

Новый 175-тонный ЧПУ-листогибочный пресс ещё не остыл после установки, когда владелец сказал мне: “Теперь мы можем гнуть что угодно”.”
На той неделе они изготавливали электрощитки из листа 20-го калибра. Пятьдесят здесь. Тридцать там. Четыре варианта отбортовки. К пятнице оператор провёл больше времени, разыскивая пуансоны и меняя штампы, чем фактически гнул металл. Машина могла гнуть полудюймовую плиту весь день. Просто это никогда не происходило.
Мощность — это не производительность. Не если она простаивает, ожидая оснастку.
Производители обожают продавать тоннаж. Цеха обожают покупать запас прочности. Я многократно наблюдал, как владельцы берут прессы с запасом 20–30 процентов “на будущее”, уверенные, что большее усилие означает больше возможностей. На самом деле они покупали ошибку оснастки $4,000 когда первый увеличенный комплект штампов не подходил к тонкому металлу, с которым они действительно работают.
Послушайте, листогиб, способный гнуть полудюймовую плиту длиной десять футов, — это чудо. Но если 80 процентов вашего графика занимают кронштейны, крышки и коробки из листа толщиной 18–22 калибра, это чудо превращается в очень дорогую станцию по смене штампов. Возможности, выходящие за рамки вашей загрузки, не нейтральны — они тянут за собой рабочий процесс, как прицеп, нагруженный железом.
Так если листогибочные прессы настолько превосходны, почему же лучшие цеха, которые я знаю, всё ещё держат пальцевые гибочные машины, прикрученные к полу?
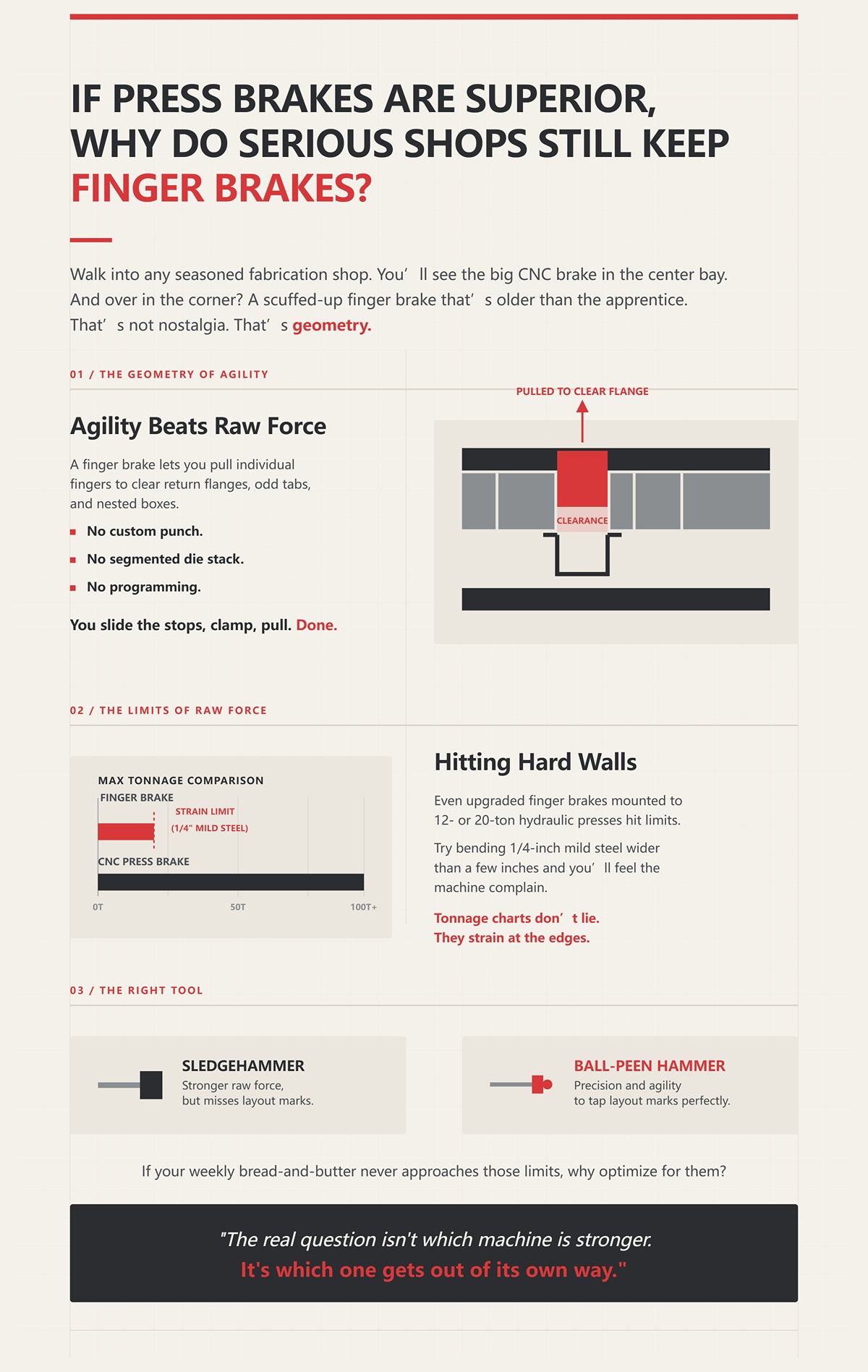
Зайдите в любой опытный металлообрабатывающий цех. В центре стоит большой ЧПУ-листогиб. А в углу? Поцарапанная пальцевая гибочная машина, старше, чем ученик.
Это не ностальгия. Это геометрия.
