

He estado sobre un soporte de calibre 10, dado en V de 1.000″, números claros en el plano. (V − MT) / 2 decía que el radio interior debía quedar en 0.433″.
El calibrador indicó 0.470″. Cada pieza.
Revisas tus cálculos. Revisas el sello del dado. Culpas al lote de material. Mientras tanto, el contenedor de chatarra se llena como un argumento silencioso que estás perdiendo contra una máquina de verdad de 200 toneladas.
Algo no cuadra, y no es la aritmética.
La fórmula no es tonta. Es precisa. Ese es el problema.
(V − MT) / 2 asume una relación geométrica fija entre la abertura del dado y el espesor del material. Asume que la lámina está siendo forzada en una forma predecible definida por la herramienta. En otras palabras, asume que el dado tiene el control.
Pero entra a casi cualquier taller de fabricación moderno y observa lo que realmente ocurre. El noventa por ciento de los dobleces son dobleces al aire. El punzón nunca llega al fondo. El material apenas roza los hombros del dado. El ángulo se controla por la profundidad de carrera—el recorrido del ariete—no por aplastar la lámina dentro de la V.
Estamos usando una ecuación de embutido en un mundo de doblado al aire.
Verificación de la realidad del contenedor de chatarra: si esa fórmula fuera realmente exacta, tu primera pieza coincidiría con el plano sin tener que ajustar la profundidad de carrera tres veces. ¿Cuántas pruebas hiciste esta mañana?
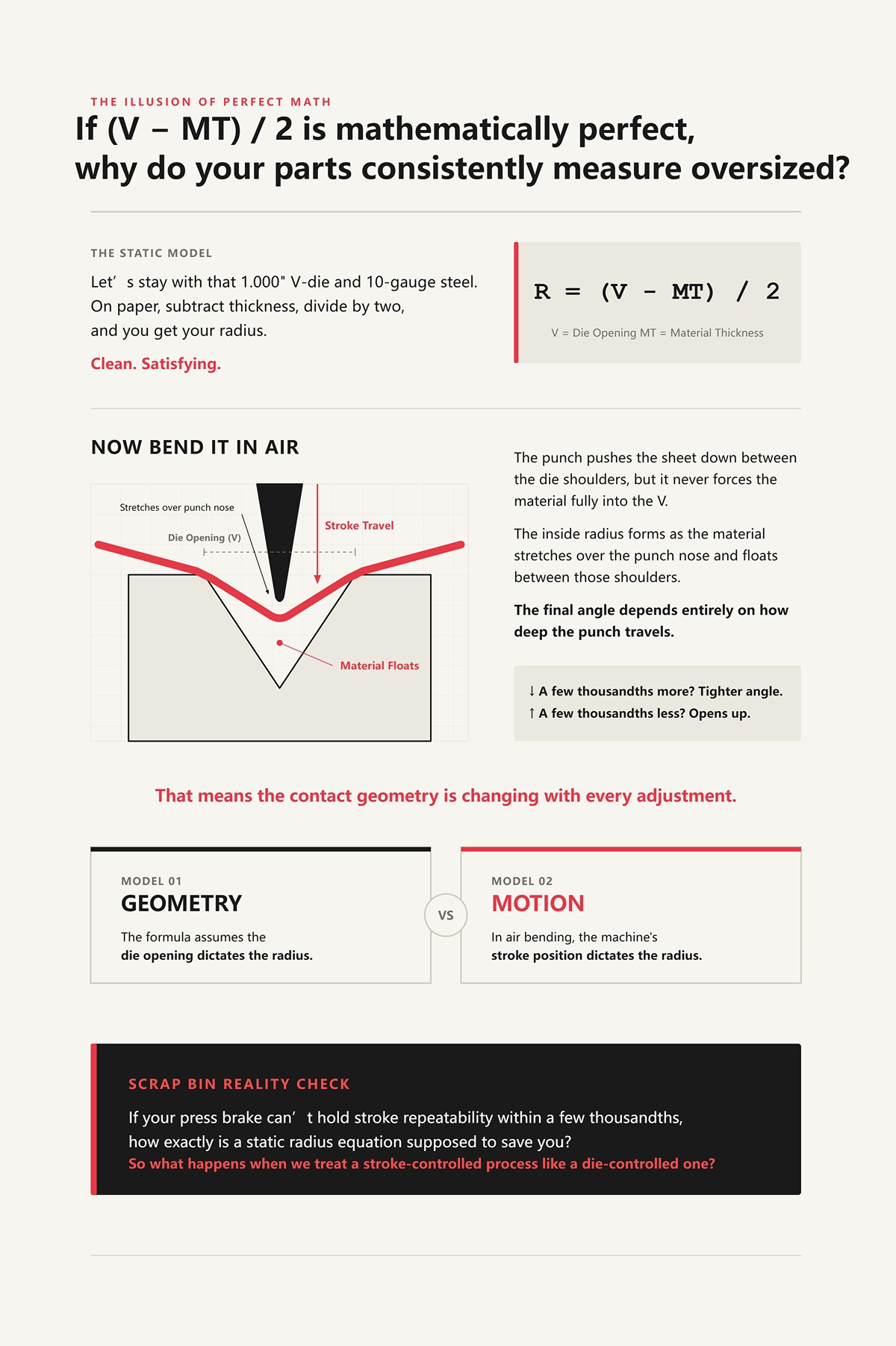
Sigamos con ese dado en V de 1.000″ y acero calibre 10. En el papel, resta el espesor, divide por dos y obtienes tu radio. Limpio. Satisfactorio.
Ahora dóblalo al aire.
El punzón empuja la lámina hacia abajo entre los hombros del dado, pero nunca fuerza el material completamente dentro de la V. El radio interior se forma mientras el material se estira sobre la nariz del punzón y flota entre esos hombros. El ángulo final depende totalmente de la profundidad de recorrido del punzón. ¿Unas milésimas de pulgada más de carrera? Ángulo más cerrado. ¿Unas milésimas menos? Se abre.
