

Rem tangan CNC 175 ton yang baru masih hangat dari pemasangan ketika pemiliknya berkata kepada saya, “Sekarang kita bisa menekuk apa pun.”
Minggu itu mereka menjalankan kotak listrik 20-gauge. Lima puluh di sini. Tiga puluh di sana. Empat variasi flensa. Pada hari Jumat, operator menghabiskan lebih banyak waktu mencari punch dan mengganti cetakan daripada benar-benar menekuk logam. Mesin itu bisa membentuk pelat setengah inci sepanjang hari. Ia hanya tidak pernah melakukannya.
Daya bukanlah kinerja. Tidak jika ia hanya duduk menunggu perkakas.
Produsen senang menjual tonase. Bengkel senang membeli ruang cadangan. Saya telah melihat pemilik membesarkan kapasitas rem tangan 20–30 persen “untuk masa depan,” yakin bahwa lebih banyak tenaga berarti lebih banyak peluang. Apa yang sebenarnya mereka beli adalah kesalahan perkakas $4,000 ketika set cetakan pertama yang terlalu besar tidak cocok dengan pekerjaan pelat tipis yang sebenarnya mereka jalankan.
Dengarkan, rem tangan yang dapat menekuk pelat setengah inci sepanjang sepuluh kaki adalah keajaiban. Tetapi jika 80 persen jadwal Anda adalah braket, penutup, dan kotak 18–22 gauge, keajaiban itu berubah menjadi stasiun pengganti cetakan yang sangat mahal. Kapabilitas di luar beban kerja Anda bukanlah hal netral—itu menyeret alur kerja di belakangnya seperti trailer penuh besi.
Jadi jika rem tangan CNC begitu unggul, mengapa bengkel terbaik yang saya kenal masih menyimpan rem jari yang dibaut ke lantai?
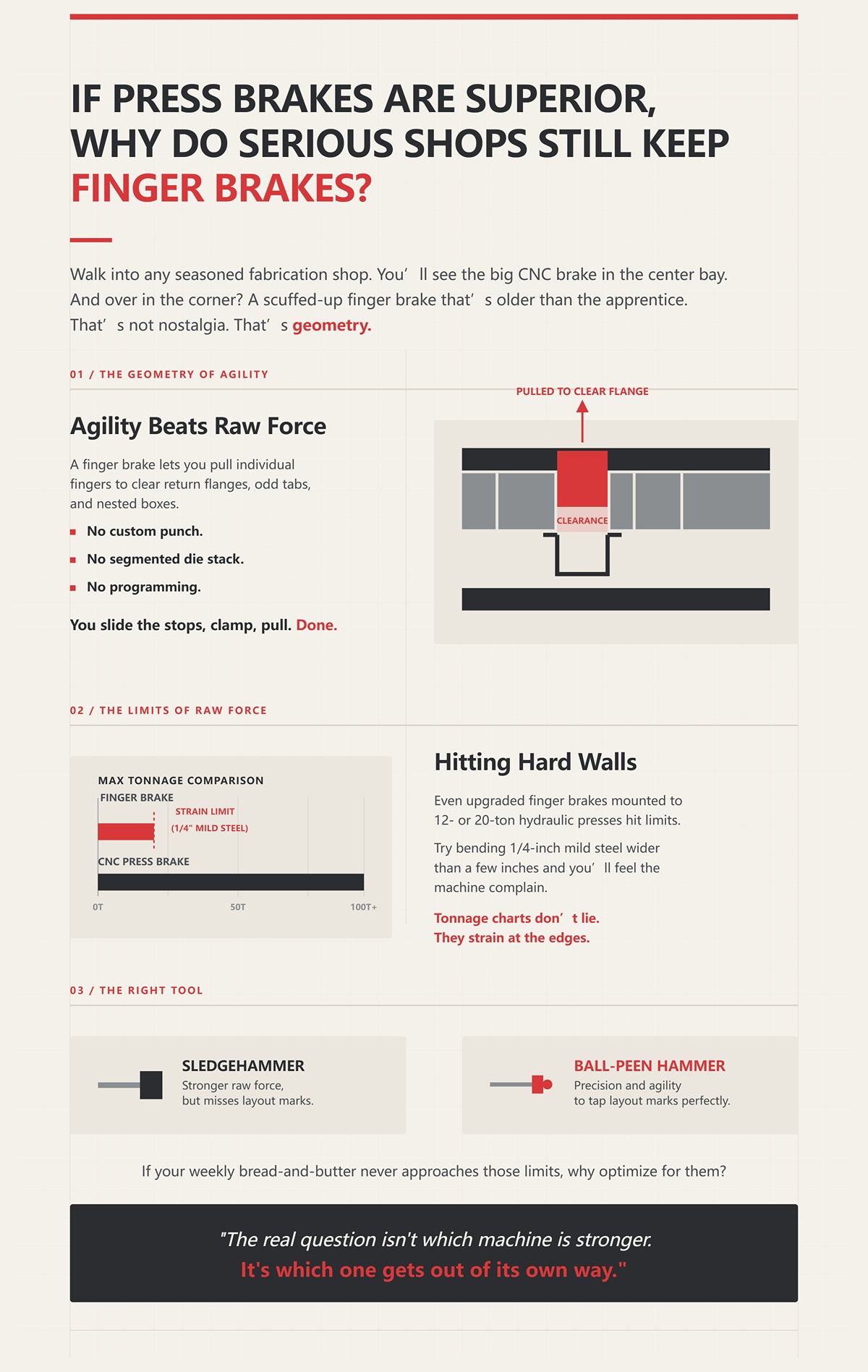
Masuklah ke bengkel fabrikasi berpengalaman mana pun. Anda akan melihat rem tangan CNC besar di area tengah. Dan di sudut? Rem jari lecet yang lebih tua dari para magang.
Itu bukan nostalgia. Itu geometri.
Rem jari memungkinkan Anda melepas jari-jari tertentu untuk menghindari flensa balik, tab aneh, kotak bersarang—tanpa punch khusus, tanpa tumpukan cetakan tersegmentasi, tanpa pemrograman. Anda geser penghenti, jepit, tarik. Selesai. Pada bagian volume rendah, kelincahan geometris itu mengalahkan kekuatan mentah setiap saat.
