

Sono rimasto sopra una staffa da 10 gauge, matrice a V da 1,000″, numeri puliti sul disegno tecnico. (V − MT) / 2 diceva che il raggio interno doveva essere di 0,433″.
Il calibro diceva 0,470″. Ogni singolo pezzo.
Controlli i tuoi calcoli. Controlli il marchio della matrice. Dai la colpa al lotto di materiale. Nel frattempo il contenitore degli scarti si riempie come una discussione silenziosa che stai perdendo contro una macchina della verità da 200 tonnellate.
Qualcosa non torna—e non è l’aritmetica.
La formula non è stupida. È precisa. Ed è quello il problema.
(V − MT) / 2 presuppone una relazione geometrica fissa tra l’apertura della matrice e lo spessore del materiale. Presuppone che il foglio venga forzato in una forma prevedibile definita dall’attrezzatura. In altre parole, presume che la matrice sia al comando.
Ma entra in quasi qualsiasi officina moderna di fabbricazione e guarda cosa succede davvero. Il novanta per cento delle piegature sono piegature ad aria. Il punzone non arriva mai a fondo corsa. Il materiale sfiora appena le spalle della matrice. L’angolo è controllato dalla profondità di corsa—il movimento del martinetto—non dallo schiacciare il foglio nella V.
Stiamo usando un’equazione da stampaggio a fondo in un mondo di piegatura ad aria.
Controllo di realtà del contenitore degli scarti: se quella formula fosse davvero esatta, il tuo primo pezzo corrisponderebbe al disegno senza dover regolare la profondità di corsa tre volte. Quanti colpi di prova hai eseguito stamattina?
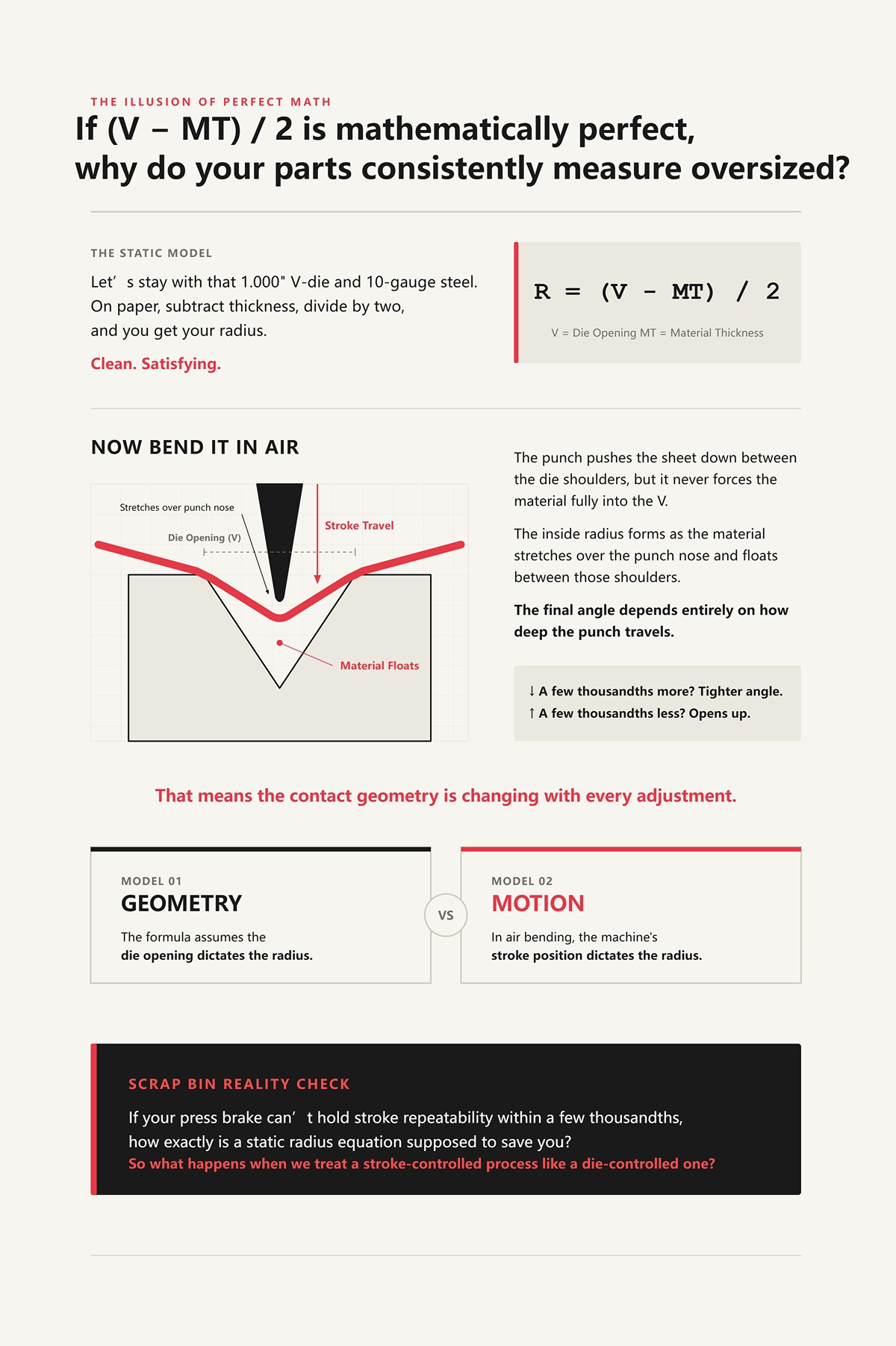
Restiamo su quella matrice a V da 1,000″ e sull’acciaio da 10 gauge. Su carta, sottrai lo spessore, dividi per due e ottieni il raggio. Pulito. Soddisfacente.
Ora piegalo ad aria.
