelier : si tu corriges l’angle plus d’une fois par réglage, la matrice n’est pas polyvalente — elle est mal adaptée.
Une matrice en V, c’est comme une clé à molette dans un montage de moteur de précision. Elle peut tourner le boulon. Elle peut même sembler agréable en main. Mais chaque fois que tu glisses et arrondis une arête, tu paies cette commodité plus tard.
Alors pourquoi un outil qui “ fonctionne pour tout ” te force-t-il à tout réajuster ?
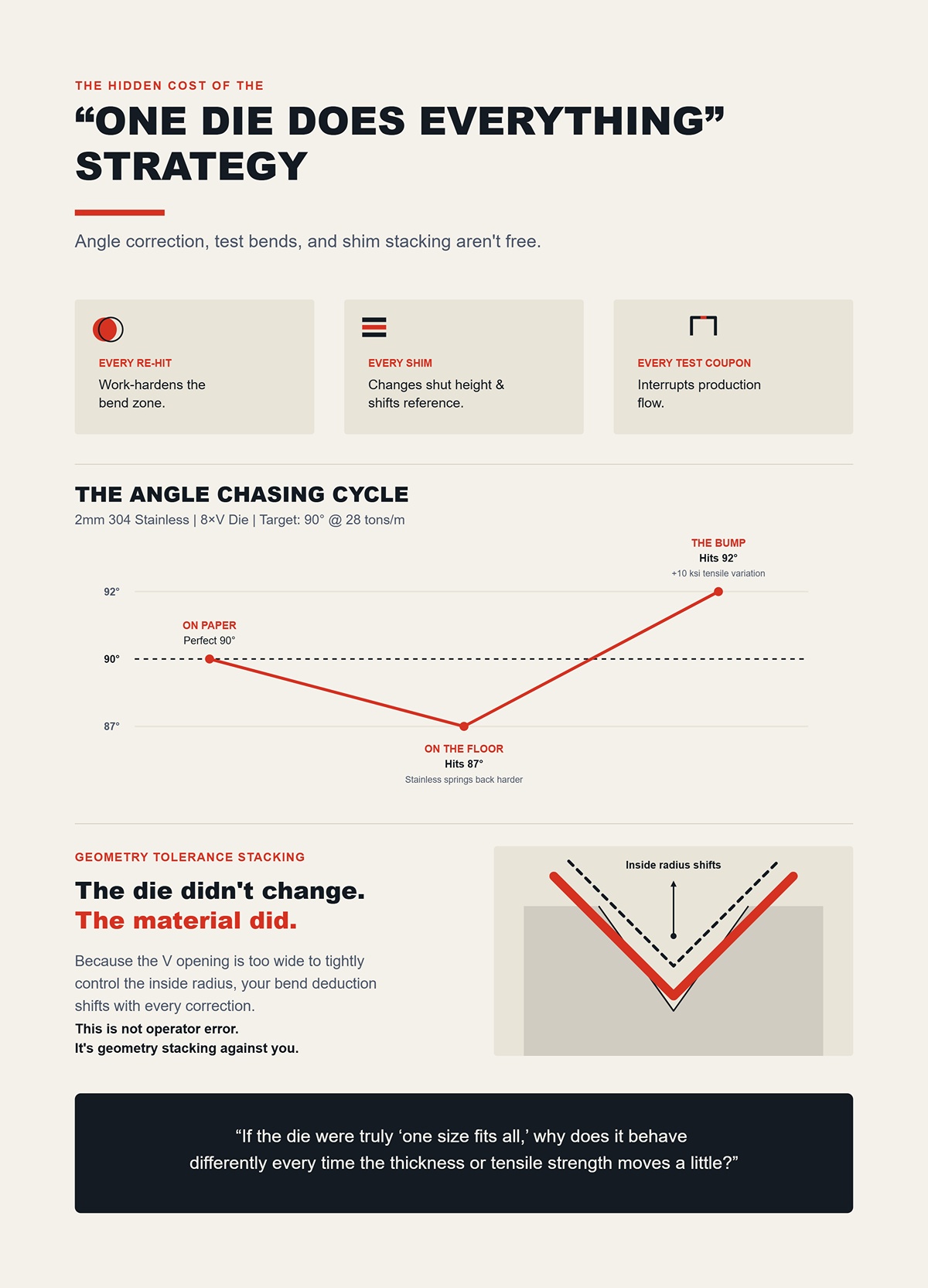
La correction d’angle n’est pas gratuite. Chaque nouveau pli durcit la zone de courbure. Chaque cale modifie la hauteur de fermeture et déplace ta référence. Chaque coupon d’essai interrompt le flux.
Supposons que tu travailles avec de l’inox 304 de 2 mm dans ce même 8×V. L’inox a un retour élastique plus important que l’acier doux. Ton tableau de tonnage indiquait 28 tonnes par mètre pour atteindre 90°. Sur le papier, parfait. Sur le plancher, tu obtiens 87°.
Alors tu donnes un coup supplémentaire. Maintenant c’est 92°, parce que le lot de matériau a une résistance à la traction supérieure de 10 ksi à celle de la dernière palette.
Tu commences à le poursuivre.
La matrice n’a pas changé. Le matériau, si. Et l’ouverture en V est trop large pour contrôler précisément le rayon intérieur, donc ta déduction de pli varie à chaque correction. Ce n’est pas une erreur d’opérateur. C’est la tolérance géométrique qui s’empile contre toi.
Si la matrice était vraiment “ universelle ”, pourquoi se comporte‑t‑elle différemment chaque fois que l’épaisseur ou la résistance à la traction change un peu ?
