

最初の10個の部品は完璧に見える。ヘムは平らで、ぴったりと締まり、販売用パンフレットの写真撮影に十分なほどきれいだ。.
200枚のパネルを加工した後、光にかざしてみるとそこに現れる――乾いた地面の断層のように外周半径を走る髪の毛ほどの割れ目。同じ型。同じ設定。同じオペレーター。では何が変わったのか?
もし答えが「平らなトップが十分に平らでない」にあると思うなら、あなたはすでにスクラップ置き場に向かって歩いている。.
私は、良いオペレーターが単段のヘミングダイを忠犬のようになでて、「平らなトップ。きれいに均一。これで大丈夫だ」と言うのを何度も見てきた。その考え方は、軟鋼が主流で引張強度が 340MPa の引張強度. 程度だった頃には通用した。素材は伸び、降伏し、許容してくれた。.
現代の自動車外板?あなたは 980MPa の引張強度 を見つめ、ヘムが平らに見えることに満足している。.
平らなトップが示すのは表面で起きたことだけだ。あの激しい、予曲げと平坦化を同時に行う一撃の間に、金属繊維内部で何が起きたかは全く示してくれない。そしてそこから問題が始まる。.
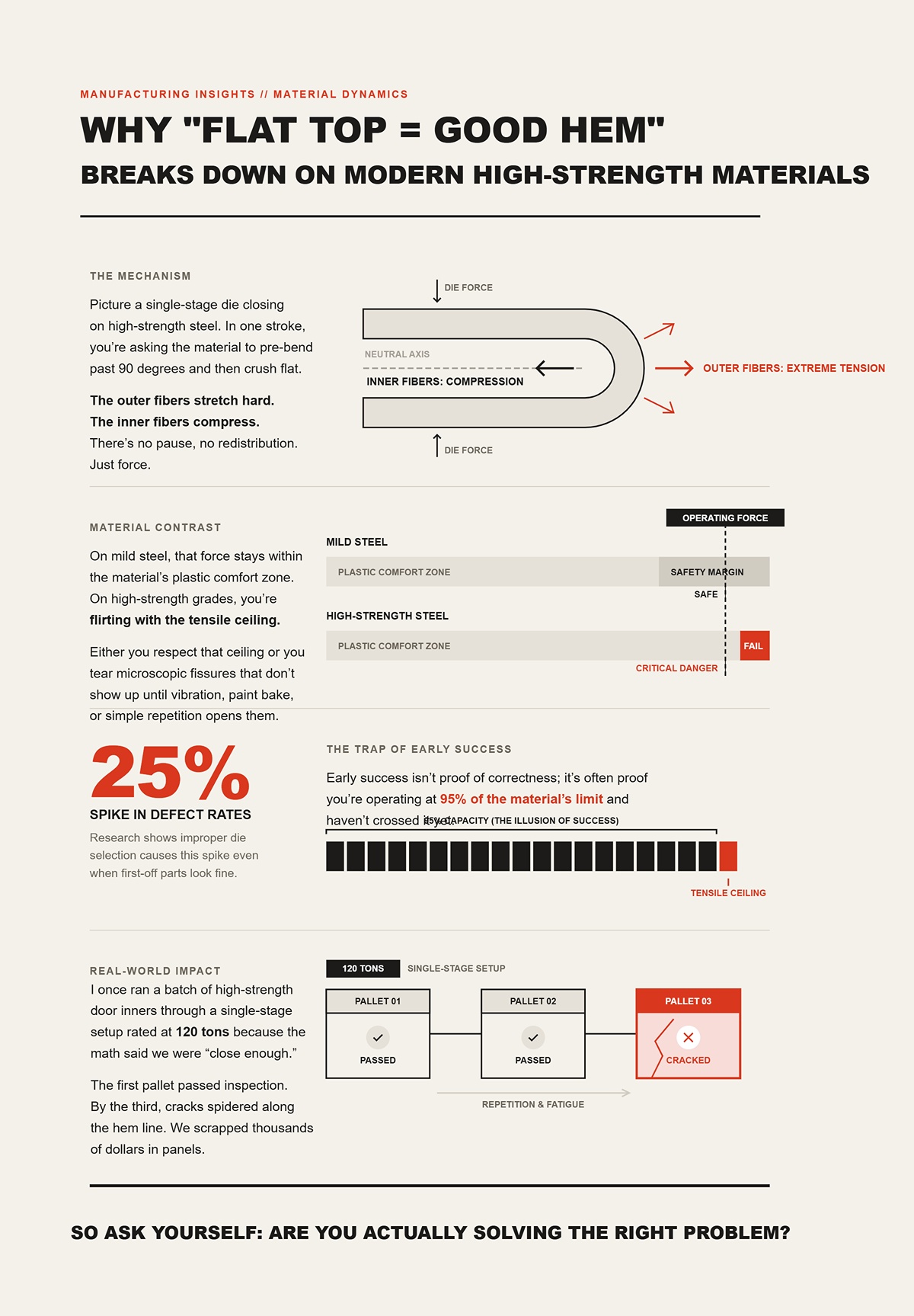
高強度鋼に単段ダイが閉じるところを想像してみてほしい。一撃で素材に90度を超える予曲げをさせ、さらに押しつぶして平らにする。外側の繊維は強く伸び、内側の繊維は圧縮される。間はなく、再分布もない。単なる力だ。.
軟鋼では、その力は素材の塑性の許容範囲内に収まる。高強度鋼では、引張強度の天井と危うい関係になる。その天井を尊重するか、あるいは微細な亀裂を引き裂くか――それは振動や塗装焼き付け、単純な繰り返し作業によって開くまで表に現れない。.
不適切なダイ選択が、初期の部品が正常に見える場合でも欠陥率を25%に跳ね上げるという研究がある。これが罠だ。初期の成功は正しさの証明ではないことが多く、実際には素材の限界の95%まで運転しており、まだ限界を超えていないだけなのだ。.
