

Sepuluh bagian pertama terlihat sempurna. Lipatannya rata, rapat, cukup bersih untuk difoto dalam brosur penjualan.
Dua ratus panel kemudian, kamu menahannya ke arah cahaya dan di sanalah—retakan sehalus rambut membentang di radius luar seperti garis patahan di tanah kering. Cetakan yang sama. Pengaturan yang sama. Operator yang sama. Jadi, apa yang berubah?
Jika kamu pikir jawabannya adalah “bagian atas yang rata pasti tidak cukup rata,” kamu sudah berjalan menuju tempat limbah.
Aku telah melihat operator andal menepuk cetakan lipatan satu tahap seperti anjing setia. “Bagian atasnya rata. Halus dan merata. Kita sudah oke.” Pemikiran seperti itu berfungsi ketika baja lunak masih menjadi raja dan kekuatan tariknya berkisar sekitar 340 MPa kekuatan tarik. Materialnya mudah meregang, lentur, dan memaafkan kesalahanmu.
Panel luar otomotif modern? Kamu sedang menatap 980 MPa kekuatan tarik dan tersenyum karena lipatannya terlihat rata.
Bagian atas yang rata hanya memberitahumu apa yang terjadi di permukaan. Itu tidak memberi tahu apa pun tentang apa yang terjadi di dalam serat logam selama satu gerakan gabungan yang keras, yaitu pra-tekukan dan perataan. Dan di situlah masalahnya dimulai.
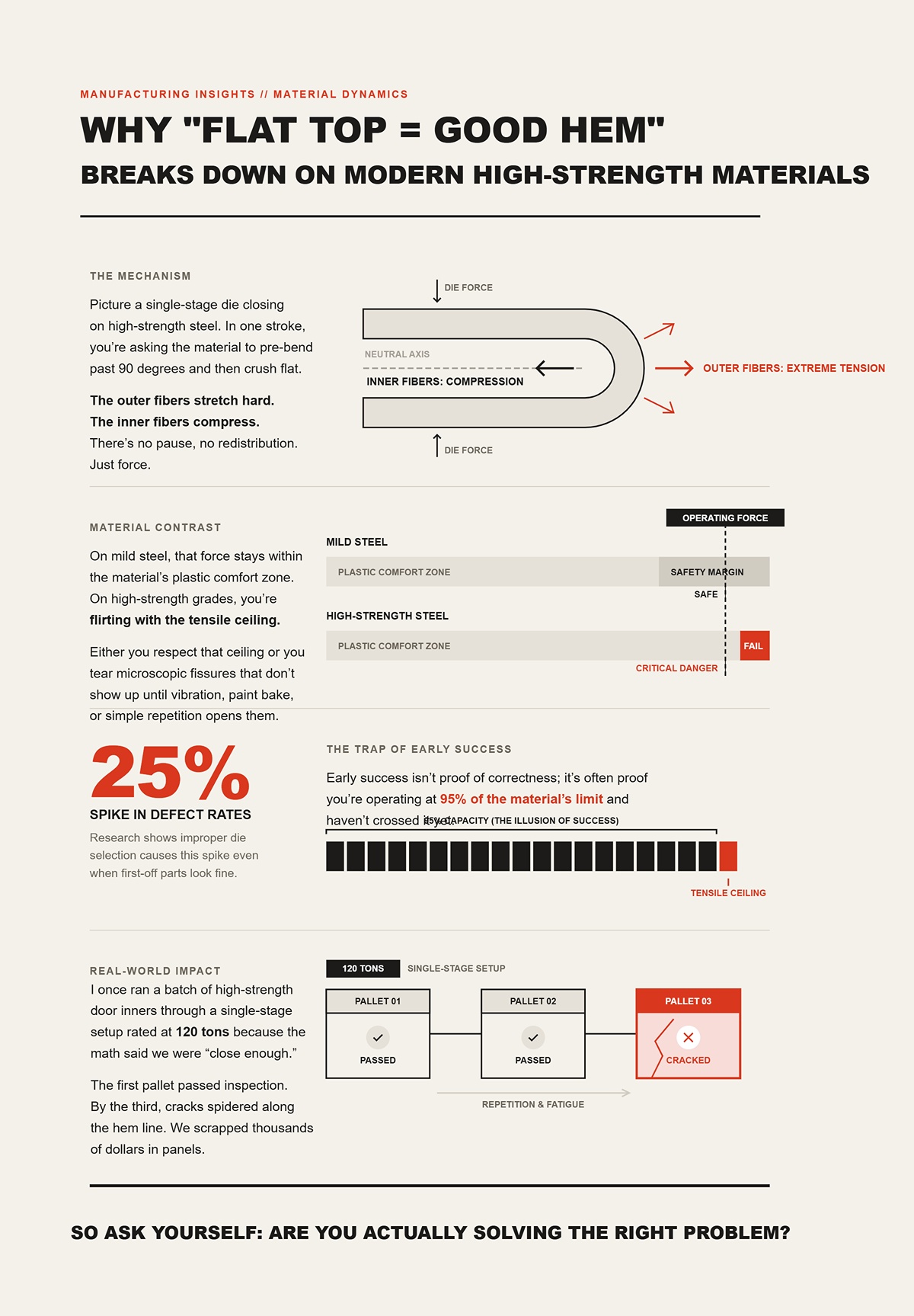
Bayangkan cetakan satu tahap menutup pada baja berkekuatan tinggi. Dalam satu hantaman, kamu meminta material untuk pra-tekuk melewati 90 derajat lalu dipipihkan. Serat luar meregang dengan kuat. Serat dalam tertekan. Tidak ada jeda, tidak ada redistribusi. Hanya gaya.
Pada baja lunak, gaya tersebut masih berada dalam zona plastis nyaman materialnya. Pada baja berkekuatan tinggi, kamu sedang bermain-main di ambang batas kekuatan tarik. Entah kamu menghormati batas itu atau kamu merobek retakan mikroskopis yang tidak muncul sampai getaran, pemanggangan cat, atau pengulangan sederhana membukanya.
Ada penelitian yang menunjukkan pemilihan cetakan yang tidak tepat dapat meningkatkan tingkat cacat hingga 25% bahkan ketika bagian pertama terlihat baik-baik saja. Itulah jebakannya. Keberhasilan awal bukan bukti bahwa metode benar; sering kali itu bukti bahwa kamu beroperasi pada 95% dari batas material dan belum melewatinya.
Aku pernah menjalankan satu batch bagian dalam pintu berkekuatan tinggi melalui pengaturan satu tahap yang dinilai pada 120 ton karena perhitungannya menunjukkan kami “cukup dekat.” Pallet pertama lulus inspeksi. Pada pallet ketiga, retakan menjalar di sepanjang garis lipatan. Kami membuang panel senilai ribuan dolar karena aku mempercayai bagian atas yang rata daripada batas tariknya. Pelajaran itu tidak murah.