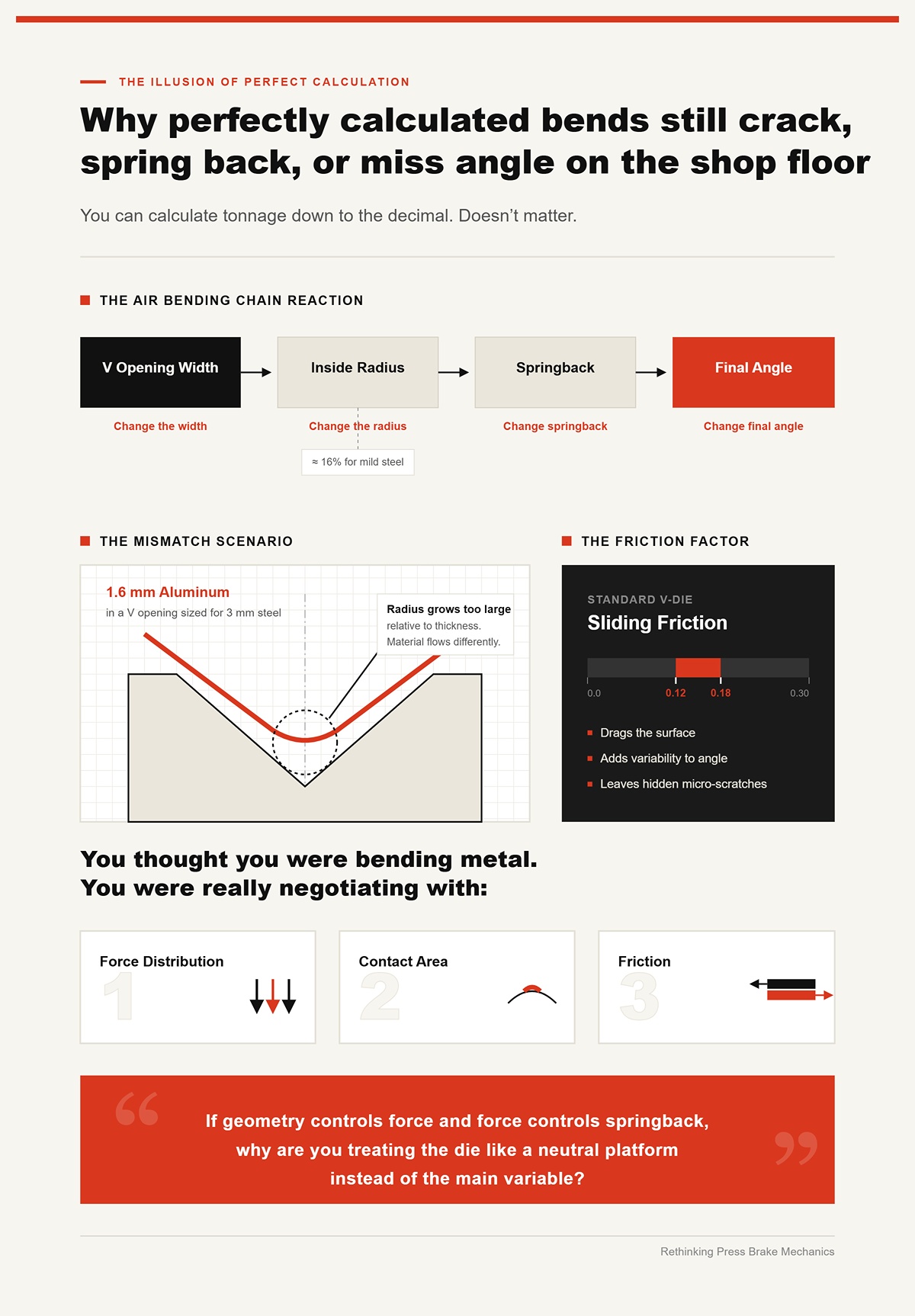
Tu peux calculer le tonnage au dixième près. Cela ne change rien.
En pliage à l’air, le rayon intérieur se forme comme un pourcentage de l’ouverture en V — typiquement autour de 16% pour l’acier doux. Change la largeur du V, tu changes le rayon. Change le rayon, tu modifies le retour élastique. Change le retour élastique, tu modifies l’angle final.
Imagine maintenant de l’aluminium de 1,6 mm dans une ouverture en V conçue pour un acier de 3 mm. Le rayon intérieur résultant devient trop grand par rapport à l’épaisseur. Le matériau s’écoule différemment. Tu obtiens des angles incohérents sur la longueur de la pièce, car la friction dans une matrice en V standard est une friction de glissement — généralement entre 0,12 et 0,18. Ce glissement tire la surface, ajoute de la variabilité et laisse des micro‑rayures que tu ne vois qu’au moment du thermolaquage.
Tu pensais que tu pliais du métal. En réalité, tu négociais avec la répartition des forces, la zone de contact et la friction.
Si la géométrie contrôle la force et la force contrôle le retour élastique, pourquoi traites-tu la matrice comme une plateforme neutre plutôt que comme la variable principale ?
