

كانت آلة الكبس الانحنائية CNC الجديدة بوزن 175 طن لا تزال دافئة من أثر التركيب عندما قال لي المالك: “الآن يمكننا ثني أي شيء.”
في ذلك الأسبوع قاموا بتشغيل صناديق كهربائية من قياس 20. خمسون هنا. ثلاثون هناك. أربع تغايرات في شفة الحافة. بحلول يوم الجمعة، كان المشغل قد أمضى وقتًا أطول في البحث عن اللكمات وتبديل القوالب أكثر من الوقت الذي استغرقه في ثني المعدن فعليًا. يمكن للآلة تشكيل ألواح بسماكة نصف بوصة طوال اليوم. لكنها لم تفعل ذلك أبدًا.
القوة ليست أداءً. ليس إذا كانت تنتظر الأدوات.
يحب المصنعون بيع القوة بالطن. وتحب الورش شراء السعة الزائدة. شاهدتُ مالكين يكبرون آلات الكبس بنسبة 20 إلى 30 بالمئة “من أجل المستقبل”، مقتنعين بأن المزيد من القوة يعني المزيد من الفرص. ولكن ما اشتروه فعليًا كان خطأ في الأدوات $4,000 عندما لم يتطابق أول طقم قوالب كبير الحجم مع العمل الرقيق الذي ينفذونه عادة.
اسمع، آلة الكبس التي يمكنها ثني لوح نصف بوصة على عرض عشرة أقدام هي شيء رائع. لكن إذا كان 80 بالمئة من جدولك يتكون من حوامل وأغطية وصناديق بقياس 18 إلى 22، فإن ذلك الجمال يتحول إلى محطة باهظة التكلفة لتبديل القوالب. القدرة التي تتجاوز حجم عملك ليست حيادية—إنها تسحب تدفق العمل خلفها كأنها مقطورة مليئة بالحديد.
فإذا كانت آلات الكبس الانحنائية متفوقة إلى هذا الحد، فلماذا لا تزال أفضل الورش التي أعرفها تحتفظ بفرامل الأصابع مثبتة بالأرض؟
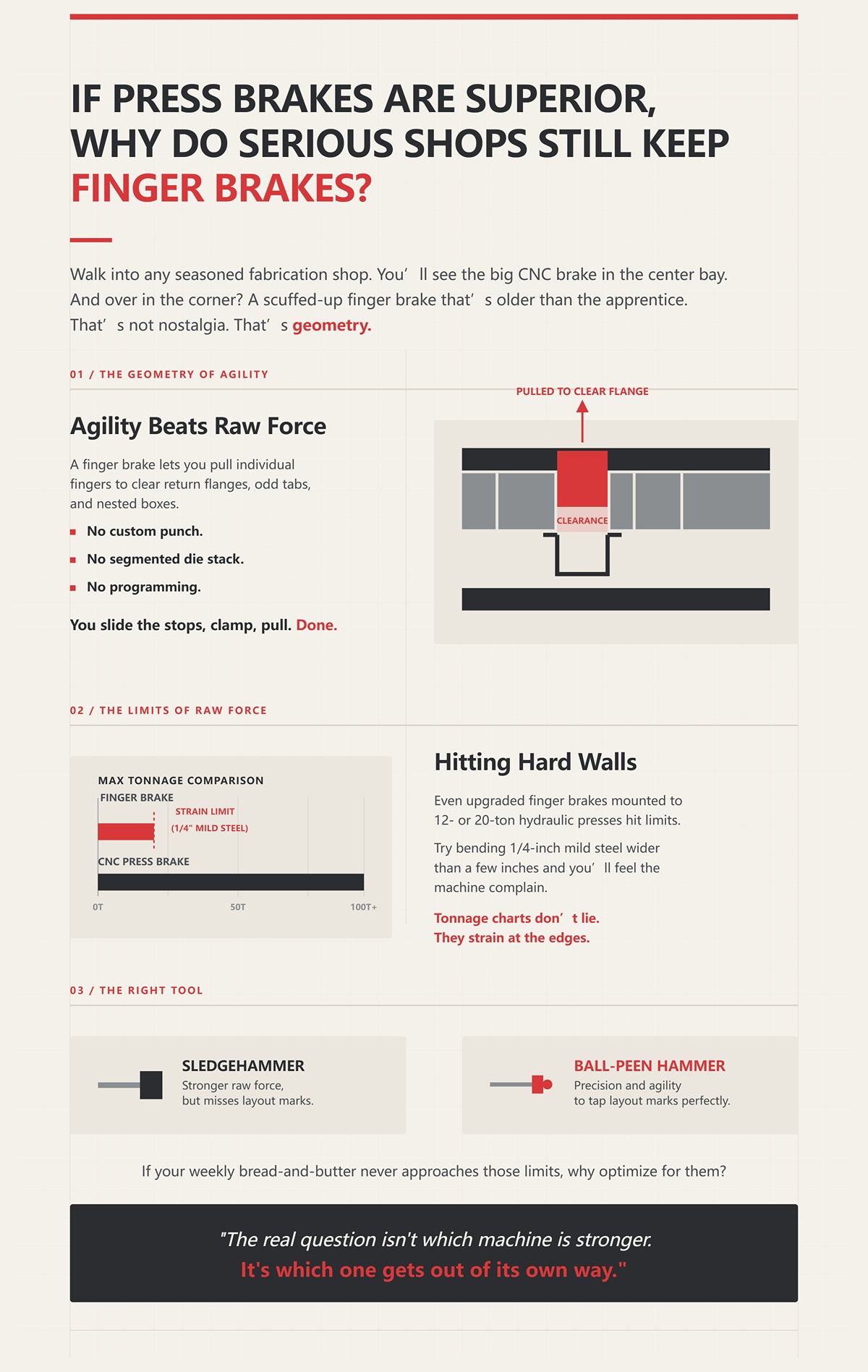
ادخل أي ورشة تصنيع متمرسة. سترى آلة الكبس CNC الكبيرة في الحظيرة المركزية. وفي الزاوية؟ فرامل أصابع مخدوشة وقديمة أكثر من عمر المتدرب.
ليست هذه حنينًا للماضي. إنها هندسة هندسية.
تتيح لك فرامل الأصابع إزالة الأصابع الفردية لتفادي الشفاه المرتجعة والألسنة الغريبة والصناديق المتداخلة—دون حاجة إلى لكمة مخصصة أو رص للقوالب المجزأة أو برمجة. تقوم بتحريك الإيقافات، وتثبت، وتسحب. انتهيت. في الأجزاء منخفضة الإنتاج، تتفوق تلك المرونة الهندسية على القوة الخام في كل مرة.
والآن، لنكن صريحين بشأن الحدود. حتى فرامل الأصابع المحدثة المثبتة على مكابس هيدروليكية بسعة 12 أو 20 طنًّا تصل إلى حدود قاسية. حاول ثني فولاذ معتدل بسماكة ربع بوصة أوسع من بضع بوصات وستشعر أن الآلة تشتكي. جداول القوة بالطن لا تكذب. إنها تتوتر عند الأطراف.