Jadi tanyakan pada dirimu sendiri: apakah kamu benar-benar sedang memecahkan masalah yang tepat?
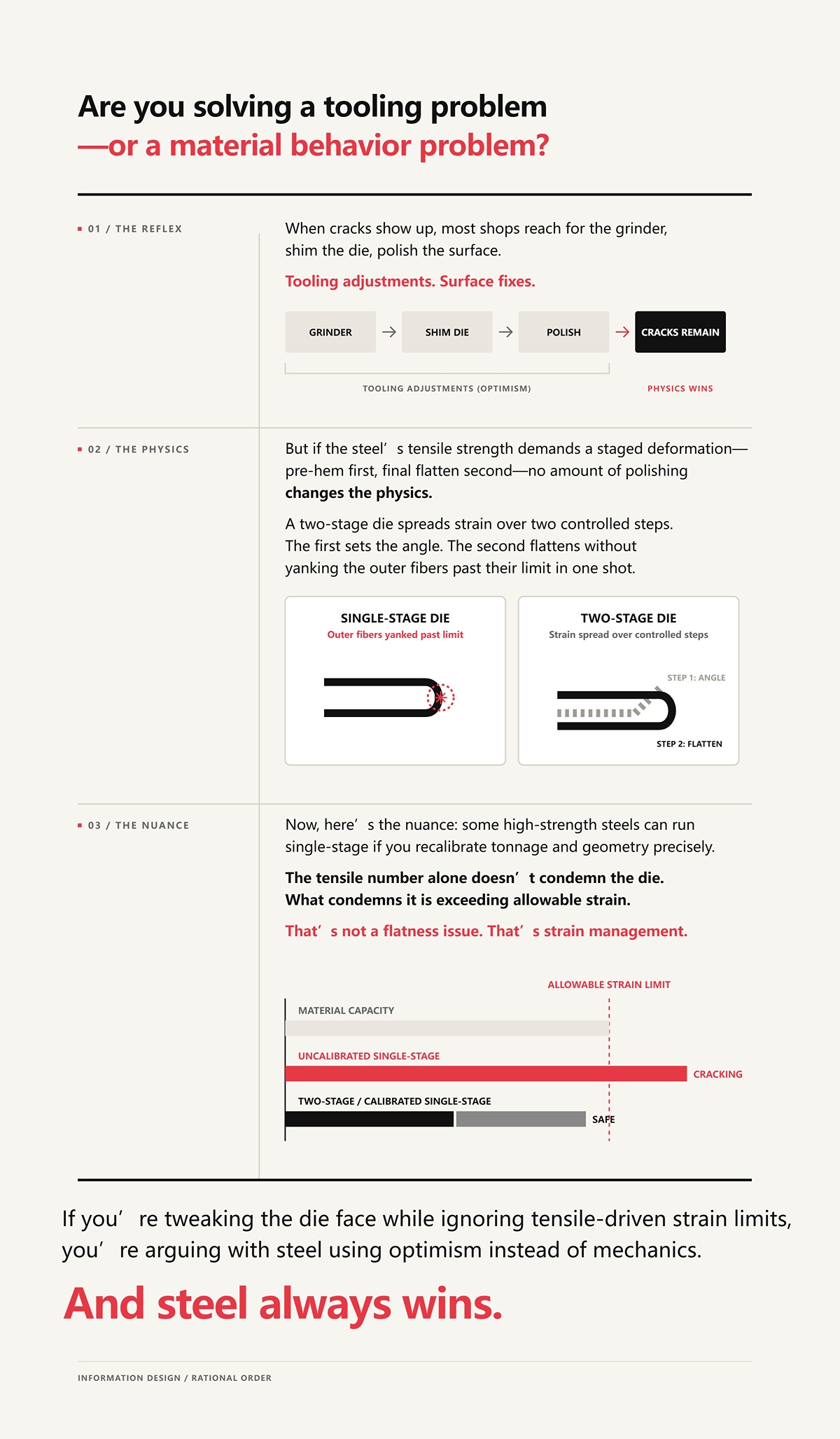
Ketika retakan muncul, sebagian besar bengkel langsung mengambil gerinda, menambah ganjal pada cetakan, memoles permukaannya. Penyesuaian perkakas. Perbaikan permukaan.
Namun jika kekuatan tarik baja menuntut deformasi bertahap—pra-lipat dahulu, lalu ratakan akhir—tak ada jumlah pemolesan yang bisa mengubah hukum fisika. Cetakan dua tahap menyebarkan regangan dalam dua langkah yang terkontrol. Tahap pertama menentukan sudut. Tahap kedua meratakan tanpa menarik serat luar melewati batasnya dalam satu hentakan.
Sekarang, inilah nuansanya: beberapa baja berkekuatan tinggi dapat dijalankan dalam satu tahap jika Anda mengkalibrasi ulang tonase dan geometri secara tepat. Angka kekuatan tarik saja tidak secara otomatis menghukum cetakan. Yang menghukumnya adalah ketika regangan material terlampaui selama gerakan gabungan itu.
Itu bukan masalah kerataan. Itu masalah pengelolaan regangan.
Jika Anda menyesuaikan permukaan cetakan sambil mengabaikan batas regangan yang ditentukan oleh kekuatan tarik, berarti Anda berdebat dengan baja menggunakan optimisme, bukan mekanika.
Dan baja selalu menang.