かつて私は、高強度ドアインナーを単段仕様の設備で処理したことがある。 120トン 計算上「ほぼ大丈夫」だからと信じたのだ。最初のパレットは検査に合格した。3パレット目には亀裂がヘムラインに沿って蜘蛛の巣のように広がった。平らなトップを信じ、引張強度の限界を無視したために、何千ドルものパネルを廃棄した。その教訓は安くなかった。.
だから自問してほしい:本当に正しい問題を解決しているのか?
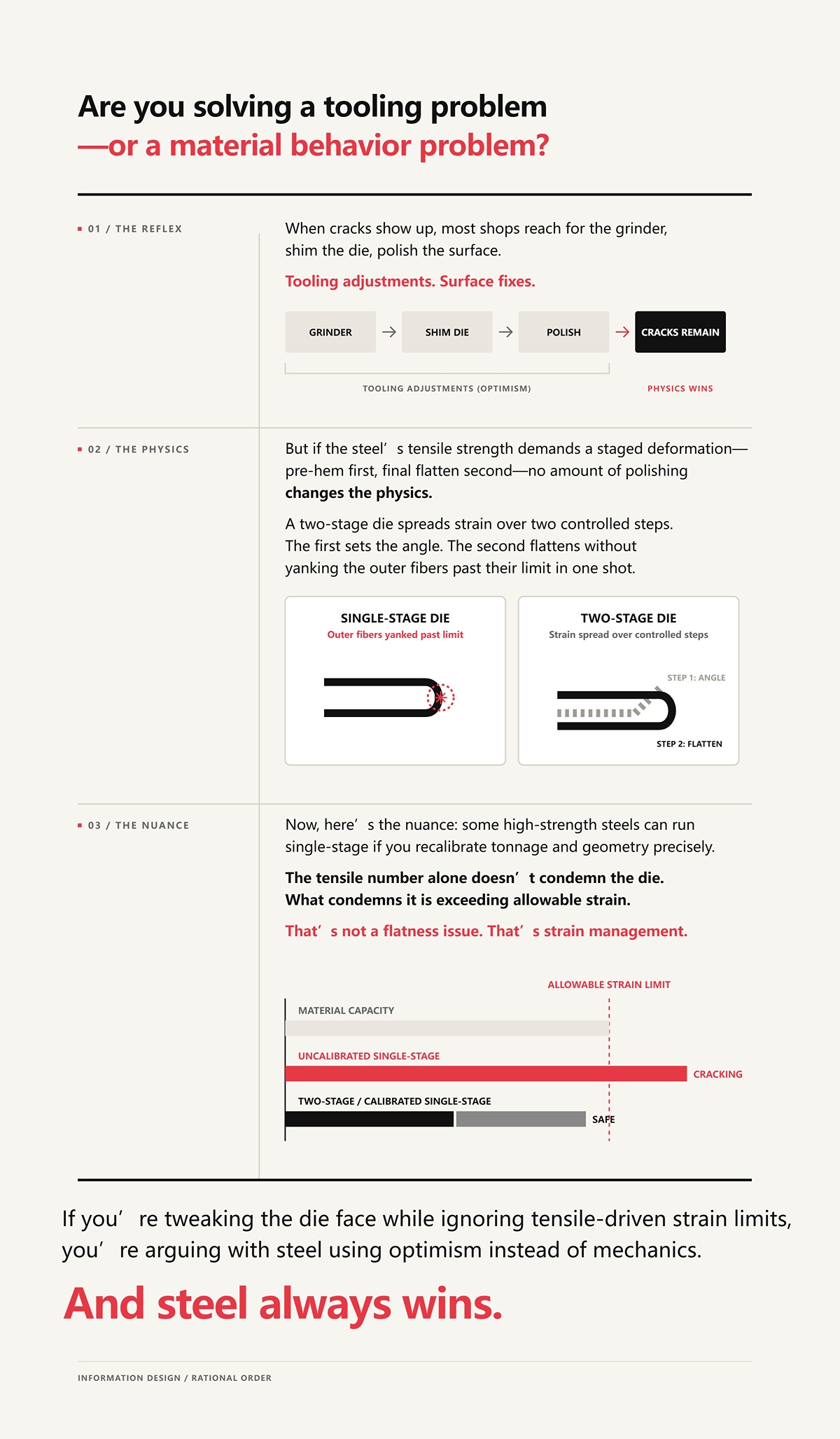
亀裂が現れると、多くの工場はグラインダーを手に取り、ダイにシムを挟み、表面を研磨する。工具調整。表面修正。.
しかし、鋼の引張強度が段階的な変形――まずプリヘム、次に最終フラット化――を要求する場合、どれほど研磨しても物理法則は変わらない。2段階の金型は、ひずみを2つの管理されたステップに分散させる。第1段階で角度を設定し、第2段階で外側繊維を一度に限界を超えて引っ張ることなく平坦にする。.
ここに微妙な点がある。高強度鋼の中には、加圧力と形状を正確に再調整すれば単段でも加工できるものがある。引張強度の数値そのものが金型を否定するわけではない。問題なのは、その複合動作中に材料の許容ひずみを超えてしまうことだ。.
それは平坦度の問題ではない。それはひずみの管理の問題だ。.
引張で決まるひずみ限界を無視して金型面を調整しているなら、それは力学ではなく楽観主義で鋼と議論しているようなものだ。.
そして鋼はいつも勝つ。.