Пальцевая гибочная машина позволяет снимать отдельные пальцы, чтобы освободить место для возвратных отбортовок, нестандартных выступов, вложенных коробок — без индивидуальных пуансонов, без наборных матриц, без программирования. Вы сдвигаете упоры, зажимаете, тянете. Готово. Для малосерийных деталей эта геометрическая гибкость всегда побеждает грубую силу.
Теперь будем честны насчёт ограничений. Даже модернизированные пальцевые гибочные машины, установленные на гидравлические прессы на 12 или 20 тонн, упираются в жёсткие пределы. Попробуйте согнуть четвертьдюймовую мягкую сталь шире нескольких дюймов — и вы почувствуете, как машина «недовольна». Таблицы тоннажа не лгут. Они напрягаются на границах.
Но в этом-то и суть.
Если ваш еженедельный «хлеб с маслом» никогда не приближается к этим пределам, зачем под них оптимизироваться? Кувалда сильнее шарового молотка, но вы же не наносите разметку кувалдой. Так промахиваются.
Реальный вопрос не в том, какая машина сильнее. А в том, какая из них не мешает собственной работе.
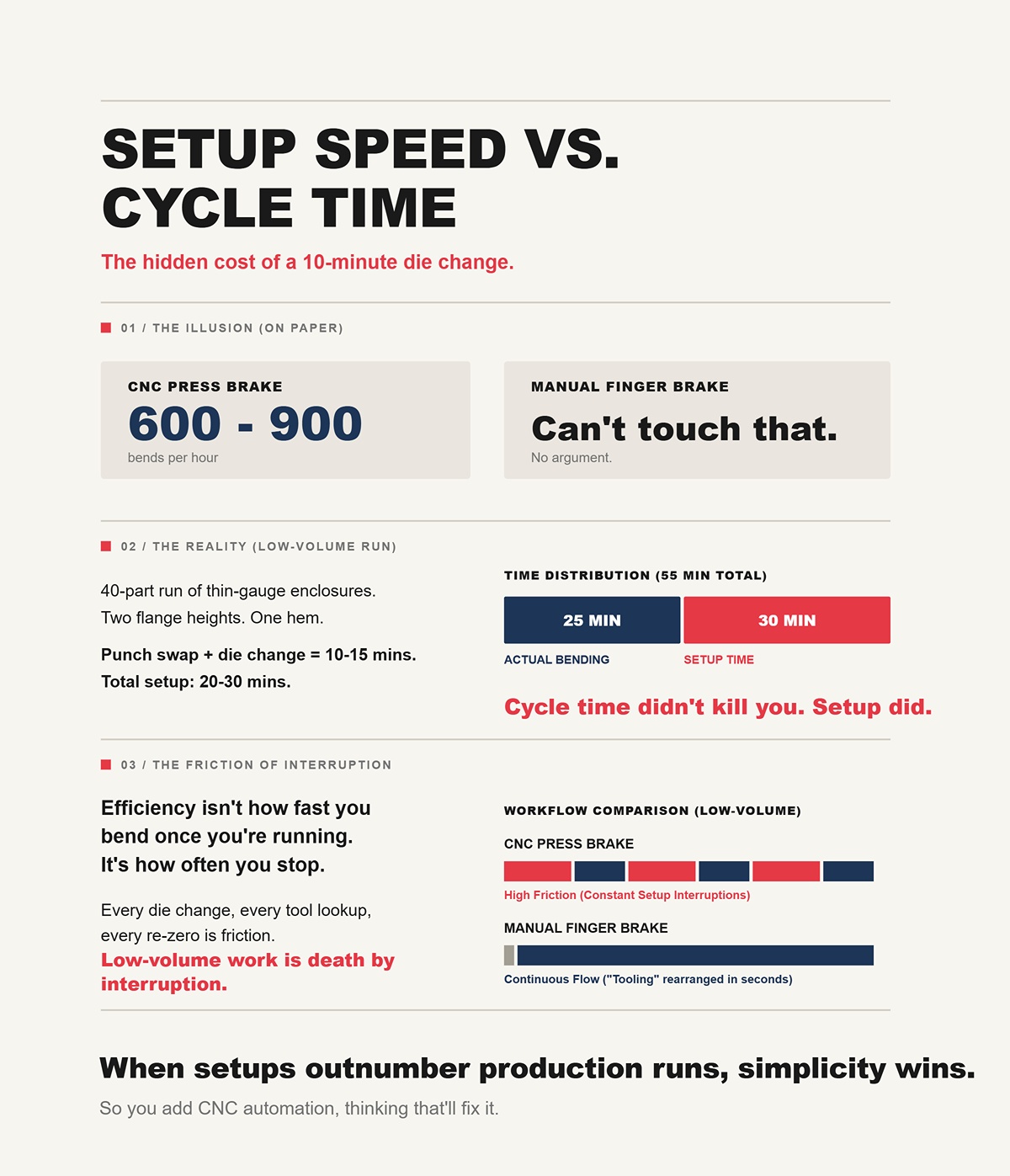
На бумаге ЧПУ-листогиб может делать от 600 до 900 гибов в час. Ручная пальцевая гибочная машина и близко не подойдёт. Без спора.
Теперь представьте себе: серия из 40 тонколистовых корпусов. Две высоты фланцев. Один загиб. На гибочном прессе это означает замену пуансона и смену матрицы. Пусть это займёт 10 минут, если оператор действительно опытный. Пятнадцать — если он просто человек.
Это 20–30 минут наладки на задание, которое может занять всего 25 минут фактической гибки.
Не время цикла вас погубило. Вас убила наладка.