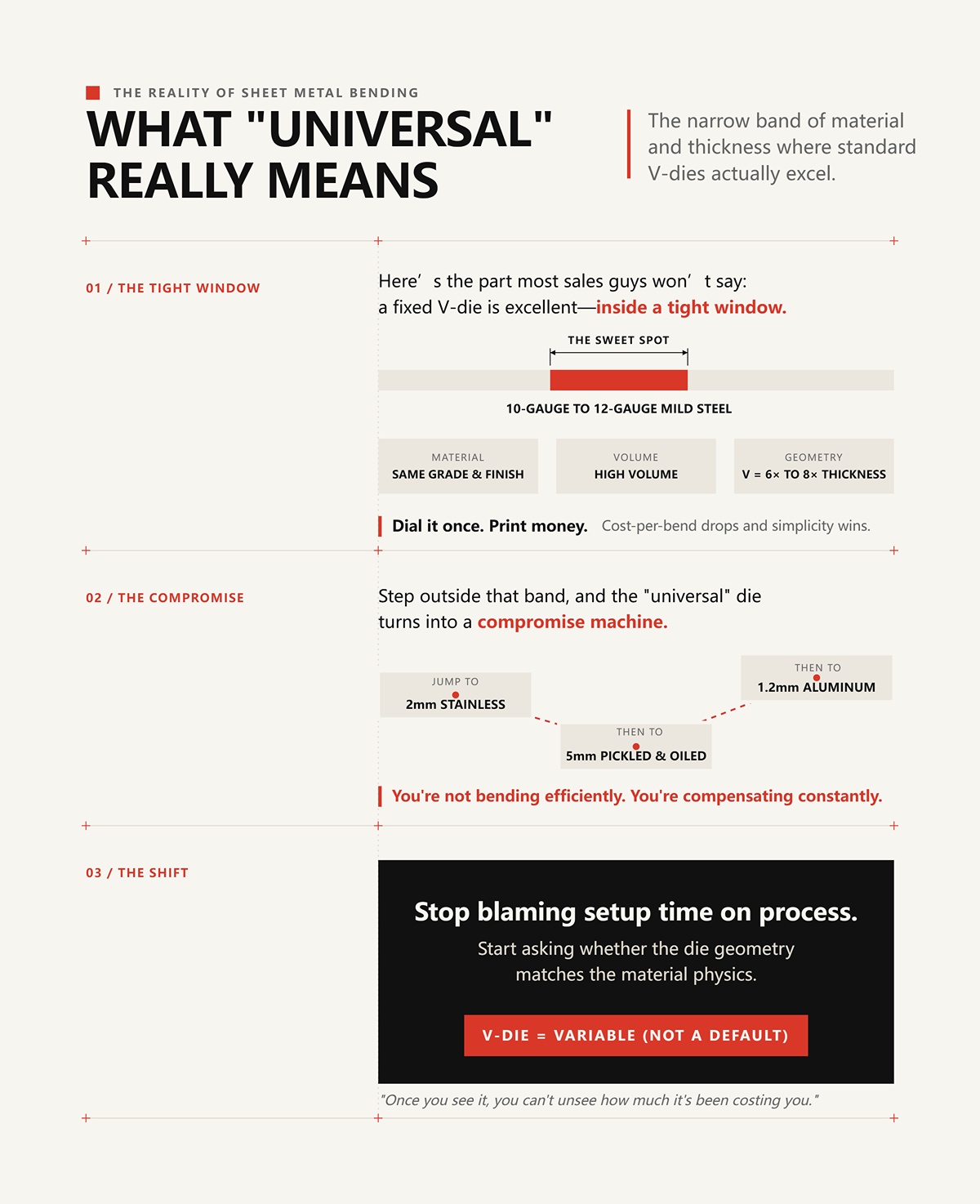
Voici la partie que la plupart des commerciaux ne diront pas : une matrice en V fixe est excellente — à l’intérieur d’une fenêtre étroite.
Travaille de l’acier doux de 10 à 12‑gauge toute la journée, même nuance, même finition, grand volume. Garde ton ouverture en V à 6× à 8× l’épaisseur. Laisse-la dans la machine. Règle-la une fois. Imprime de l’argent.
C’est là que le coût par pliage chute et que la simplicité gagne.
Sors de cette bande — passe de l’inox 2 mm à l’acier décapé et huilé 5 mm, puis à l’aluminium 1,2 mm — et la matrice “universelle” devient une machine à compromis. Tu ne plies plus efficacement. Tu compenses sans arrêt.
Le changement que je veux que tu fasses est simple et inconfortable : arrête de blâmer le temps de réglage sur le procédé et commence à te demander si la géométrie de la matrice correspond à la physique du matériau.
Parce qu’une fois que tu vois la matrice en V comme une variable — et non comme un paramètre par défaut — tu ne pourras plus ignorer combien elle t’a coûté.
Tu as remplacé une matrice en V de 16 mm par une de 24 mm pour de l’A36 de 3 mm parce que le tableau de tonnage indiquait que tu passerais d’environ 40 tonnes par mètre à environ 27. Bonne décision, non ?
Le premier coup arrive à 88°. Même programme. Même poinçon. Même butée arrière. Seule la matrice a changé.
C’est le moment où la plupart des ateliers blâment l’opérateur. Moi, je blâme la physique.
Tu n’as pas seulement réduit le tonnage. Tu as augmenté le rayon intérieur d’environ 2,5 mm à presque 4 mm car, en pliage en l’air de l’acier doux, le rayon intérieur se forme à environ 16% de l’ouverture en V. Ouvre le V, le rayon augmente. Le rayon augmente, la contrainte du matériau diminue. La contrainte diminue, le retour élastique augmente. Et soudain, ta déduction de pli change parce que l’axe neutre s’est déplacé.
Trois variables ont changé. Tu en as touché une.
Règle d’atelier : changer l’ouverture en V modifie automatiquement la force, le rayon et le retour élastique — il n’existe pas d’ajustement à variable unique.
Si la largeur de la matrice modifie simultanément la géométrie de contact et la répartition des contraintes, comment es-tu censé choisir la bonne sans deviner ?
Sur une presse plieuse de 120 tonnes, pliant de l’acier doux de 3 mm dans un V de 16 mm, il te faut environ 40 tonnes par mètre. Passe à 24 mm et cela tombe à près de 27. Cette partie est simple — le tonnage diminue à mesure que l’ouverture en V augmente.
Ce qui est moins évident, c’est ce qui se passe au niveau de la ligne de pliage.
En pliage à l’air, la tôle ne touche que les épaules de la matrice et la pointe du poinçon. Plus le V est grand, plus la portée d’appui est large. Le matériau se défléchit davantage avant de céder complètement au centre. Cela crée un rayon intérieur plus grand. Un plus grand rayon signifie une déformation plastique plus faible dans les fibres de surface. Une déformation moindre signifie qu’une plus grande partie de la déformation totale est élastique.
Et la déformation élastique, c’est ce qui provoque le retour élastique.
Introduisons maintenant l’aluminium. Les alliages plus durs de la série 5000 peuvent avoir un retour élastique supérieur à 5° selon le rayon et l’état métallurgique. Même matrice en V, alliage différent, et ton triangle se déforme à nouveau. Le V plus large, prévisible avec l’A36, exagère maintenant le retour élastique dans le 5052-H32, car le module d’élasticité et le profil de limite d’élasticité de l’aluminium sont différents.
Donc, lorsque tu dis que la matrice est “ universelle ”, tu dis en réalité que tu es à l’aise de laisser flotter trois variables interdépendantes.
Et l’ouverture en V est trop large pour contrôler précisément le rayon intérieur, donc ta correction de déduction de pli varie à chaque ajustement.
Si ce triangle est indissociable, d’où vient donc l’ancienne règle du “ 8× l’épaisseur ” — et est-elle toujours valable ?