لكن هذا هو المغزى.
إذا كان عملك الأسبوعي المعتاد لا يقترب من تلك الحدود، فلماذا التحسين من أجلها؟ المطرقة الثقيلة أقوى من مطرقة الكرة الصغيرة، لكنك لا تضع علامات المخطط بها. هكذا تفقد الدقة.
السؤال الحقيقي ليس أي آلة أقوى. بل أي آلة لا تعيق نفسها.
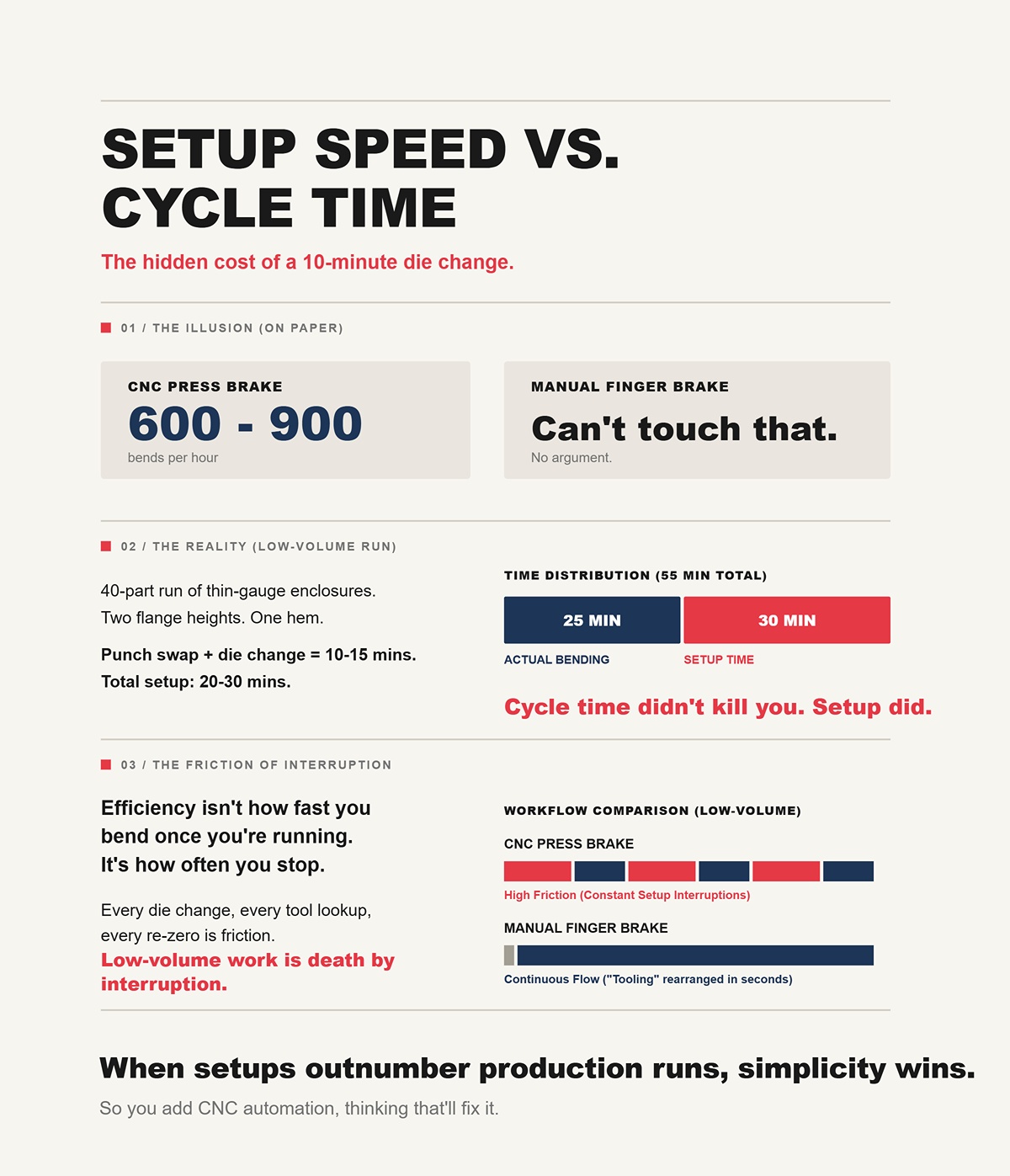
على الورق، يمكن لآلة الكبس CNC أن تنجز من 600 إلى 900 عملية ثني في الساعة. لا يمكن لفرامل الأصابع اليدوية الوصول إلى ذلك. لا جدال في ذلك.
الآن تخيل هذا: تشغيل 40 قطعة من صناديق القياس الرقيق. ارتفاعان للشفة. ثني واحد. على آلة الكبس، يعني ذلك تبديل لكمة وتغيير قالب. قل إنها تستغرق 10 دقائق إذا كان المشغل بارعًا. وخمس عشرة إذا كان بشريًا.
هذا يعني 20 إلى 30 دقيقة من الإعداد في عمل قد يستغرق 25 دقيقة فقط من عملية الثني الفعلية.
زمن الدورة لم يكن ما قتلك. الإعداد هو من فعل ذلك.
اسمع، الكفاءة ليست في مدى سرعة الثني بمجرد التشغيل. إنها في عدد المرات التي تتوقف فيها عن التشغيل. الأعمال ذات الحجم المنخفض تموت بالانقطاعات. كل تغيير في القالب، كل بحث عن أداة، كل إعادة ضبط للصفر هو احتكاك. مكبس الأصابع يتجنب معظم ذلك لأن “الأدوات” موجودة بالفعل — أصابع مقسمة تُعيد ترتيبها يدويًا في ثوانٍ.
عندما يفوق عدد الإعدادات عدد مرات الإنتاج، تفوز البساطة.
لذا تضيف التشغيل الآلي بنظام CNC، معتقدًا أن ذلك سيحل المشكلة.
