

午後11時47分、あなたは「油圧フィンガープレスブレーキアタッチメント」と書かれたリストを見つめています。写真には、ストレートパンチとダイを備えた基本的なプレスブレーキが映っています。取り外し可能なフィンガーはありません。隙間もありません。ただ、全体にわたる重い鋼のバーがあります。.
あなたは、フィンガーが隠れているかもしれないと思ってズームインします。.
彼らは違います。.
その混乱こそが、ガレージプロジェクトが金を失う原因です。.
厳しい真実:あなたは存在しない機械のカテゴリを探しており、その誤解があなたのエンクロージャープロジェクトが最初のクリーンボックスがベンチから出る前に停滞する理由です。.
私はかつてダクトを製造して生計を立てていました。週末に車のプロジェクトに移ったとき、油圧の力を加えることで自分の小さな手動ボックスとパンのブレーキを「アップグレード」できると思いました。私はコンパクトなモンスターを思い描きました—上に取り外し可能なフィンガー、下にボトルジャック、ペダルを踏んで16ゲージをピザボックスのように折りたたむ。効率的に聞こえます。しかし、業界はその理由でそれを作りません。.
なぜなら、あなたが解決しようとしている問題は力ではないからです。.
「空間」だからです。.
そして、あなたが頭の中でそれら二つを分けるまで、あなたはユニコーンを探し続けるでしょう。.

プレスブレーキはストレートパンチとストレートダイを中心に構築されています。ツーリングは全幅で動作します。それが全体のポイントです—金属を制御されたトン数でV字に押し込むのです。ブラケット、チャンネル、長い曲げに最適です。.
ボックスとパンのブレーキ—人々が「フィンガーブレーキ」と呼ぶもの—は、クランピングバーに取り外し可能なフィンガーがあります。いくつかを引き抜き、隙間を残すと、すでに形成した壁を潰すことなくボックスの側面を曲げることができます。ピザボックスを折りたたむようなものです:小さなタブとクリアランスが必要で、ただ圧力だけではありません。.
それらは二つの異なる設計哲学です。.
「フィンガープレスブレーキキット」と入力すると、同じトラックのトリムパッケージのように名前をぶつけ合っています。しかし、それらは違います。一方は油圧で力の問題を解決し、もう一方は取り外し可能なフィンガーとオープンスペースで幾何学の問題を解決します。.
メーカーは怠けているからハイブリッドを無視しているわけではありません。彼らは、ストレートな油圧プレスのセットアップを所定の位置に取り付けると、フィンガーが最初に役立つオープンアクセスを失うからそれを避けています。.
では、それを無視してガレージでそれを偽装しようとするとどうなるのでしょうか?
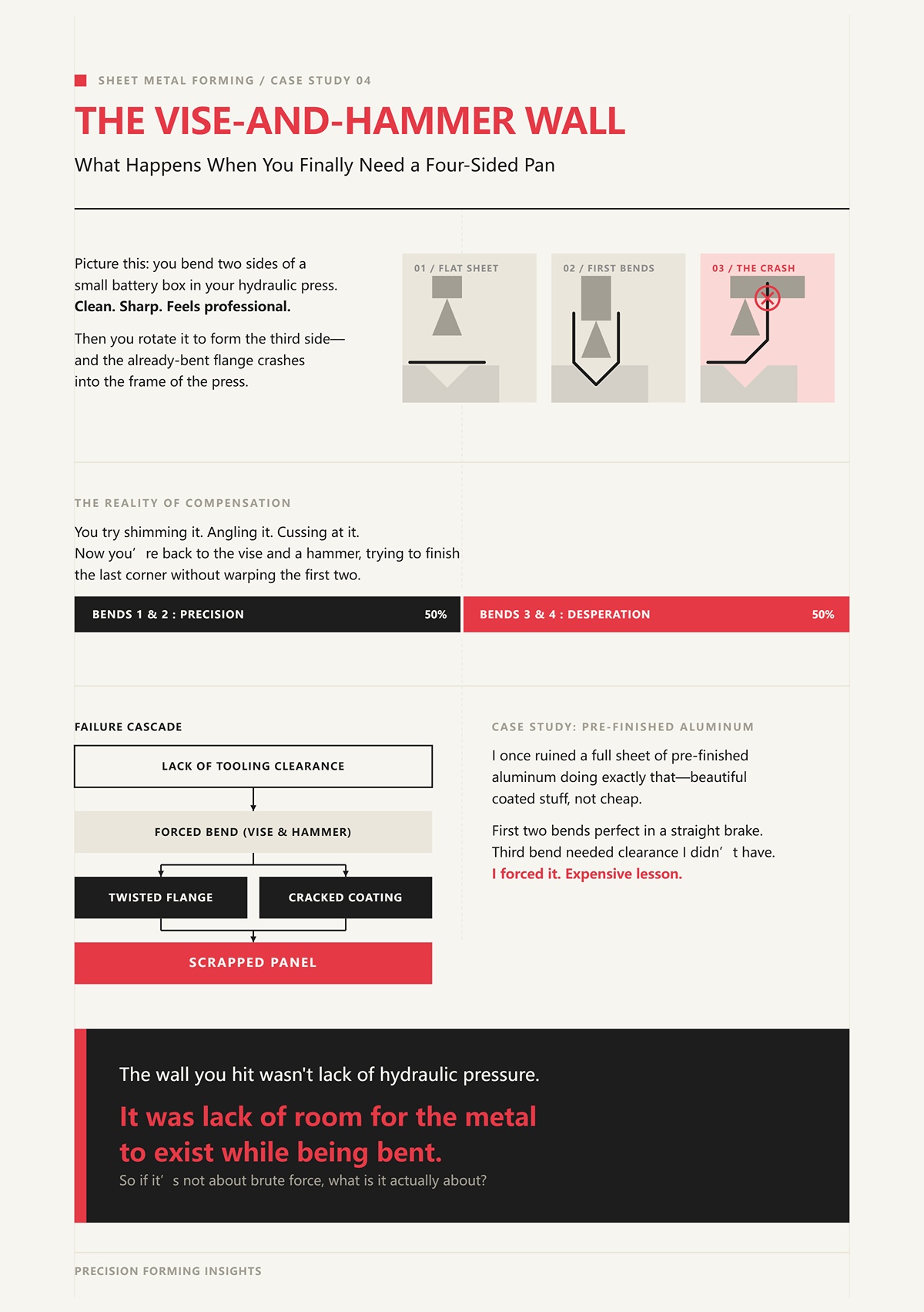
これを想像してください:油圧プレスで小さなバッテリーボックスの二つの側面を曲げます。クリーンで、シャープで、プロフェッショナルな感じです。次に、第三の側面を形成するために回転させると、すでに曲げたフランジがプレスのフレームにぶつかります。.
