

La nueva prensa plegadora CNC de 175 toneladas aún estaba caliente tras la instalación cuando el propietario me dijo: “Ahora podemos doblar cualquier cosa.”
Esa semana fabricaron cajas eléctricas de calibre 20. Cincuenta aquí. Treinta allá. Cuatro variaciones de pestaña. Para el viernes, el operador había pasado más tiempo buscando punzones y cambiando matrices que doblando metal. La máquina podía formar placas de media pulgada todo el día. Simplemente nunca lo hacía.
La potencia no es desempeño. No si se queda esperando las herramientas.
A los fabricantes les encanta vender tonelaje. A los talleres les encanta comprar margen. He visto a propietarios sobredimensionar prensas plegadoras en un 20 a 30 por ciento “pensando en el futuro”, convencidos de que más fuerza equivale a más oportunidades. Lo que realmente compraron fue un error de herramientas $4,000 cuando el primer juego de matrices sobredimensionado no coincidió con el trabajo de calibre delgado que realmente hacen.
Escucha, una prensa plegadora que puede doblar placa de media pulgada a lo largo de tres metros es una maravilla. Pero si el 80 por ciento de tu programación son soportes, cubiertas y cajas de calibre 18 a 22, esa maravilla se convierte en una estación carísima para cambiar matrices. La capacidad que excede tu carga de trabajo no es neutral: arrastra el flujo de trabajo detrás de sí como un remolque lleno de hierro.
Entonces, si las prensas plegadoras son tan superiores, ¿por qué los mejores talleres que conozco aún mantienen una prensa de dedos atornillada al piso?
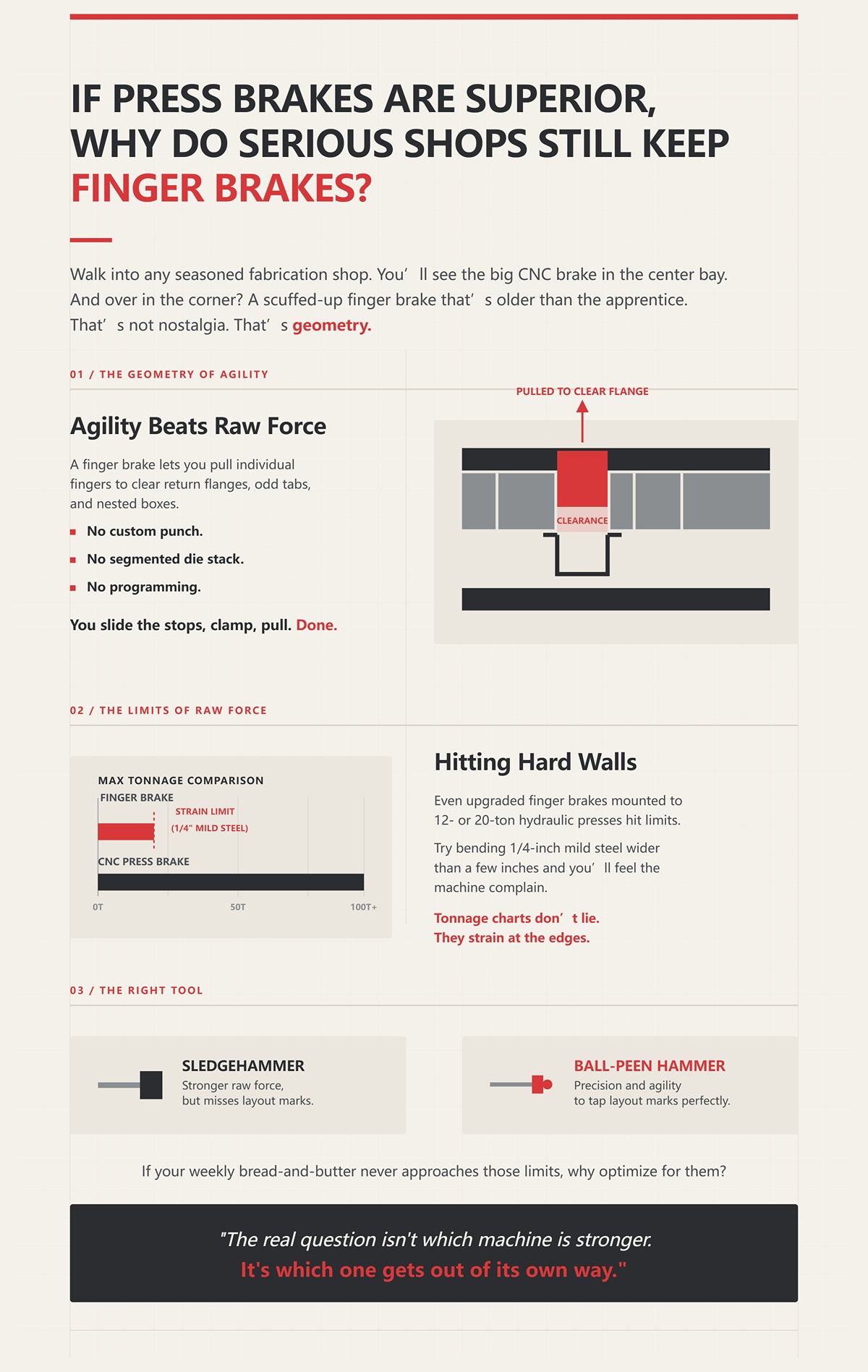
Entra en cualquier taller de fabricación con experiencia. Verás la gran prensa CNC en la bahía central. ¿Y allá en la esquina? Una prensa de dedos marcada y golpeada, más vieja que el aprendiz.
Eso no es nostalgia. Es geometría.
