

A las 11:47 p.m. estás mirando un anuncio que dice “Accesorio hidráulico de prensa plegadora con dedos”. Las fotos muestran una prensa plegadora básica con un punzón y una matriz rectos. Sin dedos removibles. Sin huecos. Solo una barra de acero pesada que va de lado a lado.
Amplías la imagen como si tal vez los dedos se estuvieran escondiendo.
No lo son.
Esa confusión justo ahí es donde los proyectos de garaje empiezan a perder dinero.
Dura verdad: estás buscando una categoría de máquina que no existe, y ese malentendido es la razón por la cual tu proyecto de carcasa sigue estancado antes de que salga la primera caja limpia del banco.
Solía fabricar conductos para ganarme la vida. Cuando empecé con proyectos de autos los fines de semana, pensé que podía “mejorar” mi pequeña plegadora manual de cajas y paneles agregándole fuerza hidráulica. Imaginaba un monstruo compacto: dedos removibles arriba, gato hidráulico abajo, pisar un pedal y doblar chapa calibre 16 como una caja de pizza. Suena eficiente. Excepto que la industria no fabrica eso por una razón.
Porque el problema que intentas resolver no es la fuerza.
Es el espacio.
Y hasta que no separes esas dos cosas en tu cabeza, seguirás buscando un unicornio.

Una prensa plegadora está construida alrededor de un punzón recto y una matriz recta. Las herramientas abarcan todo el ancho. Ese es el punto: empuja el metal dentro de una V con tonelaje controlado. Ideal para soportes, canales, dobleces largos.
Una plegadora de cajas y paneles—lo que la gente llama una “plegadora con dedos”—tiene dedos removibles en la barra de sujeción. Quitas algunos, dejas huecos y de repente puedes doblar los lados de una caja sin aplastar las paredes que ya formaste. Es como doblar una caja de pizza: necesitas pequeñas pestañas y espacio libre, no solo presión.
Son dos filosofías de diseño completamente diferentes.
Cuando escribes “kit de prensa plegadora con dedos”, estás mezclando los nombres como si fueran paquetes de equipamiento del mismo camión. No lo son. Uno resuelve un problema de potencia con hidráulica. El otro resuelve un problema de geometría con dedos removibles y espacio abierto.
Los fabricantes no ignoran el híbrido porque sean perezosos. Lo evitan porque, una vez que atornillas una configuración de prensa hidráulica recta en su lugar, pierdes el acceso abierto que hace útiles a los dedos en primer lugar.
Entonces, ¿qué pasa cuando ignoras eso e intentas improvisarlo en el garaje?
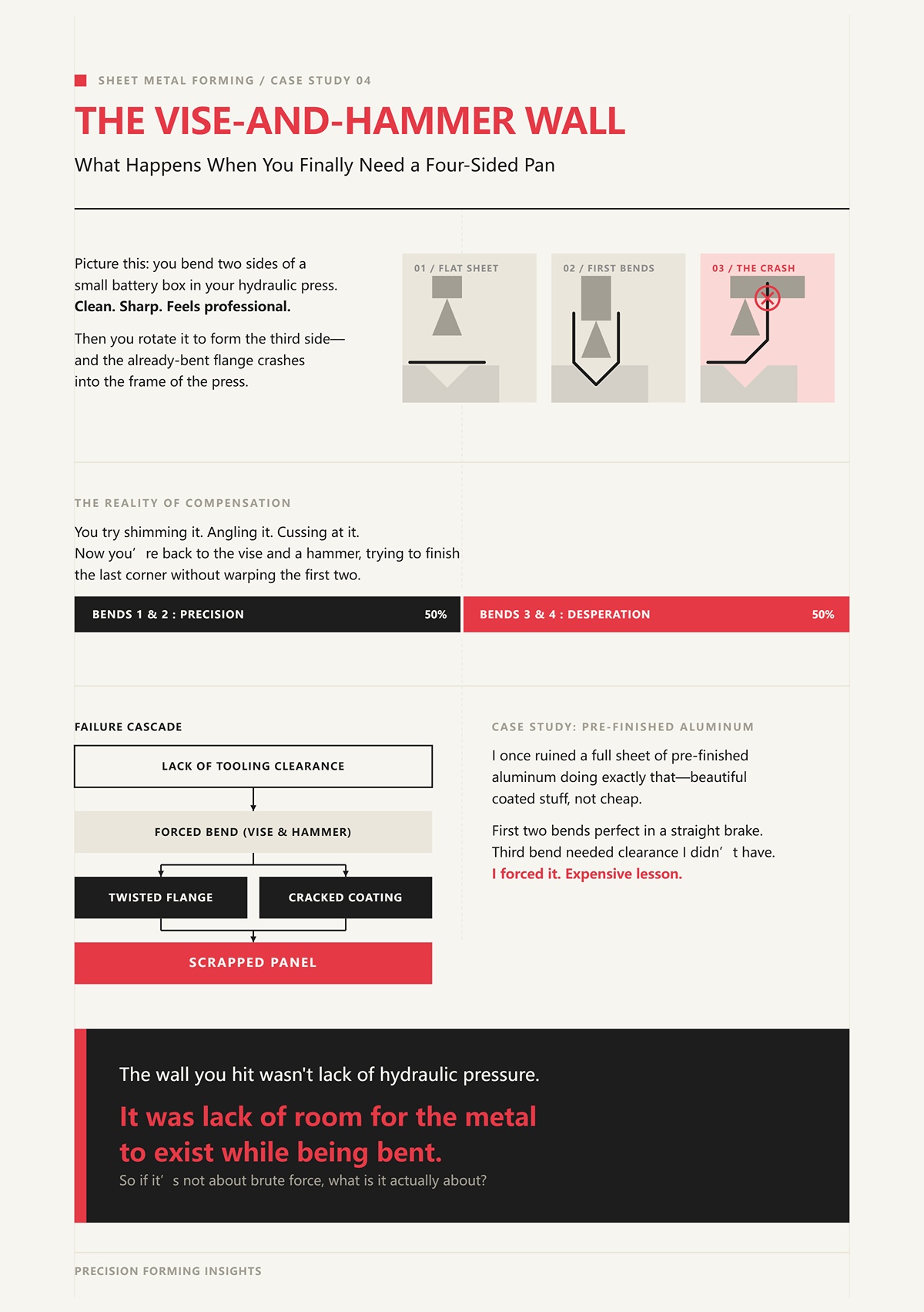
Imagina esto: doblas dos lados de una pequeña caja de batería en tu prensa hidráulica. Limpio. Nítido. Se siente profesional. Luego la giras para formar el tercer lado—y la pestaña ya doblada choca con el armazón de la prensa.
