

Juró que hizo todo igual.
El mismo programa a 90 grados. El mismo acero inoxidable 304. El mismo punzón y matriz. Pero en la prensa hidráulica más antigua, sus piezas salían tres grados abiertas. Presionó más fuerte el pedal, llevó el recorrido más profundo, trató de “sentirlo” en su lugar.
Para la hora del almuerzo, teníamos una pila de chatarra brillante que parecía marcadores caros.
Entonces, ¿qué cambió?
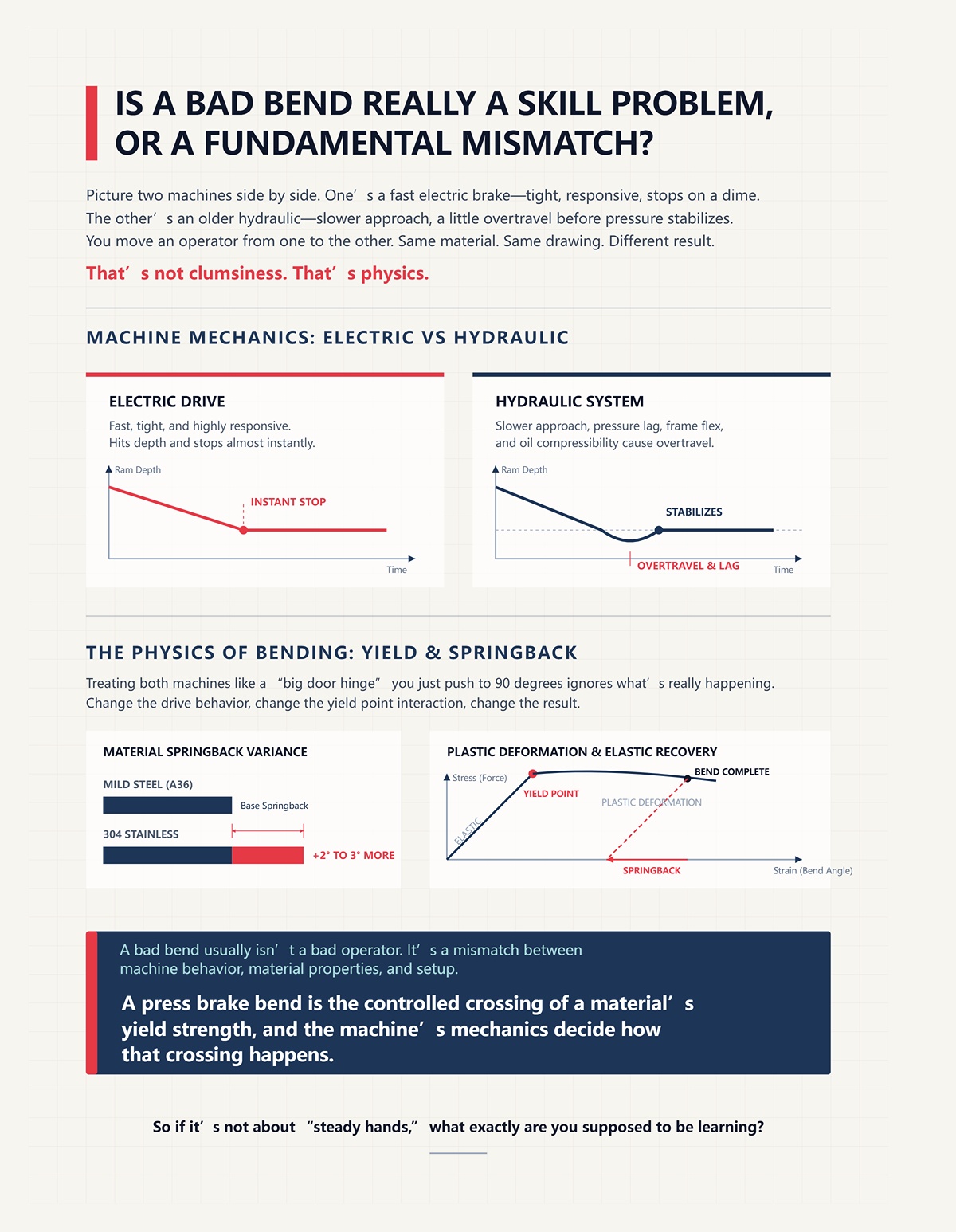
Imagina dos máquinas una al lado de la otra. Una es una prensa eléctrica rápida—precisa, sensible, se detiene al instante. La otra es una hidráulica más antigua—enfoque más lento, un poco de sobreviaje antes de que la presión se estabilice. Mueves a un operario de una a otra. Misma chapa. Mismo plano.
Resultado diferente.
Eso no es torpeza. Es física.
El accionamiento eléctrico alcanza la profundidad y se detiene casi instantáneamente. El sistema hidráulico genera presión de manera diferente; hay retardo, flexión en el armazón, compresibilidad del aceite. Esa pequeña diferencia cambia cuánto cede realmente el material antes del rebote elástico. Con acero inoxidable 304, que recupera 2–3 grados más que el acero dulce como A36, ese retardo importa. Mucho.
Tratar ambas máquinas como una “gran bisagra de puerta” que simplemente se empuja hasta los 90 grados ignora lo que realmente ocurre: estás forzando el material más allá de su límite elástico para que se deforme plásticamente, y luego predices cuánto recuperará de forma elástica.
Cambia el comportamiento del accionamiento, cambia la interacción con el punto de fluencia, cambia el resultado.
Un pliegue incorrecto normalmente no es culpa del operador. Es un desajuste entre el comportamiento de la máquina, las propiedades del material y las suposiciones de la configuración. Un pliegue en prensa es el cruce controlado de la resistencia al límite elástico del material, y la mecánica de la máquina decide cómo ocurre ese cruce.
Entonces, si no se trata de “manos firmes”, ¿qué se supone que debes estar aprendiendo exactamente?
Los principiantes creen que aprender a usar una prensa plegadora implica el momento del pedal y alinear las piezas con el tope trasero en escuadra. Como aprender a cerrar la puerta de un coche sin dar un portazo.
Esa es la versión de jardín de infantes.