Una prensa de dedos te permite retirar dedos individuales para dejar espacio a pestañas de retorno, lengüetas extrañas, cajas anidadas—sin punzón personalizado, sin pila segmentada de matrices, sin programación. Mueves los topes, sujetas, tiras. Listo. En piezas de bajo volumen, esa agilidad geométrica supera la fuerza bruta cada vez.
Ahora, seamos honestos sobre los límites. Incluso las prensas de dedos actualizadas, montadas sobre prensas hidráulicas de 12 o 20 toneladas, se topan con muros duros. Intenta doblar acero dulce de 1/4 de pulgada más ancho que unos pocos centímetros y sentirás cómo la máquina se queja. Las tablas de tonelaje no mienten. Se fuerzan en los bordes.
Pero ese es el punto.
Si tu trabajo semanal habitual nunca se aproxima a esos límites, ¿por qué optimizar para ellos? Una maza es más fuerte que un martillo de bola, pero no marcas la disposición con la maza. Así es como fallas.
La pregunta real no es qué máquina es más fuerte. Es cuál se quita de en medio.
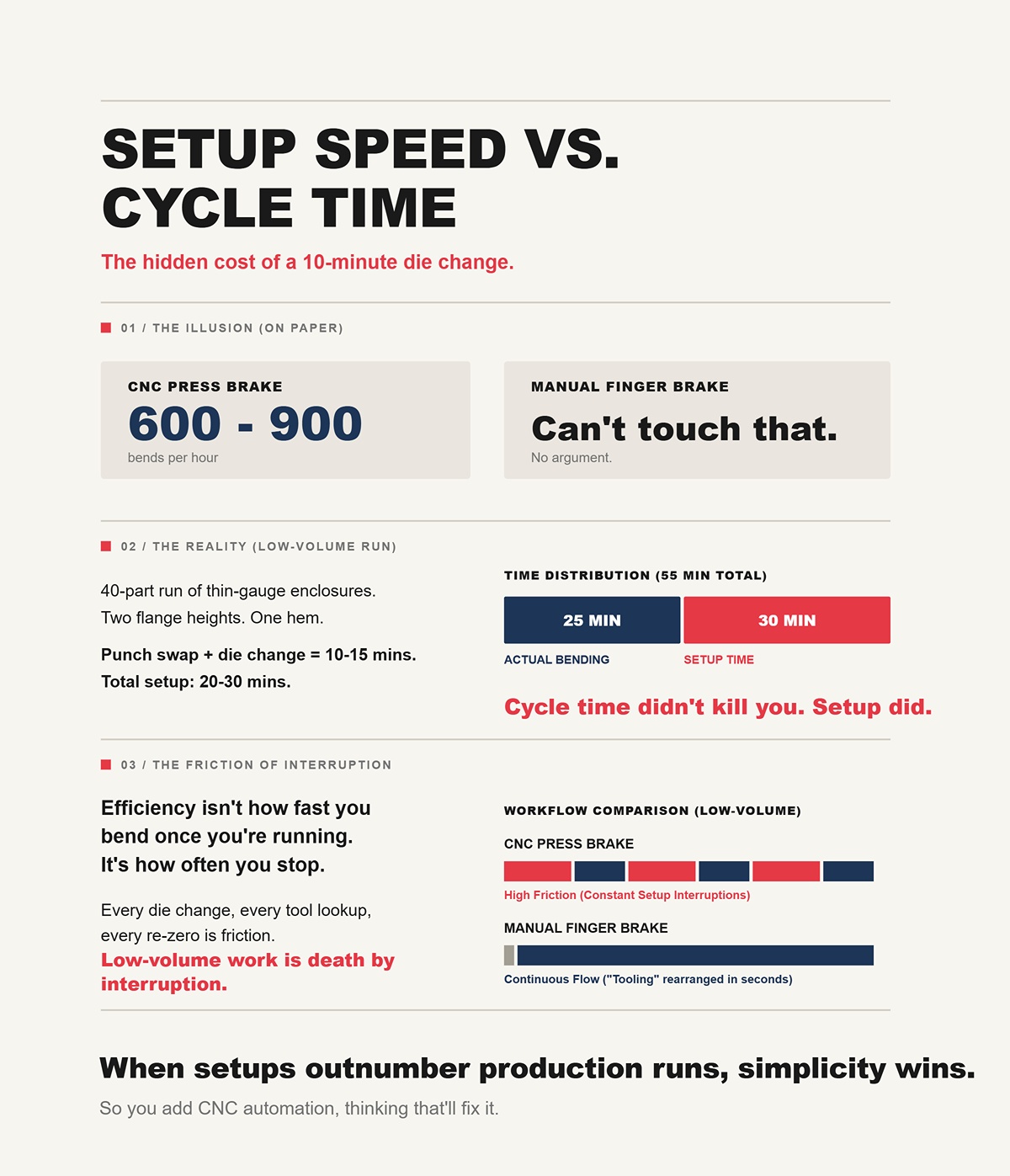
En teoría, una prensa plegadora CNC puede lograr de 600 a 900 dobleces por hora. Una prensa de dedos manual no puede acercarse a eso. Sin discusión.
Ahora imagina esto: una tirada de 40 piezas de cajas de calibre delgado. Dos alturas de pestaña. Un dobladillo. En la prensa plegadora, eso es un cambio de punzón y de matriz. Llámalo 10 minutos si tu operador es hábil. Quince si es humano.
Eso son de 20 a 30 minutos de preparación en un trabajo que podría tomar solo 25 minutos de doblado real.
No fue el tiempo de ciclo lo que te mató. Fue la preparación.
Escucha, la eficiencia no es qué tan rápido doblas una vez que estás trabajando. Es con qué frecuencia dejas de hacerlo. El trabajo de bajo volumen es la muerte por interrupción. Cada cambio de matriz, cada búsqueda de herramienta, cada reinicio es fricción. La plegadora de dedos evita la mayoría de eso porque el “utillaje” ya está ahí: dedos segmentados que reacomodas manualmente en segundos.
