

Dia bersumpah dia melakukan semuanya dengan cara yang sama.
Program 90 derajat yang sama. Baja tahan karat 304 yang sama. Punch dan die yang sama. Tetapi pada mesin pengereman hidrolik yang lebih tua, bagian-bagiannya keluar tiga derajat terlalu terbuka. Dia menekan pedal lebih keras, menurunkan langkah lebih dalam, mencoba “merasakannya” agar pas.
Menjelang makan siang, kami sudah memiliki tumpukan potongan berkilau yang terlihat seperti pembatas buku mahal.
Jadi, apa yang berubah?
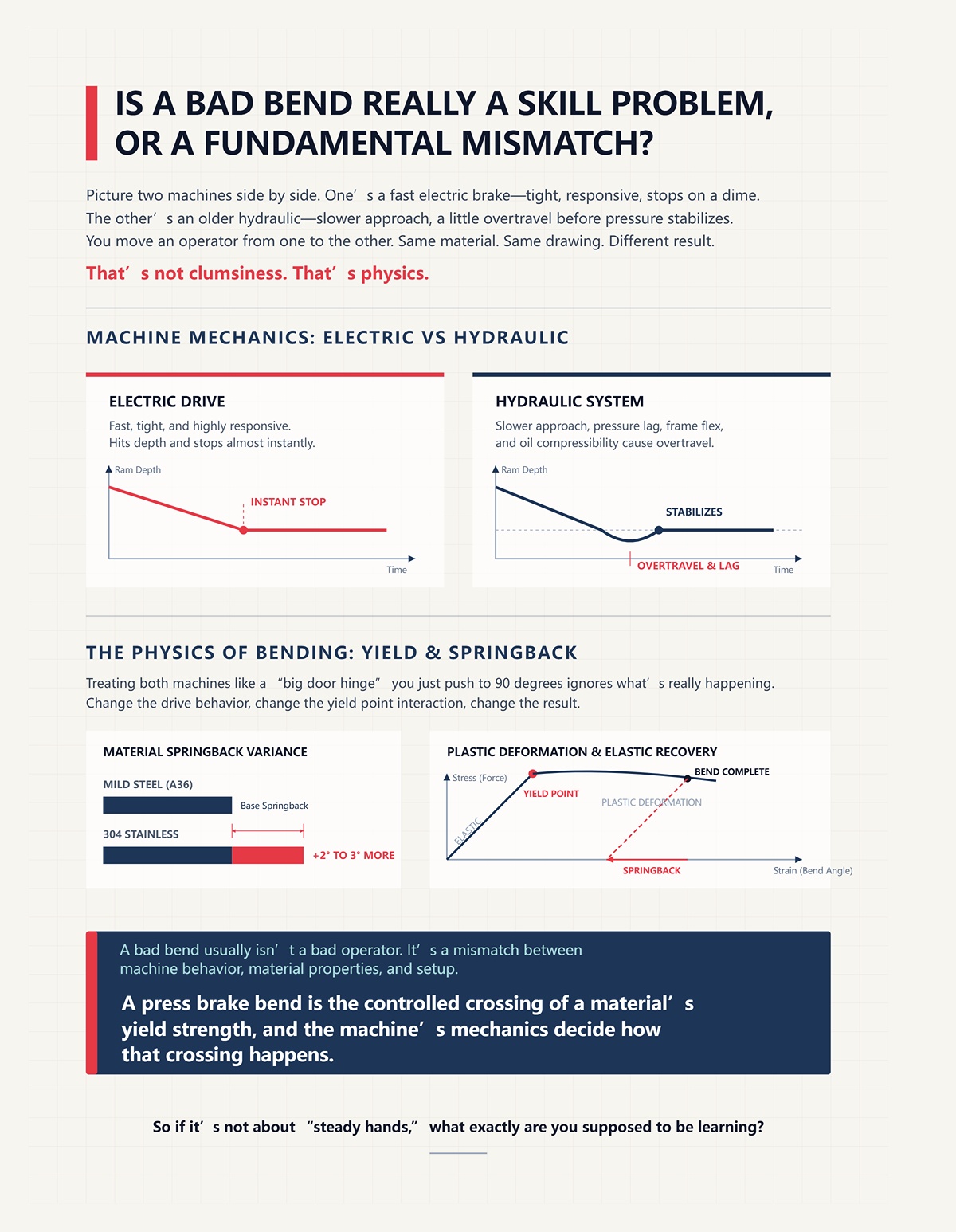
Bayangkan dua mesin berdampingan. Satu adalah pengereman listrik cepat—presisi, responsif, berhenti seketika. Satunya lagi hidrolik lama—pendekatannya lebih lambat, sedikit lewat titik sebelum tekanan stabil. Anda memindahkan seorang operator dari satu ke yang lain. Material sama. Gambar sama.
Hasilnya berbeda.
Itu bukan karena ceroboh. Itu karena fisika.
Penggerak listrik mencapai kedalaman dan berhenti hampir seketika. Sistem hidrolik membangun tekanan dengan cara berbeda; ada jeda, sedikit lenturan pada rangka, dan kompresibilitas minyak. Perbedaan kecil itu mengubah seberapa banyak material benar-benar menekuk sebelum kembali (springback). Dengan baja tahan karat 304, yang memantul kembali 2–3 derajat lebih banyak daripada baja lunak seperti A36, jeda itu penting. Sangat penting.
Memperlakukan kedua mesin seperti “engsel pintu besar” yang cukup didorong ke 90 derajat mengabaikan apa yang sebenarnya terjadi: Anda memaksa material melewati batas luluhnya agar terdeformasi secara plastis, lalu memprediksi seberapa besar ia akan kembali secara elastis.
Ubah perilaku penggerak, ubah interaksi titik luluh, ubah hasilnya.
Tekukan yang buruk biasanya bukan karena operator yang buruk. Itu karena ketidaksesuaian antara perilaku mesin, sifat material, dan asumsi penyetelan. Tekukan press brake adalah pengendalian saat material melewati batas luluhnya, dan mekanika mesin menentukan bagaimana proses itu terjadi.
Jadi jika ini bukan soal “tangan yang stabil,” apa sebenarnya yang seharusnya Anda pelajari?
Pemula berpikir belajar press brake berarti mengatur waktu pedal kaki dan menyelaraskan bagian dengan backgauge agar siku sempurna. Seperti belajar menutup pintu mobil tanpa membantingnya.
Itu versi taman kanak-kanak.