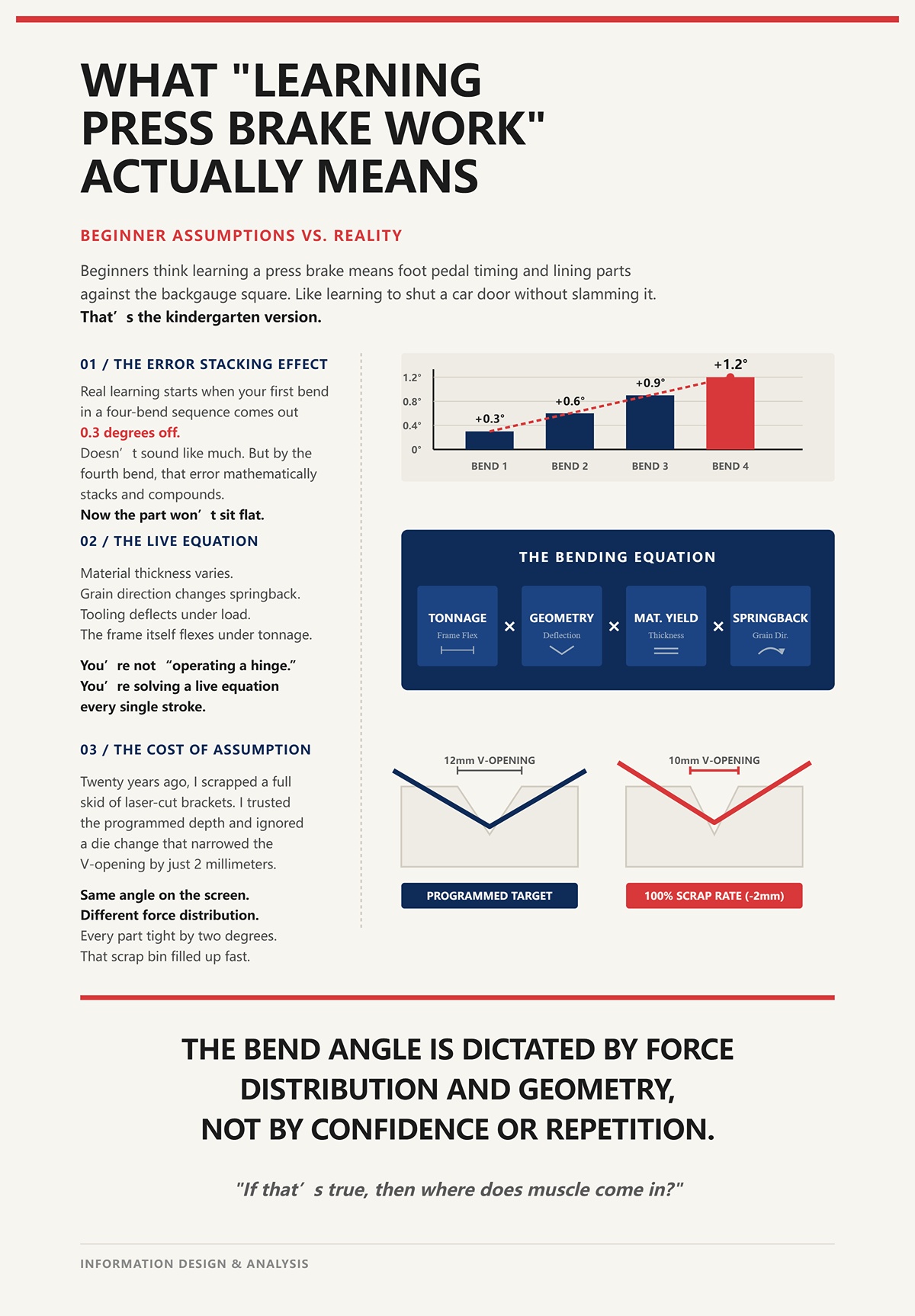
El aprendizaje real comienza cuando tu primer pliegue en una secuencia de cuatro resulta 0,3 grados fuera. No parece mucho. Pero para el cuarto pliegue, ese error se acumula. Ahora la pieza no queda plana. Incluso los operadores experimentados se detienen, recalculan la profundidad del ariete, ajustan el tope posterior y corrigen manualmente el programa.
¿Por qué? Porque la lámina no leyó el libro de texto.
El espesor del material varía. La dirección del grano cambia el rebote elástico. Las herramientas se deforman bajo carga. El propio armazón se flexiona bajo la presión. No estás “operando una bisagra”. Estás resolviendo una ecuación viva en cada golpe: tonelaje × geometría de la herramienta × límite elástico del material × deflexión de la máquina.
Hace veinte años, deseché un palé completo de soportes cortados con láser porque confié en la profundidad programada e ignoré un cambio de matriz que redujo la abertura en V en 2 milímetros. Mismo ángulo en la pantalla. Diferente distribución de la fuerza en el metal. Cada pieza apretada por dos grados. Ese contenedor de chatarra se llenó rápido, y no fue porque se me resbalara el pie.
Aprender a trabajar con una plegadora significa aprender qué variables mueven el metal y cuáles no se preocupan por tu experiencia. El ángulo de plegado está dictado por la distribución de la fuerza y la geometría, no por la confianza o la repetición.
Si eso es cierto, ¿entonces dónde entra en juego la fuerza muscular?

He visto a novatos apoyarse sobre una pieza como si intentaran doblar una barra de hierro sobre la rodilla. Hombros tensos. Mandíbula apretada. Como si el esfuerzo pudiera convencer al acero.
El acero no negocia.
Cuando el ariete llega al punto muerto inferior, la máquina ha entregado un tonelaje específico basado en la profundidad de carrera y las herramientas. Seas tan fuerte como un jugador de fútbol americano o tan delgado como un contable, el material solo responde a la fuerza y la geometría. Tus manos están ahí para posicionar, no para aportar potencia.
Piénsalo como una báscula de baño. Puedes mirarla con rabia, pisar fuerte, susurrarle ánimo —seguirá marcando la fuerza que realmente aplicas. La plegadora es igual. Mide fuerza dentro del material. No mide cuánto deseas conseguir el ángulo.
En tiradas de alto volumen con una plegadora manual, donde todo se mantiene igual —misma matriz, mismo lote de material, mismo ángulo—, puedes parecer un héroe repitiendo un ajuste fijo. Eso no es la fuerza bruta ganando. Es la física manteniéndose controlada para no sorprenderte.
En el momento en que cambias el espesor, la aleación, el ancho de la matriz en V o la máquina, la fuerza muscular deja de importar. Solo importa la configuración. Una plegadora entrega una fuerza medible mediante una geometría fija; la fuerza humana no puede alterar esa ecuación.
Entonces, si no son tus manos las que deciden la flexión, ¿qué es exactamente dentro de la máquina lo que lo hace?
Estás frente al control, el pie suspendido, mirando una chapa de acero dulce de 3 mm sobre una matriz en V de 24 mm. Un metro de largo. Sobre el papel, esa flexión requiere unas 20 toneladas. No 10. No “más o menos eso”. Veinte. Si duplicas el espesor a 6 mm, no duplicas el tonelaje: lo cuadriplicas aproximadamente.
Ese salto no es actitud. Es matemáticas integradas en la máquina y el metal.
Cuando pisas el pedal, no estás “doblando acero”. Estás cerrando un sistema: el ariete bajando, la bancada permaneciendo firme, el punzón empujando la chapa y la matriz resistiendo desde abajo. Cuatro piezas de acero endurecido decidiendo hacia dónde va la fuerza y cómo se distribuye. Antes de que tus manos toquen la chapa, la relación entre el radio del punzón y la abertura de la matriz ya limita qué ángulo es siquiera posible a una profundidad dada.
Así que cuando te preguntas qué dentro de la máquina determina realmente la flexión, deja de mirar tus botas y empieza a mirar esas cuatro partes.
Porque ellas son las que hacen el trabajo.
Observa el ariete en una curva larga—digamos, 8 pies de acero de 4 mm. Cuando baja bajo carga, se puede medir la deflexión en el centro. Unas pocas milésimas de pulgada. No parece mucho. Pero a lo largo de la pieza, eso significa que el centro recibe menos fuerza que los extremos a menos que se compense con curvatura.
