

Las primeras diez piezas se ven perfectas. El dobladillo está plano, ajustado, lo bastante limpio como para fotografiarlo para el folleto de ventas.
Doscientos paneles después, sostienes uno a contraluz y ahí está: una fisura delgada como un cabello recorriendo el radio exterior como una falla en tierra seca. Mismo troquel. Mismos ajustes. Mismo operador. Entonces, ¿qué cambió?
Si crees que la respuesta es “la parte superior plana debe no estar lo suficientemente plana”, ya vas camino al contenedor de chatarra.
He visto a buenos operadores dar palmaditas a un troquel de dobladillo de una sola etapa como a un perro fiel. “Tope plano. Bonito y parejo. Estamos bien.” Ese pensamiento funcionaba cuando el acero dulce era el rey y la resistencia a la tracción rondaba los 340 MPa de resistencia a la tracción. El material se estiraba, cedía, te perdonaba.
¿Paneles exteriores automotrices modernos? Estás mirando 980 MPa de resistencia a la tracción y sonriendo porque el dobladillo se ve plano.
Un tope plano te dice lo que pasó en la superficie. No te dice nada sobre lo que sucedió dentro de las fibras metálicas durante ese único y violento movimiento combinado de precurvado y aplanado. Y ahí es donde empiezan los problemas.
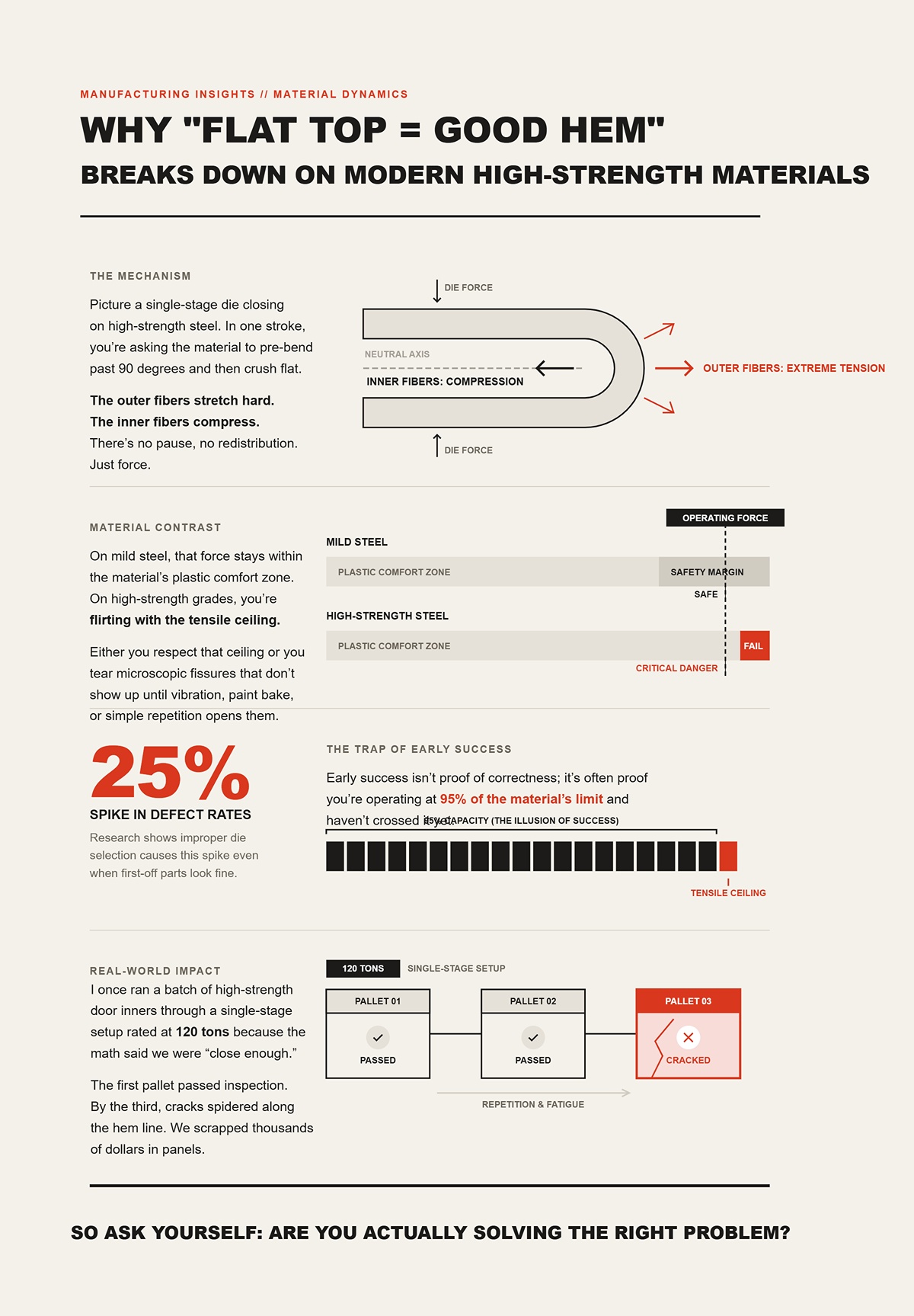
Imagina un troquel de una sola etapa cerrándose sobre acero de alta resistencia. En un solo golpe, le estás pidiendo al material que se precurva más de 90 grados y luego se aplaste plano. Las fibras exteriores se estiran con fuerza. Las fibras interiores se comprimen. No hay pausa, no hay redistribución. Solo fuerza.
En el acero dulce, esa fuerza se mantiene dentro de la zona plástica de confort del material. En los grados de alta resistencia, estás coqueteando con el límite de tracción. O respetas ese límite o desgarras fisuras microscópicas que no aparecen hasta que la vibración, el horneado de pintura o la simple repetición las abren.
Hay investigaciones que muestran que una selección inadecuada del troquel puede disparar las tasas de defecto en un 25% incluso cuando las primeras piezas salen bien. Esa es la trampa. El éxito temprano no es prueba de corrección; a menudo es prueba de que estás operando al 95% del límite del material y aún no lo has cruzado.