Eso significa que la geometría de contacto cambia con cada ajuste.
La fórmula asume que la abertura del dado dicta el radio. En el doblado al aire, la posición de la carrera de la máquina dicta el radio. No son el mismo modelo. Uno es geometría. El otro es movimiento.
Verificación de la realidad del contenedor de chatarra: si tu prensa dobladora no puede mantener la repetibilidad de carrera dentro de unas pocas milésimas, ¿cómo exactamente se supone que una ecuación de radio estática te va a salvar?
Entonces, ¿qué sucede cuando tratamos un proceso controlado por carrera como si estuviera controlado por el dado?
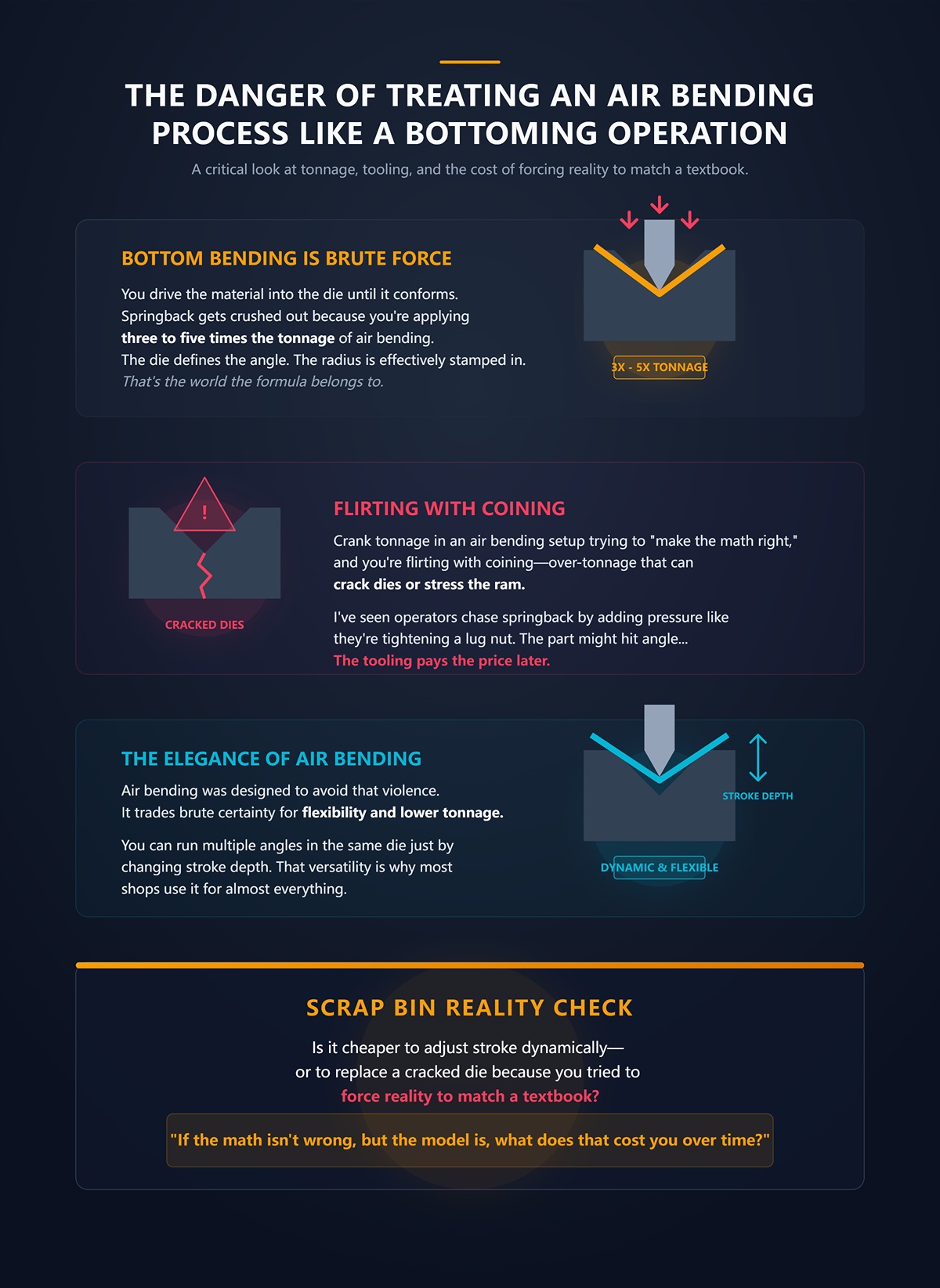
El doblado al fondo es fuerza bruta. Se impulsa el material dentro del dado hasta que se adapta. El retroceso elástico se elimina porque se aplica de tres a cinco veces la tonelada del doblado al aire. El dado define el ángulo. El radio queda efectivamente estampado.
Ese es el mundo al que pertenece la fórmula.
Pero aumentar el tonelaje en un sistema de doblado al aire tratando de “hacer que las matemáticas cuadren” es coquetear con el acuñado—un exceso de tonelaje que puede agrietar matrices o forzar el ariete. He visto operadores intentar compensar el retroceso elástico aumentando la presión como si apretaran una tuerca de rueda. La pieza puede lograr el ángulo. El utillaje paga el precio después.
El doblado al aire se diseñó para evitar esa violencia. Cambia la certeza bruta por flexibilidad y menor tonelaje. Puedes lograr múltiples ángulos en la misma matriz simplemente cambiando la profundidad del recorrido. Esa versatilidad es la razón por la que la mayoría de los talleres lo usan para casi todo.
Y, sin embargo, seguimos aferrados a una fórmula creada para un proceso que no estamos utilizando.