あなたはそれをシムで調整しようとします。角度をつけます。悪態をつきます。.
今、あなたはバイスとハンマーに戻り、最初の二つを歪めることなく最後のコーナーを仕上げようとしています。それは精度ではありません。それは絶望です。.
私はかつて、まさにそれをして、プレフィニッシュのアルミニウムのフルシートを台無しにしました—美しいコーティングのもの、安くはありません。最初の二つの曲げはストレートブレーキで完璧でした。三つ目の曲げにはクリアランスが必要でしたが、私はそれを持っていませんでした。無理に曲げました。フランジがねじれ、コーティングが割れ、全体のパネルが廃棄されました。高価な教訓です。.
あなたがぶつかった壁は、油圧圧力の不足ではありませんでした。.
それは、金属が曲げられている間に存在するためのスペースの不足でした。.
では、力任せではないとしたら、実際には何についてのことなのでしょうか?
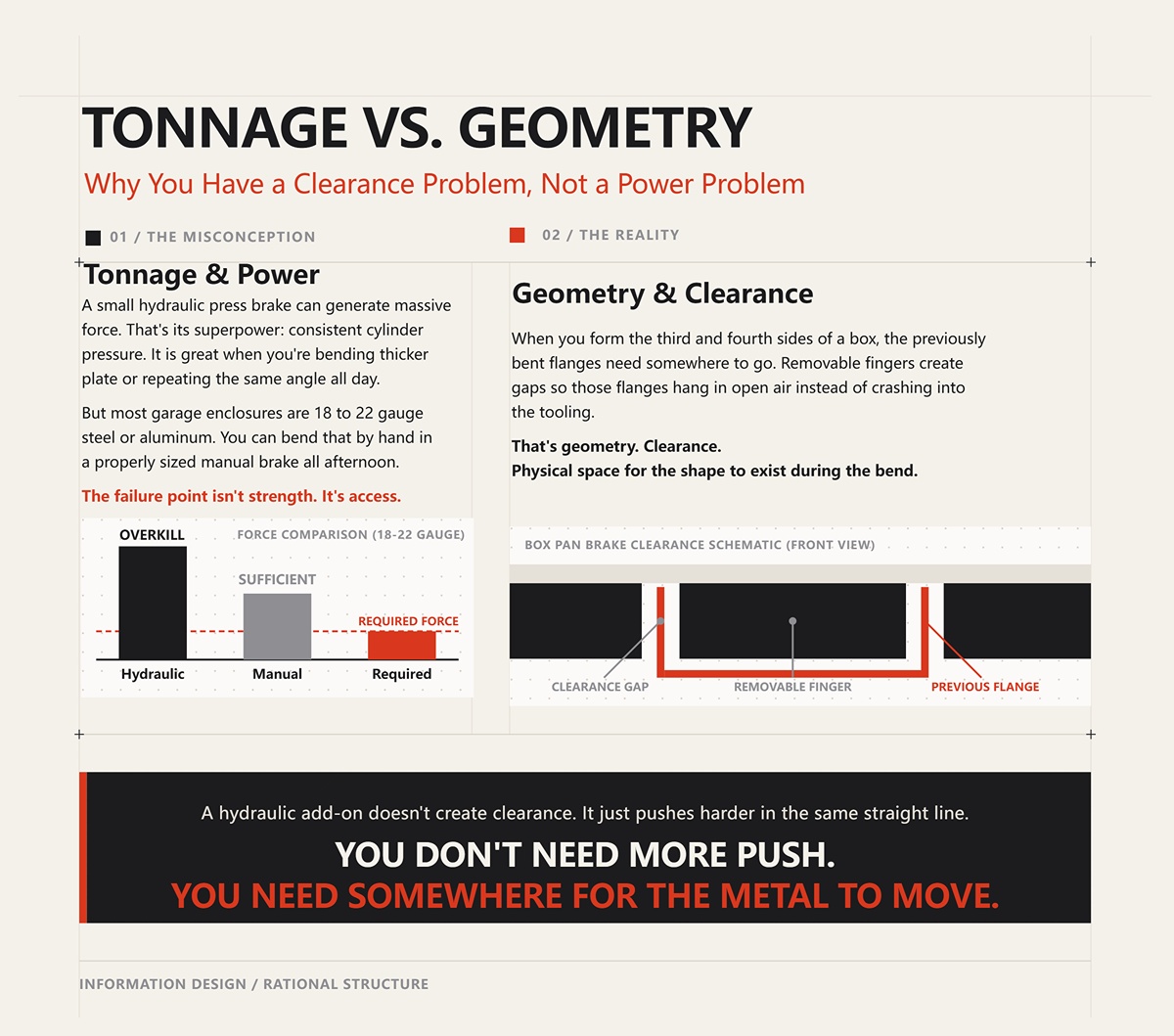
小型の油圧プレスブレーキは、あなたの腕が決して生み出すことのできないより多くの力を生成できます。それがそのスーパーパワーです:一貫したシリンダー圧力。厚いプレートを曲げたり、同じ角度を一日中繰り返したりする際に素晴らしいです。.
しかし、ほとんどのガレージの囲いは、18ゲージから22ゲージの鋼またはアルミニウムです。適切なサイズの手動ブレーキであれば、午後中それを手で曲げることができます。失敗点は強度ではありません。それはアクセスです。.
箱の三面目と四面目を形成するとき、以前に曲げられたフランジには行き場が必要です。取り外し可能なフィンガーは隙間を作り、そのフランジが工具にぶつかるのではなく、空中にぶら下がることを可能にします。それがジオメトリです。クリアランス。曲げの間に形が存在するための物理的なスペースです。.
油圧のアドオンはクリアランスを作り出しません。ただ同じ直線でより強く押すだけです。.
あなたはもっと押す必要はありません。.
金属が動く場所が必要です。.