Послушайте, эффективность — это не то, как быстро вы гнёте, когда станок работает. Это то, как часто вы перестаёте работать. Мелкосерийные заказы — это смерть от постоянных остановок. Каждая смена инструмента, каждый поиск оснастки, каждое повторное обнуление — это трение. Пальцевая гибочная машина избегает большей части этого, потому что “оснастка” уже есть — сегментированные пальцы, которые вы переставляете вручную за считанные секунды.
Когда наладок больше, чем производственных серий, побеждает простота.
И вот вы добавляете ЧПУ-автоматизацию, думая, что это решит проблему.
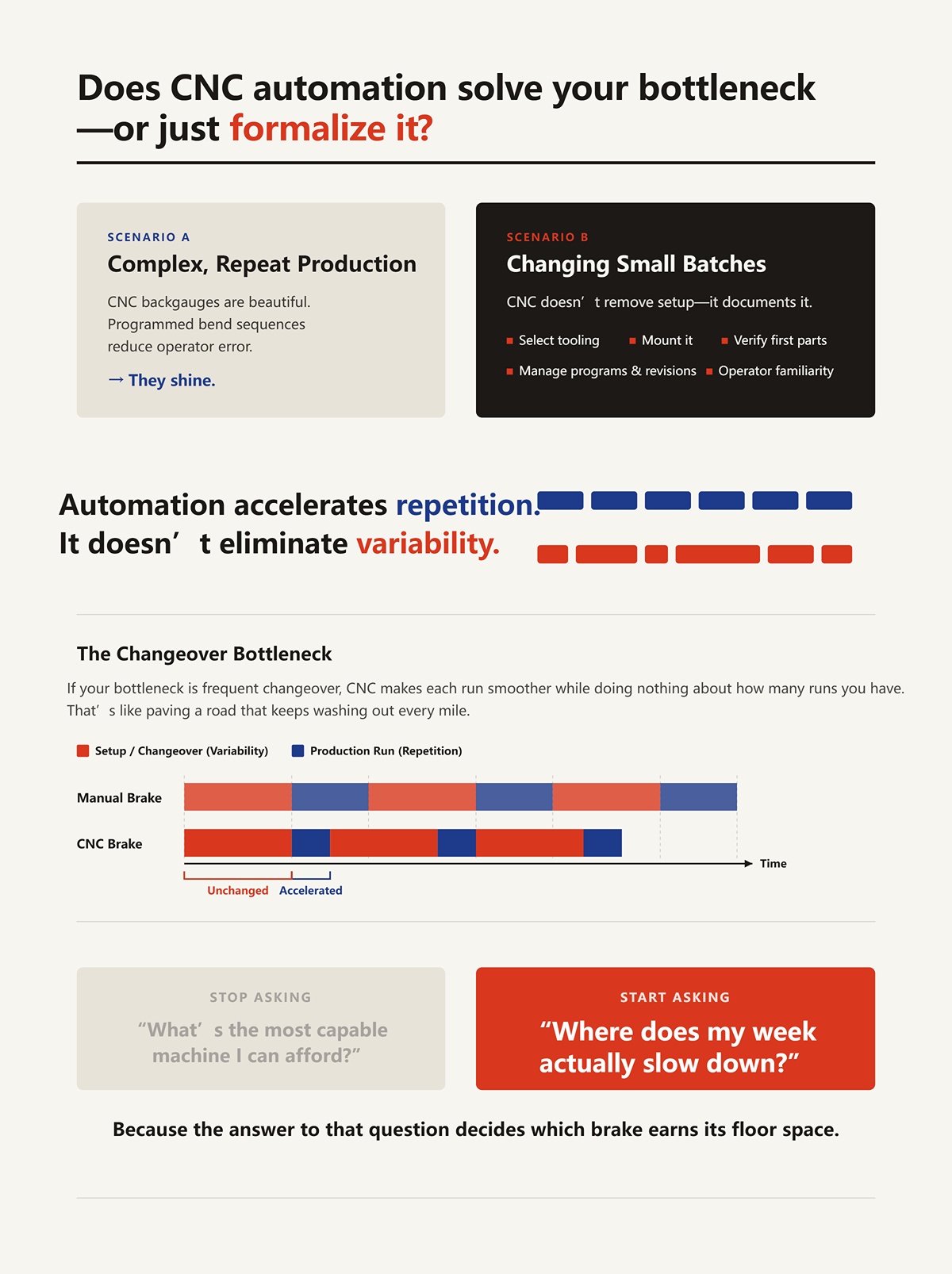
Системы задних упоров с ЧПУ прекрасны. Программируемые последовательности гибов снижают ошибки оператора. На сложных, многократно повторяемых изделиях? Они блестяще работают.
Но при постоянно меняющихся малых партиях ЧПУ не устраняет наладку — оно её документирует. Вы всё равно подбираете инструмент. Всё равно устанавливаете его. Всё равно проверяете первые детали. Теперь вы ещё управляете программами, их изменениями и квалификацией оператора.
Автоматизация ускоряет повторение. Она не устраняет изменчивость.
Если ваш узкий участок — частые переналадки, ЧПУ может сделать каждый цикл плавнее, но никак не повлияет на количество самих циклов. Это всё равно что заасфальтировать дорогу, которую смывает каждые полтора километра.
К концу всего этого я хочу, чтобы вы почувствовали изменение: перестаньте спрашивать “Какой самый мощный станок я могу себе позволить?” и начните спрашивать “Где на самом деле замедляется моя неделя?”
Потому что ответ на этот вопрос определяет, какой пресс заслуживает своё место на производственной площади.
Хотите практический способ понять, какой пресс подходит вашему объёму работы?
