

新しい175トンのCNCプレスブレーキは、設置されたばかりでまだ温もりが残っていた。そのときオーナーが言った。「これで何でも曲げられる。」“
その週、彼らは20ゲージの電気ボックスを加工していた。ここで50個。あちらで30個。フランジのバリエーションは4種類。金曜日までには、オペレーターは金型を探したり入れ替えたりする時間のほうが、金属を実際に曲げている時間よりも長くなっていた。その機械は1/2インチの鋼板を一日中成形できる。しかし、実際にはそうすることはなかった。.
力は性能ではない。工具を待っているだけでは意味がない。.
メーカーはトン数を売るのが大好きだ。工場は余裕を買うのが好きだ。私はオーナーたちが「将来のために」と信じて、プレスブレーキを20〜30%も過大に選定するのを見てきた。より大きな力がより多くの機会を意味すると信じている。しかし彼らが実際に買ったのは—— $4,000 工具エラー 最初の過大サイズのダイセットが、実際に扱う薄板素材に合わなかったときに発生したものだ。.
聞いてほしい。10フィート幅の1/2インチ鋼板を曲げられるプレスブレーキは確かに驚異だ。だが、スケジュールの80%が18〜22ゲージのブラケット、カバー、ボックスで占められているなら、その驚異は非常に高価な金型交換ステーションに変わってしまう。作業負荷以上の能力は中立ではなく、トレーラーいっぱいの鉄のようにワークフローを引きずる。.
では、プレスブレーキがそんなに優れているなら、私が知る最高の工場がなぜまだフィンガーブレーキを床に固定しているのだろうか?
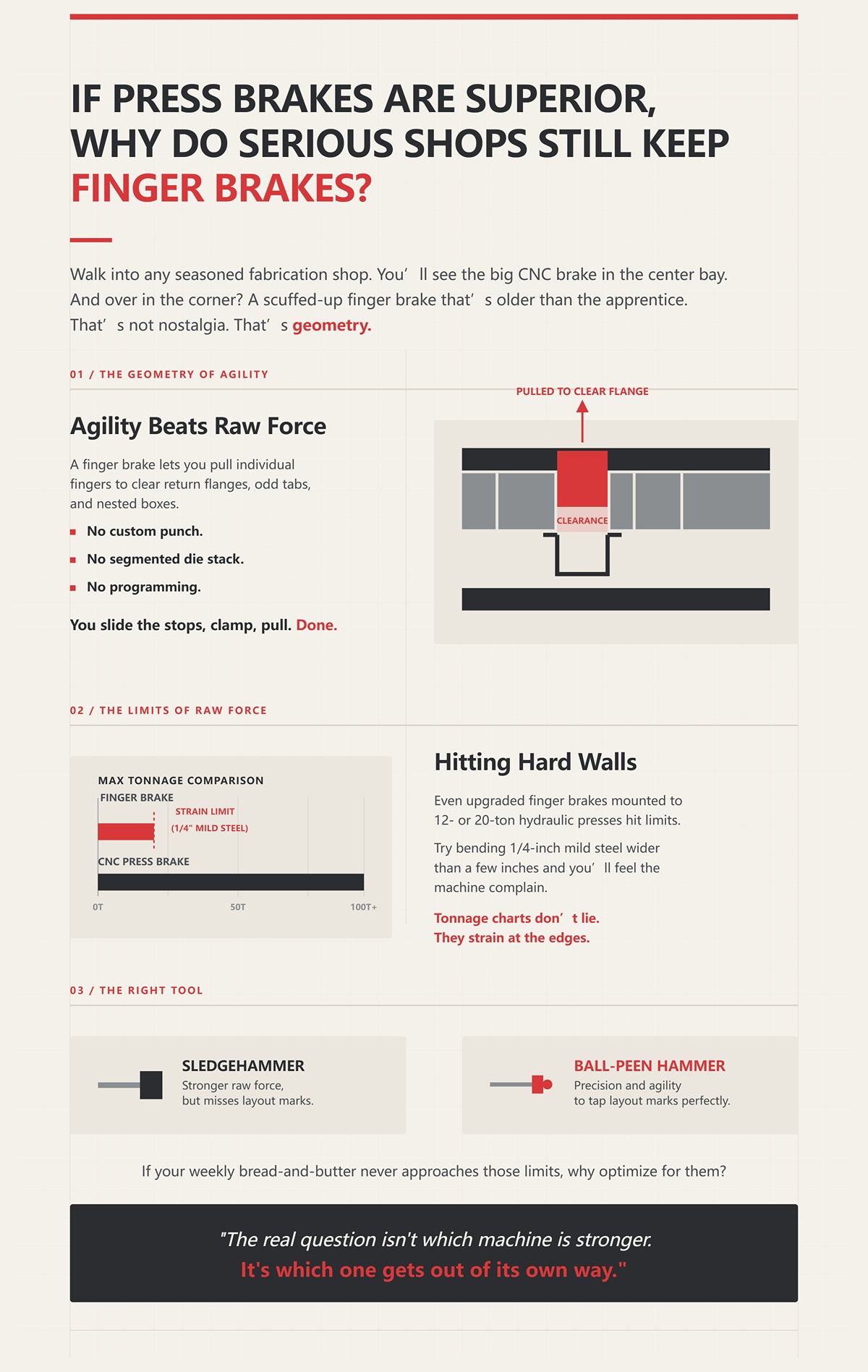
経験豊富な製造工場に入ってみればわかる。中央の区画には大きなCNCブレーキが置かれている。では隅のほうには? 見習いよりも古い、傷だらけのフィンガーブレーキがある。.