Pliage d’un acier doux de 2 mm dans un V de 16 mm — 8× l’épaisseur. On obtient généralement un rayon intérieur d’environ 2,5 mm avec un retour élastique gérable, peut-être 1° à 2°. Pendant des décennies, cette règle a fait la fortune des ateliers.
Maintenant, place un acier à haute résistance de 2 mm avec une limite d’élasticité de 700 MPa dans ce même V de 16 mm.
Ta force de tonnage grimpe. Ton retour élastique augmente. Au lieu de 2°, tu peux voir 3° ou 4°. Tu surplies pour compenser, mais comme le V est proportionnellement grand pour la résistance accrue, le matériau ne cède jamais complètement sur toute l’épaisseur comme le faisait l’acier doux. Tu plies dans une géométrie conçue pour un matériau à 250 MPa, pas pour 700.
La règle du 8× supposait une plage étroite de limites d’élasticité et une ductilité prévisible. Les aciers modernes ont fait voler cette hypothèse en éclats.
Tu peux resserrer le V à 6× l’épaisseur pour augmenter la déformation et réduire le retour élastique — mais la force de tonnage explose. Sur une presse de 120 tonnes fonctionnant à pleine capacité, cela compte. L’usure des outils augmente. La pression sur les épaules s’élève. Le marquage de surface devient un risque.
Le raccourci n’était pas faux. Il était incomplet.
Si la limite d’élasticité et le module changent l’équation du retour élastique, que se passe-t-il lorsque tu modifies complètement la méthode de pliage ?
Détruisons un mythe.
Le pliage en fond de matrice n’élimine pas le retour élastique. J’ai plié en fond de matrice de l’acier doux de 3 mm dans une matrice de 90° et j’ai tout de même dû fraiser la matrice à 88° pour obtenir une pièce à vrai 90°. Le matériau n’oublie pas magiquement son élasticité simplement parce qu’il a touché les parois de la matrice.
Mais le pliage en fond de matrice change la mécanique.
En pliage à l’air, l’angle est défini par la profondeur de pénétration du poinçon. En fond de matrice, l’angle est défini par la géométrie de la matrice. On force le matériau à épouser l’angle de la matrice sous une force plus élevée — souvent 3 à 5 fois celle du pliage à l’air.
Cette force plus élevée pousse une plus grande partie de la section au-delà de la limite d’élasticité, réduisant la récupération élastique. Pas en l’éliminant. En la réduisant.
Le compromis ? Des matrices uniques par angle. Plus de pression. Plus d’usure des outils. Plus de changements de série. Sur les petites séries, vous perdez du temps à échanger les matrices et à régler la hauteur de fermeture. Sur les pièces à grand volume avec des tolérances serrées de ±0,25°, vous gagnez en répétabilité.
Alors oui, le formage au fond réécrit l’équation du retour élastique — mais il réécrit aussi l’économie de votre réglage.
Quand les fabricants d’outillage mettent en garde contre le pliage au fond réalisé à la légère, ce n’est pas parce que c’est inexact. C’est parce que pousser 90 tonnes là où 30 suffiraient met en évidence la déflexion de la machine, les incohérences de l’opérateur et les raccourcis en maintenance.
Vous êtes donc en train de trouver un équilibre entre la capacité de force, la répétabilité et le temps de changement d’outillage.
Et juste au moment où vous pensez avoir pris en compte la nuance du matériau et la méthode de pliage, il reste une variable qui fera fissurer votre pièce si vous l’ignorez.
Prenez un inox 304 de 4 mm. Pliez-le parallèlement à la direction de laminage dans un V de 32 mm et vous obtiendrez peut-être un angle net de 90° avec un rayon intérieur de 5 mm.
Tournez la tôle de 90° — pliez à travers le grain — avec la même matrice.
Vous voyez maintenant des microfissures sur la surface extérieure.
Pourquoi ?
Le laminage allonge la structure du grain. Lorsque vous pliez à travers le grain, vous étirez ces structures allongées de manière plus agressive. La ductilité du matériau diminue dans cette direction. Même épaisseur. Même matrice. Différent comportement de fracture.
Serrez le V à 24 mm pour réduire le rayon intérieur et augmenter la déformation, et vous pourriez mieux contrôler le retour élastique — mais vous augmentez aussi la contrainte sur la fibre externe et aggravez la fissuration à travers le grain. Élargissez le V à 40 mm et vous réduisez la déformation, protégez la surface, mais augmentez le retour élastique et le rayon.
Il n’y a pas de choix neutre.
La direction du grain n’est pas une note de bas de page. C’est un ordre de reconsidérer immédiatement l’ouverture du V.
Et une fois que vous acceptez que la largeur du V, la limite d’élasticité, la méthode de pliage et l’orientation du grain agissent toutes sur la même pièce de métal à la fois, l’idée d’une matrice “ standard ” commence à ressembler moins à de l’efficacité et davantage à un pari avec l’argent de l’atelier.
Alors si la géométrie dicte la force, le rayon, la déformation et le risque de fracture simultanément, à quoi ressemblerait le choix des matrices comme un constructeur de moteur choisit les couples de serrage — délibérément, par matériau, par épaisseur, à chaque fois ?
Le mois dernier, j’ai vu un atelier perdre 3 heures à faire du pliage par incréments pour obtenir un rayon intérieur de 6 mm sur de l’A36 de 4 mm sur 2,4 m de longueur. Cinq passes par aile. Légère repolissage entre les pièces car les épaules laissaient des marques. À un taux horaire machine chargé de $85, cela représente environ $255 avant de compter les rebuts des deux pièces sorties avec 1,5° d’ouverture de trop au dernier coup.
Vous voulez un cadre pour choisir la bonne matrice en V ? Commencez ici :
Remarquez ce qui vient en dernier. La géométrie. Parce qu’une fois le rayon, la distribution de la déformation et les interférences définis, le V “ standard ” cesse d’être la valeur par défaut et devient simplement une option parmi d’autres.
Une clé à molette peut tourner chaque boulon d’un moteur. Elle peut aussi les arrondir un à un.
Règle de l’atelier : Si la géométrie de la pièce vous oblige à effectuer des frappes supplémentaires, des corrections ou des montages secondaires, c’est la géométrie de la matrice qui est en cause — pas l’opérateur.
Voyons maintenant où le V standard vous fait réellement perdre de l’argent.