Начните с одной детали. Электрический корпус из металла толщиной 20 калибра, 12 дюймов шириной, 8 дюймов глубиной, боковины по 4 дюйма, четыре отгиба фланцев. Пятьдесят штук. А на следующей неделе — то же самое, но один фланец 5 дюймов и с выбитым язычком сбоку.
На гибочном прессе судьба этой детали зависит от геометрии оснастки. На пальцевом прессе — от того, сможете ли вы убрать два пальца и оставить зазор.
Эта разница не в силе. Она в физическом доступе.
Гибочный пресс — это рельсовая система: пуансон сверху, матрица снизу. Всё, что вы гнёте, должно проходить между этими рельсами, не сталкиваясь с неподвижной сталью. Пальцевой пресс — это штакетник: уберите штакеты, которые не нужны, и металл свободно проходит в открытом пространстве. Рельсовая система против штакетника. Тот же вид работ. Разная степень свободы.
Когда ваша неделя заполнена мелкосерийными коробками, крышками, кронштейнами и доработками, геометрическая свобода — не роскошь. Это то, что избавляет вас от необходимости переделывать деталь под станок вместо того, чтобы станок подстраивался под деталь.
Так где же эта свобода действительно проявляется в настоящем металле?
Представьте простую коробку: четыре стороны загнуты вверх, затем вы хотите закрыть последний угол небольшим обратным фланцем, который убирается внутрь.
На гибочном прессе, к тому времени как вы сформировали три стороны, у частично сформированной коробки уже подняты стенки. Теперь вы пытаетесь засунуть её под прямой пуансон и в прямую матрицу. Эти стенки сталкиваются с держателем пуансона или рамой, прежде чем вы даже нажмёте на педаль. Можно купить гусиные шейки-пуансон для обхода части препятствий. Можно сегментировать матрицы. Можно делать гибы поэтапно.
Но сталь не обманешь. Если сформированные стенки выше, чем доступная глубина горловины и зазор пуансона, всё — вы закончили. Никакая мощность мира не спасёт эту деталь.
Послушайте, я наблюдал, как мастерские гонялись за этим, изготавливая специальный инструмент. Особые смещённые пуансоны. Пользовательские пакеты матриц, обработанные на заказ. Разовые решения для продукта, который продавался по 200 единиц в год. Так вы и оказываетесь, глядя на ошибку оснастки $4,000 потому что изменение в чертеже подняло высоту фланца всего на полдюйма.
Теперь подойдите к сегментному листогибу (finger brake). Уберите два пальца в том месте, где нужно место для обратного фланца. Загните три стороны. Поднимите последний фланец в образовавшийся зазор. Никаких столкновений. Никакой специальной стали. Только пустое пространство там, где оно нужно.
Вот в чём парадокс коробки и панелей: большая и мощная машина иногда оказывается в собственной ловушке.
Но геометрия — это не только о том, помещается ли деталь. Это о том, позволяет ли инструмент довести начатое до конца.
Возьмём сталь толщиной 16 gauge — примерно верхний предел комфорта для большинства ручных сегментных листогибов. Вам нужен фланец шириной 3 дюйма по одному краю, затем 1-дюймовый возврат на этом фланце.
На гибочном прессе требуемое усилие незначительно. Гибка «в воздухе» 16-gauge на фут может потребовать несколько тонн в зависимости от ширины V-образной матрицы. Для даже небольшого гидравлического агрегата это не проблема. Проблема не в силе. Она в свободном пространстве — вертикальном зазоре между ползуном и столом — и в профиле пуансона.
Если у вашего пуансона недостаточная глубина горловины, 3-дюймовый фланец упирается в тело пуансона раньше, чем 1-дюймовый возврат достигнет 90 градусов. Тогда вы меняете пуансон на более глубокий гусиный профиль. Это меняет компенсацию гиба. Теперь плоская развертка сдвигается. Вы подгоняете программу. Первая деталь выходит длиннее на 0,030 дюйма, потому что нержавейка пружинит сильнее, чем мягкая сталь — примерно в 1,5 раза большее усилие и большая упругая отдача. Теперь вы подкладываете шайбы под упор.
Три корректировки до того, как вы сделали пять деталей.
На сегментном листогибе зазор заложен конструктивно. Съемные пальцы создают вертикальные промежутки, через которые могут проходить высокие фланцы. Вы не боретесь с фиксированным профилем пуансона. Вы решаете, какая сталь остаётся, а какая уходит.
Но не будем притворяться, что сегментные листогибы — это магия. Большинство 24-дюймовых коробочно-панельных листогибов ограничены примерно 16 gauge мягкой стали, потому что именно вы — гидравлическая система. Ваши руки — это таблица усилий. Попробуйте 10 gauge, и вы застрянете на полпути.
Вот граница. Геометрическая свобода побеждает в области тонких листов. Перейдите к более толстой плите — и гибочный пресс становится не просто удобным, а необходимым.
Так если сегментные листогибы не справляются с более толстыми единичными деталями, почему же они всё ещё доминируют на стадии ранних разработок и кастомных проектов?
Покупатель заходит с наброском на салфетке. Алюминиевая панель, толщиной 0,090 дюйма. Три гиба. Одна сторона может измениться в зависимости от того, как она подойдет на месте.
На листогибочном прессе выбираешь пуансон, выбираешь отверстие матрицы, чтобы получить нужный внутренний радиус, устанавливаешь упорный задник, программируешь последовательность, делаешь пробный гиб, измеряешь упругое восстановление, корректируешь. Десять–пятнадцать минут, если ты ловко работаешь. Дольше, если переходишь с предыдущей работы с другим инструментом.