Cuando las preparaciones superan en número a las producciones, la simplicidad gana.
Entonces agregas automatización CNC, pensando que eso lo solucionará.
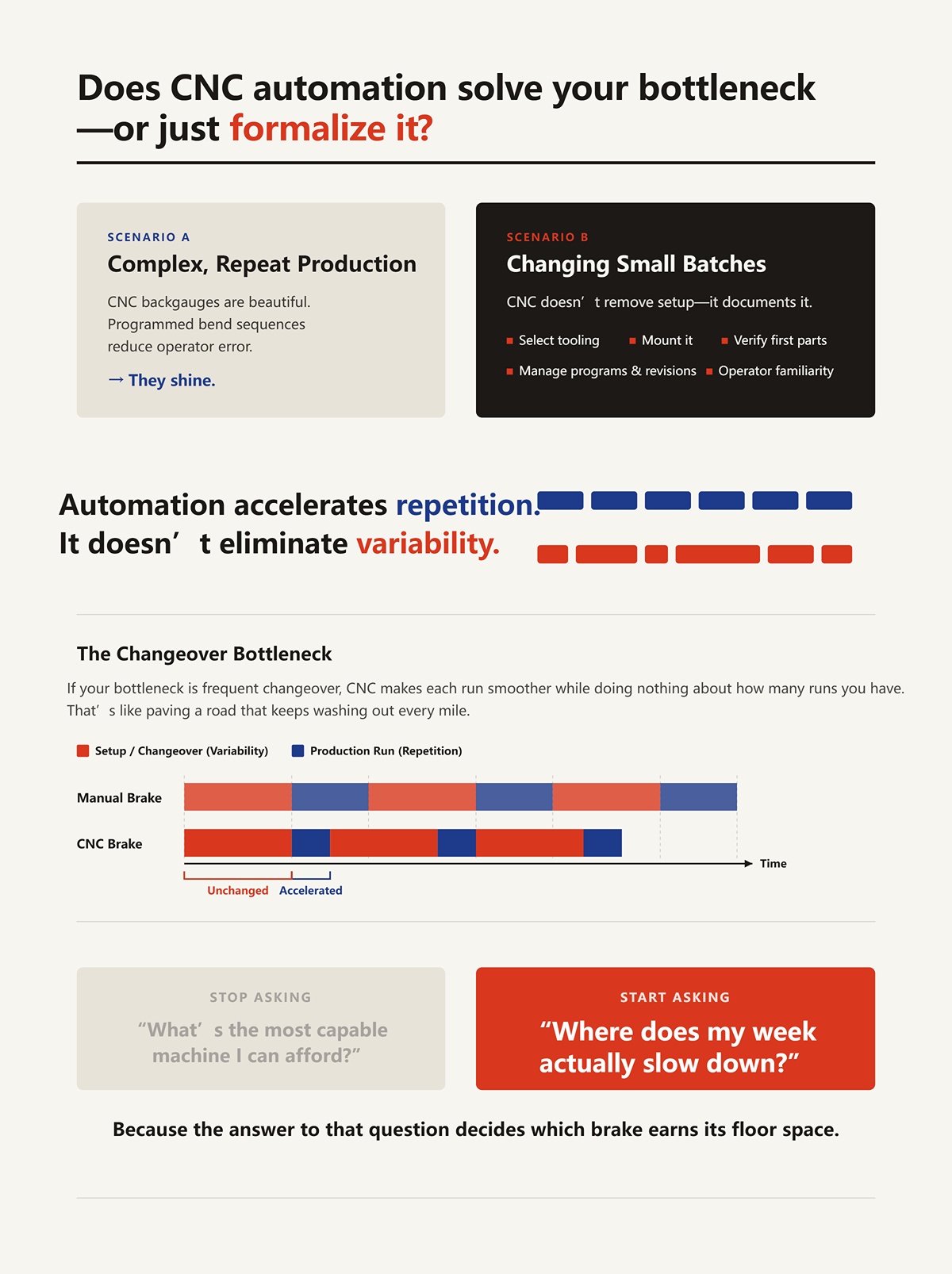
Los topes traseros CNC son hermosos. Las secuencias de doblado programadas reducen el error del operador. ¿En producciones complejas y repetitivas? Brillan.
Pero en lotes pequeños que cambian constantemente, el CNC no elimina la preparación, la documenta. Aún seleccionas el utillaje. Aún lo montas. Aún verificas las primeras piezas. Ahora también gestionas programas, revisiones y familiaridad del operador.
La automatización acelera la repetición. No elimina la variabilidad.
Si tu cuello de botella es el cambio frecuente, el CNC puede hacer que cada ejecución sea más fluida sin hacer nada respecto a cuántas ejecuciones tienes. Es como pavimentar una carretera que se lava cada milla.
Al final de esto, quiero que sientas el cambio: deja de preguntar “¿Cuál es la máquina más capaz que puedo pagar?” y empieza a preguntar “¿Dónde se ralentiza realmente mi semana?”
Porque la respuesta a esa pregunta decide qué plegadora se gana su espacio en el piso.
¿Quieres una forma práctica de decidir qué plegadora se adapta a tu carga de trabajo?
Empieza con una sola pieza. Una caja eléctrica de calibre 20, de 12 pulgadas de ancho, 8 pulgadas de fondo, lados de 4 pulgadas, cuatro pestañas de retorno. Cincuenta piezas. Luego, la próxima semana, misma huella pero una pestaña mide 5 pulgadas y hay una lengüeta de troquelado en el costado.