Il punzone spinge il foglio tra le spalle della matrice, ma non forza mai completamente il materiale dentro la V. Il raggio interno si forma mentre il materiale si allunga sopra la punta del punzone e fluttua tra quelle spalle. L’angolo finale dipende interamente da quanto in profondità viaggia il punzone. Qualche millesimo di corsa in più? Angolo più stretto. Qualche millesimo in meno? Si apre.
Questo significa che la geometria di contatto cambia con ogni regolazione.
La formula presuppone che l’apertura della matrice determini il raggio. Nella piegatura ad aria, è la posizione della corsa della macchina a determinare il raggio. Non sono lo stesso modello. Una è geometria. L’altra è movimento.
Controllo di realtà del contenitore degli scarti: se la tua pressa piegatrice non riesce a mantenere la ripetibilità della corsa entro pochi millesimi, come esattamente dovrebbe una formula statica del raggio salvarti?
Allora cosa succede quando trattiamo un processo controllato dalla corsa come se fosse controllato dalla matrice?
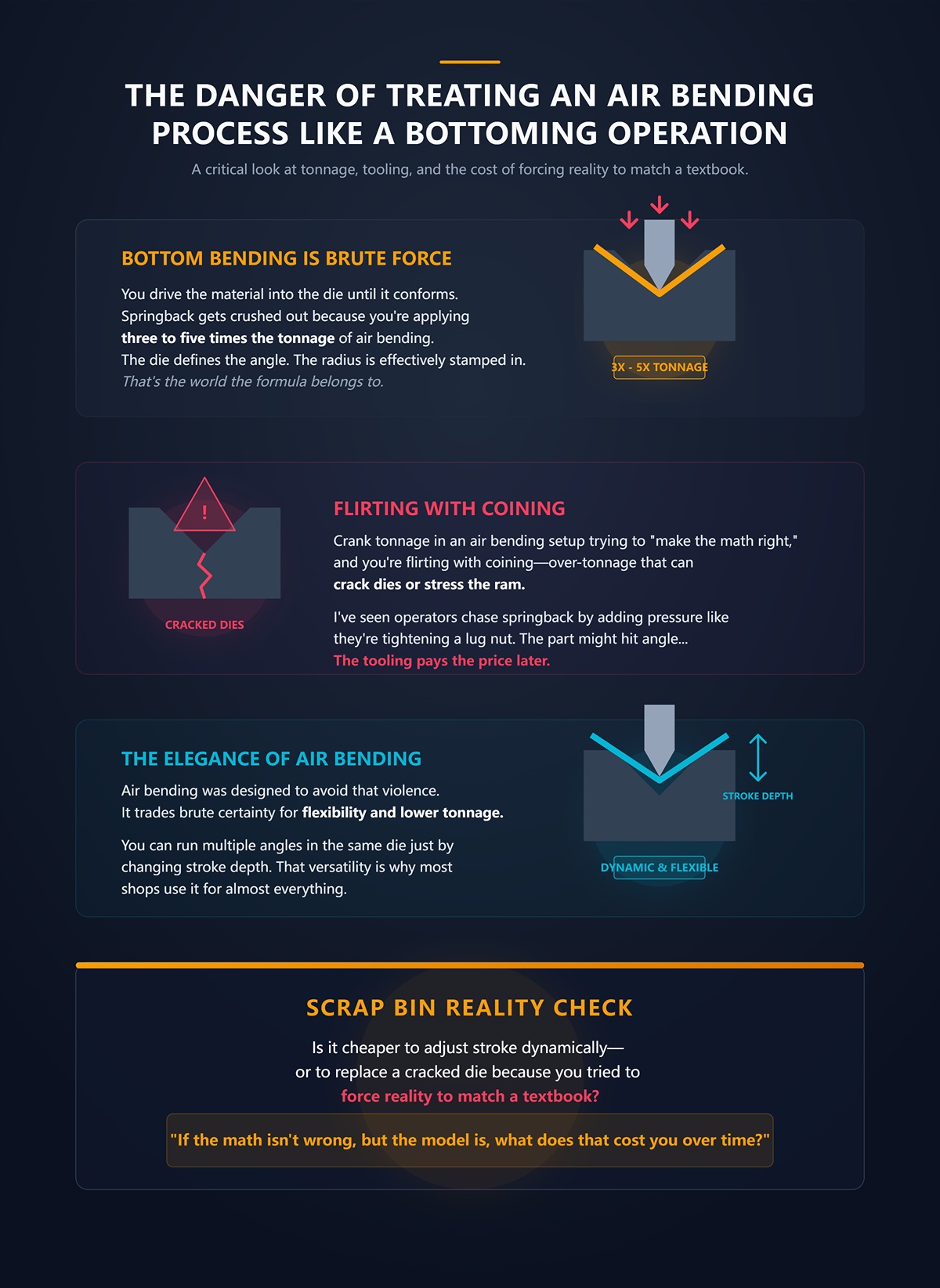
La piegatura a fondo è forza bruta. Spingi il materiale nella matrice finché non si conforma. Il ritorno elastico viene schiacciato perché stai applicando da tre a cinque volte la tonnellata della piegatura ad aria. La matrice definisce l’angolo. Il raggio è praticamente stampato.
È questo il mondo a cui appartiene la formula.
Ma aumentare la tonnellata di spinta in un’impostazione di piegatura in aria cercando di “far tornare i conti” significa flirtare con la coniatura — un eccesso di tonnellaggio che può rompere le matrici o sollecitare il montante. Ho visto operatori inseguire il ritorno elastico aggiungendo pressione come se stessero serrando un bullone. Il pezzo potrebbe raggiungere l’angolo. L’attrezzatura paga il prezzo più tardi.