Esa es la física del bastidor.
El ariete es la viga móvil. La cama es la viga fija. Cuando aumenta la tonelada, ambas se flexionan. Las máquinas hidráulicas generan presión mediante aceite; hay compresibilidad y un ligero retraso antes de que la tonelada total se estabilice. Los accionamientos eléctricos alcanzan la posición más rápido y mantienen firmeza, pero aún así cargan el bastidor de la misma manera una vez que aumenta la tonelada. Sensación diferente. Misma viga doblándose bajo carga.
Juró que hizo todo igual.
Pero en la prensa hidráulica más antigua, sus piezas salieron con tres grados de apertura.
Lo que cambió no fue su pie. Fue cómo el ariete entregó y estabilizó la fuerza antes de que el bastidor estuviera completamente cargado. Si el ariete se detiene en profundidad antes de que la tonelada se iguale a lo largo de la cama, el material nunca cruza completamente el punto de fluencia en el centro. Obtienes variación a lo largo de la pieza.
Una vez ignoré guías desgastadas—esas superficies que mantienen el ariete alineado. Bajo gran carga, el ariete se torció lo justo para sesgar un lado. Ejecutamos 200 piezas antes de verificar el ángulo de lado a lado.
Todo chatarra. Directo al contenedor.
El ariete y la cama no solo “sostienen” las herramientas. Son vigas opuestas en un sistema de flexión controlada. Si se deforman, cambia la distribución de la fuerza. Si cambia la distribución de la fuerza, la línea de fluencia en el metal se desplaza. La fuerza solo es real en el punto y momento en que está uniformemente sostenida entre el ariete y la cama.
Y si la fuerza tiene que pasar a través de esas vigas, ¿qué la moldea después?
Toma una matriz en V de 12 mm y cámbiala por una de 16 mm. Mismo punzón. Mismo material. Mismo ángulo programado.
Tu ángulo de doblez cambia.
¿Por qué? Porque en el doblado al aire, la lámina solo toca la punta del punzón y los dos hombros de la matriz. Eso hace que la abertura de la matriz sea la base de un triángulo. El radio del punzón es el vértice. El ángulo que forma ese triángulo a una cierta profundidad es geometría, no entusiasmo.
Presiona más rápido. Presiona más lento. Al triángulo no le importa.
Los principiantes piensan que la velocidad “encaja” el metal en su lugar. No es así. La velocidad cambia el tiempo de ciclo. La geometría determina el ángulo. Con una V más ancha, el material se hunde más antes de alcanzar el mismo ángulo incluido. Esa penetración más profunda cambia cuánto de la sección transversal pasa a plástico contra elástico, lo que altera el retorno elástico.
Hace veinte años, reduje una matriz en V en 2 mm sin ajustar el programa. Mismo ángulo en pantalla. Misma profundidad.
Cada soporte salió cerrado por dos grados.
No fueron duendes. Una matriz más estrecha concentra la fuerza en un tramo más pequeño, aumentando la penetración para el mismo recorrido. Más deformación plástica. Menos retorno elástico. Resultado diferente. La geometría se movió; el ángulo la siguió.
Piénsalo como partir leña. Una cuña más afilada (efecto de matriz más estrecha) concentra la fuerza y penetra más profundo con el mismo golpe. Una cuña roma la distribuye más. No lo solucionas golpeando más fuerte. Lo solucionas eligiendo la cuña correcta.
En el doblado al aire, el ángulo final está determinado por la relación geométrica entre el radio del punzón y la abertura del troquel a una profundidad de penetración específica.
Entonces, si la geometría determina el ángulo, ¿por qué algunos presumen de “aplastarlo hasta el fondo” como si eso fuera verdadera fuerza?
Configura dos trabajos en acero dulce de 3 mm.
Trabajo uno: doblado al aire a 90 grados sobre un troquel en V de 24 mm.
Trabajo dos: doblado al fondo en un troquel ajustado donde el punzón fuerza completamente la chapa dentro del ángulo del troquel.
El doblado al aire puede requerir alrededor de 20 toneladas por metro.
¿Doblado al fondo? Fácilmente de tres a cinco veces más, dependiendo del material.
El doblado al aire utiliza contacto en tres puntos. Se forma un arco controlado y se permite que ocurra el resorte de retorno, luego se compensa con la profundidad. El doblado al fondo fuerza el material a un contacto completo con la superficie del ángulo del troquel. No solo se supera el límite elástico—se plancha el material para darle forma. Eso requiere una fuerza seria.
Y aquí está la paradoja: el proceso que necesita menos fuerza bruta—el doblado al aire—es el que utiliza la mayoría de los trabajos de precisión.
¿Por qué? Porque es ajustable. Pequeños cambios de profundidad—milésimas de pulgada—se traducen en décimas de grado. Estás ajustando la penetración, no aplastando la chapa para someterla.
Vi a un tipo doblar al fondo acero inoxidable delgado en una prensa ligera porque pensó que “más duro significa más preciso”. Sobrecargó la máquina, deformó el bastidor y terminó con ángulos inconsistentes de todos modos.
Además, una llamada al servicio técnico.
El doblado al fondo se siente decisivo. El doblado al aire se ve suave. Pero la precisión favorece la penetración controlada sobre la fuerza máxima. Cuanto menos contacto superficial fuerzas, menos tonelaje necesitas y más predecible se vuelve la geometría.
Lo que nos lleva al instante que realmente importa: el momento exacto en que el metal cede y fluye.
Desacelera el golpe en tu mente.
La punta del punzón toca la chapa. Nada permanente todavía—eso es deformación elástica. El metal se estira en la superficie exterior, se comprime en la interior, pero volvería a su forma si detienes el proceso.
Ve más profundo.
A una tensión específica—su límite elástico—las fibras exteriores no pueden regresar. Se deforman plásticamente. Ese es el punto sin retorno. El interior sigue siendo mayormente elástico al principio. A medida que la penetración aumenta, la zona plástica crece a través del espesor. Donde se sitúa esa transición—llamada desplazamiento del eje neutro—depende del ancho de la matriz y del radio del punzón.
¿Matriz más ancha? El eje neutro se desplaza de manera diferente. Más recuperación elástica.
¿Punzón más afilado? Mayor deformación localizada. Menor recuperación elástica.
Esto no es filosofía. Es distribución de tensiones a través de una sección transversal. Como doblar una regla de plástico: la parte superior se vuelve blanca donde se estira más allá del límite elástico. Ese blanqueamiento es tu línea de rendimiento en tiempo real.
Si el ariete se detiene antes de que suficiente parte del espesor se vuelva plástica, la recuperación elástica domina y el ángulo se abre. Si va más profundo, más material permanece deformado permanentemente y la recuperación se reduce.
Como si el esfuerzo pudiera persuadir al acero.
No puede. Solo una tensión que exceda el límite elástico a la profundidad correcta, a través de la geometría adecuada, fijará el ángulo. Y esa tensión se transmite mediante el ariete, el banco, el punzón y la matriz actuando como una ecuación mecánica cerrada.
Una flexión se vuelve permanente solo cuando la tensión aplicada excede el límite elástico a través de una porción suficiente del espesor del material—controlada por la profundidad de penetración y la geometría de las herramientas, no por la fuerza del operador.
