

A nova prensa dobradeira CNC de 175 toneladas ainda estava quente da instalação quando o proprietário me disse: “Agora podemos dobrar qualquer coisa.”
Naquela semana, produziram caixas elétricas de chapa 20. Cinquenta aqui. Trinta ali. Quatro variações de flange. Na sexta-feira, o operador tinha passado mais tempo à procura de punções e a trocar matrizes do que realmente a dobrar metal. A máquina podia conformar chapa de meia polegada o dia todo. Simplesmente nunca o fez.
Potência não é desempenho. Não se estiver parada à espera de ferramentas.
Os fabricantes adoram vender tonagem. As oficinas adoram comprar margem. Já vi proprietários sobredimensionarem prensas dobradeiras em 20–30 por cento “para o futuro”, convencidos de que mais força significa mais oportunidade. O que na verdade compraram foi um erro de ferramenta de $4.000 quando o primeiro conjunto de matrizes sobredimensionado não correspondia ao trabalho de chapas finas que realmente faziam.
Ouça, uma prensa dobradeira que pode dobrar chapa de meia polegada ao longo de três metros é uma maravilha. Mas se 80 por cento da sua programação são suportes, tampas e caixas de chapa entre 18 e 22, essa maravilha transforma-se numa estação de troca de matrizes muito cara. Capacidade além da sua carga de trabalho não é neutra — arrasta o seu fluxo de trabalho atrás dela como um reboque cheio de ferro.
Então, se as prensas dobradeiras são tão superiores, porque é que as melhores oficinas que conheço ainda mantêm uma prensa de dedos aparafusada ao chão?
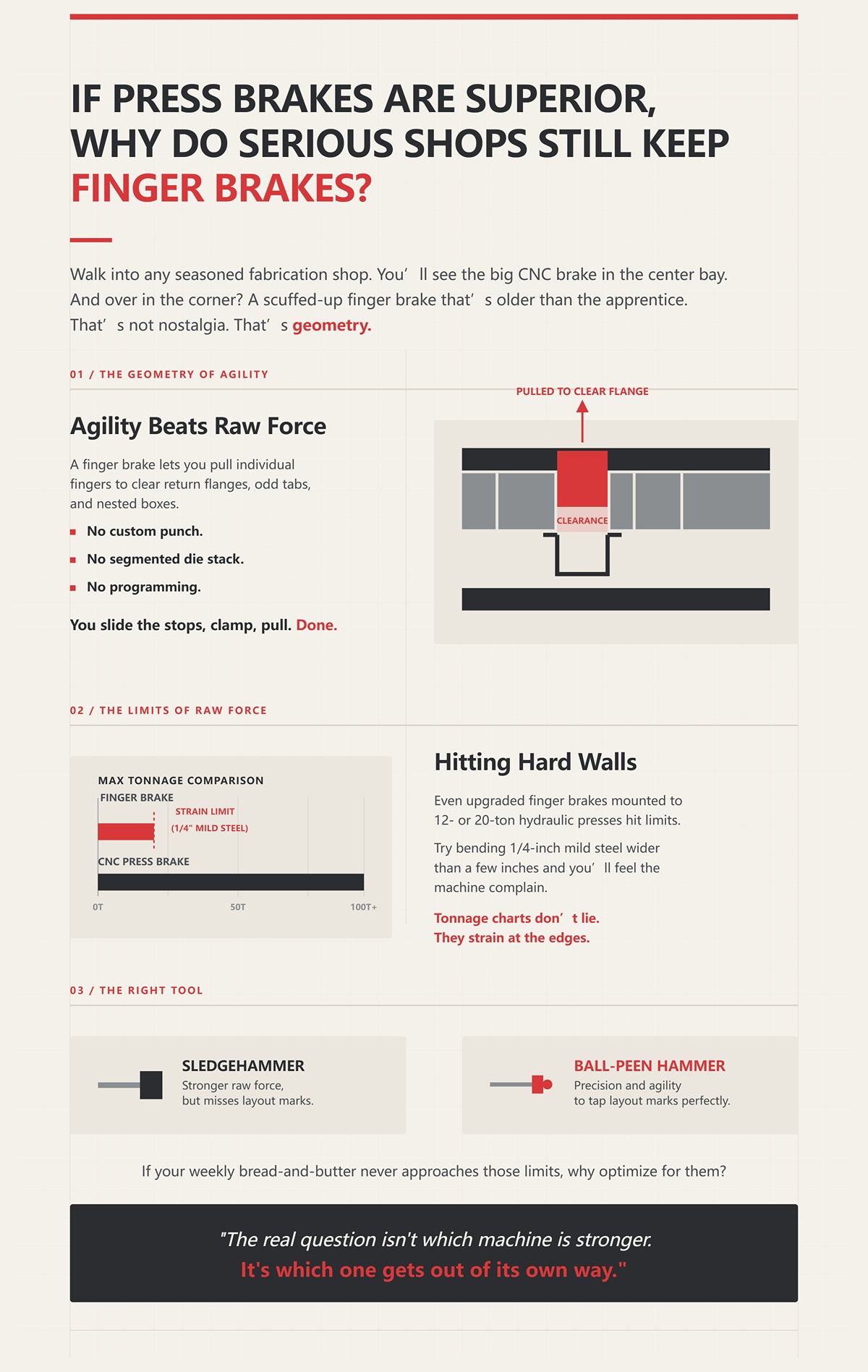
Entre em qualquer oficina de fabrico experiente. Verá a grande prensa CNC na baía central. E lá no canto? Uma prensa de dedos gasta, mais velha do que o aprendiz.
Isso não é nostalgia. É geometria.