Verificación de realidad del contenedor de chatarra: ¿es más barato ajustar la carrera de forma dinámica o reemplazar una matriz agrietada porque trataste de forzar la realidad para que coincida con el libro de texto?
Si las matemáticas no están mal, pero el modelo sí, ¿cuánto te cuesta eso con el tiempo?

Aquí está lo que la fórmula no ve: variación de resistencia a la tracción entre bobinas, una cama ligeramente abombada, puntas de punzón desgastadas, deriva hidráulica en una tarde calurosa. Nada de eso aparece en (V − MT) / 2.
Pero sí aparece en tus piezas.
El doblado al aire convierte a la propia prensa plegadora en la variable crítica. Precisión de carrera. Paralelismo del ariete. Consistencia del tope trasero. En el doblado de fondo, la matriz realiza el trabajo pesado. En el doblado al aire, lo hace la máquina. Una fórmula más limpia no arregla una máquina que no puede repetir dentro de la tolerancia. Por eso muchos talleres se inclinan hacia sistemas totalmente controlados por CNC diseñados para doblado de alta precisión y automatización, como los de la línea de prensas plegadoras CN‑HAWE—donde el control de la profundidad de carrera, el paralelismo y la repetibilidad se convierten en una capacidad medible, no en una suposición.
El costo oculto no es solo la chatarra. Es el tiempo perdido persiguiendo números que nunca pretendieron predecir este proceso. Es una confianza falsa. Es culpar a los operadores por “doblados defectuosos” cuando el verdadero problema es usar una ecuación estática en un sistema dinámico.
Una prensa de 200 toneladas no se preocupa de cuán elegante luzca tu álgebra. Solo le importa dónde se detiene el punzón.
Entonces, si la matriz no define realmente el radio en el doblado al aire, ¿de dónde proviene en realidad ese radio?
Toma esa misma matriz en V de 1.000″ y acero laminado en frío de calibre 10 y 60 KSI. Mide el radio interior a lo largo de diez piezas dobladas al aire. No obtendrás 0.433″. Tampoco obtendrás el radio de la punta del punzón. Te situarás alrededor de 0.160″ a 0.200″—aproximadamente el 16–20 % de la abertura de la matriz.
Ese porcentaje aparece con tanta frecuencia que deja de ser coincidencia.
No porque la matriz esté estampando mágicamente ese número. No porque la nariz del punzón coincida con él. Sino porque cuando la hoja se hunde entre los hombros de la matriz, encuentra una curvatura natural basada en cuánto puede abarcar esa abertura bajo carga. El ancho de la matriz marca el escenario. La tensión del material determina cuán ajustadamente puede doblarse a través de esa distancia. El radio se forma en el aire, suspendido entre los hombros, controlado por la profundidad de penetración.
En el doblado al aire, la abertura de la matriz—ni la punta del punzón ni tu calculadora—es lo que establece el radio interior base. Todo lo demás se construye sobre eso.
Si has estado persiguiendo (V − MT)/2, has estado resolviendo el mecanismo equivocado.
He estado sobre un soporte de calibre 10, con un dado en V de 1″ debajo, porque el calibre 10 con un espesor de 0.135″ multiplicado por 8 te da aproximadamente 1.08″. Suficientemente cerca. Esa regla de 8× no es una leyenda. Mantiene el tonelaje razonable y generalmente te deja en una ventana de doblado estable.
Haz los cálculos hacia adelante en lugar de hacia atrás.
Si una V de 1.000″ está en el rango para ese espesor, y el doblado al aire produce un radio interior de alrededor del 16–20 % de V para acero de 60 KSI, estás prediciendo un radio de 0.160″–0.200″ antes de siquiera tocar el pistón. Eso ya está muy lejos de (V − MT)/2.
Ahora ajusta el dado a 0.800″ (alrededor de 6× el espesor). Tu radio natural baja aproximadamente a 0.128″–0.160″. Ábrelo a 1.250″ (cerca de 10×) y estarás alrededor de 0.200″–0.250″.
La proporción (8×, 10×, 12×) no se trata de elegancia. Se trata de controlar dos cosas a la vez: el tonelaje por pie y el radio basado en porcentaje que surgirá de esa apertura. Si vas demasiado estrecho, el tonelaje se dispara rápidamente. Si vas demasiado ancho, tu radio se infla, lo quiera o no el plano.
Verificación de realidad del contenedor de chatarra: ¿Alguna vez abriste el dado “solo para estar seguro con el tonelaje” y luego te preguntaste por qué tu brida de repente no encajaba con la pieza complementaria? Eso no fue un error del operador. Fue la geometría ajustando tu radio, lo pidieras o no.
Entonces, si el ancho del dado establece el porcentaje de referencia, ¿qué ocurre cuando el propio material ofrece más—o menos—resistencia al doblarse que en tu último trabajo?
Sustituye ese laminado en frío de 60 KSI por acero inoxidable 304 en la misma V de 1.000″. Mismo espesor. Mismo punzón. Misma profundidad de carrera programada para lograr 90°.
Mide el radio.
Se abre.
El acero inoxidable tiene una resistencia a la tracción mayor y se endurece por deformación de manera agresiva. A medida que el punzón desciende, el material se opone más a la curvatura que el acero dulce. No abrazará tan fácilmente el límite inferior del 16 %. Podrías ver que se desplaza hacia el 20 % o ligeramente por encima. El metal se estira bajo una tensión interna más alta antes de ceder en ese arco más cerrado.
Ahora coloca aluminio 5052 blando. Menor resistencia a la tracción. Menor límite elástico. Menos resistencia. Se hundirá más con la misma penetración, produciendo con frecuencia un radio más cercano al extremo inferior del rango porcentual, o incluso ligeramente por debajo en algunos casos.
Mismo dado. Multiplicador diferente.