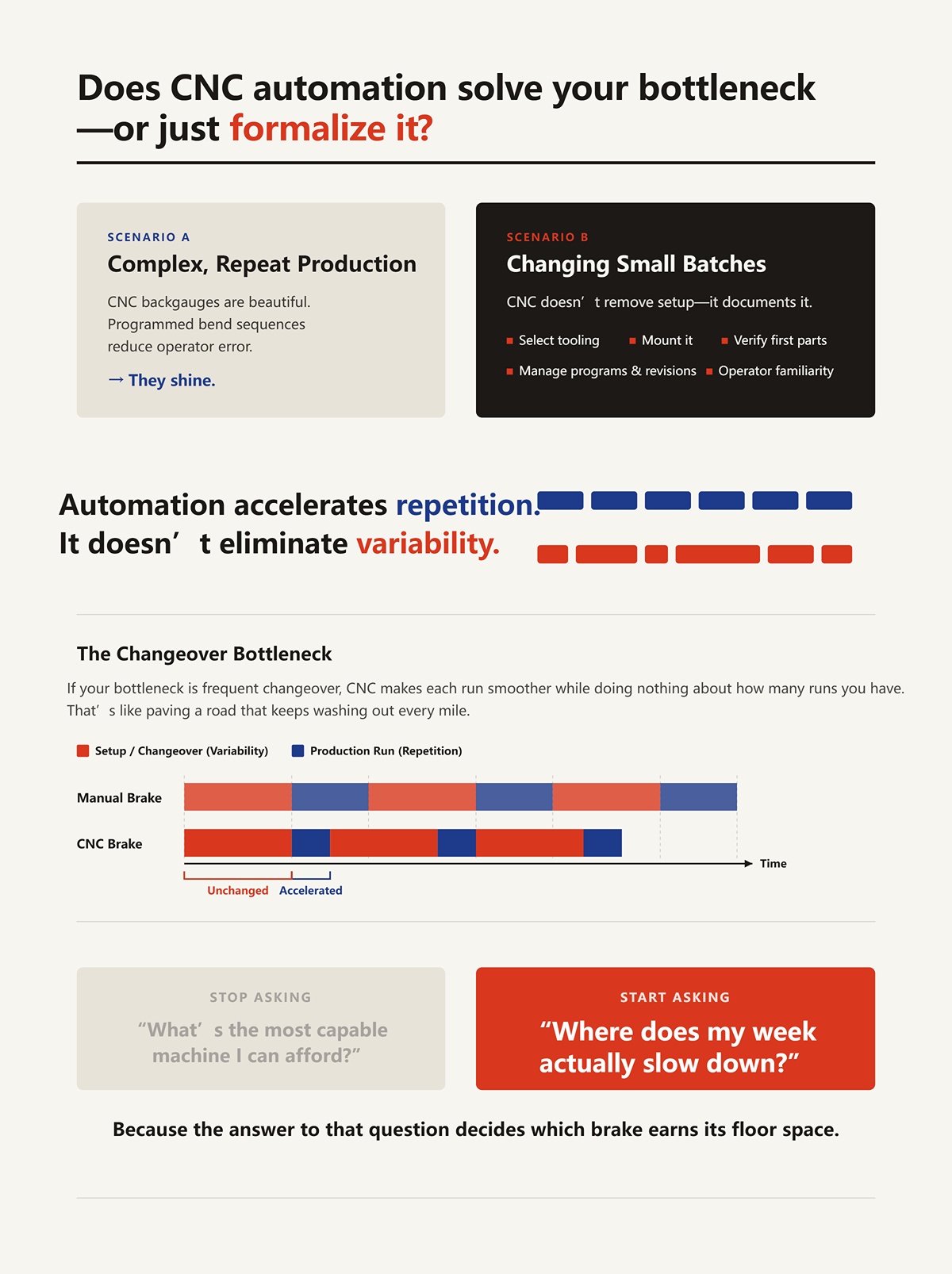
مقاييس التراجع الآلية CNC رائعة. تسلسلات الثني المبرمجة تقلل أخطاء المشغل. في الإنتاج المعقد والمتكرر؟ إنها تتألق.
ولكن في الدُفعات الصغيرة والمتغيرة باستمرار، لا يلغي CNC الإعداد — بل يوثقه. لا تزال تختار الأدوات. لا تزال تركبها. لا تزال تتحقق من القطع الأولى. والآن أيضًا تدير البرامج، والمراجعات، وإلمام المشغل.
الأتمتة تُسَرّع التكرار. لكنها لا تقضي على التباين.
إذا كان عنق الزجاجة لديك هو التغيير المتكرر، يمكن لـ CNC أن يجعل كل تشغيل أكثر سلاسة بينما لا يفعل شيئًا حيال عدد مرات التشغيل لديك. هذا يشبه تعبيد طريق يغسل كل ميل.
في نهاية هذا، أريدك أن تشعر بالتحول: توقف عن السؤال “ما هي أقوى آلة يمكنني تحمل تكلفتها؟” وابدأ بالسؤال “أين يتباطأ أسبوعي فعلاً؟”
لأن إجابة هذا السؤال هي التي تُحدد أي مكبس يستحق مساحته على الأرض.
هل تريد طريقة عملية لتقرير أي مكبس يناسب عبء عملك؟
ابدأ بجزء واحد. حاوية كهربائية بمقياس 20، عرضها 12 بوصة، عمقها 8 بوصات، جوانبها 4 بوصات، أربعة حواف مرتدة. خمسون قطعة. ثم في الأسبوع التالي، نفس الأبعاد ولكن أحد الحواف بطول 5 بوصات وهناك لسان فصل على الجانب.
في مكبس الضغط، حياة هذا الجزء أو موته تتوقف على هندسة الأدوات. في مكبس الأصابع، حياته أو موته تعتمد على قدرتك على سحب إصبعين وترك فجوة.
ذلك الفرق لا يتعلق بالقوة. بل يتعلق بإمكانية الوصول المادي.
مكبس الضغط هو نظام قضبان — أداة الثقب في الأعلى والقالب في الأسفل. كل ما تُشكّله يجب أن يمر بين تلك القضبان دون أن يصطدم بالفولاذ الثابت. مكبس الأصابع يشبه السياج الخشبي — أزل الأعمدة التي لا تحتاجها ويتأرجح المعدن في الهواء الطلق. نظام قضبان مقابل سياج خشبي. نفس المسمى الوظيفي. حريات مختلفة.
عندما يكون أسبوعك مليئًا بصناديق وأغطية وحوامل وتعديلات منخفضة الكمية، فإن الحرية الهندسية ليست رفاهية. إنها ما يمنعك من إعادة تصميم الجزء ليناسب الآلة بدلًا من العكس.
فأين تظهر تلك الحرية فعليًا في المعدن الحقيقي؟
تخيل صندوقاً بسيطاً: أربعة جوانب مطوية إلى الأعلى، ثم ترغب في إغلاق الزاوية الأخيرة بحافة رجوع صغيرة تُطوى إلى الداخل.
على المكبح الضاغط، عندما تكون قد شكلت ثلاثة جوانب، يكون للصندوق المشكل جزئياً جدران مرفوعة. ثم تحاول إدخاله تحت أداة مستقيمة وفي قالب مستقيم. تصطدم تلك الجدران بحامل الأداة أو بالإطار قبل أن تلمس الدواسة حتى. يمكنك شراء أدوات رقبة الإوزة لتفادي بعض الاصطدام. يمكنك تقسيم القوالب. يمكنك ترتيب الثنيات على مراحل.
لكن الفولاذ لا يكذب. إذا كانت الجدران المشكلة أطول من عمق الحلق المتاح ومسافة خلو الأداة، فالأمر انتهى. كل قوة الضغط في العالم لن تنقذ ذلك الجزء.