La piegatura in aria è stata progettata per evitare quella violenza. Scambia la certezza brutale con flessibilità e minor tonnellaggio. Puoi ottenere diversi angoli con la stessa matrice semplicemente cambiando la profondità della corsa. Quella versatilità è il motivo per cui la maggior parte delle officine la usa per quasi tutto.
Eppure continuiamo ad aggrapparci a una formula costruita per un processo che non stiamo usando.
Verifica della realtà del cestino degli scarti: è più economico regolare dinamicamente la corsa — oppure sostituire una matrice incrinata perché hai cercato di forzare la realtà ad adattarsi a un libro di testo?
Se la matematica non è sbagliata, ma il modello sì, quanto ti costa nel tempo?

Ecco cosa la formula non vede: variazione della resistenza a trazione tra le bobine, letto leggermente bombato, punte dello stampo consumate, deriva idraulica in un pomeriggio caldo. Nulla di tutto ciò appare in (V − MT) / 2.
Ma appare nei tuoi pezzi.
La piegatura in aria rende la pressa stessa la variabile critica. Precisione della corsa. Parallelismo del montante. Coerenza del riscontro posteriore. Nella piegatura a fondo, la matrice fa il lavoro pesante. Nella piegatura in aria, è la macchina che lo fa. Una formula più pulita non risolve una macchina che non può ripetere entro le tolleranze. Ecco perché molte officine si orientano verso sistemi completamente controllati da CNC progettati per piegature ad alta precisione e automazione — come quelli presenti nel gamma di presse piegatrici CN-HAWE—dove il controllo della profondità di corsa, del parallelismo e della ripetibilità diventa una capacità misurabile, non un’ipotesi.
Il costo nascosto non è solo lo scarto. È il tempo speso inseguendo numeri che non sono mai stati pensati per prevedere questo processo. È la falsa fiducia. È incolpare gli operatori per “piegature sbagliate” quando il vero problema è usare un’equazione statica in un sistema dinamico.
Una pressa da 200 tonnellate non si cura di quanto sia elegante la tua algebra. Le importa solo di dove si ferma il punzone.
Quindi, se la matrice non definisce realmente il raggio nella piegatura in aria, da dove proviene effettivamente quel raggio?
Prendi la stessa matrice a V da 1.000″ e acciaio laminato a freddo da 10 gauge 60 KSI. Misura il raggio interno su dieci pezzi piegati in aria. Non otterrai 0.433″. Non otterrai nemmeno il raggio della punta del tuo punzone. Ti troverai attorno a 0.160″–0.200″ — circa il 16–20% dell’apertura della matrice.
Quella percentuale compare così spesso che smette di essere una coincidenza.
Non perché la matrice stia magicamente imprimendo quel numero. Non perché il naso del punzone combaci. Ma perché, quando il foglio sprofonda tra le spalle della matrice, trova una curvatura naturale basata sulla distanza che può coprire sotto carico. La larghezza della matrice stabilisce la scena. La tensione del materiale determina quanto strettamente può piegarsi su quella distanza. Il raggio si forma in aria, sospeso tra le spalle, controllato dalla profondità di penetrazione.
Nella piegatura in aria, l’apertura della matrice — non la punta del punzone e non la tua calcolatrice — è ciò che stabilisce il raggio interno di base. Tutto il resto si appoggia su quello.
Se hai inseguito (V − MT)/2, hai risolto il meccanismo sbagliato.
Sono stato sopra una staffa da 10 gauge, con una matrice a V da 1″ sotto, perché 10 gauge con spessore 0,135″ moltiplicato per 8 ti dà circa 1,08″. Abbastanza vicino. Quella regola dell’8× non è folklore. Mantiene la tonnellaggio ragionevole e di solito ti porta in una finestra di piegatura stabile.
Esegui il calcolo in avanti invece che all’indietro.
Se una V da 1,000″ è nell’ordine di grandezza per quello spessore, e la piegatura in aria produce un raggio interno intorno al 16–20 % di V per acciaio da 60 KSI, stai prevedendo un raggio di 0,160″–0,200″ prima ancora di toccare il punzone. Questo è già lontano da (V − MT)/2.
Ora stringi la matrice a 0,800″—circa 6× lo spessore. Il tuo raggio naturale scende a circa 0,128″–0,160″. Aprila a 1,250″—vicino a 10×—e ti troverai intorno a 0,200″–0,250″.
Il rapporto (8×, 10×, 12×) non riguarda l’eleganza. Si tratta di controllare due cose allo stesso tempo: la tonnellaggio per piede e il raggio, espresso in percentuale, che emergerà da quella distanza. Se vai troppo stretto la tonnellaggio sale rapidamente. Se vai troppo largo il raggio si gonfia, che ti piaccia o no.
Verifica della realtà del cestino degli scarti: Hai mai aperto la matrice “solo per stare tranquillo sulla tonnellaggio” e poi ti sei chiesto perché la tua flangia improvvisamente non si adatta più al pezzo accoppiato? Non era un errore dell’operatore. Era la geometria che ridimensionava il tuo raggio, che lo volessi o no.
Quindi, se la larghezza della matrice imposta la percentuale di riferimento, cosa succede quando il materiale stesso oppone una resistenza alla piegatura più dura—o più morbida—rispetto al tuo ultimo lavoro?
Sostituisci quell’acciaio laminato a freddo da 60 KSI con inox 304 nella stessa matrice da 1,000″ V. Stesso spessore. Stesso punzone. Stessa profondità di corsa programmata per ottenere 90°.
Misura il raggio.
Si apre.
L’inox ha una resistenza alla trazione più alta e si incrudisce in modo aggressivo. Mentre il punzone scende, il materiale contrasta la curvatura più del dolce acciaio al carbonio. Non abbraccerà facilmente quel limite inferiore del 16 %. Potresti vederlo spostarsi verso il 20 % o leggermente oltre. Il metallo si sta allungando sotto una tensione interna più elevata prima di cedere a quell’arco più stretto.