На сегментном (ручном) гибочном стане устанавливаешь ограничитель глубины с помощью рулетки, убираешь ненужные пальцы, зажимаешь и гнёшь. Если отбортовка должна быть длиннее на 1/8 дюйма, просто сдвигаешь упор и тянешь снова. Никакого инструментария. Никаких правок программы. Никакого ожидания цикла гидравлики.
Послушай, время цикла на ЧПУ-прессе побьёт ручную машину, как только речь идёт о сотнях деталей. Тридцать здесь. Пятьдесят там. Даже близко не сравнить.
Но в этом-то и суть.
В прототипировании самая медленная операция — не гибка. Решение. Чем быстрее ты можешь изменить своё мнение, тем быстрее деталь превращается во что-то работоспособное. Прессовый листогиб вознаграждает уверенность. Сегментный листогиб терпит сомнение.
Так вот практическое испытание, о котором ты спрашивал: посмотри на работы прошлого месяца. Сколько из них было меньше 100 штук? Сколько было из металла толщиной 18–22 калибр? Как часто изменялись высоты отбортовок или расположение язычков после первой детали?
Если большинство твоих ответов связано с тонким металлом и постоянными изменениями, геометрическая свобода окупится каждую неделю.
А если нет — если твоя работа становится толще, длиннее и более повторяемой — в какой момент свободы перестаёт быть достаточно?
В мастерской, где я работал, гнули оцинкованные кронштейны из стали 18-го калибра для телекоммуникационной стойки — по четыре гиба на детали, ничего сложного. Первая неделя: 40 штук. Вторая: 120. К третьему месяцу они отгружали 600 штук в неделю — тот же чертёж, тот же материал, никаких изменений.
При 40 штуках сегментный листогиб был оправдан. Зажал, согнул, отжал. Десять секунд на гиб, если оператор держит ритм. Но при 600 в неделю — это 2400 гибов. Даже при чистых 8 секундах на гиб ты смотришь на более чем 5 часов непрерывных рывков рукой — и это до того, как усталость приведёт к недогибу на один градус где-нибудь на детали номер 317.
Вот это и есть предел.
Когда твои детали перестают меняться, а объём превышает примерно 300–500 одинаковых штук в неделю при тонком металле, или более 100 при среднем, вопрос меняется с “Могу ли я это сделать?” на “Могу ли я сделать то же самое в пятницу в 16:30, как в понедельник в 8:00?” Вот тогда прессовый листогиб оправдывает место на производстве.
Но что на самом деле ломается первым — машина или человек?
Я видел, как хороший оператор удерживал точность ±1 градус на сегментном листогибе всё утро, работая с металлом 20-го калибра. К обеду это постоянство теряется. Не потому, что он забыл как. А потому, что сталь сопротивляется.
Ручные листогибы зависят от силы мышц и ощущения. Даже небольшое изменение скорости рывка влияет на то, как гнётся балка. Прижимная планка слегка прогибается под нагрузкой. Упругое восстановление — стремление металла распрямиться после гибки — варьируется от листа к листу. При стали 18-го калибра ошибка в один градус на отбортовке шириной 1 дюйм смещает край примерно на 0,017 дюйма. Складываешь четыре гиба — и эта погрешность превращается в сборку, которая с тобой «борется».
Гидравлический прессовый листогиб не устаёт. Ползун совершает одинаковый ход каждый раз. Даже базовая не-ЧПУ-машина обеспечивает постоянное усилие через цилиндры, а не через плечи. Добавь задний упор — механизированный ограничитель, который позиционирует деталь — и длина отбортовки определяется не «на глаз» по рулетке, а задаётся программно с точностью до нескольких тысячных дюйма.
Послушай, стена повторяемости — это не вопрос гордости. Это математика и усталость.
Когда ты делаешь более 500 одинаковых кронштейнов, стоимость одной партии, вышедшей за допуск, может перечеркнуть неделю работы. Я видел, как мастерские списывали 150 деталей, потому что оператор не заметил, что угол открылся на 1,5° после перехода на новый рулон металла. Это была $3,200 партия брака—всё потому, что процесс зависел от чувства, а не от контроля хода.
Сравнение ручного листогиба и пресс-листа здесь похоже на сравнение динамометрического ключа и рычажного воротка. Один прикладывает усилие точно и воспроизводимо; другой зависит от того, как вы наклонитесь в этот день.
Таким образом, объём выявляет человеческие ограничения. Толщина выявляет физические.
Возьмём мягкую сталь толщиной 10 калибра — примерно 0,135 дюйма. Попробуйте согнуть деталь шириной 24 дюйма под углом 90 градусов на стандартном 24-дюймовом коробчатом листогибе, рассчитанном на 16 калибр. Вы дойдёте до середины и почувствуете, как весь каркас протестует. Прижимная планка поднимается. Листогибная балка прогибается. Вы останавливаетесь, прежде чем что-то треснет.
Эта оценка — не маркетинговая выдумка. Это конструктивный расчёт. Оси поворота, жёсткость балки, давление прижима — всё рассчитано на максимальный изгибающий момент. Превысите его — и вы получите не просто плохой изгиб, а навсегда деформируете машину.
Пресс-листы рассчитывают усилие в тоннах по толщине материала, пределу прочности на растяжение, длине сгиба и размеру матрицы. Например, при воздушной гибке мягкой стали 10 калибра над V-матрицей шириной 1 дюйм может потребоваться около 12–15 тонн на фут. Сгибаете 4 фута — получаете диапазон 50–60 тонн. Это обычная работа даже для среднеразмерного гидравлического листогиба.