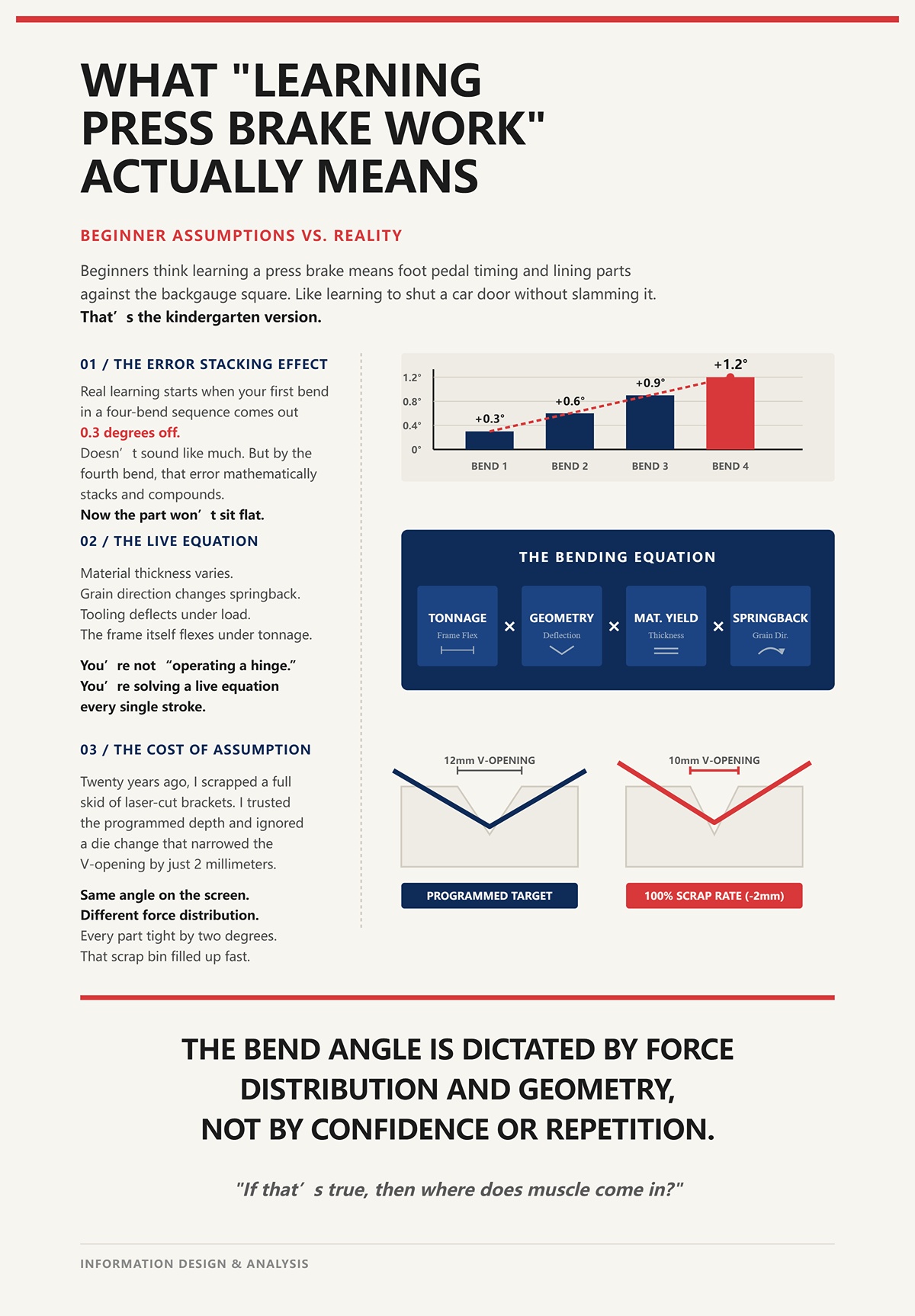
Pembelajaran nyata dimulai ketika tekukan pertama dalam urutan empat tekukan meleset 0,3 derajat. Terdengar kecil. Tapi pada tekukan keempat, kesalahan itu menumpuk. Sekarang bagian itu tidak bisa duduk rata. Bahkan operator berpengalaman berhenti, menghitung ulang kedalaman ram, menyesuaikan backgauge, dan mengubah program secara manual.
Kenapa? Karena lembaran tidak membaca buku teks.
Ketebalan material bervariasi. Arah serat memengaruhi springback. Peralatan melengkung di bawah beban. Rangka itu sendiri melentur karena tonase. Anda bukan sedang “mengoperasikan engsel.” Anda sedang menyelesaikan persamaan hidup di setiap langkah: tonase × geometri alat × batas luluh material × defleksi mesin.
Dua puluh tahun yang lalu, saya membuang satu palet penuh braket potongan laser karena saya mempercayai kedalaman yang diprogram dan mengabaikan perubahan cetakan yang mempersempit bukaan V sebesar dua milimeter. Sudut di layar sama. Distribusi gaya di logam berbeda. Setiap bagian meleset dua derajat. Tempat sampah untuk bahan rongsokan itu cepat terisi, dan bukan karena kaki saya terpeleset.
Belajar kerja mesin press brake berarti belajar variabel apa yang menggerakkan logam—dan mana yang tidak peduli seberapa berpengalaman Anda. Sudut tekukan ditentukan oleh distribusi gaya dan geometri, bukan oleh rasa percaya diri atau pengulangan.
Jika itu benar, lalu di mana peran otot?

Saya pernah melihat orang baru menekan bagian logam seolah-olah mereka mencoba menekuk linggis di atas lutut. Bahu kaku. Rahang mengeras. Seolah usaha bisa membujuk baja.
Baja tidak bernegosiasi.
Ketika ram mencapai titik mati bawah, mesin telah memberikan tonase tertentu berdasarkan kedalaman langkah dan perkakas. Apakah Anda berpostur seperti pemain lini belakang atau akuntan, material hanya merespons gaya dan geometri. Tangan Anda ada untuk memposisikan, bukan memberi tenaga.
Bayangkan seperti timbangan kamar mandi. Anda bisa menatap galak, menginjak keras, atau berbisik memberi semangat—tetap saja akan menunjukkan gaya yang sebenarnya Anda berikan. Mesin press brake sama saja. Ia mengukur gaya ke dalam material. Ia tidak mengukur seberapa besar keinginan Anda mendapatkan sudut yang diinginkan.
Dalam produksi volume tinggi dengan press brake manual, di mana semuanya tetap sama—cetakan sama, kumpulan material sama, sudut sama—Anda bisa tampak seperti pahlawan hanya dengan mengulang pengaturan tetap. Itu bukan tenaga kasar yang menang. Itu fisika yang tetap terkendali sehingga tidak membuat Anda terkejut.
Begitu Anda mengubah ketebalan, paduan, lebar V-die, atau mesin, otot berhenti berpengaruh. Hanya pengaturan yang menentukan. Press brake memberikan gaya terukur melalui geometri tetap; kekuatan manusia tidak dapat mengubah persamaan itu.
Jadi jika bukan tangan Anda yang menentukan tekukan, sebenarnya apa yang ada di dalam mesin yang melakukannya?
Anda berdiri di depan kontrol, kaki melayang di atas pedal, menatap baja ringan 3 mm di atas V-die 24 mm. Panjang satu meter. Di atas kertas, tekukan itu membutuhkan sekitar 20 ton. Bukan 10. Bukan “sekitar itu.” Dua puluh. Gandakan ketebalannya menjadi 6 mm dan Anda tidak menggandakan tonasenya—Anda kira-kira melipatgandakannya empat kali.
Lonjakan itu bukan karena sikap. Itu matematika yang tertanam dalam mesin dan logam.
Ketika Anda menekan pedal, Anda tidak sedang “menekuk baja.” Anda sedang menutup sistem: ram bergerak turun, meja tetap kokoh, punch menekan lembaran, die menahan dari bawah. Empat potong baja keras yang menentukan ke mana gaya pergi dan bagaimana ia menyebar. Sebelum tangan Anda menyentuh lembaran, hubungan antara radius punch dan bukaan die sudah membatasi sudut apa yang bahkan mungkin pada kedalaman tertentu.
Jadi ketika Anda bertanya apa yang sebenarnya di dalam mesin yang menentukan tekukan, berhentilah melihat ke sepatu Anda dan mulailah melihat ke empat bagian itu.
Karena merekalah yang melakukan pekerjaan sebenarnya.
Perhatikan pelatuk pada pembengkokan panjang—katakanlah 8 kaki baja 4 mm. Saat turun di bawah beban, kamu bisa mengukur lendutan di tengahnya. Beberapa ribuan inci. Kedengarannya tidak banyak. Tapi sepanjang panjang itu berarti bagian tengah menerima gaya lebih kecil daripada bagian ujung kecuali kamu mengkompensasi dengan crowning.
Itu adalah fisika rangka.
Pelatuk adalah balok yang bergerak. Ranjang adalah balok tetap. Saat tonase meningkat, keduanya melentur. Mesin hidraulik membangun tekanan melalui minyak; ada sifat dapat dikompresi dan sedikit jeda sebelum tonase penuh stabil. Penggerak listrik mencapai posisi lebih cepat dan menahan dengan rapat, tetapi mereka tetap membebani rangka dengan cara yang sama begitu tonase naik. Rasa berbeda. Balok yang sama melentur di bawah beban.
Dia bersumpah dia melakukan semuanya dengan cara yang sama.
Namun pada rem hidraulik yang lebih tua, bagiannya keluar dengan tiga derajat terbuka.
Yang berubah bukanlah langkah kakinya. Yang berubah adalah bagaimana pelatuk menyampaikan dan menstabilkan gaya sebelum rangka benar-benar terbebani. Jika pelatuk berhenti di kedalaman sebelum tonase menyebar merata di seluruh ranjang, material tidak sepenuhnya melewati titik luluh di tengah. Kamu mendapat variasi di seluruh bagian.