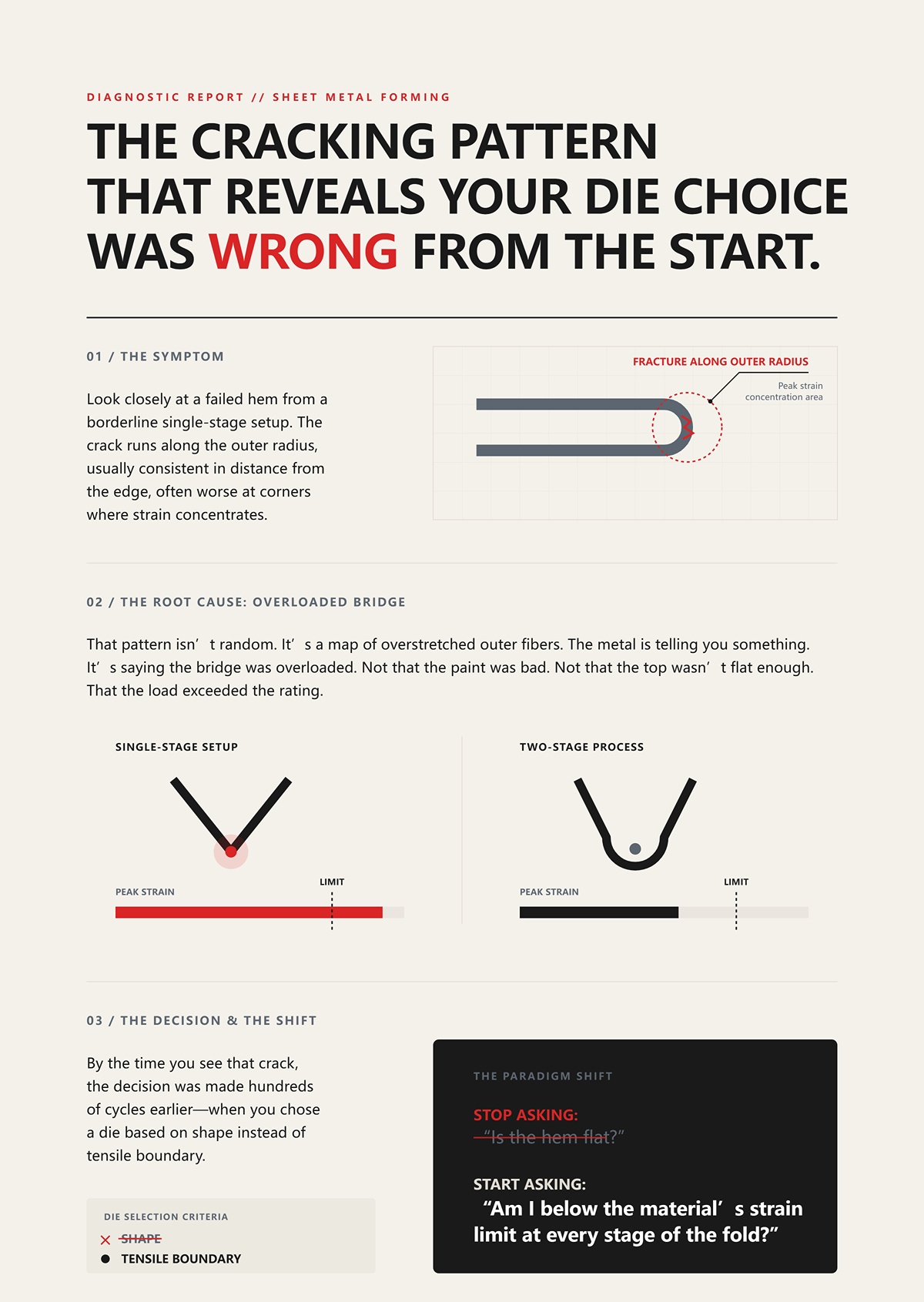
Amati dengan cermat hasil lipatan yang gagal dari pengaturan satu tahap yang mendekati batas. Retakan berjalan di sepanjang radius luar, biasanya dengan jarak yang konsisten dari tepi, dan sering kali lebih parah di sudut tempat regangan terkonsentrasi.
Pola itu bukan acak. Itu peta serat luar yang terlalu teregang. Proses dua tahap akan mengurangi puncak regangan pada lenturan pertama, menurunkan tegangan sebelum tahap perataan terjadi.
Logam sedang memberi tahu Anda sesuatu. Ia mengatakan bahwa jembatan kelebihan beban. Bukan bahwa catnya buruk. Bukan bahwa bagian atasnya kurang rata. Tapi bahwa beban melebihi batas yang diizinkan.
Saat Anda melihat retakan itu, keputusan sudah dibuat ratusan siklus sebelumnya—ketika Anda memilih cetakan berdasarkan bentuk, bukan berdasarkan batas kekuatan tarik.
Jadi pergeseran yang Anda butuhkan sederhana dan keras: berhentilah bertanya, “Apakah lipatannya rata?” dan mulailah bertanya, “Apakah saya berada di bawah batas regangan material pada setiap tahap pelipatan?”
Anda ingin tahu bagaimana memverifikasi bahwa Anda berada di bawah batas regangan material di setiap tahap?
Mulailah dengan radius lipatan dan angka kekuatan tarik. Jika Anda melipat baja 1,2 mm pada 980 MPa kekuatan tarik, dan radius bagian dalam efektif selama pra-lipatan turun di bawah kira-kira 1× ketebalan, Anda sudah mendorong regangan serat luar menuju 15–20 %. Itu bukan dugaan; regangan luar pada pelipatan kira-kira sama dengan ketebalan dibagi dua kali radius bagian dalam. Setengahkan radius, gandakan regangan. Baja tidak peduli seberapa yakin Anda terhadapnya.
Sekarang bayangkan melakukan pra-lipatan dan penghancuran akhir itu dalam satu gerakan tanpa henti.
Dalam cetakan satu tahap, material dipaksa melewati 90 derajat dan diratakan saat masih memendam tegangan elastis dari pelipatan awal. Anda tidak mendapat jeda. Tidak ada redistribusi. Yang Anda dapatkan adalah akumulasi regangan. Dan ketika akumulasi regangan itu melebihi apa yang 980 MPa kekuatan tarik dapat tampung secara plastis, mikroretakan mulai terbentuk jauh sebelum jangka sorong Anda menunjukkan adanya masalah.
Jadi perbandingan yang sebenarnya bukanlah pada kecepatan. Tapi apakah arsitektur tersebut memungkinkan logam berelaksasi di antara beban—atau justru menambahkannya.
Jalankan keliman satu tahap secara perlahan dan perhatikan profil sampingnya. Saat pukulan turun, lembaran pertama-tama mulai berputar di sekitar tepi cetakan. Sumbu netral—lapisan di dalam ketebalan yang mengalami regangan nol—bergeser ke arah radius bagian dalam saat tarikan meningkat pada serat luar.
Lalu cetakan terus bergerak.
Sebelum sumbu netral dapat stabil pada posisi pra-kelim 30–45 derajat yang rapi, geometri permukaan datar memaksa kaki untuk runtuh. Sekarang material tidak hanya ditekuk; ia sedang dihancurkan dan ditekuk ulang dengan kelengkungan berlawanan saat menurun. Sumbu netral berpindah lagi, secara tiba-tiba, karena kondisi regangan berubah dari tekukan murni menjadi tekukan plus kompresi.
Anda meminta serat luar untuk meregang membentuk tekukan dan kemudian menampung pergeseran tambahan saat kaki diratakan—tanpa melepaskan tegangan tarik dari peristiwa pertama. Dalam satu pukulan, Anda meminta serat luar untuk meregang dan runtuh pada waktu yang sama—dan baja berkekuatan tinggi tidak memaafkan tuntutan itu.
Jika Anda memotong kelim retak dari pengaturan ini, garis retak mengikuti radius luar dari tekukan asli, bukan permukaan datar akhir. Itu menunjukkan bahwa kegagalan dimulai selama regangan tarik puncak, bukan selama perataan kosmetik.
Jadi, apa yang berubah jika Anda berhenti memaksa kedua peristiwa terjadi dalam momen mekanis yang sama?