Ora inserisci l’alluminio tenero 5052. Resistenza alla trazione inferiore. Snervamento inferiore. Meno resistenza. Affonderà più in profondità per la stessa penetrazione, producendo spesso un raggio più vicino all’estremità inferiore della fascia percentuale—o anche leggermente inferiore in alcuni casi.
Stessa matrice. Moltiplicatore diverso.
Questo è lo spostamento che la maggior parte dei calcolatori ignora. Considerano V come l’unica variabile e lo spessore come un termine di sottrazione. In realtà, la resistenza alla trazione determina dove, all’interno della finestra del 16–20 %, atterrerai. Un materiale più resistente ti spinge verso il lato superiore dell’intervallo. Un materiale più morbido ti consente di stringere di più.
È qui che le regole basate sullo spessore “1× materiale sotto i 6 mm” a volte sembrano funzionare nei lamierini sottili. Acciaio dolce sottile in una matrice di dimensioni corrette spesso produce un raggio vicino allo spessore. Ma è un allineamento di variabili, non la prova di una legge universale. Cambia la resistenza o la larghezza V e quella ordinata relazione 1× scompare.
Verifica della realtà del cestino degli scarti: Quante volte hai piegato inox in una matrice che si comportava perfettamente con l’acciaio dolce, solo per poi inseguire l’angolo e vedere il raggio crescere comunque?
E se la punta del punzone non è ciò che scolpisce quell’arco, quale ruolo svolge effettivamente?
Guarda un punzone con punta da 0,062″ sotto quello stesso V da 1,000″. Piega in aria una lamiera di spessore 10‑gauge. Misura il pezzo.
Non troverai 0,062″ all’interno.
Il punzone spinge la lamiera verso il basso tra le spalle della matrice, ma non costringe mai completamente il materiale dentro la V. Il contatto alla punta è localizzato. Con l’aumentare della penetrazione, la lamiera si avvolge parzialmente intorno al punzone, per poi passare a una campata libera tra le spalle. La maggior parte del raggio interno finale è formata da quell’azione di campata, non dal punzone che imprime la sua forma come un timbro.
La profondità di penetrazione cambia tutto. Poche millesime di corsa in più aumentano l’avvolgimento, riducono la lunghezza della campata e stringono l’angolo—ma il raggio resta comunque una funzione della larghezza della matrice e della resistenza del materiale. A meno che tu non arrivi a fondo corsa o non coni—cioè quando il materiale viene schiacciato in pieno contatto con la matrice—la punta del punzone è un elemento di guida, non uno stampo.
Ecco perché, in una corretta piegatura in aria, il raggio del tuo punzone dovrebbe essere più piccolo del raggio interno previsto. Serve ad avviare la piega senza imporla. Se coincidono esattamente, stai o andando a fondo corsa involontariamente, o stai sfiorando la forza di coniatura.
La pressa piegatrice è una macchina della verità da 200 tonnellate. Rivela se il tuo modello corrisponde alla fisica. Nella piegatura in aria, la fisica dice questo: l’apertura della matrice definisce la campata di base, la resistenza a trazione del materiale sposta la percentuale all’interno di quella campata, e il punzone controlla solo quanto in profondità ti immergi in quel sistema.
Se il tuo disegno richiede un raggio stretto che il rapporto naturale della tua matrice tende a superare, continuerai a fidarti di una formula statica—oppure cambierai matrice prima che il cassone degli scarti decida di nuovo?
Ho visto una staffa in acciaio dolce a 90° uscire dalla piegatrice a 92° nel momento in cui il martinetto si sollevava. Stessa matrice. Stesso programma. Stesso operatore. Sotto 200 tonnellate, era perfetta. Cinque secondi dopo, non più.
È questa la vera domanda che ti poni quando il raggio naturale della matrice non coincide con il disegno: stai risolvendo per ciò che accade sotto carico o per ciò che il cliente misura quando il carico è sparito?
Il raggio e l’angolo che vedi mentre il punzone è affondato nella V non sono quelli che consegni. Nel momento in cui la pressione si rilascia, la deformazione elastica si libera. Le fibre esterne che erano state allungate cercano di accorciarsi. Le fibre interne che erano compresse cercano di riprendersi. Il pezzo si apre. È il morso del ritorno elastico, e non gliene importa nulla del tuo calcolo pulito (V − MT)/2.
Verifica della realtà nel cassone degli scarti: ti è mai capitato di raggiungere perfettamente l’angolo sulla lettura di profondità, solo per sentirti dire dall’ispettore che ogni flangia è aperta di 1,5°? L’acciaio non ha disobbedito allo schermo. Ha obbedito alla fisica.
I calcolatori statici assumono che la geometria formata sotto pressione resti immutata. Non è così. E se non introduci una compensazione nel piano, non stai prevedendo un raggio finale—stai prevedendo uno temporaneo.
Quindi la vera battaglia non è quale raggio ottieni a fondo corsa. È quale raggio sopravvive dopo il rilascio del carico.
Immagina una lamiera da 0,125″ laminata a freddo in una matrice da 1,000″. Premi fino a una profondità che ti dà 90° mentre il punzone è in basso. Solleva il martinetto e ti ritrovi a 91,5°. Ciò significa che il tuo angolo sotto carico era più vicino a 88,5°.
Ora chiediti: quale angolo aveva previsto la tua formula?
Se hai calcolato deduzione, aggiunta di piega e lunghezze delle flange assumendo una geometria reale da 90° senza considerare quel ritorno elastico di 1,5°, ogni flangia risulterà più lunga. Non di molto. Giusto abbastanza da rovinare un assemblaggio.
