

La nouvelle presse plieuse CNC de 175 tonnes était encore tiède après son installation lorsque le propriétaire m’a dit : “ Maintenant, nous pouvons plier n’importe quoi. ”
Cette semaine-là, ils ont fabriqué des boîtiers électriques en tôle de 20 gauge. Cinquante ici. Trente là. Quatre variations de brides. Vendredi, l’opérateur avait passé plus de temps à chercher des poinçons et à changer de matrices qu’à plier réellement du métal. La machine pouvait former de la tôle d’un demi-pouce toute la journée. Elle ne le faisait tout simplement jamais.
La puissance n’est pas la performance. Pas si elle reste là à attendre les outillages.
Les fabricants adorent vendre de la tonnage. Les ateliers adorent acheter de la marge de manœuvre. J’ai vu des propriétaires surdimensionner leurs presses plieuses de 20 à 30 % “ pour l’avenir ”, convaincus que plus de force signifiait plus d’opportunités. Ce qu’ils ont réellement acheté, c’était une $4 000 erreur d’outillage lorsque le premier jeu de matrices surdimensionné ne correspondait pas aux travaux en tôle fine qu’ils réalisaient en réalité.
Écoutez, une presse plieuse capable de plier une plaque d’un demi-pouce sur trois mètres est une merveille. Mais si 80 % de votre planning concerne des supports, couvercles et boîtiers entre 18 et 22 gauge, cette merveille devient une station de changement de matrice très coûteuse. Une capacité supérieure à vos besoins n’est pas neutre — elle tire votre flux de travail derrière elle comme une remorque pleine de fer.
Alors, si les presses plieuses sont si supérieures, pourquoi les meilleurs ateliers que je connais gardent-ils encore une plieuse à doigts boulonnée au sol ?
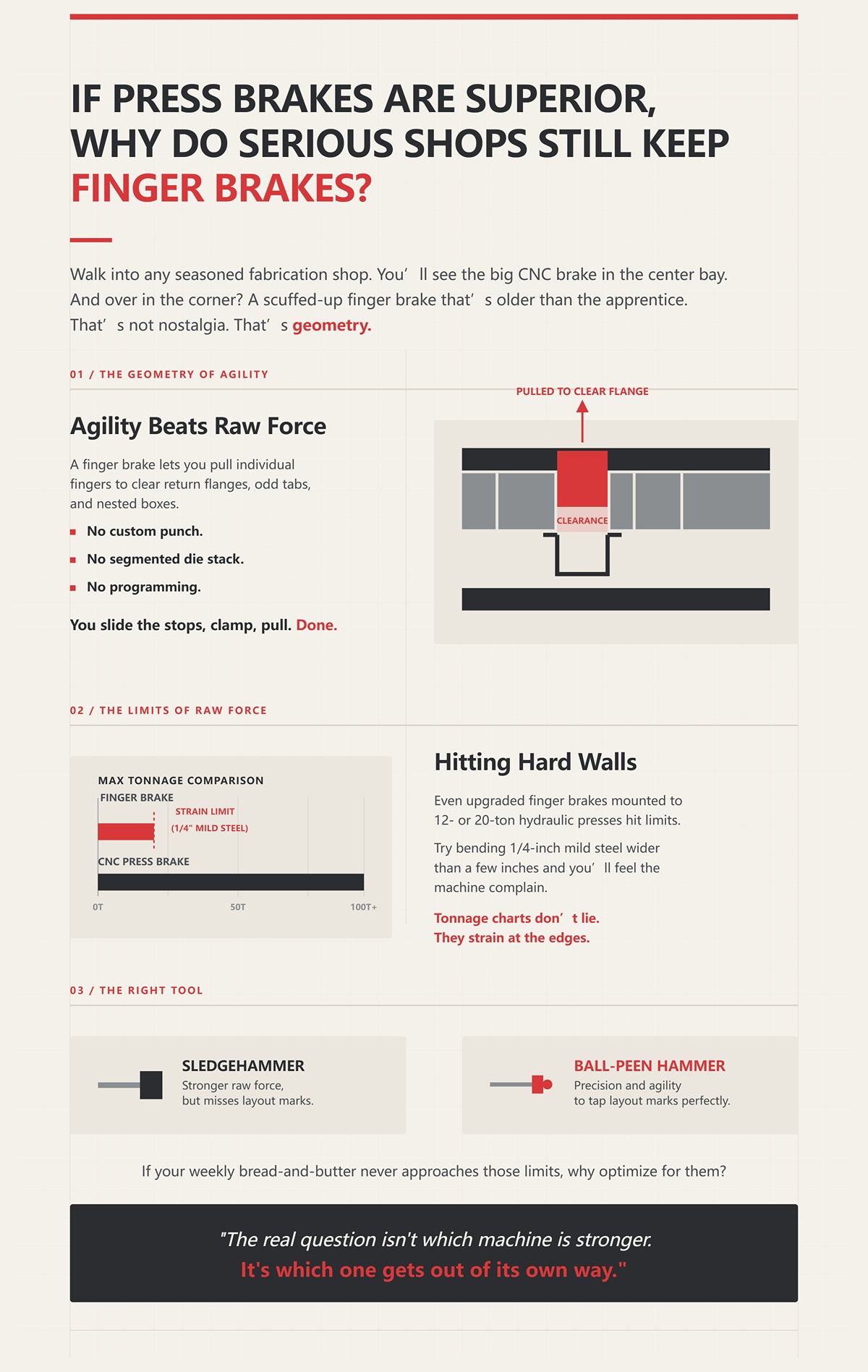
Entrez dans n’importe quel atelier de fabrication expérimenté. Vous verrez la grande presse plieuse CNC dans la travée centrale. Et dans le coin ? Une plieuse à doigts éraflée, plus âgée que l’apprenti.
Ce n’est pas de la nostalgie. C’est de la géométrie.