Ahora que ves los cuatro componentes y el momento exacto en que el metal cede, la siguiente pregunta no trata sobre habilidad.
Trata sobre capacidad.
¿Cuánta tonelada tiene realmente tu máquina en reserva antes de que esta pequeña ecuación se convierta en otro viaje al contenedor de chatarra?
¿Quieres saber qué es lo que dentro de la máquina realmente decide si esa curva sale limpia o termina como chatarra?
No es tu postura en el pedal. Es la curva de fuerza que el ariete puede aplicar, la rigidez del bastidor bajo carga, y cómo esa fuerza viaja a través del punzón, la lámina y la matriz como un circuito cerrado. Los cilindros hidráulicos (o los husillos de bolas servo en una eléctrica) empujan hacia abajo. El banco empuja hacia arriba. El bastidor se estira microscópicamente. Las herramientas concentran esa fuerza en una línea estrecha. Si cualquier parte de esa cadena es demasiado pequeña para la ecuación, el ángulo te engaña.
Hace unos años, un chico del segundo turno tomó acero dulce de 6 mm y dijo: “Solo ajusta más tonelaje”. Juró que hizo todo igual. Mismo punzón. Misma profundidad. Misma máquina. Pero cambió a una matriz más estrecha porque quería un radio interior más ajustado. Diez piezas después, teníamos bordes agrietados y una plegadora que gemía.
Eso no fue un problema de potencia. Fue un problema de geometría disfrazado de problema de resistencia.
Rompamos la trampa.
Toma acero dulce de 3 mm. Colócalo sobre una matriz en V de 24 mm. Esa es la antigua regla práctica: aproximadamente 8× el espesor del material para el doblado al aire. Ahora cambia esa matriz por una de 12 mm porque “lo quieres más afilado”.”
Observa lo que sucede.
La matriz más estrecha reduce la distancia entre los puntos de contacto. La misma fuerza del pistón, pero ahora esa fuerza se concentra en un ancho menor. La presión—fuerza dividida por área—aumenta rápidamente. El material experimenta un esfuerzo localizado más alto. La penetración aumenta con la misma carrera. El resorteo disminuye. Suena bien.
Hasta que miras la tabla de tonelaje.
Para el doblado al aire de acero dulce, el tonelaje requerido por metro sigue aproximadamente:
Tonelaje ∝ (Espesor del material²) ÷ Apertura de la matriz en V
El espesor se eleva al cuadrado. La apertura de la matriz está en el denominador. Si reduces la V a la mitad, casi duplicas el tonelaje requerido.
Eso significa que tu prensa de 50 toneladas que funcionaba cómodamente con una V de 24 mm podría estar rozando su límite con una V de 12 mm, aunque el espesor de la lámina nunca cambió.
Deseché un lote de soportes galvanizados hace años porque quise conseguir un radio más cerrado con una matriz más pequeña. La máquina alcanzó su límite de tonelaje a mitad de carrera, el bastidor se deformó, los ángulos variaron dos grados a lo largo de la pieza. Parecía error del operador.
Era matemática.
La apertura de la matriz no solo da forma al doblez. Determina cuánta capacidad nominal de la máquina estás consumiendo. La fuerza de doblado requerida aumenta con el cuadrado del espesor y disminuye a medida que aumenta la apertura de la matriz—la geometría determina la carga antes de que pises el pedal.
Entonces, ¿qué pasa cuando ignoras eso y simplemente “le das”?
Sobrecargar una prensa no la hace explotar como en una caricatura. Te engaña.
Cuando excedes el tonelaje nominal, el bastidor se estira—micras, pero suficiente. La cama y el pistón se flexionan en el centro. Los extremos alcanzan el ángulo. El medio se abre. Calzas. Ajustas la compensación. Persigues fantasmas.
A largo plazo, desgastas pasadores, bujes, sellos de cilindros. La máquina pierde repetibilidad porque se ha flexionado fuera de su zona de confort demasiadas veces.
Ahora, si aplicas un tonelaje insuficiente—es decir, no aplicas suficiente fuerza para la matriz y espesor elegidos—la falla se ve diferente. El pistón alcanza la profundidad programada, pero el material no ha pasado al estado plástico en suficiente espesor. Obtienes mucho resorteo. Los ángulos se abren tres grados. Los operadores comienzan a sobre-doblar al azar.
Pero en la prensa hidráulica más antigua, sus piezas salieron con tres grados de apertura.
Él culpó a la hidráulica. ¿La realidad? Cambió de A36 a acero inoxidable 304 y mantuvo la misma matriz y profundidad. El inoxidable tiene mayor límite elástico. Resiste la deformación plástica por más tiempo. Requería más fuerza o más penetración. La máquina entregó lo que se le indicó. El material no cedió como se esperaba.
La falla por sobrecarga deforma la máquina. La falla por bajo tonelaje deforma la pieza.
Ambas se culpan de “prensas defectuosas” o “material sensible”.”
Ninguna tiene que ver con cuán fuerte mires el panel de control. Excede el tonelaje nominal y la máquina se deflecta; queda corto del tonelaje requerido y el material recupera su forma—la fuerza debe superar el límite de fluencia sin exceder los límites del bastidor.
Y eso lleva directamente a la punta del punzón.
Toma un punzón con una punta afilada como una navaja y hazlo trabajar con aluminio de 4 mm sobre una matriz estrecha.
Verás formarse una línea brillante a lo largo del exterior del pliegue. Tal vez incluso una grieta.
¿Por qué?
Un radio de punzón afilado concentra la tensión en las fibras exteriores. ¿Recuerdas ese desplazamiento del eje neutro del que hablamos? Cuanto menor sea el radio interior, más deberá estirarse la superficie exterior. Si el alargamiento requerido supera la ductilidad del material—su capacidad de estirarse antes de agrietarse—este falla.
Es como doblar un clip de papel lentamente frente a torcerlo bruscamente en un punto. Cuanto más ajustado el radio de curvatura, más localizada la tensión.
Aquí es donde la trampa del tonelaje se vuelve más estrecha: un punzón más afilado suele requerir una matriz más estrecha para sostener ese radio. Una matriz más estrecha implica mayor requerimiento de tonelaje. Mayor tonelaje significa mayor esfuerzo tanto en el material como en la máquina.
Una vez trabajé con acero de alta resistencia utilizando un radio de punzón demasiado cerrado para su índice de alargamiento. La primera pieza se veía bien. La segunda tenía microgrietas. La tercera se partió completamente. El contenedor de chatarra se llenó porque intenté “forzar” un radio que el material físicamente no podía alcanzar por estiramiento.
Como si el esfuerzo pudiera persuadir al acero.
No puede. El radio interior en el doblado por aire depende en gran medida de la apertura de la matriz, no solo de la agudeza del punzón. No puedes exigir un radio interior de 1 mm en una placa de 5 mm solo porque la punta del punzón sea de 1 mm. El material y la matriz deciden juntos.
El radio interior mínimo alcanzable está determinado por la ductilidad del material y el ancho de la matriz—la concentración de tensión, no la voluntad del operador, determina si se dobla o se rompe.