Cetakan dua tahap yang benar membentuk sudut tajam terlebih dahulu—biasanya 30 hingga 45 derajat—dengan bukaan V yang terdefinisi. Bukaan V itu penting. V yang lebih lebar meningkatkan lengan tuas, mengurangi tonase yang dibutuhkan, dan menyebarkan tekukan pada radius yang lebih besar. Semakin sempit V, tonase yang dibutuhkan meningkat pesat. Konsentrasikan gaya terlalu banyak dan bahkan baja lunak pun akan “mengeluh”.
Pada tahap pertama, Anda mengendalikan radius bagian dalam. Anda menghitung regangan serat luar. Anda memeriksanya terhadap elongasi material pada saat retak. Jika baja 1,2 mm Anda, 980 MPa kekuatan tarik dapat secara aman menahan, misalnya, regangan sejati 12% sebelum menipis, Anda merancang tekukan pertama agar tetap jauh di bawahnya—mungkin 8–9%. Konservatif. Membosankan. Menguntungkan.
Lalu Anda lepaskan ram.
Pelepasan itu bukan formalitas. Itu memungkinkan energi elastis terdisipasi. Sumbu netral stabil di posisinya yang baru. Tegangan sisa terdistribusi kembali melalui ketebalan alih-alih menumpuk.
Tahap dua bukan tekukan agresif lainnya. Ini adalah kompresi terkendali antara permukaan datar. Serat luar tidak lagi diminta untuk meregang guna menciptakan kelengkungan; mereka diarahkan untuk bersentuhan. Mode regangan berbeda. Permintaan tarik lebih rendah.
Arsitektur dua tahap adalah manajemen energi elastis. Bukan preferensi operator. Bukan tradisi. Manajemen.
Yang membawa kita pada masalah praktis yang akan Anda temui saat pertama kali menjalankan panel berkekuatan tinggi sepanjang hari.
Selama pukulan tajam pertama itu, material tidak hanya menekuk ke bawah. Ia juga ingin bergerak ke samping. Dorongan lateral itu meningkat seiring dengan kekuatan tarik dan ketebalan karena energi elastis yang tersimpan lebih tinggi. Dengan 980 MPa kekuatan tarik, gaya samping itu tidak sopan.
Cetakan dua tahap tipe geser dasar bergantung pada celah mekanis. Jika penyelarasan Anda meleset atau pelumasan tidak konsisten, dorongan lateral dapat memiringkan bagian atas dan menggores permukaan. Anda akan merasakannya sebagai ketebalan kelim yang tidak konsisten dari kiri ke kanan.
Cetakan dua tahap tipe pegas menangani transisi dengan cara berbeda. Bagian atas membentuk pra-kelim di dalam V-nya. Saat tonase meningkat, pegas tertekan dan memungkinkan rakitan atas bertransisi ke kondisi perataan sambil mempertahankan penyelarasan terpandu. Cetakan itu sendiri menyerap sebagian dari dorongan lateral tersebut, alih-alih menyalurkannya ke rangka atau menyebabkan macet di bahu.
Itu penting karena macet bukan hanya gangguan. Pengikatan mengubah distribusi tekanan lokal. Ubah distribusi tekanan dan Anda mengubah regangan lokal. Ubah regangan lokal dan Anda akan either mematuhi batas tarik atau membuang seluruh batch.
Inilah garis batasnya: jika arsitektur Anda tidak dapat mengontrol radius di tahap pertama, melepaskan energi elastis sebelum tahap kedua, dan mengelola dorongan lateral tanpa lonjakan tekanan lokal, maka satu tahap adalah berjudi dengan baja berkekuatan tinggi. Dua tahap berarti merekayasa di sekitarnya.
Jadi pertanyaan berikutnya bukanlah “Cetakan mana yang lebih cepat?”
Pertanyaannya adalah: di bawah ketebalan spesifik Anda dan kekuatan tarik tertentu, dapatkah Anda membuktikan—secara matematis dan mekanis—bahwa regangan serat luar puncak pada setiap tahap tetap di bawah batas material, atau Anda hanya mempercayai bahwa sepuluh bagian pertama terlihat sempurna?
Anda harus tahu cara menghitung regangan puncak serat luar sebelum Anda memotong baja, bukan setelah Anda mematahkannya.
Mulailah dengan satu angka yang tidak berbohong: regangan sebenarnya serat luar pada pembengkokan ≈ ketebalan ÷ (2 × jari-jari bagian dalam).
Jika Anda melakukan hemming pada lembar 1,2 mm di atas jari-jari dalam 0,6 mm dalam satu pukulan, maka 1,2 ÷ (2 × 0,6) = 1,0. Seratus persen regangan teknik pada permukaan. Konversikan ke regangan sebenarnya dan Anda masih bermain dengan angka yang tidak akan ditoleransi oleh lembar baja otomotif berkekuatan tinggi. Baja ringan dengan kekuatan tarik 45.000 PSI mungkin menampakkan leher dengan mulus dan bertahan karena memiliki perpanjangan yang besar. Dorong geometri yang sama ke kekuatan tarik 80.000 PSI dan lebih tinggi, maka perpanjangan akan jatuh. Matematikanya tidak peduli seberapa cepat siklus mesin press Anda.
Kemudian pertimbangkan apa yang sebenarnya dilakukan oleh cetakan satu tahap: cetakan tersebut tidak hanya membentuk radius itu. Cetakan langsung menghancurkan dan melengkungkan ulang kaki menjadi rata, memperkecil radius efektif di tengah langkah. Radius desain bersih 0,6 mm Anda menjadi 0,4 mm di bawah beban. Jalankan ulang perhitungannya: 1,2 ÷ (2 × 0,4) = 1,5. Lonjakan itu terjadi sebelum material dapat mengendur. Itu bukan efisiensi. Itu adalah pengganda regangan.
Jadi, kapan satu tahap sebenarnya masuk akal?
Bayangkan baja karbon rendah 0,8 mm, kekuatan tarik sekitar 40.000–50.000 PSI, dilakukan hemming pada cetakan dengan jari-jari bagian dalam sebenarnya mendekati ketebalan material. Jalankan persamaan yang sama: 0,8 ÷ (2 × 0,8) = 0,5. Lima puluh persen regangan teknik di serat luar terdengar tinggi sampai Anda ingat bahwa lembar baja karbon rendah dapat memiliki perpanjangan sekitar 30% dalam uji tarik dan mendistribusikan kembali regangan melalui ketebalan selama pembengkokan. Tambahkan bukaan V yang besar—6× ketebalan—dan Anda tidak memaksa radius setajam pisau. Anda menuntunnya.
Dalam jendela itu—pelat tipis, baja lunak, bukaan lebar—satu pukulan tetap berada dalam batas regangan yang diperbolehkan. Serat luar meregang, ya, tetapi mereka tidak ditarik melewati batas keuletannya sambil secara bersamaan dihancurkan menjadi datar. Geometrinya mudah dimaafkan, materialnya mudah dimaafkan, dan arsitekturnya tidak menumpuk beban melebihi apa yang bisa diserap oleh lembaran.
Di situlah tahap tunggal bersinar. Siklus pendek. Komponen lebih sedikit. Perawatan lebih minim.