Sekarang, mari kita jujur tentang batasannya. Bahkan rem jari yang ditingkatkan dan dipasang pada press hidrolik 12 atau 20 ton pun mencapai batas keras. Coba tekuk baja ringan setebal 1/4 inci lebih lebar dari beberapa inci dan Anda akan merasakan mesin itu mengeluh. Grafik tonase tidak berbohong. Mereka tegang di ujungnya.
Tapi itu intinya.
Jika pekerjaan rutin mingguan Anda tidak pernah mendekati batas-batas itu, mengapa dioptimalkan untuk itu? Palu besar lebih kuat daripada palu bola, tetapi Anda tidak mengetuk tanda tata letak dengan palu besar. Begitulah cara Anda meleset.
Pertanyaan sebenarnya bukanlah mesin mana yang lebih kuat. Tetapi yang mana yang tidak menghalangi dirinya sendiri.
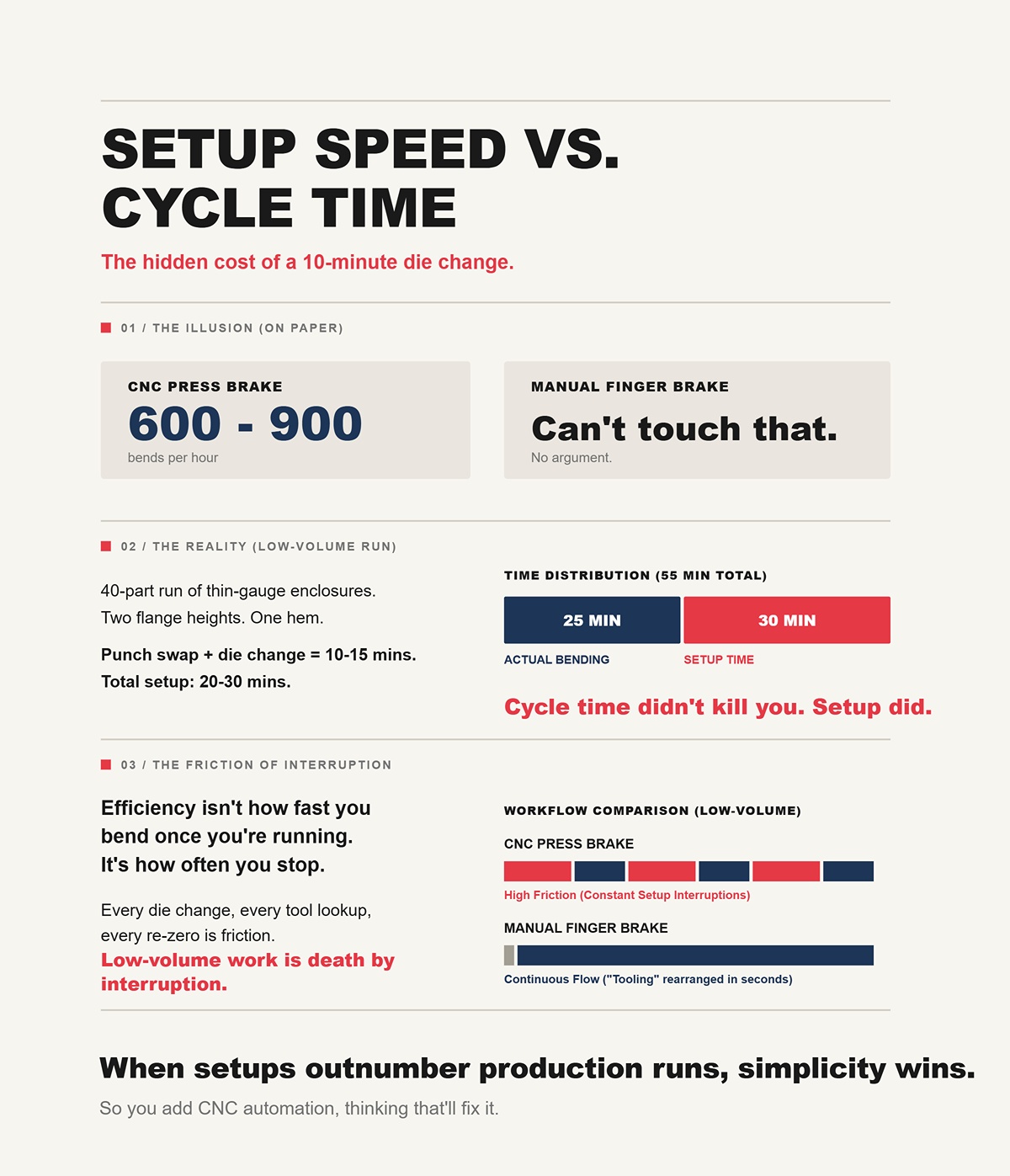
Di atas kertas, rem tangan CNC dapat mencapai 600 hingga 900 tekukan per jam. Rem jari manual tidak bisa menyentuh angka itu. Tidak ada argumen.
Sekarang bayangkan ini: produksi 40 bagian penutup pelat tipis. Dua tinggi flensa. Satu lipatan. Pada rem tangan CNC, itu berarti satu penggantian punch dan satu pergantian cetakan. Katakanlah 10 menit jika operatornya cekatan. Lima belas jika dia manusiawi.
Itu adalah 20–30 menit waktu penyiapan untuk pekerjaan yang mungkin hanya memerlukan 25 menit proses penekukan sebenarnya.
Waktu siklus bukan yang membunuhmu. Penyiapanlah yang melakukannya.
Dengar, efisiensi bukan seberapa cepat kamu menekuk saat mesin sudah berjalan. Ini tentang seberapa sering kamu berhenti berjalan. Pekerjaan dengan volume rendah adalah kematian akibat gangguan berulang. Setiap pergantian cetakan, setiap pencarian alat, setiap penyetelan ulang adalah hambatan. Finger brake menghindari sebagian besar dari itu karena “perkakasnya” sudah ada—jari-jari yang tersegmentasi yang kamu atur ulang secara manual dalam hitungan detik.
Ketika jumlah penyiapan melebihi jumlah produksi, kesederhanaanlah yang menang.
Jadi kamu menambahkan otomatisasi CNC, berpikir itu akan memperbaikinya.