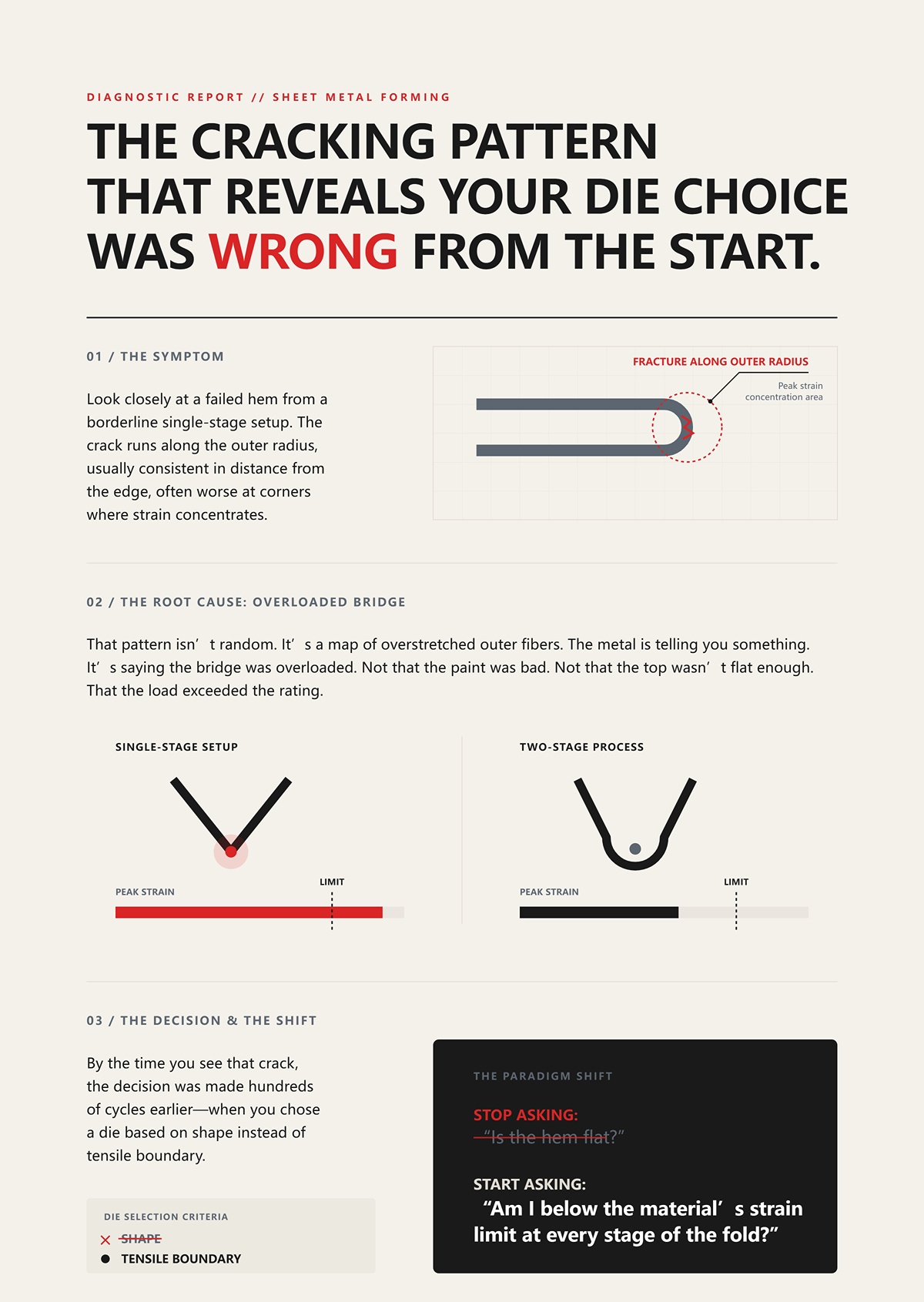
境界ぎりぎりの単段設定で失敗したヘムをよく観察してみよう。亀裂は外側半径に沿って走り、エッジから一定距離で発生し、ひずみが集中するコーナー部分でよりひどくなることが多い。.
そのパターンは偶然ではない。過剰に引き伸ばされた外側繊維の地図だ。2段階工程であれば、最初の曲げでピークひずみを減らし、平坦化が始まる前に応力を低減できていたはずだ。.
金属は何かを伝えている。「橋が過負荷だった」と。塗装が悪かったわけでも、上面が十分に平らでなかったわけでもない。荷重が定格を超えていたのだと。.
その亀裂を目にする頃には、決断はすでに何百サイクルも前――形状で金型を選び、引張限界で選ばなかったその時――になされている。.
だから必要な転換はシンプルで厳しい。「ヘムは平らか?」ではなく、「各段階で材料のひずみ限界を下回っているか?」と問うことだ。“
各段階で材料のひずみ限界を下回っていることをどう確認すればいいか、知りたいか?
まずは曲げ半径と引張強度の数値から始めよう。もし1.2mmの鋼をヘム加工していて 980MPa の引張強度, 、予備曲げ中の有効内半径が厚さの約1倍を下回るなら、すでに外側繊維のひずみが15〜20%付近に達している。これは推測ではない。曲げにおける外側ひずみは、おおよそ「板厚 ÷(内半径の2倍)」で求められる。半径を半分にすれば、ひずみは倍増する。鋼はあなたの自信のほどなど気にしない。.
その予備曲げと最終プレスを一度も止めることなく連続して行うところを想像してみてほしい。.
単段金型では、材料は90度を超えて曲げられ、最初の曲げでまだ弾性負荷を受けた状態のまま押しつぶされる。休止はない。応力再分配もない。蓄積したひずみだけが残る。そしてその蓄積ひずみが材料の塑性許容量を超えたとき、 980MPa の引張強度 顕微鏡的な微小亀裂が、測定器で異常が確認されるずっと前に発生し始める。.
だから真の比較は速度ではない。その構造が、金属にダメージの間で「緩む余地」を与えるのか、それとも「傷を積み重ねる」のか、という点だ。.