ベンチの上に半完成のバッテリーボックスがあります。二つの側面が上向きで、コーナーはシャープです。それを真っ直ぐなブレーキにスライドさせて三面目を形成しようとすると、最初のフランジがクランピングバーにぶつかります。次の曲げをしようとすると、物理的に存在する場所がありません。.
それが幾何トラップだ。.
このセクションは、ガレージボックスの製造における失敗点が油圧パワーの不足ではなく、ジオメトリとアクセスであることを示しています。したがって、本当の質問は「どうやってもっと強く押すか?」ではなく、「金属に行き場を与えるにはどうすればよいか?」です。“
取り外し可能なフィンガーは、最も退屈で機械的な方法でその答えを提供します:それらは鋼を取り除きます。.
箱と鍋のブレーキの中央から二つのフィンガーを引き抜くと、隙間ができます。その隙間は空のスペースです。リーフを振り回して三面目を曲げると、すでに形成された壁がその隙間に落ち込み、工具にぶつかることはありません。これは、ピザボックスをスコアされたラインに沿って折りたたむのと、レンガで平らに押しつぶそうとするのとの違いです。.
一つの機械は形のためのスペースを作ります。.
もう一つはただ直線で力を加えます。.
では、どの曲げ機構が実際にあなたの測定が完璧でないときに許してくれるのでしょうか?
テープを読み間違えて、5-7/8インチではなく6インチの深さでパネルを切ったと想像してください。リーフブレーキ(箱と鍋の機械で使用されるヒンジ式エプロンスタイル)では、シートを直線のエッジに沿ってクランプし、リーフを上に回転させます。曲げ線は、クランプした場所によって定義されます。もし少しでもずれていたら、クランプを外して、少し動かして再度曲げます。金属はダイキャビティの中に閉じ込められていません。.
プレスブレーキのVダイは異なる方法で機能します。パンチがシートをV字型の開口部に押し込みます。曲げ角度はパンチの深さ、ダイの幅、材料の厚さに依存します。小さな計算ミスが積み重なります。フランジがすでに立ち上がってダイの肩に当たると、もう終わりです。「押して再試行」はできません。部品はツーリングによって箱詰めされているからです。.
厳しい真実:初心者はトン数チャートに苦労するのではなく、レイアウトのずれ、切り込みのミス、フランジの干渉に苦労します。.
リーフベンディングは物理的に許容範囲が広いです。シートは平らなクランプバーに沿って支持され、空中を振り回されます。完成した面を傷つける下のダイの肩は待っていません。これは、事前に塗装された鋼や柔らかいアルミニウムを扱う際に重要です。.
私はかつて友人の油圧プレスで標準のVダイセットを使って小さなECUエンクロージャーを形成しようとしました。最初の曲げはきれいでした。二回目の曲げも良好でした。三回目の曲げ?最初のフランジがダイの肩を越えて、目に見える面に明るく磨かれた傷を残しました。そのシートは安くありませんでした。またスクラップの山です。プレスは世界中の力を持っていましたが、私の幾何学には耐えられませんでした。.
さて、自問してみてください:リーフベンディングがセットアップにおいてより許容範囲が広いなら、ストレートブレーキができないことを removable fingers は何をしているのでしょうか?
ストレートブレーキを取ります。全幅にわたる一つの固体クランプバー。取り外し可能な指はありません。6x4x3インチの四面体の箱を形成しようとします。.
側面1を曲げます。良いです。.
側面2。良好です。.
側面3のために回転させると、最初の2つのフランジがクランプ面をブロックします。垂直の壁が邪魔をしているため、バーは閉じることができません。物理的に部品を再び平らにクランプすることはできません。.
それは角度の精度の問題ではありません。それは衝突の問題です。.
セグメント指は、クランプバーを調整可能な「歯」に変えることでそれを解決します。箱の壁が通過する必要がある中央の歯を取り外します。今、曲げ3のためにクランプすると、立っている壁が指の間に落ちて空中に入ります。ブレーキは残りのセグメントに沿ってクランプし続け、リーフはきれいに回転します。.
それはモジュラークリアランスです。.
しかし、ここで初心者はロマンチックになります:指ブレーキはカスタム形状に対して柔軟ですが、魔法ではありません。複雑な多角形のヘムや生産の再現性に苦労します。適切なツーリングを備えたプレスブレーキは、600回の曲げを行う工場では一日中指ブレーキを上回ります。それは現実です。生産において、Vダイへの再現可能なボトミングが勝ちます。.
しかし、あなたは二台の車が入るガレージで生産セルを運営しているわけではありません。.
あなたは一つのバッテリートレイ、二つのリレーボックス、場合によってはファンシールドを作っています。変動するバッチ。一品物。毎週末異なる寸法。そういう環境では、幾何学的アクセスが産業の再現性に勝ります。.
これが、私が毎月聞く言い訳に戻る理由です:「ええ、でも油圧があればもっと簡単になるでしょう。」“
本当にそうでしょうか?
18ゲージ鋼に対して評価された30インチの手動ボックス&パンブレーキの前に立ってください。20ゲージのストリップをクランプします。リーフハンドルをつかみます。おそらくハンドルで40〜60ポンドの力を加えており、それがレバーの長さによって掛け算されます。ヒンジの幾何学がそれを曲げラインに沿って数百ポンドに変換します。.
それはすでに材料が要求する以上のものです。.
しかし、ほとんどのガレージ囲いは18ゲージまたは22ゲージの鋼またはアルミニウムです。適切なサイズの手動ブレーキを使用すれば、材料の成形限界にはまったく達していません。ヒンジピン、クランプ圧、指の剛性が、油圧シリンダーを追加するよりも重要です。.
油圧は、厚い板をエアベンドしたり、数十の部品で同じ角度を追いかけたりする際に光ります。負荷の下での一貫性を解決します。.
すでに曲げられたフランジの間にクリアランスを作ることはありません。.
かつて、小型ブレーキにボトルジャックを追加すれば、より重い作業に「アップグレード」できると思っていました。実際には、フレームが曲がり、クランプバーがわずかに盛り上がるだけでした。構造がその点荷重に対して設計されていなかったからです。曲げは鋭くなりませんでした。むしろ不均一でした。金属にはもっと力が必要なわけではありませんでした。機械にはよりスマートなジオメトリーが必要でした。.