Namun, kamu hanya bisa menikmati kesederhanaan itu jika material memberi ruang toleransi.
Apa yang terjadi jika tidak?
Ambil baja dua fase 1,4 mm dengan peringkat kekuatan tarik 80.000 PSI. Total peregangan khas mungkin berada di sekitar 12–14%. Itulah batas sebenarnya, bukan angka kekuatan tarik yang tercetak di sertifikat.
Rancang lipatan dengan jari-jari dalam efektif 0,7 mm. Di atas kertas, 1,4 ÷ (2 × 0,7) = 1,0 regangan teknik di permukaan sebelum diratakan. Bahkan jika kamu berargumen bahwa pergeseran sumbu netral menguranginya sedikit, kamu masih jauh dari 12%. Kamu berada beberapa kali di atasnya selama kelengkungan puncak dalam satu pukulan tahap tunggal. Satu-satunya alasan tidak langsung retak adalah karena regangan terlokalisasi dan terdistribusi ulang—sampai akhirnya tidak lagi.
Sekarang kencangkan cetakan untuk mengontrol celah kosmetik dan jari-jari kerja turun di bawah beban. Regangan melonjak lagi. Di sinilah analogi jembatan berhenti menjadi lucu. Kamu harus tetap di bawah batas beban atau beton retak. Tidak ada pidato motivasi yang bisa mengubah itu.
Dari lapangan: begitu kamu melewati kekuatan tarik 80.000 PSI pada ketebalan lipatan otomotif di atas kira-kira 1,2 mm, arsitektur tahap tunggal sejati harus (a) membuka cetakan secara dramatis untuk meningkatkan jari-jari—yang membuat tonase dan keausan melonjak—atau (b) menerima regangan serat luar yang melebihi elongasi material. Opsi A mengikis perkakas dan kapasitas mesin pres. Opsi B mengikis komponen. Hormati batas kekuatan tarik atau buang seluruh batch.
Ada penelitian yang menunjukkan pemilihan cetakan yang tidak tepat bisa memicu tingkat cacat meningkat hingga 25% meskipun bagian awal terlihat baik. Pada lipatan kekuatan tinggi, lonjakan itu bukan penyimpangan kosmetik. Itu adalah retakan laten yang dimulai di puncak regangan selama gerakan gabungan itu.
Saya belajar dengan cara yang sulit. Saya pernah menjalankan batch kekuatan tinggi dengan pengaturan tahap tunggal karena sepuluh bagian pertama tampak sempurna. Pada bagian kelima puluh, retakan mikro mulai terlihat di bawah cat setelah e-coat. Kami membuang seluruh keluaran satu shift dan mengampelas ulang cetakan yang bukan pelakunya. Pelakunya adalah saya yang mengabaikan kekuatan tarik 80.000 PSI seolah itu baja lunak.
Jadi bagaimana kamu tahu telah melewati garis tak terlihat itu sebelum retakan muncul?
Potong lipatan yang dicurigai dan poles penampangnya. Jika jalur retakan mengikuti jari-jari luar lenturan asli—bukan bidang datar akhir—kamu telah melampaui regangan yang diizinkan selama kejadian kelengkungan pertama. Yang mengutuknya adalah melampaui regangan yang diizinkan material selama gerakan gabungan, bukan masalah perataan kosmetik di akhir.
Perhatikan juga angka springback. Springback tinggi setelah lipatan tahap tunggal pada lembaran berkekuatan tinggi menunjukkan energi elastis yang tersimpan, bukan lepas. Semakin banyak energi yang terperangkap, semakin tinggi tegangan puncak selama pembentukan. Itu adalah petunjuk, bukan gangguan.
Lalu ada konsistensi tepi. Pada material berkekuatan tinggi yang dipaksa melalui cetakan tahap tunggal, kamu akan melihat variasi kiri ke kanan karena perbedaan kecil pada pelumasan atau penyelarasan menciptakan lonjakan tekanan lokal. Lonjakan tersebut langsung berubah menjadi penyimpangan regangan lokal melampaui batas elongasi. Tahap dua menyebarkan risiko itu di beberapa kejadian. Tahap tunggal memusatkannya pada satu momen penentuan.
Kamu bisa menghitung regangan. Kamu bisa mengukur jari-jari di bawah beban. Kamu bisa membandingkannya dengan elongasi yang terdokumentasi untuk baja yang kamu gunakan. Atau kamu bisa mempercayai waktu siklus dan berharap.
Dan jika Anda berada di atas kekuatan tarik 80.000 PSI, harapan bukanlah sebuah proses.
Anda sudah menghitung angkanya. Anda sudah melihat apa yang terjadi ketika lembaran 1,2–1,4 mm naik melewati kekuatan tarik 80.000 PSI dan regangan serat luar menembus batas perpanjangan dalam satu pukulan. Jadi bagaimana Anda mendesain ulang prosesnya?
Anda berhenti meminta satu pukulan untuk melakukan dua pekerjaan.
Die hem dua tahap membagi operasi menjadi pra-lengkung terkontrol—biasanya 30° hingga 45°—diikuti oleh pukulan perataan terpisah. Itu terdengar hampir sopan dibandingkan dengan kekerasan penghancuran satu tahap. Tapi mekanismenya berbeda dengan cara yang penting.
Mengingat bahwa portofolio produk CN-HAWE berbasis 100% CNC dan mencakup skenario kelas atas dalam pemotongan laser, penekukan, pengalur, dan pemotongan, bagi tim yang mengevaluasi opsi praktis di sini, Mesin Tekuk (Press Brake) adalah langkah lanjutan yang relevan.
Pada tahap pertama, Anda membentuk radius dan berhenti. Anda membiarkan material meregang, menggeser sumbu netralnya, dan sebagian melepaskan beban. Energi elastis terdisipasi sebelum pukulan kedua dimulai. Pada tahap kedua, Anda tidak menciptakan kelengkungan puncak dari datar; Anda menutup kaki yang sudah meregang. Regangan puncak tidak ditumpuk dalam saat yang sama.
Pemisahan itu adalah perbedaan antara mendekati batas perpanjangan dan melampauinya.
Dan setelah Anda melewati 100.000 PSI kekuatan tarik, tidak ada jalan tengah—entah Anda memisahkan pra-lengkung dari pukulan perataan, atau Anda menerima mikro-retakan sebagai fitur produksi.
Bayangkan baja kekuatan tinggi canggih 1,6 mm pada 100.000 PSI kekuatan tarik. Total perpanjangan mungkin 10%. Anda membentuk pra-lengkung di stasiun khusus pada radius yang sama dengan ketebalan material—katakanlah 1,6 mm. Perkiraan regangan permukaan Anda adalah t/(2R): 1,6 ÷ (2 × 1,6) = 0,5. Lima puluh persen regangan teknik di serat luar selama kelengkungan puncak terdengar seperti bencana sampai Anda ingat bahwa dalam pembengkokan murni, regangan terdistribusi melalui ketebalan dan terlokalisasi sebentar di permukaan, lalu sebagian relaksasi saat bagian dilepaskan bebannya.