単工程でのヘム加工をゆっくり行い、側面のプロファイルを観察します。ポンチが下降すると、板材はまずダイの縁を中心に回転し始めます。中立軸—板厚の中でひずみがゼロの層—は、外側繊維に引張応力がかかるにつれて内側半径側へと移動します。.
その後、ダイはさらに下降を続けます。.
中立軸がきれいな30〜45度のプレヘム位置で安定する前に、フラットトップ形状によって脚部が潰れるよう強制されます。ここで材料は単なる曲げではなく、押し潰され、寝かされながら逆方向への再曲げも受けています。ひずみ状態が純粋な曲げから曲げと圧縮の複合へと変化するため、中立軸は再び急激に移動します。.
外側繊維に対し、曲げを形成するために伸ばさせ、そのうえで脚部を平らにする際の追加変位にも対応させようとしているのです—最初の曲げで生じた引張応力を解放することなく。単一のストロークで、外側繊維に伸展と圧潰を同時に求めている—高強度鋼はその要求を許しません。.
このセットアップで割れたヘムを切断すると、破断線は最終的な平坦部分ではなく、元の曲げの外半径をなぞります。これは、破壊が見た目の平坦化ではなく、ピークの引張ひずみ中に始まったことを示しています。.
では、この2つの事象を同じ機械的瞬間に押し込むのをやめたら、何が変わるでしょうか?
適切な二工程ダイは、まず定義されたV開口で通常30〜45度の鋭角を成形します。このV開口は重要です。Vを広くするとレバーアームが長くなり、必要なトン数が減少すると同時に曲げがより大きな半径に分散されます。Vが狭いと必要トン数は急増します。力を集中させすぎると、軟鋼でさえ不満を漏らします。.
第1工程では、内側半径を制御します。外側繊維のひずみを計算します。それを材料の破断伸びと照らし合わせます。もし1.2 mmの, 980MPa の引張強度 鋼板が、例えば破断まで12%の真ひずみを安全に耐えられるのであれば、その第1曲げをその値を十分下回る—例えば8〜9%程度に—設計します。保守的で退屈ですが、利益が出ます。.
そしてラムを解放します。.
その解放は形式的なものではありません。これによって弾性エネルギーが放散されます。中立軸は新しい位置で安定します。残留応力は厚み全体に再配分され、積み重ならないようになります。.
第2工程はもう一つの攻撃的な曲げではありません。それは平らな面同士の制御された圧縮です。外側繊維はもはや曲率を生み出すために伸ばされることはなく、接触へと導かれます。ひずみモードが異なり、引張要求も低くなります。.
二工程の構造とは、弾性エネルギーの管理です。作業者の好みでも、単なる伝統でもありません。管理なのです。.
ここで、高強度パネルを一日中加工するときに初めて直面する実務上の頭痛の種が登場します。.
初めの鋭角成形の間、材料は単に下向きに曲がるわけではありません。横方向にも動こうとします。この横方向推力は、引張強度と板厚が増すにつれて大きくなります。なぜなら蓄積される弾性エネルギーがより高くなるからです。 980MPa の引張強度, 、この横方向力は礼儀正しいものではありません。.
基本的なスライド式二工程ダイは機械的なクリアランスに依存します。位置合わせがずれていたり、潤滑が不均一だと、横方向推力で上部セクションが傾き、表面を傷つける恐れがあります。左右でヘム厚さが不均一になる形でそれを感じるでしょう。.
スプリング式二分割ダイは移行を異なる方法で処理します。上部セクションは自身のVでプレヘムを形成します。トン数が増すとスプリングが圧縮され、上部アセンブリがガイド付きの位置合わせを維持したまま平坦化状態へと移行します。ダイ自体が横方向の衝撃の一部を吸収し、フレームへの伝達やショルダー部分での固着を防ぎます。.
それが重要なのは、ジャミングは単なる迷惑ではないからだ。バインディングは局所的な圧力分布を変化させる。圧力分布が変われば局所的なひずみも変わる。局所的なひずみが変われば、引張限界を守るか、バッチを廃棄するかの二択になる。.
これは境界線だ:もしあなたの構造がステージ1で半径を制御できず、ステージ2の前に弾性エネルギーを解放できず、局所的な圧力を急上昇させずに横方向の推力を管理できないなら、単一工程は高強度鋼に対する賭けだ。二段工程はそれを回避するための技術だ。.
だから次の質問は「どの金型が速いか?」ではない。“
こうだ:あなたの特定の板厚と 引張強さ の数値で、各ステージにおける外繊維の最大ひずみが材料限界を下回ることを、数学的かつ機械的に証明できるか?それとも最初の10個がきれいに見えることをあてにしているだけか?
鋼を切る前に、外繊維の最大ひずみをどう計算するかを知りたくなるはずだ。ひびが入った後ではなく。.
嘘をつかない唯一の数値から始めよう:曲げにおける外繊維の真ひずみ ≈ 板厚 ÷ (2 × 内側半径)。.
厚さ1.2mmの板を単一工程で内側半径0.6mmにヘミングする場合、1.2 ÷ (2 × 0.6) = 1.0。表面での工学的ひずみは100%だ。真ひずみに換算しても、自動車用の高強度鋼板が耐えられない数値に近い。軟鋼で 引張強さ45,000 PSI なら、延性に余裕があるため、くびれながらも生き残れるかもしれない。同じ形状を 引張強さ80,000 PSI 以上に押し付ければ、延性は崩壊する。プレスのサイクルがどれだけ速くても、数学は容赦しない。.
さらに、単一工程金型の実際の挙動を考慮しよう:半径を形成するだけではない。その脚部をただちに潰して再び平らに曲げるため、行程中に有効半径が縮まる。設計上のきれいな0.6mm半径は荷重下で0.4mmになる。計算をやり直すと:1.2 ÷ (2 × 0.4) = 1.5。そのピークは材料が荷を解放する前に発生する。これは効率ではない。ひずみの増幅だ。.