Uma prensa de dedos permite retirar dedos individuais para liberar flanges de retorno, abas irregulares, caixas encaixadas — sem punção personalizado, sem empilhamento de matriz segmentada, sem programação. Ajusta-se os topos, aperta-se, puxa-se. Feito. Em peças de baixo volume, essa agilidade geométrica vence a força bruta sempre.
Agora, sejamos honestos quanto aos limites. Mesmo prensas de dedos melhoradas, montadas em prensas hidráulicas de 12 ou 20 toneladas, atingem limites firmes. Tente dobrar aço macio de 1/4 de polegada com largura superior a alguns centímetros e sentirá a máquina reclamar. As tabelas de tonagem não mentem. Elas forçam-se nos limites.
Mas esse é o ponto.
Se o seu trabalho semanal de rotina nunca se aproxima desses limites, por que otimizá-lo para eles? Um malho é mais forte do que um martelo de bola, mas não se marcam traços de layout com um malho. É assim que se erra.
A verdadeira questão não é qual máquina é mais forte. É qual delas não se atrapalha.
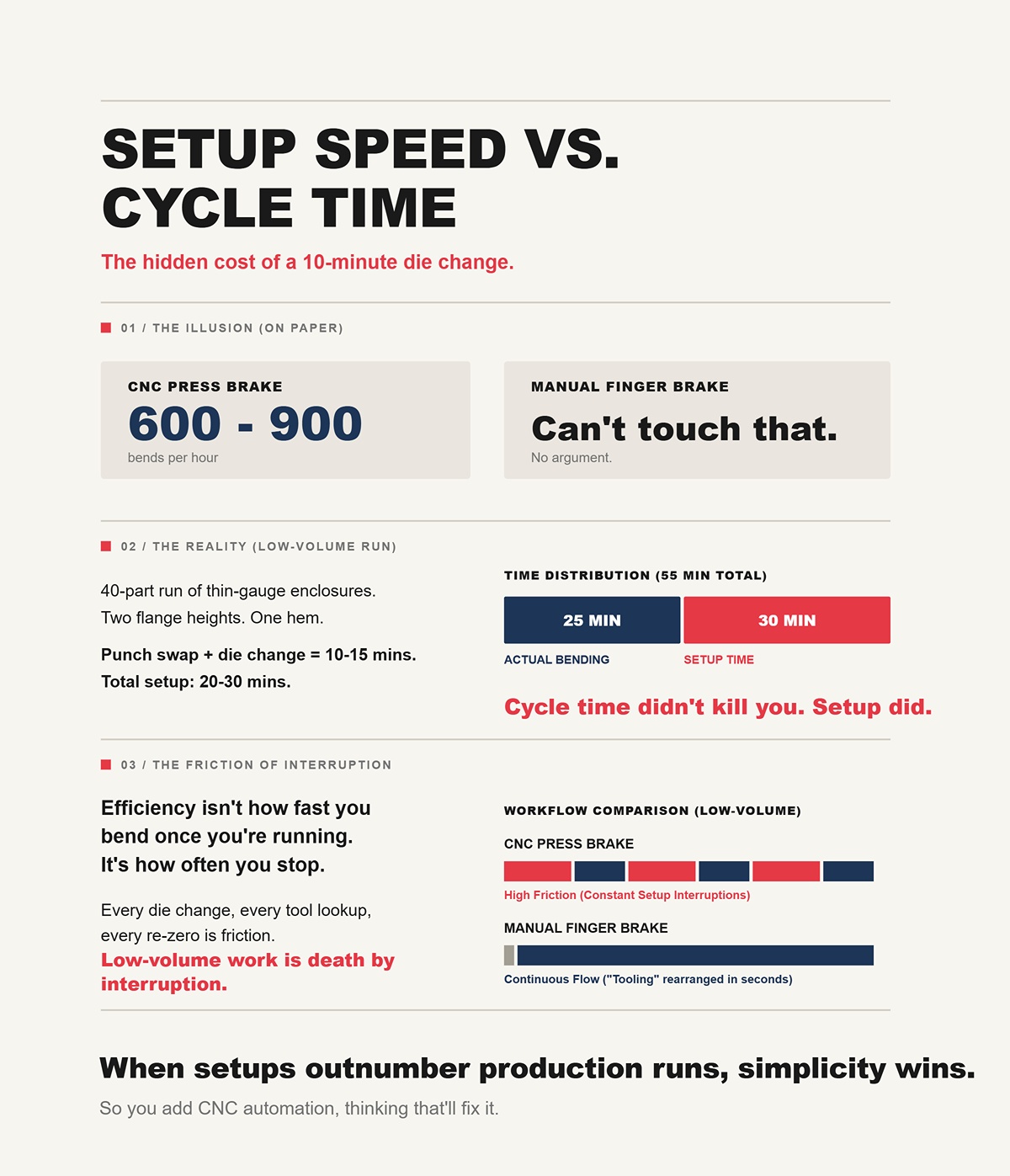
No papel, uma prensa dobradeira CNC pode atingir de 600 a 900 dobras por hora. Uma prensa de dedos manual não chega nem perto disso. Sem discussão.
Agora imagine isto: uma produção de 40 peças de caixas de chapa fina. Duas alturas de flange. Uma dobra dupla. Na prensa dobradeira, isso significa uma troca de punção e de matriz. Conte 10 minutos se o operador for rápido. Quinze se for humano.
São 20–30 minutos de preparação num trabalho que pode demorar apenas 25 minutos de dobragem real.
O tempo de ciclo não te matou. A preparação matou.