Ese es el cambio que la mayoría de las calculadoras ignoran. Tratan V como la única variable y el espesor como un término de resta. En realidad, la resistencia a la tracción cambia en qué parte de esa ventana del 16–20 % terminarás. Un material más fuerte te empuja hacia el lado superior del rango. Un material más blando te permite ajustarte más.
Aquí es donde las reglas basadas en el espesor, como “1× el material por debajo de 6 mm”, a veces parecen funcionar en calibres delgados. El acero dulce delgado en un dado del tamaño adecuado suele quedar con un radio cercano al espesor. Pero eso es una alineación de variables, no prueba de una ley universal. Cambia la resistencia o el ancho de V y esa relación ordenada de 1× desaparece.
Verificación de realidad del contenedor de chatarra: ¿Cuántas veces has trabajado con acero inoxidable en un dado que funcionaba perfectamente para acero dulce, solo para perseguir el ángulo y ver cómo el radio crecía de todos modos?
Y si la punta del punzón no es la que talla ese arco, ¿qué papel desempeña realmente?
Mira una punta de punzón de 0.062″ bajo esa misma V de 1.000″. Dobla a aire un calibre 10. Mide la pieza.
No encontrarás 0.062″ en el interior.
El punzón empuja la lámina hacia abajo entre los hombros de la matriz, pero nunca fuerza el material completamente dentro de la V. El contacto en la punta es localizado. A medida que la penetración aumenta, la lámina se enrolla parcialmente alrededor del punzón y luego pasa a un tramo libre entre los hombros. La mayor parte del radio interior final se forma por esa acción de flexión libre, no porque el punzón imprima su forma como un sello.
La profundidad de penetración lo cambia todo. Unas milésimas de pulgada más de carrera aumentan el enrollado, reducen la longitud del tramo y cierran el ángulo, pero el radio sigue siendo una función del ancho de la matriz y de la resistencia del material. A menos que estés conformando al fondo o acuñando —donde el material se aplasta completamente hasta el contacto con la matriz—, la punta del punzón es un conductor, no un molde.
Por eso, en un doblado al aire correcto, el radio del punzón debe ser más pequeño que el radio interior esperado. Debe iniciar la flexión sin imponerla. Si coinciden exactamente, estás conformando al fondo sin querer o coqueteando con el tonelaje de acuñado.
La plegadora es una máquina de la verdad de 200 toneladas. Expone si tu modelo coincide con la física. En el doblado al aire, la física dice esto: la abertura de la matriz define la longitud base del tramo, la resistencia a la tracción del material modifica el porcentaje dentro de ese tramo, y el punzón solo controla qué tan profundo te adentras en ese sistema.
Si tu plano exige un radio cerrado que la proporción de tu matriz naturalmente excede, ¿vas a seguir confiando en una fórmula estática o vas a cambiar la matriz antes de que el contenedor de desechos vuelva a votar?
He visto un soporte de acero dulce a 90° salir de la plegadora a 92° en el instante en que el ariete se levantó. Misma matriz. Mismo programa. Mismo operador. Bajo 200 toneladas, estaba perfecto. Cinco segundos después, ya no lo estaba.
Esa es la verdadera pregunta cuando el radio natural basado en la matriz no coincide con el plano: ¿estás resolviendo lo que sucede bajo carga o lo que el cliente mide cuando la carga desaparece?
El radio y el ángulo que ves mientras el punzón está enterrado en la V no son el radio y el ángulo que entregas. En el momento en que se libera la presión, la deformación elástica se libera. Las fibras exteriores que estaban estiradas intentan acortarse. Las fibras interiores que estaban comprimidas intentan recuperarse. La pieza se abre. Esa es la mordida de la recuperación elástica, y no le importa tu limpia pequeña fórmula (V − MT)/2.
Comprobación de la realidad del contenedor de chatarra: ¿Alguna vez logras el ángulo perfecto según el indicador de profundidad, solo para que el inspector te diga que cada ala está abierta 1.5°? El acero no desobedeció la pantalla. Obedeció la física.
Los calculadores estáticos suponen que la geometría formada bajo presión permanece igual. No lo hace. Y si no incorporas compensación en el plan, no estás prediciendo un radio final, sino uno temporal.
Así que la verdadera lucha no es qué radio obtienes en el fondo del golpe, sino qué radio sobrevive al descargar.
Imagina acero laminado en frío de 0.125″ en una V de 1.000″. Desciendes a una profundidad que te da 90° mientras el punzón está abajo. Levantas el ariete y quedas en 91.5°. Eso significa que tu ángulo bajo carga estaba más cerca de 88.5°.
Ahora pregúntate: ¿qué ángulo predijo tu fórmula?
Si calculaste la deducción de doblez, el margen de doblez y las longitudes de las aletas suponiendo una geometría de 90° real sin considerar esa recuperación elástica de 1.5°, cada aleta queda larga. No mucho. Solo lo suficiente para arruinar un ensamblaje.
El sobredoblado es el instrumento tosco que todos usamos. Programa 88.5° para que se relaje a 90°. Pero aquí está la trampa: esa compensación no es constante entre trabajos. Abre la matriz a 1.250″, y el mismo material puede recuperar 2° o más porque el radio mayor reduce la deformación plástica y deja más energía elástica almacenada en la sección. ¿Material más delgado? Más recuperación elástica. ¿Radio interior mayor? Más recuperación elástica. Esa relación se ha demostrado en acero laminado en frío, donde la recuperación aumenta con la relación radio‑espesor, no solo con la resistencia.
Entonces, si estás calculando la deducción de plegado partiendo de un valor nominal de 90° y luego añades manualmente 1.5° de sobreplegado en la máquina, acabas de dividir tus cálculos por la mitad. El patrón plano supone una cosa. El pistón está haciendo otra.
¿Qué número está determinando tu geometría: el ángulo del plano o el ángulo que realmente programas?
Cambia ese acero dulce por acero inoxidable 304. Misma espesor. Misma matriz. Mismo ángulo objetivo.