اسمع، لقد شاهدت الورش وهي تطارد هذه المشكلة بأدوات مخصصة: أدوات ضغط بإزاحة خاصة، وأكوام قوالب مصنعة حسب الطلب، وأدوات مصممة لمنتج يُباع منه 200 وحدة في السنة. وهكذا تجد نفسك تحدق في خطأ في الأدوات $4,000 لأن المراجعة غيّرت ارتفاع الحافة بنصف بوصة.
الآن انتقل إلى مكبح الأصابع. أزل الإصبعين حيث تحتاج مساحة لحافة الرجوع تلك. اثنِ ثلاثة جوانب. ارفع الحافة الأخيرة إلى الفراغ الذي أنشأته. لا اصطدام، ولا فولاذ مخصص، مجرد فراغ حيث تحتاجه.
تلك هي مفارقة الصندوق واللوح: الآلة الأكبر والأقوى هي أحياناً التي تجد نفسها محصورة.
لكن الهندسة لا تتعلق فقط بما إذا كان الجزء مناسباً، بل أيضاً بما إذا كانت الأدوات تتيح لك إنهاء ما بدأت به.
خذ فولاذاً معتدل الصلابة بسماكة 16-قياس — وهو الحد الأعلى المريح لمعظم مكابح الأصابع اليدوية. تريد حافة بطول 3 بوصات على جانب واحد، ثم رجوع بمقدار 1 بوصة على تلك الحافة.
على المكبح الضاغط، القوة المطلوبة طفيفة. ثني الهواء لفولاذ 16-قياس على قدم واحدة قد يتطلب عدة أطنان حسب فتحة القالب على شكل V. أمر سهل حتى لوحدة هيدروليكية صغيرة. المشكلة ليست في القوة، بل في "الضوء النهاري" — المساحة الرأسية المفتوحة بين الكباس والقاعدة — وفي شكل الأداة.
إذا لم يكن للأداة عمق حلق كافٍ، فإن الحافة ذات الثلاث بوصات تصطدم بجسم الأداة قبل أن يصل الرجوع بمقدار بوصة واحدة إلى زاوية 90 درجة. فتنتقل إلى أداة رقبة الإوزة أعمق. هذا يغيّر مقدار الخصم في الثني. الآن يتغير الرسم المسطح. تعدّل البرنامج. أول قطعة تجريبية أطول بمقدار 0.030 بوصة لأن الفولاذ المقاوم للصدأ يرتد أكثر من الفولاذ المعتدل — يقارب مرة ونصف القوة، واسترجاعاً مرناً أكبر. الآن أنت تضبط المقياس الخلفي.
هذا ثلاث تعديلات قبل أن تصنع خمس قطع فقط.
في مكبح الأصابع، الخلوات مدمجة في التصميم. الأصابع القابلة للإزالة تخلق فراغات رأسية تمر من خلالها الحواف الطويلة. أنت لا تتصارع مع شكل أداة ثابت. بل تحدد أي فولاذ يبقى وأي فولاذ يُزال.
لكن لنُقر بأن مكابح الأصابع ليست سحرية. معظم مكابح الصناديق والألواح التي يبلغ عرضها 24 بوصة تصل إلى حد فولاذ معتدل بسماكة 16-قياس لأنك أنت النظام الهيدروليكي. ذراعك هو جدول القوة. جرّب سماكة 10-قياس وستتوقف في منتصف السحب.
ذلك هو خط الحدود. الحرية الهندسية تنتصر داخل نطاق الصفائح الرقيقة. لكن عند الانتقال إلى الألواح الأكثر سماكة، يصبح المكبح الضاغط ليس مجرد أداة مريحة — بل ضرورة.
إذن، إذا كانت مكابح الأصابع لا تستطيع التعامل مع القطع السميكة الفردية، فلماذا لا تزال تهيمن على أعمال التصنيع الأولية المخصصة؟
يدخل زبون ومعه رسم تخطيطي على منديل. لوح ألمنيوم بسماكة 0.090 بوصة. ثلاث ثنيات. قد يتغير أحد الجوانب اعتماداً على كيفية تركيبه في الميدان.
على مكبس الثني، تختار القطعة العلوية (اللكمة)، وتختار فتحة القالب لتحقيق نصف القطر الداخلي الذي تريده، تضبط حاجز الرجوع، تبرمج التسلسل، تُجري عملية ثني تجريبية، تقيس الارتداد، وتُجري التعديلات. عشر إلى خمس عشرة دقيقة إذا كنت سريع البديهة. أطول من ذلك إذا كنت تنتقل من عمل سابق باستخدام أدوات مختلفة.
على مكبس الثني اليدوي بالأصابع، تضبط محدد العمق باستخدام شريط القياس، تزيل الأصابع التي لا تحتاجها، تُثبّت، وتثني. إذا احتاج الحرف أن يكون أطول بمقدار 1/8 بوصة، تُزحزح المحدد وتثني مجددًا. لا يوجد مخزن أدوات. لا تعديل في البرنامج. لا انتظار لدورة حركة المكبس.
اسمع، زمن الدورة في مكبس الثني CNC سيتفوق تمامًا على الماكينة اليدوية بمجرد أن تدخل مرحلة مئات القطع. ثلاثون هنا. خمسون هناك. لا مجال للمقارنة.
لكن هذا هو المغزى.
في النمذجة الأولية، العملية الأبطأ ليست الثني. إنها اتخاذ القرار. كلما تمكنت من تغيير رأيك بسرعة، كلما اقترب الجزء بسرعة من أن يصبح صالحًا للاستخدام. مكبس الثني يكافئ اليقين. مكبس الأصابع يتسامح مع الشك.
إليك الاختبار العملي الذي طلبته: انظر إلى أعمال الشهر الماضي. كم عددها كان أقل من 100 قطعة؟ كم منها كان من سماكة 18 إلى 22 مقياسًا؟ كم مرة تغيرت ارتفاعات الحواف أو مواقع الألسنة بعد القطعة الأولى؟
إذا كانت معظم إجاباتك تدور حول المعادن الرقيقة والتعديلات المستمرة، فإن حرية الشكل ستعود عليك بالنفع كل أسبوع.
وإن لم تكن كذلك — إذا كانت أعمالك تزداد سماكةً وطولاً وتكرارًا — ففي أي نقطة تتوقف الحرية عن كونها كافية؟
الورشة التي عملت معها كانت تقوم بثني حوامل مجلفنة من مقياس 18 لرفوف اتصالات — أربع انحناءات لكل قطعة، لا شيء معقد. الأسبوع الأول: 40 قطعة. الأسبوع الثاني: 120. بحلول الشهر الثالث، كانوا يشحنون 600 قطعة أسبوعيًا، نفس الرسم، نفس المادة، دون تعديلات.