Une plieuse à doigts permet de retirer des doigts individuellement pour dégager des brides de retour, des languettes étranges, des boîtiers imbriqués — sans poinçon spécial, sans pile de matrices segmentée, sans programmation. Vous placez les butées, vous serrez, vous tirez. Terminé. Sur les pièces à faible volume, cette agilité géométrique surpasse toujours la force brute.
Maintenant, soyons honnêtes sur les limites. Même les plieuses à doigts améliorées montées sur des presses hydrauliques de 12 ou 20 tonnes atteignent des limites dures. Essayez de plier de l’acier doux de 1/4 de pouce sur une largeur de plus de quelques pouces et vous sentirez la machine se plaindre. Les tableaux de tonnage ne mentent pas. Ils se tendent aux limites.
Mais c’est justement là le point.
Si votre production hebdomadaire habituelle n’approche jamais ces limites, pourquoi les optimiser ? Une masse est plus forte qu’un marteau à panne ronde, mais vous ne marquez pas vos traits de traçage avec une masse. C’est comme ça qu’on se trompe.
La vraie question n’est pas quelle machine est la plus puissante. C’est laquelle sait se faire oublier.
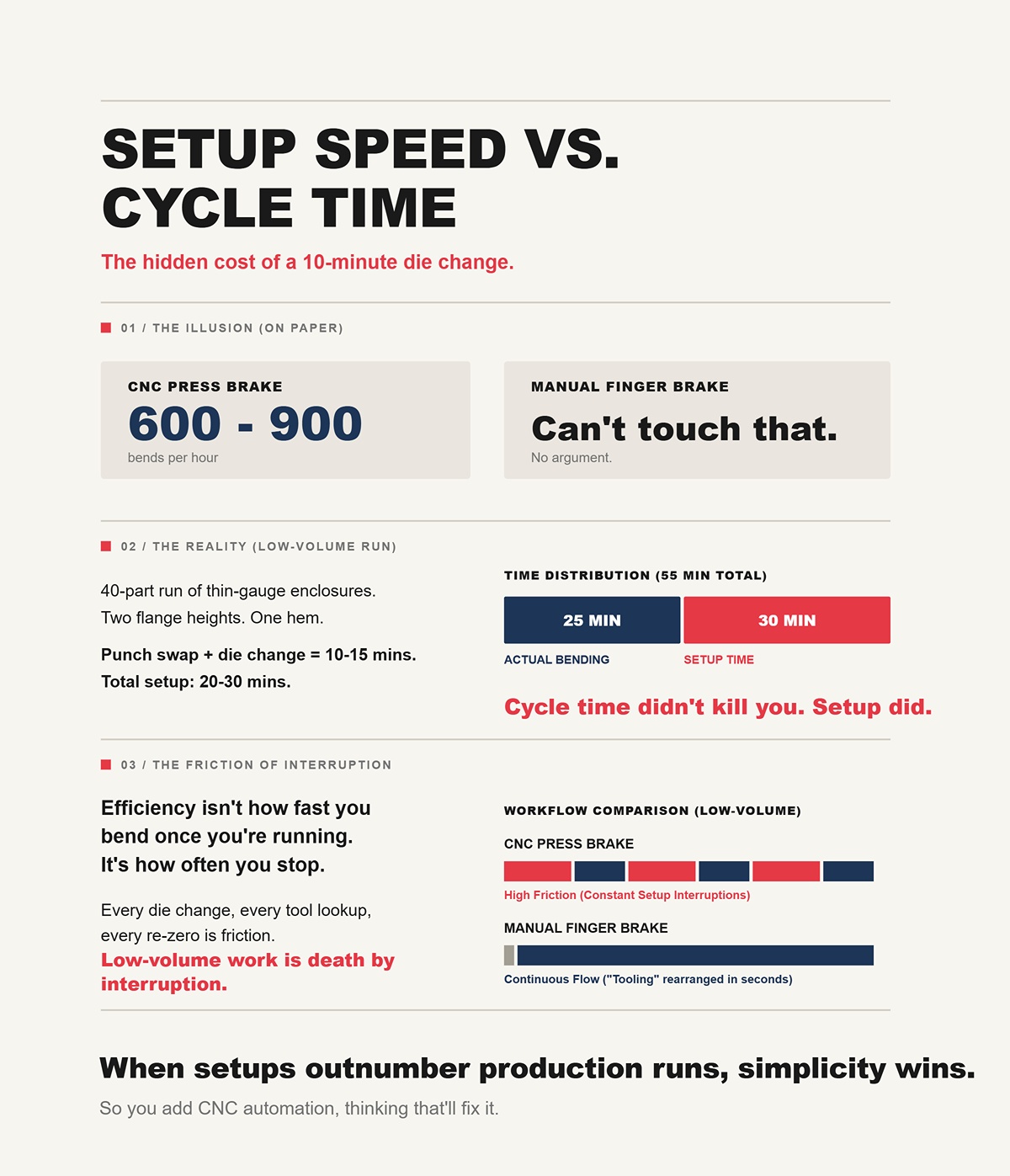
Sur le papier, une presse plieuse CNC peut atteindre 600 à 900 plis par heure. Une plieuse à doigts manuelle ne peut pas rivaliser. Aucun débat.
Maintenant, imaginez ceci : une série de 40 boîtiers en tôle fine. Deux hauteurs de bride. Un ourlet. Sur la presse plieuse, cela représente un changement de poinçon et de matrice. Disons 10 minutes si votre opérateur est rapide. Quinze s’il est humain.
C’est 20 à 30 minutes de préparation pour un travail qui ne prendra peut-être que 25 minutes de pliage réel.
Ce n’est pas le temps de cycle qui t’a tué. C’est la préparation.
Écoute, l’efficacité ne dépend pas de la vitesse à laquelle tu plies une fois lancé. Elle dépend de la fréquence à laquelle tu dois t’arrêter. Le travail en faible volume, c’est la mort par interruption. Chaque changement de matrice, chaque recherche d’outil, chaque remise à zéro est une friction. Le plieuse à doigts évite la plupart de ces obstacles car les “ outils ” sont déjà là — des doigts segmentés que tu réorganises à la main en quelques secondes.