En una plegadora de prensa, esa pieza vive o muere según la geometría del utillaje. En una plegadora de dedos, vive o muere según si puedes retirar dos dedos y dejar un espacio.
Esa diferencia no tiene que ver con la fuerza. Tiene que ver con el acceso físico.
Una plegadora de prensa es un sistema de rieles: punzón arriba, matriz abajo. Todo lo que formas debe pasar entre esos rieles sin chocar contra el acero que no se mueve. Una plegadora de dedos es una cerca de estacas: quitas las estacas que no necesitas y el metal se mueve a través del aire libre. Sistema de rieles vs. cerca de estacas. Mismo título de trabajo. Libertades diferentes.
Cuando tu semana está llena de cajas, cubiertas, soportes y revisiones de bajo volumen, la libertad geométrica no es un lujo. Es lo que te impide rediseñar la pieza para adaptarla a la máquina en lugar de hacerlo al revés.
Entonces, ¿dónde aparece realmente esa libertad en el metal real?
Imagina una caja simple: cuatro lados doblados hacia arriba, luego quieres cerrar la última esquina con una pequeña pestaña de retorno que se mete dentro.
En una dobladora de prensa, para cuando has formado tres lados, esa caja parcialmente formada tiene paredes levantadas. Ahora intentas deslizarla bajo un punzón recto y dentro de una matriz recta. Esas paredes chocan con el soporte del punzón o con el marco antes siquiera de tocar el pedal. Puedes comprar punzones tipo cuello de ganso para salvar parte del obstáculo. Puedes segmentar las matrices. Puedes programar los dobleces en secuencia.
Pero el acero no miente. Si las paredes formadas son más altas que la garganta y el espacio libre disponible del punzón, estás acabado. Toda la tonelada del mundo no salvará esa pieza.
Escucha, he visto talleres perseguir esto con herramientas personalizadas. Punzones con desplazamiento especial. Pilas de matrices mecanizadas a medida. Piezas únicas para un producto que vendía 200 unidades al año. Así es como terminas mirando un error de herramientas $4,000 porque la revisión cambió la altura de una pestaña en media pulgada.
Ahora acércate a la dobladora de dedos. Retira los dos dedos donde esa pestaña de retorno necesita espacio. Dobla tres lados. Eleva la última pestaña hacia el hueco que has creado. Sin colisión. Sin acero personalizado. Solo espacio vacío donde lo necesitas.
Esa es la paradoja de la caja y el panel: la máquina más grande y fuerte es a veces la más encerrada.
Pero la geometría no se trata solo de si la pieza encaja. Se trata de si la herramienta te permite terminar lo que empezaste.
Toma acero suave de calibre 16 — aproximadamente el límite superior de comodidad para la mayoría de las dobladoras manuales de dedos. Quieres una pestaña de 3 pulgadas a lo largo de un borde, luego un retorno de 1 pulgada en esa pestaña.
En una dobladora de prensa, la fuerza es trivial. Doblar al aire calibre 16 en un pie puede requerir unas pocas toneladas dependiendo de la apertura de tu matriz en V. No hay problema incluso para una unidad hidráulica pequeña. El problema no es la fuerza. Es la luz del día — el espacio vertical abierto entre el carro y la cama — y el perfil del punzón.
Si tu punzón no tiene suficiente profundidad de garganta, esa pestaña de 3 pulgadas golpea el cuerpo del punzón antes de que el retorno de 1 pulgada alcance los 90 grados. Así que cambias a un punzón tipo cuello de ganso más profundo. Eso cambia tu deducción de doblez. Ahora tu patrón plano se altera. Ajustas el programa. La primera pieza sale 0.030 pulgadas más larga porque el acero inoxidable se recupera más fuerte que el acero suave — aproximadamente 1.5 veces la fuerza y con mayor recuperación elástica. Ahora estás calzando el tope trasero.
Eso son tres ajustes antes de haber hecho cinco piezas.
En una dobladora de dedos, la holgura está incorporada en el diseño. Los dedos extraíbles crean huecos verticales por donde pueden pasar las pestañas altas. No estás luchando con un perfil de punzón fijo. Estás decidiendo qué acero se queda y cuál se quita.
Pero no pretendamos que las dobladoras de dedos sean mágicas. La mayoría de las dobladoras de caja y panel de 24 pulgadas alcanzan su límite alrededor del acero suave de calibre 16 porque tú eres el sistema hidráulico. Tus brazos son la tabla de tonelaje. Intenta con calibre 10 y te detendrás a mitad del tiro.
Esa es la línea fronteriza. La libertad geométrica gana dentro del territorio de calibres delgados. Cruza hacia placas más gruesas y la dobladora de prensa no solo se vuelve conveniente — se vuelve necesaria.
Entonces, si las dobladoras de dedos no pueden manejar piezas únicas más gruesas, ¿por qué siguen dominando el trabajo personalizado en etapas iniciales?
Un cliente llega con un boceto en una servilleta. Panel de aluminio, 0.090 pulgadas de espesor. Tres dobleces. Un lado podría cambiar dependiendo de cómo encaje en el campo.
En la prensa plegadora, eliges una punzón, eliges una abertura de matriz para obtener el radio interior que deseas, configuras tu tope trasero, programas la secuencia, ejecutas una prueba de doblado, mides el retroceso elástico y ajustas. Diez a quince minutos si eres hábil. Más tiempo si estás cambiando de un trabajo anterior con herramientas diferentes.
En la plegadora de dedos, ajustas el tope de profundidad con una cinta métrica, retiras los dedos que no necesitas, sujetas y doblas. Si el reborde necesita ser 1/8 de pulgada más largo, deslizas el tope y tiras nuevamente. No hay almacén de herramientas. No hay edición de programa. No hay espera a que el ariete complete su ciclo.