La piegatura eccessiva è lo strumento grezzo che tutti usiamo. Programmi 88,5° perché si rilassi a 90°. Ma ecco la trappola: quella compensazione non è costante tra i vari lavori. Apri la matrice a 1,250″ e lo stesso materiale potrebbe tornare indietro di 2° o più, perché il raggio maggiore riduce la deformazione plastica e lascia più energia elastica immagazzinata nella sezione. Materiale più sottile? Maggior ritorno elastico. Raggio interno più grande? Maggior ritorno elastico. Questa relazione è stata dimostrata nell’acciaio laminato a freddo, dove il ritorno elastico cresce con il rapporto tra raggio e spessore, non solo con la resistenza.
Quindi, se stai calcolando la deduzione piega su un 90° nominale e poi inserisci manualmente 1,5° di piega in più alla macchina, hai appena diviso la tua matematica a metà. Lo sviluppo piano pensa una cosa. Il martinetto ne fa un’altra.
Quale numero sta guidando la tua geometria: l’angolo di stampa o l’angolo che programmi effettivamente?
Sostituisci quell’acciaio dolce con l’acciaio inossidabile 304. Stesso spessore. Stesso stampo. Stesso angolo di riferimento.
Vedrai più ritorno elastico. Tutti lo fanno. L’istinto è dare la colpa alla resistenza a trazione perché è il numero più grande sul certificato. Resistenza a trazione più alta, più reazione, più apertura.
Ma guarda cosa succede quando utilizzi due colate dello “stesso” acciaio da 60 KSI. Una si piega bene. L’altra ritorna di un grado in più. La resistenza a trazione non è aumentata di 10 KSI da un giorno all’altro. Ciò che è cambiato è il rapporto snervamento‑trazione, ovvero il rapporto di snervamento.
Il ritorno elastico è determinato da quanta parte della deformazione è elastica rispetto a quella plastica. Un materiale con un’elevata resistenza di snervamento rispetto alla resistenza a trazione entra nella deformazione plastica più tardi e immagazzina più energia elastica prima di deformarsi profondamente. Quell’energia immagazzinata è ciò che riapre l’angolo quando il carico viene rimosso.
La geometria lo amplifica. Aperture dello stampo più grandi creano raggi interni più ampi. Raggi maggiori significano una deformazione plastica minore per lo stesso angolo. Deformazione plastica minore significa una proporzione maggiore di recupero elastico. Ecco perché la piegatura a raggio con stampi a V larghi può avere un ritorno elastico marcato rispetto alle configurazioni serrate 6×.
Verifica reale del cassone di scarto: ti è mai capitato di usare uno stampo largo per risparmiare tonnellaggio, ottenere l’angolo corretto sullo schermo e poi inseguire 3° di ritorno elastico su un pezzo da 3 metri? Non era sfortuna. Era la bassa deformazione plastica che restituiva il controllo all’elasticità.
Quindi, cosa influenza di più: i valori di resistenza sulla carta o il rapporto raggio‑spessore che hai scelto con l’attrezzatura? In pratica, la geometria prepara il terreno. Le proprietà del materiale decidono quanto sarà intenso il contraccolpo.
E se quel contraccolpo cambia, cosa succede a tutti i numeri del piano di sviluppo di cui ti fidavi?
Prendi un canale con quattro pieghe. Nessuna flangia di ritorno. Ogni piega si riapre di 2°. Niente di drammatico. È normale in certi lavori in acciaio inox.
Ora assemblala.
Quattro pieghe da 2° ciascuna significano che l’ultima flangia può essere fuori di 8° rispetto al primo riferimento se non hai compensato correttamente a ogni passaggio. Ho visto pezzi in cui il primo articolo sembrava “abbastanza vicino” per angolo, ma l’errore cumulativo faceva torcere l’assieme come un’elica.
La deduzione di piega e il fattore K presuppongono un raggio interno noto e un angolo finale noto. Se il ritorno elastico cambia uno dei due e non aggiorni i numeri, la posizione dell’asse neutro cambia nella realtà ma non nel software. La lunghezza piana che tagli si basa su un arco più corto di quello effettivo dopo il rilassamento. Moltiplicalo per più pieghe e le tolleranze spariscono rapidamente.
Ecco perché i fattori K universali sono una fantasia. Cambia la larghezza dello stampo, cambi il raggio. Cambia il raggio, cambi il ritorno elastico. Cambia il ritorno elastico, cambi l’angolo finale e la tolleranza di piega effettiva. Se il tuo sistema non chiude quel ciclo—misura l’angolo e il raggio rilassati, reinseriscili nella deduzione—stai tagliando sviluppi per un pezzo che esiste solo sotto 200 tonnellate.
La pressa piegatrice è una macchina della verità da 200 tonnellate. Ti dice cosa farà davvero il materiale. Il cassone di scarto è il giudice finale del fatto che tu abbia ascoltato o meno.
Se il raggio che sopravvive allo scarico è l’unico che conta, perché stai ancora costruendo i piani sviluppati basandoti su quello che sparisce nel momento in cui il punzone si solleva?
Mi è capitato di osservare una staffa da 10 gauge, con uno stampo a V da 1.000″ sotto, e vedere il primo articolo uscire a 92° quando il disegno indicava 90°. Il programmatore giurava che il piano di sviluppo fosse corretto. Il calcolatore giurava che il raggio interno fosse “esatto”. Il cassone di scarto non se ne curava.
Vuoi sapere come reinserire il vero ritorno elastico nella tua deduzione di piega e nel fattore K così che il piano sviluppato coincida con il pezzo rilassato. Bene. Perché finché non chiudi quel ciclo, non stai calcolando—stai scommettendo con la lamiera.
Ecco il metodo che uso su una macchina della verità da 200 tonnellate che non ha pazienza per le formule eleganti.
Posiziona un pezzo di acciaio dolce da 0,125″ sopra due matrici: una V da 0,750″, una V da 1,000″. Stesso punzone. Stesso angolo target. I pezzi non risultano con lo stesso raggio interno. È impossibile. L'apertura della matrice determina la geometria di come il foglio può deformarsi.