Quand les préparations dépassent les séries de production, la simplicité l’emporte.
Alors tu ajoutes de l’automatisation CNC, en pensant que cela réglera le problème.
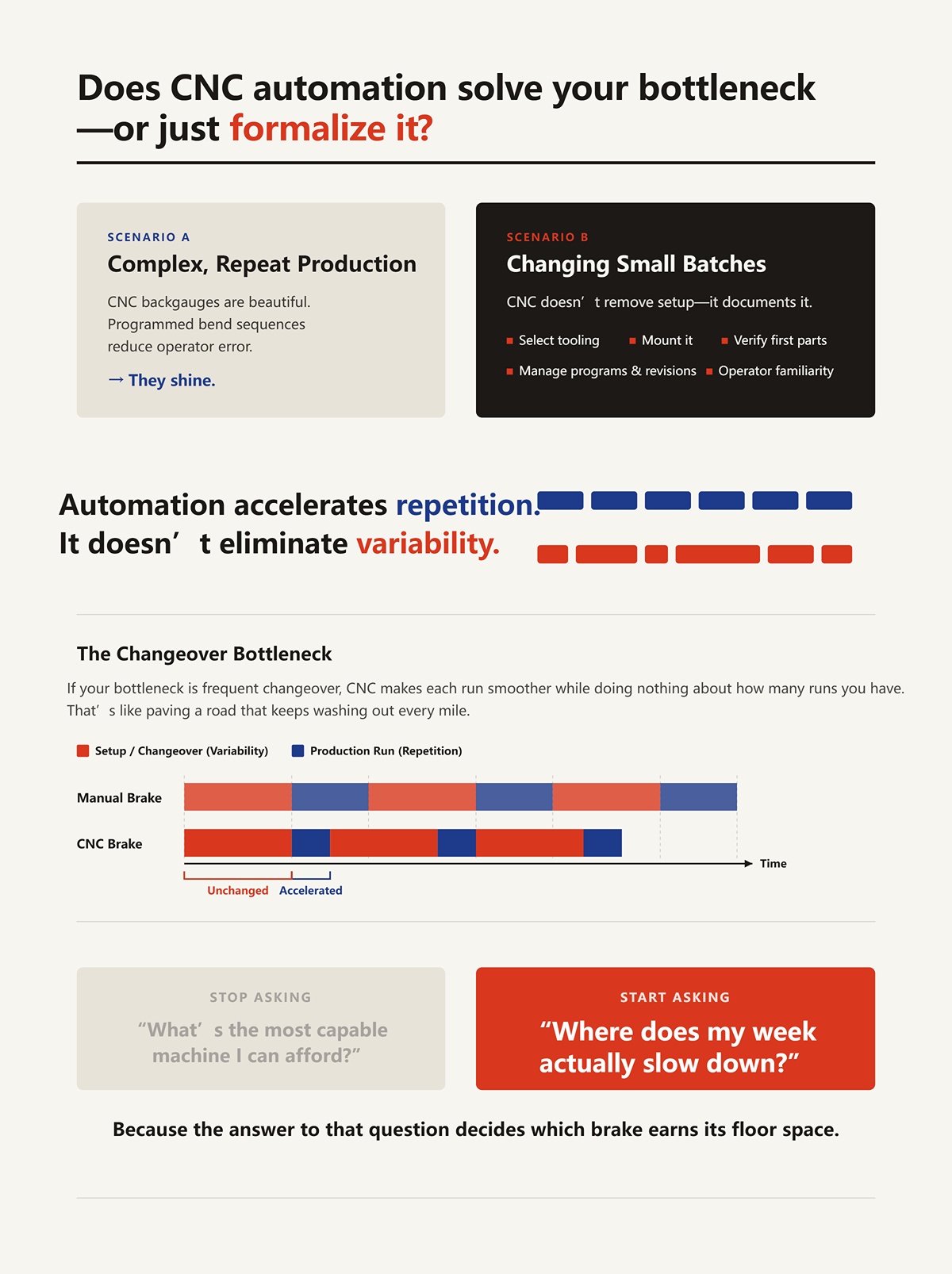
Les butées arrière CNC sont magnifiques. Les séquences de pliage programmées réduisent les erreurs de l’opérateur. Sur des productions complexes et répétitives ? Elles excellent.
Mais pour de petites séries qui changent constamment, la CNC n’élimine pas la préparation — elle la documente. Tu dois toujours choisir les outils. Tu dois toujours les installer. Tu dois toujours vérifier les premières pièces. Et maintenant tu gères aussi les programmes, les révisions et la familiarité des opérateurs.
L’automatisation accélère la répétition. Elle n’élimine pas la variabilité.
Si ton goulet d’étranglement est le changement fréquent de série, la CNC peut rendre chaque exécution plus fluide sans rien changer au nombre total de séries. C’est comme paver une route qui s’effondre tous les kilomètres.
À la fin de tout cela, je veux que tu ressentes le déclic : arrête de te demander “ Quelle est la machine la plus performante que je peux me permettre ? ” et commence à te demander “ Où est-ce que ma semaine ralentit vraiment ? ”
Parce que la réponse à cette question détermine quelle plieuse mérite sa place sur le plancher.
Tu veux une méthode pratique pour décider quelle plieuse correspond à ta charge de travail ?
Commence par une seule pièce. Un coffret électrique en tôle de 20 gauge, 12 pouces de large, 8 pouces de profondeur, côtés de 4 pouces, quatre rebords retournés. Cinquante pièces. Puis la semaine suivante, même encombrement mais un rebord fait 5 pouces et il y a une languette de découpe sur le côté.
Sur une presse plieuse, cette pièce vit ou meurt selon la géométrie des outils. Sur une plieuse à doigts, elle vit ou meurt selon que tu peux retirer deux doigts pour laisser un espace.
Cette différence ne tient pas à la puissance. Elle tient à l’accès physique.