それは懐古ではない。それは幾何学だ。.
フィンガーブレーキは、個々のフィンガーを外してリターンフランジ、奇妙なタブ、入れ子構造のボックスを避けることができる。特注パンチも、分割ダイスタックも、プログラミングも不要。ストッパーを調整し、クランプし、引くだけ。完了。少量生産の部品においては、その幾何学的な柔軟性が生の力よりも常に勝る。.
さて、限界について正直に話そう。12トンまたは20トンの油圧プレスに取り付けた強化型フィンガーブレーキでさえ、硬い壁にぶつかる。1/4インチの軟鋼を数インチ以上の幅で曲げようとすれば、機械が不満を訴える。トン数チャートは嘘をつかない。端で悲鳴を上げる。.
しかし、それがポイントだ。.
もし週ごとの定番作業がその限界に近づくことがないのなら、なぜそこに最適化するのか? 大ハンマーはボールピンハンマーよりも強いが、レイアウトマークをたたくときに大ハンマーは使わない。それでは狙いを外す。.
本当の問題は、どちらの機械が強いかではない。どちらが自分自身の邪魔をしないかだ。.
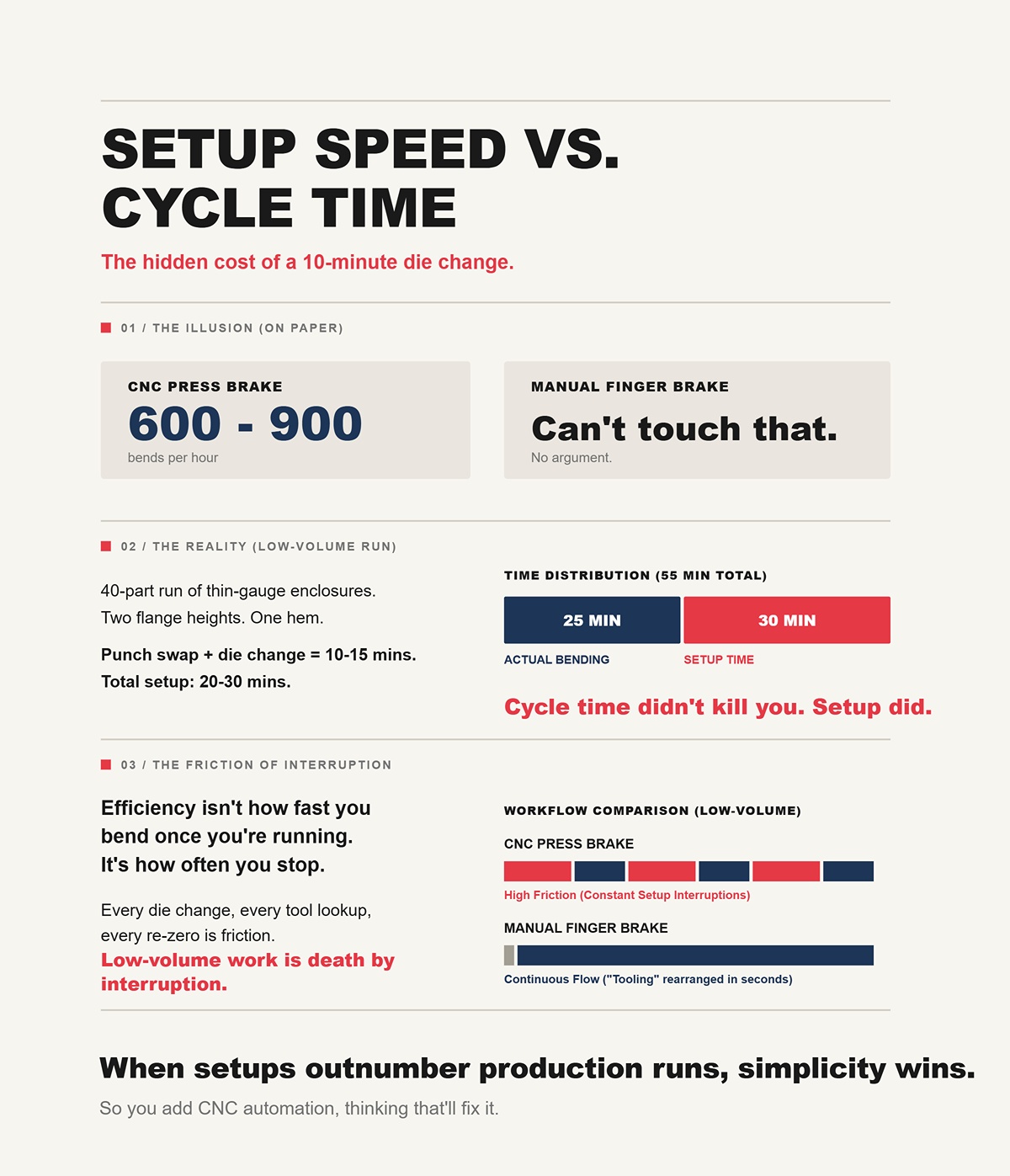
理論上、CNCプレスブレーキは1時間に600〜900回の曲げが可能だ。手動のフィンガーブレーキでは到底及ばない。そこに議論の余地はない。.
次の光景を想像してみてほしい。薄板エンクロージャーの40個ロット。フランジの高さが2種類。1つはヘム付き。プレスブレーキの場合、パンチの入れ替えとダイの変更が必要だ。オペレーターが熟練していれば10分。人間であれば15分。.
それは、実際の曲げ作業が25分しかかからないかもしれない仕事で、セットアップに20〜30分かかるという意味です。.