Una vez ejecuté un lote de estructuras interiores de puertas de alta resistencia en una configuración de una sola etapa clasificada en 120 toneladas porque los cálculos decían que estábamos “lo suficientemente cerca”. El primer palé pasó la inspección. Para el tercero, las grietas se extendían como telarañas a lo largo de la línea del dobladillo. Desechamos miles de dólares en paneles porque confié en el tope plano en lugar del límite de tracción. Esa lección no fue barata.
Así que pregúntate: ¿realmente estás resolviendo el problema correcto?
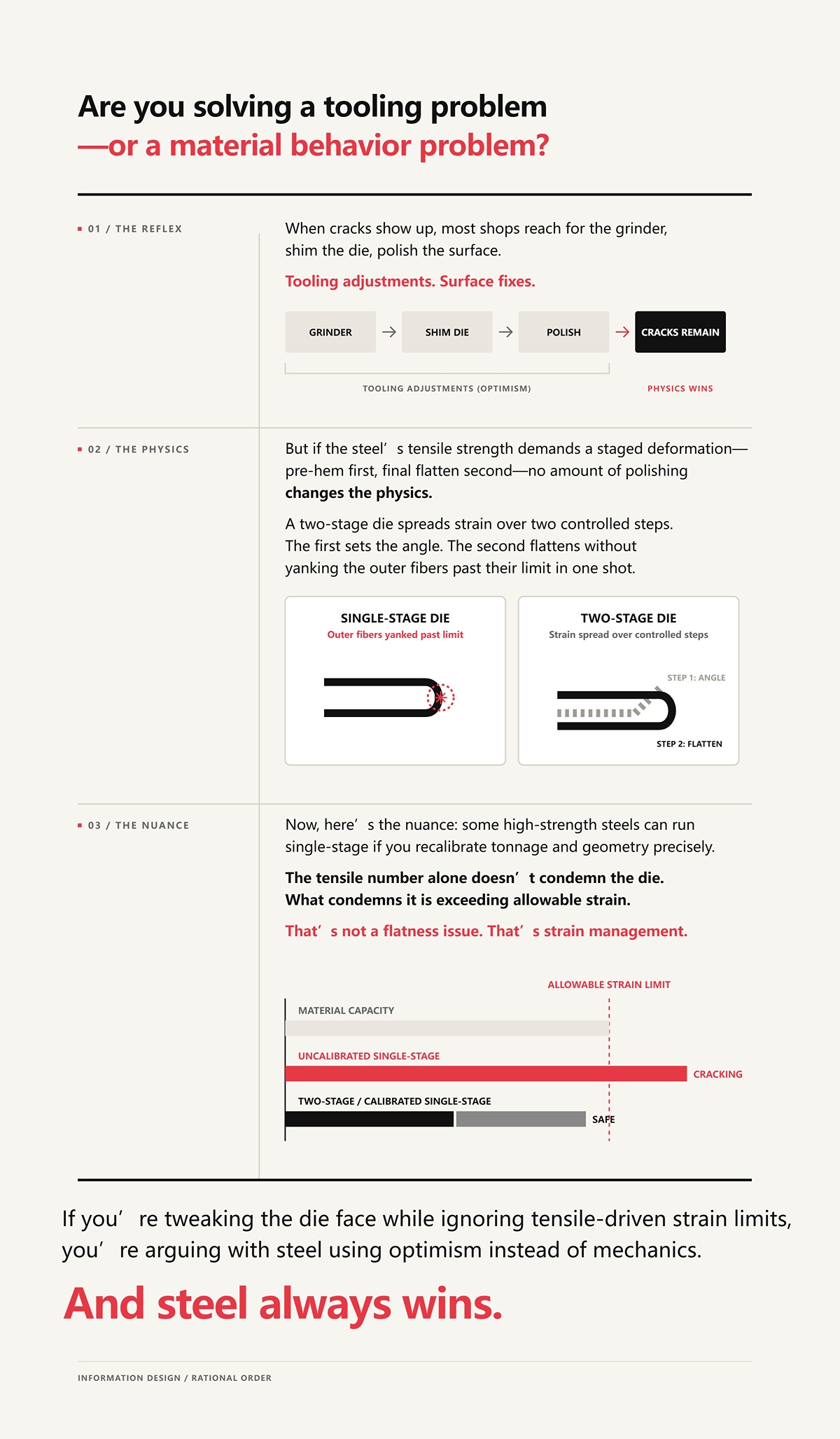
Cuando aparecen grietas, la mayoría de los talleres recurre a la amoladora, calzan el troquel, pulen la superficie. Ajustes de herramienta. Reparaciones superficiales.
Pero si la resistencia a la tracción del acero exige una deformación escalonada —primer prepliegue, segundo aplanado final—, ningún pulido cambia la física. Un troquel de dos etapas distribuye la deformación en dos pasos controlados. La primera etapa establece el ángulo. La segunda aplana sin forzar las fibras externas más allá de su límite en una sola acción.
Ahora bien, aquí está el matiz: algunos aceros de alta resistencia pueden funcionar en una sola etapa si se recalibran con precisión la tonelada y la geometría. El valor de la resistencia a la tracción por sí solo no condena el troquel. Lo que lo condena es exceder la deformación permisible del material durante ese movimiento combinado.
Eso no es un problema de planitud. Es gestión de la deformación.
Si estás ajustando la cara del troquel ignorando los límites de deformación impulsados por la resistencia a la tracción, estás discutiendo con el acero usando optimismo en lugar de mecánica.
Y el acero siempre gana.