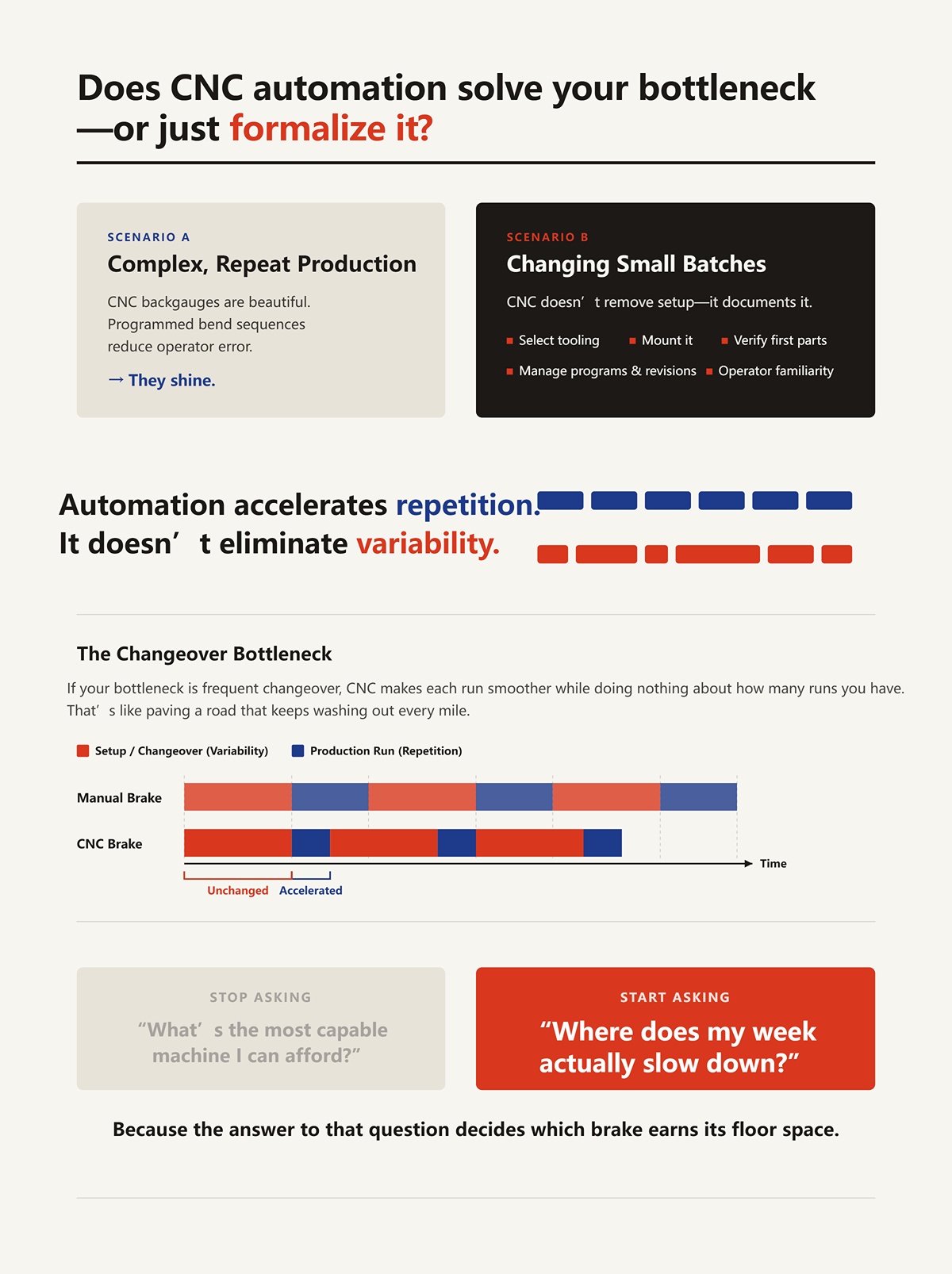
Backgauge CNC itu indah. Urutan tekukan yang diprogram mengurangi kesalahan operator. Pada produksi kompleks dan berulang? Mereka bersinar.
Namun pada batch kecil yang terus berubah, CNC tidak menghilangkan penyiapan—hanya mendokumentasikannya. Kamu masih harus memilih perkakas. Kamu masih harus memasangnya. Kamu masih harus memverifikasi bagian pertama. Sekarang kamu juga harus mengelola program, revisi, dan tingkat pemahaman operator.
Otomatisasi mempercepat pengulangan. Ia tidak menghilangkan variabilitas.
Jika hambatanmu adalah pergantian yang sering, CNC dapat membuat setiap proses berjalan lebih mulus tanpa melakukan apa pun terhadap jumlah pergantian yang kamu miliki. Itu seperti mengaspal jalan yang terus tergerus setiap satu mil.
Pada akhir pembahasan ini, aku ingin kamu merasakan pergeseran: berhenti bertanya, “Mesin paling mumpuni apa yang bisa saya beli?” dan mulai bertanya, “Di mana sebenarnya minggu saya melambat?”
Karena jawaban atas pertanyaan itu menentukan rem mana yang layak menempati ruang lantai bengkelmu.
Kamu ingin cara praktis untuk menentukan rem mana yang cocok dengan beban kerjamu?
Mulailah dengan satu bagian. Sebuah kotak listrik pelat 20 gauge, lebar 12 inci, dalam 8 inci, sisi 4 inci, empat flensa balik. Lima puluh buah. Lalu minggu berikutnya, dengan ukuran yang sama tetapi satu flensanya 5 inci dan ada tab knockout di sampingnya.
Pada press brake, bagian itu bergantung pada geometri perkakasnya. Pada finger brake, ia bergantung pada apakah kamu bisa melepas dua jari dan menyisakan celah.
Perbedaannya bukan pada kekuatan. Ini tentang akses fisik.
Press brake adalah sistem rel — punch di atas, die di bawah. Semua yang kamu bentuk harus melewati rel itu tanpa menabrak baja yang tidak bergerak. Finger brake adalah pagar kayu dengan bilah berdiri — lepaskan bilah yang tidak kamu perlukan dan logam dapat berayun di ruang terbuka. Sistem rel vs. pagar bilah. Jabatan kerja yang sama. Kebebasan yang berbeda.
Ketika minggu kerjamu dipenuhi dengan kotak, penutup, braket, dan revisi volume rendah, kebebasan geometris bukanlah kemewahan. Itu yang mencegahmu mendesain ulang bagian agar sesuai dengan mesin — bukan sebaliknya.
Jadi di mana kebebasan itu benar-benar terlihat pada logam nyata?
Bayangkan sebuah kotak sederhana: empat sisi ditekuk ke atas, lalu Anda ingin menutup sudut terakhir dengan flensa kecil yang dilipat ke dalam.