Sekarang bandingkan itu dengan die satu tahap yang membentuk dan menghancurkan dalam satu gerakan, secara efektif memperketat radius di bawah beban hingga, katakanlah, 1,0 mm. Jalankan lagi: 1,6 ÷ (2 × 1,0) = 0,8. Anda baru saja memuncakkan regangan permukaan sebesar 60%—dan Anda belum menghitung tekanan kompresi melalui ketebalan dari perataan. Yang menghancurkannya adalah melebihi regangan yang diizinkan material selama gerakan gabungan itu.
Blok satu tahap padat tidak bisa berhenti di antara tekanan tersebut. Ia melipatgandakannya.
Dalam arsitektur dua tahap, pukulan kedua bekerja pada kaki yang sudah meregang dan menggeser sumbu netralnya ke bagian dalam lengkungan. Regangan yang diperlukan untuk menutup dari 45° ke datar sebagian besar bersifat rotasional dan kompresi di permukaan dalam, bukan puncak regangan baru di radius luar yang asli. Anda mengatur ke mana regangan pergi, bukan membiarkannya melonjak sesuai bentuk die yang ditentukan.
Itu adalah pengendalian distribusi regangan. Bukan keindahan. Pengendalian.
Dan jika pengendalian regangan adalah tujuan sebenarnya, apakah memperlambat siklus secara otomatis membuat Anda lebih aman?
Saya pernah melihat bengkel membanggakan diri karena mengurangi 0,8 detik dari siklus pelipatan dengan menggabungkan dua stasiun menjadi satu. Pada baja lunak 0,9 mm di kekuatan tarik 45.000 PSI, tidak masalah. Material tersebut memiliki 30% perpanjangan yang bisa dimanfaatkan dan pembukaan cetakan bisa berada di 6–8× ketebalan tanpa masalah.
Sekarang coba trik itu pada baja dua fasa 1,4 mm di kekuatan tarik 80.000 PSI.
Ya, cetakan dua tahap sering menambah 30–40% pada bagian siklus pelipatan. Tetapi “lebih lambat” bukanlah mekanisme keamanannya. Keamanan berasal dari pengurangan regangan tarik dan tekan puncak yang terjadi secara bersamaan dalam satu peristiwa tunggal. Anda bisa menjalankan cetakan dua tahap dengan cepat dan tetap unggul—karena arsitekturnya, bukan pengukur waktunya, yang membatasi penumpukan regangan.
Ada kasus tepi. Melebarkan pembukaan cetakan satu tahap menjadi 10–12× ketebalan dapat mengurangi tingkat kelengkungan dan menekan pantulan (springback) pada beberapa baja kekuatan tinggi. Itu memberi Anda sedikit kelonggaran. Kadang cukup.
Namun Anda membayar dalam tonase dan kelelahan cetakan. Menjalankan cetakan pada 95–100% dari kapasitas terukur tidak membuatnya meledak di hari pertama; itu hanya mempercepat keausan. Sekarang pengaturan “cepat” Anda justru mengikis perkakas sambil tetap bermain-main di batas regangan serat luar. Hormati batas tariknya atau buang seluruh batch.
Desain hibrida khusus—batang bergulir, sisipan poliuretan—dapat melunakkan kontak dan mencegah tanda permukaan pada bagian khusus. Saya sendiri pernah menentukannya. Mereka membantu urusan kosmetik dan distribusi tekanan. Namun mereka tidak menghapus kurva tegangan–regangan. Begitu Anda berada di wilayah kekuatan tarik enam digit, pemisahan peristiwa regangan tidak lagi opsional dan menjadi kebutuhan struktural.
Jadi bagaimana rupanya dalam angka produksi?
Ambil skenario hipotetis namun realistis: baja martensitik 1,5 mm pada kekuatan tarik 110.000 PSI, pelipatan panel luar otomotif. Alat satu tahap. Artikel pertama lolos inspeksi visual. Sepuluh bagian pertama tampak sempurna. Pada bagian ke-200, muncul retakan mikro di sepanjang radius luar asli di bawah pemeriksaan dye penetrant. Setelah dicat, retakan terlihat jelas. Scrap meningkat menjadi 12%.
Beralih ke cetakan dua tahap. Siklus pelipatan meningkat 35%. Output per jam menurun. Scrap turun menjadi 2% karena regangan puncak tidak lagi melebihi perpanjangan material selama satu kejadian gabungan.
Hitunglah untuk batch 10.000 bagian. Bahkan tanpa menetapkan nilai dolar pasti, Anda tahu kolom mana yang lebih menyakitkan: 35% waktu pelipatan tambahan, atau 10% tambahan scrap pada baja kekuatan tinggi ditambah pengerjaan ulang hilir dan kerugian cat.
Ada penelitian yang menunjukkan pemilihan cetakan yang tidak tepat dapat meningkatkan tingkat cacat sebesar 25% bahkan ketika bagian pertama tampak baik-baik saja. Dalam pelipatan hasil tinggi, lonjakan itu hampir selalu merupakan kegagalan manajemen regangan, bukan masalah operator.
Jadi ya, dua tahap membutuhkan waktu. Mungkin perlu lebih banyak titik perawatan. Mungkin menuntut penyelarasan yang lebih ketat antar stasiun. Namun begitu kekuatan tarik melampaui 100.000 PSI, itu bukan peningkatan untuk efisiensi. Itu adalah kebutuhan struktural, seperti memasang batas berat lebih rendah pada jembatan yang sudah mulai retak.
Jika Anda sedang menilai apakah pengaturan pelipatan Anda saat ini dapat bertahan dalam jalur produksi berkelanjutan di atas 100.000 PSI, inilah saatnya melibatkan mitra peralatan Anda—bukan setelah tingkat scrap meningkat. Portofolio CNC 100% milik CN-HAWE mencakup sistem penekukan canggih dan otomasi lembaran logam, didukung oleh R&D khusus dan kemampuan pengujian internal untuk memvalidasi aplikasi dengan regangan tinggi sebelum diterapkan di lantai produksi Anda. Untuk diskusi teknis tentang arsitektur cetakan, kompatibilitas mesin, atau penawaran untuk peningkatan dua tahap, Anda dapat hubungi CN-HAWE untuk meninjau spesifikasi material dan target produksi Anda secara mendetail.
Dan bahkan dengan arsitektur yang tepat, Anda masih bisa merusak batch jika mengabaikan arah serat, pelumasan, dan keausan cetakan—karena mengendalikan regangan dalam teori tidak berarti Anda telah mengendalikannya di lantai produksi.
Anda telah memasang cetakan dua tahap. Anda telah memeriksa tinggi tutup. Sertifikat material mengatakan kekuatan tarik 110.000 PSI. Arsitektur sudah benar.