عند 40 قطعة، كان مكبس الأصابع منطقيًا. تثبيت، ثني، فك التثبيت. عشر ثوانٍ لكل ثني إذا كان المشغل مستقرًا. ولكن عند 600 قطعة أسبوعيًا، هذا يعني 2400 عملية ثني. وحتى عند ثمانية ثوانٍ نظيفة لكل ثني، فأنت تنظر إلى أكثر من خمس ساعات من سحب الذراع فقط—وقبل أن يبدأ الإرهاق بجعل الزاوية ضحلة بدرجة واحدة عند القطعة رقم 317.
هذا هو الحد الفاصل.
عندما تتوقف أجزاؤك عن التغير ويصل حجم إنتاجك إلى ما يقارب 300–500 قطعة متطابقة أسبوعيًا للمقاييس الرقيقة، أو أكثر من 100 للمقاييس المتوسطة، يتحول السؤال من “هل أستطيع صنعها؟” إلى “هل أستطيع صنعها بنفس الشكل يوم الجمعة الساعة 4:30 كما فعلت يوم الاثنين الساعة 8؟” عند هذه النقطة، يستحق مكبس الثني مساحته في الورشة.
لكن ما الذي ينكسر أولاً حقًا—الآلة أم الإنسان؟
لقد شاهدتُ مشغلًا ماهرًا يحافظ على دقة ±1 درجة على مكبس الأصابع طوال الصباح في مقياس 20. بحلول وقت الغداء، تبدأ تلك الدقة بالتراجع. ليس لأنه نسي الطريقة. بل لأن الفولاذ يقاوم.
تعتمد مكابس الثني اليدوية على قوة العضلات والإحساس. حتى التغييرات الصغيرة في سرعة السحب تغير مقدار انثناء الذراع. كما ينحرف شريط التثبيت قليلاً تحت الحمل. الارتداد—وهو ميل المعدن للانفتاح بعد الثني—يتفاوت من صفيحة إلى أخرى. في الفولاذ الطري بسماكة 18 مقياسًا، يؤدي خطأ بدرجة واحدة في الحافة بقياس بوصة واحدة إلى انحراف في موقع الحافة بنحو 0.017 بوصة. ومع أربع انحناءات، يتراكم هذا الخطأ في تجميعات تُجبرك على التصحيح.
مكبس الثني الهيدروليكي لا يتعب. يتحرك الدقّاق في نفس المشوار كل مرة. حتى الماكينة الأساسية غير المزودة بتحكم CNC تطبق قوة متسقة من خلال الأسطوانات بدلاً من الأكتاف. أضف محدد الرجوع—وهو حاجز مُدار يحدد موضع الجزء—فلن يكون طول الحافة معتمدًا على شريط القياس؛ بل يُقاد إلى موضع مبرمج بدقة بضعة آلاف من البوصة.
اسمع، جدار التكرارية لا يتعلق بالكبرياء. إنه مسألة حساب وإرهاق.
بمجرد أن تبدأ بإنتاج أكثر من 500 حامل متماثل، فإن تكلفة دفعة واحدة تخرج عن حدود التحمل يمكن أن تُهدر أسبوعًا كاملًا من العمل. لقد رأيتُ ورشًا تتلف 150 قطعة لأن المشغل لم يلاحظ أن الزاوية بدأت تنفتح بمقدار 1.5 درجة بعد التبديل إلى لفة جديدة من المعدن. لقد كانت تشغيل إتلاف $3,200—وكل ذلك لأن العملية كانت تعتمد على الإحساس بدلاً من التحكم في المشوار.
مكبح الإصبع مقابل مكبح الضغط يشبه مفتاح العزم مقابل قضيب الكسر. أحدهما يطبق القوة بدقة وبشكل متكرر؛ والآخر يعتمد على مدى ميلك في ذلك اليوم.
إذن الحجم يكشف حدود البشر. والسماكة تكشف الحدود الفيزيائية.
خذ فولاذاً خفيفاً بسمك 10 قياس—حوالي 0.135 بوصة. حاول ثني قطعة بعرض 24 بوصة بزاوية 90 درجة باستخدام مكبح صندوق ولوح قياسي بعرض 24 بوصة ومصنف لسماكة 16 قياس. ستصل إلى منتصف الطريق وتشعر بأن الإطار كله يحتج. يرتفع شريط التثبيت. ينحني الرافد. تتوقف قبل أن ينكسر شيء ما.
ذلك التصنيف ليس مجرد دعاية تسويقية. إنه تصميم هيكلي. دعامات المحور، صلابة الرافد، ضغط التثبيت—جميعها مصممة لأقصى عزم انحناء. تجاوز ذلك، ولن تحصل فقط على انحناء سيئ، بل ستقوم بتشويه الآلة بشكل دائم.
تحسب مكابح الضغط الحمولة بالطن حسب سماكة المادة، قوة الشد، طول الانحناء، وفتحة القالب. على سبيل المثال، ثني الفولاذ الخفيف بسمك 10 قياس على قالب V بفتحة 1 بوصة قد يتطلب حوالي 12–15 طن لكل قدم. إذا ثنيت 4 أقدام، فستكون في نطاق 50–60 طن. هذا عمل بسيط حتى لمكبح ضغط هيدروليكي متوسط الحجم.
استمع، عندما تصبح أعمالك المعتادة عند سماكة 12 قياس أو أكثر، تنتهي المحادثة. أنت بحاجة إلى حمولة مسيطر عليها بدقة.
وليس الأمر متعلقاً فقط بـ “هل يمكنه الثني”. فالمواد السميكة تضخم ارتداد الانحناء. الفولاذ المقاوم للصدأ بسماكة 12 قياس قد يرتد بمقدار 2–3 درجات. في مكبح الضغط، تقوم بالمبالغة في الثني ببرمجة ضربة أعمق. بينما في مكبح الإصبع، تخمن، تسحب بقوة أكبر، تتحقق باستخدام مربع، ثم تعيد الثني. كل تصحيح يؤدي إلى تصلب خط الانحناء ويعرضه للتشقق.
الهندسة تكسب في الصفائح الرقيقة. والفيزياء تكسب في الألواح السميكة.
إذن لقد رسمنا الآن خطين واضحين: الحجم والسماكة. ما الذي يجعل مكبح الضغط مربحاً فعلاً بمجرد تجاوزهما؟
دخلت إلى ورشة لم يتغير فيها إعداد مكبح الضغط لمدة ثلاثة أشهر. نفس الثاقب، نفس قالب V ذي الأربعة استخدامات، نفس مواقع مقياس الرجوع. كانوا يصنعون مجموعة من الحوامل—تغير الطول فقط. المشغل يحمّل، يضغط على الدواسة، يسقط الجزء، ويكرر. كانوا يحققون متوسط 700–800 انحناء في الساعة على مكبح ضغط CNC. ليس لأن الآلة سحرية، ولكن لأن شيئاً لم يتغير.
هذا هو الإيقاع.