Entonces, ¿cómo dejas de adivinar y realmente calculas lo que tu prensa puede manejar?
Hagámoslo claramente.
Supongamos que tienes:
Una tabla de tonelaje estándar para el doblado por aire de acero dulce mostrará alrededor de 20 toneladas por metro para esa configuración. Eso está dentro del rango para una prensa de 50 toneladas y 2 metros—suponiendo una carga uniforme y buenas condiciones.
Dado que CN-HAWE opera más de 50 puntos de venta y servicio en China y en el extranjero. Sus productos se venden en más de 100 países y regiones, para los lectores que deseen materiales detallados, Folletos es un recurso de seguimiento útil.
Ahora cambia una variable.
Mantén el espesor de 3 mm. Mantén la longitud de 1 metro. Cambia a una matriz en V de 12 mm.
La gráfica salta cerca de las 40 toneladas por metro.
Nada se volvió más grueso. No “pediste más doblado”. Cambiaste la geometría. La ecuación respondió.
Ahora cambia el material.
Mismo espesor de 3 mm. Misma matriz de 24 mm. Pero cambia a acero inoxidable 304.
Debido a que su límite elástico es mayor, el tonelaje requerido aumenta—generalmente un 30–50 % más que el acero dulce, dependiendo de la condición. Tus cómodas 20 toneladas por metro podrían subir hasta 28 o 30.
Si tu máquina está clasificada para 25 toneladas por metro en esa longitud, ya no estás seguro. No porque te falte valor. Sino porque los números no encajan.
Aquí es donde los operadores novatos quedan atrapados. Ven el tonelaje como un gran número máximo en la placa de la máquina. No dividen por la longitud del doblado. No ajustan el ancho de la matriz. No tienen en cuenta el límite elástico del material.
Tratan el tonelaje como la potencia de un camión pick-up.
No es potencia. Es fuerza admisible distribuida a lo largo de un tramo, gobernada por la geometría y las propiedades del material. Una ecuación estricta.
Y una vez que entiendes que la abertura de la matriz, el límite elástico del material, la longitud del doblado y el espesor alimentan una carga calculable, la siguiente pregunta deja de ser “¿Puedo forzar esto?”
Se convierte en: ¿cómo genera y controla realmente esta prensa plegadora esa fuerza a través de su sistema de accionamiento, y con qué precisión puede mantenerla al fondo del recorrido? Ahí es donde el diseño y la verificación de la máquina importan. En un sistema moderno como un prensa plegadora CN-HAWE, la resistencia del bastidor y del pistón se valida mediante análisis por elementos finitos y se fabrica bajo un proceso de control de calidad disciplinado, por lo que el tonelaje nominal no es solo teórico—es una fuerza que puedes aplicar y repetir con confianza.
En una prensa plegadora mecánica, el pistón está conectado a un volante giratorio mediante una manivela. Una vez que se suelta el embrague, el pistón baja te guste o no. Carrera completa. Trayectoria fija. La curva de tonelaje alcanza su punto máximo cerca del punto muerto inferior porque ahí la geometría de la manivela te da la máxima ventaja mecánica.
En una plegadora hidráulica, dos cilindros empujan el pistón hacia abajo con aceite presurizado. La presión aumenta a medida que aumenta la resistencia. Puedes detenerte a mitad de carrera. Puedes mantenerte en el fondo. La fuerza es la presión hidráulica multiplicada por el área del pistón.
En una plegadora eléctrica servomotorizada, los husillos de bolas impulsados por servomotores convierten el movimiento rotatorio en fuerza lineal. El control mide el par del motor y la posición en tiempo real. Sabe exactamente dónde está el pistón y cuánta fuerza está aplicando en ese instante.
La misma lámina. La misma matriz. La misma tabla de tonelaje. Tres maneras completamente diferentes de entregar esa fuerza calculada.
Y esa diferencia es tu margen de error.
La ecuación de tonelaje que acabamos de repasar no se preocupa por tu actitud. Asume que la máquina puede entregar una fuerza específica en una posición específica y mantenerla allí sin sobrepasarse, hundirse o pasarse del punto en que el material fluye. Si el sistema de accionamiento no puede controlar la fuerza y la posición al mismo tiempo, tus cálculos son correctos y tu pieza sigue estando mal.
Ahí está el punto clave: el sistema de accionamiento es el mecanismo que convierte el tonelaje teórico en una deformación real y controlada. La fuerza debe generarse, posicionarse y mantenerse sincronizada con el límite de fluencia del material: el control, no el esfuerzo, determina la precisión.
Yo empecé con una mecánica. Un gran volante zumbando sobre mi cabeza, como un ventilador de techo capaz de matarte. Ajustabas la altura de cierre, alineabas la matriz y, cuando presionabas el pedal, ese ariete se comprometía por completo.
Juró que hizo todo igual.
Un chico nuevo. El mismo acero dulce de 2 mm. La misma matriz en V de 20 mm. El mismo tope del tope trasero. El primer lote salió bien. ¿El segundo? Doblado de más por casi dos grados. ¿Qué cambió? Ajustó la altura de cierre apenas un poco para “apretarlo”. En una mecánica, ese pequeño ajuste cambia el punto en el que el tonelaje máximo se aplica en relación con el punto muerto inferior. El cigüeñal sigue moviéndose. No hay retención. No hay modulación de presión. Atraviesa el límite de fluencia y continúa por inercia.
Ese es el peligro. Una prensa mecánica entrega su fuerza máxima en un punto geométrico fijo de su rotación. Si la altura de tu matriz, el espesor del material o la posición del tope trasero están equivocados, la máquina no compensa. Completa la carrera. Como si el esfuerzo pudiera persuadir al acero.
Tuve que desechar un montón de soportes galvanizados porque una prensa mecánica no se preocupa por el tiempo de recuperación elástica. Sin retención inferior, el material empieza a recuperarse elásticamente en cuanto la fuerza disminuye. Obtienes variabilidad imposible de ajustar sin cambiar físicamente la altura de cierre y probar de nuevo. El contenedor de chatarra se llenó rápido esa semana.
¿Y la seguridad? Una vez que se activa, ese ariete baja. Si un principiante se equivoca en el ajuste, la máquina no perdona. Se compromete.
Las prensas mecánicas no están obsoletas porque sean débiles. Están obsoletas porque su curva de fuerza está fijada a la geometría del cigüeñal. No hay control dinámico, solo un pico de fuerza basado en posición. Cuando la entrega de fuerza está determinada por la geometría del mecanismo, tu margen de error se reduce a cero.
Entonces, ¿qué reemplaza esa rigidez sin convertir la máquina en un juego de adivinanzas?
Vi a los aprendices pasar de una plegadora eléctrica moderna a una hidráulica más vieja. El mismo programa. Los mismos números. Pero en la hidráulica más vieja, sus piezas salían abiertas tres grados más.
Él culpó a la hidráulica.
¿La realidad? El servo eléctrico había estado bajando al fondo, detectando el pico de torque y manteniendo la posición durante un tiempo de retención programado de 0,5 segundos. Esa retención permitió que el material fluyera por completo antes de retraerse. La hidráulica estaba configurada para un ciclo más rápido, con mínima retención. Alcanzó la profundidad y subió de nuevo. El material no se había estabilizado completamente bajo carga. La recuperación elástica lo alcanzó.