Intentas calzarlo. Inclinarlo. Maldecirlo.
Ahora estás de nuevo con el tornillo de banco y el martillo, tratando de terminar la última esquina sin deformar las dos primeras. Eso no es precisión. Es desesperación.
Una vez arruiné una lámina completa de aluminio preacabado haciendo exactamente eso—material hermoso y recubierto, nada barato. Los dos primeros dobleces perfectos en una prensa recta. El tercer doblez necesitaba un espacio libre que no tenía. Lo forcé. La pestaña se torció, el recubrimiento se agrietó, todo el panel a la basura. Lección costosa.
La pared con la que te topaste no fue por falta de presión hidráulica.
Fue por falta de espacio para que el metal existiera mientras se doblaba.
Entonces, si no se trata de fuerza bruta, ¿de qué se trata realmente?
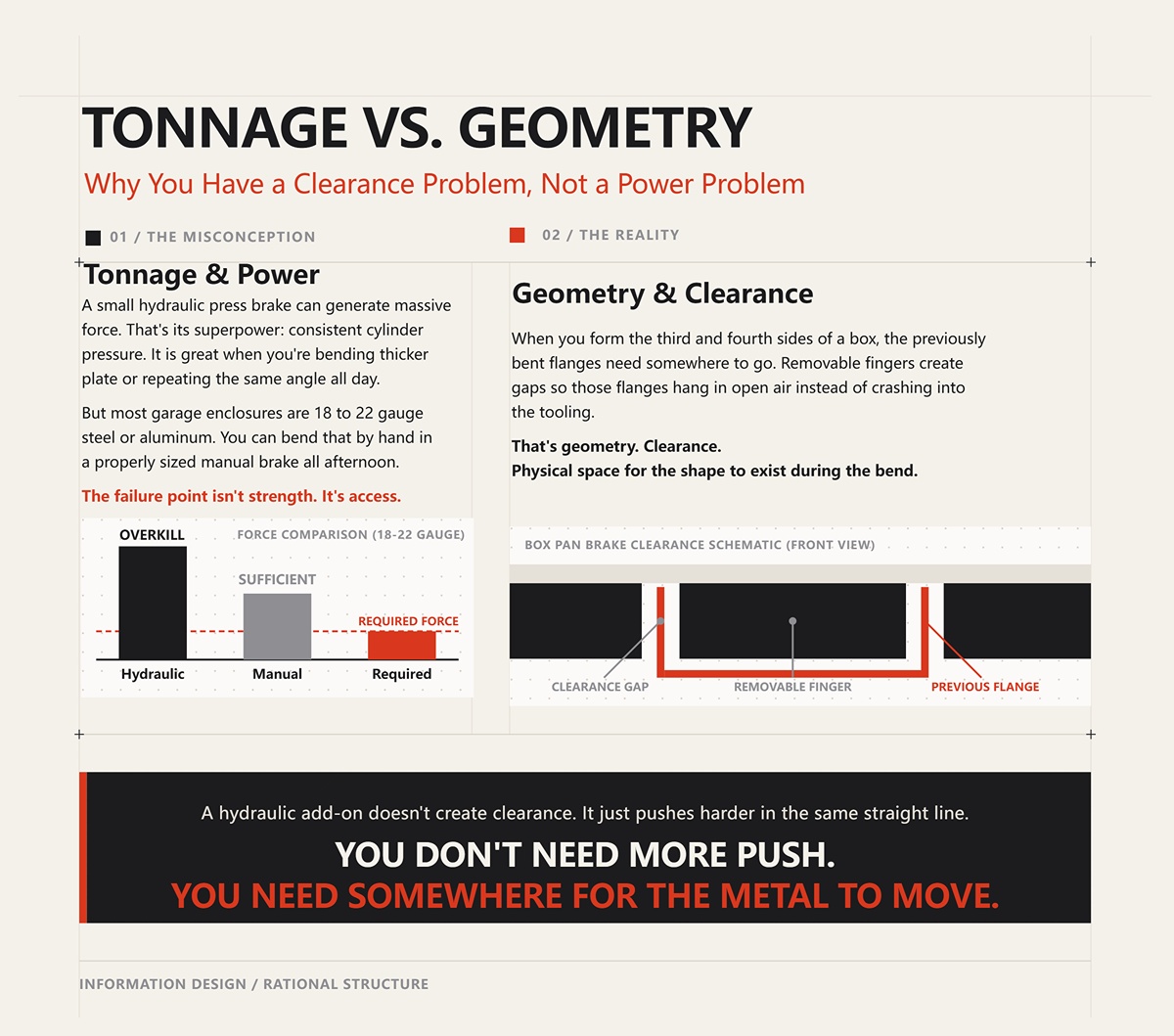
Una pequeña prensa plegadora hidráulica puede generar más fuerza que tus brazos jamás podrían. Ese es su superpoder: presión de cilindro constante. Excelente cuando estás doblando placas más gruesas o repitiendo el mismo ángulo todo el día.
Pero la mayoría de los recintos de garaje son de acero o aluminio de calibre 18 a 22. Puedes doblar eso a mano en una plegadora manual del tamaño adecuado todo el día. El punto de fallo no es la fuerza. Es el acceso.
Cuando formas el tercer y cuarto lado de una caja, las pestañas dobladas previamente necesitan un lugar donde ir. Los dedos removibles crean huecos para que esas pestañas queden suspendidas en el aire en lugar de chocar con la herramienta. Eso es geometría. Holgura. Espacio físico para que la forma exista durante el doblez.
Un accesorio hidráulico no crea holgura. Solo empuja más fuerte en la misma línea recta.
No necesitas más empuje.
Necesitas un lugar para que el metal se mueva.
Tienes una caja de batería medio formada sobre el banco. Dos lados levantados, esquinas definidas. La deslizas dentro de una plegadora recta para formar la tercera pared—y la primera pestaña golpea contra la barra de sujeción. Físicamente no hay lugar para que exista mientras intentas hacer el siguiente doblez.
Esa es la trampa de la geometría.
Esta sección establece que el punto de fallo en la fabricación de cajas en el garaje es la geometría y el acceso, no la falta de potencia hidráulica. Así que la verdadera pregunta no es “¿Cómo empujo más fuerte?” sino “¿Cómo le doy al metal algún lugar a donde ir?”