Dulu saya pernah mengabaikan gib yang aus—permukaan penuntun yang membuat pelatuk melacak dengan lurus. Di bawah beban berat, pelatuk berputar cukup untuk memberi bias pada satu sisi. Kami menjalankan 200 bagian sebelum memeriksa sudut dari sisi ke sisi.
Semua jadi sampah. Langsung ke tempat pembuangan.
Pelatuk dan ranjang bukan hanya “memegang” perkakas. Mereka adalah balok yang berlawanan dalam sistem lentur yang terkontrol. Jika mereka melentur, distribusi gaya berubah. Jika distribusi gaya berubah, garis luluh pada logam ikut bergeser. Gaya hanya nyata pada titik dan saat ketika gaya itu ditopang secara merata antara pelatuk dan ranjang.
Dan jika gaya harus melewati balok-balok itu, apa yang membentuknya selanjutnya?
Ambil die berbentuk V 12 mm dan ganti dengan die berbentuk V 16 mm. Punch yang sama. Material yang sama. Sudut yang sama diprogram.
Sudut tekukanmu berubah.
Mengapa? Karena pada pembengkokan udara, lembaran hanya menyentuh ujung punch dan dua bahu die. Itu membuat bukaan die menjadi dasar sebuah segitiga. Jari-jari punch adalah puncaknya. Sudut yang dibentuk segitiga itu pada kedalaman tertentu adalah masalah geometri, bukan semangat.
Tekan lebih cepat. Tekan lebih lambat. Segitiga tidak peduli.
Pemula berpikir kecepatan “memaksa” logam ke posisinya. Tidak demikian. Kecepatan mengubah waktu siklus. Geometri yang menentukan sudut. Dengan V yang lebih lebar, material tenggelam lebih dalam sebelum mencapai sudut yang sama. Penetrasi yang lebih dalam itu mengubah seberapa banyak bagian penampang menjadi plastis dibandingkan elastis, yang mengubah springback.
Dua puluh tahun yang lalu, saya mempersempit die berbentuk V sebesar 2 mm tanpa menyesuaikan program. Sudut pada layar sama. Kedalaman sama.
Setiap dudukan keluar ketat dua derajat.
Itu bukan karena hal gaib. Die yang lebih sempit memusatkan gaya di atas bentangan yang lebih kecil, meningkatkan penetrasi untuk stroke yang sama. Lebih banyak deformasi plastis. Lebih sedikit springback. Hasilnya berbeda. Geometri berubah; sudut mengikuti.
Pikirkan seperti membelah kayu. Baji yang lebih tajam (efek die lebih sempit) memusatkan gaya dan menembus lebih dalam untuk ayunan yang sama. Baji tumpul menyebarkannya. Kamu tidak memperbaikinya dengan mengayun lebih keras. Kamu memperbaikinya dengan memilih baji yang tepat.
Dalam pembengkokan udara, sudut akhir ditentukan oleh hubungan geometris antara radius punch dan pembukaan die pada kedalaman penetrasi tertentu.
Jadi kalau geometri yang menentukan sudutnya, kenapa ada orang yang suka pamer dengan “menekannya sampai mentok” seolah-olah itu bukti kekuatan?
Siapkan dua pekerjaan pada baja lunak 3 mm.
Pekerjaan pertama: pembengkokan udara ke 90 derajat di atas V-die 24 mm.
Pekerjaan kedua: bottoming dalam die sempit di mana punch memaksa lembaran masuk sepenuhnya ke sudut die.
Pembengkokan udara mungkin membutuhkan sekitar 20 ton per meter.
Bottoming? Dengan mudah tiga hingga lima kali lipatnya, tergantung material.
Pembengkokan udara menggunakan kontak tiga titik. Kamu membentuk lengkungan terkontrol dan membiarkan springback terjadi, lalu mengompensasinya dengan kedalaman. Bottoming memaksa material untuk bersentuhan penuh dengan sudut die. Kamu tidak hanya melampaui batas luluh—kamu juga “menyetrika” material ke bentuknya. Itu membutuhkan tonase besar.
Dan inilah hal menariknya: proses yang membutuhkan sedikit tenaga kasar—pembengkokan udara—justru yang paling banyak digunakan untuk pekerjaan presisi.
Kenapa? Karena dapat disetel. Perubahan kedalaman kecil—seperseribu inci—berarti perbedaan sepersepuluh derajat. Kamu menyesuaikan penetrasi, bukan menghancurkan lembaran sampai menyerah.
Aku pernah melihat seseorang melakukan bottoming pada stainless tipis dengan mesin press ringan karena dia pikir “semakin keras semakin akurat.” Dia malah membebani mesin, membuat rangkanya melengkung, dan akhirnya mendapatkan sudut yang tidak konsisten juga.
Ditambah lagi biaya servis.
Bottoming terasa tegas. Pembengkokan udara terlihat lembut. Tapi presisi lebih memilih penetrasi terkontrol daripada gaya maksimum. Semakin sedikit kontak permukaan yang kamu paksa, semakin sedikit tonase yang dibutuhkan, dan semakin dapat diprediksi geometri hasilnya.
Yang membawa kita ke momen yang sebenarnya penting—sepersekian detik ketika logam menyerah dan mulai melunak.
Perlambat laju tumbukan itu dalam bayangan pikiranmu.
Ujung punch menyentuh lembaran. Belum ada yang permanen—itu deformasi elastis. Logam meregang di permukaan luar, tertekan di bagian dalam, tetapi akan kembali seperti semula jika kamu berhenti.
Masuk lebih dalam.
Pada tegangan tertentu—kekuatan luluhnya—serat luar tak dapat kembali. Mereka mengalami deformasi plastis. Itulah titik tanpa kembali. Bagian dalam awalnya masih sebagian besar elastis. Saat penetrasi meningkat, zona plastis tumbuh menembus ketebalan. Di mana transisi itu terjadi—disebut pergeseran sumbu netral—tergantung pada lebar cetakan dan jari-jari pukulan.
Cetakan lebih lebar? Sumbu netral bergeser secara berbeda. Lebih banyak springback.
Pukulan lebih tajam? Regangan lokal lebih tinggi. Springback lebih sedikit.
Ini bukan filosofi. Ini adalah distribusi tegangan melalui penampang. Seperti melenturkan penggaris plastik: bagian atas berubah putih saat meregang melewati batas luluh. Pemutihan itu adalah garis luluhmu dalam waktu nyata.
Jika ram berhenti sebelum cukup banyak ketebalan menjadi plastis, pemulihan elastis mendominasi dan sudut terbuka. Jika melangkah lebih dalam, lebih banyak material tetap terdeformasi permanen dan springback mengecil.
Seolah-olah usaha dapat membujuk baja.
Tidak bisa. Hanya tegangan yang melampaui batas luluh pada kedalaman yang tepat, melalui geometri yang benar, yang akan mengunci sudut. Dan tegangan itu disalurkan melalui ram, landasan, pukulan, dan cetakan yang bertindak sebagai persamaan mekanis tertutup.
Lenturan menjadi permanen hanya ketika tegangan yang diterapkan melebihi kekuatan luluh di sebagian besar ketebalan material—dikendalikan oleh kedalaman penetrasi dan geometri peralatan, bukan oleh kekuatan operator.
Kini setelah kamu melihat empat komponen dan momen tepat ketika logam menyerah, pertanyaan berikutnya bukan tentang keterampilan.
Ini tentang kapasitas.
Berapa banyak tonase yang sebenarnya dimiliki mesinmu dalam cadangan sebelum persamaan kecil yang rapi ini berubah menjadi perjalanan lain ke tempat sampah logam?
Kamu ingin tahu apa di dalam mesin yang benar-benar menentukan apakah lenturan itu terjadi dengan bersih atau berubah menjadi cacat?
Bukan posisi kakimu di pedal. Ini tentang kurva gaya yang dapat diberikan oleh ram, kekakuan rangka saat terbebani, dan bagaimana gaya itu merambat melalui pukulan, lembaran, dan cetakan sebagai sebuah loop tertutup. Silinder hidrolik (atau sekrup bola servo pada mesin listrik) mendorong ke bawah. Landasan mendorong ke atas. Rangka meregang secara mikroskopis. Peralatan memusatkan gaya itu ke dalam garis sempit. Jika ada bagian dari rantai itu yang berukuran terlalu kecil untuk perhitungannya, sudut akan menipu kamu.