Escucha, el tiempo de ciclo en una prensa plegadora CNC supera con creces a una máquina manual cuando trabajas con cientos de piezas. Treinta aquí. Cincuenta allá. No hay comparación.
Pero ese es el punto.
En el prototipado, la operación más lenta no es el doblado. Es decidir. Cuanto más rápido puedas cambiar de opinión, más rápido la pieza converge en algo utilizable. Una prensa plegadora premia la certeza. Una plegadora de dedos tolera la duda.
Así que aquí está la prueba práctica que pediste: revisa los trabajos del mes pasado. ¿Cuántos fueron de menos de 100 piezas? ¿Cuántos fueron de calibre 18 a 22? ¿Con qué frecuencia cambiaron las alturas de los rebordes o las ubicaciones de las pestañas después de la primera pieza?
Si la mayoría de tus respuestas se encuentran en metal delgado y revisión constante, la libertad geométrica te recompensará cada semana.
Y si no — si tu trabajo se vuelve más grueso, más largo y más repetible — ¿en qué punto deja de ser suficiente la libertad?
Un taller con el que trabajé estaba doblando soportes galvanizados de calibre 18 para un rack de telecomunicaciones—cuatro dobleces cada uno, nada complicado. Primera semana: 40 piezas. Segunda semana: 120. Para el tercer mes, estaban enviando 600 por semana, mismo plano, mismo material, sin revisiones.
Con 40 piezas, la plegadora de dedos tenía sentido. Sujetar, doblar, soltar. Diez segundos por doblez si el operador era constante. Pero con 600 por semana, son 2,400 dobleces. Incluso a 8 segundos por doblez, estás mirando más de cinco horas de tirones de brazo — y eso antes de que la fatiga te desvíe el ángulo un grado menos en la pieza número 317.
Ese es el umbral.
Cuando tus piezas dejan de cambiar y tu volumen supera aproximadamente de 300 a 500 piezas idénticas por semana en calibre delgado, o más de 100 en calibre medio, la pregunta pasa de “¿Puedo hacerlo?” a “¿Puedo hacerlo igual el viernes a las 4:30 que el lunes a las 8?”. Ahí es donde la prensa plegadora gana su espacio en el piso.
Pero, ¿qué se rompe primero—la máquina o el humano?
He visto a un buen operador mantener ±1 grado en una plegadora de dedos toda la mañana en calibre 20. Para el almuerzo, esa consistencia disminuye. No porque se haya olvidado cómo hacerlo. Sino porque el acero se resiste.
Las plegadoras manuales dependen de la fuerza muscular y el tacto. Incluso una pequeña variación en la velocidad de tirón cambia cómo flexiona la hoja. La barra de sujeción se deflecta ligeramente bajo carga. El retroceso elástico—la tendencia del metal a abrirse después del doblado—varía de una lámina a otra. En acero dulce de calibre 18, un error de un grado en un reborde de una pulgada desplaza la posición del borde aproximadamente 0.017 pulgadas. Apila cuatro dobleces y ese error se acumula en ensamblajes que te dan pelea.
Una prensa plegadora hidráulica no se cansa. El ariete recorre el mismo golpe cada vez. Incluso una máquina básica no CNC aplica fuerza constante a través de cilindros en lugar de hombros. Agrega un tope trasero—un tope motorizado que posiciona la pieza—y la longitud del reborde no se mide “a ojo” con una cinta; se lleva a una posición programada con precisión de milésimas.
Escucha, el muro de la repetibilidad no trata de orgullo. Trata de matemáticas y fatiga.
Cuando estás produciendo más de 500 soportes idénticos, el costo de un lote que se desvía fuera de tolerancia puede arruinarte la semana. He visto talleres desechar 150 piezas porque el operador no notó que el ángulo se estaba abriendo 1.5 grados después de cambiar a una bobina nueva. Eso fue una corrida de desecho $3,200—todo porque el proceso dependía del tacto en lugar de control de carrera.
La cizalla de dedos frente a la prensa plegadora es como una llave dinamométrica frente a una barra de fuerza. Una aplica fuerza de manera precisa y repetible; la otra depende de cómo te inclines ese día.
Así que el volumen expone los límites humanos. El espesor expone los físicos.
Toma acero dulce de calibre 10, de aproximadamente 0,135 pulgadas de espesor. Intenta doblar una pieza de 24 pulgadas de ancho a 90 grados en una cizalla estándar de caja y panel de 24 pulgadas clasificada para calibre 16. Llegarás a mitad del recorrido y sentirás que todo el marco protesta. La barra de sujeción se levanta. La hoja se flexiona. Te detienes antes de que algo se rompa.
Esa clasificación no es puro marketing. Es diseño estructural. Los pernos de pivote, la rigidez de la hoja, la presión de sujeción, todo dimensionado para un momento de flexión máximo. Si lo superas, no solo obtienes una mala curva. Deformas permanentemente la máquina.
Las prensas plegadoras calculan el tonelaje según el espesor del material, la resistencia a la tracción, la longitud de la curva y la apertura del dado. Por ejemplo, doblar al aire acero dulce de calibre 10 sobre un troquel en V de 1 pulgada puede requerir unas 12–15 toneladas por pie. Dobla 4 pies y estarás en el rango de 50–60 toneladas. Eso es trabajo sencillo incluso para una prensa hidráulica de tamaño medio.
Escucha, una vez que tus trabajos habituales están en calibre 12 o más grueso, la conversación termina. Necesitas tonelaje controlado.
Y no se trata solo de “si puede doblar”. El material más grueso amplifica el retroceso elástico. El acero inoxidable de calibre 12 puede retroceder 2–3 grados. En una prensa plegadora, se sobre-dobla programando una carrera más profunda. En una cizalla de dedos, adivinas, tiras con más fuerza, verificas con una escuadra, vuelves a doblar. Cada corrección endurece por trabajo la línea de pliegue y aumenta el riesgo de fractura.