では、単一工程が実際に有効なのはどんな場合か?
板厚0.8mmの低炭素鋼を想像してみよう。引張強さは 40,000~50,000 PSI, で、材料厚さに近い真の内側半径を持つ金型でヘミングする。同じ式を使うと:0.8 ÷ (2 × 0.8) = 0.5。外繊維で50%の工学的ひずみは高く聞こえるかもしれないが、低炭素鋼板は引張試験で30%を超える伸び率を持ち、曲げ時に板厚方向へひずみを再分配できることを思い出せば納得できる。さらに板厚の6倍のV開口を設ければ、ナイフエッジ半径を強制するのではなく、導くことになる。.
その条件、薄板・軟鋼・広い開口では、単一工程でのストロークは許容ひずみの範囲内に収まる。外側繊維は確かに伸ばされるが、延性の限界を超えて引きずられたり、同時に押しつぶされたりはしない。形状が寛容で、材料も寛容であり、構造が板材の吸収できる限界以上に負荷を重ねない設計になっている。.
そのときにこそ単工程が輝く。サイクルが短く、部品が少なく、保守も簡単だ。.
しかし、その単純さを享受できるのは、材料に余裕がある場合だけだ。.
もし余裕がなかったらどうなるか?
1.4 mm のデュアルフェーズ鋼を例に取ろう。 引張強さ80,000 PSI. 典型的な全伸びはおよそ 12〜14 % だろう。これこそが本当の限界であり、証明書に記された引張強度の数字ではない。.
有効内半径 0.7 mm のヘムを設計する。計算上は、1.4 ÷ (2 × 0.7) = 1.0 で、平坦化前の表面ひずみは 100 % に達する。中立軸の移動を考慮して多少低く見積もっても、12〜14 % には到底届かない。その範囲を何倍も上回っており、単工程のピーク曲げ時には完全に超過している。すぐに割れないのは、ひずみが局所化し再分配されるためだ――だが、そのうちはまだいい。.
外観ギャップを制御しようとダイを締めると、負荷時の作動半径が小さくなり、ひずみは再び急上昇する。ここで橋の比喩は通用しなくなる。許容荷重内にとどまるか、コンクリートを割るかのどちらかだ。モチベーションでは物理法則は変えられない。.
現場からの報告:おおよそ 引張強さ80,000 PSI 自動車用ヘムで板厚が 1.2 mm を超えるあたりから、本当の単工程構造を維持するには、(a) ダイを大幅に開いて半径を増やす――その結果、加圧力と摩耗が増大する――か、(b) 外側繊維のひずみが材料の伸び率を超えるのを受け入れる、の二択になる。選択肢 A は金型とプレス能力をすり減らし、選択肢 B は部品をすり減らす。引張限界を尊重するか、ロットを廃棄するかだ。.
研究によれば、ダイ選定を誤ると初品が良好に見えても欠陥率が 25 % も跳ね上がることがある。高強度ヘムの場合、その上昇は外観のばらつきではなく、複合動作中のピークひずみで発生した潜在的な亀裂だ。.
私は痛い経験でそれを学んだ。最初の10個の部品が完璧に見えたので、高強度材を単工程で走らせてしまった。50個目あたりで、電着後に塗装面にマイクロクラックが現れ始めた。1シフト分の生産を廃棄し、真の原因ではないダイを研磨し直した。本当の原因は、私が 引張強さ80,000 PSI を軟鋼のように扱って無視したことだった。.
では、割れを目で確認する前に、その見えない一線を越えたとどうやって分かるのか?
疑わしいヘムを切断し、断面を研磨する。もし破断経路が最終的な平坦部ではなく、もとの外側曲げ半径に沿っているなら、最初の曲げで許容ひずみを超えていた証拠だ。問題の本質は、仕上げ段階の外観ではなく、複合動作の中で材料の許容ひずみを超えたことにある。.
スプリングバック値にも注目すべきだ。高張力板の単工程ヘムでスプリングバックが大きい場合、それは弾性エネルギーが解放されず蓄積しているということだ。蓄積エネルギーが多いほど、成形中のピーク応力が高かったわけで、それは単なる厄介ごとではなく重要な手掛かりだ。.
そして、エッジの一貫性もある。高強度材を単工程ダイに無理やり通すと、潤滑や位置合わせのわずかな違いが局所的な圧力スパイクを生み、左右でばらつきが出る。そのスパイクが延び率限界を超える局所ひずみ逸脱に直結する。二工程ではそのリスクを分散させるが、単工程ではすべてを一瞬の真実に集中させる。.
ひずみを計算することもできる。負荷時の半径を測定することもできる。その結果を、その鋼材のヒート固有の公称伸び率と比較することもできる。あるいは、サイクルタイムを信じて運を天に任せることもできる。.
そして、もしあなたがそれ以上であれば 引張強さ80,000 PSI, 希望はプロセスではない。.
あなたは数値を計算した。1.2~1.4 mmの板材が限界を超えると何が起こるかを見てきた。 引張強さ80,000 PSI そして外側繊維のひずみが一撃で伸び限界を突き抜ける。では、どうやってプロセスを再設計するのか?
一つのストロークに二つの仕事をさせるのをやめるのだ。.
二段階ヘムダイは工程を制御された予備曲げ(通常30°~45°)と、独立したフラットニングストロークに分割する。それは一段階の圧潰に比べると、ほとんど礼儀正しく聞こえるかもしれない。しかし、その力学的な挙動は重大な違いを持つ。.
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, プレスブレーキ ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
第一段階では、半径を形成して止める。材料を降伏させ、中立軸を移動させ、部分的に除荷させる。弾性エネルギーは第二打撃が始まる前に消散する。第二段階では、平板からピーク曲率を作るのではなく、すでに降伏した脚を閉じる。ピークひずみは同時に積み重ならない。.