Nella piegatura in aria, l'apertura della matrice governa in gran parte il raggio interno risultante. Una regola pratica comune nel mondo reale è 6:1 tra V e spessore per acciaio dolce sottile, 8:1 man mano che lo spessore aumenta. Quindi, materiale da 0,125″? Di solito si è in una V da 0,750″ a 1,000″. Quel rapporto non è un suggerimento—è il margine di deformazione. Troppo stretto e rischi cricche. Troppo largo e riduci la deformazione plastica, invitando lo springback a mordere.
Ora guarda cosa succede quando qualcuno parte invece dal disegno. “Mi serve un raggio di 0,125.” Va bene. Ma se scegli una V da 1,250″ per risparmiare tonnellaggio, il tuo raggio naturale formato in aria potrebbe finire più vicino a 0,200″+, a seconda del materiale. Nessuna speranza o formula cambierà questo. La geometria ha già deciso.
Controllo di realtà del cestino degli scarti: ho visto officine forzare una matrice larga perché è già montata sulla macchina, impostare l’angolo sullo schermo e poi guardare le flange allungarsi perché il raggio rilassato era più grande di quanto previsto nello sviluppo piano. La formula non era sbagliata. L’assunzione iniziale lo era.
Se la larghezza della matrice imposta la condizione di deformazione, perché mai partire da un raggio target scollegato da quella matrice?
Una volta scelta la matrice, ora puoi parlare di matematica.
La piegatura in aria non spinge il naso del punzone completamente nella V. Il punzone spinge il foglio verso il basso tra i bordi della matrice, ma non costringe mai il materiale a entrare completamente nella V. Il foglio resta come un ponte. Quel “ponte” crea una relazione prevedibile tra l’apertura della V e il raggio interno sotto carico.
Nell'acciaio dolce, un riferimento comune è che il raggio interno sotto carico sarà compreso tra circa il 16% e il 20% dell’apertura della V. Quindi una V da 1,000″ potrebbe produrre approssimativamente un raggio di 0,160″–0,200″ mentre il martinetto è abbassato. Non esatto. Una gamma. Perché spessore, resistenza e raggio del bordo della matrice influiscono.
Nota cosa abbiamo appena fatto: abbiamo collegato il raggio alla larghezza della matrice prima, non a (V − MT)/2, e non alla punta del punzone. La vecchia formula (V − MT)/2 può restituire numeri che sembrano precisi, ma se il tuo rapporto V/T passa da 6:1 a 8:1, la distribuzione delle deformazioni cambia e quel risultato ordinato si allontana rapidamente dalla realtà.
E questo è ancora sotto carico.
Il raggio di base è un’istantanea a 200 tonnellate. Il pezzo che consegni è quello dopo che il martinetto si solleva. Quindi cosa succede quando quell’energia elastica immagazzinata si libera?
Prendi un foglio da 0,125″ laminato a freddo in quella V da 1,000″. Sotto carico misuri 90°. Rilascia e ti ritrovi a 91,5°. Quello springback di 1,5° ti dice qualcosa di più profondo: anche il raggio è aumentato.
Quando l’angolo si apre, il raggio interno aumenta. L’asse neutro si sposta leggermente perché la parte elastica della deformazione si recupera. I materiali con maggiore resistenza allo snervamento rispetto alla resistenza a trazione accumulano più energia elastica prima di snervarsi completamente. L’acciaio inossidabile tende a reagire più bruscamente dell’acciaio dolce nella stessa matrice. L’alluminio può sorprenderti quando il rapporto raggio/spessore sale.
Ma ecco la parte che i libri di testo saltano: lo springback cresce fortemente con il rapporto raggio/spessore. Apri di più la matrice e aumenti il raggio interno. Aumenta il raggio e riduci la deformazione plastica per un dato angolo. Meno deformazione plastica significa una frazione maggiore di recupero elastico. Più springback. È la geometria che amplifica il comportamento del materiale.
Quindi la sequenza di compensazione procede così:
Ora aggiorna la deduzione di piega e il fattore K utilizzando il raggio rilassato e l’angolo finale — non la geometria sotto carico. Questo è il ciclo chiuso. Se il ritorno elastico misurato è di 1,5°, il tuo sviluppo piano deve riflettere la lunghezza d’arco del pezzo a 90° rilassato, non a 88,5° sotto carico.
Poiché il portafoglio prodotti di CN‑HAWE è basato su CNC 100% e copre scenari di fascia alta in taglio laser, piegatura, incisione, cesoiatura, per i lettori che desiderano materiali dettagliati, Brochure è una risorsa di approfondimento utile.
Verifica di realtà del contenitore di scarti: ho visto canali con quattro pieghe mancare la larghezza complessiva di oltre 0,060″ perché il programmatore ha usato un fattore K fisso da una tabella mentre il rapporto della matrice cambiava. Stesso materiale. V diverso. Raggio rilassato diverso. La matematica non lo sapeva.
Se il ritorno elastico dipende sia dalle proprietà del materiale che dal raggio creato con la matrice, perché un singolo fattore K statico dovrebbe andare bene per ogni lavoro?
Taglia una striscia larga 2″. Stesso spessore. Stessa direzione della fibra del materiale come nella produzione. Piega nel punzone scelto secondo l’angolo di sovrapiegatura programmato — diciamo 88,5° se ti aspetti 1,5° di ritorno elastico. Misura l’angolo rilassato e misura il raggio interno con strumenti adeguati.
Ora hai tre valori reali: larghezza della matrice, angolo rilassato, raggio rilassato.
Inseriscili nel calcolo dell’allungamento di piega. Regola il fattore K finché le lunghezze delle flange calcolate non corrispondono al pezzo di prova misurato. Quel K calibrato diventa valido per quella colata di materiale, quella matrice, quello spessore, quella configurazione.