Послушайте, если ваши обычные задания начинаются с 12 калибра и толще — разговор закончен. Вам нужно контролируемое усилие.
И дело не только в том, “может ли он гнуть”. Более толстый материал усиливает отдачу (пружинение). Нержавейка толщиной 12 калибра может отыгрывать 2–3 градуса. На пресс-листе вы компенсируете это, задавая более глубокий ход в программе. На ручном листогибе вы гадаете, тянете сильнее, проверяете угольником, перегибаете. Каждая коррекция упрочняет линию сгиба и повышает риск трещины.
Геометрия выигрывает на тонком листе. Физика побеждает на плите.
Итак, мы обозначили две чёткие границы: объём и толщину. Что делает пресс-лист действительно прибыльным, когда вы их пересекаете?
Я зашёл в цех, где пресс-лист не менял настройку три месяца. Та же пуансон, та же четырёхсторонняя V-матрица, те же позиции заднего упора. Они изготавливают семейство кронштейнов — различающихся только по длине. Оператор загружал заготовку, нажимал педаль, деталь выпадала, повтор. Они делали в среднем 700–800 гибов в час на станке с ЧПУ. Не потому, что машина волшебная. Потому что ничего не менялось.
Вот это ритм.
Пресс-лист окупается, когда ваша работа стабилизируется вокруг фиксированного инструмента. Вы выбираете ширину матрицы, которая даёт нужный внутренний радиус. Настраиваете коэффициент компенсации на растяжение материала (вычет гиба из развёртки). Программируете задний упор один раз. После этого стоимость переналадки распределяется на тысячи циклов.
При количестве менее 100 деталей время настройки может «съесть» всю прибыль. При более чем 1000 одинаковых гибов настройка теряется в погрешности.
Вот где цеха себя обманывают: они покупают большой пресс-лист, ожидая, что гибкость превратится в прибыль. Но пресс-лист — это система рельсов. Он лучше всего работает, когда пути зафиксированы. Ручной листогиб — как пикап: можно свернуть с дороги, когда нужно.
Как только ваш бизнес-модель опирается на предсказуемые, повторяющиеся заказы — 500 на этой неделе, 500 на следующей, по одному чертежу — побеждает система рельсов. Постоянная глубина хода. Постоянная длина фланца. Минимальное влияние оператора. Работа превращается в загрузку и выгрузку, а не в оценку и корректировку.
Именно этот момент большинство владельцев упускают.
Порог для перехода на пресс-лист не эмоциональный. Он операционный. Когда вы входите в серийное производство, работаете с толстой заготовкой и требуете точных допусков по сборкам, усилие и повторяемость перестают быть роскошью. Они становятся основой, на которой вы стоите.
И как только вы решаете, что вам нужен этот участок пола, следующий вопрос — не “Стоит ли мне покупать листогибочный пресс?”
Учитывая, что ассортимент продукции CN‑HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, для команд, оценивающих практические варианты, Гибочный пресс — это актуальный следующий шаг.
А в том, готовы ли вы ко всему, что к нему “прикручено”.
Новый 175-тонный ЧПУ-листогибочный пресс ещё был тёплым после установки, когда владелец сказал мне: “Теперь мы можем гнуть всё”. Через три недели мы перестраивали весь цех, потому что погрузчик не мог повернуть 10-футовый лист в зев машины, не заблокировав лазер. Никто не закладывает это в бюджет. И всё же листогибочный пресс — только половина уравнения: подающий резак должен быть подобран по размеру, формату и автоматизации, чтобы питать его эффективно. Совмещение гибочного потенциала с мощной, крупноформатной системой, такой как лазерная установка CN-HAWE— предназначенная для полностью ЧПУ-управляемого производства листового металла — заставляет вас планировать участок как систему, а не как две отдельные покупки.
Вы перешли черту, за которой листогибочный пресс уже не является опцией. Хорошо. Но его приобретение меняет планировку цеха, бюджет на оснастку, энергопотребление, временные циклы в производстве и квалификационный профиль оператора. Цена машины — это аванс; стойка с инструментом — это ипотека, которую вы не заложили в план.
Так что же на самом деле “прикручено” к этому «необходимому» обновлению?
Типичный 10-футовый гидравлический листогибочный пресс весит более 20 000 фунтов и занимает примерно 18–22 фута линейной стены, если учесть пространство для обслуживания. И это только железо. Теперь добавьте зону подачи материала спереди — как минимум полную длину гиба плюс проход для оператора — и безопасное пространство сзади для деталей, поднимающихся на длинных фланцах. В реальности вы занимаете прямоугольник размером примерно 10 на 25 футов самого ценного цехового места.
Послушайте, в спецификации указана длина стола и тоннаж. Там ничего не говорится о радиусе поворота.
Глубина зева — расстояние от ползуна до рамы — может составлять 8 или 12 дюймов. Это звучит щедро, пока вы не начнёте гнуть 36-дюймовую панель с отбортовкой. Вдруг вам приходится поворачивать деталь посреди цикла, перемещать её вбок или менять порядок гибов, потому что рама мешает. Листогибочный пресс даёт вам усилие; кантователь даёт свободу геометрии. Один — это «яма», другой — «открытые тиски».
Эта разница проявляется во времени обработки материала. При малых объёмах тонколистовых изделий — например, 20-гейджевые электротехнические крышки с подгибами и отбортовками — сам цикл гибки может длиться три секунды. Но переворот, поворот, повторное совмещение? Вот куда уходят минуты. Коробогиб позволяет оставить деталь лежать на столе и выполнять последовательность без необходимости поднимать 4 на 4 фута лист на уровне груди.
Но в этом-то и суть.