Une presse plieuse est un système de rails — poinçon au-dessus, matrice en dessous. Tout ce que tu formes doit passer entre ces rails sans heurter l’acier qui ne bouge pas. Une plieuse à doigts est une clôture à piquets — enlève les piquets inutiles et la tôle se déplace librement dans l’espace. Système de rails contre clôture à piquets. Même fonction. Libertés différentes.
Quand ta semaine est remplie de petites séries de boîtiers, couvercles, supports et révisions, la liberté géométrique n’est pas un luxe. C’est ce qui t’empêche de redessiner la pièce pour convenir à la machine au lieu du contraire.
Alors où cette liberté se manifeste-t-elle réellement dans le métal ?
Imaginez une simple boîte : quatre côtés relevés, puis vous voulez fermer le dernier coin avec un petit retour de bride qui se replie à l’intérieur.
Sur une presse plieuse, au moment où vous avez formé trois côtés, cette boîte partiellement formée a des parois dressées. Vous essayez maintenant de la glisser sous un poinçon droit et dans une matrice droite. Ces parois entrent en collision avec le porte-poinçon ou le bâti avant même que vous ne touchiez la pédale. Vous pouvez acheter des poinçons à col de cygne pour dégager une partie de l’obstacle. Vous pouvez segmenter les matrices. Vous pouvez séquencer les pliages.
Mais l’acier ne ment pas. Si les parois formées sont plus hautes que la profondeur de gorge disponible et le dégagement du poinçon, c’est fini. Toute la force du monde ne sauvera pas cette pièce.
Écoutez, j’ai vu des ateliers poursuivre ce problème avec des outillages sur mesure. Des poinçons à décalage spécial. Des empilements de matrices usinés à la demande. Des outils uniques pour un produit vendu à 200 unités par an. C’est ainsi que l’on se retrouve à regarder un $4 000 erreur d’outillage parce qu’une révision a modifié la hauteur d’une bride d’un demi-pouce.
Maintenant, allez voir la plieuse à doigts. Retirez les deux doigts là où la bride de retour a besoin d’espace. Pliez trois côtés. Relevez la dernière bride dans l’espace que vous avez créé. Aucune collision. Aucun acier spécial. Juste un vide là où vous en avez besoin.
C’est le paradoxe du plieuse à doigts et à panneaux : la machine la plus grande et la plus puissante est parfois celle qui se retrouve enfermée.
Mais la géométrie ne concerne pas seulement le fait que la pièce rentre ou non. Elle concerne le fait que l’outillage vous permette ou non de terminer ce que vous avez commencé.
Prenons de l’acier doux calibre 16 — à peu près la limite de confort supérieure pour la plupart des plieuses manuelles à doigts. Vous voulez une bride de 3 pouces le long d’un bord, puis un retour de 1 pouce sur cette bride.
Sur une presse plieuse, la force n’est pas le problème. Le pliage à l’air libre d’un calibre 16 sur un pied peut nécessiter quelques tonnes selon l’ouverture de votre matrice en V. Aucune difficulté même pour une petite unité hydraulique. Le problème, ce n’est pas la force. C’est la lumière du jour — l’espace vertical libre entre le coulisseau et le banc — et le profil du poinçon.
Si votre poinçon n’a pas une profondeur de gorge suffisante, cette bride de 3 pouces heurtera le corps du poinçon avant que le retour de 1 pouce n’atteigne 90 degrés. Vous changez donc pour un poinçon à col de cygne plus profond. Cela modifie votre déduction de pli. Votre développé change alors. Vous ajustez le programme. La première pièce sort trop longue de 0,030 pouce parce que l’inox a un rappel élastique plus fort que l’acier doux — environ 1,5 fois la force et plus de récupération élastique. Vous ajustez maintenant la butée arrière.
Cela fait trois ajustements avant d’avoir fabriqué cinq pièces.
Sur une plieuse à doigts, le dégagement est intégré à la conception. Les doigts amovibles créent des espaces verticaux où les brides hautes peuvent passer. Vous ne luttez pas contre un profil de poinçon fixe. Vous décidez simplement quel acier reste et quel acier part.
Mais ne prétendons pas que les plieuses à doigts soient magiques. La plupart des plieuses à doigts et à panneaux de 24 pouces plafonnent autour du calibre 16 en acier doux car vous êtes le système hydraulique. Vos bras sont le tableau de tonnage. Essayez du calibre 10 et vous resterez bloqué à mi-chemin de la traction.
C’est la ligne de démarcation. La liberté géométrique l’emporte dans le domaine des faibles épaisseurs. Dès que l’on pénètre dans les tôles plus épaisses, la presse plieuse ne devient pas seulement pratique — elle devient indispensable.
Alors, si les plieuses à doigts ne peuvent pas gérer les pièces épaisses en petites séries, pourquoi dominent-elles encore le travail de prototypage en phase initiale ?
Un client entre avec un croquis griffonné sur une serviette. Panneau en aluminium de 0,090 pouce d’épaisseur. Trois plis. Un côté pourrait changer selon la manière dont il s’ajuste sur le terrain.
Sur la presse plieuse, vous choisissez un poinçon, vous choisissez une ouverture de matrice pour obtenir le rayon intérieur souhaité, vous réglez votre butée arrière, vous programmez la séquence, vous effectuez un pli test, vous mesurez le retour élastique, vous ajustez. Dix à quinze minutes si vous êtes rapide. Plus longtemps si vous passez d’un travail précédent avec un outillage différent.
Sur la plieuse à doigts, vous réglez la butée de profondeur avec un mètre ruban, vous retirez les doigts inutiles, vous serrez et pliez. Si le rebord doit être 1/8 de pouce plus long, vous faites simplement glisser la butée et tirez à nouveau. Pas de magasin d’outils. Pas de modification de programme. Pas d’attente pour le cycle du vérin.
Écoutez, le temps de cycle sur une presse plieuse CNC dépasse largement celui d’une machine manuelle dès que vous êtes dans les centaines de pièces. Trente ici. Cinquante là. Il n’y a même pas de comparaison possible.
Mais c’est justement là le point.