サイクルタイムがあなたを苦しめたのではありません。セットアップがそうしたのです。.
聞いてください。効率とは、稼働を始めた後どのくらい速く曲げられるかではありません。どのくらい頻繁に止まるかです。少量生産は中断による死です。金型の交換、工具の検索、再ゼロ設定——そのすべてが摩擦となります。フィンガーブレーキは多くの場合それを避けられます。なぜなら「ツーリング」はすでにそこにあり、数秒で手動で並べ替えられる分割フィンガーだからです。.
セットアップの回数が生産ランを上回るとき、シンプルさが勝利します。.
そこであなたはCNC自動化を追加し、それで解決すると考えます。.
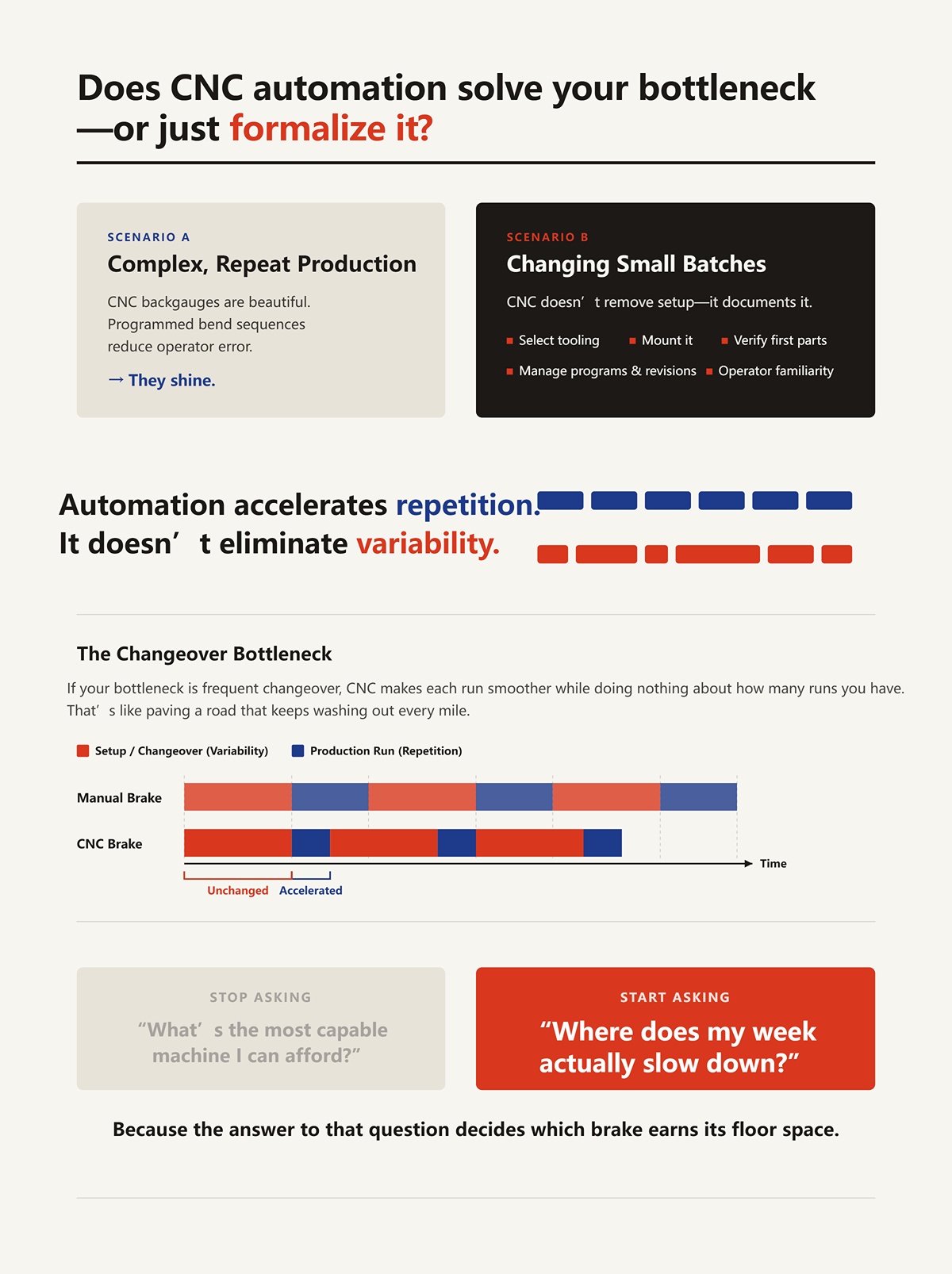
CNCバックゲージは美しいものです。プログラムされた曲げシーケンスはオペレーターのミスを減らします。複雑で繰り返しの多い生産では?真価を発揮します。.
しかし、常に変化する小ロットでは、CNCはセットアップを削除するのではなく、記録するだけです。依然としてツーリングを選択し、取り付け、初品を確認する必要があります。さらに今では、プログラム、リビジョン、オペレーターの習熟度も管理しなければなりません。.
自動化は反復を加速します。しかし、変動を排除するわけではありません。.
もしあなたのボトルネックが頻繁な段取り替えなら、CNCは各ランをよりスムーズにすることはできますが、ランの数を減らすことはできません。それは、1マイルごとに流される道路を舗装し続けるようなものです。.
この説明が終わる頃には、あなたにこの意識の変化を感じてもらいたいのです。「買える中で最も高性能な機械はどれか?」ではなく、「週の中で実際に遅れが発生しているのはどこか?」と問い始めてください。“
その問いの答えが、どのブレーキが床面積に見合う価値を持つかを決定するのです。.