Ouve, eficiência não é o quão depressa dobras quando já estás a trabalhar. É o quão frequentemente paras de trabalhar. Trabalho de baixo volume é morte por interrupção. Cada troca de matriz, cada pesquisa de ferramenta, cada novo ponto zero é fricção. O travão de dedos evita a maior parte disso porque o “ferramental” já está lá — dedos segmentados que rearranjas manualmente em segundos.
Quando as preparações são mais frequentes que as produções, vence a simplicidade.
Então adicionas automação CNC, a pensar que isso vai resolver o problema.
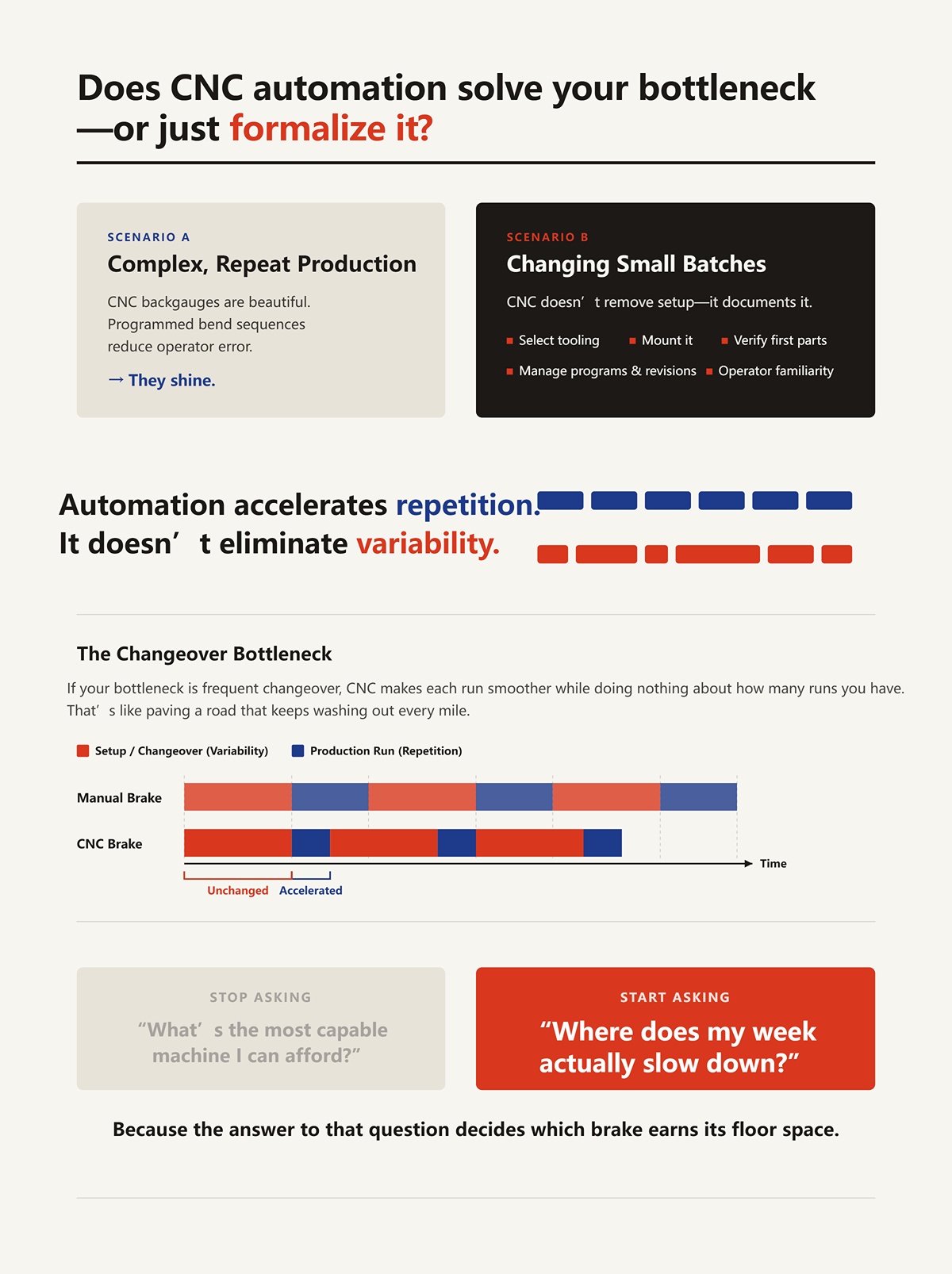
Os batentes CNC são magníficos. As sequências de dobra programadas reduzem o erro do operador. Em produções complexas e repetitivas? São excelentes.
Mas em pequenos lotes que mudam constantemente, o CNC não elimina a preparação — apenas a documenta. Continuas a selecionar o ferramental. Continuas a montá-lo. Continuas a verificar as primeiras peças. Agora também geres programas, revisões e familiaridade do operador.
A automação acelera a repetição. Não elimina a variabilidade.
Se o teu gargalo é a troca frequente, o CNC pode tornar cada execução mais suave, sem alterar o número de execuções que tens. É como asfaltar uma estrada que é levada pela enxurrada a cada milha.
No fim disto, quero que sintas a mudança: deixa de perguntar “Qual é a máquina mais capaz que posso pagar?” e começa a perguntar “Onde é que a minha semana realmente abranda?”
Porque a resposta a essa pergunta decide qual o travão que merece o seu espaço no chão da fábrica.
Queres uma forma prática de decidir qual travão se adequa ao teu tipo de trabalho?
Começa com uma única peça. Uma caixa elétrica de chapa 20, 12 polegadas de largura, 8 de profundidade, lados de 4 polegadas, quatro abas de retorno. Cinquenta unidades. Depois, na semana seguinte, mesma estrutura, mas uma aba tem 5 polegadas e há uma lingueta recortada na lateral.