La geometría gana en chapa delgada. La física gana en placa.
Así que ahora hemos trazado dos líneas claras: volumen y espesor. ¿Qué hace que la prensa plegadora sea realmente rentable una vez que las cruzas?
Entré en un taller donde la prensa plegadora no había cambiado de configuración en tres meses. Mismo punzón, mismo troquel en V de cuatro lados, mismas posiciones del tope trasero. Estaban produciendo una familia de soportes, variaciones solo en longitud. El operador cargaba, pisaba el pedal, la pieza caía, repetía. Promediaban 700–800 dobleces por hora en una prensa CNC. No porque la máquina fuera mágica. Porque nada cambiaba.
Ese es el ritmo.
Una prensa plegadora se amortiza cuando tu trabajo se estabiliza en torno a un utillaje fijo. Eliges una apertura de dado que te dé el radio interior que deseas. Ajustas las deducciones de pliegue, la compensación del patrón plano por elongación del material. Programas el tope trasero una vez. Después de eso, el costo de configuración se amortiza en miles de ciclos.
Por debajo de 100 piezas, el tiempo de configuración puede devorarte. Por encima de 1.000 dobleces idénticos, la configuración desaparece en el ruido.
Aquí es donde los talleres se engañan a sí mismos: compran la gran prensa esperando que la flexibilidad se traduzca en ganancias. Pero una prensa plegadora es un sistema ferroviario. Funciona mejor cuando las vías están fijas. Una cizalla de dedos es una camioneta: puedes desviarte por el campo cuando lo necesites.
Una vez que tu modelo de negocio depende de pedidos predecibles y repetidos—500 esta semana, 500 la próxima, el mismo plano—el sistema ferroviario gana. Profundidad de carrera consistente. Longitud de ala consistente. Mínima variación del operador. El trabajo se vuelve cargar y descargar, no juzgar y corregir.
Pero ese es el punto que la mayoría de los dueños pasa por alto.
El umbral de la prensa plegadora no es emocional. Es operativo. Al entrar en producción repetitiva, material más grueso y acumulación de tolerancia estricta en los conjuntos, el tonelaje más la repetibilidad dejan de ser lujos. Se convierten en el suelo sobre el que te apoyas.
Y una vez que decides que necesitas ese suelo, la siguiente pregunta no es “¿Debería comprar una prensa plegadora?”
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Prensa plegadora es un siguiente paso relevante.
Es cuestión de si estás preparado para todo lo que viene atornillado a ello.
La nueva prensa plegadora CNC de 175 toneladas aún estaba caliente tras la instalación cuando el propietario me dijo: “Ahora podemos doblar cualquier cosa.” Tres semanas después, estábamos reorganizando toda la planta porque el montacargas no podía girar una lámina de 10 pies hacia la garganta sin bloquear el láser. Nadie presupone esa parte. Y aun así, la prensa plegadora es solo la mitad de la ecuación: el cortador en la etapa previa debe estar dimensionado, formateado y automatizado para alimentarla eficientemente. Combinar la capacidad de plegado con un sistema de alta potencia y gran formato como la máquina de corte por láser CN-HAWE—construida para la producción de chapa metálica totalmente controlada por CNC—te obliga a planificar la célula como un sistema, no como dos compras independientes.
Has cruzado la línea en la que una prensa plegadora ya no es opcional. Bien. Pero comprometerte con una cambia el plano del taller, el presupuesto de herramientas, el consumo eléctrico, el ritmo del flujo de trabajo y el conjunto de habilidades de los operadores. El precio de la máquina es el pago inicial; el estante de herramientas es la hipoteca que no habías presupuestado.
Entonces, ¿qué viene realmente atornillado a esa mejora “necesaria”?
Una prensa plegadora hidráulica típica de 10 pies pesa más de 20,000 libras y ocupa aproximadamente entre 18 y 22 pies de pared lineal una vez que consideras la holgura de servicio. Eso es solo el hierro. Ahora suma el área de preparación del material al frente—al menos la longitud total de plegado más el pasillo del operador—y el espacio seguro detrás para las piezas que se elevan con pestañas largas. En la práctica, has comprometido un rectángulo de 10 por 25 pies de valioso espacio de taller.
Escucha, la hoja de especificaciones te dice la longitud de la cama y el tonelaje. No te dice el radio de giro.
La profundidad de garganta—la distancia del ariete al marco—puede ser de 8 o 12 pulgadas. Parece generosa hasta que estás formando un panel de 36 pulgadas con un reborde de retorno. De repente estás rotando la pieza a mitad de secuencia, desplazándola lateralmente o replanteando el orden de los pliegues porque el marco te bloquea. La prensa plegadora te da fuerza; la prensa de dedos te da geometría abierta. Una es una prensa de foso; la otra es una mordaza abierta.
Ese intercambio se refleja en el tiempo de manipulación del material. En trabajos de bajo volumen y calibre delgado—digamos cubiertas eléctricas de calibre 20 con bordes doblados y retornos—el ciclo real de plegado puede tomar tres segundos en la prensa plegadora. Pero voltear, rotar, volver a registrar… ahí se van los minutos. Una prensa de caja y panel te permite dejar la pieza plana sobre el banco y recorrer la secuencia sin luchar con hojas de 4 por 4 pies a la altura del pecho.
Pero ese es el punto.
Cuando tu taller se llena con un sistema de riel fijo de 10 pies, cada trabajo de forma irregular, con muchas revisiones y calibre delgado ahora tiene que ajustarse a ese riel. La máquina no se mueve. Tu flujo de trabajo sí. ¿Estás preparado para diseñar tu flujo de producción alrededor de una columna vertebral inamovible?