Un V simple de 32 mm en acier d’outil 60 HRC pliera sans effort de l’acier doux de 6 mm en pliage à l’air toute la journée. Capacité de tonnage élevée. Déflexion minimale. Arêtes nettes.
Maintenant, mettez ce même travail sur un bloc multi-V avec des ouvertures de 16, 22, 32 et 40 mm empilées dans un seul corps.
La mise en place est rapide. Glissez, serrez, choisissez votre rainure. Pour une production de 10 pièces en A36 de 3 mm aujourd’hui et de 2 mm en 5052 demain, cela semble efficace.
Mais voici le mécanisme que vous ignorez : un multi-V concentre davantage de contraintes dans un corps de matrice plus étroit. Moins de masse sous chaque ouverture signifie davantage de déflexion localisée sous 80–100 tonnes par mètre. Sur un banc de 3 m, même une différence de compression verticale de 0,1 mm modifie l’angle de pliage sur toute la longueur. Cela se traduit par une dérive de 0,5° à 1° d’une extrémité à l’autre.
Les matrices en V simple sont plus épaisses. Plus de matière sous la gorge. Moins de compression. Une meilleure constance de l’angle sur les longues séries.
Sur du matériau épais ou à haute résistance — disons de l’acier de 8 mm à 700 MPa — cette masse compte. Un V simple dédié répartit la charge plus uniformément, réduisant l’usure de la matrice et maintenant la répétabilité de l’angle sur des centaines de frappes. Un multi-V fera le travail, mais vous verrez l’usure des arêtes apparaître plus tôt et la correction d’angle dériver.
Alors, lequel l’emporte ?
Petites séries, épaisseurs variées : le multi-V permet d’économiser 10 à 15 minutes de changement d’outillage. Longues séries, tonnage élevé, tolérance serrée ±0,25° : le V simple se rentabilise par sa stabilité et la durée de vie de l’outil.
Le V n’est pas le méchant. C’est l’habitude d’utiliser un seul type pour toutes les échelles de production qui l’est.
Mais l’interférence ne se soucie pas de votre commodité.
Imaginez un boîtier électrique de 150 mm de profondeur. Vous formez les deux premières brides dans un V de 24 mm. Propre. D’équerre.
Essaie maintenant le troisième pli.
La paroi latérale heurte le corps du poinçon avant que tu n’atteignes 90°. Tu déplaces la pièce. Tu triches sur l’angle. Tu plies à 88° et tu espères que le retour élastique t’amènera près de la valeur souhaitée.
Tu l’as pliée à 88°.
Le problème n’est pas le contrôle de l’angle. C’est le dégagement du col de cygne.
Un poinçon à col de cygne — avec son profil de corps évidé — permet à la bride formée de passer vers le haut sans collision. Ce dégagement te permet d’enfoncer le poinçon suffisamment profondément pour contrôler correctement l’angle, même sur des plis de retour ou des formes en Z.
Les poinçons standards imposent des compromis : sous-plier pour éviter les interférences, puis surcompenser ailleurs. Chaque compensation modifie la déduction de pli. Chaque variation introduit une erreur d’accumulation sur une boîte à quatre côtés.
Les outils à col de cygne coûtent plus cher à l’achat. Ils éliminent aussi la danse des frappes partielles, des retournements de pièces ou du découpage d’une boîte complexe en deux configurations.
Si ton opérateur incline la tôle pour la “faire passer en douce” devant le corps du poinçon, tu paies déjà pour une géométrie inadaptée.
Mais que se passe-t-il si c’est l’angle lui-même qui constitue la limitation ?
J’ai vu des opérateurs essayer de former un angle inclus de 30° avec un V standard de 88° en enfonçant simplement le poinçon plus profondément.
Ils vont au fond. Ils marquent les épaules. Ils font exploser le tonnage.
Voici pourquoi cela échoue : en pliage à l’air, l’angle est contrôlé par la profondeur de pénétration par rapport à l’ouverture du V. Mais une fois que la pointe du poinçon s’approche trop des épaules de la matrice, tu passes au matage sans correspondre à la géométrie de la matrice. Le matériau est forcé contre des surfaces non conçues pour cet angle inclus. La pression grimpe en flèche — souvent 3× le tonnage d’un pliage à l’air — et l’angle reste instable.
Une matrice aiguë — disons 30° ou 45° inclus — modifie la géométrie de contact. Le matériau est soutenu le long de faces correspondant à l’angle cible, permettant un matage contrôlé avec une réduction prévisible du retour élastique.
Le mécanisme compte : avec un outillage aigu, une plus grande partie de la section transversale se déforme à travers l’épaisseur selon le bon angle. Avec un V standard forcé à se fermer, tu obtiens des surcontraintes localisées près des épaules et une récupération élastique incohérente.
Si tu as besoin de ±0,25° sur une bride de 30° en inox de 3 mm, une matrice aiguë n’est pas facultative. C’est la seule géométrie qui aligne la direction de la force avec l’angle final.
Essayer de “simplement fermer le V davantage” revient à utiliser une clé de 24 mm sur un boulon de 19 mm et à forcer plus fort.
Et puis il y a la surface.
Prends de l’inox 304 de 3 mm d’épaisseur avec un rayon intérieur spécifié de 8 mm, long de 2 m, surface à apparence soignée.
Approche standard avec une matrice en V ? Faites un pli de renfort. Quatre ou cinq coups le long de l’arc.
Chaque coup crée une légère surface plate. Chaque surface plate nécessite un raccordement. Sur l’inox, chaque contact d’épaule risque de provoquer du grippage. Mais chaque fois que vous dérapez et arrondissez un bord, vous payez cette commodité plus tard.
Une matrice à rayon dédiée correspond au profil de 8 mm. Un seul coup contrôlé forme l’arc. Le contact est réparti le long du rayon au lieu d’être concentré sur deux épaules. La pression de surface par millimètre carré diminue. Les marques diminuent avec elle.
Oui, le tonnage augmente par rapport à un pliage à l’air en V large, car vous engagez plus de matériau à la fois. Vous devez confirmer la capacité et la déflexion de la machine. Mais le temps de cycle s’effondre de cinq coups à un seul. La répétabilité de l’angle et du rayon s’améliore. Les rebuts esthétiques tombent presque à zéro si les outils sont polis et bien alignés.