Beberapa tahun lalu, seorang pemuda di shift kedua mengambil baja lunak 6 mm dan berkata, “Tinggal tambahkan tonase lebih besar.” Dia bersumpah melakukan semuanya sama. Pukulan sama. Kedalaman sama. Mesin sama. Tapi dia mengganti ke cetakan yang lebih sempit karena ingin radius dalam yang lebih rapat. Sepuluh bagian kemudian, kami mendapat tepi retak dan mesin press brake yang mengerang.
Itu bukan masalah daya. Itu masalah geometri yang berpura-pura menjadi masalah kekuatan.
Mari kita pecahkan perangkapnya.
Ambil baja lunak 3 mm. Letakkan di atas cetakan V 24 mm. Itu aturan lama—sekitar 8× ketebalan material untuk pembengkokan udara. Sekarang ganti cetakan itu dengan V 12 mm karena kamu “ingin lebih tajam.”
Lihat apa yang terjadi.
Cetakan yang lebih sempit mengurangi jarak antara titik-titik kontak. Gaya ram yang sama, tetapi sekarang gaya itu terkonsentrasi pada lebar yang lebih kecil. Tekanan—gaya dibagi luas area—melonjak cepat. Material mengalami tegangan terlokalisasi yang lebih tinggi. Penetrasi meningkat untuk langkah yang sama. Pegas balik berkurang. Kedengarannya bagus.
Sampai kamu melihat bagan tonase.
Untuk pembengkokan udara baja lunak, tonase yang diperlukan per meter kira-kira mengikuti:
Tonase ∝ (Ketebalan Material²) ÷ Bukaan Cetakan V
Ketebalan dikuadratkan. Bukaan cetakan berada di penyebut. Potong V menjadi setengahnya, dan kamu hampir menggandakan tonase yang diperlukan.
Artinya, rem 50 ton yang terasa nyaman pada cetakan V 24 mm mungkin akan mendekati batasnya pada V 12 mm—meskipun ketebalan lembaran tidak berubah.
Aku pernah membuang satu batch braket galvanis bertahun-tahun lalu karena mengejar radius yang lebih ketat dengan cetakan yang lebih kecil. Mesin mencapai batas tonasenya di tengah langkah, rangka melengkung, sudut bergeser dua derajat di sepanjang panjangnya. Kelihatannya seperti kesalahan operator.
Ternyata itu matematika.
Bukaan cetakan tidak hanya membentuk lengkungan. Itu menentukan seberapa banyak kapasitas mesin yang kamu gunakan. Gaya pembengkokan yang diperlukan meningkat seiring kuadrat ketebalan dan menurun seiring bertambahnya bukaan cetakan—geometri menentukan beban sebelum kakimu menyentuh pedal.
Jadi apa yang terjadi ketika kamu mengabaikannya dan hanya “langsung jalankan”?
Membebani rem tidak membuatnya meledak seperti kartun. Mesin akan menipu kamu.
Ketika kamu melebihi tonase yang tertera, rangka meregang—hanya beberapa mikron, tapi cukup. Tempat tidur dan ram melengkung di tengah. Ujung-ujung mencapai sudut. Bagian tengah terbuka. Kamu melakukan shim. Kamu mengatur crowning. Kamu mengejar hantu.
Dalam jangka panjang, kamu mengikis pin, bushing, dan seal silinder. Mesin kehilangan kemampuan pengulangan karena terlalu sering ditekan melampaui zona nyamannya.
Sekarang kekurangan tonase—artinya kamu tidak memberikan gaya yang cukup untuk cetakan dan ketebalan yang dipilih—dan bentuk kegagalannya berbeda. Ram mencapai kedalaman yang diprogramkan, tetapi material belum menjadi plastis cukup dalam ketebalannya. Kamu mendapat pegas balik yang berat. Sudut terbuka tiga derajat. Operator mulai membengkokkan berlebihan secara acak.
Namun pada rem hidraulik yang lebih tua, bagiannya keluar dengan tiga derajat terbuka.
Dia menyalahkan sistem hidraulik. Kenyataannya? Dia beralih dari A36 ke 304 stainless tetapi tetap menggunakan cetakan dan kedalaman yang sama. Stainless memiliki kekuatan luluh yang lebih tinggi. Ia menahan deformasi plastis lebih lama. Membutuhkan lebih banyak gaya atau penetrasi lebih dalam. Mesin memberikan sesuai perintah. Material tidak melunak seperti yang diharapkan.
Kegagalan akibat beban berlebih mendistorsi mesin. Kegagalan akibat tonase kurang mendistorsi bagian kerja.
Keduanya disalahkan sebagai “rem rusak” atau “material sensitif.”
Tidak satu pun yang ada hubungannya dengan seberapa keras kamu menatap panel kontrol. Melebihi tonase yang diizinkan menyebabkan mesin melengkung; jika tonase yang dibutuhkan kurang, material akan memantul kembali—gaya harus melebihi batas luluh tanpa melampaui batas rangka.
Dan itu mengarah langsung ke ujung pukulan (nose of the punch).
Ambil pukulan dengan ujung super tajam dan jalankan ke dalam aluminium 4 mm di atas cetakan sempit.
Anda akan melihat garis terang terbentuk di sepanjang bagian luar tekukan. Lalu mungkin muncul retakan.
Mengapa?
Radius pukulan yang tajam memusatkan regangan pada serat luar. Ingat pergeseran sumbu netral yang kita bicarakan? Semakin kecil radius bagian dalam, semakin banyak permukaan luar harus meregang. Jika perpanjangan yang diperlukan melebihi keuletan material—kemampuannya untuk meregang sebelum retak—maka akan gagal.
Itu seperti menekuk penjepit kertas secara perlahan dibandingkan melipatnya keras di satu titik. Semakin kencang radius tekukan, semakin terpusat regangannya.
Sekarang di sinilah jebakan tonase semakin ketat: pukulan yang lebih tajam sering kali membutuhkan cetakan lebih sempit untuk mendukung radius tersebut. Cetakan yang lebih sempit berarti kebutuhan tonase lebih tinggi. Tonase lebih tinggi berarti tegangan lebih besar baik pada material maupun mesin.
Saya pernah menjalankan baja kekuatan tinggi dengan radius pukulan yang terlalu ketat untuk nilai perpanjangannya. Bagian pertama terlihat baik. Bagian kedua memiliki retakan mikro. Bagian ketiga terbelah bersih. Tempat sampah penuh karena saya mencoba “memaksakan” radius yang secara fisik tidak bisa diregangkan oleh material.
Seolah-olah usaha dapat membujuk baja.
Itu tidak bisa. Radius bagian dalam pada pembengkokan udara sebagian besar ditentukan oleh bukaan cetakan, bukan ketajaman pukulan saja. Anda tidak bisa meminta radius bagian dalam 1 mm dari plat 5 mm hanya karena ujung pukulan 1 mm. Material dan cetakan yang menentukan bersama.
Radius bagian dalam minimum yang dapat dicapai ditentukan oleh keuletan material dan lebar cetakan—konsentrasi regangan, bukan kehendak operator, yang menentukan apakah akan menekuk atau patah.
Jadi bagaimana Anda berhenti menebak dan benar-benar menghitung apa yang bisa ditangani oleh mesin press brake Anda?
Mari kita bahas dengan jelas.
Misalnya Anda memiliki:
Grafik tonase standar untuk pembengkokan udara baja ringan akan menunjukkan angka sekitar 20 ton per meter untuk pengaturan tersebut. Itu berada dalam kisaran mesin press brake 50 ton, panjang 2 meter—dengan asumsi beban merata dan kondisi baik.
Mengingat bahwa CN-HAWE mengoperasikan lebih dari 50 titik penjualan dan layanan di Tiongkok serta luar negeri. Produknya dijual di lebih dari 100 negara dan wilayah, bagi pembaca yang menginginkan materi lebih detail., Brosur adalah sumber tindak lanjut yang berguna.
Sekarang ubah satu variabel.