Los dedos removibles responden eso de la manera más simple y mecánica posible: quitan acero del camino.
Saca dos dedos del centro de una plegadora de caja y panel y creas un hueco. Ese hueco es espacio vacío. Cuando balanceas la hoja para doblar el tercer lado, las paredes ya formadas caen en ese hueco en lugar de chocar con la herramienta. Es la diferencia entre doblar una caja de pizza a lo largo de sus líneas marcadas y tratar de aplastarla con un ladrillo.
Una máquina crea espacio para la forma.
La otra simplemente aplica fuerza en línea recta.
Entonces, ¿qué mecanismo de doblado realmente te perdona cuando tus mediciones no son perfectas?
Imagina que cortas un panel de 6 pulgadas de profundidad en lugar de 5-7/8 porque leíste mal tu cinta. En una plegadora de hoja—el estilo con delantal articulado usado en máquinas de caja y panel—sujetas la lámina a lo largo de un borde recto y rotas la hoja hacia arriba. La línea de doblez se define por donde la sujetas. Si estás fuera por una milésima, aflojas, ajustas y vuelves a doblar. El metal no está atrapado dentro de una cavidad de matriz.
Una matriz en V en una plegadora funciona de manera diferente. El punzón fuerza la lámina dentro de una abertura con forma de V. El ángulo de plegado depende de la profundidad del punzón, el ancho de la matriz y el espesor del material. Pequeños errores de cálculo se acumulan. Si tu pestaña ya está levantada y golpea el hombro de la matriz, se acabó. No existe “empujar y volver a intentar” porque la pieza queda encerrada por el utillaje.
Verdad dura: los principiantes no sufren con las tablas de tonelaje, sufren con la desviación de disposición, errores de corte y la interferencia de pestañas.
El plegado con hoja es físicamente más tolerante porque la lámina se sostiene a lo largo de una barra de sujeción plana y se balancea en el aire. No hay un hombro de matriz inferior esperando para marcar la cara terminada. Eso importa cuando trabajas con acero pre-pintado o aluminio blando.
Una vez traté de formar una pequeña carcasa de ECU en la prensa hidráulica de un amigo con un juego estándar de matrices en V. Primer pliegue limpio. Segundo pliegue bien. ¿Tercer pliegue? La primera pestaña subió por el hombro de la matriz y dejó una brillante marca pulida justo a través de la cara visible. Esa lámina no era barata. Al montón de chatarra otra vez. La prensa tenía toda la potencia del mundo. Simplemente no tenía tolerancia para mi geometría.
Ahora pregúntate: si el plegado con hoja es más tolerante en el ajuste, ¿qué hacen exactamente esos dedos desmontables que una plegadora recta todavía no puede?
Toma una plegadora recta. Una sola barra de sujeción sólida a lo largo de todo el ancho. Sin dedos desmontables. Intenta formar una caja de cuatro lados de 6x4x3 pulgadas.
Doble el lado uno. Bien.
Lado dos. Correcto.
Gira para el lado tres, y las dos primeras pestañas bloquean la superficie de sujeción. La barra no puede cerrarse porque las paredes verticales están en el camino. Físicamente no puedes volver a sujetar la pieza plana.
No se trata de precisión del ángulo. Se trata de colisión.
Los dedos segmentados resuelven eso convirtiendo la barra de sujeción en “dientes” ajustables. Retiras los dientes del medio donde las paredes de tu caja necesitan pasar. Ahora, cuando sujetas para el tercer pliegue, las paredes levantadas caen entre los dedos en aire libre. La plegadora aún sujeta a lo largo de los segmentos restantes, y la hoja sigue rotando limpiamente.
Es un despeje modular.
Pero aquí es donde los principiantes se ponen románticos: las plegadoras de dedos son flexibles para formas personalizadas, sí, pero no son mágicas. Tienen dificultad con dobladillos multiángulo complejos o repetibilidad de producción. Una plegadora con utillaje adecuado superará a una de dedos todo el día en un taller que haga 600 pliegues por hora. Eso es real. En producción, el contacto repetible en el fondo de una matriz en V gana.
Pero no estás manejando una célula de producción en un garaje de dos autos.
Estás haciendo una bandeja de batería, dos cajas de relés, quizá una cubierta de ventilador. Lotes variables. Piezas únicas. Dimensiones diferentes cada fin de semana. En ese entorno, el acceso geométrico vence a la repetibilidad industrial.
Lo que nos lleva a la excusa que escucho cada mes: “Sí, pero la hidráulica lo haría más fácil.”
¿Lo haría?
Ponte frente a una plegadora manual de caja y panel de 30 pulgadas clasificada para acero calibre 18. Sujeta una tira de calibre 20. Toma el mango de la hoja. Quizá estés aplicando de 40 a 60 libras de fuerza en el mango, multiplicadas por la longitud de la palanca. La geometría de la bisagra convierte eso en cientos de libras a lo largo de la línea de plegado.
Eso ya es más de lo que el material requiere.
Pero la mayoría de los cerramientos de garaje son de acero o aluminio de calibre 18 a 22. No estás ni cerca del límite de conformado del material con una prensa manual del tamaño adecuado. Los pasadores de la bisagra, la presión de sujeción y la rigidez de los dedos importan más que añadir un cilindro hidráulico.
La hidráulica destaca cuando realizas plegado al aire de placas más gruesas o buscas ángulos idénticos en docenas de piezas. Resuelven la consistencia bajo carga.
No crean espacio libre entre pestañas ya dobladas.
Una vez pensé que agregar un gato hidráulico a una pequeña prensa me permitiría “mejorarla” para trabajos más pesados. Todo lo que hizo fue flexionar el bastidor y arquear ligeramente la barra de sujeción porque la estructura no estaba diseñada para esa carga puntual. Los dobleces no fueron más agudos. Fueron irregulares. El metal no necesitaba más fuerza. La máquina necesitaba una geometría más inteligente.
La dura verdad: añadir hidráulica a trabajos con chapa delgada es como usar un mazo para doblar una caja de pizza. Te sentirás poderoso. No resolverás la verdadera limitación.
Entonces, si los dedos desmontables resuelven el problema de colisión y la palanca manual ya cubre el requisito de fuerza, ¿qué deberías realmente buscar en vez de ese híbrido mítico?
Estás de pie en el pasillo de herramientas mirando dos etiquetas de precio.