El sistema de accionamiento cambió el tiempo durante el cual se aplicó el tonelaje completo.
Las hidráulicas generan fuerza a medida que la presión aumenta. Si el sistema tiene buenas válvulas proporcionales y control CNC, puede reducir la velocidad cerca del fondo, aplicar presión total y mantenerla. Esa capacidad de mantener la presión es indulgencia. Si te equivocas por unas décimas de milímetro, puedes ajustar la profundidad y volver a golpear sin comprometerte con una carrera completa y violenta.
Las eléctricas miden directamente el par motor. Son extremadamente precisas en posición—con frecuencia dentro de micras. Pero tienen menor tonelaje máximo en muchos modelos y dependen de los límites de torque del motor. Para materiales delgados y pestañas cortas, son quirúrgicas. Para placas de 12 mm a lo largo de una cama grande, las hidráulicas aún dominan porque los cilindros pueden generar y mantener fuerzas masivas sin sobrecalentar los motores.
Dado que el portafolio de productos de CN-HAWE es 100% basado en CNC y cubre escenarios de alto nivel en corte láser, plegado, ranurado y cizallado, si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Aquí es donde los principiantes se confunden: piensan que las hidráulicas son “más suaves” porque el aceite se comprime ligeramente. En realidad, las hidráulicas modernas de lazo cerrado con codificadores lineales corrigen eso en tiempo real. La indulgencia proviene de la presión y el tiempo de retención controlables, no de la holgura.
Una vez cambié acero dulce de 3 mm por placa de alta resistencia en una prensa hidráulica clasificada cómodamente para el trabajo. El primer golpe salió con una falta de doblado. En lugar de reajustar los topes duros como en una mecánica, añadí 0,3 mm de profundidad y un segundo de retención. La segunda pieza salió perfecta. El contenedor de chatarra solo recibió una pieza en vez de cincuenta.
El perdón no es magia. Es la capacidad de ajustar la fuerza y el tiempo de retención sin cambiar la geometría rígida. Un accionamiento que puede modular y mantener la fuerza en el punto muerto inferior amplía tu tolerancia de ajuste.
¿Pero qué hay de las máquinas que intentan dividir la diferencia?
Los híbridos usan motores servo para accionar bombas hidráulicas solo cuando se necesita movimiento. Obtienes cilindros hidráulicos para la fuerza, pero control eléctrico sobre la velocidad de la bomba y el consumo de energía.
Sobre el papel, eso suena como lo mejor de ambos mundos. Y en talleres de alta mezcla que persiguen ahorro energético y reducción de ruido, tiene sentido.
¿Para soportes y carcasas básicas? La física no cambia. Todavía tienes cilindros empujando un ariete. Todavía dependes de la presión por el área del pistón para la tonelada. La ventaja híbrida es la eficiencia y, a veces, una velocidad de aproximación más rápida, no un comportamiento de fuerza diferente en la línea de doblado.
Vi un pequeño taller comprar un híbrido pensando que “resolvería la inconsistencia”. Su problema real eran las matrices mal combinadas y el hecho de ignorar la tonelada por metro. La nueva máquina era más silenciosa. Más eficiente. Las piezas seguían mal hasta que corrigieron sus cálculos.
Los híbridos no reescriben la ecuación. Refinan cómo se suministra la potencia al mismo mecanismo hidráulico. Si tu trabajo se realiza bajo acero dulce de 6 mm y longitudes de doblado moderadas, la complejidad no compra precisión por sí sola.
La pregunta no es “¿Es moderno?” Es “¿Controla la fuerza y la posición con suficiente precisión para tu rango de carga?”
Porque la última pieza no es solo perdón. Es repetibilidad.
El tiempo de ciclo te dice qué valora la máquina.
Las prensas mecánicas son rápidas una vez que se engranan. El volante almacena energía. ¡Bang!—golpe completo. Excelente para doblados poco profundos y repetitivos donde las herramientas y el material nunca cambian. Terrible cuando necesitas variación controlada de profundidad.
Las hidráulicas pueden aproximarse rápido, ir más despacio cerca del contacto, presionar, mantener, retraer. Ese movimiento segmentado es programable. La repetibilidad depende de la calidad del codificador y de la rigidez del bastidor, pero las hidráulicas CNC modernas alcanzarán la profundidad con centésimas de milímetro todo el día—si se mantienen bien.
Las eléctricas brillan en trabajos de carrera corta y alta repetición. Sin calentamiento de aceite. Sin retraso de válvulas. La posición va directamente del servo al tornillo. Para paneles de acero inoxidable delgados, he visto que las eléctricas mantienen una variación de ángulo más ajustada que las hidráulicas más antiguas simplemente porque hay menos retardo fluido dinámico.
Pero aquí está el límite: los sistemas eléctricos suelen tener menor tonelaje máximo para camas grandes. Las hidráulicas dominan con placas pesadas porque pueden sostener 250 toneladas métricas y más sin recalentar motores. Las mecánicas pueden ofrecer fuerza máxima alta, pero no con control adaptativo.
Tu sistema de accionamiento establece dos límites duros: la fuerza máxima controlable y el incremento mínimo controlable de posición. Esa es tu ventana de precisión.
Si eliges mal, o lucharás contra el retroceso elástico que no puedes mantener, o pasarás ciclos eternos porque tu hidráulica pesada es demasiado para un aluminio de 1 mm.
La máquina es un sistema de palanca y balanza. Solo responde a entradas medibles: presión, par de torsión, posición. Elige el accionamiento que pueda generar y mantener la fuerza que exige tu ecuación, dentro de la tolerancia de posición que requiera tu pieza.
Porque una vez que el émbolo vuelve a subir, el material no ha terminado de hablar. Rebota.
Hiciste la pregunta correcta: si la máquina puede alcanzar la profundidad con centésimas de milímetro de precisión, ¿por qué cambia el ángulo después de que el émbolo vuelve a subir?
Porque el acero no es arcilla.
Cuando el punzón se introduce en la matriz en forma de V, las fibras exteriores de la lámina se estiran y las interiores se comprimen. En el punto muerto inferior, parte de esa deformación es permanente —hemos superado el límite elástico—, pero no toda. Parte es elástica, como una banda de goma estirada escondida dentro del pliegue. En el momento en que se libera la presión, esa porción elástica se retrae, abriendo el ángulo un grado o tres según el material.
Ese retroceso es el resorteo.
He visto a un aprendiz mirar un perfecto 90 bajo carga, sonriendo como si hubiera resuelto el universo. El émbolo sube. Ahora es 92. Juró haber hecho todo igual. Y así fue. La máquina también. El metal simplemente terminó su frase después de que la herramienta dejó de hablar.
Aquí está la parte que debes grabarte en la cabeza: la precisión a plena fuerza no garantiza precisión después de descargar. El sistema de accionamiento puede controlar fuerza y posición con exactitud quirúrgica, pero una vez que la fuerza llega a cero, la resistencia al límite elástico del material decide cuánto se recupera. Esa recuperación no es una opinión. Es física.