厳しい真実:薄いシート囲い作業に油圧を追加することは、ピザボックスを折るためにハンマーを持っていくようなものです。力強さを感じるでしょうが、実際の制約を解決することはできません。.
では、取り外し可能な指が衝突問題を解決し、手動のレバレッジがすでに力の要件を満たしている場合、神話のようなハイブリッドの代わりに実際に何を探すべきでしょうか?
あなたは工具の通路に立って、2つの価格タグを見つめています。.
1つは、18ゲージの軟鋼用に評価された、セグメント化された指を持つ30インチのベンチトップボックス&パンブレーキです。仕様書には、さまざまな幅の取り外し可能な指、最大90度の曲げ、リーフ調整ネジ、交換可能なヒンジピンが記載されています。.
もう1つは、「ブレーキアタッチメント」を備えた20トンのAフレームショッププレスです。基本的には、垂直支柱の間にボルトで固定するVダイとパンチです。.
どちらも金属を曲げると主張していますが、実際に四方囲いを完成させることができるのは1つだけです。.
「フィンガープレスブレーキキット」と入力すると、それらの名前を同じトラックのトリムパッケージのように一緒に押し込んでいます。しかし、それらは異なります。1つはクリアランスとジオメトリーを中心に構築されています。もう1つは垂直力を中心に構築されています。バッテリーボックス、リレイ囲い、ダッシュパネルを作成している場合 — 薄いシート、4つの曲げ、時にはヘム — 壁の間にアクセスすることがトン数よりも重要です。.
では、実際に何を探すべきでしょうか?
18〜22ゲージの鋼またはアルミニウムで囲い作業を行う場合、短いリストはシンプルです:さまざまな幅のセグメント化された指、少なくとも30インチの作業幅、現実的な18ゲージ鋼の評価(「最大20ゲージ」ではなく)、繰り返し角度用の調整可能なリーフストップ、圧力下で真っ直ぐに走るクランプバー。その他はノイズです。.
なぜそのリストにプレスアタッチメントが含まれていないのですか?
典型的な20トンショッププレスの内部を想像してください。2つの垂直支柱。異なる高さに固定するベッド。真下に押し込むボトルジャック。.
今、Vダイセットをボルトで固定します。.
あなたは鋼の柱の間に狭い峡谷を作りました。シートは前から滑り込む必要があり、ラムの下に中央に置かれ、固定されたVの開口部に向かって下向きに曲がります。それはフラットなブラケットには問題ありませんが、半分形成されたボックスには悪夢です。.
6×6パネルの片側を90度上に曲げます。次に、2回目の曲げのためにその部分を回転させてみてください。最初のフランジが上に突き出て、曲げラインが金型の中心線に達する前にプレスの垂直部にぶつかります。機械が物理的に妨げています。.
これは理論的な話ではありません。ある機械工のフォーラムにいるホームファブリケーターは、17トンの油圧機械プレスブレーキと35トンの空気圧プレスブレーキを所有しています — 本格的な機器です — それでも彼は18ゲージの作業のために4フィートのフィンガーブレーキを保持しています。プレスが力を欠いているからではありません。部品が立ち上がり始めると、プレスにアクセスできなくなるからです。.
厳しい真実:Aフレームプレスアタッチメントは、必要以上の力を与え、手に入るアクセスを減らします。.
そして、その力はあなたがやっていることに対して過剰です。20トンのプレスは40,000ポンドの力に相当します。24インチの幅で20ゲージの軟鋼を曲げるには、そのごく一部で済みます。特にエアベンディングでは。しかし、プレスは「ちょうど十分」を優しく供給しません。ジャッキハンドルで深さを制御し、目で角度を見て、手動でスプリングバックを補正しています。リーフストップはありません。ピザボックスを直線のエッジに沿って折るように圧力を分散させる広いクランプ面もありません。それはシートをV字に押し込むポイント駆動システムです。.
私はかつて、ボルトオンブレーキキットを使って12トンのプレスで仕上げ済みのアルミニウムから小さなUブラケットを作ろうとしました。最初の部品はまあまあの出来でした。2つ目は、深さをわずかに誤って判断しました。パンチが予想以上に底に達し、曲げ半径を超えて微かな折り目が残りました。致命的ではありません。ただ見栄えが悪いだけです。そのシートは高価でした。すべての部品がわずかに異なる角度と目印を持っていたため、バッチを廃棄しました。力が問題ではありませんでした。制御とサポートが問題でした。.
金属をショッププレスで曲げることは絶対に可能です。問題は:四方のエンクロージャーをきれいに、繰り返し曲げることができるか、機械のフレームと戦わずにできるかです。
30インチのボックス&パンブレーキをベンチに設置します。クランピングバーを緩めます。中央の2つのフィンガーをスライドさせます。セグメント間に6インチの隙間を残します。パネルを締め付けて、将来の側壁がその隙間にぶら下がるようにします。.
今、リーフを回転させます。.
最初の2つの壁がフィンガーの間に落ち、3つ目の側が上がります。何も衝突しません。クランピング圧力は残りのフィンガーに分散されるため、曲げラインはまっすぐに保たれます。シートを空洞に押し込むのではなく、空気中で回転させています。.
それが全てのゲームです。.
取り外し可能なフィンガーは通常、1インチ、2インチ、3インチ、またはそれ以上のセグメントで提供されます。その組み合わせは、マーケティングのトン数よりも重要です。フランジが通過する必要がある物理的な隙間を「プログラム」することができます。あなたのエンクロージャーにオフセットまたは段差のある壁がある場合、歯を再配置します。取り外し可能なフィンガーがない場合、衝突の数学に戻ります。.
精度についてはどうでしょうか?油圧式または電動プレスブレーキがミクロン単位の公差を保持できると主張することがあります。これは真実です — CNC生産機械において。しかし、私たちは手作りのガレージエンクロージャーについて話しています。あなたの巻尺の誤差は、油圧ラムの再現性と手動リーフストップの違いよりも大きいです。手動ブレーキで重要なのはミクロン精度ではなく、クランピングバーが荷重の下でまっすぐであるか、30インチにわたってねじれを避けるためにヒンジピンが十分に締まっているかです。.
厳しい真実:軽量ゲージのエンクロージャー作業では、剛性が生のトン数に勝ります。.