この分離こそが、伸び限界ギリギリとそれを超える違いである。.
そして、あなたが 100,000 PSIの引張強さ, を超えると、もはや中間的な選択肢は存在しない――予備曲げをフラットニングストロークから分離するか、微細な亀裂を製造工程の一部として受け入れるかである。.
1.6 mmの高張力鋼を想像してみてほしい。 100,000 PSIの引張強さ. 総伸びは10%かもしれない。専用ステーションで材料厚さに等しい半径(1.6 mm)で予備曲げを行う。表面ひずみの近似は t/(2R):1.6 ÷ (2 × 1.6) = 0.5。ピーク曲率時に外側繊維で50%のひずみというのは壊滅的に聞こえるが、純粋な曲げではひずみが板厚方向に再分配され、短時間表面に局所化し、その後除荷により部分的に緩和されることを思い出すべきだ。.
では、一段階で成形と圧潰を同時に行うダイを比較してみよう。その負荷下で半径が例えば1.0 mmにまで締まるとする。同じ式で計算すると:1.6 ÷ (2 × 1.0) = 0.8。ピーク表面ひずみを60%も跳ね上げてしまったことになる――しかもフラットニングによる厚み方向の圧縮応力をまだ考慮していない。この連続した動作中に材料の許容ひずみを超える点こそが致命的なのだ。.
ソリッドな一段ブロックでは、その間に一息入れることができない。それを増幅してしまう。.
二段階構造では、第二ストロークはすでに降伏し、中立軸が曲げの内側へと移動した脚に作用する。45°から平面に閉じるために必要なひずみは主に回転と内側表面での圧縮であり、外側半径で新たな引張ピークを生むものではない。ひずみの発生場所を、ダイ形状任せにせず自分で制御しているのだ。.
これがひずみ分布の制御だ。優雅さではない。制御だ。.
そしてもしひずみ制御こそが本当の目的なら、サイクルを遅くすることが自動的に安全性を高めるのだろうか?
ヘム工程で 0.8 秒削減したと誇る工場を見たことがある。2つのステーションを1つにまとめたという。0.9 mm の軟鋼では、 引張強さ45,000 PSI, 問題なし。材料には 30% の伸び余裕があり、ダイ開口部は厚みの 6~8倍でも問題がない。.
では、その方法を 1.4 mm の二相鋼で試してみよう。 引張強さ80,000 PSI.
確かに、2段階ダイはヘム工程のサイクルタイムを 30~40% ほど増やすことが多い。しかし「遅い」ことが安全機構なのではない。安全性は、1回の工程で発生する引張と圧縮のピークひずみを同時に減らすことから生まれる。2段階ダイを速く動かしても問題ない—なぜなら、制限するのはストップウォッチではなく、応力の積み重ねを抑える構造そのものだからだ。.
例外もある。単段ダイの開口を厚みの 10~12倍に広げると、曲率の厳しさを減らし、高強度鋼のスプリングバックを抑えられることがある。それによって余裕が生まれる。十分な場合もある。.
だが、トン数とダイの疲労に代償を払うことになる。定格能力の 95~100% でダイを動かしても、1日目に壊れるわけではないが、摩耗が早まる。つまり「高速」設定では、工具を削りながら外層のひずみ限界に近づくことになる。引張限界を尊重するか、バッチを廃棄するかの選択だ。.
カスタムのハイブリッド設計—ローリングロッドやポリウレタンインサート—は、接触を柔らかくして特殊部品の表面マーキングを防ぐことができる。私自身もその仕様を出したことがある。外観や圧力分布の改善には役立つ。しかし、応力–ひずみ曲線の法則を覆すことはできない。引張強度が6桁の領域に入ると、ひずみイベントの分離は「オプション」ではなく「構造上の必須条件」になる。.
では、それが生産数値でどう見えるか?
仮想だが現実的なシナリオを考える。1.5 mm のマルテンサイト鋼で 110,000 PSI の引張強度, 、自動車外板のヘム。単段工具。初回の試作品は外観合格。最初の10個は完璧に見える。200個目になると、浸透探傷で元の外半径に微細な亀裂が現れる。塗装後、それが透けて見える。スクラップ率は 12% に上昇。.
2段階ダイに変更。ヘムサイクルは 35% 増加。1時間あたりの出力は減少。スクラップ率は 2% に下がる。ピークひずみが1回の複合工程で材料の伸びを超えなくなるためだ。.
10,000個のバッチで計算してみれば、正確な金額を出さなくてもどちらが痛いか分かる。ヘム時間が 35% 増えることか、高強度鋼での追加スクラップ 10% と後工程の再作業・塗装損失か。.
不適切なダイ選定が、初品が問題なく見えても欠陥率を 25% も急増させるという研究がある。高歩留まりヘムの場合、その急増はほぼ常にひずみ管理の失敗であり、作業者の問題ではない。.
確かに、2段階構成は時間がかかる。メンテナンスポイントも増えるし、ステーション間のアライメント精度も求められる。だが引張強度が 100,000 PSI, を超えると、それは効率化のためのアップグレードではなく、構造上の必須条件となる。すでに亀裂が入った橋に重量制限を掲示するようなものだ。.
もし現在のヘム設定が 100,000 PSI を超える持続運転に耐えられるか検討しているなら、スクラップ率が上がってからではなく、今が設備パートナーを巻き込むべき時だ。CN-HAWEの 100% CNC ベースの製品群は、先進的な曲げシステムと板金自動化技術を網羅しており、専用の研究開発部門と社内試験能力によって高ひずみ用途を現場導入前に検証できる。ダイ構造、機械適合性、または2段階アップグレードの見積もりについての技術的な相談をご希望の場合には CN-HAWE に連絡して あなたの材料仕様と生産目標を詳細に確認するために。.