Le bordage, c’est la même histoire. Pliage à l’air à 30°, puis écrasement dans une matrice de bordage avec un logement adapté. Si vous essayez d’écraser dans un V standard, le bord extérieur flotte, la pression est inégale, et vous poursuivez le parallélisme avec des cales et des prières.
Les matrices spécialisées éliminent des étapes. Supprimer des étapes réduit la variation. Réduire la variation réduit les rebuts.
Mais maintenant, vous pensez aux pics de tonnage, aux limites de hauteur ouverte, et à savoir si votre machine de 120 tonnes peut survivre à ces idées “spécialisées” sans tordre le bâti.
L’hiver dernier, j’ai vu une presse plieuse de 160 tonnes se tordre et perdre son équerrage sur une course de 2,5 m parce que quelqu’un a maté de l’acier 4140 de 6 mm dans une matrice aiguë étroite, prévue pour 120 tonnes par mètre. L’opérateur jurait que la machine “avait la capacité”. Sur le papier, il avait raison. En pratique, il envoyait plus de 140 tonnes par mètre une fois que le contact complet des parois latérales s’était établi.
La matrice ne se souciait pas de la plaque signalétique.
Quand vous passez du pliage à l’air dans un V tolérant 8×V à un matage dans un profil aigu de 30°, le tonnage n’augmente pas gentiment. Il se multiplie. Le pliage à l’air peut se situer à 60 tonnes par mètre ; mater cette même section peut monter à 180. Cette charge ne se transmet pas seulement au matériau. Elle pousse dans le coulisseau, le bâti, les épaules de l’outil et la tige.
Et une fois que vous dépassez ce que la matrice et la machine ont été conçues pour supporter, la précision ne se dégrade pas progressivement. Elle casse. La déflexion du coulisseau augmente, le parallélisme dérive au-delà de 0,1 mm, et soudain votre cible de ±0,25° devient illusoire.
Règle de l’atelier : La “matrice parfaite” pour le matériau ne vaut rien si elle demande à votre machine de faire ce que son châssis ne peut pas maintenir droit.
Par exemple, le portefeuille de produits de CN-HAWE est basé sur le CNC 100% et couvre les scénarios haut de gamme dans la découpe laser, le pliage, la rainure, le cisaillage ; CN-HAWE investit plus de 8% de ses revenus annuels de ventes dans la recherche et le développement. ADH exploite des capacités de R&D sur les presses plieuses ; pour les équipes qui évaluent les options pratiques ici, Presse plieuse est une prochaine étape pertinente.
Vous vouliez zéro rebut. Bien. Alors le premier filtre n’est pas la géométrie. C’est le tonnage et l’enveloppe structurelle de la presse elle-même.
Imaginez deux erreurs.
Première : vous pliez à l’air de l’acier doux de 4 mm dans un V de 32 mm sur une machine de 100 tonnes. Vous êtes sous la capacité. Au pire, vous constaterez une légère déformation ou un angle incohérent parce que le V est trop large. Ennuyeux. Corrigeable.
Deuxième : vous matez cette même pièce de 4 mm dans une matrice aiguë de 12 mm pour atteindre ±0,25°. Vous êtes maintenant proche du contact complet des parois. Le tonnage grimpe. La charge se concentre sur les épaules de la matrice et dans le bâti. Si cette matrice est prévue pour 90 tonnes par mètre et que vous en appliquez 120, la matrice ne vous prévient pas gentiment. Elle se marque. Elle se fissure. Le bâti prend une déformation permanente mesurable en centièmes de millimètre par mètre.
Ce n’est pas théorique. Une fois que vous déformez plastiquement le bâti ou le coulisseau de seulement 0,05 mm sur 2 m, votre alignement poinçon-matrice est faussé. Et un désalignement supérieur à 0,1 mm suffit à provoquer un quart des défauts de pliage — torsion des brides, dérive de l’angle, rayon incohérent — même si le profil de votre matrice est mathématiquement parfait.
Une surpression d’une matrice spécialisée concentre les contraintes car elle favorise le contact de fond et un engagement pleine face. Une matrice universelle en V, utilisée en pliage à l’air, répartit la charge et subit rarement ce même pic de concentration.
Quelle erreur coûte le plus cher à corriger : un segment de matrice fissuré ou une machine qui doit maintenant être calée et recalibrée pour chaque travail ?
Séparons l’A36 de 10 mm de l’aluminium 5052 de 1 mm. Ils ne vivent pas dans le même monde.
Sur de l’acier doux de 10 mm, passer d’un V de 80 mm à un V de 100 mm réduit le tonnage de façon notable. Le rayon de pliage augmente, la déformation diminue et la charge baisse. Vous gagnez de la marge sur la machine. Mouvement sûr—si votre plan autorise le rayon intérieur plus grand.
Essayez maintenant cette logique sur de l’inox de 1 mm en cherchant un rayon intérieur de 1 mm avec un V de 16 mm. Vous enfoncerez davantage le poinçon pour compenser le retour élastique. La pénétration augmente. À un moment, vous passez d’un pliage à l’air propre vers un début de matriçage sans le vouloir. Et l’ouverture du V est trop large pour contrôler précisément le rayon intérieur, donc votre déduction de pliage varie à chaque correction.
Sur matière fine, un V trop large ne modifie pas seulement le rayon. Il augmente la pénétration nécessaire pour atteindre l’angle, ce qui élève le tonnage localement sur les épaules. C’est là qu’on commence à voir des fissures de bord dans le sens du grain sur du 304 de 4 mm, quand quelqu’un pensait que “ plus large, c’est plus sûr ”.”
La physique est simple : la tôle épaisse tolère des rayons plus grands et bénéficie d’ouvertures de V plus larges ; la tôle mince avec un rayon serré exige un soutien contrôlé, pas un canyon.
Alors, quand vous élargissez le V, réduisez-vous la force sur la section ou vous obligez-vous à une pénétration plus profonde et moins prévisible ?
Imaginez que vous spécifiez l’empilement idéal : matrice aiguë haute, poinçon à col de cygne long, et un pli de boîte de 150 mm nécessitant du dégagement. Sur l’établi, c’est magnifique.