Un cliente una vez presumió de haber conseguido una prensa de 150 toneladas usada a buen precio. Seis meses después había gastado error de herramientas $4,000 dinero porque ordenó punzones de estilo europeo clasificados en toneladas métricas por metro y los combinó con una prensa estadounidense especificada en toneladas cortas por pie. Los mismos números en papel. Diferente física en el acero.
Las clasificaciones de utillaje no son universales. Un catálogo lista 60 toneladas por metro. Otro lista 20 toneladas por pie. Sin convertir, o subdimensionas y te arriesgas a romper un punzón, o sobredimensionas la máquina porque piensas que tus matrices son débiles. Esa confusión lleva silenciosamente a los talleres a comprar más prensa de la que necesitan.
Ahora añade la fórmula del tonelaje: la fuerza de plegado aumenta con el cuadrado del espesor del material y disminuye a medida que se amplía la abertura de la matriz en V. He visto acero A36 de 1/4 de pulgada sobre 10 pies requerir casi 200 toneladas con una matriz V de 2 pulgadas, y luego reducirse a aproximadamente 140 toneladas con una de 3 pulgadas. Mismo material. Misma longitud. Diferente elección de matriz.
Entonces, ¿cuál es la verdadera variable: el tamaño de la máquina o la selección de la matriz?
Escucha, cada vez que persigues un radio interior más ajustado en calibre delgado, estrechas la abertura de la matriz en V. Una V más estrecha significa una mayor demanda de tonelaje por pie. Eso significa cambiar matrices. Eso significa tiempo de configuración. En una tirada personalizada de 40 piezas, un cambio de matriz de 20 minutos puede devorar la ganancia por completo.
Una plegadora de dedos no se preocupa por las aberturas en V. Dobla alrededor de la geometría de la hoja y los dedos extraíbles. Sin estante de troqueles. Sin biblioteca de punzones. Sin calzas para la corona. Aquí, una prensa plegadora versus una plegadora de dedos es como un juego de dados frente a una llave ajustable: una te ofrece precisión en todos los tamaños, pero solo si posees cada dado.
Y cada dado cuesta dinero.
Una vez que te comprometes con un ecosistema de prensa plegadora—punzones de cuello de oca para retornos, troqueles para plegar bordes, V estrechas para radios ajustados, V anchas para alivio de tonelaje—estás construyendo un inventario de herramientas que debe mantenerse organizado, correctamente clasificado y preparado para cambios rápidos. Eso representa tiempo de nómina y capital sentado en un estante. En trabajos repetitivos de alto volumen, ese ecosistema funciona como un reloj. En el caos de bajo volumen y calibres delgados, se convierte en fricción.
Entonces, ¿cuándo deja de ser fricción y empieza a ser ventaja?
Te daré un ejemplo hipotético. Estás doblando piezas de 90 pulgadas con calibre 10, pliegues ajustados de 90 grados y longitudes de pestaña consistentes. Un troquel en V estándar te lleva cerca del límite superior de tu curva de tonelaje. Si cambias a una abertura de 1 pulgada, el tonelaje por pie disminuye lo suficiente como para que una plegadora de tamaño medio lo maneje fácilmente con mejor control del radio. Una plegadora de dedos ni siquiera puede entrar en la conversación a ese grosor y longitud.
Ahí es donde un kit de prensa plegadora hidráulica tiene sentido.
No porque sea impresionante. Sino porque el espesor del material, la longitud de plegado y la acumulación de tolerancias exigen tonelaje controlado y radios ajustados con troqueles. El rango de fuerza de la máquina coincide con el rango de producción.
Pero si el 70 % de tu trabajo semanal es de calibre 18–22, menos de 48 pulgadas, con pestañas irregulares y cambios de planos de último minuto, ese mismo kit hidráulico se convierte en SWAG—conjetura salvajemente científica—cada vez que eliges un troquel. ¿Qué V esta vez? ¿Qué punzón despeja el retorno? ¿La profundidad de la garganta ahogará la secuencia?
Escucha, SWAG funciona en la creación de prototipos. En producción, hace sangrar dinero.
El punto medio es la matemática honesta: lleva un registro de cuántas veces cambias de troquel, cuántas configuraciones corren menos de 100 piezas, cuánta superficie en el taller permanece inactiva esperando el próximo “gran” trabajo. Si tu prensa pasa más tiempo en configuración que en ciclo, compraste una capacidad que tu mezcla de trabajos no alimenta.
Una prensa plegadora se vuelve estructuralmente necesaria a ciertos volúmenes y espesores. Más allá de esa línea, es el piso sobre el que te apoyas. Pero por debajo de esa línea—calibre delgado, tiradas cortas, alta variación geométrica—el acceso abierto y el ritmo sin cambio de herramientas de la plegadora de dedos pueden superar a un monumento de 175 toneladas.
Así que, antes de firmar por el hierro, hazte una pregunta incómoda: ¿tu ingreso se basa en la fuerza… o en la flexibilidad?
Quieres un cálculo, no un discurso motivacional. Bien. Porque esto no trata sobre lo que una máquina puede puede hacer. Se trata de lo que tu trabajo te obliga a hacer cada día.
Si quieres comparar los números con las capacidades reales de las máquinas—prensas plegadoras CNC, sistemas de corte por láser y automatización integrada de chapa metálica—revisa los detalles técnicos y las opciones de configuración en la documentación descargable de CN-HAWE: Descarga los folletos técnicos y las especificaciones. Tener los parámetros reales frente a ti facilita igualar la capacidad, el control y el nivel de automatización con el trabajo que tu taller realmente realiza.