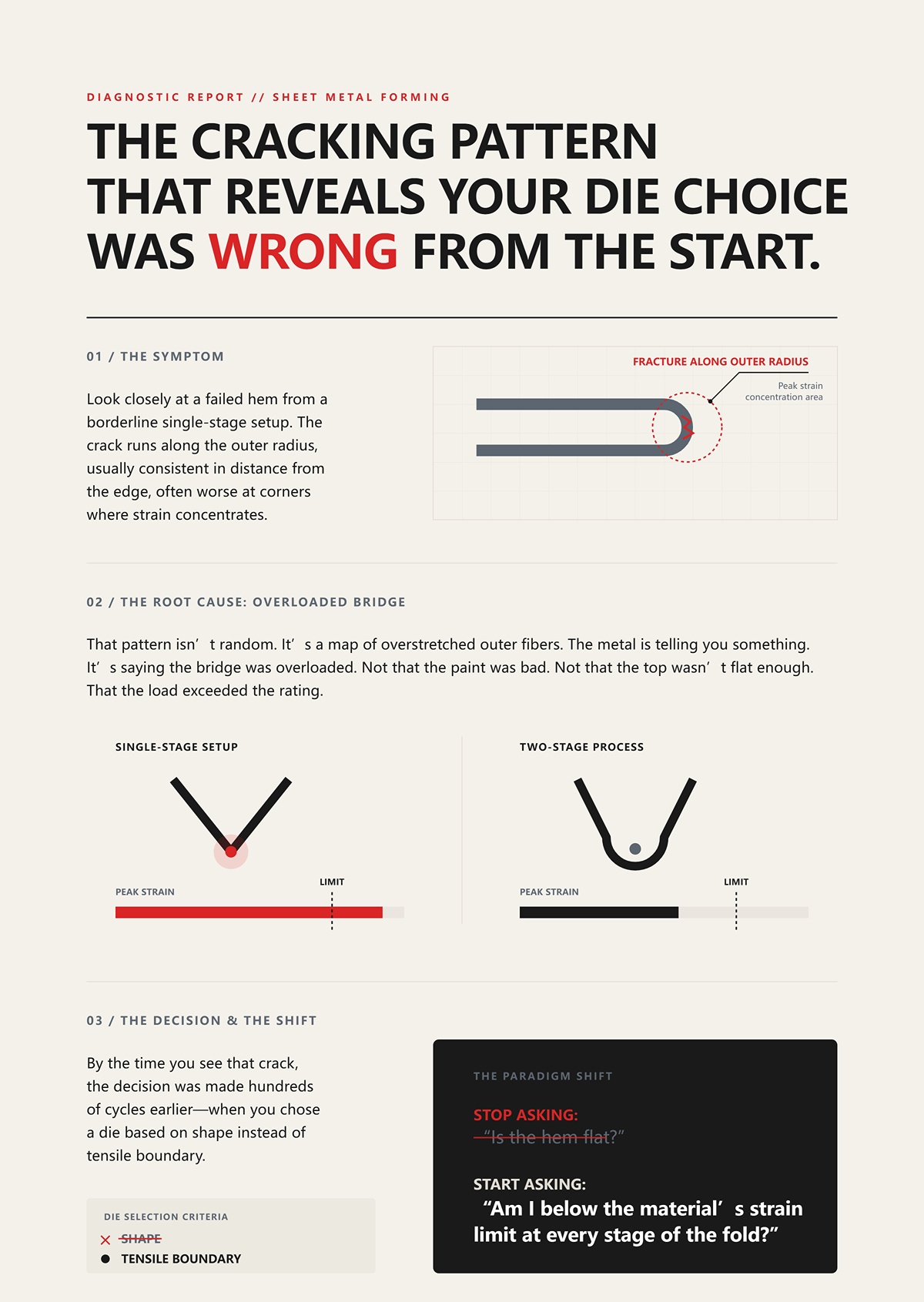
Observa de cerca un reborde fallado de una configuración límite de una sola etapa. La grieta corre a lo largo del radio exterior, usualmente a una distancia constante del borde, a menudo peor en las esquinas donde la deformación se concentra.
Ese patrón no es aleatorio. Es un mapa de fibras externas demasiado estiradas. Un proceso de dos etapas habría reducido la deformación máxima en esa primera curva, disminuyendo el esfuerzo antes de que ocurriera el aplanado.
El metal te está diciendo algo. Está diciendo que el puente estaba sobrecargado. No que la pintura fuera mala. No que la parte superior no estuviera lo suficientemente plana. Sino que la carga excedía la capacidad.
Para cuando ves esa grieta, la decisión se tomó cientos de ciclos antes, cuando elegiste un troquel basado en la forma en lugar del límite de tracción.
Así que el cambio que necesitas es simple y contundente: deja de preguntar “¿Está plano el reborde?” y empieza a preguntar “¿Estoy por debajo del límite de deformación del material en cada etapa del pliegue?”
¿Quieres saber cómo verificar que estás por debajo del límite de deformación del material en cada etapa?
Comienza con el radio de curvatura y el valor de resistencia a la tracción. Si estás rebordeando acero de 1,2 mm a 980 MPa de resistencia a la tracción, y tu radio interior efectivo durante el prepliegue cae por debajo de aproximadamente 1× el espesor, ya estás empujando la deformación de las fibras externas hacia un 15–20 %. No es una suposición; la deformación exterior en el doblado es aproximadamente el espesor dividido por dos veces el radio interior. Si reduces el radio a la mitad, duplicas la deformación. Al acero no le importa cuán confiado te sientas al respecto.
Ahora imagina hacer ese prepliegue y el aplastamiento final en un solo golpe continuo.
En un troquel de una sola etapa, el material se fuerza más allá de los 90 grados y se aplana mientras aún está cargado elásticamente por la curvatura inicial. No hay pausa. No hay redistribución. Hay acumulación de deformación. Y cuando esa deformación acumulada excede lo que 980 MPa de resistencia a la tracción puede acomodar plásticamente, las microfracturas comienzan a formarse mucho antes de que tus calibradores indiquen que algo está mal.
Así que la verdadera comparación no es la velocidad. Es si la arquitectura permite que el metal se relaje entre los esfuerzos o los acumula.
Realiza un dobladillo de una sola etapa lentamente y observa el perfil lateral. A medida que el punzón desciende, la lámina comienza primero a rotar alrededor del borde de la matriz. El eje neutro—la capa dentro del espesor que experimenta deformación nula—se desplaza hacia el radio interior mientras aumenta la tensión en las fibras exteriores.
Luego la matriz sigue avanzando.