Una es una prensa de banco de 30 pulgadas tipo caja y panel con dedos segmentados, clasificada para acero dulce de calibre 18. La hoja de especificaciones indica: dedos desmontables de varios anchos, ángulo máximo de 90 grados, tornillos de ajuste de hoja, pasadores de bisagra reemplazables.
La otra es una prensa de taller tipo A de 20 toneladas con un “accesorio de prensa” — básicamente una matriz en V y un punzón que se atornillan entre los montantes.
Ambas afirman doblar metal. Solo una te permitirá terminar un cerramiento de cuatro lados sin maldecirla.
Cuando escribes “kit de prensa de dedos”, estás combinando los nombres como si fueran versiones del mismo vehículo. No lo son. Una está diseñada en torno al espacio libre y la geometría. La otra está diseñada en torno a la fuerza vertical. Si estás construyendo cajas de batería, cajas de relés, paneles de tablero — chapa delgada, cuatro dobleces, a veces un reborde — necesitas más acceso entre paredes que tonelaje.
Entonces, ¿qué deberías realmente buscar?
Para trabajos de cerramientos en acero o aluminio de calibre 18–22, la lista corta es sencilla: dedos segmentados de anchos variados, al menos 30 pulgadas de ancho de trabajo, una calificación realista para acero de calibre 18 (no “máx. calibre 20”), topes de hoja ajustables para ángulos repetidos y una barra de sujeción que permanezca recta bajo presión. Todo lo demás es ruido.
¿Por qué el accesorio de prensa no está en esa lista?
Imagina el interior de una prensa de taller típica de 20 toneladas. Dos montantes verticales. Una cama que se fija a diferentes alturas. Un gato hidráulico que empuja hacia abajo.
Ahora atornilla un juego de matriz en V.
Acabas de crear un cañón estrecho entre columnas de acero. Tu lámina debe deslizarse desde el frente, quedar centrada bajo el émbolo y doblarse hacia abajo en una abertura en V fija. Eso está bien para un soporte plano. Es una pesadilla para una caja medio formada.
Dobla un lado de un panel de 6×6 hacia arriba 90 grados. Ahora intenta girar la pieza para el segundo doblez. Esa primera pestaña se levanta y choca inmediatamente con el montante de la prensa antes de que la línea de doblado siquiera llegue a la línea central de la matriz. La máquina te bloquea físicamente.
Esto no es teórico. Un fabricante casero en un foro de maquinistas posee tanto una prensa plegadora hidromecánica de 17 toneladas como una prensa plegadora neumática de 35 toneladas —equipos serios— y aun así mantiene una plegadora de dedos de 4 pies para su trabajo con calibre 18. No porque la prensa carezca de fuerza. Sino porque la prensa carece de acceso una vez que las piezas comienzan a levantarse.
Dura verdad: un accesorio de prensa tipo A-frame te da más fuerza de la que necesitas y menos acceso del que puedes permitirte.
Y la fuerza es un exceso absurdo para lo que estás haciendo. Una prensa de 20 toneladas equivale a 40,000 libras de fuerza. Doblar acero dulce de calibre 20 sobre 24 pulgadas requiere una fracción de eso, especialmente en doblado al aire. Pero la prensa no dosifica “lo justo” de manera amigable. Estás controlando la profundidad con una manivela hidráulica, observando el ángulo a ojo, compensando manualmente el resorteo. No hay tope de hoja. No hay una superficie de sujeción ancha que distribuya la presión como al doblar una caja de pizza sobre un borde recto. Es un sistema de punto que fuerza la lámina dentro de una V.
Una vez intenté hacer pequeños soportes en U de aluminio preacabado en una prensa de 12 toneladas con un kit de freno atornillado. La primera pieza salió bien. En la segunda, calculé mal la profundidad por una fracción. El punzón tocó fondo más fuerte de lo que esperaba y dejó una ligera línea de pliegue más allá del radio de doblado. No fue catastrófico. Solo feo. Esa lámina era cara. Deseché el lote porque cada pieza tenía un ángulo y una marca distintos. La potencia no era el problema. El control y el soporte sí lo eran.
Puedes doblar metal en una prensa de taller sin duda. La pregunta es: ¿puedes doblar un recinto con cuatro lados de forma limpia, repetitiva y sin luchar contra el marco de la máquina?
Coloca una plegadora de caja y panel de 30 pulgadas en tu banco. Afloja la barra de sujeción. Retira dos dedos centrales. Deja un espacio de 6 pulgadas entre los segmentos. Aprieta sobre tu panel de modo que las futuras paredes laterales cuelguen en ese espacio.
Ahora gira la hoja.
Las dos primeras paredes caen entre los dedos mientras el tercer lado se levanta. Nada colisiona. La presión de sujeción se distribuye a lo largo de los dedos restantes, por lo que la línea de doblado se mantiene recta. No estás forzando la lámina dentro de una cavidad; la estás rotando en aire libre.
Ese es todo el secreto.
Los dedos removibles suelen venir en segmentos de 1 pulgada, 2 pulgadas, 3 pulgadas y más largos. Esa mezcla importa más que la tonelada publicitada. Te permite “programar” huecos físicos donde las pestañas necesiten pasar. Si tu recinto tiene una pared escalonada u offset, reacomodas los dientes. Sin dedos removibles, vuelves a las matemáticas de colisión.
¿Y la precisión? Verás afirmaciones de que las prensas hidráulicas o eléctricas pueden mantener tolerancias de micras. Cierto, en máquinas CNC de producción. Pero estamos hablando de recintos hechos a mano en un garaje. El error de tu cinta métrica es mayor que la diferencia entre la repetibilidad de un cilindro hidráulico y el tope manual de una plegadora de hoja. La especificación que importa en una plegadora manual no es la precisión micrométrica; es si la barra de sujeción se mantiene recta bajo carga y si los pasadores de las bisagras están lo bastante ajustados para evitar torceduras a lo largo de 30 pulgadas.
Dura verdad: para trabajos ligeros de recintos, la rigidez supera a la fuerza bruta siempre.
La clasificación de espesor es tu línea límite. Si la plegadora está honestamente clasificada para acero dulce calibre 18 en todo su ancho, se reirá del calibre 20 o 22. Si planeas doblar acero calibre 14 con regularidad, ya estás en territorio de prensa plegadora. Pero la mayoría de los recintos de garaje son de acero o aluminio calibre 18 a 22. Eso encaja perfectamente en el territorio de la plegadora manual de caja y panel. No compres capacidad que no usarás y luego sacrifiques la geometría de dedos que realmente necesitas.