يؤتي مكبح الضغط ثماره عندما تستقر أعمالك حول أدوات ثابتة. تختار فتحة قالب تعطي نصف القطر الداخلي الذي تريده. تضبط خصم الانحناء—تعويض النمط المسطح لتمدد المادة. تبرمج مقياس الرجوع مرة واحدة. بعد ذلك، يتم تقسيم تكلفة الإعداد على آلاف الدورات.
عندما يكون عدد الأجزاء أقل من 100، يمكن أن تلتهمك مدة الإعداد. بينما فوق 1,000 انحناء متطابق، تختفي مدة الإعداد وسط الضجيج.
وهنا حيث تخدع الورش نفسها: يشترون مكبحاً كبيراً متوقعين أن تتحول المرونة إلى ربح. لكن مكبح الضغط نظام سكة حديد. يعمل بشكل أفضل عندما تكون المسارات ثابتة. أما مكبح الإصبع فهو كالشاحنة الصغيرة—يمكنك أن تمر عبر الحقول كلما احتجت.
بمجرد أن يعتمد نموذج عملك على طلبات متكررة يمكن التنبؤ بها—500 هذا الأسبوع، 500 في الأسبوع التالي، نفس الرسم—فإن نظام السكة هو الفائز. عمق ضربة ثابت. طول شفة ثابت. اختلاف طفيف بين المشغلين. تصبح العمالة تحميل وتفريغ لا حكم وتصحيح.
لكن هذه هي النقطة التي يغفلها معظم المالكين.
عتبة مكبح الضغط ليست عاطفية. إنها تشغيلية. عندما تدخل في إنتاج متكرر، مادة أكثر سماكة، وتداخل دقيق في التفاوتات عبر التجميعات، تتوقف الحمولة المتحكم بها والدقة المتكررة عن كونها كماليات. وتصبح الأرض التي تقف عليها.
وبمجرد أن تقرر أنك بحاجة إلى تلك الأرضية، فإن السؤال التالي لن يكون “هل يجب أن أشتري مكبح ضغط؟”
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة ثني الصفائح هي الخطوة التالية ذات الصلة.
إنه ما إذا كنت مستعدًا لكل ما يأتي مثبتًا معه.
كانت مكابح الضغط CNC الجديدة بقدرة 175 طن لا تزال دافئة من عملية التركيب عندما قال لي المالك: “الآن يمكننا ثني أي شيء”. بعد ثلاثة أسابيع، كنا نعيد ترتيب الورشة بأكملها لأن الرافعة الشوكية لم تستطع تحريك صفيحة بطول 10 أقدام إلى الحلق دون أن تحجب الليزر. لا أحد يضع ذلك الجزء في الميزانية. ومع ذلك، فإن مكابح الضغط ليست سوى نصف المعادلة — يجب أن يكون القاطع المُسبق بالحجم والشكل والأتمتة المناسبة لتغذيتها بكفاءة. الجمع بين قدرة الثني ونظام عالي الطاقة وكبير الحجم مثل آلة القطع بالليزر CN-HAWE—المصممة للإنتاج المعدني بنظام تحكم CNC كامل—يجبرك على التخطيط للخلية الصناعية كنظام واحد، وليس كعمليتين مستقلتين.
لقد وصلت إلى المرحلة التي لم تعد فيها مكابح الضغط اختيارية. حسنًا. لكن الالتزام بها يغيّر مخطط أرضيتك، وميزانية أدواتك، وسحب الطاقة، وتوقيت سير العمل، ومهارات المشغلين لديك. سعر الآلة هو دفعة أولى؛ ورف الأدوات هو الرهن العقاري الذي لم تخطط له.
فما الذي يأتي فعليًا مثبتًا مع تلك الترقية “الضرورية”؟
تزن مكابح الضغط الهيدروليكية النموذجية بطول 10 أقدام أكثر من 20,000 رطل وتستهلك تقريبًا من 18 إلى 22 قدمًا من الجدار الخطي بمجرد أخذ مسافة الصيانة في الاعتبار. هذا هو الحديد فقط. الآن أضف منطقة تجهيز المواد أمامها — على الأقل بطول الانحناء الكامل بالإضافة إلى ممر للمشغل — ومسافة أمان خلفها للأجزاء التي تتأرجح لأعلى على الحافات الطويلة. عمليًا، لقد خصصت مساحة مستطيلة بمقاس 10 في 25 قدمًا من أفضل أجزاء الورشة.
اسمع، ورقة المواصفات تخبرك بطول السرير والقوة بالطن. لكنها لا تخبرك بنصف قطر الدوران.
عمق الحلق — المسافة من الكباس إلى الإطار — قد يكون 8 أو 12 بوصة. يبدو ذلك سخيًا حتى تبدأ بتشكيل قطعة بطول 36 بوصة مع حافة انعكاسية. فجأة، أنت تدور القطعة في منتصف العملية، أو تنقلها جانبيًا، أو تعيد التفكير في ترتيب الثنيات لأن الإطار يحجبك. مكابح الضغط تمنحك القوة؛ مكابح الأصابع تمنحك هندسة مفتوحة. الأولى مكبس حفرة؛ والثانية ملزمة مفتوحة.
يظهر هذا التبادل في وقت معالجة المواد. في الأعمال منخفضة الحجم وذات سماكة صغيرة — مثل أغلفة كهربائية بسماكة 20 بمثابة دهنات وحواف مرتدة — قد تستغرق دورة الثني الفعلية ثلاث ثوانٍ فقط على مكابح الضغط. لكن القلب، والدوران، وإعادة التثبيت؟ هنا تُستهلك الدقائق. مكابح الصناديق والألواح تسمح لك بترك القطعة مسطحة على الطاولة والسير في مراحل التشكيل دون رفع صفائح 4×4 قدم على ارتفاع الصدر.
لكن هذا هو المغزى.
عندما تمتلئ ورشتك بنظام سكة ثابت بطول 10 أقدام، يجب أن يتوافق كل عمل غريب الشكل أو كثير التعديلات أو رقيق السماكة مع تلك السكة. الآلة لا تتحرك. سير العمل هو الذي يتحرك. هل أنت مستعد لتصميم تدفق إنتاجك حول عمود واحد لا يتحرك؟
تباهى أحد العملاء ذات مرة بشراء مكابح ضغط مستعملة بقدرة 150 طن بسعر رخيص. بعد ستة أشهر، أنفق خطأ في الأدوات $4,000 المال لأنه طلب لكمات على النمط الأوروبي مصنفة بالطن المتري لكل متر وركّبها على مكابح أمريكية مصنفة بالأطن القصيرة لكل قدم. نفس الأرقام على الورق. لكن الفيزياء في الفولاذ مختلفة.
تصنيفات الأدوات ليست عالمية. فهناك كتالوج يسرد 60 طنًا لكل متر، وآخر يسرد 20 طنًا لكل قدم. دون تحويل، إما أن تقلل الحجم وتخاطر بتكسير الكمة، أو تزيد حجم الآلة لأنك تظن أن القوالب ضعيفة. هذا الالتباس يدفع الورش بهدوء إلى شراء مكابح أكبر من حاجتها.