Piénsalo como doblar una regla de plástico sobre el borde de una mesa. La empujas a 90, sueltas y se abre. La empujas más allá de 90, sueltas y quizá se quede donde quieres. No discutes con la regla. Empujas más allá del objetivo a propósito.
Ese “más allá” no es un cálculo al azar. Es compensación.
Y eso lleva a la primera pregunta práctica que todo operador de prensa debe responder.
Nunca apuntas a 90 si quieres obtener 90.
Apuntas más allá.
Qué tanto más depende del límite elástico —la tensión en la que el material deja de comportarse como un resorte y empieza a comportarse como si estuviera doblado de forma permanente—. El A36 suave puede regresar un grado. ¿El acero inoxidable 304? Dos, a veces tres. No es cuestión de carácter. Es una mayor resistencia al límite elástico que almacena más energía elástica antes de rendirse.
Una vez tuve un lote de soportes de acero inoxidable que salieron a 88 cuando habíamos programado 90. En lugar de revisar los certificados, el operador siguió ajustando la profundidad a ciegas. Cinco piezas después, el contenedor de chatarra tenía un abanico ordenado de errores brillantes. Medimos correctamente el primer pliegue, vimos que recuperaba 2.5 grados, programamos un objetivo de 92.5, y la siguiente tanda salió perfecta. Un solo ajuste medido habría salvado el montón.
Esto es lo que sucede tras bambalinas: cuando sobrecurvas, estás forzando más parte de la sección transversal a superar el límite elástico para que, cuando la porción elástica se relaje, lo que quede sea tu ángulo deseado. Si doblas demasiado poco, se abre. Si doblas demasiado, aplastas el radio interior o sobrecargas el grano.
Entonces, ¿cuánto?
Mides la primera pieza con un transportador digital. Comparas el objetivo con el resultado real. Ajustas la profundidad del émbolo en consecuencia. Los controles CNC modernos incluso te permiten programar la compensación por resorteo directamente. Pero esa primera pieza siempre dice la verdad. No tu instinto.
Porque el retroceso elástico es proporcional a la resistencia al rendimiento y a la geometría de la curva, no a tu confianza frente al panel de control.
Ahora podrías estar pensando — bien, puedo sobrecurvar. Problema resuelto.
No exactamente.
Imagina una estantería larga que se hunde en el medio bajo el peso de libros pesados.
Ese es tu dobladora de prensa bajo carga.
Cuando doblas una pieza larga, el carro y la base se desvían ligeramente en el centro porque allí se concentra la fuerza. Incluso un bastidor pesado se mueve un poco bajo 200 toneladas. ¿El resultado? El centro de tu pieza experimenta una penetración efectiva menor que los extremos.
Así que los extremos alcanzan 90 bajo carga. El centro alcanza quizá 89. Luego sueltas. Todo recupera — pero de manera desigual. Ahora tus extremos están en 92 y tu centro en 94.
No cambiaste el material. No cambiaste la profundidad. La máquina se flexionó.
Los sistemas de abombamiento — cuñas mecánicas o compensación hidráulica a lo largo de la base — precargan el centro hacia arriba para contrarrestar ese arco. Estás doblando intencionalmente la máquina en dirección opuesta a la desviación esperada para que bajo la tonelada completa se enderece.
No usar abombamiento en una curva larga y pesada es la forma discreta en que se acumula una pila de piezas “casi correctas” que no se asientan planas en el montaje. Deseché un panel de carcasa de 2 metros hace años porque confié en la tabla de tonelaje e ignoré la desviación de la base. Acabado hermoso. Geometría incorrecta. El contenedor de chatarra no se preocupa por lo brillante que sea.
La regla aquí es simple y severa: la desviación del bastidor cambia la profundidad efectiva de la curva, y la profundidad efectiva de la curva controla el resultado del retroceso elástico.
Así que, incluso si tu sistema de accionamiento es perfecto, la estructura que transporta esa fuerza tiene algo que decir.
Y la estructura no es la única variable oculta.
Sí.
Lamina una hoja a través de un molino y estiras la estructura del grano a lo largo de la dirección de laminado. Dobla en paralelo a ese grano y estarás doblando a lo largo de las fibras. Dobla en perpendicular y estarás doblando a través de ellas.
Es como partir leña.
Golpea con la fibra, se abre fácilmente. A través de la fibra, se te resiste.
Cuando doblas perpendicular a la fibra, a menudo obtienes un poco más de resistencia y, a veces, más recuperación elástica. La diferencia no es enorme en acero dulce delgado, pero en materiales de alta resistencia es suficiente para arruinar una tolerancia ajustada si finges que no existe.
Tuve una serie de piezas que se comportaban de una manera en los prototipos y de otra en producción. Mismo espesor. Misma especificación. ¿Único cambio? Las láminas se anidaron de manera diferente, por lo que la línea de doblado giró 90 grados con respecto a la dirección de laminado. El primer lote de producción salió con ángulos abiertos. El contenedor de chatarra se llenó hasta que detectamos el cambio de orientación.
La dirección del grano no reescribe la ecuación, pero ajusta las constantes. Si la ignoras, tu “compensación perfecta” se desvía.
Porque La anisotropía del material —propiedades direccionales por el laminado— cambia ligeramente el comportamiento de fluencia y, por lo tanto, la recuperación elástica.
Ahora hablemos del material que realmente pone a prueba tu honestidad.
El acero de alta resistencia es el mejor mentiroso.
El acero dulce se dobla y en su mayoría se queda en su sitio. Su menor límite elástico significa menos energía elástica almacenada en la misma geometría. Si lo sobredoblas un grado más o menos, se asienta bastante cerca.
El acero de alta resistencia almacena más energía antes de fluir. Bajo carga, parece obediente. Levantas el ariete, y se abre como una mala promesa.
Una vez cambié de acero dulce de 3 mm a una placa de alta resistencia sin ajustar la compensación de recuperación elástica. Pero en la prensa hidráulica antigua, sus piezas salieron tres grados más abiertas. Misma profundidad. Mismo utillaje. Diferente límite elástico. Fue entonces cuando el aprendiz me miró como si el esfuerzo pudiera persuadir al acero.
No puede.
El acero inoxidable 304 típicamente recupera un par de grados más que el acero dulce. Los aceros avanzados de alta resistencia pueden ser peores. Cuanto más fuerte es el material, más se comporta como esa regla de plástico que se resiste a mantenerse doblada.
Entonces, ¿cuál miente más?
El más fuerte.
Porque Cuanto mayor es el límite elástico, mayor es la recuperación elástica después de descargar.
Y ahí está la prueba de realidad: incluso con control de fuerza perfecto, posición perfecta y utillaje rígido, el metal sigue teniendo la última palabra cuando la presión desaparece.
Así que la verdadera pregunta no es “¿Puede mi máquina alcanzar la profundidad?”
Es esta: ¿estás pensando en fuerza, estructura y comportamiento del material como una sola ecuación, o aún esperas que el acero se quede donde lo empujaste?
Quieres saber cómo predecir el rebote elástico antes de empezar a alimentar el contenedor de chatarra.
Bien. Esa es la pregunta correcta.