Num travão de prensa, essa peça vive ou morre pela geometria do ferramental. Num travão de dedos, vive ou morre conforme consigas retirar dois dedos e deixar uma abertura.
Essa diferença não tem a ver com força. Tem a ver com acesso físico.
Um travão de prensa é um sistema de trilhos — punção em cima, matriz em baixo. Tudo o que moldas tem de passar entre esses trilhos sem colidir com o aço imóvel. Um travão de dedos é uma cerca de ripas — removes as ripas de que não precisas e o metal move-se livremente no ar. Sistema de trilhos vs. cerca de ripas. Mesmo nome de função. Liberdades diferentes.
Quando a tua semana está cheia de caixas, tampas, suportes e revisões de baixo volume, a liberdade geométrica não é um luxo. É o que te impede de redesenhar a peça para se adaptar à máquina, em vez de o contrário.
Então, onde é que essa liberdade se manifesta realmente no metal?
Imagina uma caixa simples: quatro lados dobrados para cima, depois queres fechar o último canto com uma pequena aba de retorno que encaixa no interior.
Numa quinadora de prensa, quando já formaste três lados, essa caixa parcialmente formada tem paredes levantadas. Agora tentas deslizá-la sob um punção reto e dentro de uma matriz reta. Essas paredes colidem com o suporte do punção ou com a estrutura antes mesmo de carregares no pedal. Podes comprar punções em “pescoço de ganso” para libertar parte disso. Podes segmentar as matrizes. Podes encenar as dobras em sequência.
Mas o aço não mente. Se as paredes formadas forem mais altas do que a abertura e folga disponível entre o punção e a garganta, acabou. Toda a tonelagem do mundo não vai salvar essa peça.
Escuta, já vi oficinas perseguirem isto com ferramentas personalizadas. Punções de desvio especial. Pilhas de matrizes usinadas sob medida. Peças únicas para um produto que vendia 200 unidades por ano. É assim que acabas a olhar para uma erro de ferramenta de $4.000 porque a revisão alterou a altura de uma aba em meia polegada.
Agora vai até à quinadora de dedos. Remove os dois dedos onde a aba de retorno precisa de espaço. Dobra três lados. Levanta a última aba para dentro do espaço que criaste. Sem colisão. Sem aço personalizado. Apenas espaço vazio onde precisas dele.
Esse é o paradoxo da caixa e flange: a máquina maior e mais forte é, por vezes, a que fica confinada.
Mas a geometria não diz apenas respeito a se a peça cabe. Diz respeito a se as ferramentas te permitem terminar o que começaste.
Pega em aço macio de 16 calibres — cerca do limite superior de conforto para a maioria das quinadoras manuais de dedos. Queres uma aba de 3 polegadas ao longo de uma borda e depois um retorno de 1 polegada nessa aba.
Numa quinadora de prensa, a tonelagem é trivial. Dobrar no ar aço de 16 calibres ao longo de um pé pode exigir algumas toneladas, dependendo da abertura da matriz em V. Nada de mais, mesmo para uma unidade hidráulica pequena. O problema não é a força. É a luz do dia — o espaço vertical aberto entre o batente e a mesa — e o perfil do punção.
Se o teu punção não tiver profundidade de garganta suficiente, essa aba de 3 polegadas bate no corpo do punção antes de o retorno de 1 polegada atingir os 90 graus. Então trocas por um punção em “pescoço de ganso” mais profundo. Isso altera a dedução da dobra. Agora o teu padrão plano muda. Ajustas o programa. O primeiro artigo fica 0,030 polegadas maior porque o inox recupera mais elasticamente do que o aço macio — cerca de 1,5 vezes mais força e mais retorno elástico. Agora estás a calçar o batente traseiro.
São três ajustes antes de teres feito cinco peças.
Numa quinadora de dedos, a folga está incorporada no design. Os dedos removíveis criam aberturas verticais por onde as abas altas podem passar. Não estás a lutar contra um perfil de punção fixo. Estás a decidir que aço fica e que aço sai.
Mas não finjamos que as quinadoras de dedos são mágicas. A maioria das quinadoras de caixa e flange de 24 polegadas atinge o limite em aço macio de 16 calibres porque tu és o sistema hidráulico. Os teus braços são a carta de tonelagem. Experimenta com 10 calibres e vais parar a meio da puxada.
Essa é a linha limite. A liberdade geométrica vence dentro do território de chapas finas. Cruza para chapas mais grossas e a quinadora de prensa não se torna apenas conveniente — torna-se necessária.
Então, se as quinadoras de dedos não conseguem lidar com peças únicas mais espessas, porque continuam a dominar o trabalho personalizado em fases iniciais?
Um cliente entra com um esboço num guardanapo. Painel de alumínio, 0,090 polegadas de espessura. Três dobras. Um dos lados pode mudar dependendo de como se ajusta no terreno.
Na quinadora, escolhes um punção, escolhes uma abertura de matriz para obter o raio interno desejado, defines o batente traseiro, programas a sequência, fazes uma dobra de teste, medes o retorno elástico e fazes o ajuste. Dez a quinze minutos se fores rápido. Mais tempo se estiveres a mudar de um trabalho anterior com ferramentas diferentes.
Na quinadora de dedos, defines a profundidade com uma fita métrica, retirando os dedos de que não precisas, prendes e dobras. Se a aba precisar de ser 1/8 de polegada mais comprida, deslizas o batente e puxas de novo. Sem armazém de ferramentas. Sem edição de programa. Sem esperar que o martelo complete o ciclo.