Antes de que el eje neutro pueda estabilizarse en una posición de pre-dobladillo limpia de 30–45 grados, la geometría de la parte superior plana obliga a que la pata colapse. Ahora el material ya no solo se está doblando; está siendo aplastado y re-doblado en la curvatura opuesta mientras se apoya. El eje neutro migra nuevamente, de forma abrupta, porque el estado de deformación cambia de flexión pura a flexión más compresión.
Estás pidiendo a las fibras exteriores que se estiren para formar el doblez y luego que soporten un desplazamiento adicional mientras la pata se aplana, sin descargar la tensión de tracción del primer evento. En un solo golpe, estás pidiendo a las fibras exteriores que se estiren y colapsen al mismo tiempo, y el acero de alta resistencia no perdona esa exigencia.
Si seccionas un dobladillo agrietado de este proceso, la línea de fractura sigue el radio exterior del doblez original, no el plano final. Eso te indica que la falla se inició durante el pico de deformación por tracción, no durante el aplanado cosmético.
Entonces, ¿qué cambia si dejas de forzar ambos eventos en el mismo momento mecánico?
Una matriz de dos etapas adecuada forma primero un ángulo agudo—típicamente de 30 a 45 grados—con una abertura en forma de V definida. Esa abertura en V importa. Una V más amplia aumenta el brazo de palanca, reduce la fuerza requerida y distribuye el doblez sobre un radio mayor. Si estrechas la V, la fuerza requerida aumenta rápidamente. Concentrar suficiente fuerza y hasta el acero dulce se queja.
En la primera etapa, controlas el radio interior. Calculas la deformación de las fibras exteriores. Lo compruebas frente a la elongación del material en la fractura. Si tu 1,2 mm, 980 MPa de resistencia a la tracción de acero puede soportar, digamos, 12% de deformación verdadera antes de estrangulamiento, diseñas ese primer doblez para mantenerse cómodamente por debajo—tal vez 8–9%. Conservador. Aburrido. Rentable.
Luego sueltas el ariete.
Esa liberación no es una formalidad. Permite que la energía elástica se disipe. El eje neutro se estabiliza en su nueva posición. Las tensiones residuales se redistribuyen a través del espesor en lugar de acumularse.
La segunda etapa no es otro doblez agresivo. Es una compresión controlada entre superficies planas. Ya no se pide a las fibras exteriores que se estiren para crear curvatura; se las guía hacia el contacto. Modo de deformación diferente. Menor demanda de tracción.
La arquitectura de dos etapas es gestión de energía elástica. No preferencia del operador. No tradición. Gestión.
Lo que nos lleva a un problema práctico que encontrarás la primera vez que trabajes con paneles de alta resistencia todo el día.
Durante ese primer golpe agudo, el material no solo se dobla hacia abajo. Tiende a moverse hacia los lados. Ese empuje lateral aumenta con la resistencia a la tracción y el espesor porque la energía elástica almacenada es mayor. Con 980 MPa de resistencia a la tracción, esa fuerza lateral no es amable.
Una matriz deslizante básica de dos etapas depende del espacio mecánico. Si tu alineación está desviada o tu lubricación es inconsistente, el empuje lateral puede inclinar la sección superior y rayar las superficies. Lo sentirás como un espesor de dobladillo inconsistente de izquierda a derecha.
Una matriz de dos secciones con resortes maneja la transición de forma diferente. La sección superior forma el pre-dobladillo en su V. A medida que aumenta la fuerza, los resortes se comprimen y permiten que el conjunto superior transicione al estado de aplanado mientras mantiene la alineación guiada. La propia matriz absorbe parte de ese impulso lateral en lugar de transmitirlo al bastidor o atascarse en los hombros.
Eso importa porque los atascos no son solo una molestia. La unión cambia la distribución de la presión local. Cambia la distribución de la presión y cambias la deformación local. Cambia la deformación local y o bien respetas el límite de tracción o desechas el lote.
Esta es la línea divisoria: si tu arquitectura no puede controlar el radio en la primera etapa, liberar energía elástica antes de la segunda etapa y manejar el empuje lateral sin disparar la presión local, trabajar en una sola etapa con acero de alta resistencia es un juego de azar. Dos etapas es ingeniería adaptativa.
Así que la siguiente pregunta no es “¿Qué matriz es más rápida?”
Es esta: bajo tu espesor específico y resistencia a la tracción ¿puedes demostrar —matemática y mecánicamente— que la deformación máxima de la fibra externa en cada etapa se mantiene por debajo del límite del material, o confías en que las primeras diez piezas se vean perfectas?
Quieres saber cómo calcular la deformación máxima de la fibra externa antes de cortar el acero, no después de romperlo.
Empieza con el único número que no miente: la deformación verdadera de la fibra externa en flexión ≈ espesor ÷ (2 × radio interior).
Si estás doblando una lámina de 1,2 mm sobre un radio interior de 0,6 mm en un solo golpe, eso es 1,2 ÷ (2 × 0,6) = 1,0. Cien por ciento de deformación de ingeniería en la superficie. Convierte a deformación verdadera y aún estás coqueteando con cifras que ninguna chapa automotriz de alta resistencia tolerará. Acero dulce con 45,000 PSI de resistencia a la tracción podría estrangularse gradualmente y sobrevivir porque tiene una elongación generosa. Empuja la misma geometría con 80,000 PSI de resistencia a la tracción y más, y la elongación colapsa. Las matemáticas no se preocupan por cuán rápido cicla tu prensa.
Luego añade lo que realmente hace una matriz de una sola etapa: no solo forma ese radio. Inmediatamente aplasta y vuelve a doblar la pestaña plana, reduciendo el radio efectivo a mitad del golpe. Tu radio de diseño limpio de 0,6 mm se convierte en 0,4 mm bajo carga. Vuelve a ejecutar el cálculo: 1,2 ÷ (2 × 0,4) = 1,5. Ese pico ocurre antes de que el material pueda liberarse. Eso no es eficiencia. Eso es un multiplicador de deformación.
Entonces, ¿dónde realmente tiene sentido una sola etapa?