Non è un lavoro di supposizioni. È iterazione controllata. Una striscia sacrificata perché cento pezzi sopravvivano.
E sì, le specifiche della macchina contano. L’usura delle spalle della matrice, la deflessione del martinetto, le impostazioni di bombatura — tutto influisce su ciò che il pezzo fa. Ecco perché la piegatura di prova deve essere eseguita sulla stessa macchina, con lo stesso gruppo di utensili, stessa configurazione. Stai calibrando l’intero sistema, non solo una formula.
Perché ecco la verità: anche una buona catena di previsione può essere sabotata da variabili che non hai modellato.
Quindi, una volta che hai fissato il rapporto della matrice, il raggio di base, la compensazione del ritorno elastico e un fattore K validato, quali fattori nascosti stanno ancora aspettando di spostare il tuo sviluppo piano “perfetto” di trentamillesimi — e quanta materia prima sei disposto a sprecare per scoprirlo?
Poiché CN‑HAWE investe più dell’8% del fatturato annuale in ricerca e sviluppo. ADH dispone di capacità di R&S in ambito presse piegatrici; se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Hai scelto la matrice. Hai misurato il ritorno elastico. Hai regolato il fattore K finché la striscia di prova non corrisponde al disegno.
E la produzione continua a deviare.
È qui che la “macchina della verità da 200 tonnellate” si guadagna il nome. Puoi fornirle input puliti, raggi calibrati, sovrapiegature misurate — e rivelerà comunque ipotesi deboli nascoste nel metallo stesso o nell’hardware che lo trattiene. La formula non fallisce rumorosamente. I pezzi semplicemente prendono piede e escono dalla tolleranza.
Dato che la base clienti di CN-HAWE copre settori come la macchine per costruzioni, la produzione automobilistica, la cantieristica navale, i ponti e l’aerospaziale, per i team che stanno valutando opzioni pratiche in questo ambito, Macchina da Taglio Laser è un prossimo passo rilevante.
La matematica perfetta sopravvive solo in condizioni perfette.
Il problema è che, in un’officina, niente rimane perfetto a lungo.
Quindi, cosa resta che può ancora influenzare il tuo raggio dopo che hai “fatto tutto nel modo giusto”?
L’acciaio non è isotropo. È il linguaggio da manuale per una semplice realtà di officina: si piega più facilmente in una direzione rispetto all’altra.
Quando la lamiera viene laminata in acciaieria, i grani si allungano lungo la direzione di laminazione. Se pieghi perpendicolarmente alla fibra, il materiale si allunga attraverso queste fibre allungate. Se pieghi parallelamente, cerchi di aprirle come una cerniera. Stesso spessore. Stampo uguale. Diverso grado di ritorno elastico.
Ho visto acciaio inossidabile da 0,125″ raggiungere un angolo di 90° esatto trasversalmente alla fibra — poi rimbalzare quasi di un grado in più lungo la fibra nello stesso V da 1,000″. Nient’altro è cambiato. Stesso programma. Stesso operatore. Stesso fattore K calibrato dal pezzo di prova.
L’unica differenza era l’orientamento.
Verifica pratica del cassone degli scarti: se la tua striscia di prova è stata tagliata trasversalmente alla fibra ma i pezzi di produzione sono stati disposti con la fibra lungo l’asse maggiore per “risparmiare materiale”, la tua compensazione di sovrapiega è errata già prima del primo colpo. La pressa non si cura di quale direzione fosse più economica per il nesting.
Le macchine moderne con sonde angolari possono correggere automaticamente in tempo reale. Bene. Ciò dimostra il punto. Se la direzione della fibra non avesse importanza, non sarebbe necessario misurarla a ogni piega. Ma entra in quasi qualsiasi officina moderna e guarda cosa succede realmente — ci sono ancora molti piegatori che lavorano senza correzione angolare in tempo reale, fidandosi dei numeri di ieri.
Se il metallo stesso cambia rigidità a seconda della direzione, come può una formula di raggio statica fingere che la lamiera non ricordi come è nata?
Ecco la mossa che vedo quando gli angoli si aprono più del previsto: aumentare la tonnellata.
Più pressione dà l’impressione di controllo. Non è così.
Nella piegatura in aria, la tonnellata non determina direttamente il raggio — lo fa la larghezza dello stampo. Il punzone spinge la lamiera tra le spalle dello stampo, ma non forza mai completamente il materiale dentro la V. Si forma per geometria, non per forza bruta. Aumentare la pressione oltre il necessario non “fissa” magicamente l’angolo. Inizi a flirtare con la stampata piena, la coniatura e la deformazione incoerente lungo la linea di piega.
Ora la tua matematica calibrata per la piegatura in aria si mescola con un comportamento di stampata parziale.
Verifica pratica del cassone degli scarti: ho visto operatori inseguire mezzo grado di ritorno elastico aggiungendo tonnellata, solo per creare angoli più stretti alle estremità e più aperti al centro a causa di una leggera flessione e contatto irregolare. I pezzi sembravano a posto fuori dalla pressa. Non si assemblavano.
Più forza amplifica piccoli errori di configurazione. Leggera bombatura. Leggera variazione di spessore del materiale. Leggera flessione del montante. Quello che era un ritorno elastico prevedibile di 1,5° diventa 1,2° qui e 1,8° là. Non hai corretto la formula — hai confuso il modello di deformazione.
Se il tuo metodo di compensazione funziona solo in una specifica finestra di pressione, è davvero una compensazione — o solo fortuna dentro una fascia ristretta?
La tua calcolatrice pensa che tu stia piegando in una V da 1,000″ con spigoli netti e coerenti.
Vai a misurare quella matrice dopo due anni di produzione.