Ouve, o tempo de ciclo numa quinadora CNC ultrapassa facilmente uma máquina manual quando se trata de centenas de peças. Trinta aqui. Cinquenta ali. Nem se compara.
Mas esse é o ponto.
Na prototipagem, a operação mais lenta não é a dobra. É a decisão. Quanto mais rapidamente conseguires mudar de ideia, mais rapidamente a peça converge para algo utilizável. Uma quinadora recompensa a certeza. Uma quinadora de dedos tolera a dúvida.
Portanto, aqui está o teste prático que pediste: olha para os trabalhos do mês passado. Quantos tinham menos de 100 peças? Quantos eram de chapa entre 18 e 22 gauge? Com que frequência as alturas das abas ou as localizações das linguetas mudaram depois da primeira peça?
Se a maioria das tuas respostas estiver em metal fino e revisão constante, a liberdade geométrica compensar-te-á todas as semanas.
E se não — se o teu trabalho for ficando mais espesso, mais comprido e mais repetível — em que ponto é que a liberdade deixa de ser suficiente?
Uma oficina com que trabalhei dobrava suportes galvanizados de 18 gauge para um bastidor de telecomunicações — quatro dobras cada, nada de especial. Primeira semana: 40 peças. Segunda semana: 120. Ao terceiro mês, estavam a enviar 600 por semana, o mesmo desenho, o mesmo material, sem revisões.
Com 40 peças, a quinadora de dedos fazia sentido. Prender, dobrar, soltar. Dez segundos por dobra se o operador fosse consistente. Mas com 600 por semana, são 2.400 dobras. Mesmo com 8 segundos limpos por dobra, estás a olhar para mais de cinco horas só de puxar com o braço — e isso antes de a fadiga fazer o ângulo abrir um grau a menos na peça número 317.
Esse é o limiar.
Quando as tuas peças deixam de mudar e o teu volume ultrapassa cerca de 300–500 peças idênticas por semana em chapa fina, ou 100+ em chapa média, a questão muda de “Consigo fazê-la?” para “Consigo fazê-la igual na sexta-feira às 16:30 como fiz na segunda às 8:00?” É aí que a quinadora hidráulica justifica o seu espaço na oficina.
Mas o que falha primeiro — a máquina ou o humano?
Já vi um bom operador manter ±1 grau numa quinadora de dedos toda a manhã com chapa de 20 gauge. À hora do almoço, essa consistência desaparece. Não porque se tenha esquecido como se faz. Mas porque o aço reage.
As quinadoras manuais dependem da força e do tato do operador. Mesmo uma pequena variação na velocidade de puxar muda a forma como a aba flexiona. A barra de aperto deflete ligeiramente sob carga. O retorno elástico — a tendência do metal de se abrir após a dobra — varia de chapa para chapa. Num aço macio de 18 gauge, um erro de um grau numa aba de 1 polegada desloca a extremidade cerca de 0,017 polegada. Se somares quatro dobras, esse erro acumula-se em conjuntos que dão luta.
Uma quinadora hidráulica não se cansa. O martelo percorre a mesma trajetória a cada vez. Mesmo uma máquina básica sem CNC aplica força consistente através dos cilindros em vez dos ombros. Adiciona um batente traseiro — um limitador motorizado que posiciona a peça — e o comprimento da aba deixa de ser medido a olho com fita; é conduzido a uma posição programada com precisão de milésimos de polegada.
Ouve, a parede da repetibilidade não tem a ver com orgulho. É matemática e fadiga.
Quando estás a produzir mais de 500 suportes idênticos, o custo de um lote que sai fora de tolerância pode arruinar-te a semana. Já vi oficinas deitar fora 150 peças porque o operador não reparou que o ângulo se estava a abrir 1,5 graus após mudar para uma nova bobina. Foi uma série de refugo $3,200— tudo porque o processo dependia do tato em vez do controlo de curso.
Uma quinadeira de dedos em comparação com uma quinadeira de prensa é como uma chave dinamométrica em comparação com uma alavanca. Uma aplica força de forma precisa e repetível; a outra depende de como te inclinas nesse dia.
O volume expõe os limites humanos. A espessura expõe os limites físicos.
Pega em aço macio de 10 gauge — cerca de 0,135 polegadas de espessura. Tenta dobrar uma peça com 24 polegadas de largura a 90 graus numa quinadeira de caixa e painel padrão de 24 polegadas, classificada para 16 gauge. Vais baixar a meio e sentir toda a estrutura protestar. A barra de aperto levanta. A lâmina flete. Paras antes que algo estale.
Essa classificação não é conversa de marketing. É engenharia estrutural. Os pinos de pivô, a rigidez da lâmina, a pressão de aperto — tudo dimensionado para um momento máximo de flexão. Se o excederes, não ficas apenas com uma dobra má. Deformas a máquina permanentemente.
As quinadeiras de prensa calculam a tonelagem pela espessura do material, resistência à tração, comprimento da dobra e abertura da matriz. Por exemplo, dobrar ao ar aço macio de 10 gauge sobre uma matriz em V de 1 polegada pode exigir cerca de 12–15 toneladas por pé. Dobra 4 pés e estás na faixa das 50–60 toneladas. Isso é trabalho normal até para uma prensa hidráulica de médio porte.
Escuta, quando os teus trabalhos habituais se situam em 12 gauge ou mais espesso, a conversa acaba. Precisas de tonelagem controlada.
E não se trata apenas de “consegue dobrar ou não”. O material mais espesso amplifica o retorno elástico. O aço inoxidável a 12 gauge pode recuperar 2–3 graus. Numa quinadeira de prensa, compensas programando um curso mais profundo. Numa quinadeira de dedos, estimas, puxas mais, verificas com um esquadro, redobras. Cada correção enrijece a linha de dobra e aumenta o risco de fissura.