Verás más recuperación elástica. Le pasa a todos. El instinto es culpar a la resistencia a la tracción porque es el número más alto en el certificado. Mayor resistencia a la tracción, más oposición, más apertura.
Pero observa lo que pasa cuando trabajas con dos coladas del mismo acero de 60 KSI. Una se pliega con suavidad. La otra se recupera un grado adicional. La resistencia a la tracción no aumentó 10 KSI de la noche a la mañana. Lo que cambió es la relación límite elástico‑tracción: la relación de fluencia.
La recuperación elástica está determinada por cuánta deformación es elástica frente a plástica. Un material con alta resistencia al límite elástico en relación con su resistencia a la tracción entra en la deformación plástica más tarde y almacena más energía elástica antes de deformarse profundamente. Esa energía almacenada es la que abre tu ángulo cuando se elimina la carga.
La geometría la amplifica. Aberturas de matriz más grandes generan radios interiores mayores. Radios más grandes significan menor deformación plástica para el mismo ángulo. Menor deformación plástica significa una proporción mayor de recuperación elástica. Por eso el doblado con radios grandes y matrices en V anchas puede presentar una recuperación drástica en comparación con configuraciones ajustadas de 6×.
Prueba de realidad del contenedor de chatarra: ¿Alguna vez usaste una matriz ancha para ahorrar tonelaje, lograste el ángulo en la pantalla y luego perseguiste 3° de recuperación a lo largo de una pieza de 10 pies? No fue mala suerte. Fue una baja deformación plástica devolviendo el control a la elasticidad.
Entonces, ¿qué mueve más la aguja: los valores de resistencia en el papel o la relación radio‑espesor que elegiste con tus herramientas? En la práctica, la geometría marca el escenario. Las propiedades del material deciden la intensidad del retroceso.
Y si ese retroceso cambia, ¿qué pasa con todos los números del patrón plano en los que confiabas?
Toma un canal de cuatro pliegues. Sin pestañas de retorno. Cada pliegue se recupera 2°. No es dramático. Es normal en algunos trabajos con acero inoxidable.
Ahora apílalo.
Cuatro pliegues de 2° cada uno significan que tu última pestaña puede estar desviada 8° respecto a la primera referencia si nunca compensaste correctamente en cada paso. He visto piezas donde el primer artículo parecía “lo suficientemente cerca” por pliegue, pero el error acumulado hizo que el conjunto se torciera como una hélice.
La deducción de plegado y el factor K asumen un radio interior conocido y un ángulo final conocido. Si la recuperación elástica cambia cualquiera de estos y no actualizas los valores, la ubicación del eje neutro cambia en la realidad pero no en tu software. La longitud plana que cortas se basa en una longitud de arco más pequeña que la que realmente existe después de la relajación. Multiplica eso en múltiples pliegues y las tolerancias desaparecen rápidamente.
Por eso los factores K universales son una fantasía. Cambia el ancho de la matriz y cambias el radio. Cambia el radio y cambias la recuperación elástica. Cambia la recuperación elástica y cambias el ángulo final y la compensación efectiva del pliegue. Si tu sistema no cierra ese ciclo —mide el ángulo y radio relajados y los retroalimenta en la deducción— estás cortando patrones planos para una pieza que solo existe bajo 200 toneladas.
La prensa plegadora es una máquina de verdad de 200 toneladas. Te muestra lo que el material realmente hará. El contenedor de chatarra es el juez final de si escuchaste.
Si el radio que sobrevive después de descargar es el único que importa, ¿por qué sigues creando patrones planos basados en el que desaparece en el momento en que el pistón se levanta?
He estado frente a un soporte de calibre 10, con una matriz en V de 1.000″ debajo, viendo cómo la primera pieza salía a 92° cuando el plano decía 90°. El programador juraba que el patrón plano era correcto. La calculadora juraba que el radio interior era “exacto”. Al contenedor de chatarra no le importó.
Quieres saber cómo incorporar el resorteo real en tu deducción de doblez y en tu factor K para que el plano coincida con la pieza relajada. Bien. Porque hasta que cierres ese ciclo, no estás calculando, estás apostando con placa.
Este es el método que uso en una máquina de verdad de 200 toneladas que no tiene paciencia para fórmulas bonitas.
Coloca una pieza de acero dulce de 0.125″ sobre dos dados: uno de V de 0.750″ y otro de V de 1.000″. Mismo punzón. Mismo ángulo objetivo. Las piezas no salen con el mismo radio interior. No pueden. La abertura del dado define la geometría de cómo se permite fluir a la lámina.
En el doblado al aire, la abertura del dado gobierna en gran medida el radio interior resultante. Una regla inicial común en el mundo real es 6:1 V‑a‑espesor para acero dulce más delgado, y 8:1 a medida que el espesor aumenta. Entonces, ¿material de 0.125″? Normalmente estás en una V de 0.750″ a 1.000″. Esa relación no es una sugerencia: es el límite de deformación. Demasiado estrecho y arriesgas grietas. Demasiado ancho y reduces la deformación plástica e invitas a que el resorteo muerda.
Ahora observa lo que sucede cuando alguien parte del plano en cambio. “Necesito un radio de 0.125.” Bien. Pero si eliges una V de 1.250″ para ahorrar tonelaje, tu radio natural formado al aire puede terminar más cerca de 0.200″+, dependiendo del material. Ninguna cantidad de pensamiento ilusorio cambiará eso. La geometría ya lo decidió.
Verificación de realidad del contenedor de chatarra: he visto talleres forzar un dado ancho porque ya está montado en la máquina, alcanzar el ángulo en la pantalla y luego ver cómo las pestañas crecen demasiado porque el radio relajado era mayor que el asumido en el patrón plano. La fórmula no estaba mal. La suposición inicial sí.
Si el ancho del dado establece la condición de deformación, ¿por qué empezarías alguna vez con un radio objetivo separado de ese dado?