Bagian tetap retak.
Itulah saat para insinyur muda mulai menyalahkan lot pemanasan dan jenis baja perkakas, karena lebih mudah daripada mengakui hal ini: begitu Anda melewati kekuatan tarik enam digit, pilihan cetakan bukan lagi keseluruhan cerita. Struktur mungkin dinilai mampu menahan beban, tetapi Anda masih bisa mengemudikan truk melintasi jembatan secara menyamping dan menggeser sesuatu yang tidak seharusnya menanggung tekanan itu. Dua tahap wajib di atas batas, ya—tetapi itu tidak meniadakan metalurgi, geometri, atau fisika pada rangka mesin.
Jadi, apa sebenarnya yang merusak batch ketika cetakannya sudah “benar”?
Jawaban singkat: pada baja berkekuatan tinggi, sering kali iya.
Lembaran baja memiliki arah serat dari proses penggilingan. Tekuk tegak lurus terhadapnya, Anda meregangkan melintasi serat. Tekuk sejajar, Anda mencoba membuka sambungan di antara serat. Pada kekuatan tarik 45.000 PSI material dengan perpanjangan 30%, Anda masih bisa lolos dari kesalahan itu. Pada kekuatan tarik 100.000+ PSI stok dengan perpanjangan 8–12%, Anda mempertaruhkan seluruh pesanan pada batas mikroskopis yang tidak bisa Anda lihat.
Saya telah melihat bengkel memperlebar jari-jari, memperlambat langkah, memoles punch—semuanya sesuai buku teks—dan tetap mengejar retakan rambut yang mengikuti radius luar dengan sempurna. Cetakan baik-baik saja. Arsitektur baik-baik saja. Garis tekuk berjalan sejajar dengan serat.
Itu bukan masalah perkakas. Itu masalah orientasi material yang berpura-pura menjadi masalah perkakas.
Dan inilah jebakannya: sepuluh bagian pertama terlihat sempurna. Mikro-retakan tidak selalu muncul sampai bagian rileks, dilapisi, atau terkena getaran. Saat itu, Anda sudah memilah palet.
Apakah penekukan sejajar selalu menjamin kegagalan? Tidak. Ukuran butir berpengaruh. Baja berkekuatan tinggi dengan butir halus dapat menahan tekanan lebih banyak daripada yang berbutir kasar pada angka kekuatan tarik yang sama. Butir kasar memperkuat dengan baik, tetapi robek dan tampak seperti kulit jeruk pada radius luar yang sempit. Sama kekuatan tarik 110.000 PSI di atas kertas. Perilaku berbeda pada lipatan.
Sejajarkan tekukan melintasi arah serat, atau tingkatkan radius dalam hingga regangan permukaan turun di bawah perpanjangan yang diizinkan. Itulah pilihan Anda. Selain itu hanyalah angan-angan.
Dan jika orientasi serta ukuran butir sudah ditentukan oleh tata letak blank, bagaimana dengan bentuk yang Anda paksa agar logam pertahankan?
Tidak semua lipit diciptakan sama.
Lipit berbentuk tetesan air mata meninggalkan rongga kecil di dalam—lebih sedikit tekanan hancur, penutupan lebih terkendali. Lipit datar menuntut Anda menekan kaki itu rapat, menghancurkan radius internal hingga berperilaku seperti tepi koin. Tahap pelepasan terakhir itu bukan rotasi lembut; melainkan kompresi lokal di bagian dalam dan ketegangan baru pada serat luar mana pun yang masih menyimpan ingatan kelengkungan.
Pada baja dengan kekuatan rendah, logam akan mengalir. Pada kelas dengan batas luluh tinggi, logam menolak lalu patah.
Bayangkan Anda meminta pegas yang diberi peringkat untuk beban tertentu, bukan hanya untuk menekuk tetapi juga menghilang ke dalam dirinya sendiri. Cetakan dua tahap mengatur gerakan pertama dengan indah. Namun, jika gambar cetak Anda menuntut lipit sepenuhnya datar dengan tumpukan ketebalan minimal, Anda mungkin sedang mengarahkan regangan permukaan kembali ke batas yang sebelumnya berusaha keras Anda hindari di tahap pertama.
Di situlah metafora jembatan menjadi relevan. Struktur mungkin mampu menopang beban yang tertera saat lalu lintas lurus. Sekarang tambahkan puntiran. Tambahkan pengereman. Tambahkan angin samping. Beban digabungkan.
Yang mengutuknya adalah melampaui regangan yang diizinkan material selama kombinasi gerakan itu.
Terkadang langkah yang lebih cerdas adalah menegosiasikan profil tetesan air mata dengan tim desain, alih-alih bersikeras pada kesempurnaan kosmetik yang paduan tersebut secara fisik tidak mampu pertahankan pada ketebalan itu. Karena geometri dapat diam-diam membatalkan pengelolaan regangan yang justru ingin dilindungi oleh cetakan dua tahap Anda.
Dan kemudian ada kegagalan yang tampak seperti masalah material atau geometri—padahal bukan.
Proses pelipitan dua tahap bergantung pada urutan. Pra-tekuk di bawah radius terkendali. Lalu ratakan di bawah permukaan terpisah. Banyak cetakan seperti ini bergantung pada pegas atau silinder nitrogen untuk mengendalikan transisi tersebut.
Ketika elemen-elemen itu lelah, cetakan tidak akan memberitahu Anda.
Cetakan itu hanya berhenti memisahkan peristiwa regangan secara bersih.
Saya belajar itu dengan cara yang mahal. Bertahun-tahun lalu, saya menjalankan satu batch panel berkekuatan tinggi—sertifikat menyatakan 980 MPa kekuatan tarik—pada pengaturan dua tahap yang saya percayai. Di tengah produksi, bagian-bagian mulai menunjukkan retakan halus di radius luar. Kami memeriksa sertifikat material, menyalahkan pelumasan, bahkan mempertanyakan campuran gulungan. Ternyata tumpukan pegas di bagian atas telah melorot. Pra-tekukan tidak mencapai sudut penuh sebelum perataan mulai bekerja. Cetakan itu pada dasarnya telah menjadi blok satu tahap di bawah beban.
Kami harus membuang seluruh batch-nya.
Pola keausannya halus: permukaan perataan yang lebih mengilap mendekati titik kontak awal, tanda bekas tidak merata, kebutuhan tonase sedikit lebih tinggi—mungkin 120 ton alih-alih biasanya 105 ton untuk langkah yang sama. Beban tambahan itu bukan berarti “lebih aman.” Itu adalah mesin yang mengompensasi urutan yang hilang.
Dan jangan abaikan mesin press brake itu sendiri. Lengkungan panjang sejajar dengan arah serat pada mesin lama tanpa penyesuaian crowning yang tepat bisa melengkung di tengah, membuka sudut di bagian tengah. Anda akan melihat retakan di tengah dan mengira itu karena arah serat, padahal sebenarnya rangka yang melengkung. Ganjar bagian ujung atau perbaiki crowning, maka “masalah material” akan hilang.