Hace años, antes de saberlo, me fui por lo barato con una plegadora recta sin segmentación porque tenía una clasificación un poco más gruesa. Traté de hacer una bandeja electrónica de cuatro lados. El tercer doblez bloqueado por la barra de sujeción sólida. Forcé la pieza, pensando que podría engañar al espacio libre. Todo lo que hice fue deformar la segunda pestaña y arrugar la línea de doblado. La lámina se dobló justo en la esquina. Chatarra. Ahorré dinero en la herramienta y lo pagué en metal arruinado.
La plegadora de dedos de banco cuesta más al principio que un accesorio básico para prensa. Pero te da acceso repetible a formas tridimensionales, que es el objetivo completo de la fabricación de recintos.
Recorramos dos flujos de trabajo reales.
Con una prensa de taller: sácalo, fija la altura de la cama, instala el juego de matrices, centra el punzón, prueba el recorrido en una pieza de desecho, ajusta el ángulo y luego comienza a alimentar piezas una por una. Cada doblez significa alinear la línea de doblado bajo una punta de punzón estrecha. Si tu pieza gana paredes, estarás inclinando y calzando alrededor de los montantes.
Con un freno de dedos de sobremesa: afloja dos perillas, reacomoda los dedos, sujeta, tira de la hoja hasta un tope preestablecido. Gira la pieza. Sujeta. Tira de nuevo.
Sin pasadores de cama. Sin intercambio de matrices. Sin pelear con columnas.
Para un solo soporte, la diferencia de tiempo es pequeña. Para una carcasa única con cuatro lados y quizá una pestaña de retorno, la fricción de configuración de la prensa se complica. Y cada paso de configuración adicional es otra oportunidad de desalinear y estropear la cara terminada.
Verdad difícil: la comodidad no es pereza — es reducción de errores.
Una vez intenté agrupar pequeñas cajas de conmutador en una prensa porque pensé que el pistón hidráulico lo haría “profesional”. En la tercera pieza, estaba volviendo a verificar la alineación en cada doblez porque no confiaba en mi centrado visual. Los ángulos variaban un par de grados. Nada catastrófico. Solo lo suficiente para que las tapas no quedaran planas sin ajustar. Deseché dos piezas persiguiendo la consistencia que un tope de hoja me habría dado automáticamente.
La fuerza bruta se siente seria. Un kit manual dedicado se siente simple. Pero la simplicidad es exactamente lo que protege a los principiantes de convertir pequeños errores en chatarra costosa.
Así que aquí está el límite que no podemos evitar: ¿qué pasa cuando realmente necesitas un material más grueso que calibre 18 — y eso cambia la recomendación?
Sujetas una tira de 30 pulgadas de auténtico acero dulce calibre 16 en un freno de dedos ligero de sobremesa. Empujas la hoja. Se mueve, pero la línea de doblez en el centro se retrasa respecto a los extremos. Así que empujas más fuerte. Los pasadores de bisagra se quejan. La barra de sujeción se levanta un poco en el medio. Cuando la sueltas, el acero está doblado—solo que no uniformemente. La máquina tomó una forma que aún no puedes ver.
Ese es el momento en que los principiantes piensan: “Debí haber comprado hidráulicos.”
Verdad difícil: a veces deberías. Pero no tan a menudo como crees.
La pared física en un freno manual de dedos no es mística. Es palanca y deflexión de viga. La hoja es una palanca larga. La barra de sujeción y el marco son vigas. A medida que aumentan el grosor y la longitud de la curva, el momento de flexión requerido sube rápidamente. Si el marco de la máquina cede antes que la lámina, no doblas el acero—doblas el freno. Y una vez que un freno se deforma, nunca vuelve realmente a quedar cuadrado.
Entonces, ¿dónde exactamente está esa pared?
Imagina dos trabajos.
Trabajo uno: acero dulce calibre 16, 4 pulgadas de ancho. Trabajo dos: acero dulce calibre 20, 30 pulgadas de ancho.
La mayoría de los principiantes suponen que el primer trabajo es más difícil porque el metal es más grueso. En la práctica, el segundo trabajo puede someter más a un freno pequeño porque la carga se distribuye a lo largo de toda la anchura. La fuerza de doblado escala con el grosor, sí, pero también escala con la longitud del doblez. Duplica la longitud, duplicas la fuerza total tratando de levantar la barra de sujeción.
Un fabricante puede afirmar que un freno de dedos de servicio pesado puede manejar hasta unos 4 mm de acero dulce a lo largo de todo el ancho. Eso es territorio industrial. Tu kit importado $200 no es esa máquina. Tiene placas laterales más delgadas, pasadores de bisagra más pequeños y una barra de sujeción que se comporta como una regla ligeramente flexible. Bajo carga, el centro quiere levantarse.
Aprendí esa lección en un freno de 24 pulgadas que compré usado. Intenté plegar una bandeja de batería larga con lámina más gruesa de la que merecía. Los extremos llegaron a 90 grados. El centro se detuvo tal vez en 82. Giré más fuerte. La bandeja se dobló. También el freno. A partir de entonces, incluso los dobleces de calibre 20 tenían una ligera curva en el medio. No excedí el límite del metal. Excedí la rigidez de la máquina.
Esa es la verdadera variable: no solo el calibre, sino el calibre multiplicado por la longitud. Lo que significa que tu afirmación de “solo necesito calibre 16 ocasionalmente” necesita un segundo número después de ello—¿qué tan ancho?
Mantengámonos concretos.
Una plegadora de dedos de banco típica de 30 pulgadas, modelo $200, pesa quizá entre 70 y 90 libras. Placas laterales delgadas. Varillas de pivote pequeñas. La barra de sujeción suele ser una simple sección rectangular. Funciona bien para calibres de 18–22 en todo su ancho.
Al pasar a una máquina $600–$800 del mismo ancho, notarás tres cosas de inmediato: marcos laterales más gruesos, pasadores de bisagra más grandes y una viga de sujeción más profunda. Más masa donde se concentra el esfuerzo de flexión. Esa masa no es decoración: es resistencia a la deformación elástica.
Cuando realmente trabajas con calibre 16 (unos 1.5 mm) en piezas de 24–30 pulgadas, la plegadora barata se flexiona lo suficiente como para que el ángulo de doblado varíe a lo largo de la pieza. La plegadora más pesada se mantiene dentro de los límites elásticos, por lo que cuando sueltas la hoja, vuelve a su posición recta en lugar de quedar ligeramente arqueada.