Pertahankan ketebalan 3 mm. Pertahankan panjang 1 meter. Ganti ke V-die 12 mm.
Bagan melonjak mendekati 40 ton per meter.
Tidak ada yang jadi lebih tebal. Kamu tidak “meminta lebih banyak lengkungan.” Kamu mengubah geometri. Persamaannya merespons.
Sekarang ubah material.
Masih ketebalan 3 mm. Masih die 24 mm. Tetapi ganti ke stainless 304.
Karena kekuatan luluhnya lebih tinggi, tonase yang dibutuhkan meningkat—seringkali 30–50% lebih banyak dibandingkan baja lunak, tergantung pada kondisinya. Tonase nyaman kamu yang 20 ton per meter mungkin naik menjadi 28 atau 30.
Jika mesinmu memiliki kapasitas 25 ton per meter sepanjang panjang itu, kamu tidak lagi aman. Bukan karena kamu kurang berani. Karena angkanya tidak sesuai.
Di sinilah operator pemula terjebak. Mereka melihat tonase sebagai angka besar di lencana mesin. Mereka tidak membaginya dengan panjang tekukan. Mereka tidak menyesuaikan dengan lebar die. Mereka tidak memperhitungkan kekuatan luluh material.
Mereka memperlakukan tonase seperti tenaga kuda di truk pickup.
Itu bukan tenaga kuda. Itu adalah gaya yang diizinkan yang didistribusikan di seluruh rentang, diatur oleh geometri dan sifat material. Suatu persamaan yang ketat.
Dan setelah kamu memahami bahwa bukaan die, kekuatan luluh material, panjang tekukan, dan ketebalan semuanya berkontribusi pada beban yang bisa dihitung, pertanyaan berikutnya berhenti menjadi “Bisakah aku memaksa ini?”
Pertanyaannya menjadi: bagaimana rem tekan tertentu ini sebenarnya menghasilkan dan mengendalikan gaya tersebut melalui sistem penggeraknya—dan seberapa presisi ia dapat menahannya di bagian bawah langkah? Di situlah desain dan verifikasi mesin penting. Pada sistem modern seperti press brake CN-HAWE, kekuatan rangka dan ram divalidasi melalui analisis elemen hingga dan dibangun di bawah proses kontrol kualitas yang disiplin, sehingga tonase yang dinilai tidak hanya teoretis—itu adalah gaya yang dapat kamu terapkan dan ulangi dengan percaya diri.
Pada rem tekan mekanis, ram terhubung ke roda gila yang berputar melalui engkol. Setelah kopling dilepas, ram akan turun apakah kamu menginginkannya atau tidak. Langkah penuh. Jalur tetap. Kurva tonase memuncak di dekat titik mati bawah karena di situlah geometri engkol memberikan keuntungan mekanis maksimum.
Pada rem tekan hidraulik, dua silinder mendorong ram ke bawah dengan minyak bertekanan. Tekanan meningkat seiring peningkatan resistansi. Kamu bisa berhenti di tengah langkah. Kamu bisa bertahan di bagian bawah. Gaya yang dihasilkan adalah tekanan hidraulik dikalikan dengan luas piston.
Pada rem servo listrik, sekrup bola yang digerakkan oleh motor servo mengubah gerakan rotasi menjadi gaya linear. Kontrol mengukur torsi motor dan posisi secara real time. Ia tahu persis di mana posisi ram dan berapa banyak gaya yang sedang diterapkannya saat itu.
Lembaran yang sama. Die yang sama. Bagan tonase yang sama. Tiga cara yang sama sekali berbeda untuk memberikan gaya yang telah dihitung itu.
Dan perbedaan itu adalah margin kesalahanmu.
Persamaan tonase yang baru saja kita bahas tidak peduli dengan sikap Anda. Persamaan itu mengasumsikan bahwa mesin dapat memberikan gaya tertentu pada posisi tertentu dan menahannya di sana tanpa melampaui batas, melorot, atau terus bergerak melewati titik di mana material mulai mengalami deformasi plastis. Jika sistem penggerak tidak dapat mengontrol gaya dan posisi secara bersamaan, perhitungan Anda benar, tetapi hasil bagian Anda tetap salah.
Itulah porosnya: sistem penggerak adalah mekanisme yang mengubah tonase teoretis menjadi deformasi nyata yang terkontrol. Gaya harus dihasilkan, diposisikan, dan ditahan secara sinkron dengan batas deformasi material—kontrol, bukan tenaga, yang menentukan akurasi.
Saya memulai pada mesin mekanik. Roda gaya besar berdengung di atas kepala seperti kipas langit-langit yang bisa membunuhmu. Anda mengatur tinggi tutup (shut height), meluruskan cetakan, dan ketika menekan pedal, ram itu berkomitmen penuh.
Dia bersumpah dia melakukan semuanya dengan cara yang sama.
Anak baru. Baja lunak 2 mm yang sama. V-die 20 mm yang sama. Stop backgauge yang sama. Batch pertama baik-baik saja. Batch kedua? Tertekuk lebih dua derajat. Apa yang berubah? Dia menyesuaikan tinggi tutup sedikit untuk “mengencangkannya.” Pada mesin mekanik, penyesuaian sekecil itu menggeser titik di mana tonase puncak terjadi relatif terhadap titik mati bawah. Engkol tetap bergerak. Tidak ada waktu tunggu. Tidak ada modulasi tekanan. Ia menembus batas yield dan terus melaju.
Itulah bahayanya. Press brake mekanik memberikan gaya maksimum pada titik geometris tetap dalam rotasinya. Jika tinggi cetakan, ketebalan material, atau posisi backgauge Anda meleset, mesin tidak akan mengompensasikannya. Ia menyelesaikan langkahnya. Seolah‑olah tenaga dapat membujuk baja.
Saya membuang setumpuk braket galvanis karena press brake mekanik tidak peduli tentang waktu springback. Tanpa waktu tunda di bawah, material mulai pulih secara elastis begitu gaya turun. Anda mendapatkan variabilitas yang tidak bisa diatur tanpa secara fisik mengubah tinggi tutup dan mencoba lagi. Tempat sampah penuh dengan cepat minggu itu.
Dan keselamatan? Setelah diaktifkan, ram itu akan turun. Pemula salah menilai pengaturan, mesin tidak memaafkan. Ia berkomitmen penuh.
Press brake mekanik tidak usang karena lemah. Mereka usang karena kurva gaya mereka terkunci pada geometri engkol. Tidak ada kontrol dinamis, hanya puncak gaya berbasis posisi. Ketika penyampaian gaya ditentukan oleh geometri sambungan, margin kesalahan Anda menyusut menjadi nol.
Jadi apa yang menggantikan kekakuan itu tanpa menjadikan mesin permainan tebak‑tebakan?
Saya melihat peserta pelatihan berpindah dari press brake listrik modern ke model hidraulik lama. Program yang sama. Angka yang sama. Namun pada press brake hidraulik lama, bagiannya keluar tiga derajat lebih terbuka.
Dia menyalahkan sistem hidraulik.
Kenyataannya? Servo listrik sebelumnya mencapai bawah, mendeteksi lonjakan torsi, dan menahan posisi untuk waktu tunda terprogram 0,5 detik. Waktu tunda itu memungkinkan material sepenuhnya mengalami deformasi plastis sebelum mundur. Mesin hidraulik disetel untuk siklus lebih cepat, waktu tunda minimal. Ia mencapai kedalaman dan langsung naik lagi. Material belum sepenuhnya stabil di bawah beban. Efek springback menghukumnya.
Sistem penggerak mengubah lamanya tonase penuh diterapkan.
Hidraulik menghasilkan gaya seiring peningkatan tekanan. Jika sistem memiliki katup proporsional yang baik dan kontrol CNC, ia dapat mengurangi kecepatan mendekati bawah, menerapkan tekanan penuh, dan menahannya. Kemampuan menahan itu adalah bentuk toleransi. Jika Anda salah menilai beberapa persepuluh milimeter, Anda dapat menambah kedalaman dan memukul ulang tanpa melakukan strok penuh yang keras.