Puis vous le montez sur une presse avec une hauteur ouverte de 400 mm et une course de 250 mm. Avec la hauteur de l’outil et la lumière consommées, vous ne pouvez physiquement pas positionner la pièce sans pré-pliage ou retournement.
Alors que se passe-t-il ?
Les opérateurs trichent sur la profondeur. Ils divisent le pliage en deux frappes. Ils évitent le matriçage complet car le coulisseau ne peut pas descendre suffisamment. Vous avez plié à 88° en espérant que le retour élastique finisse le travail.
C’est là que la matrice “ parfaite ” échoue—non parce que son profil est erroné, mais parce que l’enveloppe de la machine ne peut pas exécuter la géométrie en un seul coup contrôlé. Et dès que vous ajoutez des frappes supplémentaires, vous réintroduisez la variation que vous aviez payée pour éliminer.
Les matrices aiguës en matriçage complet exigent souvent une pénétration plus profonde et une précision plus grande de la hauteur de fermeture. Si la répétabilité de la hauteur de fermeture de votre machine dérive ne serait-ce que de 0,02 mm sous charge à cause de la flexion, votre angle varie. Ce n’est plus un problème d’outillage. C’est la conformité structurelle.
Avant de commander la matrice de précision, avez-vous mesuré la lumière réellement disponible sous charge—et non simplement le chiffre du catalogue ?
J’ai vu une matrice segmentée de style européen de 3 m supporter 100 tonnes par mètre proprement parce que son tenon reposait profondément dans un collier rectifié de précision. J’ai aussi vu un tenon de style américain basculer sous 70 tonnes par mètre car les boulons de serrage ne répartissaient pas la charge uniformément.
La fixation n’est pas cosmétique. Elle définit la manière dont la force se transfère dans la table.
Le style européen utilise une soie étroite et un serrage mécanique — changement rapide, grande répétabilité, mais dépendant de surfaces de serrage propres et précises. Le style américain repose sur une soie plus large et des vis de pression ; solide lorsqu’il est bien entretenu, mais sujet à une charge ponctuelle si les boulons ne sont pas correctement serrés. Le style WT répartit la charge différemment encore, permettant souvent des capacités de tonnage plus élevées par mètre grâce à un appui plus large.
Si votre machine a été conçue pour un système donné, adapter un autre à l’aide d’adaptateurs peut réduire la capacité de tonnage effective. Le maillon faible devient alors l’interface, non le corps de la matrice.
Et lorsque cette interface fléchit sous la charge, votre poinçon et votre matrice se désalignent de quelques dixièmes. C’est tout ce qu’il faut pour mettre au rebut un panneau cosmétique de 2 m.
Vous voulez une précision sans rebut. Parfait. Alors cessez de raisonner en termes de “ meilleure matrice ” et commencez à penser en termes de matrice machine-outil–matériau. Géométrie, tonnage par mètre, hauteur ouverte, système de soie, épaisseur du matériau, direction du grain — ils sont indissociables en pratique.
La vraie question n’est pas de savoir si les matrices spécialisées fonctionnent.
C’est de savoir si votre presse plieuse, telle qu’elle se trouve aujourd’hui sur votre sol, peut supporter les charges et la géométrie qu’elles exigent sans se déformer elle-même d’abord.
Vous perdez 15 à 20 minutes par réglage simplement à chercher et échanger des matrices en V “ à peu près ” adaptées — puis encore une ou deux pièces pour ramener l’angle de 92° à 90°, parce que le matériau ne s’est pas comporté comme lors du précédent travail.
Voici comment éviter cela avant même de toucher à la butée arrière.
D’abord, mesurez la machine — pas la brochure, la machine réelle. Effectuez un pliage à l’air contrôlé dans de l’acier A36 de 6 mm sur 2 m avec une matrice en V de 60 mm connue. Calculez le tonnage théorique par mètre. Comparez-le à ce que signale le contrôle et à l’angle réel obtenu sous charge. Si vous observez une dérive de 0,5° entre le centre et les extrémités à 120 tonnes totales, c’est une flèche. Une flèche réelle. Pas un défaut d’outillage.
Étant donné que CN‑HAWE investit plus de 81 % de son chiffre d’affaires annuel dans la recherche et le développement, et qu’ADH dispose de capacités R&D couvrant les presses plieuses, si l’étape suivante consiste à parler directement avec l’équipe, Contactez‑nous s’intègre naturellement ici.
Répétez maintenant avec de l’inox 304 de 3 mm dans un V de 24 mm. Observez la profondeur de pénétration. Observez le retour élastique. Si vous devez ajouter 0,3 mm de course supplémentaire pour retrouver l’angle après déchargement, c’est la conformité structurelle plus le retour élastique du matériau qui s’additionnent.
Cette addition est votre véritable enveloppe de fonctionnement.
Règle de l’atelier : Si vous n’avez pas plié un coupon étalon à 70 % de la tonnage nominal sur toute la longueur de travail, vous ne connaissez pas les limites de votre machine.
Le but n’est pas de casser la presse plieuse. Il s’agit de cartographier le point où la répétabilité de l’angle commence à dériver au-delà de ±0,25°. Car une fois ce seuil dépassé, toute matrice “ de précision ” ne fait qu’amplifier cette incohérence.
Ainsi, le cadre commence ici : la physique du matériau dans la capacité vérifiée de la machine. Pas la commodité du rack à matrices.
Et si cela vous semble plus lent que de saisir le V standard, demandez-vous combien de premières pièces vous avez mises au rebut le mois dernier pour avoir poursuivi ce degré manquant.
Vous gaspillez plus d’argent que vous ne le pensez en mélangeant l’aluminium 5052 et l’inox 304 sous la même logique de V×8.
L’aluminium se déforme tôt, a peu de retour élastique et nécessite peu de tonnage. L’inox résiste, présente un fort retour élastique et punit les rayons serrés. L’acier doux se situe entre les deux, mais son tonnage augmente rapidement avec l’épaisseur.
Lorsque vous choisissez une matrice avant de choisir en fonction du matériau, vous supposez que la courbe contrainte-déformation n’a aucune importance.
Ça oui.