Pada press brake, ketika tiga sisi sudah terbentuk, kotak yang setengah jadi itu memiliki dinding yang menjulang. Sekarang Anda mencoba menggesernya di bawah punch lurus dan ke dalam die lurus. Dinding-dinding itu bertabrakan dengan pemegang punch atau rangka sebelum Anda sempat menginjak pedal. Anda bisa membeli punch berbentuk leher angsa untuk memberi ruang. Anda bisa membuat die tersegmentasi. Anda bisa mengatur urutan tekukan secara bertahap.
Namun baja tidak berbohong. Jika dinding yang sudah terbentuk lebih tinggi dari ruang tenggorokan dan jarak bebas punch yang tersedia, permainan selesai. Semua tonase di dunia tidak akan menyelamatkan bagian itu.
Dengarkan, saya telah melihat bengkel mengejar ini dengan perkakas khusus. Punch offset khusus. Tumpukan die hasil mesin khusus. Satu kali pembuatan untuk produk yang hanya terjual 200 unit per tahun. Begitulah Anda akhirnya hanya bisa menatap kesalahan perkakas $4,000 karena revisi mengubah tinggi flensa sebesar setengah inci.
Sekarang berjalanlah ke finger brake. Lepaskan dua jari tempat flensa lipatan itu membutuhkan ruang. Tekuk tiga sisi. Ayunkan flensa terakhir ke atas ke dalam celah yang Anda buat. Tidak ada benturan. Tidak ada baja khusus. Hanya ruang kosong di tempat yang Anda butuhkan.
Itulah paradoks box-and-pan: mesin yang lebih besar dan lebih kuat kadang justru yang terjebak dalam kotak.
Namun geometri bukan hanya soal apakah bagian tersebut muat. Ini tentang apakah perkakas memungkinkan Anda menyelesaikan apa yang telah Anda mulai.
Ambil baja karbon ringan 16-gauge — kira-kira batas kenyamanan atas untuk kebanyakan finger brake manual. Anda ingin membuat flensa 3 inci di sepanjang satu sisi, lalu lipatan 1 inci balik pada flensa itu.
Pada press brake, tonase tidak berarti apa-apa. Air-bending baja 16-gauge sepanjang satu kaki mungkin memerlukan beberapa ton tergantung pada bukaan V-die Anda. Tidak masalah bahkan untuk unit hidrolik kecil. Masalahnya bukan pada gaya. Masalahnya adalah jarak bebas — ruang vertikal terbuka antara ram dan meja — serta profil punch.
Jika punch Anda tidak memiliki kedalaman tenggorokan yang cukup, flensa 3 inci itu mengenai badan punch sebelum lipatan 1 inci mencapai 90 derajat. Jadi Anda mengganti ke punch bentuk leher angsa yang lebih dalam. Itu mengubah potongan bend deduction Anda. Sekarang pola datarnya bergeser. Anda menyesuaikan program. Artikel pertama lebih panjang 0,030 inci karena baja tahan karat memantul kembali lebih keras daripada baja ringan — sekitar 1,5 kali gaya, dan pemulihan elastis lebih besar. Sekarang Anda menambah shim pada backgauge.
Itu sudah tiga penyesuaian sebelum Anda membuat lima bagian.
Pada finger brake, jarak bebas sudah menjadi bagian dari desain. Jari yang bisa dilepas menciptakan celah vertikal tempat flensa tinggi bisa lewat. Anda tidak bertarung dengan profil punch tetap. Anda yang memutuskan baja mana yang tetap dan baja mana yang dihilangkan.
Namun jangan berpura-pura bahwa finger brake itu ajaib. Sebagian besar box-and-pan brake 24 inci hanya sanggup menangani baja ringan 16-gauge karena Anda sendiri yang menjadi sistem hidraulik. Lengan Anda adalah bagan tonase. Coba baja 10-gauge dan Anda akan berhenti di tengah tarikan.
Itulah garis batasnya. Kebebasan geometris menang di wilayah pelat tipis. Masuk ke pelat yang lebih tebal dan press brake tidak hanya menjadi praktis — tetapi menjadi kebutuhan.
Jadi jika finger brake tidak dapat menangani satuan tebal, mengapa mereka masih mendominasi pekerjaan kustom tahap awal?
Seorang pelanggan datang dengan sketsa di serbet. Panel aluminium, tebal 0,090 inci. Tiga tekukan. Satu sisi mungkin berubah tergantung bagaimana pemasangannya di lapangan.
Pada mesin press brake, Anda memilih punch, memilih bukaan die untuk mendapatkan radius dalam yang diinginkan, mengatur backgauge, memprogram urutan, menjalankan uji tekukan, mengukur springback, lalu menyesuaikan. Sepuluh hingga lima belas menit jika Anda cekatan. Lebih lama jika Anda beralih dari pekerjaan sebelumnya dengan perkakas yang berbeda.
Pada finger brake, Anda mengatur batas kedalaman dengan pita ukur, melepas jari-jari yang tidak diperlukan, menjepit, lalu menekuk. Jika flens perlu lebih panjang 1/8 inci, Anda cukup menggeser batas dan menarik lagi. Tidak ada rak perkakas. Tidak perlu mengedit program. Tidak perlu menunggu ram melakukan siklus.
Dengarkan, waktu siklus pada CNC brake akan mengalahkan mesin manual begitu Anda membuat ratusan bagian. Tiga puluh di sana. Lima puluh di sini. Tidak ada bandingannya.
Tapi itu intinya.
Dalam pembuatan prototipe, operasi paling lambat bukanlah penekukan. Tetapi pengambilan keputusan. Semakin cepat Anda dapat mengubah pikiran, semakin cepat bagian tersebut menjadi sesuatu yang dapat digunakan. Press brake menghargai kepastian. Finger brake mentoleransi keraguan.
Jadi ini uji praktis yang Anda minta: lihat pekerjaan bulan lalu. Berapa banyak yang di bawah 100 buah? Berapa banyak yang menggunakan pelat 18 hingga 22 gauge? Seberapa sering tinggi flens atau posisi tab berubah setelah bagian pertama?
Jika sebagian besar jawaban Anda berada pada logam tipis dan revisi terus-menerus, kebebasan geometris akan memberi Anda keuntungan setiap minggu.
Dan jika tidak demikian—jika pekerjaan Anda semakin tebal, lebih panjang, dan lebih berulang—pada titik mana kebebasan tidak lagi cukup?