الآن أضف معادلة القوة: ترتفع قوة الثني مع مربع سماكة المادة وتقل كلما اتسع فتح V للقالب. لقد رأيت ألواح A36 بسماكة 1/4 بوصة على طول 10 أقدام تتطلب ما يقارب 200 طن مع قالب V بفتحة 2 بوصة، وتنخفض إلى نحو 140 طنًا مع قالب بفتحة 3 بوصات. نفس المادة. نفس الطول. ولكن خيار أدوات مختلف.
فما هو المتغير الحقيقي — حجم الآلة أم اختيار القالب؟
اسمع، في كل مرة تطارد فيها نصف قطر داخلي أصغر في المعدن الرقيق، تضيق فتحة الـ V. الفتحة الضيقة تعني طلب قوة أكبر بالطن لكل قدم. وهذا يعني تبديل القوالب. وهذا يعني وقت إعداد أطول. في تشغيل مخصص من 40 قطعة، يمكن لتغيير قالب يستغرق 20 دقيقة أن يلتهم الربح بالكامل.
مكبس الأصابع لا يهتم بفتحات حرف V. إنه يثني حول هندسة الشفرة والأصابع القابلة للإزالة. لا يوجد رف قوالب. لا مكتبة لكمّات. لا ضبط للميلان لتحقيق التاج. المقارنة بين مكبس الضغط ومكبس الأصابع هنا تشبه مقارنة طقم المفاتيح بالمفتاح القابل للتعديل: أحدهما يمنحك دقة عبر المقاسات، ولكن فقط إذا كنت تمتلك كل مفتاح على حدة.
وكل مفتاح منها يكلف مالًا.
بمجرد التزامك بنظام مكبس الضغط — كماشات العنق الطويل للثنيات المرتدة، قوالب الضغط المزدوجة، فتحات V الضيقة لنصف قطر صغير، فتحات V الواسعة لتخفيف الضغط — فإنك تبني مخزون أدوات يجب أن يبقى منظمًا، مصنّفًا بشكل صحيح، ومجهزًا لتبديلات سريعة. هذا وقت عمل ورأس مال جالس على الرف. في الأعمال المتكررة ذات الإنتاج العالي، يعمل هذا النظام بسلاسة. أما في الأعمال الصغيرة ذات السماكات الرقيقة والفوضى التصميمية، فيتحول إلى احتكاك.
فمتى يتوقف هذا الاحتكاك ويبدأ ليصبح ميزة تنافسية؟
دعني أضرب لك مثالًا افتراضيًا. أنت تقوم بثني قطع بطول 90 بوصة وسماكة 10 قياس، بزاوية 90 درجة ضيقة، وأطوال حواف متسقة. القالب القياسي على شكل V يضعك قريبًا من الحد الأعلى لمنحنى الضغط. إذا استبدلته بفتحة بعرض بوصة واحدة، فإن الضغط لكل قدم ينخفض بدرجة تكفي ليتمكن مكبس متوسط الحجم من التعامل معه بسلاسة وتحكم أفضل بنصف القطر. مكبس الأصابع لا يمكنه حتى دخول النقاش عند تلك السماكة والطول.
هنا يصبح طقم مكبس الضغط الهيدروليكي منطقيًا.
ليس لأنه مبهر. بل لأن سماكة الخامة، وطول الانحناء، وتراكم التفاوتات تحتاج إلى ضغط مضبوط وأنصاف أقطار محسوبة حسب القالب. نطاق قوة الماكينة يتوافق مع نطاق إنتاجك.
لكن إذا كان 70٪ من عملك الأسبوعي في سماكات 18–22 قياس، وطول أقل من 48 بوصة، مع لسانات غريبة وتعديلات في الرسومات في اللحظة الأخيرة، فإن نفس الطقم الهيدروليكي يصبح “SWAG” — تخمين علمي جامح — في كل مرة تختار فيها قالبًا. أي فتحة V هذه المرة؟ أي كماشة ستتجاوز الثنية المرتدة؟ هل عمق الحلق سيقيّد تسلسل التشغيل؟
اسمع، أسلوب “SWAG” يعمل في النماذج الأولية. لكنه يستنزف المال في الإنتاج.
المنطقة الوسطى هي الرياضيات الواقعية: تتبع عدد مرات تغيير القوالب، وعدد الإعدادات التي تعمل بأقل من 100 قطعة، ومساحة الأرضية التي تبقى خاملة تنتظر “العمل الكبير” التالي. إذا كان مكبسك يقضي وقتًا في الإعداد أكثر مما يقضيه في التشغيل، فقد اشتريت قدرة إنتاجية لا تتناسب مع مزيج عملك.
يصبح مكبس الضغط ضرورة هيكلية عند أحجام وسماكات معينة. بعد هذا الحد، يكون هو الأساس الذي تعتمد عليه. لكن دون هذا الحد — مع السماكات الرقيقة، والدفعات القصيرة، وتنوع الأشكال الكبير — يمكن لمكبس الأصابع بتصميمه المفتوح وإيقاعه الخالي من تبديل الأدوات أن يتفوق على نصب بوزن 175 طنًا.
لذا، قبل أن توقّع على شراء الحديد، اسأل نفسك سؤالًا واحدًا مزعجًا: هل تُبنى إيراداتك على القوة... أم على المرونة؟
أنت تريد حسابًا، لا خطاب تحفيز. جيد. لأن الأمر لا يتعلق بما يمكن للآلة أن أن تفعله. إنه يتعلق بما يجبرك عملك على فعله كل يوم.
إذا كنت تريد مقارنة الأرقام مع قدرات الماكينات الواقعية — مكابس الضغط CNC، أنظمة القطع بالليزر، وأتمتة الصفائح المعدنية المتكاملة — راجع التفاصيل التقنية وخيارات التكوين في الوثائق القابلة للتنزيل من CN-HAWE: نزّل الكتيبات التقنية وأوراق المواصفات. وجود المعلمات الفعلية أمامك يجعل من الأسهل مطابقة السعة والتحكم ومستوى الأتمتة مع نوع العمل الذي تنفذه ورشتك بالفعل.
الخطأ الذي أراه — وقد رأيته أكثر من ثلاثين مرة — هو أن المالكين يسعّرون الحديد قبل أن يسعّروا الاحتكاك. ينظرون إلى جداول الحمولة بالطن، لا إلى سجلات الوقت. يقارنون أقصى قدرة، لا القيد المسيطر. ثم يوقعون على آلة تحل المشكلة الخطأ بشكل جميل.
إليك الفلتر الذي كنت سأستخدمه لو كانت الورشة ورهني العقاري تخصّني.
ابدأ بالفيزياء، لا بالكبرياء.