A geometria vence na chapa fina. A física vence na chapa grossa.
Portanto, já traçámos duas linhas duras: volume e espessura. O que torna a quinadeira de prensa realmente rentável depois de as ultrapassar?
Entrei numa oficina onde a quinadeira de prensa não mudava a configuração há três meses. Mesmo punção, mesma matriz em V de quatro lados, mesmas posições de batente traseiro. Produziam uma família de suportes — variações apenas no comprimento. O operador carregava, pisava o pedal, a peça caía, repetir. Faziam em média 700–800 dobras por hora numa prensa CNC. Não porque a máquina fosse mágica. Porque nada mudava.
Esse é o ritmo.
Uma quinadeira de prensa compensa quando o teu trabalho se estabiliza em torno de ferramentas fixas. Escolhes uma abertura de matriz que te dá o raio interior desejado. Ajustas as deduções de dobra — a compensação do desenvolvimento plano para o estiramento do material. Programas o batente traseiro uma vez. A partir daí, o custo de configuração é amortizado em milhares de ciclos.
Abaixo de 100 peças, o tempo de configuração pode devorar o lucro. Acima de 1.000 dobras idênticas, a configuração desaparece no ruído.
Aqui é onde as oficinas se iludem: compram a grande prensa esperando que a flexibilidade se traduza em lucro. Mas uma quinadeira de prensa é um sistema ferroviário. Funciona melhor quando os carris são fixos. Uma quinadeira de dedos é uma carrinha — podes sair do caminho sempre que for preciso.
Quando o teu modelo de negócio depende de encomendas previsíveis e repetidas — 500 esta semana, 500 na próxima, o mesmo desenho — o sistema ferroviário vence. Profundidade de curso consistente. Comprimento de flange consistente. Variância mínima do operador. O trabalho passa a ser carregar e descarregar, não julgar e corrigir.
Mas é isso que a maioria dos proprietários não compreende.
O limiar da quinadeira de prensa não é emocional. É operacional. Quando entras em produção repetitiva, material mais espesso e tolerâncias apertadas acumuladas em montagens, a tonelagem e a repetibilidade deixam de ser luxos. Tornam-se o chão onde estás assente.
E, uma vez decidido que precisas desse chão, a próxima questão não é “Devo comprar uma quinadeira de prensa?”
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Prensa Dobradeira é um próximo passo relevante.
É uma questão de saber se estás preparado para tudo o que vem aparafusado a isso.
A nova prensa dobradeira CNC de 175 toneladas ainda estava quente da instalação quando o proprietário me disse: “Agora podemos dobrar qualquer coisa”. Três semanas depois, estávamos a reorganizar toda a oficina porque o empilhador não conseguia girar uma chapa de 10 pés para a garganta sem bloquear o laser. Ninguém orçamenta essa parte. E, no entanto, a prensa dobradeira é apenas metade da equação — o cortador a montante tem de ser dimensionado, formatado e automatizado para a alimentar de forma eficiente. Emparelhar a capacidade de dobra com um sistema de grande formato e alta potência como a máquina de corte a laser CN-HAWE—concebida para produção de chapa totalmente controlada por CNC—obriga a planear a célula como um sistema, não como duas compras independentes.
Ultrapassaste a linha em que uma prensa dobradeira deixa de ser opcional. Muito bem. Mas comprometer-te com uma muda o teu layout de chão de fábrica, o teu orçamento de ferramentas, o teu consumo de energia, o teu ritmo de trabalho e o conjunto de competências do teu operador. O preço da máquina é o pagamento inicial; o suporte de ferramentas é a hipoteca para a qual não orçamentaste.
Então, o que é que realmente vem aparafusado a essa atualização “necessária”?
Uma prensa hidráulica típica de 10 pés pesa mais de 9.000 quilos e ocupa cerca de 5,5 a 6,5 metros lineares de parede quando contas a margem para manutenção. Isso é só o ferro. Agora acrescenta a zona de preparação à frente — pelo menos o comprimento total de dobra mais a passagem do operador — e uma margem de segurança atrás para as peças que se levantam em flanges longos. Realisticamente, comprometeste um retângulo de 3 por 7,5 metros de espaço nobre na oficina.
Repara, a folha de especificações indica o comprimento da cama e a tonelagem. Não te fala do raio de rotação.
A profundidade da garganta — a distância entre o martelo e a estrutura — pode ser de 20 ou 30 centímetros. Parece generosa até teres de formar um painel de 90 centímetros com uma flange de retorno. De repente, tens de rodar a peça a meio da sequência, deslocá-la lateralmente ou repensar a ordem das dobras porque a estrutura te bloqueia. A prensa dobradeira dá-te força; a dobradeira de dedos dá-te geometria aberta. Uma é uma prensa de fosso; a outra, um torno aberto.
Essa diferença aparece no tempo de manuseamento do material. Em trabalhos de baixo volume e chapa fina — digamos tampas elétricas de espessura 20 com rebarbas e retornos — o ciclo de dobra em si pode levar três segundos na prensa dobradeira. Mas virar, rodar, voltar a posicionar? É aí que vão os minutos. Uma dobradeira de caixa e painel permite-te deixar a peça plana na mesa e executar a sequência sem teres de levantar chapas de 1,2 x 1,2 metros à altura do peito.
Mas esse é o ponto.
Quando a tua oficina se enche com um sistema fixo de carris de 3 metros, cada trabalho de formato irregular, sujeito a revisões, em chapa fina, tem agora de se conformar a esse carril. A máquina não se move. O teu fluxo de trabalho sim. Estás preparado para desenhar o teu processo de produção em torno de uma espinha dorsal imóvel?