Jadi ketika sebuah lipatan gagal pada cetakan dua tahap yang telah ditentukan dengan benar di atas 100.000 PSI kekuatan tarik, tanyakan tiga hal sebelum Anda menyalahkan baja: Apakah tekukan berlawanan dengan arah serat? Apakah geometri menuntut regangan lebih dari yang bisa ditahan oleh paduan? Apakah keausan diam‑diam menghapus pemisahan antara tahap‑tahap tersebut?
Karena setelah arsitektur sudah benar, medan pertempuran bergeser ke eksekusi.
Dan di situlah kita berhenti bereaksi dan mulai mengambil keputusan sebelum lembaran pertama mengenai press brake.
Anda ingin tahu bagaimana menyiapkan pekerjaan pelipatan logam berkekuatan tinggi agar retakan tidak muncul sejak awal.
Bagus. Itu berarti Anda akhirnya berpikir sebelum lembaran pertama mengenai press brake, bukan setelah tempat limbah penuh.
Begini kerangkanya: berhenti bertanya cetakan mana yang lebih cepat dan mulailah bertanya apakah material, geometri, dan mesin press Anda dapat menyelesaikan langkah pelipatan tanpa melebihi batas regangan yang diizinkan pada baja. Pelipatan adalah jembatan yang dinilai berdasarkan beban. Kekuatan tarik pada sertifikat adalah beban yang diizinkan. Baik Anda tetap di bawahnya selama kombinasi gerakan menekuk dan meratakan, atau Anda merusak sesuatu yang mikroskopis yang nantinya akan menjadi masalah besar.
Ini bukan soal preferensi. Ini soal batas.
Ambil sertifikatnya. Jangan menebak.
Jika Anda sedang melihat baja lunak dengan kekuatan tarik 80.000 PSI pada ketebalan 0,9 mm, tahap tunggal mungkin akan bertahan lama—jika radius dan orientasinya disiplin. Mulailah mendekati 110.000 PSI dan ke atas, maka pembahasannya berubah. Pada kekuatan tersebut, perpanjangan serat luar menyusut. Langkah pelipatan yang kemarin tidak berbahaya, sekarang mendorong regangan hingga ke batas.
Sekarang tambahkan susunan perkakas Anda.
Radius dalam berapakah yang sebenarnya dihasilkan oleh pra‑tekukan Anda? Bukan angka di katalog—yang terukur di bawah beban. Radius punch yang lebih besar mengurangi regangan puncak di permukaan tetapi membutuhkan lebih banyak tonase untuk menyelesaikan lipatan. Lebih banyak tonase berarti lebih banyak lendutan rangka, risiko perataan tidak merata, dan tekanan kumulatif yang lebih tinggi pada set cetakan. Data kelelahan ADH menunjukkan dengan jelas: jalankan perkakas pada kapasitas 95–100 % dan Anda mempercepat keausan bahkan jika tidak ada yang patah pada hari pertama.
Jadi petakan tiga angka berdampingan:
Jika langkah perataan Anda membutuhkan 120 ton pada rem yang nyaman di 130 ton, Anda tidak “berada dalam kisaran.” Anda sedang hidup di batas merah. Tingkatkan radius, beralih ke pemisahan dua tahap, atau terima bahwa retakan mikro sudah melekat.
Hormati batas tarik atau buang batch-nya.
Dan setelah Anda tahu bahwa material secara fisik dapat bertahan dari langkah tersebut, apa yang sebenarnya boleh Anda kirim?
Di sinilah sebagian besar bengkel menipu diri sendiri.
“Sepuluh bagian pertama tampak sempurna.” Saya sudah mendengarnya seribu kali.
Ada penelitian yang menunjukkan pemilihan cetakan yang tidak tepat dapat meningkatkan tingkat cacat hingga 25% bahkan ketika bagian pertama tampak baik. Itu karena retakan mikro tidak menunjukkan diri sampai pelapisan, getaran, atau waktu membukanya. Jika pelanggan Anda tidak mengizinkan retakan kosmetik sama sekali setelah e-coat, maka toleransi cacat Anda pada dasarnya nol—meskipun produksi berjalan sangat cepat.
Sekarang bandingkan dua skenario.
Tahap tunggal berjalan 20% lebih cepat. Tetapi ini menggabungkan pelipatan dan perataan dalam satu peristiwa elastis. Dua tahap memisahkannya, mengontrol regangan tetapi menambah waktu siklus dan disiplin pengaturan. Jika Anda menjalankan baja dengan kekuatan rendah, elongasi yang mudah, dan lipatan internal yang tidak terlihat oleh cat, kecepatan mungkin menang.
Namun jika Anda melipat panel luar berkekuatan tinggi pada 110.000 PSI tarik dengan paparan Kelas A, kecepatan tidak relevan. Metrik nyata Anda adalah regangan yang dapat bertahan sepanjang siklus hidup bagian tersebut.
Target produksi itu penting. Hanya saja tidak mengalahkan hukum fisika.
Jadi pertanyaan apa yang seharusnya Anda ajukan di lantai sebelum memberi lampu hijau untuk menjalankan produksi?
Baja apa pun akan melipat jika kamu menekan cukup keras.
Itu bukanlah ujiannya.
Ujiannya adalah apakah baja itu bertahan pada 10% terakhir dari perjalanan—langkah perataan di mana kompresi di bagian dalam dan tegangan sisa di bagian luar saling menumpuk. Yang menjatuhkannya adalah melebihi regangan yang diizinkan dari material selama gerakan gabungan itu. Bukan saat pra-lipat. Bukan saat penyiapan. Tapi saat penekanan.
Jadi inilah kerangka yang harus kamu bawa ke depan:
Jika perhitungannya ketat, kamu tidak boleh “mencoba satu tahap dan lihat hasilnya.” Pisahkan kejadian menjadi dua tahap, tingkatkan radius, ubah orientasi serat, atau negosiasikan ulang geometri. Itu adalah langkah-langkah rekayasa. Segala hal lainnya adalah berjudi dengan baja mahal.
Bagian yang tidak terlihat jelas? Dua tahap bukanlah peningkatan produktivitas. Itu adalah alat pengelolaan regangan yang memberi ruang aman ketika kekuatan tarik tidak meninggalkan ruang untuk kesalahan. Kategori cetakan tidak menyelamatkanmu—disiplin terhadap batas kekuatan tariklah yang melakukannya.
Berhenti menilai lipatan berdasarkan seberapa datar tampilannya di bangku kerja.
Mulailah menilainya berdasarkan apakah material bertahan pada langkah tekan tanpa melampaui beban maksimumnya—dan tanyakan pada diri sendiri, sebelum ram turun, di mana sebenarnya margin keamanannya berada.


