En prototypage, l’opération la plus lente, ce n’est pas le pliage. C’est la prise de décision. Plus vous pouvez changer d’avis rapidement, plus la pièce converge vite vers quelque chose d’utilisable. Une presse plieuse récompense la certitude. Une plieuse à doigts tolère le doute.
Voici donc le test pratique que vous avez demandé : examinez les travaux du mois dernier. Combien comptaient moins de 100 pièces ? Combien étaient en tôle de 18 à 22 gauge ? À quelle fréquence les hauteurs de rebord ou les emplacements des languettes ont-ils changé après la première pièce ?
Si la plupart de vos réponses concernent du métal mince et des modifications constantes, la liberté géométrique vous rapportera chaque semaine.
Et si ce n’est pas le cas — si votre travail tend à devenir plus épais, plus long et plus répétable — à quel moment la liberté cesse-t-elle d’être suffisante ?
Un atelier avec lequel j’ai travaillé pliait des supports galvanisés de 18 gauge pour un rack de télécommunication — quatre plis chacun, rien de compliqué. Première semaine : 40 pièces. Deuxième semaine : 120. Au bout de trois mois, ils expédiaient 600 pièces par semaine, même plan, même matériau, aucune révision.
À 40 pièces, la plieuse à doigts avait du sens. Serrage, pliage, desserrage. Dix secondes par pli si l’opérateur tenait le rythme. Mais à 600 pièces par semaine, cela représente 2 400 plis. Même à 8 secondes nettes par pli, vous faites face à plus de cinq heures d’allers-retours de bras — et cela avant que la fatigue ne fasse dériver votre angle d’un degré vers le plat à la pièce numéro 317.
C’est le seuil.
Lorsque vos pièces cessent d’évoluer et que votre volume dépasse environ 300 à 500 pièces identiques par semaine en tôle fine, ou plus de 100 en tôle moyenne, la question ne devient plus : “ Puis-je la fabriquer ? ” mais “ Puis-je la fabriquer de la même manière le vendredi à 16 h 30 qu’au lundi à 8 h ? ” C’est à ce moment que la presse plieuse mérite sa place sur l’atelier.
Mais qu’est-ce qui cède en premier — la machine ou l’humain ?
J’ai vu un bon opérateur maintenir ±1 degré sur une plieuse à doigts toute la matinée en tôle 20 gauge. À midi, cette constance diminue. Non pas qu’il ait oublié comment faire. C’est l’acier qui se défend.
Les plieuses manuelles dépendent de la force musculaire et du ressenti. Même une petite variation de vitesse de traction modifie la flexion de la lame. La barre de serrage se déforme légèrement sous la charge. Le retour élastique — la tendance du métal à se rouvrir après le pliage — varie d’une feuille à l’autre. Sur de l’acier doux de 18 gauge, une erreur d’un degré sur un rebord de 1 pouce déplace la position du bord d’environ 0,017 pouce. Empilez quatre plis, et cette erreur se cumule en assemblages qui vous résistent.
Une presse plieuse hydraulique ne se fatigue pas. Le vérin parcourt la même course à chaque fois. Même une machine basique non‑CNC applique une force constante par des cylindres plutôt que par des épaules. Ajoutez une butée arrière — une butée motorisée qui positionne la pièce — et la longueur du rebord n’est plus estimée au mètre ruban ; elle est commandée à une position programmée à quelques millièmes près.
Écoutez, le mur de la répétabilité n’a rien à voir avec l’orgueil. C’est une question de mathématiques et de fatigue.
Lorsque vous produisez plus de 500 supports identiques, le coût d’un lot hors tolérance peut anéantir votre semaine. J’ai vu des ateliers mettre au rebut 150 pièces parce que l’opérateur n’avait pas remarqué que l’angle s’était ouvert de 1,5 degré après le passage à une nouvelle bobine. C’était une série de rebut $3,200— simplement parce que le procédé reposait sur le ressenti plutôt que sur le contrôle de la course.
Le plieuse à doigts contre la presse plieuse, c’est comme une clé dynamométrique contre une barre de levier. L’une applique la force avec précision et répétabilité ; l’autre dépend de la manière dont vous vous penchez ce jour-là.
Ainsi, le volume expose les limites humaines. L’épaisseur expose les limites physiques.
Prenez de l’acier doux de calibre 10 — environ 0,135 pouce d’épaisseur. Essayez de plier une pièce de 24 pouces de large à 90 degrés sur une plieuse à caisson et à doigts standard de 24 pouces, conçue pour du calibre 16. Vous descendrez à mi-chemin et sentirez tout le châssis protester. La barre de serrage se soulève. Le tablier fléchit. Vous vous arrêtez avant que quelque chose ne casse.
Cette capacité n’est pas du marketing creux. C’est de la conception structurelle. Les axes de pivot, la rigidité du tablier, la pression de serrage — tous dimensionnés pour un moment de flexion maximal. Le dépasser, et vous n’obtenez pas seulement un pli raté. Vous déformez définitivement la machine.
Les presses plieuses calculent le tonnage selon l’épaisseur du matériau, sa résistance à la traction, la longueur du pli et l’ouverture de la matrice. Par exemple, le pliage à l’air d’un acier doux de calibre 10 sur une matrice en V de 1 pouce peut nécessiter environ 12 à 15 tonnes par pied. Pliez 4 pieds, et vous atteignez la plage de 50 à 60 tonnes. C’est un travail banal, même pour une presse hydraulique de taille moyenne.
Écoutez, une fois que vos travaux habituels concernent du calibre 12 et plus épais, la discussion est close. Vous avez besoin d’un tonnage contrôlé.
Et il ne s’agit pas seulement de “ peut-elle plier ”. Un matériau plus épais amplifie le retour élastique. L’inox au calibre 12 peut revenir de 2 à 3 degrés. Sur une presse plieuse, on surplie en programmant une course plus profonde. Sur une plieuse à doigts, on devine, on tire plus fort, on vérifie avec une équerre, on replie. Chaque correction écrouit la ligne de pli et risque de la fissurer.