厚さの評価はあなたの境界線です。ブレーキがその全幅で18ゲージの軟鋼に対して正当に評価されているなら、20ゲージや22ゲージを笑い飛ばします。もしあなたが定期的に14ゲージの鋼を曲げる予定なら、あなたはプレスブレーキの領域にいます。しかし、ほとんどのガレージエンクロージャーは18から22ゲージの鋼またはアルミニウムです。それは明確に手動ボックス&パンの領域にあります。使用しない容量を購入し、その後実際に必要なフィンガーの形状を犠牲にしないでください。.
何年も前、もっと賢くなる前に、私はセグメンテーションのないストレートブレーキを安く手に入れました。少し厚い評価があったからです。四方の電子機器トレイを作ろうとしました。3回目の曲げは固いクランピングバーによってブロックされました。私はクリアランスを誤魔化せると思って無理に押し込みました。私がしたのは、2つ目のフランジを歪ませ、曲げラインにしわを寄せることだけでした。シートは角で折れました。廃棄物です。私はツールでお金を節約しましたが、壊れた金属でその代償を払いました。.
ベンチトップフィンガーブレーキは、基本的なプレスアタッチメントよりも初期コストが高いです。しかし、それは三次元の形状への繰り返し可能なアクセスを提供します — これがエンクロージャー製造の全てのポイントです。.
2つの実際のワークフローを見てみましょう。.
ショッププレスを使用する場合:それを出して、ベッドの高さをピンで固定し、ダイセットを取り付け、パンチを中心に合わせ、スクラップでストロークをテストし、角度を調整し、部品を1つずつ供給し始めます。各曲げは、狭いパンチ先端の下に曲げラインを整列させることを意味します。部品が壁を持つ場合、あなたは垂直部の周りで角度をつけたり、シムを入れたりしています。.
ベンチトップフィンガーブレーキを使用するとき:2つのノブを緩め、フィンガーを再配置し、クランプし、リーフをプリセットストップまで引きます。パーツを回転させます。クランプします。再度引きます。.
ベッドピンなし。ダイの交換なし。コラムとの戦いなし。.
1つのブラケットの場合、時間の差は小さいです。4面とおそらくリターンヘムを持つ一回限りのエンクロージャーの場合、プレスセットアップの摩擦が蓄積します。そして、各追加のセットアップステップは、仕上げ面をずらしたり傷つけたりする別のチャンスです。.
厳しい真実:便利さは怠惰ではない — それはエラーの削減です。.
かつて、私はプレスで小さなスイッチボックスをバッチ処理しようとしました。油圧ラムが「プロ」になると思ったからです。3つ目のパーツでは、視覚的なセンタリングを信頼できなかったため、各曲げでアライメントを再確認していました。角度は数度異なりました。壊滅的ではありませんでした。ただ、ふたが調整なしでは平らに座らない程度でした。一貫性を追求する中で、リーフストップが自動的に提供してくれたであろう2つの部品を廃棄しました。.
生のトン数は真剣に感じます。専用の手動キットはシンプルに感じます。しかし、シンプルさこそが初心者を小さなミスを蓄積して高価なスクラップにすることから守るのです。.
では、私たちが回避できない境界は何でしょうか:実際に18ゲージよりも厚い材料が必要な場合はどうなりますか — それは推奨事項を変えますか?
真の16ゲージの軟鋼の30インチのストリップを軽量のベンチトップフィンガーブレーキにクランプします。リーフに寄りかかります。動きますが、中央の曲げ線は端に遅れます。だから、もっと強く寄りかかります。ヒンジピンが文句を言います。クランピングバーが中央で少し持ち上がります。リリースすると、鋼は曲がっていますが — 均等ではありません。機械はまだ見えないセットを取っています。.
それが初心者が「油圧を買うべきだった」と思う瞬間です。“
厳しい真実:時にはそうすべきです。しかし、あなたが思うほど頻繁にはありません。.
手動フィンガーブレーキの物理的な壁は神秘的ではありません。それはレバレッジとビームのたわみです。リーフは長いレバーです。クランピングバーとフレームはビームです。厚さと曲げ長さが増すと、必要な曲げモーメントは急速に上昇します。機械のフレームがシートよりも先に屈曲すると、鋼を曲げるのではなく、ブレーキを曲げます。そして、一度ブレーキが曲がると、決して本当に真っ直ぐには戻りません。.
では、その壁は正確にどこにありますか?
2つの仕事を想像してください。.
仕事1:16ゲージの軟鋼、幅4インチ。仕事2:20ゲージの軟鋼、幅30インチ。.
ほとんどの初心者は、金属が厚いため、仕事1の方が難しいと考えます。実際には、仕事2は全幅にわたって荷重が分散されるため、小さなブレーキにより大きなストレスを与える可能性があります。曲げ力は厚さに比例してスケールしますが、曲げ長さにも比例します。長さが倍になると、クランピングバーを持ち上げようとする総力も倍になります。.
メーカーは、重-dutyフィンガーブレーキが全幅で約4 mmの軟鋼を処理できると主張するかもしれません。それは産業用の領域です。あなたの$200輸入キットはその機械ではありません。それは薄いサイドプレート、小さなヒンジピン、そしてやや柔軟な定規のように振る舞うクランピングビームを持っています。負荷がかかると、中央が持ち上がりたがります。.
私は、中古で購入した24インチのブレーキでその教訓を学びました。必要以上に厚いシートから長いバッテリートレイを折ろうとしました。端は90度に達しました。中央はおそらく82度で止まりました。もっと強くクランクしました。トレイは曲がりました。ブレーキも曲がりました。それ以来、20ゲージの曲げでも中央に浅い腹ができました。私は金属の限界を超えたわけではありません。私は機械の剛性を超えました。.
それが本当の変数です:ゲージだけでなく、ゲージに長さを掛けたものです。つまり、「私は時々16ゲージが必要なだけ」と主張する場合、その後に2番目の数値が必要です — どれくらいの幅ですか?
具体的に考えましょう。.
典型的な30インチの$200ベンチトップフィンガーブレーキは、約70〜90ポンドの重さがあります。薄いサイドプレート。小さなピボットロッド。クランピングバーはしばしば単純な長方形のセクションです。18〜22ゲージの全幅でうまく機能します。.
同じ幅の$600〜$800機械にステップアップすると、すぐに3つのことに気づきます:より厚いサイドフレーム、より大きなヒンジピン、そしてより深いクランピングビーム。曲げ応力が集中する場所により多くの質量があります。その質量は装飾ではなく、弾性変形に対する抵抗です。.