اسحب بيانات آخر 90 يوماً من أعمالك. ولكل قطعة، دوّن ثلاثة أرقام: نوع المادة، السمك، وأطول طول للثني في ضربة واحدة. الآن شغّل معادلة حساب الحمولة بالطن للثني بالهواء للفولاذ الطري كأساس: P = 650 × S² × L / V.
S هو السمك بالبوصة. L هو طول الثني بالقدم. V هو فتحة القالب بالبوصة. ثم عدّل حسب المادة — اضرب في 1.5 للفولاذ المقاوم للصدأ، و0.55 للألمنيوم. أضف هامش أمان 20%. هذا هو الحقيقية طلبك من الحمولة بالطن، وليس الرقم المُلصق على الآلة.
الآن انظر إلى الرقم الأعلى بين تلك الأعمال.
إذا كانت حتى أسوأ حالة لديك تقل عن 12–16 طناً إجمالاً وطولها أقل من 48 بوصة، فمشكلتك على الأرجح ليست في القوة. إنها في الهندسة — الانعكاسات، الحواف المطوية، الزوايا الصندوقية، الألسنة الغريبة. مكبس الأصابع هو الذي يتفوق هناك.
لكن إذا كنت ترى حاجتك 80 أو 120 أو 180 طناً في الأعمال الاعتيادية — وليس في أعمال نادرة مرة كل سنة — فلن تنقذك مرونة الشكل. أنت بحاجة إلى قوة مضبوطة وقوالب مناسبة.
هنا الجزء الذي يفوته معظم الناس: سعة المكبس وسعة القوالب أداتان مختلفتان تماماً. مكبس بقدرة 20 طناً مع قوالب تتحمل 12 طناً ما زال نظام ثني بـ12 طناً. إذا حمّلْت القالب فوق طاقته، فستجد نفسك أمام كارثة خطأ في الأدوات $4,000 قبل الغداء. الإطار لا يتلف أولاً، بل القوالب هي التي تنهار.
المقارنة بين مكبس الضغط ومكبس الأصابع في هذه المرحلة تشبه المقارنة بين مفتاح عزم ومفتاح كسر: أحدهما يعطيك قوة مقاسة، والآخر يمنحك الوصول والإحساس. إذا كان القيد اليومي لديك هو مواصفات العزم، فأنت تعرف أيهما تحتاجه.
إذن، أي رقم فعلاً يخنق أعمالك — الأطنان لكل قدم، أم الخلوص حول الحافة؟
القوة تخبرك بما هو ممكن. الإعداد يخبرك بما هو مربح.
خذ نفس بيانات التسعين يوماً وعدّ كم مرة غيّرت إعدادات القالب أو القالب السفلي. لا عدد الضربات، بل الإعدادات. إذا كنت تستبدل القوالب خمس مرات في اليوم لتشغيل دفعات من 20 أو 40 أو 80 قطعة، فهذه الآلة تعيش في وضع الإعداد.
الآن احسب هذا: متوسط عدد الثنيات المتطابقة لكل إعداد ÷ متوسط دقائق الإعداد.
إذا كانت الخطوة التالية هي التحدث مباشرة مع الفريق،, اتصل بنا فهي تتناسب بشكل طبيعي هنا.
إذا قضيت 25 دقيقة في تغيير القوالب لتشغيل 40 قطعة بأربع ثنيات لكل منها، فذلك 160 ضربة تُعوّض 25 دقيقة من التوقف. إذا كانت كل ضربة تستغرق ثلاث ثوانٍ، فهذا يعني 8 دقائق من الثني مقابل 25 دقيقة من التحضير.
الآلة أصبحت نصباً تذكارياً. الأرباح تنزف من حولها.
في مكبح الأصابع، لا توجد مكتبة قوالب. تقوم بضبط الأصابع، التثبيت، ثم الثني. “الإعداد” غالبًا ما يكون هو تسلسل الثنيات نفسه. في الأعمال ذات الحجم المنخفض والسمك الرقيق، يفوز هذا الإيقاع لأن تغييرات الهندسة لا تتطلب تبديل أجزاء فولاذية.
اسمع، إذا كان مكبحك يقضي وقتًا أطول مع المفكات على الكباس أكثر من وجود القطع تحته، فقد اشتريت سيارة سباق لتقودها في شوارع المدينة.
لكن ماذا لو كانت مهامك 400 قطعة متطابقة، نفس المادة، نفس الثنيات، أسبوعًا بعد أسبوع؟ عندها يتلاشى الإعداد ويصبح غير ذو أثر. سرعة الشوط وقابلية التكرار تسيطران. هذا هو الوقت الذي يكسب فيه مكبح الضغط قيمته.
إذًا، هل تدير إنتاجًا منتظمًا... أم فوضى محسوبة؟
الآن نكون صادقين.
اكتب النسبة المئوية من الإيرادات حسب نطاق السماكة. ليس ما تأمل في الفوز به العام القادم، بل ما دفع لك هذا الربع.
إذا كانت 70% من فواتيرك تتعلق بمقاسات بين 18–22 مقياسًا وطول أقل من أربعة أقدام، فأنت تعيش في عالم الصفائح الرقيقة. مكبح الأصابع سيتعامل مع ذلك طوال اليوم بأدنى تكاليف إضافية. شراء مكبح بقدرة 175 طنًا لأن عرضًا واحدًا جاء لـ 1/4 بوصة بطول 8 أقدام هو كمن يبني كاتدرائية لحفل زفاف لم يُحدد موعده بعد.
لكن إذا كان مصدر رزقك الأساسي هو صفائح 3/16 أو 1/4 أو 5/16 — حتى وإن كانت بكميات صغيرة — فإن الطريق اليدوي يتحول إلى إرهاق، وعدم اتساق، ومخاطر. هذا ليس شغفًا، بل هو تعويض إصابات عمل ينتظر الحدوث.
إليك الإطار الكامل في سطر واحد:
اشترِ الماكينة التي تحل القيد الأساسي السائد اليوم عبر ما لا يقل عن 60% من إيراداتك.
ليس الأعمال الأكثر ضجيجًا. ولا العروض الأكبر. بل الأغلبية الإحصائية من عملك المدفوع.
اسمع، أغلب حالات الإفلاس التي شاهدتها لم تأتِ من نقص القدرة، بل من فائض القدرة الذي لم يُستغل. دفعات الحديد لا تهتم بـ“إمكانياتك”. ما يهمها هو معدل الاستخدام.
مكبح الضغط مقابل مكبح الأصابع، في نهاية المطاف، هو قرار يشبه المطحنة مقابل المخرطة. لا تشتري واحدًا لأنه أكثر إبهارًا، بل تشتري ما يتناسب مع المواد الموجودة حاليًا على رفوفك.
إذًا، قبل أن تتصل بتاجر المعدات، اسحب فواتيرك وقم بالحساب. مزيج مهامك يخبرك مسبقًا بما يجب أن تشتريه.
هل أنت مستعد للاستماع إليه؟


