Когда ваш цех заполняется неподвижной 10-футовой рельсовой системой, каждая нестандартная, часто изменяемая, тонколистовая работа теперь должна подстраиваться под этот рельс. Машина не двигается. Двигается ваш рабочий процесс. Готовы ли вы спроектировать поток производства вокруг одного неподвижного «позвоночника»?
Один клиент как-то хвастался, что достал подержанный 150-тонный пресс по дешёвке. Через шесть месяцев он потратил ошибку оснастки $4,000 деньги, потому что заказал европейские пуансоны, рассчитанные в метрических тоннах на метр, и установил их на американский пресс, рассчитанный в коротких тоннах на фут. Цифры на бумаге одинаковые. Физика в стали — разная.
Расчёт усилия инструмента не является универсальным. В одном каталоге указано 60 тонн на метр. В другом — 20 тонн на фут. Без пересчёта вы либо занижаете и рискуете треснуть пуансон, либо завышаете мощность станка, думая, что ваши матрицы слабые. Эта путаница тихо подталкивает цеха покупать более мощный пресс, чем им действительно нужно.
Теперь добавим формулу тоннажа: усилие гиба растёт пропорционально квадрату толщины материала и уменьшается по мере увеличения раскрытия V-образной матрицы. Я видел, как для 1/4-дюймовой стали A36 на длине 10 футов требовалось почти 200 тонн при V-матрице 2 дюйма, а при 3-дюймовой — около 140 тонн. Один и тот же материал. Та же длина. Разный выбор оснастки.
Так что же является настоящей переменной — размер машины или выбор штампа?
Слушай, каждый раз, когда ты стремишься к более плотному внутреннему радиусу на тонком металле, ты уменьшаешь V-образное отверстие. Узкая V-форма означает большую потребность в тоннах усилия на фут. А это значит — смена штампов. А значит — время на наладку. На заказ из 40 деталей смена штампа на 20 минут может съесть всю прибыль.
Гибочный пресс с пальцами не зависит от V-образных отверстий. Он гнёт вокруг геометрии листа и съёмных пальцев. Без стойки для штампов. Без библиотеки пуансонов. Без подкладок для компенсации прогиба. Пресс-гиб против гибочного пресса с пальцами — это как набор торцевых головок против разводного ключа: один позволяет точность для разных размеров, но только если у тебя есть каждая головка.
И каждая головка стоит денег.
Как только ты переходишь в экосистему пресс-гиба — пуансоны «гусиная шея» для обратных загибов, штампы для подгибки, узкие V для малых радиусов, широкие V для снижения тонны усилия — ты создаёшь склад оснастки, который должен быть организован, правильно классифицирован и готов к быстрой смене. Это зарплатное время и капитал, лежащие на полке. На больших серийных заказах эта экосистема работает как часы. На малосерийной тонколистовой неразберихе она превращается в трение.
Так когда же это перестаёт быть трением и становится преимуществом?
Вот тебе пример. Ты гнёшь детали длиной 90 дюймов из 10-го номера металла, жёсткие загибы под 90 градусов, стабильная длина отбортовки. Обычный V-штамп загоняет тебя почти к верхней границе усилия по кривой. Переходишь на отверстие 1 дюйм, и усилие на фут падает настолько, что пресс среднего размера справляется с этим чисто, обеспечивая лучший контроль радиуса. Гибочный пресс с пальцами при такой толщине и длине даже не участвует в разговоре.
Вот здесь гидравлический комплект пресс-гиба действительно имеет смысл.
Не потому что он впечатляет. А потому что толщина материала, длина изгиба и накопление допусков требуют контролируемого усилия и радиусов, подогнанных штампом. Диапазон усилий машины соответствует диапазону твоего производства.
Но если 70 % твоей еженедельной работы — это металл 18–22-го номера, длиной менее 48 дюймов, с странными выступами и последними правками чертежей, тот же гидравлический комплект превращается в SWAG — научно дикие догадки — каждый раз, когда ты выбираешь штамп. Какая V-форма на этот раз? Какой пуансон обойдёт обратный загиб? Не задушит ли глубина зева последовательность операций?
Слушай, SWAG работает при прототипировании. В производстве он опустошает кассу.
Золотая середина — честная математика: отслеживай, как часто ты меняешь штампы, сколько наладок идёт меньше чем на 100 деталей, сколько площади простаивает в ожидании следующего “большого” заказа. Если твой пресс проводит больше времени в наладке, чем в работе, ты купил мощность, которую твоя номенклатура не заполняет.
Пресс-гиб становится структурно необходимым при определённых объёмах и толщинах. За этой границей — это фундамент, на котором ты стоишь. Но ниже неё — тонкий металл, короткие серии, высокая вариативность геометрии — гибочный пресс с открытым доступом и без смены инструмента может обойти 175-тонного гиганта.
Так что, прежде чем подписывать контракт на железо, задай себе один неприятный вопрос: твой доход построен на силе… или на гибкости?
Тебе нужно расчёт, а не вдохновляющая речь. Хорошо. Потому что дело не в том, что может сделать машина а а в том, что твоя работа заставляет тебя делать каждый день.
Если ты хочешь сверить цифры с реальными возможностями машин — ЧПУ пресс-гибами, лазерными системами резки и интегрированной автоматизацией листового металла — изучи технические характеристики и варианты конфигурации в загружаемой документации CN-HAWE: Скачать технические брошюры и спецификации. Наличие реальных параметров перед глазами облегчает подбор мощности, управления и уровня автоматизации под работу, которую действительно выполняет ваш цех.