Imagina acero bajo en carbono de 0,8 mm, con una resistencia a la tracción alrededor de 40,000–50,000 PSI, doblado sobre una matriz con un radio interior real cercano al espesor del material. Ejecuta la misma ecuación: 0,8 ÷ (2 × 0,8) = 0,5. Cincuenta por ciento de deformación de ingeniería en la fibra externa suena alto hasta que recuerdas que la chapa de bajo carbono puede tener una elongación del 30 % en una prueba de tracción y redistribuir la deformación a través del espesor durante la flexión. Agrega una abertura en V generosa —6× el espesor— y no estarás forzando un radio con filo de cuchillo. Estarás guiándolo.
En esa ventana —calibre delgado, acero dulce, apertura amplia— el golpe único se mantiene dentro de la deformación admisible. Las fibras exteriores se estiran, sí, pero no están siendo forzadas más allá de su límite de ductilidad mientras son aplastadas al mismo tiempo. La geometría es indulgente, el material es indulgente, y la arquitectura no acumula insultos más allá de lo que la lámina puede absorber.
Ahí es cuando brilla la etapa única. Ciclo corto. Menos componentes. Menos mantenimiento.
Pero solo puedes disfrutar de esa simplicidad si el material te da margen.
¿Qué pasa cuando no lo hace?
Toma acero de fase dual de 1,4 mm clasificado en 80,000 PSI de resistencia a la tracción. La elongación total típica puede situarse alrededor del 12–14 %. Ese es tu verdadero límite, no el número de tracción estampado en el certificado.
Diseña un doblez con un radio interno efectivo de 0,7 mm. En papel, 1,4 ÷ (2 × 0,7) = 1,0 de deformación de ingeniería en la superficie antes del aplanado. Incluso si argumentas que el desplazamiento del eje neutro lo reduce algo, estás muy lejos del 12 %. Lo superas múltiples veces durante la curvatura máxima en un golpe de una sola etapa. La única razón por la cual no se rompe de inmediato es porque la deformación se localiza y redistribuye… hasta que deja de hacerlo.
Ahora ajusta la matriz para controlar la holgura cosmética y el radio de trabajo disminuye bajo carga. La deformación vuelve a dispararse. Aquí es donde la analogía del puente deja de ser graciosa. O te mantienes por debajo de la carga nominal o agrietas el concreto. No hay discurso motivacional que cambie eso.
Desde el campo: una vez que superas 80,000 PSI de resistencia a la tracción en espesores de pestaña automotriz por encima de aproximadamente 1,2 mm, una arquitectura de etapa única verdadera debe o bien (a) abrir dramáticamente la matriz para aumentar el radio —elevando el tonelaje y el desgaste a niveles extremos— o (b) aceptar una deformación de las fibras exteriores que excede la elongación del material. La opción A erosiona las herramientas y la capacidad de prensa. La opción B erosiona las piezas. O respetas el límite de tracción o desechas el lote.
Hay investigaciones que muestran que una selección inadecuada de la matriz puede aumentar las tasas de defectos en un 25 % incluso cuando las primeras piezas parecen correctas. En dobladillos de alta resistencia, ese aumento no es una deriva cosmética. Es una fisura latente iniciada en la deformación máxima durante ese movimiento compuesto.
Lo aprendí por las malas. Una vez ejecuté un lote de alta resistencia en una configuración de una sola etapa porque las primeras diez piezas se veían perfectas. Para la pieza número cincuenta, microfisuras comenzaron a reflejarse en la pintura después del recubrimiento electroforético. Desechamos toda la producción de un turno y reacondicionamos una matriz que no era la verdadera culpable. El culpable era yo, ignorando 80,000 PSI de resistencia a la tracción como si fuera acero dulce.
Entonces, ¿cómo sabes que has cruzado esa línea invisible antes de ver grietas?
Secciona un dobladillo sospechoso y pule la sección transversal. Si la trayectoria de la fractura sigue el radio de curvatura exterior original —no el plano final—, superaste la deformación admisible durante el primer evento de curvatura. Lo que lo condena es superar la deformación permisible del material durante ese movimiento combinado, no algún problema estético de aplanamiento al final.
Observa también los valores de recuperación elástica. Una alta recuperación después de un dobladillo de una sola etapa en una chapa de alta resistencia te indica que la energía elástica está acumulada, no liberada. Cuanta más energía atrapada, mayor fue la tensión máxima durante el formado. Esa es una pista, no una molestia.
Luego está la consistencia del borde. En material de alta resistencia forzado a través de una matriz de una sola etapa, verás variabilidad de izquierda a derecha, ya que pequeñas diferencias en lubricación o alineación crean picos de presión locales. Esos picos se traducen directamente en excursiones locales de deformación más allá de los límites de elongación. Dos etapas reparten ese riesgo entre eventos. Una sola etapa lo concentra en un único momento de verdad.
Puedes calcular la deformación. Puedes medir el radio bajo carga. Puedes comparar eso con la elongación documentada para tu lote específico de acero. O puedes confiar en el tiempo de ciclo y esperar.
Y si estás arriba 80,000 PSI de resistencia a la tracción, la esperanza no es un proceso.
Ya has hecho los cálculos. Has visto lo que sucede cuando una hoja de 1.2–1.4 mm supera 80,000 PSI de resistencia a la tracción y la tensión en la fibra exterior sobrepasa el límite de alargamiento en un solo golpe. Entonces, ¿cómo rediseñas el proceso?
Dejas de pedirle a un solo golpe que haga dos trabajos.
Un troquel de dobladillo de dos etapas divide la operación en un pre-doblado controlado—normalmente de 30° a 45°—seguido por un golpe de aplanado separado. Suena casi educado comparado con la violencia de un aplastamiento de una sola etapa. Pero la mecánica es diferente de una manera que importa.
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Prensa plegadora es un siguiente paso relevante.
En la primera etapa, formas el radio y te detienes. Dejas que el material fluya, ajuste su eje neutro y se descargue parcialmente. La energía elástica se disipa antes de que comience el segundo golpe. En la segunda etapa, no estás creando curvatura máxima desde plano; estás cerrando una parte que ya ha cedido. La tensión máxima no se acumula en el mismo instante.