Um cliente gabou-se uma vez de ter conseguido uma prensa de 150 toneladas em segunda mão por um preço baixo. Seis meses depois já tinha gasto erro de ferramenta de $4.000 dinheiro porque encomendou punções de estilo europeu avaliados em toneladas métricas por metro e combinou-os com uma prensa americana especificada em toneladas curtas por pé. Os mesmos números no papel. Física diferente no aço.
As classificações das ferramentas não são universais. Um catálogo lista 60 toneladas por metro. Outro lista 20 toneladas por pé. Sem converter, ou subdimensionas e arriscas partir um punção, ou sobredimensionas a máquina porque pensas que as tuas matrizes são fracas. Essa confusão leva discretamente as oficinas a comprar mais prensa do que precisam.
Agora junta a fórmula da tonelagem: a força de dobra aumenta com o quadrado da espessura do material e diminui à medida que a abertura do V-die se alarga. Já vi aço A36 de 6 mm em 3 metros a exigir quase 200 toneladas com uma matriz em V de 50 mm, e cair para cerca de 140 toneladas com uma matriz de 75 mm. Mesmo material. Mesmo comprimento. Escolha de ferramenta diferente.
Então qual é a verdadeira variável — o tamanho da máquina ou a seleção da matriz?
Repara, sempre que procuras um raio interior mais apertado numa chapa fina, reduzes a abertura em V. Uma abertura em V estreita significa maior exigência de tonelagem por pé. Isso significa trocar matrizes. Isso significa tempo de configuração. Numa produção personalizada de 40 peças, uma troca de matriz de 20 minutos pode anular completamente o lucro.
Uma quinadora de dedos não se importa com aberturas em V. Dobra em torno da geometria da lâmina e dos dedos removíveis. Sem suporte para matrizes. Sem biblioteca de punções. Sem calços para a curvatura. Comparar uma prensa dobradeira com uma quinadora de dedos é como comparar um conjunto de chaves de caixa com uma chave inglesa ajustável: uma dá-lhe precisão em vários tamanhos, mas apenas se tiver todas as caixas.
E cada caixa custa dinheiro.
Quando entra num ecossistema de prensa dobradeira — punções de pescoço de ganso para retornos, matrizes de rebatimento, V estreitos para raios apertados, V largos para alívio de tonelagem — está a construir um inventário de ferramentas que tem de permanecer organizado, corretamente classificado e preparado para trocas rápidas. Isso é tempo de pessoal e capital imobilizado num suporte. Em trabalhos repetitivos de alto volume, esse ecossistema funciona na perfeição. Em trabalhos de baixo volume e chapas finas caóticas, torna-se fricção.
Então, quando é que deixa de ser fricção e começa a ser alavanca?
Dou-lhe um exemplo hipotético. Está a dobrar peças de 90 polegadas em chapa 10 gauge, dobras a 90 graus apertadas, comprimentos de aba consistentes. Uma matriz em V padrão coloca-o perto do topo da sua curva de tonelagem. Troque para uma abertura de 1 polegada e a tonelagem por pé cai o suficiente para que uma prensa média consiga lidar com isso facilmente, com melhor controlo de raio. Uma quinadora de dedos nem consegue entrar na conversa com essa espessura e comprimento.
É aí que um kit hidráulico de prensa dobradeira faz sentido.
Não porque seja impressionante. Mas porque a espessura do seu material, o comprimento da dobra e o empilhamento de tolerâncias exigem tonelagem controlada e raios ajustados à matriz. O envelope de força da máquina corresponde ao envelope da sua produção.
Mas se 70% do seu trabalho semanal for em chapa de 18–22 gauge, menos de 48 polegadas, com abas estranhas e alterações de desenho de última hora, esse mesmo kit hidráulico torna-se SWAG — suposição científica maluca — sempre que escolhe uma matriz. Que V desta vez? Que punção liberta o retorno? A profundidade da garganta vai estrangular a sequência?
Ouça, SWAG funciona em prototipagem. Em produção, drena dinheiro.
O meio termo é a matemática honesta: acompanhe com que frequência muda de matrizes, quantas configurações têm menos de 100 peças, quanto espaço de piso fica parado à espera do próximo “grande” trabalho. Se a sua prensa passa mais tempo em configuração do que em curso, comprou capacidade que o seu portefólio não aproveita.
Uma prensa dobradeira torna-se estruturalmente necessária a partir de certos volumes e espessuras. Para além dessa linha, é o chão onde assenta. Mas abaixo dessa linha — chapa fina, séries curtas, grande variação geométrica — o acesso aberto e o ritmo sem troca de ferramentas da quinadora de dedos podem superar um monumento de 175 toneladas.
Portanto, antes de assinar o contrato pelo ferro, faça a si mesmo uma pergunta desagradável: a sua receita baseia-se na força... ou na flexibilidade?
Quer um cálculo, não um discurso motivacional. Bom. Porque isto não se trata do que uma máquina pode faz. Trata-se do que o seu trabalho o obriga a fazer todos os dias.
Se quiser comparar os números com as capacidades reais das máquinas — prensas dobradeiras CNC, sistemas de corte a laser e automação integrada de chapa metálica — reveja os detalhes técnicos e as opções de configuração na documentação descarregável da CN-HAWE: Descarrega os folhetos técnicos e especificações. Ter os parâmetros reais à sua frente facilita a correspondência da capacidade, controlo e nível de automação com o tipo de trabalho que a sua oficina realmente executa.