El error que veo—treinta allí si lo he visto una vez—es que los propietarios valoran el hierro antes de valorar la fricción. Miran los gráficos de tonelaje, no las hojas de tiempo. Comparan la capacidad máxima, no la restricción dominante. Luego firman por una máquina que resuelve maravillosamente el problema equivocado.
Así que este es el filtro que usaría si fuera mi taller y mi hipoteca.
Empieza con la física, no con el orgullo.
Toma los últimos 90 días de trabajos. Para cada pieza, anota tres números: tipo de material, espesor y la longitud del doblez más largo. Ahora aplica la fórmula de tonelaje de doblado al aire para acero dulce como referencia: P = 650 × S² × L / V.
S es el espesor en pulgadas. L es la longitud de doblez en pies. V es la abertura de la matriz en pulgadas. Luego ajusta por material: multiplica por 1.5 para acero inoxidable, 0.55 para aluminio. Añade un margen de seguridad 20%. Ese es tu verdaderas requerimiento de tonelaje, no la etiqueta de la máquina.
Ahora observa el número máximo entre esos trabajos.
Si incluso tu peor caso de pieza está por debajo, digamos, de 12–16 toneladas totales y menos de 48 pulgadas de largo, probablemente tu problema no es la fuerza. Es la geometría—retornos, dobleces, esquinas en caja, pestañas extrañas. Una prensa de dedos sobresale ahí.
Pero si estás viendo requerimientos de 80, 120, 180 toneladas en trabajos rutinarios—no en los únicos del año—entonces la flexibilidad de forma no te salvará. Necesitas fuerza controlada y matrices adecuadas.
Aquí está la parte que la mayoría pasa por alto: la capacidad de la prensa y la capacidad del utillaje son cosas distintas. Una prensa de 20 toneladas con utillaje de 12 toneladas sigue siendo un sistema de doblado de 12 toneladas. Si sobrecargas ese punzón, estarás viendo una error de herramientas $4,000 antes del almuerzo. El marco no falla primero. Falla el utillaje.
Comparar una prensa plegadora con una prensa de dedos en esta etapa es como comparar una llave dinamométrica con una barra de palanca: una te da fuerza medida, la otra te da acceso y tacto. Si tu restricción diaria es la especificación de torque, sabes cuál necesitas.
Entonces, ¿qué número es realmente el que está estrangulando tus trabajos—toneladas por pie, o espacio libre alrededor de una pestaña?
La fuerza te dice qué es posible. La configuración te dice qué es rentable.
Toma esos mismos 90 días y cuenta cuántas veces cambiaste las configuraciones de punzón o matriz. No los golpes. Las configuraciones. Si estás cambiando utillaje cinco veces al día para ejecutar lotes de 20, 40, 80 piezas, esa máquina vive en modo configuración.
Ahora calcula esto: Promedio de dobleces idénticos por configuración ÷ minutos promedio de configuración.
Si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Si tardas 25 minutos en cambiar matrices para ejecutar 40 piezas con cuatro dobleces cada una, eso son 160 golpes pagando por 25 minutos de tiempo muerto. Si cada golpe toma tres segundos, tienes ocho minutos de doblado frente a 25 minutos de preparación.
La máquina es un monumento. La ganancia se desangra a su alrededor.
En una dobladora de dedos, no hay biblioteca de matrices. Ajustas los dedos, sujetas, doblas. La “preparación” suele ser en realidad la propia secuencia de doblado. En trabajos de bajo volumen y chapa fina, ese ritmo gana porque los cambios de geometría no requieren intercambios de acero.
Escucha, si tu plegadora pasa más tiempo con llaves en el carro que con piezas debajo, compraste un auto de carreras para andar en tráfico urbano.
¿Pero qué pasa si tus trabajos son 400 piezas idénticas, mismo material, mismos dobleces, semana tras semana? Entonces la preparación se diluye en el ruido. La velocidad de carrera y la repetibilidad toman el control. Es ahí cuando la prensa plegadora demuestra su valor.
Entonces, ¿estás haciendo producción… o caos controlado?
Ahora nos ponemos honestos.
Anota el porcentaje de ingresos por rango de espesor. No lo que esperas ganar el próximo año. Lo que te pagaron este trimestre.
Si el 70 % de tus facturas son de calibre 18–22 y menos de cuatro pies de largo, vives en territorio de chapa delgada. Una dobladora de dedos manejará eso todo el día con gastos mínimos. Comprar una plegadora de 175 toneladas porque llegó una solicitud para 1/4 de pulgada en más de 8 pies es construir una catedral para una boda que aún no tiene fecha.
Pero si tu pan y mantequilla son placas de 3/16, 1/4, 5/16 —aunque sean corridas cortas—, la ruta manual se convierte en fatiga, inconsistencia y riesgo. Eso no es romanticismo. Es una incapacidad laboral esperando ocurrir.
Aquí está el marco en una sola línea:
Compra la máquina que resuelva la limitación dominante actual en al menos el 60 % de tus ingresos.
No el trabajo más ruidoso. No la cotización más grande. La mayoría estadística de tu trabajo pagado.
Escucha, la mayoría de las quiebras que he visto no vinieron de poca capacidad. Vinieron de exceso de capacidad que nunca se utilizó. Los pagos del hierro no se preocupan por tu “potencial”. Les importa la utilización.
Plegadora hidráulica versus dobladora de dedos, al final del día, es una decisión como fresadora versus torno. No compras una porque sea más impresionante. Compras la que coincide con el material que tienes en el estante ahora mismo.
Así que antes de llamar al distribuidor de equipos, revisa tus facturas y haz las cuentas. Tu mezcla de trabajos ya te está diciendo qué comprar.
¿Estás dispuesto a escucharla?


