どのブレーキがあなたの作業負荷に合うか、実用的に判断したいですか?
1つの部品から始めましょう。20ゲージの電気ボックス、幅12インチ、奥行き8インチ、4インチの側面、リターンフランジが4つ。50個。次の週は、同じ外形ながらフランジの1つが5インチで、側面にノックアウトタブがあるとします。.
プレスブレーキでは、その部品が機能するかどうかはツーリングの形状次第です。フィンガーブレーキでは、2本のフィンガーを取り外して隙間を作れるかどうかが焦点です。.
その違いは強度の問題ではありません。物理的なアクセス性の問題です。.
プレスブレーキはレールシステムです——上にパンチ、下にダイ。成形するすべてのものは、動かない鋼にぶつからずにそのレールの間を通過しなければなりません。フィンガーブレーキはピケットフェンスのようなものです——不要なピケットを取り外せば、金属は開いた空間を自由に振り抜けます。レールシステム対ピケットフェンス。同じ仕事の名前でも、自由度は異なります。.
週の予定が少量のボックス、カバー、ブラケット、リビジョンで埋まっているとき、幾何学的な自由は贅沢ではありません。それは、機械に合わせて部品を再設計するのではなく、その逆を防ぐために必要なものです。.
では、その自由は実際の金属の中でどこに現れるのでしょうか?
単純な箱を思い浮かべてください。4つの側面を立てた後、最後の角を内側に折り込む小さなリターンフランジで閉じたいとします。.
プレスブレーキでは、3辺を成形した時点で、半分できた箱の壁が立ち上がっています。そこからその箱を直線パンチと直線ダイの下に滑り込ませようとしますが、その壁がパンチホルダーやフレームにぶつかり、ペダルを踏む前に作業が止まります。一部を回避するためにグースネックパンチを購入することもできます。ダイをセグメント化することも、曲げを段階的に行うこともできます。.
しかし、鋼材は嘘をつきません。成形された壁がスロートとパンチのクリアランスよりも高ければ、そこで終わりです。どれだけ大きなトン数をかけても、その部品は救えません。.
正直に言うと、私はこの問題にカスタム工具で挑戦する工場を見てきました。特殊なオフセットパンチ。特注で機械加工したダイスタック。年間200台しか売れない製品のための一点物。それで最終的に目の前にあるのは— $4,000 工具エラー 改訂でフランジ高さが半インチ変わったからです。.
では、フィンガーブレーキのところへ歩いて行ってみましょう。そのリターンフランジにスペースが必要な場所の2本のフィンガーを外します。3辺を曲げます。最後のフランジを作った隙間に持ち上げます。衝突なし。特注の鋼材もなし。必要なところに空間があるだけです。.
これがボックス・アンド・パンのパラドックスです。より大きく強力な機械が、時には自分自身を「箱の中」に押し込めてしまうのです。.
しかし、幾何学は部品が収まるかどうかだけではありません。工具が「始めたことを完了できるかどうか」に関わっています。.
16ゲージの軟鋼を例に取りましょう。これは多くの手動式フィンガーブレーキにとって快適に扱える上限付近です。端に3インチのフランジを作り、そのフランジに1インチのリターンを加えたいとします。.
プレスブレーキではトン数の問題は取るに足りません。16ゲージを1フィート幅でエア曲げするのに数トン必要かもしれませんが、Vダイ開口次第です。小型油圧機でも楽勝です。問題は「力」ではなく、「デイライト」—ラムとベッドの間の垂直開口距離—とパンチ形状にあります。.
パンチのスロート深さが十分でない場合、3インチのフランジがパンチ本体に当たり、1インチのリターンが90度に達する前に止まってしまいます。そこで、より深いグースネックパンチに交換します。すると曲げ補正値が変わります。フラットパターンがずれます。プログラムを微調整します。試作一号は0.030インチ長くなってしまいます。ステンレスは軟鋼よりばね戻りが強く—約1.5倍の力とより大きな弾性回復があるためです。そこでバックゲージをシム調整することになります。.
5個作る前にすでに3つの調整をしています。.
フィンガーブレーキでは、クリアランスが設計に組み込まれています。取り外し可能なフィンガーが垂直方向のすき間を作り、背の高いフランジが通過できます。固定されたパンチ形状と戦うのではなく、残す鋼材と取り除く鋼材を自分で選ぶのです。.
ただし、フィンガーブレーキが魔法のような機械だとは思わないでください。多くの24インチ型ボックス・アンド・パンブレーキは、扱える最大が16ゲージ軟鋼程度です。なぜなら油圧システムは自分の腕なのです。あなたの腕がトン数表です。10ゲージを扱おうとすれば、途中で引きが止まってしまいます。.
それが境界線です。薄板領域では幾何学的自由度が勝ちます。厚板に踏み込むと、プレスブレーキは便利どころか「必要不可欠」になります。.
では、フィンガーブレーキが厚板の一点物を扱えないのに、なぜ初期段階のカスタム作業で圧倒的に使われているのでしょうか?
顧客がナプキンに描いたスケッチを持って現れます。アルミパネル、厚さ0.090インチ。曲げは3箇所。片側は現場での収まり具合次第で変更になるかもしれません。.
プレスブレーキでは、パンチを選び、求める内側の曲げ半径を出すための金型開口を選び、バックゲージを設定し、曲げ順序をプログラムし、試験曲げを実施し、スプリングバックを測定し、調整します。手際が良ければ10〜15分ほど。前の作業から異なる工具に切り替える場合はもっと時間がかかります。.