Sebuah bengkel tempat saya bekerja menekuk braket galvanis 18 gauge untuk rak telekomunikasi—empat tekukan tiap bagian, tidak ada yang rumit. Minggu pertama: 40 buah. Minggu kedua: 120. Pada bulan ketiga, mereka mengirim 600 buah per minggu, gambar sama, bahan sama, tanpa revisi.
Pada 40 buah, finger brake masuk akal. Jepit, tekuk, lepaskan. Sepuluh detik per tekukan jika operatornya stabil. Tetapi pada 600 buah per minggu, itu berarti 2.400 tekukan. Bahkan jika setiap tekukan 8 detik bersih, Anda menghadapi lebih dari lima jam hanya menarik tuas—dan itu sebelum kelelahan membuat sudut Anda meleset satu derajat lebih dangkal pada bagian nomor 317.
Itulah ambang batasnya.
Ketika bagian Anda berhenti berubah dan volume Anda melewati sekitar 300–500 bagian identik per minggu pada pelat tipis, atau 100+ pada pelat menengah, pertanyaannya bergeser dari “Bisakah saya membuatnya?” menjadi “Bisakah saya membuatnya sama pada hari Jumat pukul 4:30 seperti pada hari Senin pukul 8?” Di situlah press brake membenarkan ruang lantainya.
Namun apa yang sebenarnya rusak lebih dulu—mesinnya, atau manusianya?
Saya pernah melihat seorang operator hebat mempertahankan toleransi ±1 derajat pada finger brake sepanjang pagi dengan pelat 20 gauge. Menjelang siang, konsistensinya menurun. Bukan karena dia lupa caranya. Karena baja memberi perlawanan.
Finger brake bergantung pada kekuatan otot dan perasaan. Bahkan variasi kecil dalam kecepatan tarikan memengaruhi seberapa besar pelat penekuk melengkung. Batang penjepit sedikit melentur di bawah beban. Springback—kecenderungan logam untuk kembali terbuka setelah ditekuk—berbeda dari lembaran ke lembaran. Pada baja ringan 18 gauge, kesalahan satu derajat pada flens 1 inci menggeser posisi tepi sekitar 0,017 inci. Tambahkan empat tekukan, dan kesalahan itu menumpuk menjadi rakitan yang melawan Anda.
Press brake hidrolik tidak pernah lelah. Ram bergerak dengan langkah yang sama setiap saat. Bahkan mesin non-CNC dasar menerapkan gaya yang konsisten melalui silinder alih-alih bahu manusia. Tambahkan backgauge—pemberhenti bertenaga yang memposisikan bagian—dan panjang flens Anda tidak lagi diukur dengan perkiraan pita ukur; melainkan digerakkan ke posisi terprogram dalam hitungan beberapa ribu inci.
Dengarkan, dinding kemampuan ulang bukan soal kebanggaan. Ini soal perhitungan dan kelelahan.
Begitu Anda menjalankan 500+ braket identik, biaya satu batch yang keluar dari toleransi dapat menghapus keuntungan seminggu penuh. Saya pernah melihat bengkel membuang 150 bagian karena operator tidak menyadari sudut terbuka 1,5 derajat setelah beralih ke gulungan baru. Itu adalah $3,200 batch buangan—semuanya karena prosesnya bergantung pada perasaan, bukan pada kendali langkah.
Rem tangan jari versus rem tekan di sini seperti kunci torsi versus batang pemecah. Yang satu memberikan gaya dengan presisi dan konsistensi; yang lain bergantung pada seberapa kuat Anda menekan hari itu.
Jadi volume mengungkap batas manusia. Ketebalan mengungkap batas fisik.
Ambil baja ringan 10-gauge—sekitar 0,135 inci tebalnya. Coba tekuk lembaran selebar 24 inci ke sudut 90 derajat pada rem kotak-dan-panel standar 24 inci yang diberi peringkat untuk 16-gauge. Anda akan mencapai separuh jalan dan merasakan seluruh rangka memprotes. Batang penjepit terangkat. Daun perekuk melengkung. Anda berhenti sebelum sesuatu patah.
Peringkat itu bukan omong kosong pemasaran. Itu adalah desain struktural. Pin poros, kekakuan daun, tekanan penjepit—semuanya disesuaikan untuk momen tekuk maksimum. Lewati batas itu, dan Anda tidak hanya mendapatkan tekukan yang buruk. Anda merusak mesin secara permanen.
Rem tekan menghitung tonase berdasarkan ketebalan material, kekuatan tarik, panjang tekukan, dan bukaan cetakan V. Misalnya, menekuk udara baja ringan 10-gauge di atas cetakan V 1 inci mungkin memerlukan sekitar 12–15 ton per kaki. Tekuk 4 kaki, dan Anda berada di kisaran 50–60 ton. Itu pekerjaan ringan bahkan untuk rem hidraulik berukuran menengah.
Dengar, begitu pekerjaan harian Anda berada di 12-gauge atau lebih tebal, pembicaraan selesai. Anda membutuhkan tonase yang terkontrol.
Dan ini bukan hanya soal “apakah bisa ditekuk.” Material yang lebih tebal memperkuat efek springback. Stainless 12-gauge dapat memantul kembali 2–3 derajat. Pada rem tekan, Anda menekuk lebih dalam dengan mengatur langkah yang lebih jauh. Pada rem tangan jari, Anda menebak, menarik lebih keras, memeriksa dengan siku-siku, menekuk ulang. Setiap koreksi mengeraskan garis tekuk dan berisiko menyebabkan retak.
Geometri menang pada lembaran tipis. Fisika menang pada pelat.
Jadi sekarang kita telah menarik dua garis keras: volume dan ketebalan. Apa yang membuat rem tekan benar-benar menguntungkan setelah Anda melewatinya?
Saya memasuki bengkel di mana rem tekan tidak pernah diubah pengaturannya selama tiga bulan. Punch yang sama, cetakan V 4-arah yang sama, posisi backgauge yang sama. Mereka memproduksi serangkaian braket—variasi hanya pada panjangnya. Operator memuat, menginjak pedal, bagian jatuh, ulangi. Mereka rata-rata melakukan 700–800 tekukan per jam pada rem tekan CNC. Bukan karena mesinnya ajaib. Karena tidak ada yang berubah.
Itulah ritmenya.