La géométrie gagne avec la tôle mince. La physique gagne avec la plaque.
Nous avons donc tracé deux lignes nettes : le volume et l’épaisseur. Qu’est-ce qui rend la presse plieuse réellement rentable une fois ces seuils franchis ?
Je suis entré dans un atelier où la presse plieuse n’avait pas changé de configuration depuis trois mois. Même poinçon, même matrice en V à quatre côtés, mêmes positions de butée arrière. Ils fabriquaient une famille de supports — des variations uniquement en longueur. L’opérateur chargeait, appuyait sur la pédale, la pièce tombait, recommençait. Ils réalisaient en moyenne 700 à 800 plis par heure sur une presse CNC. Pas parce que la machine était magique. Parce que rien ne changeait.
C’est ça, le rythme.
Une presse plieuse devient rentable lorsque votre travail se stabilise autour d’un outillage fixe. Vous choisissez une ouverture de matrice qui donne le rayon intérieur souhaité. Vous réglez les déductions de pli — la compensation du matériau étiré dans le plat. Vous programmez une fois la butée arrière. Après cela, le coût de réglage s’amortit sur des milliers de cycles.
En dessous de 100 pièces, le temps de réglage peut vous coûter cher. Au-delà de 1 000 plis identiques, il disparaît dans le bruit.
Voici où les ateliers se trompent : ils achètent une grosse presse en espérant que la flexibilité se traduira en profit. Mais une presse plieuse est un système sur rails. Elle fonctionne mieux quand les rails sont fixes. Une plieuse à doigts est une camionnette — vous pouvez traverser un champ quand vous le souhaitez.
Une fois que votre modèle économique repose sur des commandes prévisibles et répétées — 500 cette semaine, 500 la suivante, même plan — le système sur rails l’emporte. Profondeur de course constante. Longueur de flange constante. Variations minimales entre opérateurs. Le travail devient chargement et déchargement, pas jugement et correction.
Mais c’est le point que la plupart des propriétaires manquent.
Le seuil de la presse plieuse n’est pas émotionnel. Il est opérationnel. Dès que vous entrez dans la production répétitive, le matériau épais et l’empilement de tolérances serrées à travers les assemblages, le tonnage et la répétabilité cessent d’être des luxes. Ils deviennent le plancher sur lequel vous vous tenez.
Et une fois que vous décidez que vous avez besoin de ce plancher, la question suivante n’est pas “ Devrais-je acheter une presse plieuse ? ”
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Presse plieuse est une prochaine étape pertinente.
C’est une question de savoir si vous êtes prêt à tout ce qui vient fixé dessus.
La nouvelle presse plieuse CNC de 175 tonnes était encore chaude après l’installation lorsque le propriétaire m’a dit : “ Maintenant, on peut plier n’importe quoi. ” Trois semaines plus tard, nous réorganisions tout l’atelier parce que le chariot élévateur ne pouvait pas faire entrer une tôle de 10 pieds dans la gorge sans bloquer le laser. Personne ne prévoit ce genre de chose dans son budget. Et pourtant, la presse plieuse n’est que la moitié de l’équation — la machine de découpe en amont doit être dimensionnée, formatée et automatisée pour l’alimenter efficacement. Associer la capacité de pliage à un système haute puissance et grand format comme la machine de découpe laser CN-HAWE—conçue pour la production de tôles entièrement contrôlée par CNC—vous oblige à concevoir la cellule comme un système, et non comme deux achats indépendants.
Vous avez franchi la limite où une presse plieuse n’est plus facultative. Très bien. Mais s’engager dans une telle machine change votre aménagement, votre budget d’outillage, votre consommation électrique, vos délais de production et le niveau de compétence de vos opérateurs. Le prix de la machine est l’acompte ; le rack d’outillage est l’hypothèque que vous n’aviez pas prévue.
Alors, qu’est-ce qui est réellement inclus dans cette mise à niveau “ nécessaire ” ?
Une presse plieuse hydraulique de 10 pieds pèse plus de 20 000 livres et occupe environ 18 à 22 pieds de mur linéaire une fois la marge de service prise en compte. Ce n’est que la masse de fer. Ajoutez maintenant la zone de stockage de matière à l’avant — au moins la longueur totale de pliage plus le passage de l’opérateur — et la zone de sécurité à l’arrière pour les pièces qui se lèvent sur de longues brides. Réalistement, vous avez engagé un rectangle de 10 par 25 pieds d’espace privilégié dans l’atelier.
Écoutez, la fiche technique vous indique la longueur du lit et le tonnage. Elle ne parle pas du rayon de rotation.
La profondeur de gorge — la distance entre le coulisseau et le bâti — peut être de 8 ou 12 pouces. Cela semble généreux jusqu’à ce que vous formiez un panneau de 36 pouces avec une bride de retour. Soudain, vous devez faire pivoter la pièce en cours de séquence, la déplacer latéralement, ou repenser l’ordre des plis car le bâti vous bloque. La presse plieuse vous donne de la force ; la plieuse à segments vous offre une géométrie ouverte. L’une est une presse en fosse ; l’autre est un étau ouvert.
Ce compromis se manifeste dans le temps de manutention. Pour du travail à faible volume et faible épaisseur — disons des capots électriques en tôle 20 gauge avec ourlets et retours — le cycle de pliage réel peut prendre trois secondes sur la presse plieuse. Mais retourner, faire pivoter, repositionner ? C’est là que les minutes s’envolent. Une plieuse à tablier et à segments vous permet de garder la pièce à plat sur la table et de suivre la séquence sans soulever des tôles de 4 par 4 pieds à hauteur de poitrine.
Mais c’est justement là le point.
Quand votre atelier se remplit d’un système de rail fixe de 10 pieds, chaque pièce de forme atypique, sujette à révision et en tôle mince doit désormais s’adapter à ce rail. La machine ne bouge pas. Votre flux de production, si. Êtes-vous prêt à concevoir votre flux de travail autour d’une colonne vertébrale immobile ?