フィンガーブレーキでは、テープメジャーで深さストップを設定し、不要なフィンガーを取り外し、クランプして曲げます。もしフランジを1/8インチ長くしたいなら、ストップをスライドしてもう一度引くだけです。工具庫もプログラム編集も、ラムがサイクルするのを待つ必要もありません。.
聞いてください、CNCブレーキのサイクルタイムは、数百個単位の加工になると手動機を圧倒します。30個そこそこ、50個そこそこでは比較になりません。.
しかし、それがポイントだ。.
試作段階で最も遅い工程は曲げではありません。判断です。考えをすぐに変えられれば変えられるほど、部品は使える形に速く収束します。プレスブレーキは「確信」に報います。フィンガーブレーキは「迷い」を許容します。.
では、ご要望の実用的なテストです。先月の作業を見てみましょう。100個未満の案件はいくつありましたか?板厚は18〜22ゲージがいくつでしたか?最初の部品の後でフランジの高さやタブの位置がどれくらい変更されましたか?
もしあなたの答えのほとんどが薄板と絶え間ない修正の領域にあるなら、幾何学的な自由度が毎週のように利益を生むでしょう。.
もしそうでないなら——仕事がより厚く、長く、繰り返し性を増していくなら——自由ではもう足りなくなるのはどの時点でしょうか。
私が関わったある工場では、通信ラック用の18ゲージ亜鉛メッキブラケットを曲げていました——1個あたり4回の曲げ、特別なことはありません。最初の週は40個。次の週は120個。3か月目には週600個を出荷していました。同じ図面、同じ材料、修正なしです。.
40個の時点では、フィンガーブレーキが合理的でした。クランプして曲げ、解除。オペレーターが安定していれば1回あたり10秒ほど。しかし週600個となると、曲げは2400回です。仮に1回8秒できれいに曲げたとしても、腕を引くだけで5時間以上。さらに疲労により317番目の部品では角度が1度浅くなることもあります。.
それが閾値です。.
部品の形状が変わらなくなり、週に300〜500個程度の同一薄板部品、または中板で100個以上を扱うようになると、問いは「作れるか?」から「金曜の16時半に月曜の8時と同じように作れるか?」に変わります。そこがプレスブレーキが設置される理由です。.
しかし、実際に最初に壊れるのは何でしょう——機械か、人間か?
熟練のオペレーターが20ゲージで午前中ずっと±1度の精度をフィンガーブレーキで維持するのを見たことがあります。昼食時になるとその一貫性が少し落ちます。忘れたからではありません。鋼が反発するのです。.
手動ブレーキは筋力と感覚に依存します。引く速度のわずかな違いでもリーフのたわみ方が変わります。クランプバーは荷重でわずかにたわみます。スプリングバック——曲げた後に金属が開こうとする傾向——は板によって変化します。18ゲージの軟鋼では、1インチのフランジで1度の誤差が約0.017インチの端位置ずれになります。4回曲げると、その誤差が積み重なり、組み立てが合わなくなります。.
油圧式プレスブレーキは疲れません。ラムは毎回同じストロークを往復します。基本的な非CNC機でも、肩ではなくシリンダーを通して一定の力を加えます。バックゲージ——部品位置決め用の電動ストップ——を追加すれば、フランジ長さはテープメジャーで目測するのではなく、数千分の数インチ単位の精度でプログラムされた位置に制御されます。.
聞いてください、再現性の壁はプライドの問題ではありません。数学と疲労の問題です。.
同一のブラケットを500個以上生産している場合、一度のバッチが許容誤差を外れるコストは週の利益をすべて消し飛ばすことがあります。新しいコイルに切り替えた後に角度が1.5度開いたのにオペレーターが気づかず、150個の部品を廃棄した工場を見たことがあります。それは $3,200個のスクラップロットです—すべて、工程がストローク制御ではなく「感覚」に頼っていたために起こったことです。.
フィンガーブレーキとプレスブレーキの関係は、トルクレンチとブレーカーバーの関係に似ています。ひとつは正確かつ再現可能に力を加え、もうひとつはその日の体の傾け方に頼ります。.
量が人間の限界を露わにし、厚さが物理的な限界を露わにする。.
10ゲージ軟鋼、約0.135インチ厚を考えてみましょう。16ゲージ定格の標準的な24インチ箱形パンブレーキで、24インチ幅の材を90度に曲げようとすると、途中でフレーム全体が抗議を始めるのを感じます。クランプバーが持ち上がり、リーフがたわみます。何かが折れる前に止めるしかありません。.
その定格は宣伝文句ではありません。構造設計です。ピボットピン、リーフの剛性、クランプ圧力—すべて最大曲げモーメントに合わせて設計されています。それを超えれば、単に悪い曲げになるだけではなく、機械を永久に歪ませてしまいます。.
プレスブレーキでは、トン数を材料の厚さ、引張強度、曲げ長さ、ダイの開口幅によって計算します。例えば、1インチのVダイ上で10ゲージ軟鋼をエアベンドすると、1フィートあたり約12~15トンが必要です。4フィート曲げれば、50~60トンの範囲になります。これは中型油圧ブレーキなら日常的な作業です。.
いいですか、通常の仕事が12ゲージ以上の厚さになるなら、話は終わりです。制御されたトン数が必要です。.
そしてそれは単に「曲げられるかどうか」だけの話ではありません。厚い材料はスプリングバック(戻り)を増幅させます。12ゲージのステンレスでは2~3度戻ることがあります。プレスブレーキでは、より深いストロークをプログラムしてオーバーベンドします。フィンガーブレーキでは、推測して、強く引いて、スコヤで確認し、再度曲げ直します。修正のたびに曲げ線が加工硬化し、亀裂の危険が高まります。.