Rem tekan mulai menghasilkan keuntungan ketika pekerjaan Anda stabil di sekitar perkakas tetap. Anda memilih bukaan cetakan yang memberi radius dalam yang diinginkan. Anda menyetel pengurangan tekuk—kompensasi pola datar untuk peregangan material. Anda memprogram posisi backgauge sekali. Setelah itu, biaya pengaturan tersebar di ribuan siklus.
Di bawah 100 bagian, waktu pengaturan bisa menghabiskan keuntungan Anda. Di atas 1.000 tekukan identik, waktu pengaturan menghilang di antara kebisingan.
Di sinilah bengkel sering menipu diri: mereka membeli rem besar dengan harapan fleksibilitas akan berubah menjadi laba. Tapi rem tekan adalah sistem rel. Ia bekerja paling baik saat jalurnya tetap. Rem tangan jari adalah truk pickup—Anda bisa berbelok melewati ladang kapan pun perlu.
Begitu model bisnis Anda bergantung pada pesanan berulang yang dapat diprediksi—500 minggu ini, 500 minggu depan, gambar yang sama—sistem rel menang. Kedalaman langkah yang konsisten. Panjang flange yang seragam. Variasi operator minimal. Tenaga kerja menjadi sekadar memuat dan menurunkan, bukan menilai dan mengoreksi.
Tapi di situlah sebagian besar pemilik salah paham.
Ambang batas rem tekan bukan masalah emosional. Itu masalah operasional. Ketika Anda masuk ke produksi berulang, bahan lebih tebal, dan toleransi ketat di seluruh perakitan, tonase serta konsistensi bukan lagi kemewahan. Itu menjadi dasar tempat Anda berpijak.
Dan begitu Anda memutuskan bahwa Anda membutuhkan dasar itu, pertanyaan berikutnya bukanlah “Haruskah saya membeli rem tekan?”
Mengingat bahwa portofolio produk CN-HAWE berbasis 100% CNC dan mencakup skenario kelas atas dalam pemotongan laser, penekukan, pengalur, dan pemotongan, bagi tim yang mengevaluasi opsi praktis di sini, Mesin Tekuk (Press Brake) adalah langkah lanjutan yang relevan.
Ini tentang apakah kamu siap menghadapi segala sesuatu yang terpasang padanya.
Mesin press brake CNC baru seberat 175 ton masih hangat dari proses instalasi ketika pemiliknya berkata, “Sekarang kita bisa menekuk apa pun.” Tiga minggu kemudian, kami menata ulang seluruh bengkel karena forklift tidak bisa mengayunkan lembaran sepanjang 10 kaki ke dalam mulut mesin tanpa memblokir laser. Tak seorang pun membuat anggaran untuk bagian itu. Namun, press brake hanyalah setengah dari persamaan—pemotong di bagian hulu harus disesuaikan ukurannya, diformat, dan diautomasi agar bisa memberi makan press brake secara efisien. Memasangkan kapasitas tekuk dengan sistem daya besar dan format besar seperti mesin pemotong laser CN-HAWE—yang dibuat untuk produksi lembaran logam dengan kendali CNC penuh—memaksamu untuk merencanakan sel sebagai sebuah sistem, bukan dua pembelian yang berdiri sendiri.
Kamu telah melewati batas di mana press brake tidak lagi opsional. Baiklah. Tapi berkomitmen pada satu unit akan mengubah tata letak lantai kerjamu, anggaran perkakasmu, konsumsi daya, waktu alur kerjamu, serta tumpukan keterampilan operatormu. Harga mesin itu adalah uang muka; rak perkakas adalah hipotek yang tidak kamu anggarkan.
Jadi, apa sebenarnya yang terpasang pada peningkatan “wajib” itu?
Press brake hidraulik 10 kaki yang khas memiliki berat lebih dari 20.000 pon dan memakan sekitar 18–22 kaki panjang dinding linear ketika kamu memperhitungkan ruang servis. Itu hanya besinya. Sekarang tambahkan area penataan material di depan—setidaknya sepanjang panjang tekukan penuh ditambah jalur jalan operator—serta ruang aman di belakang untuk bagian yang terayun ke atas saat membentuk flensa panjang. Secara realistis, kamu telah mengorbankan persegi panjang 10 kali 25 kaki dari area utama bengkelmu.
Dengarkan, lembar spesifikasi hanya memberi tahu panjang tempat tidur dan tonase. Ia tidak memberi tahu tentang radius ayunan.
Kedalaman throat—jarak dari ram ke rangka—mungkin 8 atau 12 inci. Kedengarannya luas sampai kamu membentuk panel 36 inci dengan flensa balik. Tiba-tiba kamu harus memutar bagian di tengah urutan, menggesernya ke samping, atau memikirkan ulang urutan tekukan karena rangka menghalangi. Press brake memberimu gaya tekan; finger brake memberimu geometri terbuka. Yang satu adalah press cekungan; yang lain adalah ragum terbuka.
Pertukaran itu muncul dalam waktu penanganan material. Pada pekerjaan volume rendah dan lembar tipis—misalnya penutup listrik baja 20 gauge dengan hem dan flensa balik—siklus tekuk sebenarnya mungkin hanya memakan waktu tiga detik pada press brake. Tapi membalik, memutar, mendaftarkan ulang? Di situlah menit berlalu. Box-and-pan brake memungkinkanmu membiarkan bagian tetap datar di atas apron dan menjalankan urutan tanpa bergulat dengan lembaran 4 kali 4 kaki setinggi dada.
Tapi itu intinya.
Ketika bengkelmu terisi dengan sistem rel tetap sepanjang 10 kaki, setiap pekerjaan berbentuk aneh, penuh revisi, dan lembaran tipis sekarang harus menyesuaikan dengan rel itu. Mesinnya tidak bergerak. Alur kerjamu yang bergerak. Apakah kamu siap merancang alur produksi di sekitar satu tulang punggung yang tidak bisa dipindahkan?
Seorang pelanggan pernah membanggakan bahwa ia mendapatkan brake bekas 150 ton dengan harga murah. Enam bulan kemudian ia telah menghabiskan kesalahan perkakas $4,000 uang karena ia memesan punch bergaya Eropa yang dinilai dalam metrik ton per meter dan memasangkannya dengan brake Amerika yang berspesifikasi dalam short ton per kaki. Angka yang sama di atas kertas. Fisika yang berbeda pada baja.
Rating perkakas tidak bersifat universal. Satu katalog mencantumkan 60 ton per meter. Katalog lain mencantumkan 20 ton per kaki. Tanpa konversi, kamu bisa salah ukuran dan berisiko meretakkan punch, atau membesarkan kapasitas mesin karena kamu pikir cetakanmu lemah. Kebingungan itu diam-diam mendorong bengkel membeli brake yang lebih besar dari yang dibutuhkan.