Un client m’a un jour déclaré fièrement qu’il avait obtenu une presse plieuse de 150 tonnes d’occasion à bas prix. Six mois plus tard, il avait dépensé $4 000 erreur d’outillage de l’argent parce qu’il avait commandé des poinçons de style européen, évalués en tonnes métriques par mètre, et les avait associés à une presse américaine spécifiée en tonnes courtes par pied. Les mêmes chiffres sur le papier. Une physique différente dans l’acier.
Les capacités d’outillage ne sont pas universelles. Un catalogue indique 60 tonnes par mètre. Un autre, 20 tonnes par pied. Sans conversion, vous sous-dimensionnez et risquez de fissurer un poinçon, ou vous surdimensionnez la machine parce que vous croyez vos matrices trop faibles. Cette confusion pousse discrètement les ateliers à acheter des presses plus puissantes qu’ils n’en ont besoin.
Ajoutez maintenant la formule du tonnage : la force de pliage augmente avec le carré de l’épaisseur du matériau et diminue à mesure que l’ouverture de la matrice en V s’élargit. J’ai vu du A36 de 1/4 pouce sur 10 pieds nécessiter près de 200 tonnes avec une matrice en V de 2 pouces, puis tomber à environ 140 tonnes avec une matrice de 3 pouces. Même matériau. Même longueur. Différent choix d’outillage.
Alors, quelle est la vraie variable — la taille de la machine ou la sélection de la matrice ?
Écoutez, chaque fois que vous recherchez un rayon intérieur plus serré sur de la tôle mince, vous réduisez l’ouverture en V. Une V étroite signifie une demande de tonnage plus élevée par pied. Cela implique un changement de matrice. Cela implique du temps de préparation. Sur une série limitée de 40 pièces sur mesure, un changement de matrice de 20 minutes peut anéantir le bénéfice.
Un frein à doigts ne se préoccupe pas des ouvertures en V. Il plie autour de la géométrie du tablier et des doigts amovibles. Pas de rack de matrices. Pas de bibliothèque de poinçons. Pas de calage pour le bombé. Comparer une presse plieuse à un frein à doigts, c’est comme comparer une boîte à douilles à une clé à molette : l’une vous donne de la précision pour chaque taille, mais seulement si vous possédez toutes les douilles.
Et chaque douille coûte de l’argent.
Une fois que vous vous engagez dans un écosystème de presse plieuse — poinçons col de cygne pour les retours, matrices pour le sertissage, V étroits pour les rayons serrés, V larges pour le soulagement de tonnage — vous construisez un stock d’outillage qui doit rester organisé, correctement évalué et préparé pour des changements rapides. C’est du temps de main-d’œuvre et du capital immobilisé sur un rack. Sur des travaux répétitifs à grand volume, cet écosystème ronronne. Sur des petits volumes en tôles fines et variées, il devient de la friction.
Alors, quand cesse-t-il d’être une friction pour devenir un levier ?
Je vais vous donner un scénario hypothétique. Vous pliez des pièces de 90 pouces en tôle de 10 gauge, avec des plis serrés à 90 degrés et des longueurs de flasque constantes. Une matrice en V standard vous place près du sommet de votre courbe de tonnage. Passez à une ouverture de 1 pouce, et le tonnage par pied diminue suffisamment pour qu’une presse plieuse de taille moyenne s’en sorte proprement avec un meilleur contrôle du rayon. Un frein à doigts ne peut même pas entrer dans la conversation à cette épaisseur et longueur.
C’est là qu’un kit de presse plieuse hydraulique a du sens.
Pas parce qu’il est impressionnant. Parce que l’épaisseur du matériau, la longueur du pli et l’empilement des tolérances exigent un tonnage contrôlé et des rayons ajustés par la matrice. La plage de force de la machine correspond à la plage de production.
Mais si 70 % de votre travail hebdomadaire concerne du 18–22 gauge, moins de 48 pouces, avec des languettes étranges et des modifications de dessin de dernière minute, ce même kit hydraulique devient du SWAG — « scientific wild guess » — chaque fois que vous choisissez une matrice. Quel V cette fois ? Quel poinçon dégage le retour ? La profondeur de gorge va-t-elle étouffer la séquence ?
Écoutez, le SWAG fonctionne en prototypage. Il fait saigner les finances en production.
Le juste milieu, c’est le calcul honnête : suivez la fréquence à laquelle vous changez de matrices, combien de configurations concernent moins de 100 pièces, combien d’espace au sol reste inutilisé en attendant le prochain “ gros ” travail. Si votre presse passe plus de temps en préparation qu’en action, vous avez acheté une capacité que votre mix ne nourrit pas.
Une presse plieuse devient structurellement nécessaire à certains volumes et épaisseurs. Au-delà de cette limite, c’est le sol sur lequel vous vous tenez. Mais en dessous — tôle fine, petites séries, forte variation géométrique — l’accès libre et le rythme sans changement d’outil du frein à doigts peuvent surpasser un monument de 175 tonnes.
Alors avant de signer pour le métal, posez-vous une question brutale : votre chiffre d’affaires repose-t-il sur la force… ou sur la flexibilité ?
Vous voulez un calcul, pas un discours de motivation. Parfait. Parce qu’il ne s’agit pas de ce qu’une machine peut fait. Il s’agit de ce que votre travail vous oblige à faire chaque jour.
Si vous souhaitez confronter les chiffres aux capacités réelles des machines — presses plieuses CNC, systèmes de découpe laser et automatisation intégrée de la tôlerie — consultez les détails techniques et les options de configuration dans la documentation téléchargeable de CN-HAWE : Télécharger les brochures techniques et les spécifications. Disposer des paramètres réels sous les yeux facilite l’adaptation de la capacité, du contrôle et du niveau d’automatisation au travail que votre atelier réalise réellement.
L’erreur que je constate—trente là, si je l’ai vue une fois—c’est que les propriétaires fixent le prix du fer avant d’avoir évalué le prix de la friction. Ils regardent les graphiques de tonnage, pas les feuilles de temps. Ils comparent la capacité maximale, pas la contrainte dominante. Puis ils signent pour une machine qui résout magnifiquement le mauvais problème.