薄板では幾何学が勝ちます。板厚では物理が勝ちます。.
ここまでで、量と厚さの2つの明確な境界線が描かれました。それらを超えたとき、プレスブレーキが本当に利益を生むのはどういうときでしょうか?
私はある工場に入ったとき、プレスブレーキのセットアップが3か月間変わっていませんでした。同じパンチ、同じ4ウェイVダイ、同じバックゲージ位置。彼らはブラケットの系列品を加工していて、長さだけが違いました。オペレーターは部品をセットし、ペダルを踏み、部品が落ち、繰り返す。CNCブレーキで1時間あたり700~800回の曲げを平均していました。機械が魔法のようだからではありません。何も変わらなかったからです。.
それがリズムです。.
プレスブレーキが真価を発揮するのは、固定工具を中心に作業が安定したときです。望む内側半径を得るダイの開口を選び、材料の伸びを補正する曲げ代を設定します。バックゲージを一度プログラムすれば、その後はセットアップコストが数千回のサイクルにわたって償却されます。.
100個未満ではセットアップ時間が手間になります。1000個以上の同一曲げなら、セットアップ時間は誤差の範囲になります。.
ここで工場がよく誤解するのは、大きなブレーキを買えば柔軟性が利益に直結すると期待することです。しかしプレスブレーキはレールシステムです。軌道が固定されているときに最も効率的に動作します。フィンガーブレーキはピックアップトラックです—必要なときに野原を横切ることもできます。.
ビジネスモデルが予測可能な反復注文—今週500個、来週も同じ図面で500個—に依存するようになったら、レールシステムの勝ちです。一貫したストローク深さ。一貫したフランジ長さ。作業者のばらつきは最小。労働は判断と修正ではなく、積み込みと取り出しになります。.
しかし、それが多くの経営者が見逃すポイントです。.
プレスブレーキの閾値は感情的なものではありません。運用上のものです。反復生産、厚板材、そして組立全体での厳密な公差積み重ねに踏み込めば、トン数と再現性はもはや贅沢ではなく、立っている床そのものになります。.
そしてその床が必要だと判断した瞬間、次に問うべきは「プレスブレーキを買うべきか?」ではなくなります。“
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, プレスブレーキ ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
それに取り付けられているすべてのものに対して準備ができているかどうか、ということだ。.
新しい175トンCNCプレスブレーキは、設置したばかりでまだ温もりが残っている時に、オーナーが「これで何でも曲げられる」と言った。3週間後、フォークリフトがレーザーを塞がずに10フィートの板材をスロートに差し込むことができなかったため、工場全体のレイアウトを変更することになった。その部分の予算を立てる人は誰もいない。そしてプレスブレーキは方程式の半分にすぎない──上流の切断機は、効率的に供給できるようにサイズ設定・フォーマット化・自動化されていなければならない。曲げ能力を高出力・大判システムと組み合わせる場合、 CN-HAWE レーザー切断機──完全なCNC制御の板金生産向けに構築された──セル全体を1つのシステムとして計画せざるを得なくなる。単体の機械2台として購入するわけではないのだ。.
もはやプレスブレーキが「なくてもいいもの」という段階は過ぎた。いいだろう。だが、それを導入するということは、フロアプラン、工具予算、電力消費、工程のタイミング、オペレーターの技能構成までも変えるということだ。機械の価格は頭金に過ぎず、工具ラックこそ予算に入れていなかった住宅ローンのようなものだ。.
では、その「必要な」アップグレードには実際に何が取り付けられているのだろうか?
一般的な10フィートの油圧プレスブレーキは2万ポンド以上の重量があり、保守スペースを含めるとおよそ18〜22フィートの壁面長を占有する。これは本体だけの話だ。さらに材料を前方に配置する必要があり──少なくとも曲げ長さ全体と作業者の通路分──長いフランジで部品が跳ね上がる後方にも安全なクリアランスが必要だ。現実的には、工場の優良スペースを10×25フィートの長方形分、確保したことになる。.
聞いてくれ、仕様書に書かれているのはベッド長と加圧力だけだ。スイング半径のことは書かれていない。.
スロート深さ──ラムからフレームまでの距離──は8インチから12インチかもしれない。それだけ聞くと十分に見えるが、36インチのパネルにリターンフランジを付けようとすると話は変わる。途中で部品を回転させたり、横に歩いて持ち替えたり、あるいはフレームが邪魔をするので曲げ順序を考え直さなければならない。プレスブレーキは力を与えるが、フィンガーブレーキは開放的な形状を提供する。1つはピットプレス、もう1つはオープンバイスだ。.
そのトレードオフは材料ハンドリング時間に現れる。低量の薄板作業──例えばヘムとリターンを伴う20ゲージの電気カバー──では、実際の曲げサイクルはプレスブレーキで3秒とかからないだろう。しかし、ひっくり返し、回転させ、再位置決めする作業? そこに分単位の時間が消える。箱型ブレーキなら、部品をエプロンの上に平らに置いたまま、4×4の板を胸の高さで格闘することなく順に曲げていける。.
しかし、それがポイントだ。.
工場が固定された10フィートのレールシステムで埋まってしまうと、形が不規則で、変更の多い薄板の作業すべてがそのレールに合わせなければならなくなる。機械は動かない。あなたの作業の流れが動くのだ。1本の不動の背骨に合わせて生産フローを設計する覚悟はできているか?