Una vez elegido el dado, ahora sí puedes hablar de matemáticas.
El doblado al aire no empuja el punzón completamente dentro de la V. El punzón empuja la lámina hacia abajo entre los hombros del dado, pero nunca fuerza el material completamente dentro de la V. La lámina se puentea. Ese puenteo crea una relación predecible entre la abertura de la V y el radio interior bajo carga.
En acero dulce, una referencia común es que el radio interior bajo carga estará alrededor de 16–20 % de la abertura de la V. Entonces, una V de 1.000″ podría producir aproximadamente un radio de 0.160″–0.200″ mientras el ariete está abajo. No exacto. Un rango. Porque el espesor, la resistencia y el radio del hombro del dado lo modifican ligeramente.
Observa lo que acabamos de hacer: vinculamos el radio al ancho del dado primero, no a (V − MT)/2, y no al extremo del punzón. La vieja fórmula (V − MT)/2 puede arrojar números que parecen precisos, pero si tu relación V/T cambia de 6:1 a 8:1, tu distribución de deformación cambia y ese resultado ordenado se desvía de la realidad rápidamente.
Y esto sigue siendo bajo carga.
El radio base es una instantánea a 200 toneladas. La pieza que envías es la que queda después de que el ariete se levanta. ¿Entonces qué pasa cuando esa energía elástica almacenada se libera?
Toma acero laminado en frío de 0.125″ en esa V de 1.000″. Bajo carga mides 90°. Lo sueltas y está en 91.5°. Ese resorteo de 1.5° te dice algo más profundo: el radio también creció.
Cuando el ángulo se abre, el radio interior aumenta. El eje neutro se desplaza ligeramente porque la parte elástica de la deformación se recupera. Los materiales con mayor límite elástico en relación con su resistencia a la tracción almacenan más energía elástica antes de fluir completamente. El acero inoxidable normalmente retrocede más que el acero dulce en el mismo dado. El aluminio puede sorprenderte cuando la relación radio‑a‑espesor aumenta.
Pero aquí está la parte que los libros omiten: el resorteo está fuertemente relacionado con la proporción radio‑a‑espesor. Abre más el dado y aumentas el radio interior. Aumenta el radio y reduces la deformación plástica para un ángulo dado. Menor deformación plástica significa mayor fracción de recuperación elástica. Más resorteo. Es la geometría amplificando el comportamiento del material.
Entonces, la secuencia de compensación es así:
Ahora actualiza tu deducción de doblez y el factor K usando el radio relajado y el ángulo final, no la geometría bajo carga. Ese es el ciclo cerrado. Si tu recuperación elástica medida es de 1.5°, tu patrón plano debe reflejar la longitud de arco de la pieza a 90° relajado, no a 88.5° bajo carga.
Dado que el portafolio de productos de CN-HAWE es 100% basado en CNC y cubre escenarios de alta gama en corte láser, doblado, ranurado y cizallado, para los lectores que deseen materiales detallados, Folletos es un recurso de seguimiento útil.
Comprobación de realidad del contenedor de chatarra: he visto canales de cuatro dobleces perder el ancho total por más de 0.060″ porque el programador usó un factor K fijo de una tabla mientras la relación de la matriz cambiaba. Mismo material. Diferente V. Diferente radio relajado. Las matemáticas nunca lo supieron.
Si la recuperación elástica depende tanto de las propiedades del material como del radio que creaste con tu matriz, ¿por qué un único factor K estático sobreviviría a cada trabajo?
Corta una tira de 2″ de ancho. Mismo espesor. Misma dirección de grano que la producción. Dóblala en la matriz elegida según tu sobre‑doblez programado—digamos 88.5° si esperas 1.5° de recuperación elástica. Mide el ángulo relajado y mide el radio interior con calibradores adecuados.
Ahora tienes tres números reales: ancho de matriz, ángulo relajado, radio relajado.
Introduce esos valores en tu cálculo de tolerancia de doblez. Ajusta el factor K hasta que las longitudes de las pestañas calculadas coincidan con la pieza de prueba medida. Ese K calibrado se vuelve válido para esa colada de material, esa matriz, ese espesor, esa configuración.
Esto no es adivinanza. Es iteración controlada. Se sacrifica una tira para que sobrevivan cien piezas.
Y sí, los detalles de la máquina importan. Desgaste de los hombros de la matriz, deflexión del ariete, ajustes de coronación—todo influye en lo que hace la pieza. Precisamente por eso el doblez de prueba debe realizarse en la misma máquina, mismo conjunto de herramientas, misma configuración. Estás calibrando todo el sistema, no solo una fórmula.
Porque aquí está la verdad: incluso una buena cadena de predicción puede verse saboteada por variables que no modelaste.
Así que una vez que hayas fijado la relación de matriz, el radio base, la compensación de recuperación elástica y un factor K validado, ¿qué factores ocultos siguen esperando para desajustar tu patrón plano “perfecto” por treinta milésimas—y cuánto material estás dispuesto a desperdiciar para descubrirlo?
Dado que CN-HAWE invierte más del 8% de los ingresos anuales por ventas en investigación y desarrollo. ADH opera capacidades de I+D en frenos de prensa; si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Has elegido la matriz. Has medido la recuperación elástica. Has ajustado el factor K hasta que la tira de prueba coincide con el plano.
Y la ejecución de producción aún se desvía.
Aquí es donde la máquina de la verdad de 200 toneladas se gana su nombre. Puedes alimentarla con entradas limpias, radios calibrados, sobrecurvaturas medidas, y aun así revelará suposiciones débiles escondidas en el propio metal o en el hardware que lo sostiene. La fórmula no falla ruidosamente. Las piezas simplemente adquieren patas y se alejan fuera de tolerancia.
Dado que la base de clientes de CN-HAWE abarca industrias como maquinaria de construcción, manufactura automotriz, construcción naval, puentes y aeroespacial, para los equipos que evalúan opciones prácticas aquí, Máquina de corte por láser es un siguiente paso relevante.