La dura verdad: el calibre 16 es la línea divisoria donde la calidad de construcción deja de ser cosmética y empieza a ser estructural.
Ahora viene el detalle que los principiantes pasan por alto. Incluso los accesorios de plegado hidráulico para prensas de taller de 20 toneladas presentan el mismo problema de rigidez. Los que intentan doblar placas de 1/4 de pulgada sobre 6 pulgadas terminan reforzando el bastidor de la prensa con postes de 4×4 porque los montantes se abren. El émbolo tiene fuerza. El bastidor no tiene rigidez. La potencia sin rigidez solo traslada la deformación a otro lugar.
Así que, si tu verdadera necesidad es hacer dobleces frecuentes y de ancho completo en calibre 14 o 16, sí—el sistema hidráulico empieza a tener sentido. Pero solo si el bastidor que sostiene el émbolo está construido para resistir la apertura. De lo contrario, simplemente cambias un punto de flexión por otro.
Lo que nos lleva a otro problema que introduce el metal más grueso.
Dobla una tira de acero dulce calibre 16 a 90 grados. Suéltala. Se relaja unos pocos grados. Eso es el rebote elástico: recuperación elástica después de quitar la fuerza.
Ahora cambia esa lámina por acero inoxidable del mismo grosor. Mismo doblez. Mismo ángulo objetivo. Al soltarla, puede que rebote visiblemente más porque el acero inoxidable tiene mayor límite elástico. ¿Aluminio? Requiere menos fuerza para doblarse, pero puede agrietarse si el radio de doblado es demasiado pequeño.
En una plegadora manual de dedos, se compensa sobre-doblando ligeramente. Conoces tu máquina. Tal vez doblar a 92 grados te da un verdadero 90 en acero dulce. Es memoria muscular.
Las plegadoras hidráulicas contrarrestan esto con profundidad de émbolo controlada. Las máquinas industriales incluso lo ajustan en tiempo real. Eso sí es precisión. Si haces producción repetida con aleaciones mixtas, ese control importa.
Pero en un garaje fabricando cajas, normalmente trabajas con un solo material a la vez. Lo ajustas haciendo pruebas con retazos y sigues adelante. El mayor problema con material más grueso no es el rebote elástico, sino si tu plegadora puede físicamente sobre-doblar lo suficiente sin que el bastidor se tuerza.
Una vez intenté doblar dedos de acero inoxidable más gruesos para un panel personalizado porque “es solo una pieza”. Tiré de más para compensar el rebote elástico. El acero inoxidable se burló. Los dedos de la plegadora dejaron leves marcas de presión desigual porque la viga de sujeción se levantaba en el centro. Lámina costosa. Acabado arruinado. El problema no era la precisión del ángulo. Era la rigidez de sujeción bajo mayor carga.
Así que sí, las hidráulicas ganan en fuerza calculable y repetibilidad en aleaciones gruesas y de alta resistencia. Pero eso es un argumento de producción. No necesariamente un argumento de fabricación de cajas.
Y aunque tu plegadora sea lo suficientemente rígida, hay otro gremlin esperando en los dobleces largos.
Imagina apretar una prensa en C larga sobre una tabla. Los extremos se ajustan primero. El centro tarda más en asentarse. Una plegadora larga se comporta igual.
Bajo carga, la barra de sujeción y la hoja se flexionan ligeramente en el centro. ¿El resultado? El medio de un doblez de 30 pulgadas queda uno o dos grados corto. Eso es abombamiento—lo contrario de lo que deseas.
Las prensas industriales resuelven esto con sistemas de compensación ajustables que precargan intencionalmente la cama para que se aplane bajo la fuerza. Tus herramientas de garaje no tienen eso. Pero puedes engañar a la física.
En un freno de dedos manual, puedes calzar el centro debajo de la barra de sujeción con material delgado para precargarlo. O puedes hacer tu doblez un poco más allá de 90 ° en los extremos y dividir la diferencia. En dobleces cortos —anchos típicos de soportes— esto apenas se nota. En los lados de cubiertas de ancho completo con calibre más grueso, sí se nota.
Dura verdad: los dobleces largos, gruesos y de ancho completo son donde las máquinas livianas muestran sus límites.
Ahora estamos en el punto real de decisión. Si doblas regularmente calibre 14 en más de 30 pulgadas para piezas estructurales, estás fuera del territorio de frenos de dedos para aficionados. Ahí es cuando una prensa correctamente construida —o un freno manual muy pesado— se gana su espacio en el piso. Pasar a una plataforma CNC como la prensa plegadora CN-HAWE te lleva al territorio de verdadera producción, donde el tonelaje controlado, el posicionamiento repetible del tope posterior y las opciones de automatización están diseñadas para dobleces estructurales de ancho completo en lugar de proyectos ocasionales de taller.
Dado que el portafolio de productos de CN-HAWE es 100% basado en CNC y cubre escenarios de alto nivel en corte láser, plegado, ranurado y cizallado, si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Pero si tu trabajo consiste principalmente en cubiertas con algún soporte ocasional más grueso de menos de 6 pulgadas de ancho, no necesitas abandonar los dedos removibles y la geometría solo para perseguir el tonelaje. Necesitas igualar el espesor y la longitud con la rigidez de la máquina.
Lo que plantea la pregunta práctica: ¿cómo eliges una configuración sub‑$500 realista que no te engañe respecto al calibre 16?
Ya no estás comprando potencia. Estás comprando rigidez.
Si quieres un freno de dedos sub‑$500 que pueda soportar ocasionalmente calibre 16 sin convertirse en un plátano, esto es lo que realmente importa: peso real en los marcos laterales, pasadores de bisagra que no puedas flexionar con los dedos, una barra de sujeción que se vea profunda y robusta en lugar de plana y delicada, y una capacidad nominal que mencione calibre 16 a ancho parcial, no a lo largo de toda la cama. Ignora las afirmaciones brillantes sobre “compatible con 20 toneladas”. Eso es otro tipo de máquina.
Dura verdad: por debajo de $500, no estás comprando capacidad de calibre 16 de ancho completo —estás comprando una máquina que no se deformará permanentemente cuando dobles soportes de calibre 16 de 4 a 8 pulgadas de ancho.
Eso es suficiente para la mayoría de los proyectos de cubiertas de garaje.