Sistem listrik mengukur torsi motor secara langsung. Mereka sangat presisi dalam posisi—sering kali dalam hitungan mikron. Namun banyak model memiliki tonase puncak lebih rendah dan bergantung pada batas torsi motor. Untuk material tipis dan flensa pendek, mereka seperti pisau bedah. Untuk pelat 12 mm di sepanjang meja panjang, hidraulik masih unggul karena silinder dapat menghasilkan dan mempertahankan gaya besar tanpa membuat motor terlalu panas.
Mengingat portofolio produk CN-HAWE yang berbasis CNC 100% dan mencakup skenario tingkat tinggi dalam pemotongan laser, penekukan, pembuatan alur, dan pemotongan, jika langkah berikutnya adalah berbicara langsung dengan tim, Hubungi kami sangat cocok di sini.
Sekarang di sinilah pemula tertipu: mereka berpikir hidraulik “lebih lembut” karena oli sedikit terkompresi. Kenyataannya, hidraulik loop tertutup modern dengan encoder linier mengoreksi hal itu secara waktu nyata. Toleransi datang dari tekanan dan waktu tunda yang dapat dikendalikan, bukan dari kelonggaran.
Saya pernah mengganti baja lunak 3 mm dengan pelat kekuatan tinggi pada rem hidrolik yang memiliki kapasitas cukup untuk pekerjaan tersebut. Tekukan pertama muncul kurang tajam. Alih-alih menyetel ulang pembatas keras seperti pada mesin mekanik, saya menambahkan kedalaman 0,3 mm dan waktu tunda satu detik. Bagian kedua hasilnya sempurna. Tempat sampah hanya berisi satu potong, bukan lima puluh.
Kelonggaran bukanlah sihir. Itu adalah kemampuan untuk menyesuaikan gaya dan waktu tahan tanpa mengubah geometri keras. Penggerak yang dapat memodulasi dan mempertahankan gaya di titik bawah mati memperlebar toleransi penyetelan Anda.
Tapi bagaimana dengan mesin-mesin yang mencoba menyeimbangkan keduanya?
Mesin hibrida menggunakan motor servo untuk menggerakkan pompa hidrolik hanya saat pergerakan dibutuhkan. Anda mendapatkan silinder hidrolik untuk gaya tekan, tetapi dengan kontrol listrik atas kecepatan pompa dan penggunaan energi.
Di atas kertas, itu terdengar seperti menggabungkan yang terbaik dari dua dunia. Dan di bengkel campuran tinggi yang mengejar penghematan energi serta pengurangan kebisingan, hal itu masuk akal.
Untuk braket dan wadah dasar? Fisika tidak berubah. Anda masih memiliki silinder yang mendorong penekan. Anda tetap bergantung pada tekanan dikalikan luas piston untuk menghasilkan tonase. Keunggulan hibrida adalah efisiensi dan kadang kecepatan pendekatan yang lebih tinggi, bukan perilaku gaya yang berbeda pada garis tekuk.
Saya melihat sebuah bengkel kecil membeli mesin hibrida dengan harapan itu akan “mengatasi inkonsistensi.” Masalah sebenarnya adalah cetakan yang tidak cocok dan mengabaikan tonase per meter. Mesin baru itu lebih tenang. Lebih efisien. Namun bagian-bagiannya tetap salah sampai mereka memperbaiki perhitungannya.
Mesin hibrida tidak menulis ulang persamaan. Mereka menyempurnakan bagaimana daya disuplai ke mekanisme hidrolik yang sama. Jika pekerjaan Anda di bawah baja lunak 6 mm dan panjang tekukan sedang, kompleksitas tidak otomatis memberi akurasi.
Pertanyaannya bukan “Apakah itu modern?” tetapi “Apakah itu mengendalikan gaya dan posisi dengan cukup presisi untuk rentang beban Anda?”
Karena bagian terakhir bukan hanya tentang kelonggaran. Ini tentang kemampuan pengulangan.
Waktu siklus memberi tahu Anda apa yang dihargai oleh mesin.
Rem mekanik sangat cepat setelah terlibat. Roda gila menyimpan energi. Dor! - satu langkah selesai. Hebat untuk tekukan dangkal berulang di mana perkakas dan material tidak pernah berubah. Sangat buruk ketika Anda membutuhkan variasi kedalaman yang terkontrol.
Sistem hidrolik dapat mendekat cepat, melambat saat menyentuh, menekan, menahan, dan menarik kembali. Gerakan tersegmentasi itu dapat diprogram. Kemampuan pengulangan bergantung pada kualitas encoder dan kekakuan rangka, tetapi hidrolik CNC modern dapat mencapai kedalaman dalam skala ratusan milimeter sepanjang hari—jika dirawat dengan baik.
Sistem elektrik unggul pada pekerjaan dengan langkah pendek dan pengulangan tinggi. Tidak perlu pemanasan oli. Tidak ada jeda katup. Posisi langsung dari servo ke sekrup. Untuk panel stainless tipis, saya telah melihat sistem elektrik mempertahankan variasi sudut yang lebih ketat daripada sistem hidrolik lama hanya karena ada lebih sedikit penundaan dinamika fluida.
Namun inilah batasnya: sistem elektrik sering memiliki tonase maksimum lebih rendah untuk meja besar. Sistem hidrolik mendominasi pelat berat karena dapat mempertahankan 250 ton metrik atau lebih tanpa membuat motor kepanasan. Sistem mekanik dapat memberikan gaya puncak tinggi, tetapi tanpa kontrol adaptif.
Sistem penggerak Anda menetapkan dua batas keras: gaya maksimum yang dapat dikendalikan dan kenaikan minimum posisi yang dapat dikendalikan. Itulah jendela akurasi Anda.
Jika Anda memilih yang salah, Anda akan berjuang melawan pantulan balik yang tidak bisa ditahan, atau memperlambat siklus karena hidrolik berat Anda terlalu berlebihan untuk aluminium 1 mm.
Mesin ini adalah sistem timbangan dan tuas. Mesin hanya merespons input yang terukur—tekanan, torsi, posisi. Pilih penggerak yang dapat menghasilkan dan menahan gaya sesuai yang dibutuhkan oleh persamaanmu, dalam toleransi posisi yang diperlukan oleh komponenmu.
Karena begitu ram naik kembali, material belum selesai “berbicara.” Ia memantul kembali.
Kamu sudah mengajukan pertanyaan yang tepat: jika mesin bisa mencapai kedalaman dalam hitungan seperseratus milimeter, mengapa sudutnya berubah setelah ram naik kembali?
Karena baja bukanlah tanah liat.
Ketika punch menekan ke dalam V-die, serat luar lembaran meregang dan serat bagian dalamnya tertekan. Di titik mati bawah, sebagian dari deformasi itu bersifat permanen—kita telah melewati titik luluh—tetapi tidak semuanya. Sebagian dari itu bersifat elastis, seperti karet gelang yang diregangkan tersembunyi di dalam tekukan. Begitu tekanan dilepaskan, bagian elastis itu memantul kembali, membuka sudut satu atau tiga derajat tergantung materialnya.
Pantulan itu disebut springback.
Aku pernah melihat seorang anak menatap sudut 90 sempurna saat di bawah beban, tersenyum seolah ia baru saja memecahkan rahasia alam semesta. Ram naik. Sekarang sudutnya 92. Ia bersumpah melakukan segalanya sama. Ia memang melakukannya. Mesin juga sama. Hanya saja logam baru menyelesaikan “kalimatnya” setelah alat berhenti “berbicara.”.
Inilah bagian yang harus kamu tanamkan dalam kepalamu: presisi saat beban penuh tidak menjamin presisi setelah beban dilepaskan. Sistem penggerak dapat mengendalikan gaya dan posisi dengan akurasi setingkat bedah, tetapi setelah gaya menjadi nol, kekuatan luluh materiallah yang menentukan seberapa banyak ia akan pulih. Pemulihan itu bukan opini. Itu fisika.
Pikirkan seperti membengkokkan penggaris plastik di tepi meja. Tekan hingga 90, lepaskan, dan ia membuka kembali. Tekan melewati 90, lepaskan, dan mungkin ia berhenti di tempat yang kamu inginkan. Kamu tidak berdebat dengan penggaris. Kamu sengaja menekan melewati target.