Ошибка, которую я вижу — тридцать раз, если не больше, — это когда владельцы оценивают «железо» раньше, чем оценивают «трение». Они смотрят на таблицы тоннажа, а не на табели учёта рабочего времени. Сравнивают максимальную мощность, а не основное ограничение. Затем подписывают контракт на станок, который прекрасно решает совершенно не ту проблему.
Вот фильтр, который я бы использовал, если бы это был мой цех и моя ипотека.
Начинайте с физики, а не с гордости.
Возьмите последние 90 дней заказов. Для каждой детали отметьте три числа: тип материала, толщину и самую длинную одиночную линию сгиба. Затем запустите формулу воздушного сгиба для мягкой стали как базу: P = 650 × S² × L / V.
S — это толщина в дюймах. L — длина сгиба в футах. V — раскрытие матрицы в дюймах. Затем скорректируйте по материалу — умножьте на 1,5 для нержавеющей стали, на 0,55 для алюминия. Добавьте запас прочности 20–30 %. Это и есть ваш реальные запрос по тоннажу, а не надпись на табличке станка.
Теперь посмотрите на максимальное значение среди этих заказов.
Если даже ваша самая тяжёлая деталь укладывается в, скажем, 12–16 тонн общего усилия и менее 48 дюймов длиной, ваша проблема, скорее всего, не в силе. Она в геометрии — возвраты, загибы, коробчатые углы, странные выступы. В таких условиях преуспевает сегментный листогиб.
Но если вы регулярно видите требования 80, 120, 180 тонн в обычной работе — не при редких «единорогах» — то гибкость формы не спасёт. Вам нужны контролируемое усилие и подходящие штампы.
Вот что большинство людей упускает: мощность пресса и мощность инструмента — разные вещи. Пресс на 20 тонн с инструментом на 12 тонн всё ещё остаётся 12-тонной системой гибки. Перегрузите пуансон — и вы получите трещину ошибку оснастки $4,000 ещё до обеда. Первым выходит из строя не рама, а инструмент.
На этом этапе листогибочный пресс против сегментного — как динамометрический ключ против воротка: один даёт измеряемое усилие, другой — доступ и ощущение. Если ваше ежедневное ограничение — момент затяжки, вы знаете, что вам нужно.
Так какое число действительно душит ваши заказы — тонн на фут или зазор вокруг отбортовки?
Сила говорит вам, что возможно. Переналадка говорит, что выгодно.
Возьмите те же 90 дней и посчитайте, сколько раз вы меняли пуансоны или матрицы. Не количество ходов. Переналадок. Если вы меняете оснастку пять раз в день, чтобы выполнить партии по 20, 40, 80 деталей, этот станок живёт в режиме переналадки.
Теперь вычислите: среднее количество одинаковых сгибов на переналадку ÷ среднее время переналадки.
Если следующий шаг — это прямое общение с командой, Свяжитесь с нами логично вписывается сюда.
Если вы тратите 25 минут на замену матриц, чтобы сделать 40 деталей с четырьмя сгибами каждая, это 160 ходов, оплачивающих 25 минут простоя. Если каждый ход занимает три секунды, у вас восемь минут гибки против 25 минут подготовки.
Машина — это монумент. Прибыль истекает кровью вокруг неё.
На отгибающем прессе (finger brake) нет библиотеки пуансонов. Вы регулироваете пальцы, зажимаете, гнёте. “Наладка” зачастую и есть сам процесс гибки. При малых объёмах и тонком металле этот ритм выигрывает, потому что изменение геометрии не требует замены оснастки.
Слушайте, если ваш пресс тратит больше времени с ключами на ползуне, чем с деталями под ним, вы купили гоночный автомобиль для городских пробок.
А что, если ваши заказы — по 400 одинаковых деталей, из одного материала, с одинаковыми гибами, неделя за неделей? Тогда настройка перестаёт играть роль. На первый план выходят скорость хода и повторяемость. Вот тогда пресс-гибочный станок начинает оправдывать своё существование.
Так вы занимаетесь производством… или управляемым хаосом?
Теперь будем честны.
Запишите процент выручки по диапазонам толщин. Не то, что вы надеетесь получить в следующем году. А то, что принесло доход в этом квартале.
Если 70% ваших счетов-фактур — это металл 18–22 калибра длиной менее четырёх футов, вы работаете в стране тонколистового металла. Отгибающий пресс справится с этим целый день при минимальных накладных расходах. Покупать пресс на 175 тонн только потому, что пришёл один запрос на 1/4 дюйма длиной более 8 футов — это всё равно что строить собор ради свадьбы, дату которой ещё не назначили.
Но если ваш хлеб с маслом — это листы 3/16, 1/4, 5/16 дюйма, пусть даже короткими сериями, ручной путь превращается в усталость, непостоянство и риск. Это не романтика. Это заявка на производственную травму.
Вот структура в одной строке:
Покупайте станок, который решает текущую главную ограничивающую проблему хотя бы на 60% вашей выручки.
Не самое громкое задание. Не самый крупный заказ. А статистическое большинство оплаченной вами работы.
Послушайте, большинство банкротств, которые я видел, происходили не из-за недостатка мощности. Они случались из-за избытка мощности, которую так и не загрузили. Платежи за железо не волнует ваш “потенциал”. Их волнует использование.
Выбор между пресс-гибом и отгибающим прессом в конце концов похож на выбор между фрезером и токарным станком. Покупают не тот, что впечатляет, а тот, что соответствует материалу на ваших стеллажах здесь и сейчас.
Так что прежде чем звонить продавцу оборудования, достаньте свои счета и посчитайте. Состав ваших заказов уже подсказывает, что нужно купить.
Готовы ли вы это услышать?


