O erro que vejo — Trinta aí se já o vi uma vez — é que os proprietários definem o preço do ferro antes de definirem o preço da fricção. Eles olham para tabelas de tonelagem, não para folhas de horas. Comparam a capacidade máxima, não a restrição dominante. Depois assinam por uma máquina que resolve o problema errado de forma magnífica.
Então aqui está o filtro que eu usaria se fosse a minha oficina e a minha hipoteca.
Começa pela física, não pelo orgulho.
Puxa os teus últimos 90 dias de trabalhos. Para cada peça, anota três números: tipo de material, espessura e comprimento máximo de dobra única. Agora executa a fórmula de tonelagem de dobra ao ar para aço macio como base: P = 650 × S² × L / V.
S é espessura em polegadas. L é comprimento de dobra em pés. V é abertura da matriz em polegadas. Depois ajusta para o material — multiplica por 1,5 para inoxidável, 0,55 para alumínio. Adiciona uma margem de segurança 20%. Esse é o teu peças reais pedido de tonelagem, não o rótulo na máquina.
Agora olha para o número máximo entre esses trabalhos.
Se mesmo a tua peça de pior caso ficar abaixo, digamos, de 12–16 toneladas no total e menos de 48 polegadas de comprimento, o teu problema provavelmente não é força. É geometria — retornos, dobras de acabamento, cantos em caixa, abas estranhas. A prensa de dedos prospera aí.
Mas se estás a ver 80, 120, 180 toneladas necessárias em trabalhos rotineiros — não trabalhos únicos anuais — então a flexibilidade de forma não te vai salvar. Precisas de força controlada e matrizes adequadas.
Aqui está a parte que a maioria das pessoas falha: a capacidade da prensa e a capacidade das ferramentas são coisas diferentes. Uma prensa de 20 toneladas com ferramentas de 12 toneladas continua a ser um sistema de dobragem de 12 toneladas. Se sobrecarregares aquele punção, vais estar a olhar para um erro de ferramenta de $4.000 antes do almoço. A estrutura não falha primeiro. As ferramentas é que falham.
Prensa hidráulica versus prensa de dedos nesta fase é como uma chave dinamométrica versus uma barra de força: uma dá-te força medida, a outra dá-te acesso e sensibilidade. Se a tua restrição diária for a especificação de binário, sabes qual precisas.
Então, qual é o número que está realmente a estrangular os teus trabalhos — toneladas por pé ou folga à volta de uma flange?
A força diz-te o que é possível. A configuração diz-te o que é rentável.
Usa esses mesmos 90 dias e conta quantas vezes mudaste as configurações de punção ou matriz. Não golpes. Configurações. Se estás a trocar ferramentas cinco vezes por dia para executar lotes de 20, 40, 80 peças, essa máquina vive em modo de configuração.
Agora calcula isto: Média de dobras idênticas por configuração ÷ média de minutos de configuração.
Se o próximo passo é falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
Se passas 25 minutos a mudar matrizes para dobrar 40 peças com quatro dobras cada, isso são 160 golpes que pagam 25 minutos de tempo de inatividade. Se cada golpe leva três segundos, tens oito minutos de dobragem contra 25 minutos de preparação.
A máquina é um monumento. O lucro está a esvair-se à sua volta.
Num travão de dedos, não existe uma biblioteca de matrizes. Ajustam-se os dedos, prende-se, dobra-se. A “configuração” é muitas vezes a própria sequência de dobras. Em trabalhos de baixo volume e chapas finas, esse ritmo vence porque as mudanças de geometria não requerem trocas de aço.
Escuta, se o teu travão passa mais tempo com chaves inglesas no êmbolo do que com peças por baixo, compraste um carro de corrida para o trânsito da cidade.
Mas e se os teus trabalhos forem 400 peças idênticas, mesmo material, mesmas dobras, semana após semana? Então a configuração desaparece no ruído. A velocidade de curso e a repetibilidade tornam-se prioritárias. É aí que o travão de prensa mostra o seu valor.
Então estás a fazer produção… ou caos controlado?
Agora vamos ser honestos.
Anota a percentagem de receita por intervalo de espessura. Não o que esperas ganhar no próximo ano. O que te pagou neste trimestre.
Se 70 % das tuas faturas são de chapa 18–22 com menos de 1,2 m de comprimento, vives em território de chapa fina. Um travão de dedos aguenta isso o dia todo com despesas mínimas. Comprar um travão de 175 toneladas porque chegou um pedido para 1/4 de polegada com 2,4 m é como construir uma catedral para um casamento que ainda nem foi marcado.
Mas se o teu pão e manteiga são chapa de 3/16, 1/4 ou 5/16 — mesmo em pequenas séries — o caminho manual transforma-se em fadiga, inconsistência e risco. Isso não é romantismo. Isso é um acidente de trabalho à espera de acontecer.
Eis o modelo numa só linha:
Compra a máquina que resolve a principal limitação atual em pelo menos 60 % da tua receita.
Não o trabalho mais barulhento. Não o maior orçamento. A maioria estatística do teu trabalho pago.
Escuta, a maioria das falências que vi não vieram de falta de capacidade. Vieram de excesso de capacidade que nunca foi alimentado. As prestações do ferro não se interessam pelo teu “potencial”. Preocupam-se com a utilização.
Travão de prensa versus travão de dedos, no fim de contas, é uma decisão tipo fresadora versus torno. Não compras um porque é mais impressionante. Compras o que corresponde ao material que tens atualmente no armazém.
Portanto, antes de telefonares ao revendedor de equipamentos, analisa as tuas faturas e faz as contas. A tua mistura de trabalhos já te está a dizer o que comprar.
Estás disposto a ouvi-la?


