Esa separación es la diferencia entre rozar los límites de alargamiento y superarlos.
Y una vez que cruzas 100,000 PSI de resistencia a la tracción, no hay punto medio: o separas el pre-doblado del golpe de aplanado, o aceptas las microfracturas como una característica de producción.
Imagina un acero avanzado de alta resistencia de 1.6 mm a 100,000 PSI de resistencia a la tracción. La elongación total podría ser 10%. Lo pre-doblas en una estación dedicada sobre un radio igual al espesor del material—digamos 1.6 mm. Tu aproximación de tensión superficial es t/(2R): 1.6 ÷ (2 × 1.6) = 0.5. Cincuenta por ciento de tensión de ingeniería en la fibra exterior durante la curvatura máxima suena catastrófico hasta que recuerdas que en el doblado puro, la tensión se redistribuye a través del espesor y se localiza brevemente en la superficie, luego se relaja parcialmente al descargarse la pieza.
Ahora compáralo con un troquel de una sola etapa que forma y aplasta en un solo movimiento, estrechando efectivamente el radio bajo carga a, digamos, 1.0 mm. Ejecútalo de nuevo: 1.6 ÷ (2 × 1.0) = 0.8. Acabas de aumentar la tensión superficial máxima en un 60%—y ni siquiera has tenido en cuenta las tensiones de compresión a través del espesor derivadas del aplanado. Lo que lo condena es superar la tensión admisible del material durante ese movimiento combinado.
Un bloque sólido de una sola etapa no puede hacer pausa entre esas agresiones. Las multiplica.
En la arquitectura de dos etapas, el segundo golpe trabaja sobre una parte que ya ha cedido y ha desplazado su eje neutro hacia el interior del doblez. La tensión necesaria para cerrar de 45° a plano es principalmente rotacional y compresiva en la superficie interior, no un nuevo pico de tracción en el radio exterior original. Estás gestionando a dónde va la tensión en lugar de dejar que se dispare donde la geometría del troquel lo dicte.
Eso es control de distribución de tensión. No elegancia. Control.
Y si el control de la tensión es el verdadero objetivo, ¿ralentizar el ciclo automáticamente te hace más seguro?
He visto talleres que se jactan de haber recortado 0,8 segundos de un ciclo de plegado al combinar dos estaciones en una sola. En acero dulce de 0,9 mm a 45,000 PSI de resistencia a la tracción, bien. El material tiene una elongación de 30% de sobra y la abertura del troquel puede situarse en 6–8× el espesor sin problema.
Ahora intenta ese truco en acero de doble fase de 1,4 mm a 80,000 PSI de resistencia a la tracción.
Sí, un troquel de dos etapas a menudo añade un 30–40% a la parte del ciclo dedicada al plegado. Pero “más lento” no es el mecanismo de seguridad. La seguridad proviene de reducir la deformación máxima simultánea de tracción y compresión en un solo evento. Podrías ejecutar un troquel de dos etapas rápidamente y aun así ganar, porque la arquitectura, no el cronómetro, es lo que limita la acumulación de deformaciones.
Existen casos extremos. Ampliar la abertura de un troquel de una sola etapa a 10–12× el espesor puede reducir la severidad de la curvatura y disminuir el resorteo en algunos aceros de alta resistencia. Eso te da margen. A veces, suficiente.
Pero lo pagas en tonelaje y fatiga del troquel. Ejecutar un troquel al 95–100% de su capacidad nominal no lo hace explotar el primer día; solo acelera el desgaste. Ahora tu configuración “rápida” está desgastando la herramienta mientras aún coquetea con los límites de deformación de la fibra exterior. Respeta el límite de tracción o desecha el lote.
Los diseños híbridos personalizados —barras rodantes, insertos de poliuretano— pueden suavizar el contacto y evitar marcas superficiales en piezas especiales. Yo mismo los he especificado. Ayudan con la apariencia y la distribución de presión. No anulan la curva tensión–deformación. Una vez que estás en el rango de seis cifras de resistencia a la tracción, la separación de eventos de deformación deja de ser opcional y pasa a ser estructural.
Entonces, ¿cómo se ve eso en números de producción?
Tomemos un escenario hipotético pero realista: acero martensítico de 1,5 mm a 110,000 PSI de resistencia a la tracción, pestaña exterior de panel automotriz. Herramienta de una sola etapa. El primer artículo pasa la inspección visual. Las primeras diez piezas se ven perfectas. Para la pieza número 200, aparecen microgrietas a lo largo del radio exterior original bajo penetrante. Después de pintar, se notan. El desperdicio sube al 12%.
Cambiar a un troquel de dos etapas. El ciclo de plegado aumenta un 35%. La producción por hora disminuye. El desperdicio cae al 2% porque la deformación máxima ya no supera la elongación del material durante un solo evento compuesto.
Haz los cálculos para un lote de 10,000 piezas. Incluso sin asignar valores monetarios exactos, sabes qué columna duele más: 35% más de tiempo de plegado, o 10% de chatarra adicional en acero de alta resistencia, además del retrabajo y pérdidas de pintura posteriores.
Existen investigaciones que muestran que una selección incorrecta del troquel puede aumentar las tasas de defectos en un 25% incluso cuando las primeras piezas se ven bien. En plegados de alto rendimiento, ese aumento casi siempre se debe a una falla de gestión de la deformación, no a un problema del operador.
Así que sí, dos etapas cuestan tiempo. Puede requerir más puntos de mantenimiento. Puede exigir una alineación más precisa entre estaciones. Pero una vez que la resistencia a la tracción supera los 100,000 PSI, ya no es una mejora para la eficiencia. Es un requisito estructural, como colocar un límite de peso más bajo en un puente que ya muestra grietas.
Si estás evaluando si tu configuración actual de plegado puede soportar ejecuciones continuas por encima de 100,000 PSI, este es el momento de involucrar a tu socio de equipos, no después de que aumenten las tasas de desecho. El portafolio CNC de CN-HAWE al 100% abarca sistemas avanzados de doblado y automatización de chapa metálica, respaldado por I+D dedicada y capacidades internas de prueba para validar aplicaciones de alta deformación antes de que lleguen a tu planta. Para una discusión técnica sobre la arquitectura del troquel, la compatibilidad de la máquina o una cotización para una mejora a dos etapas, puedes contactar a CN-HAWE para revisar tus especificaciones de material y objetivos de producción en detalle.