Sekarang lapisi dengan rumus tonase: gaya tekuk meningkat seiring kuadrat ketebalan material dan menurun ketika bukaan V-die melebar. Aku pernah melihat baja A36 tebal 1/4 inci sepanjang 10 kaki membutuhkan hampir 200 ton dengan V-die 2 inci, lalu turun menjadi sekitar 140 ton dengan die 3 inci. Material yang sama. Panjang yang sama. Pilihan perkakas yang berbeda.
Jadi apa variabel yang sebenarnya—ukuran mesin atau pemilihan die?
Dengarkan, setiap kali kamu mengejar radius dalam yang lebih ketat pada lembaran tipis, kamu mempersempit bukaan V. Bukaan V yang sempit berarti kebutuhan tonase per kaki lebih tinggi. Itu berarti mengganti die. Itu berarti waktu pengaturan. Pada produksi khusus 40 bagian, pergantian die selama 20 menit bisa memangkas habis keuntunganmu.
Rem tangan tidak peduli dengan bukaan-V. Ia menekuk mengikuti bentuk daun dan jari-jari yang dapat dilepas. Tidak ada rak cetakan bawah. Tidak ada pustaka punch. Tidak perlu penyekaan untuk mendapatkan mahkota. Perbandingan antara press brake dan rem tangan di sini seperti set soket dibandingkan dengan kunci pas yang dapat disesuaikan: yang satu memberi Anda presisi untuk berbagai ukuran, tetapi hanya jika Anda memiliki semua soketnya.
Dan setiap soket membutuhkan biaya.
Begitu Anda berkomitmen dengan ekosistem press brake—punch leher angsa untuk tekukan balik, cetakan bawah untuk lipatan ganda, V sempit untuk radius rapat, V lebar untuk pengurangan tonase—Anda sedang membangun inventori perkakas yang harus tetap terorganisir, memiliki peringkat yang benar, dan siap untuk pergantian cepat. Itu adalah waktu gaji dan modal yang duduk di rak. Pada pekerjaan volume tinggi yang berulang, ekosistem itu berjalan mulus. Pada pekerjaan volume rendah dengan lembaran tipis yang acak, ia berubah menjadi gesekan.
Jadi kapan hal itu berhenti menjadi gesekan dan mulai menjadi pengungkit?
Saya akan memberi Anda contoh hipotetis. Anda sedang menekuk bagian sepanjang 90 inci dari pelat 10 gauge, tekukan 90 derajat rapat, panjang flensa konsisten. Cetakan V standar menempatkan Anda hampir di puncak kurva tonase Anda. Ganti ke bukaan 1 inci, dan tonase per kaki turun cukup banyak sehingga rem ukuran menengah dapat menangani dengan baik dengan kontrol radius yang lebih baik. Rem tangan bahkan tidak sanggup ikut berbicara pada ketebalan dan panjang itu.
Di situlah kit press brake hidrolik masuk akal.
Bukan karena itu tampak mengesankan. Melainkan karena ketebalan material, panjang tekukan, dan akumulasi toleransi Anda membutuhkan tonase terkendali dan radius yang disesuaikan dengan cetakan. Selubung gaya mesin cocok dengan selubung produksi Anda.
Namun jika 70% dari pekerjaan mingguan Anda adalah pelat 18–22 gauge, di bawah 48 inci, dengan tab yang aneh dan revisi gambar di menit terakhir, kit hidrolik yang sama menjadi SWAG—dugaan ilmiah liar—setiap kali Anda memilih cetakan bawah. V yang mana kali ini? Punch mana yang melewati tekukan balik? Apakah kedalaman tenggorokan akan menghambat urutannya?
Dengar, SWAG bekerja dalam prototipe. Ia menguras uang dalam produksi.
Titik tengahnya adalah perhitungan yang jujur: pantau seberapa sering Anda mengganti cetakan, berapa banyak penyetelan yang dijalankan di bawah 100 bagian, berapa banyak ruang lantai yang menganggur menunggu pekerjaan “besar” berikutnya. Jika press brake Anda lebih sering dalam pengaturan daripada menekuk, Anda membeli kapasitas yang tidak diisi oleh variasi pekerjaan Anda.
Press brake menjadi kebutuhan struktural pada volume dan ketebalan tertentu. Melewatinya, itu adalah lantai tempat Anda berdiri. Namun di bawah batas itu—lembaran tipis, produksi pendek, variasi geometri tinggi—akses terbuka dan ritme tanpa ganti alat dari rem tangan dapat mengalahkan monumen 175 ton.
Jadi sebelum Anda menandatangani pembelian mesin baja itu, tanyakan pada diri sendiri satu pertanyaan jelek: apakah pendapatan Anda dibangun dari kekuatan… atau dari kelenturan?
Anda menginginkan perhitungan, bukan pidato penyemangat. Bagus. Karena ini bukan tentang apa yang bisa dilakukan mesin ditunjukkan oleh penjual. melainkan tentang apa yang memaksa Anda lakukan setiap hari.
Jika Anda ingin menjalankan perhitungan terhadap kemampuan mesin dunia nyata—CNC press brake, sistem pemotongan laser, dan otomasi lembaran logam terintegrasi—tinjau detail teknis dan opsi konfigurasi dalam dokumentasi yang dapat diunduh dari CN-HAWE: Unduh brosur teknis dan spesifikasi. Memiliki parameter aktual di depan Anda membuatnya lebih mudah untuk mencocokkan kapasitas, kontrol, dan tingkat otomatisasi dengan pekerjaan yang benar-benar dijalankan bengkel Anda.
Kesalahan yang saya lihat—Tiga puluh di sana kalau saya pernah melihatnya sekali—adalah para pemilik menghitung harga besi sebelum menghitung harga friksi. Mereka melihat grafik tonase, bukan lembar waktu. Mereka membandingkan kapasitas maksimum, bukan kendala utama. Lalu mereka menandatangani pembelian mesin yang memecahkan masalah yang salah dengan sangat indah.
Jadi ini adalah penyaring yang akan saya gunakan jika itu adalah bengkel dan hipotek saya.
Mulailah dengan fisika, bukan kebanggaan.