ある顧客は、中古の150トンブレーキを格安で手に入れたと自慢していた。半年後、彼は大金を費やしていた。 $4,000 工具エラー それは、ヨーロッパ仕様のパンチ(メートル当たりのメトリックトンで定格)を注文し、それをフィート当たりショートトンで規格化されたアメリカ製のブレーキに組み合わせてしまったからだ。紙の上では同じ数値に見えるが、鋼材の物理は違う。.
工具の定格は普遍ではない。あるカタログではメートル当たり60トンと書かれ、別のカタログではフィート当たり20トンと記載されている。換算しなければ、パンチを過小評価して割ってしまうか、あるいは金型が弱いと思い込み過剰に大きな機械を選んでしまうかのどちらかになる。その混乱が、静かに工場を「必要以上のブレーキ購入」へと導くのだ。.
さらにトン数計算式を重ねると、曲げ力は材料厚さの二乗に比例して増加し、Vダイの開口幅が広がるにつれて低下する。1/4インチのA36板を10フィートで曲げる場合、2インチのVダイでは約200トンを要し、3インチのダイならおよそ140トンに落ちることを見たことがある。同じ材料、同じ長さでも、金型の選択が違えばこうなるのだ。.
では、真の変数は機械サイズなのか、それとも金型の選択なのか?
聞いてほしい。薄板でより小さな内Rを追うたびに、V開口を狭める。開口が狭いほど、1フィート当たりのトン数要求が高くなる。つまり、金型を交換する必要がある。つまり、段取り時間が発生する。40個のカスタム製作の仕事で、20分の金型交換が利益を食い尽くすことだってある。.
フィンガーブレーキはV形状の開口部を気にしません。リーフの形状や取り外し可能なフィンガーの周りを曲げます。ダイラックは不要。パンチライブラリも不要。クラウン用のシム調整も必要ありません。プレスブレーキとフィンガーブレーキの関係は、ソケットレンチセットとモンキーレンチの関係に似ています。前者はサイズごとの精度を提供しますが、すべてのソケットを持っている場合に限られます。.
そして、そのすべてのソケットには費用がかかります。.
一度プレスブレーキのエコシステムに足を踏み入れると――リターン用のグースネックパンチ、ヘミングダイ、狭いRを出すためのナロ―V、トン数を緩和するワイドVなど――整理整頓され、正しい定格を保ち、迅速な交換のために準備されたツール在庫を構築することになります。それは給料時間と資本がラックの上に眠っているようなものです。大量生産の繰り返し作業では、そのエコシステムは軽快に動作しますが、小ロットの薄板でカオスな案件では、摩擦の元になります。.
では、それが摩擦ではなく「てこ」になるのはいつでしょうか?
仮のケースを挙げましょう。あなたは90インチ長の10ゲージ部品を曲げており、きっちりとした90度曲げで、一定のフランジ長を必要としています。標準のVダイでは、トン数曲線の上限近くになります。1インチの開口に変えると、フィートあたりのトン数が下がり、中型ブレーキでより正確なRコントロールとともにきれいに処理できます。この厚みと長さでは、フィンガーブレーキはそもそも勝負になりません。.
だからこそ、油圧プレスブレーキキットが理にかなうのです。.
それは見た目がすごいからではなく、材料の厚み、曲げ長さ、許容誤差の積み重ねが、制御されたトン数とダイに合わせたRが求められるからです。機械の加圧能力範囲が、あなたの生産範囲と一致するのです。.
しかし、あなたの週間作業の70〜80%が18〜22ゲージ、48インチ未満、奇妙なタブや図面変更が頻発するものであれば、その油圧キットはSWAG――科学的な当てずっぽう――になります。ダイを選ぶたびに。「今回はどのVか?」「どのパンチならリターンを避けられる?」「スロート深さが工程を制限しないか?」
いいですか、SWAGは試作には有効ですが、生産ではコストを流血させます。.
中間の解決策は誠実な計算です。どれだけ頻繁にダイを交換するか、100個未満で終わるセットアップは何回か、どれだけの床面積が「次の大きな仕事」を待って眠っているかを追跡するのです。ブレーキがストロークよりもセットアップに時間を費やしているなら、あなたの作業構成はその能力を活かしきれていません。.
一定以上の量と厚みになると、プレスブレーキは構造的に不可欠になります。そのラインを超えれば、それはあなたの基盤です。しかしそのラインより下――薄板、小ロット、形状の多様性が高い作業――では、フィンガーブレーキの開放的な構造と工具交換ゼロのリズムが、175トン級の巨体を上回ることがあります。.
だからサインして鉄の塊を手に入れる前に、自問してみてください。あなたの収益は「力」で成り立っているのか……それとも「柔軟性」で成り立っているのか?
欲しいのは励ましではなく、計算ですよね。良いでしょう。これは機械が何を できる できるか、ではありません。あなたの仕事が何を 強いるか についての話です。.
もし実際の機械性能――CNCプレスブレーキ、レーザー切断システム、統合板金自動化など――に照らして数値を検討したいなら、CN-HAWEのダウンロード可能な技術資料と構成オプションを確認してください。 技術パンフレットおよび仕様書をダウンロード. 実際のパラメータを手元に置くことで、能力、制御、そして自動化レベルを、あなたの工場が実際に行っている作業に正確に合わせやすくなります。.
私が見る限りの間違い――何度見ても三十回目だと思うのは――経営者たちが「摩擦の価格」をつける前に「鉄の価格」を決めてしまうことだ。彼らは作業時間表ではなく、トン数チャートを見ている。支配的制約ではなく、最大能力を比較している。そして彼らは、間違った問題を見事に解決する機械に署名してしまうのだ。.