Las matemáticas perfectas solo sobreviven en condiciones perfectas.
El problema es que nada en un taller de fabricación permanece perfecto por mucho tiempo.
Entonces, ¿qué queda que aún pueda mover tu radio después de haber “hecho todo bien”?
El acero no es isótropo. Ese es el lenguaje de los libros de texto para una realidad simple de taller: se dobla más fácilmente en una dirección que en otra.
Cuando la lámina se lamina en el molino, los granos se alargan a lo largo de la dirección de laminación. Si doblas perpendicular al grano, el material se estira a través de esas fibras alargadas. Si doblas paralelo, estás intentando abrirlas como una cremallera. Mismo espesor. Mismo dado. Diferente rebote elástico.
He visto acero inoxidable de 0.125″ alcanzar exactamente 90° a través del grano, y luego retroceder casi un grado completo con el grano en el mismo dado de 1.000″ en V. Nada más cambió. Mismo programa. Mismo operador. Mismo factor K calibrado de la pieza de prueba.
La única diferencia fue la orientación.
Verificación de realidad del contenedor de chatarra: si tu tira de prueba fue cortada a través del grano, pero las piezas de producción fueron anidadas con el grano a lo largo para “ahorrar material”, tu compensación de sobrecurvatura es incorrecta antes del primer golpe. A la prensa no le importa en qué dirección fue más barato anidar.
Las máquinas modernas con sondas de ángulo pueden corregir automáticamente en tiempo real. Bien. Eso demuestra el punto. Si el grano no importara, no tendrían que medirlo en cada doblez. Pero entra en casi cualquier taller de fabricación moderno y observa lo que realmente sucede: todavía hay muchas prensas de freno que funcionan sin corrección de ángulo en vivo, confiando en los números de ayer.
Si el propio metal cambia su rigidez según la dirección, ¿cómo puede una fórmula de radio estática pretender que la lámina no tiene memoria de cómo nació?
Aquí está el movimiento que veo cuando los ángulos se abren más de lo esperado: aumentar el tonelaje.
Más presión se siente como control. No lo es.
En el doblado al aire, el tonelaje no establece directamente el radio —lo hace el ancho del dado—. El punzón empuja la lámina hacia abajo entre los hombros del dado, pero nunca obliga al material a entrar completamente en la V. Estás formando por geometría, no por fuerza bruta. Aumentar la presión más allá de lo necesario no “fija” mágicamente el ángulo. Empiezas a flirtear con el fondo, el acuñado y la deformación inconsistente a lo largo de la línea de doblado.
Ahora tus cálculos calibrados de doblado al aire se mezclan con un comportamiento parcial de fondo.
Verificación de realidad del contenedor de chatarra: he visto operadores perseguir medio grado de rebote elástico agregando tonelaje, solo para crear ángulos más cerrados en los extremos y más abiertos en el centro debido a una ligera deflexión y contacto desigual. Las piezas parecían bien al salir de la prensa. No se ensamblaron.
Más fuerza amplifica pequeños defectos de configuración. Ligera coronación incorrecta. Pequeña variación en el espesor del material. Ligera deflexión del ariete. Lo que era un rebote elástico predecible de 1.5° se convierte en 1.2° aquí y 1.8° allá. No arreglaste la fórmula: difuminaste el patrón de deformación.
Si tu método de compensación solo funciona en una ventana de presión específica, ¿es realmente compensación — o solo suerte dentro de una banda estrecha?
Tu calculadora cree que estás plegando en una V de 1.000″ con hombros afilados y consistentes.
Ve a medir esa matriz después de dos años de producción.
Los hombros de la matriz se desgastan. Se ensanchan ligeramente, se pulen suaves, se abren unas milésimas. Una V de “1,000 pulgadas” ahora podría comportarse como una de 1,020″ en los puntos de contacto superiores. Eso amplía la relación V/T efectiva. Una relación más amplia significa un radio bajo carga mayor. Un radio mayor implica más recuperación elástica.
Tus cálculos siguen usando la geometría de ayer.
Luego apila tolerancias: un poco de desalineación izquierda‑derecha en utillaje seccionado, una cuña bajo un segmento de matriz, una abrazadera que no está totalmente asentada. Ahora la línea de plegado no experimenta condiciones uniformes a lo largo de su extensión. Tu único factor K está intentando describir un objetivo móvil.
Comprobación de Realidad del Contenedor de Chatarra: Cuando las longitudes de las bridas empiezan a variar veinte o treinta milésimas en una pieza larga, los talleres culpan al programador. La mitad de las veces, un nuevo segmento de matriz lo soluciona. La hoja de cálculo nunca tuvo oportunidad.
Sí, las prensas ascendentes más nuevas y los sistemas de coronado inteligentes reducen los problemas de deflexión históricos. Las buenas máquinas reducen la banda de error. No eliminan la física. El utillaje aún se desgasta. Las superficies aún se deforman bajo carga. El acero aún tiene grano.
La prensa plegadora es una prueba de esfuerzo para tus suposiciones.
Puedes perseguir una fórmula de radio universal durante el resto de tu carrera, o puedes aceptar lo que la máquina sigue diciéndote: el radio no es un número que calculas una vez — es una condición que controlas, supervisas y corriges.
Entonces, si el grano altera la rigidez, la tonelada enturbia la deformación y la geometría del utillaje deriva con el tiempo, ¿por qué seguimos fingiendo que una única ecuación estática puede protegernos del contenedor de chatarra?
No solucionas un radio cambiante con una mejor calculadora.
Lo solucionas construyendo un sistema que asume que la prensa plegadora te mentirá a menos que la verifiques.