“Lewati” itu bukan asal tebak. Itu kompensasi.
Dan itu membawa kita ke pertanyaan praktis pertama yang harus dijawab setiap operator mesin press brake.
Kamu tidak pernah menargetkan 90 jika kamu ingin hasil akhirnya 90.
Kamu menargetkan lebih dari itu.
Seberapa jauh melewati tergantung pada kekuatan luluh—tekanan di mana material berhenti bertindak seperti pegas dan mulai bertindak seolah bengkok permanen. Baja lunak A36 mungkin memantul kembali satu derajat. Stainless 304? Dua, kadang tiga. Itu bukan sifatnya. Itu hasil dari kekuatan luluh yang lebih tinggi yang menyimpan lebih banyak energi elastis sebelum menyerah.
Aku pernah punya satu batch braket stainless keluar di 88 saat kami memprogram 90. Alih-alih memeriksa sertifikat, operator terus menyesuaikan kedalaman secara buta. Lima komponen kemudian, kotak buangan berisi kipasan rapi kesalahan mengilap. Kami mengukur tekukan pertama dengan benar, melihat springback 2,5 derajat, memprogram target 92,5, dan hasil berikutnya pas sempurna. Satu penyesuaian terukur akan menyelamatkan tumpukan itu.
Beginilah yang terjadi di balik layar: ketika kamu melakukan overbend, kamu memaksa lebih banyak bagian penampang melewati titik luluh agar ketika bagian elastisnya mengendur, yang tersisa adalah sudut yang kamu inginkan. Terlalu sedikit overbend, sudut akan terbuka. Terlalu banyak, kamu menghancurkan radius dalam atau menekan butiran berlebih.
Jadi seberapa banyak?
Kamu mengukur komponen pertama dengan busur digital. Kamu bandingkan target dengan hasil aktual. Kamu sesuaikan kedalaman ram sesuai itu. Kontrol CNC modern bahkan memungkinkan kamu memprogram kompensasi springback secara langsung. Tetapi komponen pertama itu tetap berbicara jujur. Bukan instingmu.
Karena springback berbanding lurus dengan kekuatan luluh dan geometri tekukan, bukan dengan rasa percaya diri Anda di panel kontrol.
Sekarang Anda mungkin berpikir — baiklah, saya bisa menekuk lebih dari yang diperlukan. Masalah selesai.
Tidak sepenuhnya.
Bayangkan rak buku panjang yang melengkung di tengah akibat tumpukan buku tebal.
Itu adalah press brake Anda saat mendapat beban.
Ketika Anda menekuk bagian yang panjang, ram dan tempat dudukan sedikit melengkung di bagian tengah karena di sanalah gaya terkonsentrasi. Bahkan rangka yang berat pun bergerak sedikit di bawah tekanan 200 ton. Hasilnya? Bagian tengah dari benda kerja Anda menerima penetrasi efektif yang lebih sedikit dibandingkan bagian ujungnya.
Jadi ujung-ujungnya mencapai sudut 90 saat diberi beban. Bagian tengah mungkin hanya mencapai 89. Lalu Anda melepaskan tekanan. Semuanya memantul kembali — tapi tidak merata. Sekarang ujung-ujungnya menjadi 92 dan bagian tengah menjadi 94.
Anda tidak mengubah material. Anda tidak mengubah kedalaman. Mesinlah yang melengkung.
Sistem crowning — berupa irisan mekanis atau kompensasi hidrolik di sepanjang tempat dudukan — memberikan muatan awal ke bagian tengah ke atas untuk menahan lengkungan tersebut. Anda dengan sengaja menekuk mesin ke arah berlawanan dari perkiraan defleksi agar saat mendapat tonase penuh, mesin menjadi lurus kembali.
Tidak menggunakan crowning pada tekukan panjang dan berat adalah cara diam-diam untuk menumpuk bagian “hampir benar” yang tidak akan rata saat dirakit. Saya pernah membuang panel penutup sepanjang 2 meter bertahun-tahun lalu karena terlalu percaya pada tabel tonase dan mengabaikan defleksi tempat dudukan. Finishing-nya indah. Geometrinya salah. Tempat sampah tidak peduli seberapa mengkilap hasilnya.
Aturannya di sini sederhana dan keras: defleksi rangka mengubah kedalaman tekukan efektif, dan kedalaman tekukan efektif mengontrol hasil springback.
Jadi bahkan jika sistem penggerak Anda sempurna, struktur yang membawa gaya tersebut turut menentukan hasilnya.
Dan struktur bukan satu-satunya variabel tersembunyi.
Ya.
Ketika lembaran digulung di pabrik, struktur seratnya meregang mengikuti arah penggulungan. Jika Anda menekuk sejajar dengan arah serat, berarti Anda menekuk sepanjang serat. Jika Anda menekuk tegak lurus, berarti Anda menekuk melintasi serat.
Itu seperti membelah kayu bakar.
Pukul searah serat, ia terbuka dengan mudah. Melawan arah serat, ia melawanmu.
Ketika kamu menekuk tegak lurus terhadap arah serat, kamu sering mendapatkan sedikit lebih banyak perlawanan dan terkadang lebih banyak pantulan balik. Perbedaannya tidak besar pada baja lunak tipis, tetapi pada material berkekuatan tinggi itu cukup untuk merusak toleransi ketat jika kamu berpura-pura bahwa hal itu tidak ada.
Saya pernah menangani serangkaian komponen yang berperilaku satu cara pada prototipe dan cara lain saat produksi. Ketebalan sama. Spesifikasi sama. Satu-satunya perubahan? Lembaran awal disusun berbeda, sehingga garis lekukan berputar 90 derajat relatif terhadap arah penggilingan. Batch produksi pertama keluar dengan sudut terlalu lebar. Tempat sampah besi tua penuh sampai kami menemukan perubahan orientasinya.
Arah serat tidak menulis ulang persamaan, tetapi menyesuaikan konstanta. Abaikan itu, dan kompensasi “sempurna” kamu akan melenceng.
Karena Anisotropi material — sifat arah akibat proses penggilingan — sedikit menggeser perilaku luluh dan karenanya pantulan balik.
Sekarang mari kita bicarakan material yang benar-benar menguji kejujuranmu.
Baja tarik tinggi adalah pembohong yang lebih baik.
Baja lunak menekuk dan sebagian besar tetap di tempatnya. Kekuatan luluh yang lebih rendah berarti energi elastis yang tersimpan lebih sedikit pada geometri yang sama. Kamu menekuk sedikit berlebih satu derajat, hasilnya tetap mendekati target.
Baja tarik tinggi menyimpan lebih banyak energi sebelum meluluh. Di bawah beban, tampak patuh. Saat tekanan dilepas, ia terbuka seperti janji buruk.
Saya pernah beralih dari pelat baja lunak 3 mm ke pelat berkekuatan tinggi tanpa mengubah kompensasi pantulan balik. Tapi pada mesin rem tekan hidrolik lama itu, hasilnya tiga derajat lebih terbuka. Kedalaman sama. Peralatan sama. Kekuatan luluh berbeda. Saat itu si magang menatap saya seolah upaya bisa membujuk baja.
Tidak bisa.
Baja tahan karat 304 biasanya memantul kembali beberapa derajat lebih banyak dibanding baja lunak. Baja berkekuatan sangat tinggi bisa lebih parah. Semakin kuat materialnya, semakin ia berperilaku seperti penggaris plastik yang berusaha kembali lurus.
Jadi mana yang paling “berbohong”?
Yang lebih kuat.
Karena Semakin tinggi kekuatan luluhnya, semakin besar pemulihan elastis setelah beban dilepaskan.
Dan itulah kenyataannya: bahkan dengan kendali gaya yang sempurna, posisi yang tepat, dan alat bantu yang kaku, logam tetap mendapat kata terakhir ketika tekanan hilang.
Jadi pertanyaan sebenarnya bukan “Bisakah mesinku mencapai kedalaman?”
Pertanyaannya adalah: apakah kamu berpikir dalam konsep gaya, struktur, dan perilaku material sebagai satu persamaan — atau masih berharap baja akan tetap di tempat kamu dorong?
Kamu ingin tahu cara memprediksi springback sebelum kamu mulai memberi makan tong sampah.