では、もしそれが自分の工場と自分の住宅ローンだったら、私ならこんなフィルターを使う。.
誇りではなく、物理学から始めよう。.
直近90日間の仕事を取り出し、各部品について3つの数字を記録する:材料の種類、厚さ、そして最長の単一曲げ長さ。次に、基準として軟鋼用のエアベンドトン数計算式を使用する:P = 650 × S² × L / V。.
Sはインチ単位の厚さ。Lはフィート単位の曲げ長さ。Vはインチ単位のダイの開口幅。その後、材料に応じて調整する――ステンレスなら1.5倍、アルミニウムなら0.55倍を掛ける。さらに20%の安全マージンを加える。これがあなたの 実際の 必要トン数であり、機械の銘板に書かれた数字ではない。.
次に、これらの作業の中で最も高い数値を見つける。.
もし最悪の部品でも、例えば総トン数が12〜16トン以下で長さが48インチ以下なら、あなたの問題はおそらく「力」ではない。それは「形状」――戻り、ヘム、箱型コーナー、奇妙なタブ。そういった場合はフィンガーブレーキが活躍する。.
だが、通常の作業で80、120、180トンもの力が必要なら――年に一度の特別な仕事ではなく、日常のものなら――形状の柔軟性では救われない。必要なのは制御された力と適切な金型だ。.
ここが多くの人が見落とす部分だ:プレスの能力と工具の能力は別物である。20トンのプレスでも工具が12トン対応なら、それは12トンの曲げシステムにすぎない。そのパンチを過負荷にすれば、昼食前には $4,000 工具エラー が発生する。最初に壊れるのはフレームではない。工具なのだ。.
この段階でプレスブレーキとフィンガーブレーキを比較するのは、トルクレンチとブレーカーバーを比べるようなものだ。前者は測定できる力を与え、後者はアクセスと感覚を与える。もし日常的な制約がトルク指定なら、どちらが必要かは明らかだろう。.
では、あなたの作業を詰まらせているのはどちらの数字なのか――フィートあたりのトン数か、それともフランジ周りのクリアランスか?
力は可能性を示し、セットアップは収益性を示す。.
同じ90日分のデータを使い、パンチやダイのセットアップを何回変更したかを数える。ストロークではない。セットアップだ。1日に5回ツーリングを交換して20、40、80個のバッチ部品を生産しているなら、その機械は「セットアップモード」で生きている。.
次の式を計算する:平均同一曲げ回数 ÷ 平均セットアップ時間(分).
次のステップがチームと直接話すことであるなら、, お問い合わせ が自然な流れとなります。.
40個の部品(各4つの曲げ)を加工するために25分かけてダイを交換している場合、160ストロークで25分の停止時間の費用を払っていることになる。1ストロークあたり3秒かかるなら、実際の曲げ作業は8分で、準備に25分を費やしている計算だ。.
その機械は記念碑のようなものだ。利益はその周りで流れ出している。.
フィンガーブレーキにはダイライブラリがない。フィンガーを調整し、クランプして、曲げる。「セットアップ」とは多くの場合、曲げる順番そのものだ。少量生産や薄板の作業では、そのリズムが勝つ。なぜなら、形状の変更に鋼の交換が必要ないからだ。.
聞いてくれ。もしあなたのブレーキが部品を曲げている時間よりも、ラムにレンチを当てている時間のほうが長いなら、それは街中で乗るために買ったレーシングカーのようなものだ。.
しかし、もしあなたの仕事が週ごとに同じ材料・同じ曲げ加工の400個の同一部品だとしたら? そのとき、セットアップはノイズの中に消える。ストローク速度と繰り返し精度が支配する。そうなって初めて、プレスブレーキは真価を発揮する。.
では、あなたがしているのは生産なのか……それとも制御された混沌なのか?
さて、ここからが本音だ。.
板厚の範囲ごとに売上比率を書き出せ。来年獲得したい案件ではなく、この四半期にあなたを支えた実際の仕事を書き出すのだ。.
もしあなたの請求書の70%が、長さ4フィート未満の18〜22ゲージであれば、あなたの住処は薄板の世界だ。フィンガーブレーキなら、それを一日中、低コストで処理できる。1/4インチ・8フィート超の部品について1件の見積依頼が来ただけで175トンのブレーキを買うのは、まだ予定もない結婚式のために大聖堂を建てるようなものだ。.
だが、主力が3/16、1/4、5/16のプレート材なら——たとえ短納期でも——手動のやり方は疲労、不安定、リスクを生む。それはロマンではない。労災保険の出番を待っているだけだ。.
枠組みを一行で言えばこうだ:
少なくともあなたの売上の60%を占める、今日最も支配的な制約を解決する機械を買え。.
最も騒がしい仕事でも、最大の見積でもなく。実際に報酬を生んでいる仕事の統計的多数に基づいて選べ。.
聞いてくれ、私が見てきた破産の多くは能力不足からではなく、供給されない過剰能力から生まれている。鉄の支払いはあなたの「潜在力」など気にしない。気にするのは「稼働率」だけだ。.
プレスブレーキとフィンガーブレーキの選択は、最終的にはミルと旋盤の選択に似ている。見た目が印象的だから買うのではない。今あなたの棚にある材料に合った機械を買うのだ。.
だから、設備販売店に電話をする前に、請求書を引っ張り出して計算しよう。あなたの仕事構成が、すでに何を買うべきかを教えている。.
それに耳を傾ける覚悟はあるか?


