Ambil data pekerjaan Anda selama 90 hari terakhir. Untuk setiap bagian, catat tiga angka: jenis material, ketebalan, dan panjang tekukan tunggal terpanjang. Sekarang jalankan rumus tonase air-bend untuk baja ringan sebagai dasar: P = 650 × S² × L / V.
S adalah ketebalan dalam inci. L adalah panjang tekukan dalam kaki. V adalah bukaan cetakan dalam inci. Kemudian sesuaikan untuk material—kalikan 1,5 untuk stainless, 0,55 untuk aluminium. Tambahkan margin keamanan 20%. Itulah bagian kebutuhan tonase Anda, bukan angka pada label mesin.
Sekarang lihat angka puncak di antara pekerjaan-pekerjaan tersebut.
Jika bahkan bagian dengan kondisi terburuk Anda masih berada di bawah, katakanlah, total 12–16 ton dan panjang di bawah 48 inci, kemungkinan besar masalah Anda bukanlah gaya tekan. Itu adalah geometri—tekukan balik, hem, sudut kotak, tab aneh. Mesin finger brake unggul di situ.
Namun jika Anda melihat kebutuhan 80, 120, 180 ton pada pekerjaan rutin—bukan pekerjaan sekali setahun yang langka—maka fleksibilitas bentuk tidak akan menyelamatkan Anda. Anda membutuhkan gaya tekan terkendali dan cetakan yang tepat.
Inilah bagian yang paling sering terlewat: kapasitas press dan kapasitas perkakas adalah hal yang berbeda. Press 20 ton dengan perkakas 12 ton tetap saja adalah sistem penekukan 12 ton. Bila Anda memaksa punch melebihi kapasitasnya, Anda akan menghadapi kesalahan perkakas $4,000 sebelum makan siang. Yang rusak bukan rangkanya terlebih dahulu, tapi perkakasnya.
Perbandingan antara press brake dan finger brake pada tahap ini seperti antara kunci torsi dan batang pemecah: yang satu memberi gaya terukur, yang lain memberi jangkauan dan rasa. Jika kendala harian Anda adalah spesifikasi torsi, Anda tahu mana yang Anda butuhkan.
Jadi angka mana sebenarnya yang mencekik pekerjaan Anda—ton per kaki, atau celah di sekitar flensa?
Gaya menunjukkan apa yang mungkin. Pengaturan menunjukkan apa yang menguntungkan.
Ambil lagi data 90 hari tersebut dan hitung berapa kali Anda mengganti punch atau pengaturan cetakan. Bukan jumlah pukulan. Jumlah pengaturan. Jika Anda mengganti perkakas lima kali sehari untuk menjalankan batch 20, 40, 80 bagian, berarti mesin itu hidup dalam mode pengaturan.
Sekarang hitung ini: Rata-rata jumlah tekukan identik per pengaturan ÷ rata-rata menit pengaturan.
Jika langkah berikutnya adalah berbicara langsung dengan tim, Hubungi kami sangat cocok di sini.
Jika Anda menghabiskan 25 menit mengganti cetakan untuk menjalankan 40 bagian dengan empat tekukan masing-masing, berarti ada 160 pukulan yang harus menutupi 25 menit waktu henti. Jika setiap pukulan memerlukan tiga detik, Anda baru melakukan delapan menit penekukan dibandingkan dengan 25 menit persiapan.
Mesin itu menjadi monumen. Keuntungan berdarah di sekelilingnya.
Pada finger brake, tidak ada pustaka cetakan. Anda menyesuaikan jari, menjepit, lalu menekuk. “Penyiapan” sering kali adalah urutan penekukan itu sendiri. Pada pekerjaan dengan volume rendah dan ketebalan tipis, ritme itu menang karena perubahan geometri tidak memerlukan penggantian baja.
Dengar, jika mesin press Anda lebih sering digunakan dengan kunci pas di bagian ram daripada dengan benda kerja di bawahnya, Anda telah membeli mobil balap untuk lalu lintas kota.
Tapi bagaimana jika pekerjaan Anda terdiri dari 400 bagian identik, bahan sama, tekukan sama, minggu demi minggu? Maka waktu penyiapan jadi tidak berarti. Kecepatan langkah dan konsistensi yang mengambil alih. Saat itulah press brake menunjukkan nilainya.
Jadi apakah Anda menjalankan produksi... atau kekacauan yang terkendali?
Sekarang kita akan jujur.
Tulis persentase pendapatan berdasarkan rentang ketebalan. Bukan apa yang Anda harapkan menang tahun depan. Tapi apa yang membayar Anda pada kuartal ini.
Jika 70 % dari faktur Anda adalah lembaran 18–22 gauge dengan panjang di bawah empat kaki, Anda berada di wilayah lembaran tipis. Finger brake akan menangani itu sepanjang hari dengan biaya tambahan minimal. Membeli press brake 175 ton hanya karena satu permintaan datang untuk pelat 1/4 inci sepanjang 8 kaki sama saja dengan membangun katedral untuk pernikahan yang belum dijadwalkan.
Namun jika sumber penghasilan utama Anda adalah pelat 3/16, 1/4, 5/16—bahkan untuk produksi pendek—jalur manual akan berubah menjadi kelelahan, ketidakkonsistenan, dan risiko. Itu bukan romantika. Itu adalah klaim kompensasi pekerja yang menunggu terjadi.
Berikut kerangkanya dalam satu kalimat:
Belilah mesin yang menyelesaikan kendala dominan hari ini untuk setidaknya 60 % dari pendapatan Anda.
Bukan pekerjaan paling berisik. Bukan penawaran terbesar. Tetapi mayoritas statistik dari pekerjaan yang benar-benar dibayar.
Dengar, kebanyakan kebangkrutan yang saya lihat tidak terjadi karena kekurangan kapasitas. Mereka terjadi karena kelebihan kapasitas yang tidak pernah terisi. Cicilan mesin tidak peduli dengan “potensi” Anda. Mereka peduli dengan tingkat pemanfaatan.
Press brake versus finger brake, pada akhirnya, adalah keputusan seperti memilih antara mesin milling dan bubut. Anda tidak membelinya karena terlihat lebih mengesankan. Anda membelinya karena sesuai dengan bahan mentah yang ada di rak Anda saat ini.
Jadi sebelum Anda menelepon dealer peralatan, tarik faktur Anda dan hitunglah. Campuran pekerjaan Anda sudah memberi tahu apa yang harus Anda beli.
Apakah Anda mau mendengarkannya?


