Aquí está la clave: deja de preguntar “¿Cuánto retrocederá este metal?” y empieza a preguntar “¿Qué energía elástica estoy almacenando en esta geometría en esta máquina?” El rebote elástico no es un rasgo de personalidad del acero inoxidable 304 o de la chapa de alta resistencia. Es el resultado visible de la descarga de la energía elástica almacenada cuando el punzón se libera. Si controlas la energía que entra —mediante la fuerza, el ancho del troquel en V, el radio del punzón, el espesor del material y la deflexión real de la máquina—, controlas el ángulo que resulta al final.
Eso no es obvio porque la mayoría de los principiantes tratan el rebote elástico como el clima. Consultas una tabla. Esperas.
Las tablas no saben que el bastidor de tu máquina se estira 180 toneladas a lo largo de 2,4 metros. Las tablas no saben que los hombros de tu troquel están desgastados 0,2 mm en un lado. Las tablas no saben que esta vez tu pieza fue cortada a través de la dirección del grano. Tú sí lo sabes.
Así que el nuevo modelo es este: la prensa plegadora es un sistema calibrado de palanca y cuña. El metal es un resorte que estás deformando parcialmente. Tu trabajo es medir y estandarizar las variables que determinan cuánta energía elástica queda cuando se descarga. No adivinar el resultado.
Una vez que lo ves de esa manera, la pregunta cambia de “¿Cuál es el sobrecurvado correcto?” a “¿Cómo puedo fijar las variables para que el sobrecurvado sea predecible cada vez?”
Cuando dices “Estoy doblando metal”, te imaginas empujando algo hasta que se quede en su lugar.
Esa imagen está equivocada.
Estás impulsando una cuña (el punzón) dentro de una abertura controlada (el troquel en V), utilizando un sistema de palanca (el ariete y el bastidor), para superar el límite de fluencia en una zona estrecha mientras dejas energía elástica en el material circundante. Eso es mecánica, no fuerza bruta.
Una vez vi a un chico tirar del control, buscando profundidad por sensación. Juraba que hacía todo igual. Las piezas seguían saliendo abiertas un grado y medio. Echó la culpa al acero. Revisé la configuración. Troquel en V diferente al del trabajo anterior: 16 mm en lugar de 20 mm. Eso cambió el radio interior, lo que alteró la distribución de la deformación, lo que cambió la recuperación elástica. Descartamos medio palé antes de que dejara de tratarlo como un pulso de fuerza y empezara a tratarlo como geometría. Lección del contenedor de chatarra: si cambias el ancho del troquel, has cambiado la ecuación, lo admitas o no.
Aquí viene el cambio práctico: estandarizas las configuraciones del mismo modo que un maquinista estandariza los desfases de las herramientas. Misma especificación de material. Misma partida de espesor. Misma orientación del grano. Misma regla de abertura en V (por ejemplo, ocho veces el espesor para acero dulce — base hipotética). Mismo radio de punzón. Registra el rebote elástico real de la primera pieza validada, no de la primera con esperanza.
Luego construyes una tabla de rebote elástico específica para tu taller. No de un manual. De tu máquina, tu utillaje, tus proveedores.
Porque El rebote elástico es proporcional a la energía de deformación elástica almacenada, y la energía almacenada se determina por la fuerza, la geometría y las propiedades del material — no por el esfuerzo del operador..
Una vez que gestionas energía en lugar de “doblar”, la predicción deja de ser algo místico. Se vuelve repetible. Pero repetible, ¿dentro de qué límites?
El plano dice 90 grados.
La máquina dice: “¿Bajo qué condiciones?”
Aquí es donde los operadores novatos se queman. Diseñan la secuencia de doblez según el dibujo, no según la capacidad y el comportamiento de la prensa.
Tu lista de verificación antes del primer golpe:
¿Por qué 80%? Porque al acercarte al tonelaje máximo, la deflexión del bastidor crece de forma no lineal. Tu penetración efectiva cambia más por tonelada. Eso significa que tu compensación de recuperación elástica por milésima de profundidad del ariete se vuelve más sensible.
Deseché una corrida de canales largos porque busqué un radio interior ajustado en una plegadora que simplemente era demasiado ligera para la longitud. Estábamos trabajando al límite. El centro flotaba. Los extremos mordían con fuerza. Cada ajuste arreglaba uno y arruinaba el otro. El contenedor de chatarra no negocia con la física.
Diseña en función de la máquina y la máquina se comporta. Diseña solo en función del plano y lucharás contra un movimiento invisible.
Y aquí está la parte no obvia: si estandarizas el rango de tonelaje, la relación de ancho de matriz y el lote de material para una familia de productos, tu compensación de recuperación elástica se convierte en un ajuste fijo más una ligera corrección, no en un experimento diario.
Porque La repetibilidad proviene de operar dentro de un rango de fuerza estable donde la deflexión de la máquina y la respuesta del material se mantienen consistentes..
¿Pero qué pasa si el propio rango es incorrecto?
Hay un momento en que tienes que admitirlo.
Si necesitas radios cerrados y repetibles en material de alta resistencia a lo largo de grandes longitudes, y estás trabajando en fondo cerca del tonelaje máximo en cada ciclo, el problema no es tu cálculo de compensación.
Es la selección de la máquina.
Las plegadoras manuales destacan en dobleces simples y repetidos donde el ajuste permanece fijo. Las CNC manejan secuencias complejas porque eliminan el error de reposicionamiento humano. Pero ninguna puede engañar a la capacidad. Si tu pieza exige fuerza de acuñado y tu bastidor fue diseñado para plegado al aire, estás almacenando energía en lugares que no controlas — en la propia máquina.
Es entonces cuando dejas de ajustar compensaciones y comienzas a preguntarte si una plegadora de bastidor más pesado, un sistema de accionamiento diferente o incluso un método de conformado distinto tiene sentido.
Aprendí eso por el camino caro con un lote de soportes de acero inoxidable grueso. Seguíamos aumentando el sobreplegado. Seguíamos luchando contra la recuperación elástica. Pero en la plegadora hidráulica más antigua, sus piezas salían tres grados abiertas una vez que el aceite se calentaba y la respuesta cambiaba ligeramente. Mismo programa. Diferente comportamiento dinámico. Intentábamos hacer que una plegadora de gama media actuara como una prensa de acuñado. El contenedor de chatarra se llenó mientras fingíamos que la persistencia era una estrategia.
Aquí está la perspectiva que quiero que mantengas adelante:
Una prensa plegadora no es una herramienta de doblado. Es un sistema de entrega de fuerza con límites estructurales. Tu pieza encaja dentro del rango predecible de ese sistema — o no lo hace.
Cuando evalúes un trabajo, no preguntes: “¿Podemos doblar esto?”
Pregunta: “¿Podemos controlar la fuerza, la geometría y la deflexión con la suficiente precisión como para que el retroceso elástico se convierta en un desplazamiento fijo y medido en lugar de un objetivo cambiante?”
Porque La precisión es el subproducto de una fuerza controlada dentro de los límites de la máquina — y ninguna cantidad de empeño del operador puede superar esa ecuación..
Ahora no solo estás doblando piezas.
Estás decidiendo si la física cooperará antes de siquiera presionar el pedal.


