Y aun con la arquitectura correcta en su lugar, todavía puedes arruinar el lote si ignoras la dirección del grano, la lubricación y el desgaste del troquel, porque controlar la deformación en teoría no significa que la hayas controlado en el taller.
Instalaste el troquel de dos etapas. Comprobaste la altura de cierre. El certificado del material dice 110,000 PSI de resistencia a la tracción. La arquitectura es correcta.
Las piezas siguen agrietándose.
Ese es el momento en que los ingenieros jóvenes comienzan a culpar los lotes de temple y los grados de acero para herramientas, porque es más fácil que admitir esto: una vez que sobrepasas una resistencia a la tracción de seis cifras, la elección del troquel deja de ser toda la historia. La estructura puede estar calificada para la carga, pero todavía puedes conducir un camión por un puente de lado y cortar algo que no estaba destinado a soportar ese esfuerzo. El troquel de dos etapas es obligatorio por encima del límite, sí, pero no deroga la metalurgia, la geometría ni la física en el bastidor de la máquina.
Entonces, ¿qué es lo que realmente arruina el lote cuando el troquel está “correcto”?
Respuesta corta: en acero de alta resistencia, a menudo sí.
La chapa de acero tiene dirección del grano por el laminado. Si doblas perpendicular a él, estás estirando a través de las fibras. Si doblas paralelo, estás intentando abrir las uniones entre ellas. En material 45,000 PSI de resistencia a la tracción con una elongación de 30%, puedes salirte con ese error. En resistencia a la tracción de más de 100,000 PSI material con una elongación de 8–12%, estás apostando todo el pedido a límites microscópicos que no puedes ver.
He visto talleres ampliar radios, ralentizar la carrera, pulir el punzón—todo de manual—y aun así perseguir grietas capilares que siguen perfectamente el radio exterior. El troquel estaba bien. La arquitectura estaba bien. La línea de doblado corría paralela al grano.
Eso no es un problema de troquelado. Es un problema de orientación del material que finge ser un problema de troquelado.
Y aquí está la trampa: las primeras diez piezas se ven perfectas. Las microfracturas no siempre aparecen hasta que las piezas se relajan, se recubren o sufren vibración. Para entonces, ya estás clasificando pallets.
¿Doblar en paralelo garantiza fallo siempre? No. El tamaño del grano importa. Los aceros de alta resistencia de grano fino toleran más abuso que los de grano grueso con el mismo valor de tracción. Los granos gruesos se fortalecen bien, pero se rasgan y presentan piel de naranja en radios exteriores ajustados. Mismo 110,000 PSI de resistencia a la tracción en papel. Diferente comportamiento en el borde.
Alinea el doblez a través del grano o aumenta el radio interior hasta que la deformación superficial quede por debajo de la elongación admisible. Esas son tus opciones. Todo lo demás es ilusión.
Y si la orientación y el tamaño de grano están fijados por el diseño del blank, ¿qué pasa con la forma que estás obligando al metal a mantener?
No todos los dobladillos se crean por igual.
Un dobladillo en forma de lágrima deja una pequeña cavidad interna—menos aplastamiento, cierre más controlado. Un dobladillo plano exige apretar esa lengüeta con fuerza, colapsando cualquier radio interno hasta que se comporte como el borde de una moneda. Esa última parte del aplanado no es una rotación suave; es compresión localizada en el interior y nueva tensión en cualquier fibra exterior que aún conserve memoria de curvatura.
En los aceros de menor resistencia, el metal fluye. En los de alto límite elástico, resiste y luego se rompe.
Imagina pedirle a un resorte calibrado para cierta carga no solo que se doble, sino que también desaparezca dentro de sí mismo. El troquel de dos etapas maneja el primer movimiento de forma impecable. Pero si tu plano exige un dobladillo completamente plano con un apilamiento mínimo de espesores, puede que estés llevando la tensión superficial justo al límite que tanto te esforzaste por evitar en la primera etapa.
Ahí es donde la metáfora del puente cobra sentido. La estructura puede soportar la carga indicada en tráfico recto. Ahora añade torsión. Añade frenado. Añade viento lateral. Las cargas se combinan.
Lo que la condena es superar la deformación permisible del material durante ese movimiento combinado.
A veces la decisión más inteligente es negociar con diseño un perfil en forma de lágrima en lugar de insistir en una perfección estética que la aleación no puede sostener físicamente a ese espesor. Porque la geometría puede deshacer silenciosamente la misma gestión de deformación que tu troquel de dos etapas fue diseñado para proteger.
Y luego está la falla que parece ser de material o geometría… pero no lo es.
El dobladillado de dos etapas depende de la secuencia. Pre-doblar bajo un radio controlado. Luego aplanar bajo una superficie separada. Muchos de estos troqueles dependen de resortes o cilindros de nitrógeno para controlar esa transición.
Cuando esos elementos se fatigan, el troquel no lo anuncia.
Simplemente deja de separar los eventos de deformación limpiamente.
Aprendí eso de la manera cara. Hace años, corrí un lote de paneles de alta resistencia—el certificado decía 980 MPa de resistencia a la tracción—en un conjunto de dos etapas en el que confiaba. A mitad de la producción, las piezas empezaron a mostrar finas grietas en el radio exterior. Revisamos certificados de material, culpamos a la lubricación, incluso cuestionamos la mezcla del rollo. Resultó que un paquete de resortes en la sección superior se había hundido. El pre-doblado no alcanzaba el ángulo completo antes de que entrara en acción el aplanado. El troquel se había convertido, efectivamente, en un bloque de una sola etapa bajo carga.
Desechamos el lote.