Pero la mayoría de las cubiertas de garaje son de acero o aluminio calibre 18 a 22. Los momentos de calibre 16 suelen ser placas de bisagra, pestañas de montaje, bandejas de batería —dobleces cortos. Así que la pregunta real se convierte en: ¿cómo reconocer el freno que se flexionará elásticamente y volverá a su forma, en lugar de ceder y quedarse torcido?
Comienza con los marcos laterales. Son la columna vertebral.
Los marcos de hierro fundido se ven toscos, a veces incluso rugosos en los bordes, pero son gruesos y resisten la expansión bajo carga. Los marcos de acero soldado pueden ser excelentes, si usan placas lo suficientemente gruesas y refuerzos adecuados. En el mundo económico, sin embargo, “acero soldado” a menudo significa placas delgadas unidas para parecer industriales.
La flexión se esconde en los montantes.
Imagina doblar calibre 16 a lo largo de 10 pulgadas. La hoja quiere rotar. La viga de sujeción empuja hacia abajo. Los marcos laterales intentan separarse como las cubiertas de un libro que estás forzando a abrir. Si esos lados se desvían siquiera un milímetro, tu ángulo de doblez cambia a lo largo de la pieza. Si lo haces suficientes veces, los agujeros de pivote se ovalan. Ahora ya no tienes flexión. Tienes holgura.
Una vez compré una plegadora con marco soldado de ganga que parecía robusta en las fotos. Primer soporte real de calibre 16, tal vez de seis pulgadas de ancho, y sentí que el montante derecho cedía —no mucho, apenas un susurro. Para la tercera pieza, la hoja ya no volvía completamente plana. El marco no se había roto. Había cedido. Esa máquina se convirtió en especialista en calibre 18 de la noche a la mañana.
El peso es tu indicador tosco pero útil. Dos plegadoras de 30 pulgadas con la misma capacidad anunciada —una pesa 85 libras, la otra 140. La más pesada casi siempre es la más rígida. La masa es resistencia al esfuerzo de flexión. No es glamour. Es física.
Y no, un modelo con asistencia eléctrica bajo $500 no arregla mágicamente un marco endeble. Un motor puede tirar más fuerte que tus brazos. No puede hacer más gruesas las placas laterales delgadas.
Así que, una vez que hayas elegido el marco más pesado y rígido que puedas permitirte, ¿qué determina realmente si los bordes de tu caja salen limpios?
La alineación es donde los principiantes culpan a la herramienta por su propia impaciencia.
Los dedos desmontables son toda la razón de ser de una plegadora de cajas y paneles. Sin dedos desmontables, no hay esquinas de caja. Pero cada dedo debe quedar perfectamente al ras con sus vecinos y perfectamente perpendicular al borde de sujeción. Si uno queda apenas más bajo, la chapa se hunde allí durante el apriete. Al doblar, ese hundimiento se convierte en una onda.
Piensa en doblar la tapa de una caja de pizza. Si el borde de la caja está irregular, la línea de plegado se desvía. Mismo metal. Misma fuerza. Resultado diferente.
Los kits económicos rara vez llegan bien ajustados. Planea aflojar los tornillos de los dedos, deslizar una tira recta de chatarra a lo largo del borde de sujeción y golpear cada dedo hasta que toda la hilera se sienta como una superficie continua. Luego sujeta chatarra y haz una prueba de doblado. Ajusta. Repite. Esos son los verdaderos 15 minutos —a veces 30 si eres principiante.
Una vez arruiné un panel de aluminio preacabado porque confié en la alineación de fábrica. Un dedo estaba apenas lo suficientemente alto como para dejar una leve marca de presión en la cara durante el apriete. El ángulo de doblado estaba bien. La superficie no. Lección cara por saltarme las pruebas con chatarra.
Aquí está el giro que la mayoría pasa por alto: cambiar los dedos para un ancho de caja diferente lleva minutos. Más rápido que cambiar dados de plegadora en muchos casos. En un taller doméstico que fabrica cajas únicas, la velocidad de reconfiguración vence al tonelaje bruto casi siempre.
Lo que nos lleva a algo en lo que nadie piensa hasta el primer tirón fuerte.
Cuando tiras de la hoja con calibre 16, la plegadora no solo empuja hacia abajo el metal. Intenta levantarse del banco.
Esa fuerza hacia arriba sorprende a la gente.
La viga de sujeción empuja hacia abajo sobre la chapa. La hoja gira hacia arriba. Las fuerzas de reacción viajan por los pivotes hacia los marcos laterales y luego a los pernos de montaje. Si tu banco tiene una tapa ligera de contrachapado sobre patas de 2×4, todo el conjunto puede desplazarse hacia atrás o incluso inclinarse ligeramente durante un doblado fuerte.
He visto a personas culpar a “plegadoras débiles” cuando el verdadero culpable era un banco flexible que actuaba como un resorte bajo la herramienta.
Una vez monté una pequeña plegadora de hierro fundido en un banco de contratista con tirafondos en el contrachapado. Primer doblado serio de calibre 16, las patas traseras se levantaron lo suficiente para asustarme. La plegadora estaba bien. El banco no fue hecho para ese momento de levantamiento. Terminé usando pernos pasantes en una tapa reforzada unida a los montantes de la pared. Problema resuelto.
Dura verdad: tu plegadora es tan rígida como aquello a lo que está atornillada.
Coloca pernos pasantes con herrajes de grado 5 o 8. Usa arandelas grandes o placas de refuerzo debajo de la tapa del banco. Mejor aún, une el banco a la pared o al suelo si planeas trabajar con calibre 16 con frecuencia. No estás agregando potencia. Estás eliminando el último punto de flexión del sistema.
Y una vez que el marco está rígido, los dedos están alineados y el banco no se mueve, finalmente ves lo que un freno manual bien configurado puede hacer realmente, y lo que es igual de importante, dónde alcanza honestamente su límite.
Has reforzado el marco. Has alineado los dedos. Has atornillado la máquina a un banco que no se inmuta. Entonces, ¿hasta dónde llega realmente un freno de dedos sub‑$500 bien configurado antes de alcanzar su límite?
Aquí está la respuesta clara: dominará cualquier cosa en el rango de calibre 18–22 en anchos prácticos, manejará calibre 16 en tramos más cortos sin problema, y empezará a quejarse cuando le pidas un ancho completo de 16 o algo más grueso. No explotará. No se romperá. Solo se flexionará lo suficiente como para que la consistencia del ángulo y el esfuerzo se conviertan en los factores limitantes.
Ese es el límite real.