実際の16ゲージ(約1.5 mm)を24〜30インチで曲げると、安価なブレーキは十分にたわむため、曲げ角度が長さに沿って変わります。重いブレーキは弾性限界内に留まるため、リーフを解放すると、わずかにアーチ状のままではなく、真っ直ぐに戻ります。.
厳しい真実:16ゲージは、構造品質が装飾的なものから構造的なものに変わる境界線です。.
さて、初心者が見逃すひねりがあります。20トンのショッププレス用の油圧プレスブレーキのアドオンでも、同じ剛性の問題に直面します。6インチの1/4インチプレートを曲げようとする人々は、垂直部材が広がるため、4×4のポストでプレスフレームを補強します。ラムには力がありますが、フレームには剛性がありません。剛性のない力は、変形を他の場所に移動させるだけです。.
したがって、実際に必要なのが頻繁で全幅の14または16ゲージの曲げであるなら、はい—油圧は意味を持ち始めます。しかし、そのラムを支えるフレームが広がりに抵抗するように作られている場合のみです。そうでなければ、1つのたわみポイントを別のものに交換しただけです。.
これが、厚い金属が引き起こす別の問題を提起します。.
16ゲージの軟鋼のストリップを90度に曲げます。解放します。数度戻ります。これがスプリングバックです—力を取り除いた後の弾性回復です。.
同じ厚さのステンレス鋼のシートと交換します。同じ曲げ。同じ目標角度。解放すると、ステンレスは降伏強度が高いため、目に見えて戻るかもしれません。アルミニウム?曲げるのに必要な力は少ないですが、曲げ半径が狭すぎると割れることがあります。.
手動フィンガーブレーキでは、わずかにオーバーベンドして補償します。機械を学びます。おそらく、リーフを92度に曲げると、軟鋼で真の90度になります。これは筋肉の記憶です。.
油圧プレスブレーキは、制御されたラムの深さでこれに対抗します。産業用機械は、飛行中に調整さえします。それが真の精度です。混合合金での繰り返し生産を行う場合、その制御は重要です。.
しかし、ガレージでエンクロージャーを作る場合、通常は一度に1つの材料で作業します。スクラップで調整して次に進みます。厚い材料に関するより大きな問題はスプリングバックではなく、フレームがねじれずに十分にオーバーベンドできるかどうかです。.
私は一度、カスタムパネルのために厚いステンレスフィンガーを曲げようとしました。「それはただの一枚です」と言って。スプリングバックに対抗するためにオーバープルしました。ステンレスは笑いました。ブレーキのフィンガーは、不均一な圧力から淡い目印を残しました。クランピングビームが中央で持ち上がっていたからです。高価なシート。仕上げが台無しになりました。問題は角度の精度ではありませんでした。高負荷下でのクランピング剛性でした。.
したがって、はい、油圧は厚く高強度の合金における計算可能な力と再現性で勝ちます。しかし、それは生産の議論です。自動的にエンクロージャーの議論ではありません。.
そして、たとえブレーキが十分に剛性があっても、長い曲げに待っているもう1つの問題があります。.
板の上に長いCクランプを締めることを想像してください。端が最初に食い込みます。中央は座るのに時間がかかります。長いブレーキも同じように動作します。.
負荷がかかると、クランピングバーとリーフが中央でわずかにたわみます。その結果?30インチの曲げの中央は1度か2度不足します。それがクラウンであり、あなたが望むものとは逆です。.
産業用プレスブレーキは、ベッドを意図的にプリロードして力がかかると平らになる調整可能なクラウンシステムでこれを解決します。あなたのガレージの工具にはそれがありません。しかし、物理を欺くことはできます。.
手動フィンガーブレーキでは、クランピングバーの下に薄い材料で中央をシムすることでプリロードできます。または、端で曲げを90度を少し超えるようにして差を分けることもできます。短い曲げ—典型的なブラケット幅—では、これがほとんど目立ちません。厚いゲージのフル幅エンクロージャーの側面では、目立ちます。.
厳しい真実:長く、厚く、フル幅の曲げは、軽量機械がその本性を明らかにする場所です。.
さて、私たちは本当の決断のポイントにいます。構造部品のために30インチで14ゲージを定期的に曲げているなら、あなたは趣味のフィンガーブレーキの領域を超えています。その時、適切に作られたプレスブレーキ—または非常に重い手動ブレーキ—がその床面積を正当化します。CNCプラットフォームに踏み込むことは CN-HAWEプレスブレーキ 真の生産領域に移行することであり、制御されたトン数、繰り返し可能なバックゲージ位置決め、そしてフル幅の構造曲げのために設計された自動化オプションが提供されます。.
CN-HAWE の製品ポートフォリオはすべて CNC ベースの 100% であり、レーザー切断、曲げ、溝入れ、シャーリングといったハイエンドな用途をカバーしています。次のステップとしてチームに直接相談する場合は、, お問い合わせ が自然な流れとなります。.
しかし、あなたの作業が主にエンクロージャーで、時折6インチ未満の厚いブラケットを扱う場合、トン数を追い求めるために取り外し可能なフィンガーやジオメトリを放棄する必要はありません。厚さと長さを機械の剛性に合わせる必要があります。.
これが実用的な質問を設定します:16ゲージについて嘘をつかない現実的なサブ-$500セットアップをどのように選ぶのですか?
あなたはもう馬力を探しているわけではありません。あなたは剛性を探しています。.
時折16ゲージを耐えられるサブ-$500フィンガーブレーキが必要なら、実際に重要なのは次のことです:側フレームの実際の重さ、指で曲げられないヒンジピン、平らで華奢ではなく深くて頑丈に見えるクランピングバー、そして16ゲージに言及する定格容量が 部分幅, であり、フルベッドではありません。「20トン互換」などの光沢のある主張は無視してください。それは別の動物です。.
厳しい真実:$500未満では、フル幅16ゲージの能力を購入しているわけではありません — あなたは4インチから8インチ幅の16ゲージブラケットを曲げるときに永久的にたわまない機械を購入しています。.
それはほとんどのガレージエンクロージャーには十分です。.