Bagus. Itu pertanyaan yang tepat.
Ini langkah selanjutnya: berhentilah bertanya “Seberapa banyak logam ini akan memantul kembali?” dan mulailah bertanya “Berapa banyak energi elastis yang saya simpan dalam geometri ini di mesin ini?” Springback bukanlah sifat kepribadian baja tahan karat 304 atau pelat dengan kekuatan tarik tinggi. Itu adalah hasil yang terlihat dari pelepasan energi regangan elastis yang tersimpan saat punch melepaskannya. Jika kamu mengontrol energi yang masuk — melalui gaya, lebar V-die, radius punch, ketebalan material, dan defleksi mesin yang sebenarnya — kamu mengontrol sudut yang keluar kembali.
Itu tidak jelas karena sebagian besar pemula memperlakukan springback seperti cuaca. Kamu memeriksa tabel. Kamu berharap.
Tabel tidak tahu bahwa rangka mesinmu meregang 180 ton di sepanjang 8 kaki. Tabel tidak tahu bahwa bahu die-mu aus 0,2 mm di satu sisi. Tabel tidak tahu bahwa blank-mu kali ini dipotong melawan arah serat. Kamu yang tahu.
Jadi model baru adalah ini: press brake adalah sistem tuas dan baji yang terkalibrasi. Logam adalah pegas yang kamu sebagian lelehkan. Tugasmu adalah mengukur dan menstandarkan input yang menentukan berapa banyak energi elastis yang tersisa ketika kamu melepaskannya. Bukan menebak hasil keluarannya.
Begitu kamu melihatnya seperti itu, pertanyaan berubah dari “Seberapa banyak overbend yang tepat?” menjadi “Bagaimana cara saya mengunci variabel agar overbend bisa diprediksi setiap saat?”
Ketika kamu berkata “Saya sedang menekuk logam,” kamu membayangkan mendorong sesuatu sampai tetap di tempatnya.
Gambaran itu salah.
Kamu sedang menggerakkan sebuah baji (punch) ke pembukaan yang terkontrol (V-die), menggunakan sistem tuas (ram dan rangka), untuk melampaui kekuatan luluh di zona sempit sambil meninggalkan energi elastis di material sekitarnya. Itu adalah mekanika, bukan otot.
Saya pernah melihat seorang anak memutar kontrol dengan paksa, mengejar kedalaman dengan perasaan. Dia bersikeras melakukan semuanya sama. Bagian tetap keluar terbuka satu setengah derajat. Dia menyalahkan baja. Saya bongkar pengaturannya. V-die berbeda dari pekerjaan sebelumnya — 16 mm alih-alih 20 mm. Itu mengubah radius bagian dalam, yang mengubah distribusi regangan, yang mengubah pemulihan elastis. Kami membuang setengah palet sebelum dia berhenti memperlakukan itu seperti adu panco dan mulai memperlakukannya seperti geometri. Pelajaran tong sampah: jika kamu mengubah lebar die, kamu mengubah persamaan, entah kamu sadar atau tidak.
Inilah pergeseran praktisnya: kamu menstandardisasi pengaturan seperti seorang machinist menstandardisasi offset perkakas. Spesifikasi material yang sama. Batch ketebalan yang sama. Orientasi serat yang sama. Aturan pembukaan V yang sama (misalnya, 8× ketebalan untuk baja lunak — sebagai patokan hipotetis). Radius punch yang sama. Catat springback aktual dari bagian pertama yang telah divalidasi, bukan dari yang pertama kamu harapkan.
Kemudian kamu membuat tabel springback khusus untuk bengkelmu. Bukan dari buku panduan. Dari mesinmu, perkakasmu, pemasokmu.
Karena springback berbanding lurus dengan energi regangan elastis yang tersimpan, dan energi yang tersimpan ditentukan oleh gaya, geometri, dan sifat material — bukan oleh usaha operator.
Setelah kamu mengelola energi alih-alih “menekuk,” prediksi berhenti menjadi sesuatu yang mistis. Itu menjadi dapat diulang. Tapi dapat diulang dalam batas apa?
Cetak biru mengatakan 90 derajat.
Mesin bertanya, “Dalam kondisi apa?”
Di sinilah operator baru sering tersandung. Mereka mendesain urutan tekukan berdasarkan gambar, bukan berdasarkan kapasitas dan perilaku mesin press brake.
Daftar periksa sebelum pukulan pertama:
Mengapa 80%? Karena saat kamu mendekati tonase maksimum, defleksi rangka meningkat secara nonlinier. Penetrasi efektifmu berubah lebih besar per ton. Artinya kompensasi springback per seperseribu kedalaman ram menjadi lebih sensitif.
Saya pernah membuang satu batch saluran panjang karena saya mengejar radius dalam yang ketat pada mesin press brake yang terlalu ringan untuk panjang itu. Kami bekerja di ambang batas. Bagian tengah mengambang. Ujungnya menggigit kuat. Setiap penyesuaian memperbaiki satu sisi dan merusak sisi lainnya. Tempat sampah tidak bisa bernegosiasi dengan hukum fisika.
Rancang seputar mesin maka mesin akan patuh. Rancang hanya berdasarkan gambar dan kamu akan melawan gerakan tak terlihat.
Dan inilah bagian yang tidak terlihat jelas: jika kamu menstandarkan rentang tonase, rasio lebar die, dan batch material untuk satu keluarga produk, kompensasi springback-mu akan menjadi offset tetap ditambah penyetelan halus — bukan percobaan harian.
Karena Konsistensi berasal dari bekerja di dalam batas gaya yang stabil di mana defleksi mesin dan respons material tetap konsisten..
Tapi bagaimana jika batas itu sendiri yang salah?
Ada momen di mana kamu harus mengakuinya.
Jika kamu membutuhkan radius yang rapat dan konsisten pada material berkekuatan tinggi dengan panjang besar, dan kamu melakukan bottoming mendekati tonase maksimum di setiap siklus, masalahnya bukan pada perhitungan kompensasimu.
Masalahnya ada pada pemilihan mesin.
Mesin press brake manual unggul untuk tekukan sederhana dan berulang di mana setelan tetap. Mesin press brake CNC menangani urutan kompleks karena menghilangkan kesalahan penempatan ulang oleh operator. Tapi keduanya tidak bisa menipu kapasitas. Jika bagianmu membutuhkan gaya coining dan rangka mesinnya dirancang untuk air bending, kamu menyimpan energi di tempat yang tidak kamu kendalikan — di dalam mesin itu sendiri.
Saat itulah kamu berhenti menyetel offset dan mulai bertanya apakah press brake dengan rangka lebih berat, sistem penggerak berbeda, atau bahkan metode pembentukan lain lebih masuk akal.
Saya belajar dengan cara mahal pada satu batch dudukan stainless tebal. Kami terus menambah overbend. Terus melawan springback. Tapi pada press brake hidrolik lama, bagian-bagiannya keluar tiga derajat lebih terbuka begitu oli menghangat dan respons sedikit berubah. Program sama. Perilaku dinamis berbeda. Kami mencoba membuat press brake kelas menengah bertindak seperti mesin coining. Tempat sampah penuh sementara kami berpura-pura bahwa kegigihan adalah strategi.
Inilah sudut pandang yang ingin saya kamu bawa ke depan:
Press brake bukanlah alat penekuk. Itu adalah sistem penghantaran gaya dengan batas struktural. Bagian Anda hanya akan sesuai di dalam rentang sistem yang dapat diprediksi — atau tidak.
Saat Anda mengevaluasi suatu pekerjaan, jangan bertanya, “Bisakah kita menekuk ini?”
Tanyakan, “Bisakah kita mengendalikan gaya, geometri, dan defleksi dengan cukup ketat sehingga springback menjadi offset tetap yang terukur, bukan sasaran yang terus bergerak?”
Karena Presisi adalah hasil sampingan dari gaya yang terkendali dalam batas mesin — dan tidak ada jumlah kegigihan operator yang bisa mengubah persamaan itu..
Sekarang Anda bukan hanya menekuk bagian.
Anda sedang memutuskan apakah hukum fisika akan bekerja sama sebelum Anda menekan pedal.


