そして、たとえ適切な構造設計が整っていても、繊維方向や潤滑、金型の摩耗を無視すればバッチを台無しにすることができます。なぜなら、理論上のひずみ制御が現場でのひずみ制御を意味するわけではないからです。.
二段階金型を設置しました。シャットハイトを確認しました。材料証明書によると 110,000 PSI の引張強度. 構造は正しい。.
部品はそれでも割れる。.
その瞬間、若いエンジニアは熱ロットや工具鋼種のせいにし始めます。なぜなら、こう認めるよりその方が簡単だからです:引張強さが6桁を超えると、金型選びは全てではなくなるのです。構造は荷重に耐える評価を受けていても、橋を横向きにトラックで渡れば、その応力を受けるはずのない部分をせん断できてしまうのです。閾値を超えれば二段階は必須ですが、それでも冶金学、形状、機械フレームにおける物理法則を無効にすることはできません。.
では、金型が「正しい」ときに実際にバッチをダメにする原因は何でしょうか?
短い答え:高強度鋼では、その可能性が高いです。.
鋼板には圧延による繊維方向があります。これを垂直方向に曲げれば、繊維を横断して引き伸ばすことになります。平行に曲げれば、それらの間の結合を開こうとすることになります。軟質 引張強さ45,000 PSI 材料で30%の伸びがあれば、そのミスをしてもなんとかなることがあります。ところが 引張強さ100,000PSI超 で伸び8–12%の材料では、目に見えない微細な境界に対して全注文を賭けることになります。.
私は、半径を広げ、ストロークを遅くし、パンチを研磨する—教科書通りのすべてをやっても、外側半径に沿って髪の毛のような亀裂が完全に追跡できる現場を見てきました。金型は問題なかった。構造も問題なかった。曲げ線が繊維方向に平行だった。.
それは工具の問題ではありません。それは、工具の問題のふりをした材料の方向性の問題です。.
そしてこれが罠です:最初の10個の部品は完璧に見えます。微小亀裂は、部品が緩んだり、塗装されたり、振動を受けたりするまで現れないことがあります。その時には、パレットを仕分けることになります。.
繊維方向に平行な曲げが必ずしも毎回破損を招くわけではありません。粒径が影響します。細粒の高強度鋼は、同じ引張強さであっても粗粒材よりも多くの負荷に耐えられます。粗粒は強度は高いですが、きつい外側半径では破れたりオレンジピール状になりやすいです。性能は 110,000 PSI の引張強度 紙の上では同じでも、ヘム部分での挙動は異なります。.
曲げを繊維方向と直交させるか、または内側半径を増やして表面ひずみを許容伸び以下に抑えるか、そのどちらかです。それ以外は希望的観測にすぎません。.
もし方向と結晶粒の大きさがブランクの配置で固定されているなら、あなたが金属に保持させようとしている形状はどうでしょうか?
全てのヘムが同じように作られているわけではありません。.
涙滴形のヘムは、小さな内部空洞を残します—つぶれが少なく、閉じ方がより制御されています。平らなヘムは、その脚をしっかり締め付け、内部半径を潰してコインの縁のように振る舞うまでにします。その最後の押しつぶしはやさしい回転ではなく、内側への局所的な圧縮と、曲がりの記憶をまだ保っている外側の繊維への新たな引っ張りなのです。.
低強度の鋼では、金属は流動します。高降伏強度の鋼では、抵抗し、そして突然破断します。.
ある荷重に耐えるよう設計されたバネに、単に曲げるだけでなく自分の中に消え込むよう要求するのを想像してください。二工程金型は最初の動きは見事にこなします。しかし、図面で極薄の積層厚みを持つ完全に平らなヘムを要求すると、第1工程で避けるのに苦労した限界近くまで表面ひずみを押し戻してしまう可能性があります。.
そこで橋の比喩が生きてきます。構造は直進荷重では表示荷重に耐えられます。そこにねじれを加えます。制動を加えます。横風を加えます。荷重が組み合わさります。.
それを致命的にするのは、そうした組み合わさった動きの中で材料の許容ひずみを超えてしまうことです。.
時には、合金がその厚みで物理的に耐えられない外観上の完璧さを主張する代わりに、設計と涙滴形プロファイルで折り合いをつける方が賢明です。なぜなら、形状が、二工程金型で守ってきたひずみ管理を静かに台無しにしてしまうことがあるからです。.
そして、材料や形状のせいに見えるけれど、実はそうではない故障もあります。.
二工程ヘミングは順序に依存します。制御された半径で予備曲げを行い、その後別の面で平坦化します。これらの金型の多くは、その移行を制御するためにスプリングや窒素シリンダーに依存しています。.
これらの要素が疲労すると、金型は何の予告もしてくれません。.
単にひずみイベントをきれいに分離しなくなるのです。.
私はそれを高くつく方法で学びました。何年も前、高強度パネルのバッチを—証明書には 980MPa の引張強度—信頼していた二工程セットアップで加工しました。生産途中で、部品に外側半径の微細な亀裂が現れ始めました。材料証明書を徹底的に調べ、潤滑のせいにし、コイルの混在まで疑いました。結局、上部セクションのスプリングパックがへたっていたことが判明。予備曲げが完全な角度に達する前に平坦化が始まっていました。金型は実質的に荷重下で一工程ブロックになっていたのです。.
そのバッチは廃棄しました。.
摩耗パターンは微妙です:初期接触点に近い平坦化面の研磨、目撃痕の不均一さ、通常よりわずかに高い必要荷重—おそらく 120トン 通常の代わりに 105トン 同じストロークの場合、その余分な負荷は「より安全」ではありません。それは、機械がシーケンスの欠落を補っているだけです。.