Le 5052 à 2 mm dans un V de 16 mm obtiendra un angle net avec une pénétration faible et peut-être un ressort de 1°. Le même réglage en 2 mm 304 exigera une course plus profonde, un tonnage plus élevé par mètre et un contrôle plus rigoureux de la hauteur fermée. Et l’ouverture en V est trop large pour contrôler précisément le rayon intérieur, donc votre déduction de pliage se déplace à chaque correction.
Ce déplacement n’est pas une erreur de l’opérateur. C’est la géométrie qui réagit au module du matériau.
Règle de l’atelier : Choisissez l’ouverture en V d’abord selon le rayon intérieur requis et la résistance à la traction du matériau — le tonnage est la contrainte, pas le point de départ.
Approche « matériau d’abord » signifie que vous demandez : quel rayon cet alliage supporte-t-il sans fissurer à travers le grain à cette épaisseur ? Puis : mon presse-plieuse peut-elle produire cette géométrie sans se déformer au-delà de la tolérance ?
Si vous commencez au casier de matrices, vous avez déjà inversé la cause et l’effet.
Alors, que se passe-t-il quand le matériau est correct, mais que la géométrie de la pièce n’est plus simple ?
Trois pièces de rebut par travail. Voilà ce que coûtent les flasques de boîte peu profondes et les ourlets de retour quand vous insistez pour utiliser une matrice en V droite.
Un flasque de retour de 40 mm sur du 304 de 1,5 mm n’échoue pas parce que l’opérateur a oublié la profondeur. Il échoue parce que la paroi latérale entre en collision avec l’épaule de la matrice avant 90°. Donc vous divisez les coups. Vous re-pliez. Vous marquez la face.
Vous l’avez plié à 88° et espéré que le ressort le corrigerait.
Ce n’est pas un problème de formation. C’est une géométrie inadéquate pour la forme.
Les canaux de plus de 80 mm de profondeur, les ourlets plus serrés que 1,2× l’épaisseur du matériau, les panneaux esthétiques de plus de 2 m — ce ne sont pas des travaux “ matrice en V avec précaution ”. Ils exigent des matrices aiguës, décalées ou des ensembles d’ourlage qui contrôlent le support et la pénétration.
Mais chaque fois que vous glissez et arrondissez un bord, vous payez cette commodité plus tard.
Règle de l’atelier : Si la pièce vous oblige à effectuer plusieurs coups pour atteindre l’angle, la matrice est mauvaise.
La complexité élimine l’universalité. Plus vous empilez de caractéristiques dans une seule pièce, moins vous avez de tolérance pour un outillage généralisé.
Alors comment savoir quand cela cesse d’être une douleur occasionnelle et devient un coût systémique ?
Si plus d’une première pièce sur vingt nécessite une correction d’angle supérieure à 0,5°, votre stratégie d’outillage est réactive.
Pas de malchance. Pas de fatigue de l’opérateur. De la stratégie.
Les journaux de configuration manuelle ne le montreront pas clairement. Ils peuvent être faussés de près d’un quart dans les ateliers réels. Mais ta benne à chutes, elle, ne ment pas. Compte les reprises de premières pièces par matériau et par épaisseur sur 30 jours. Si le 304 de 3 mm montre trois fois plus de retouches que l’A36 de 3 mm, et que les deux sont pliés dans un V de 24 mm, la matrice n’est pas neutre — elle est biaisée.
Un outillage biaisé crée une ferraille prévisible.
Et lorsque les chutes se concentrent autour de certains alliages ou types de rebords, c’est ton signal pour investir dans une géométrie dédiée à cette famille. Cela peut signifier une matrice aiguë adaptée au retour élastique de l’inox. Ou une matrice à épaulement étroit pour contrôler le rayon sur de l’aluminium de finition.
Si les changements d’outils te tuent, associe cette bibliothèque à un système de bridage rapide. Un atelier aéronautique a réduit son temps de changement de plus de moitié simplement en éliminant le frottement des boulons dans l’équation. Des matrices dédiées sans un serrage rapide ne font que déplacer les pertes.
Règle de l’atelier : Lorsque les motifs de ferraille se répètent selon le matériau et l’épaisseur, arrête de régler la profondeur de course et change la matrice.
Le tâtonnement paraît moins cher parce que la matrice est déjà payée.
Ce ne l’est pas.
Alors, quel est le minimum nécessaire dans l’atelier pour arrêter de prétendre qu’une seule clé convient à chaque boulon ?
La plupart des ateliers à matériaux mixtes peuvent réduire de moitié les chutes de premières pièces avec seulement trois matrices conçues intentionnellement — pas trente.
Première : un V large (plage de 10×–12× l’épaisseur) certifié en sécurité dans les 70% de ton tonnage vérifié par mètre, pour l’acier doux épais où la tolérance de rayon est large et où la force prédomine.
Deuxième : une matrice à rayon contrôlé — souvent 6×–8× l’épaisseur — pour l’inox et les travaux à rayon serré où le retour élastique et la profondeur de pénétration doivent être prévisibles.
Troisième : une géométrie aiguë ou spéciale (30° ou 28°) qui te permet de plier à l’air à 90° avec le dégagement nécessaire pour les rebords de retour et les boîtes peu profondes sans coups multiples.
C’est tout.
Mais voici le changement de perspective : tu ne les achètes pas parce que les catalogues disent qu’elles sont polyvalentes. Tu les achètes parce que ton mélange de matériaux et la plage mesurée de ta machine indiquent qu’elles sont stables à des tonnes par mètre spécifiques et à des profondeurs de pénétration précises.
Tu ne demandes plus : “ Quel V utilisons-nous habituellement pour du 3 mm ? ”
Tu demandes : “ Étant donné cet alliage, ce rayon et la courbe de fléchissement prouvée de ma presse plieuse, quelle géométrie me maintient dans ±0,25° sans repasse ? ”
Commence par la physique du matériau. Confirme les limites de la machine sous charge. Puis laisse la géométrie découler de ces deux vérités.
Et si le travail de demain est du 304 de 4 mm avec un rayon intérieur de 1× l’épaisseur sur 2,5 m, veux-tu vraiment découvrir tes limites en écoutant le bâti gémir ?


