Voici donc le filtre que j’utiliserais si c’était mon atelier et mon hypothèque.
Commencez avec la physique, pas avec la fierté.
Prenez vos 90 derniers jours de travaux. Pour chaque pièce, notez trois chiffres : type de matériau, épaisseur et longueur maximale d’un seul pli. Ensuite, utilisez la formule de tonnage en pliage à l’air pour l’acier doux comme base : P = 650 × S² × L / V.
S est l’épaisseur en pouces. L est la longueur de pli en pieds. V est l’ouverture de matrice en pouces. Puis ajustez selon le matériau—multipliez par 1,5 pour l’acier inoxydable, 0,55 pour l’aluminium. Ajoutez une marge de sécurité 20%. C’est votre véritables demande de tonnage, pas l’étiquette sur la machine.
Examinez maintenant le chiffre de pointe parmi ces travaux.
Si même votre pire pièce se situe en dessous, disons, de 12–16 tonnes au total et sous 48 pouces de long, votre problème n’est probablement pas la force. C’est la géométrie—retours, ourlets, coins fermés, languettes irrégulières. Un frein à doigts excelle dans ce domaine.
Mais si vous voyez 80, 120, 180 tonnes requises sur des travaux routiniers—pas des pièces uniques annuelles—alors la flexibilité de forme ne vous sauvera pas. Il vous faut une force contrôlée et des matrices adaptées.
Voici la partie que la plupart des gens ratent : la capacité de la presse et celle des outillages sont deux choses différentes. Une presse de 20 tonnes avec un outillage de 12 tonnes reste un système de pliage de 12 tonnes. Surchargez ce poinçon et vous vous retrouverez face à un $4 000 erreur d’outillage avant le déjeuner. Ce n’est pas le châssis qui cède en premier. C’est l’outillage.
Le choix entre presse plieuse et frein à doigts à ce stade revient à celui entre une clé dynamométrique et un levier de rupture : l’une vous donne une force mesurée, l’autre l’accès et le ressenti. Si votre contrainte quotidienne est la spécification de couple, vous savez laquelle il vous faut.
Alors, quel chiffre étouffe réellement vos travaux—tonnes par pied, ou dégagement autour d’un rebord ?
La force vous dit ce qui est possible. Le réglage vous dit ce qui est rentable.
Prenez ces mêmes 90 jours et comptez combien de fois vous avez changé les configurations de poinçons ou de matrices. Pas les coups. Les réglages. Si vous changez d’outillage cinq fois par jour pour des lots de 20, 40, 80 pièces, cette machine vit en mode réglage.
Calculez maintenant ceci : moyenne des plis identiques par réglage ÷ moyenne des minutes de réglage.
Si l’étape suivante consiste à parler directement à l’équipe, Contactez‑nous s’intègre naturellement ici.
Si vous passez 25 minutes à changer de matrices pour produire 40 pièces avec quatre plis chacune, cela fait 160 coups pour 25 minutes d’arrêt. Si chaque coup dure trois secondes, vous avez huit minutes de pliage contre 25 minutes de préparation.
La machine est un monument. Le profit s’écoule tout autour.
Sur une plieuse à doigts, il n’y a pas de bibliothèque de matrices. Vous réglez les doigts, serrez, pliez. Le “ réglage ” est souvent la séquence de pliage elle-même. Pour les travaux à faible volume et en tôle fine, ce rythme l’emporte, car les changements de géométrie ne nécessitent pas d’échanges d’acier.
Écoutez, si votre plieuse passe plus de temps avec des clés sur le coulisseau qu’avec des pièces dessous, vous avez acheté une voiture de course pour la circulation urbaine.
Mais si vos travaux consistent en 400 pièces identiques, même matériau, mêmes plis, semaine après semaine ? Alors le réglage devient négligeable. La vitesse de course et la répétabilité prennent le dessus. C’est là que la presse plieuse prouve sa valeur.
Alors, faites-vous de la production… ou du chaos contrôlé ?
Maintenant, soyons honnêtes.
Notez le pourcentage de revenus par plage d’épaisseur. Pas ce que vous espérez gagner l’an prochain. Ce qui vous a payé ce trimestre.
Si 70% de vos factures concernent du 18–22 gauge de moins de quatre pieds de long, vous vivez au pays de la tôle fine. Une plieuse à doigts s’en chargera toute la journée avec un minimum de frais généraux. Acheter une plieuse de 175 tonnes parce qu’une seule demande de devis est arrivée pour du 1/4 pouce sur 8 pieds, c’est construire une cathédrale pour un mariage qui n’a pas encore été programmé.
Mais si votre gagne-pain repose sur du 3/16, 1/4, 5/16 de plaque — même pour de courtes séries — la voie manuelle devient synonyme de fatigue, d’incohérence et de risque. Ce n’est pas du romantisme. C’est un accident du travail en attente.
Voici le cadre résumé en une phrase :
Achetez la machine qui résout la contrainte dominante d’aujourd’hui sur au moins 60% de votre chiffre d’affaires.
Pas le travail le plus bruyant. Pas le devis le plus important. La majorité statistique de vos travaux rémunérés.
Écoutez, la plupart des faillites que j’ai vues ne venaient pas d’un manque de capacité, mais d’un excès de capacité jamais utilisé. Les paiements du matériel se moquent de votre “ potentiel ”. Ils se soucient de l’utilisation.
Presse plieuse ou plieuse à doigts, au bout du compte, c’est une décision comparable à fraiseuse contre tour. Vous n’en achetez pas une parce qu’elle est plus impressionnante. Vous achetez celle qui correspond au stock dans votre atelier aujourd’hui.
Alors, avant d’appeler le distributeur d’équipement, sortez vos factures et faites le calcul. Votre mélange de travaux vous dit déjà quoi acheter.
Êtes-vous prêt à l’écouter ?


