しかし、ほとんどのガレージエンクロージャーは18から22ゲージの鋼またはアルミニウムです。16ゲージの瞬間は通常、ヒンジプレート、マウントタブ、バッテリートレイ — 短い曲げです。したがって、実際の質問はこうなります:弾性的にたわんで元に戻るブレーキをどのように見分けるのか、屈曲してねじれたままにならないのか?
まず側フレームから始めます。彼らは脊椎です。.
鋳鉄フレームは粗野に見え、時にはエッジが粗いこともありますが、厚くて負荷の下で広がるのを抵抗します。溶接鋼フレームは優れている場合があります — もし十分な厚さのプレートと適切なガセットを使用しているなら。しかし、予算の世界では、「溶接鋼」はしばしば工業的に見えるように縫い合わされた薄いプレートを意味します。.
たわみは立ち上がりに隠れています。.
16ゲージの板を10インチで曲げることを考えてみてください。葉は回転したがっています。クランピングビームは下に押し込みます。サイドフレームは、本を無理に開こうとしているように、離れようとしています。もしその側面が1ミリメートルでもたわむと、曲げ角度が長さにわたって変わります。それを何度も繰り返すと、ピボット穴が楕円形になります。今や柔軟性はなく、遊びが生じています。.
私はかつて、写真では頑丈に見えるお買い得な溶接フレームのブレーキを購入しました。最初の本格的な16ゲージのブラケットはおそらく6インチ幅で、私は右側の垂直部がわずかにたわむのを感じました。あまり大きくはなく、ただのささやきのように。3つ目の部品では、葉が完全に平らに戻らなくなりました。フレームは割れていませんでした。屈曲していました。その機械は一晩で18ゲージの専門家になりました。.
重量は粗雑ですが便利な代理指標です。同じ広告された能力を持つ2つの30インチブレーキ — 一方は85ポンド、もう一方は140ポンドです。重い方がほぼ常に剛性が高いです。質量は曲げ応力に対する抵抗です。華やかさではありません。物理学です。.
そして、$500未満の電動アシストモデルが脆弱なフレームを魔法のように修正することはありません。モーターはあなたの腕よりも強く引っ張ることができますが、薄い側板を厚くすることはできません。.
したがって、あなたが手に入れられる最も重く、最も剛性のあるフレームを選んだら、実際にあなたのエンクロージャーのエッジがきれいに仕上がるかどうかを決定するのは何ですか?
アライメントは、初心者が自分の忍耐のなさのせいで道具を非難する場所です。.
取り外し可能な指は、ボックスとパンブレーキが存在する全ての理由です。取り外し可能な指がなければ、エンクロージャーのコーナーはありません。しかし、各指は隣接する指と完全にフラッシュで、クランピングエッジに対して完全に直角でなければなりません。もし一つが少し低いと、クランピング中にシートがそこに沈みます。曲げると、その沈みが波になります。.
ピザボックスの蓋を折りたたむことを考えてみてください。ボックスのエッジが不均一であれば、折り目のラインが迷います。同じ金属。同じ力。異なる結果。.
予算キットは、ほとんどの場合、最初から調整されて到着することはありません。指のボルトを緩め、クランピングエッジに沿ってまっすぐな廃材のストリップをスライドさせ、各指を叩いて、全体の列が一つの連続した表面のように感じるまで調整することを計画してください。それから廃材をクランプし、テスト曲げを行います。調整します。繰り返します。それが本当の15分です — 新しい場合は時々30分かかることもあります。.
私はかつて、工場のアライメントを信頼したために、プレフィニッシュされたアルミパネルを台無しにしました。一つの指がわずかに突出していて、クランピング中に表面にかすかな圧力線を残しました。曲げ角度は問題ありませんでした。表面はそうではありませんでした。廃材テストをスキップしたための高価な教訓です。.
ほとんどの人が見逃す反転があります:異なるボックス幅のために指を交換するのは数分です。多くの場合、プレスブレーキのダイを変更するよりも早いです。1回限りのエンクロージャーを作るホームショップでは、再構成の速度が生のトン数をほぼ常に上回ります。.
これが誰も考えないことを引き起こします、最初の強い引っ張りがあるまで。.
16ゲージの葉を引っ張ると、ブレーキは金属を下に押すだけではありません。それは自らを作業台から持ち上げようとします。.
その上向きの力は人々を驚かせます。.
クランピングビームはシートに下向きに押し込みます。葉は上に回転します。反作用力はピボットを通ってサイドフレームに伝わり、次にあなたの取り付けボルトに伝わります。もしあなたの作業台が2×4の脚の上に軽い合板の天板であれば、全体のアセンブリは重い曲げの間に後方に傾いたり、わずかに傾いたりすることがあります。.
私は「弱いブレーキ」を非難する人を見たことがありますが、実際の犯人は道具の下でバネのように作用する柔軟な作業台でした。.
私はかつて、小さな鋳鉄製のブレーキを合板にラグスクリューで取り付けた請負業者の作業台に取り付けました。最初の本格的な16ゲージの曲げで、後ろの脚が私を怖がらせるほど持ち上がりました。ブレーキは問題ありませんでした。作業台はその上向きのモーメントに対応するようには作られていませんでした。私は最終的に壁のスタッドに結びつけられた補強された天板に通しボルトで取り付けました。問題は解決しました。.
厳しい真実:あなたのブレーキは、それが取り付けられているものと同じくらい剛性があります。.
グレード5またはグレード8のハードウェアを使用したスルーボルト。ベンチトップの下に大きなワッシャーまたはバックプレートを使用してください。16ゲージを定期的に扱う予定があるなら、ベンチを壁や床に固定するのがベストです。パワーを追加しているわけではありません。システム内の最後のフレックスポイントを閉じているのです。.
フレームが硬くなり、指が整列し、ベンチが動かないと、適切に設定された手動ブレーキが実際に何ができるのか、そして同じくらい重要なことに、どこで本当に限界が来るのかをようやく見ることができます。.
フレームを強化しました。指を整列させました。動かないベンチにしっかりと固定しました。では、適切に設定されたサブ$500フィンガーブレーキは、壁にぶつかる前にどれだけの距離を進むことができるのでしょうか?
ここでの明確な答えは、実用的な幅で18〜22ゲージの範囲のものはすべて扱い、短いスパンで16ゲージをドラマなしで処理し、フル幅の16ゲージやそれ以上の厚さを要求すると文句を言い始めるということです。爆発することも、壊れることもありません。ただ、角度の一貫性と努力が制限要因になるほどに柔軟性が出るだけです。.