そして、プレスブレーキ自体を無視してはいけません。正しいクラウニングのない古い機械で、木目に平行な長い曲げを行うと、中央がたわみ、中間部で角度が開いてしまうことがあります。その結果、中央部に亀裂が入り、それを木目のせいだと誤解するかもしれませんが、実際はフレームのたわみです。両端をシムで高さ調整したり、クラウニングを修正すれば、その「材料の問題」は消えます。.
だから、正しく指定された二段式金型でのヘム加工が失敗したときは、 100,000 PSIの引張強さ, 鋼材を非難する前に、次の3つを確認してください:曲げは木目に逆らっていないか? 形状が合金の許容範囲を超えるひずみを要求していないか? 摩耗がひそかに段階間の区切りを消してしまっていないか?
なぜなら、一度構造が正しければ、戦場は実行段階に移るからです。.
そしてそこで、反応するのをやめ、初めてのブランク材がプレスブレーキにかかる前に決断をし始めるべきなのです。.
高強度のヘム加工を、最初から亀裂を発生させないようにセットアップする方法を知りたいですよね。.
いいですね。それはつまり、スクラップ箱がいっぱいになった後ではなく、最初のブランク材がプレスブレーキにかかる前に考え始めているということです。.
これが枠組みです:どの金型が速いかを問うのをやめ、材料、形状、そしてプレス機が鋼材の許容ひずみを超えずに平坦化ストロークを完了できるかどうかを問うべきです。ヘム加工は重量制限のある橋のようなものです。証明書に記載された引張強度は掲示された荷重制限です。曲げと押し潰しの複合動作中にその範囲内に収まればよいですが、そうでなければ、目に見えない微細な破壊を起こし、それが後に致命的な欠陥へと育っていきます。.
これは好みの問題ではありません。限界の問題です。.
証明書を確認してください。推測は禁物です。.
もしあなたが見ているのが 80,000 PSI の引張強度を持つ0.9mmの軟鋼ならば、曲率半径や方向がしっかり管理されていれば、一段加工でも長く使用できる可能性があります。しかし、 110,000 PSI を超え始めたら、話は変わります。その強度では、外側繊維の伸び率が小さくなります。昨日は問題なかった同じ平坦化ストロークが、今日ではひずみを許容限界ギリギリまで押し上げてしまいます。.
ここで、工具のスタック構成を重ね合わせます。.
予備曲げで実際に出ている内側半径はいくつですか? カタログ値ではなく、負荷下で測定されたものです。大きなパンチ半径は表面の最大ひずみを減らしますが、ヘムを仕上げるためにより多くのトン数が必要になります。トン数が増えるということは、フレームたわみの増加、平坦化の不均一化のリスク上昇、そして金型セットへの累積応力の増加を意味します。ADHの疲労データが示す通り、工具を95〜100%の容量で運転すると、初日に何も壊れなくても摩耗が加速します。.
3つの数値を並べて配置する:
もしフラッテン行程に必要な 120トン 快適に作動するブレーキが 130トン, の場合、それは「範囲内」ではない。レッドラインぎりぎりだ。半径を増やすか、二段階分離に切り替えるか、微小亀裂が避けられないことを受け入れるしかない。.
引張限界を尊重するか、ロットを廃棄するかのどちらかだ。.
そして、材料がストロークに物理的に耐えられることを確認したとしても、では実際に出荷して良いものは何か?
ここがほとんどの工場が自分を欺くところだ。.
“「最初の10個は完璧に見える。」この言葉は何度も聞いた。.
適切でない金型の選定が、初品が良好に見えていても欠陥率を25%も急増させる場合があるという研究がある。これは、微小亀裂が塗装、振動、または時間によって開くまで自らを示さないためだ。顧客がEコート後に表面のひび割れを一切許容しないのであれば、あなたの欠陥許容度は実質的にゼロだ――たとえ生産が非常に速くても。.
では、2つのシナリオを比較しよう。.
単段工程は20%速い。しかしそれは曲げとフラッテンを一つの弾性イベントにまとめている。二段工程ではそれらを分離し、歪みを制御するがサイクルタイムと段取りの確実性が必要となる。もし延性が高く許容範囲の広い低強度鋼を内部ヘムで塗装なしで加工しているなら、速さが勝つかもしれない。.
しかし、引張強度の高い外板を 110,000 PSI クラスA仕上げが必要な位置でヘミングする場合、速度は無関係だ。真の指標は部品寿命全体にわたる耐えうる歪み量だ。.
生産目標は重要だ。ただし、物理法則に勝るものではない。.
では、実行承認を出す前に現場で問うべき質問は何か?
どんな鋼材でも、十分な力を加えれば折れます。.
それは試験ではありません。.
試験とは、最後の10%の移動—内側の圧縮と外側の残留引張が重なる押し潰し行程—に耐えられるかどうかです。破断を招くのは、この複合的な動きの中で材料の許容ひずみを超えてしまうことです。予備曲げのときではありません。セットアップのときでもありません。つぶす瞬間です。.
ここから先で持ち歩くべき枠組みはこれです:
計算がギリギリなら、「一段でやって試す」ことはしません。二段に分ける、半径を大きくする、板目方向を変える、または形状を再交渉します。それがエンジニアリングの手段です。それ以外は高価な鋼材でのギャンブルです。.
意外な点? 二段化は生産性向上策ではありません。引張強さが誤差の余地をなくしたときに余裕を買うためのひずみ管理ツールです。金型の種類が救ってくれるのではなく、引張限界に対する規律が救うのです。.
作業台の上でどれだけ平らに見えるかでヘムを評価するのはやめましょう。.
その材料が行程に耐え、負荷定格を超えなかったかどうかで評価し—ラムが下がる前に、自分の本当の余裕がどこにあるのかを自問してください。.


