He estado sobre un soporte de calibre 10, con 1.000 piezas ya producidas, observando cómo los ángulos se desvían medio grado a medida que la dureza del rollo cambiaba del frente al fondo del patín. La fórmula no cambió. La matriz en V no cambió. El material sí. Es entonces cuando lo comprendes: no estás resolviendo un número — estás controlando un proceso que se mueve.
La prensa plegadora es una máquina de verdad de 200 toneladas. Expone suposiciones débiles del mismo modo que una prueba de tracción expone acero débil. Si tu “fórmula de radio” solo funciona cuando las estrellas se alinean — mismo tratamiento térmico, misma dirección de grano, mismo desgaste de la matriz, misma ventana de tonelaje — entonces no tienes una fórmula. Tienes una coincidencia.
Entonces, ¿cómo se ve un sistema cuando está construido para la realidad en lugar de para la teoría?
Empieza con los saltos de espesor.
Para una placa de rango medio — digamos de 6 a 12 mm — a menudo verás que el radio interior se sitúa alrededor de 1.5× el espesor del material en el doblado al aire con relaciones de matriz comunes. Supera los 12 mm y ese radio puede aumentar hasta cerca de 3× el espesor, incluso cuando dimensionas la abertura en V “correctamente”. No es un error de redondeo. Es un comportamiento no lineal.
La gente del grupo (V − MT)/2 trata al material como si escalara de forma continua. El acero real no lo hace.
A medida que aumenta el espesor, no solo se dobla más material: se está cambiando la distribución de deformaciones a lo largo de la sección. El eje neutro se desplaza. El tonelaje requerido aumenta. El retorno elástico crece porque las fibras externas almacenan más energía elástica. La misma relación V/T sobre el papel, un panorama distinto de tensiones internas bajo carga.
Ahora añade la resistencia a la tracción.
Un aluminio 5052 de bajo límite elástico y un acero inoxidable de alta resistencia en la misma abertura de matriz no presentarán el mismo retorno elástico. El material más fuerte almacena más deformación elástica antes de fluir. Esa energía regresa cuando el punzón se levanta. Si tus cálculos de radio no tienen en cuenta el límite elástico, están a ciegas.
Comprobación de la realidad del contenedor de chatarra: he visto dos coladas del “mismo” A36 comportarse de manera suficientemente diferente como para desplazar la longitud de la pestaña en treinta milésimas a lo largo de cuatro dobleces. La hoja de cálculo decía que los datos eran idénticos. Las piezas dijeron otra cosa.
Y ni siquiera hemos tocado el error del hardware. Una décima de milímetro de desalineación de la matriz puede desviar tu ángulo más de medio grado. Tu fórmula universal asume una geometría perfecta. Tu taller no.
Si los niveles de espesor se comportan de forma no lineal, la resistencia a la tracción modifica el retorno elástico y la alineación de las herramientas varía a diario, ¿qué se supone que representa esa única ecuación limpia?
Dejas de adivinar y empiezas a medir.
Elige tus relaciones de matriz estándar — las que realmente usas todos los días. Para cada grado de material y rango de espesor, corta tiras de prueba anotando la dirección del grano. Dóblalas al aire a un ángulo controlado. Mide el radio interior después del retorno elástico con galgas de radio o inspección óptica. Registra el sobre-doblado real necesario para alcanzar los 90° en estado libre.
Haz esto una vez por familia de material y rango de espesor. No una vez por trabajo. Una vez por condición controlada.
Ahora construyes una tabla que diga, por ejemplo (números hipotéticos):
Esa tabla no es teoría. Es cicatriz.
Cuando llegue material nuevo sin datos certificados de resistencia a la tracción, doblas una probeta y ves qué hace. Cinco minutos en la prensa superan cinco horas retrabajando piezas. Si tienes los valores de límite elástico, bien — compáralos con las tendencias de tu tabla. Con el tiempo verás patrones entre resistencia y retorno elástico en tu propia máquina, con tu propio utillaje.
Comprobación de la realidad del contenedor de chatarra: los talleres que omiten este paso terminan “ajustando” cada primera pieza directamente sobre las partes de producción. Eso no es flexibilidad. Es apostar con chapas.
Y aquí viene la parte que la mayoría pasa por alto: debes controlar la máquina antes de confiar en la tabla. Verificación diaria del tope trasero. Herramental asentado y limpio. Verifica el ancho de la matriz con pasadores, no con suposiciones. Si tu hardware se desvía, tus datos se estropean.
Una tabla construida sobre una configuración sin control es solo ficción organizada.
Entonces, cuando la calculadora pide el radio interior, ¿estás escribiendo una suposición o utilizando datos de una base que tu prensa plegadora ya ha comprobado?
Este es el cambio de mentalidad.
La calculadora no está equivocada. Está incompleta. Supone que ya has definido correctamente el mundo físico: el ancho real de la matriz, el comportamiento real del material, la alineación verificada. La mayoría de los talleres le introducen valores nominales y esperan lo mejor.
La propiedad del proceso significa que defines y defiendes esas entradas.
Estandarizas las proporciones V/T en lugar de cambiar matrices al azar. Fijas qué materiales se ejecutan en qué aberturas. Documentas los requisitos de dirección del grano en los planos. Pones en cuarentena los nuevos lotes hasta que superan una prueba de flexión. Tratas la desviación del ángulo como una señal, no como una molestia que aplastar con más tonelaje.
Y aceptas que no existe una fórmula universal para el radio interior.
Solo existe tu radio, en tus matrices, en tu prensa, con tus materiales, validado bajo carga por una máquina de verdad de 200 toneladas a la que no le importa lo que diga el manual.
Lo único que debes llevar contigo es esto: el radio no es un número que calculas, sino un comportamiento que caracterizas.
Una vez que lo ves de esa manera, la pregunta deja de ser “¿Cuál es la fórmula?” y pasa a ser “¿Mi proceso es lo suficientemente controlado como para que la fórmula tenga sentido?”


