それが正直な限界です。.
明白でない部分はこれです:その限界は生の強さではなく、幾何学とスパンに関するものです。8インチで16ゲージを曲げることは、30インチで16ゲージを曲げることとは異なる動物です。同じ厚さですが、フレームを通る負荷の経路はまったく異なります。それを理解すると、「何トン?」と尋ねるのをやめ、「私の曲げラインはどれくらいの幅ですか?」と尋ね始めます。“
つまり、正しいツールは一度だけ行うかもしれないことではなく、あなたが最も行うことに関するものです。.
しかし、ほとんどのガレージエンクロージャーは18〜22ゲージの鋼またはアルミニウムです。.
ECUボックス。リレーパネル。バッテリートレイ。小さな制御ハウジング。それはピザボックスの作業です — 四方を立ち上げ、底を平らにし、金属が固い顎にぶつからないように取り外し可能な指で角をクリアにします。手動のボックスとパンのブレーキは、まさにその幾何学のために作られました。.
厳しい真実:油圧プレスはボックスの幾何学を簡単にするわけではありません。単に直線的な曲げを強化するだけです。.
「フィンガープレスブレーキキット」と入力すると、同じトラックのトリムパッケージのように名前を組み合わせてしまいます。それぞれ異なる問題を解決します。フィンガーブレーキはクリアランスを解決します — 以前に曲げたフランジが次の側を形成する間に空中にぶら下がることを許可します。Vダイを持つプレスブレーキは力を解決します — 厚い材料をダイの開口部に押し込むことです。.
もし80%のプロジェクトが20ゲージまたはそれ以下の折りたたまれたピザボックスのように見えるなら、手動フィンガーブレーキは妥協ではありません。それが正しい答えです。.
かつて、もっとパワーがあればきれいな曲げができると思い、友人の油圧プレスに一般的なVダイを使ってシンプルな20ゲージのエンクロージャーの仕事を「アップグレード」しようとしたことがあります。フランジのクリアランスを忘れていました。2回目の曲げで最初のフランジがダイの肩に押しつけられ、顔全体に明るい傷が残りました。同じ金属を手動フィンガーブレーキできれいに折りたたむことができたのです。高価なシートが、何の得にもならずに傷ついてしまいました。.
現実の条件下では、調整された30インチの予算ブレーキは、フル幅の20ゲージを一日中処理できます。18ゲージも文句なしで処理します。10〜12インチで16ゲージをブラケットや小さなトレイのために扱うことができますが、それには力を入れ、快適な限界に近いことを受け入れる必要があります。優雅にできないのは、フル幅の16ゲージを何度も繰り返し処理することです。.
その説明があなたが作る80%のものに似ているなら、なぜ使わないトン数を探しているのですか?
では逆に考えてみましょう。.
もしあなたがボックスを作っていないなら — ただまっすぐなブラケット、タブ、ガセット — 取り外し可能な指は全く必要ありません。取り外し可能な指は不要です。.
ソリッドなストレートブレーキは、セグメント間に継ぎ目がないため、クランプエッジ全体でより硬くなります。接合部が少なく、整列の変数が少なく、負荷の分配が良くなります。直線的な曲げにとって、そのシンプルさは強さです。.
初心者がつまずくのはここです:プレスブレーキには独自の学習曲線があります。金型の選択、金型の幅と材料の厚さの関係、スプリングバックの補償、バックゲージ。プレスで簡単なブラケットを曲げることは絶対にできます。しかし、薄い材料の場合、手動のストレートブレーキは手に感じる触覚的フィードバックを提供します。金属が降伏する瞬間がわかります。トン数を推測するのではなく、角度に近づいていきます。.
かつて、V型金型が広すぎるプレスセットアップで浅いブラケットの曲げを「タップ」しようとして、18ゲージのシートを歪ませたことがあります。金属は予想以上に深く沈み込み、降伏する前に角度をオーバーシュートしてしまいました。手動ブレーキであれば、その移行を感じ取れたでしょう。.
もしあなたの作業が14ゲージから16ゲージのストレートブラケットだけなら、確かにプレスブレーキはより理にかなってきます。しかし、薄いシートの世界にいるなら、取り外し可能なフィンガーは必要のない複雑さであり、油圧の力はめったに直面しない問題を解決しています。.
では、あなたの作業がそんなにきれいに分かれていなかったらどうしますか?
ここが大人の意思決定が存在する場所です。.
厳しい真実:年に二回しか使わない産業用の能力を購入しても、自宅の工房を未来に備えさせることはできません。.
もしあなたの作業のほとんどが薄いエンクロージャーであれば、予算が許す限り最高の手動ボックス&パンブレーキを購入し、正しくセットアップしてください。それが18–20ゲージの世界を支配させましょう。フル幅の16がその上限であり、日常の糧ではないことを受け入れてください。.
その後、1/4インチのプレートや14ゲージの長いランを曲げる必要があるときは、プレス時間をレンタルするか、地元のファブショップに特定の曲げを依頼してください。現代の電動プレスブレーキがよりクリーンでメンテナンスが少なくなっているとはいえ、実際にはお金がかかり、実際の床面積を占有し、安定した重作業を与えたときにのみ利益をもたらします。.
かつて、3/16インチのプロジェクトが二つ控えていたため、20トンの油圧セットアップを購入する正当性を見出そうとしました。工具の価格を見積もり、それに必要な床面積を強化しているうちに、その部品を曲げるために何年もショップに支払うことができると気づきました。手動ブレーキを維持しました。後悔はしていません。.
ここで持ち帰ってほしい視点があります:力と幾何学を頭の中で分けて考えてください。.
手動フィンガーブレーキ = 薄いシートボックスの幾何学を解決します。.
プレスブレーキ = 厚い材料と生産スケーリングの力を解決します。.
それらを神話的な「フィンガープレスブレーキ」ハイブリッドに混ぜるのをやめると、購入の決定が最良の方法で退屈になります。最後の10プロジェクトを見てください。20ゲージ未満のピザボックスがいくつあったか数えてみてください。その数が8以上であれば、あなたはすでに答えを知っています。.
もしいつかその比率が逆転した場合 — 重いプレートがあなたの通常の作業になる場合 — それはアップグレードの問題ではありません。.
それは異なる工房です。.


