La parte no obvia es esta: ese límite tiene que ver con la geometría y el tramo, no con la fuerza bruta. Doblar calibre 16 a lo largo de 8 pulgadas es muy diferente que hacerlo a lo largo de 30. Misma espesor. Camino de carga totalmente distinto a través del marco. Una vez que ves eso, dejas de preguntar “¿Cuántas toneladas?” y empiezas a preguntar “¿Qué tan ancha es mi línea de pliegue?”
Lo que significa que la herramienta adecuada no se trata de lo que podrías hacer una vez, sino de lo que haces con más frecuencia.
Pero la mayoría de las carcasas de garaje son de acero o aluminio de calibre 18 a 22.
Cajas de ECU. Paneles de relés. Bandejas de batería. Pequeñas carcasas de control. Eso es trabajo tipo caja de pizza: cuatro lados hacia arriba, fondo plano, esquinas despejadas mediante dedos removibles para que el metal pueda doblarse sin chocar contra una mordaza sólida. Un freno manual de caja y bandeja fue diseñado exactamente para esa geometría.
La dura verdad: una prensa hidráulica no hace más fácil la geometría tipo caja. Solo hace que los pliegues rectos sean más fuertes.
Cuando escribes “kit de freno de dedos de prensa”, estás juntando nombres como si fueran versiones de equipamiento del mismo camión. Resuelven problemas distintos. El freno de dedos resuelve el problema de la holgura —permitiendo que las bridas ya dobladas cuelguen en el aire mientras formas el siguiente lado—. Un freno de prensa con una matriz en V resuelve el problema de la fuerza —empujando material grueso dentro de una abertura de matriz—.
Si el 80 % de tus proyectos se parecen a cajas de pizza plegadas hechas de calibre 20 o más delgado, un freno manual de dedos no es un compromiso. Es la respuesta correcta.
Una vez intenté “mejorar” un simple trabajo de carcasa de calibre 20 usando la prensa hidráulica de un amigo con una matriz genérica en V porque pensé que más potencia significaba pliegues más limpios. Olvidé la holgura de las bridas. El segundo pliegue aplastó la primera brida contra el hombro de la matriz y dejó una marca brillante justo en la superficie. El mismo metal que podría haber doblado limpiamente en un freno manual de dedos. Hoja cara, rayada sin beneficio alguno.
En condiciones reales, un freno económico de 30 pulgadas bien ajustado hará calibre 20 a todo su ancho todo el día. Hará calibre 18 sin quejarse. Hará calibre 16 en 10–12 pulgadas para soportes y pequeñas bandejas si haces fuerza y aceptas que estás cerca de su límite cómodo. Lo que no hará con elegancia es calibre 16 a ancho completo una y otra vez como si fuera una máquina de producción.
Si esa descripción suena como el 80 % de lo que construyes, ¿por qué estás buscando tonelaje que no vas a usar?
Ahora dale la vuelta.
Si no haces cajas, solo soportes rectos, pestañas, refuerzos, no necesitas dedos removibles en absoluto. Sin dedos removibles.
Un freno recto sólido es más rígido a lo largo del borde de sujeción porque no hay uniones entre segmentos. Menos juntas. Menos variables de alineación. Mejor distribución de carga. Para dobleces rectos, esa simplicidad es fortaleza.
Y aquí es donde los principiantes se confunden: los frenos de prensa tienen su propia curva de aprendizaje. Selección de matrices, anchura de la matriz frente al espesor del material, compensación del retorno elástico, tope trasero. Definitivamente puedes doblar soportes simples en una prensa. Pero para material delgado, un freno manual recto te da una retroalimentación táctil que se siente en las manos. Sabes cuándo el metal empieza a ceder. Te aproximas al ángulo poco a poco en lugar de adivinar la tonelada necesaria.
Una vez deformé una lámina de calibre 18 intentando “golpear” un doblez poco profundo para un soporte en una prensa con una matriz en V demasiado ancha. El metal se hundió más de lo que esperaba antes de ceder, y sobrepasé el ángulo en un abrir y cerrar de ojos. En una plegadora manual, habría sentido esa transición.
Si todo lo que haces son soportes rectos en calibres del 14 al 16, claro — una prensa plegadora empieza a tener más sentido. Pero si estás en el mundo de las láminas delgadas, los dedos desmontables son una complejidad innecesaria, y la fuerza hidráulica está resolviendo un problema que rara vez enfrentas.
¿Y si tu trabajo no se divide tan claramente?
Aquí es donde vive la toma de decisiones madura.
Verdad dura: no blindas el futuro de un taller doméstico comprando capacidad industrial que usarás dos veces al año.
Si la mayoría de tu trabajo son carcasas delgadas, compra la mejor plegadora manual tipo caja y panel que tu presupuesto permita y configúrala correctamente. Deja que domine ese mundo del calibre 18–20. Acepta que el calibre 16 a todo ancho es su límite superior, no su pan de cada día.
Luego, cuando necesites doblar una placa de 1/4 de pulgada o tiradas largas de calibre 14, alquila tiempo de prensa o paga a un taller local por esos dobleces específicos. Incluso con las prensas plegadoras eléctricas modernas cada vez más limpias y de menor mantenimiento, aún cuestan dinero real, ocupan espacio real, y solo se justifican cuando las alimentas con trabajo pesado constante.
Una vez traté de justificar la compra de un sistema hidráulico de 20 toneladas porque tenía dos proyectos de 3/16 de pulgada en el horizonte. Cuando terminé de calcular el costo de las herramientas y el refuerzo del piso que necesitaba, me di cuenta de que podría pagar a un taller para doblar esas piezas durante años antes de llegar al punto de equilibrio. Me quedé con mi plegadora manual. No me he arrepentido.
Aquí está la perspectiva que quiero que mantengas: separa en tu mente la geometría de la fuerza.
Plegadora manual con dedos = resuelve la geometría para cajas de lámina delgada.
Prensa plegadora = resuelve la fuerza para material grueso y escalamiento de producción.
Cuando dejas de mezclar esos conceptos en un mítico híbrido de “prensa plegadora con dedos”, la decisión de compra se vuelve aburrida de la mejor manera. Mira tus últimos diez proyectos. Cuenta cuántos fueron cajas tipo pizza de menos de calibre 20. Si ese número es ocho o más, ya sabes la respuesta.
Y si algún día esa proporción se invierte — si las placas gruesas se vuelven tu normalidad — eso no es un problema de actualización.
Es un taller diferente.


