El patrón de desgaste es sutil: caras de aplanado pulidas más cerca del punto de contacto inicial, marcas desiguales de testigo, ligera mayor tonelada requerida—quizás 120 toneladas en lugar de la habitual 105 toneladas para la misma carrera. Esa carga extra no es “más segura”. Es la máquina compensando la pérdida de secuenciación.
Y no ignores la propia prensa plegadora. Las dobleces largas paralelas a la fibra en máquinas antiguas sin el abombamiento adecuado pueden doblarse en el centro, abriendo el ángulo a mitad del tramo. Verás grietas en el medio y jurarás que están relacionadas con la fibra cuando en realidad es la flexión del bastidor. Calza los extremos o corrige el abombamiento, y el “problema del material” desaparece.
Así que cuando un dobladillo falla en una matriz de dos etapas correctamente especificada arriba 100,000 PSI de resistencia a la tracción, hazte tres preguntas antes de condenar el acero: ¿Está la doblez luchando contra la fibra? ¿Está la geometría exigiendo más deformación de la que la aleación puede soportar? ¿Ha borrado el desgaste silenciosamente la separación entre etapas?
Porque una vez que la arquitectura es correcta, el campo de batalla se traslada a la ejecución.
Y ahí es donde dejamos de reaccionar y empezamos a decidir antes de que la primera plancha toque la prensa.
Quieres saber cómo configurar un trabajo de dobladillo de alta resistencia para que las grietas no aparezcan desde el principio.
Bien. Eso significa que finalmente estás pensando antes de que la primera plancha toque la prensa en lugar de después de que se llene el contenedor de chatarra.
Aquí está el marco: deja de preguntar qué matriz es más rápida y empieza a preguntar si tu material, geometría y prensa pueden completar el golpe de aplanado sin exceder la deformación permisible del acero. El dobladillo es un puente clasificado por peso. La resistencia a la tracción en el certificado es la carga indicada. O te mantienes por debajo de ella durante el movimiento combinado de doblado y aplastamiento, o fracturas algo microscópico que más tarde mostrará los dientes.
Esto no se trata de preferencias. Se trata de límites.
Saca el certificado. No adivines.
Si estás mirando 80,000 PSI acero dulce de tracción a 0,9 mm, la etapa única puede tener una larga vida—si el radio y la orientación son disciplinados. Empieza a acercarte a 110,000 PSI y más, y la conversación cambia. A esa resistencia, la elongación de la fibra exterior se reduce. El mismo golpe de aplanado que ayer era inofensivo ahora empuja la deformación justo al límite.
Ahora añade tu conjunto de utillaje.
¿Qué radio interior produce realmente tu pre-doblado? No el número del catálogo—el medido bajo carga. Un radio de punzón mayor reduce la deformación superficial máxima pero exige más tonelaje para completar el dobladillo. Más tonelaje significa más deflexión del bastidor, mayor riesgo de aplanado desigual y mayor esfuerzo acumulativo sobre el conjunto de la matriz. Los datos de fatiga de ADH lo dejan claro: si ejecutas el utillaje al 95–100 % de su capacidad, aceleras el desgaste incluso si nada se rompe el primer día.
Así que pon tres números uno al lado del otro:
Si tu carrera de aplanado requiere 120 toneladas en una prensa cómoda a 130 toneladas, no estás “dentro del rango”. Estás viviendo al límite. O aumentas el radio, pasas a una separación en dos etapas o aceptas que las microfracturas estén incorporadas.
Respeta el límite de tracción o desecha el lote.
Y una vez que sabes que el material puede sobrevivir físicamente la carrera, ¿qué se te permite realmente enviar?
Aquí es donde la mayoría de los talleres se engañan a sí mismos.
“Las primeras diez piezas se ven perfectas”. Lo he escuchado mil veces.
Hay investigaciones que muestran que una selección inadecuada de matrices puede aumentar las tasas de defectos en un 25% incluso cuando las primeras piezas parecen estar bien. Eso se debe a que las microfracturas no se manifiestan hasta que el recubrimiento, la vibración o el tiempo las revelan. Si tu cliente no permite grietas cosméticas después del e-coat, tu tolerancia a defectos es efectivamente cero, incluso si la producción es rapidísima.
Ahora compara dos escenarios.
La ejecución en una sola etapa es un 20% más rápida. Pero combina el doblado y el aplanado en un solo evento elástico. La de dos etapas los separa, controlando la deformación pero añadiendo tiempo de ciclo y disciplina de configuración. Si trabajas con acero de baja resistencia con elongación tolerante y bordes interiores que nunca se pintan, la velocidad puede ganar.
Pero si estás doblando paneles exteriores de alta resistencia a 110,000 PSI tensión con exposición Clase A, la velocidad es irrelevante. Tu verdadera métrica es la deformación soportable a lo largo de todo el ciclo de vida de la pieza.
Los objetivos de producción importan. Simplemente no están por encima de la física.
Entonces, ¿qué pregunta deberías estar haciendo en el piso antes de dar luz verde a una ejecución?
Cualquier acero se plegará si se empuja con suficiente fuerza.
Esa no es la prueba.
La prueba es si sobrevive los últimos 10% de recorrido: el golpe de aplanamiento donde la compresión interna y la tensión residual externa se acumulan. Lo que lo condena es superar la deformación permitida del material durante ese movimiento combinado. No durante el precurvado. No durante la configuración. Durante el aplastamiento.
Así que aquí está el marco que llevas contigo:
Si los cálculos son ajustados, no “pruebes una etapa y veas qué pasa”. Separa los eventos con dos etapas, aumenta el radio, reorienta el grano o renegocia la geometría. Esos son movimientos de ingeniería. Todo lo demás es apostar con acero costoso.
¿La parte no evidente? Dos etapas no es una mejora de productividad. Es una herramienta de gestión de la deformación que compra margen cuando la resistencia a la tracción no te deja espacio para errores. La categoría del troquel no te salva: la disciplina en torno a los límites de tracción sí lo hace.
Deja de juzgar un doblez por lo plano que parece en el banco.
Empieza a juzgarlo por si el material sobrevivió al golpe sin superar su límite de carga, y pregúntate, antes de que baje el ariete, dónde vive realmente tu margen.


