Le spalle della matrice si consumano. Si gonfiano leggermente, si lucidano, si aprono di alcuni millesimi. Una V da “1,000 pollice” potrebbe ora comportarsi come una da 1,020″ nei punti di contatto superiori. Questo allarga il rapporto effettivo V/T. Un rapporto più ampio significa un raggio sotto carico maggiore. Un raggio maggiore significa più ritorno elastico.
I tuoi calcoli stanno ancora usando la geometria di ieri.
Poi somma le tolleranze: un piccolo disallineamento sinistra-destra negli utensili sezionati, uno spessore sotto un segmento di matrice, una staffa non completamente serrata. Ora la linea di piega non sperimenta condizioni uniformi lungo tutta la sua lunghezza. Il tuo singolo fattore K sta cercando di descrivere un bersaglio in movimento.
Verifica realistica del cassone scarti: quando le lunghezze delle flange iniziano a variare di venti o trentamillesimi su un pezzo lungo, le officine danno la colpa al programmatore. La metà delle volte, un nuovo segmento di matrice risolve il problema. Il foglio di calcolo non ha mai avuto una possibilità.
Sì, le presse piegatrici a movimento verso l’alto più recenti e i sistemi di compensazione più intelligenti riducono i problemi storici di flessione. Le buone macchine riducono la banda d’errore. Non eliminano la fisica. Gli utensili si consumano comunque. Le superfici si deformano comunque sotto carico. L’acciaio ha ancora la sua trama.
La pressa piegatrice è un test da stress per le tue supposizioni.
Puoi rincorrere una formula universale del raggio per il resto della tua carriera, oppure puoi accettare ciò che la macchina continua a dirti: il raggio non è un numero che calcoli una volta — è una condizione che controlli, monitori e correggi.
Quindi, se la trama del materiale modifica la rigidità, la tonnellata confonde la deformazione e la geometria dell’utensile varia nel tempo, perché continuiamo a fingere che un’unica equazione statica possa proteggerci dal cassone degli scarti?
Non risolvi un raggio che cambia con una calcolatrice migliore.
Lo risolvi costruendo un sistema che presuppone che la pressa piegatrice ti mentirà se non la verifichi.
Sono stato sopra una staffa in lamiera da 10 gauge, con 1.000 pezzi già prodotti, guardando gli angoli deviare di mezzo grado man mano che la durezza del coil cambiava dall’inizio alla fine del pallet. La formula non è cambiata. La matrice a V non è cambiata. Il materiale sì. È in quel momento che ti scatta: non stai risolvendo un numero — stai controllando un processo che si muove.
La pressa piegatrice è una macchina della verità da 200 tonnellate. Mette a nudo le ipotesi deboli come una prova di trazione rivela un acciaio debole. Se la tua “formula del raggio” funziona solo quando le stelle si allineano — stesso lotto, stessa direzione di grana, stessa usura della matrice, stessa finestra di tonnellaggio — allora non hai una formula. Hai una coincidenza.
Allora, come appare un sistema quando è costruito per la realtà invece che per la teoria?
Inizia con i salti di spessore.
Per le lamiere di spessore medio — diciamo da 6 a 12 mm — vedrai spesso che il raggio interno si posiziona intorno a 1,5× lo spessore del materiale nella piegatura in aria con rapporti di matrice comuni. Superato i 12 mm, quel raggio può salire verso 3× lo spessore, anche quando ridimensioni correttamente l’apertura della V. Non è un errore di arrotondamento. È un comportamento non lineare.
La folla (V − MT)/2 tratta il materiale come se si scalasse in modo uniforme. L’acciaio reale non lo fa.
Con l’aumentare dello spessore, non stai semplicemente piegando più materiale — stai modificando la distribuzione della deformazione nella sezione. L’asse neutro si sposta. Il tonnellaggio richiesto aumenta. Il ritorno elastico cresce perché le fibre esterne immagazzinano più energia elastica. Stesso rapporto V/T sulla carta, ma quadro di tensioni interne diverso sotto carico.
Ora aggiungi la resistenza a trazione.
Un alluminio 5052 a basso limite di snervamento e un acciaio inox ad alta resistenza nella stessa apertura di matrice non avranno lo stesso ritorno elastico. Il materiale più resistente immagazzina più deformazione elastica prima di snervarsi. Quell’energia ti ritorna addosso quando il punzone si solleva. Se la tua formula per il raggio non considera il limite di snervamento, è cieca.
Controllo di realtà del cestino degli scarti: ho visto due colate dello “stesso” A36 comportarsi in modo abbastanza diverso da spostare la lunghezza della flangia di trenta millesimi su quattro pieghe. Il foglio di calcolo diceva input identici. I pezzi dicevano il contrario.
E non abbiamo nemmeno toccato l’errore dell’hardware. Un decimo di millimetro di disallineamento della matrice può far variare l’angolo di più di mezzo grado. La tua formula universale presume una geometria perfetta. Il pavimento del tuo laboratorio no.
Se le classi di spessore si comportano in modo non lineare, la resistenza a trazione influenza il ritorno elastico e l’allineamento degli utensili varia quotidianamente, cosa dovrebbe rappresentare esattamente quella singola e pulita equazione?
Smetti di indovinare e inizi a misurare.
Scegli i tuoi rapporti standard di matrice — quelli che usi realmente ogni giorno. Per ogni grado di materiale e intervallo di spessore, taglia delle strisce di prova annotando la direzione della fibra. Piega all’aria fino a un angolo controllato. Misura il raggio interno dopo il ritorno elastico con calibri per raggi o ispezione ottica. Registra l’effettivo sovrapiegamento necessario per ottenere 90° in stato libero.
Fallo una volta per famiglia di materiale e categoria di spessore. Non una volta per lavoro. Una volta per condizione controllata.
Ora costruisci un grafico che dica, per esempio (numeri ipotetici):
Quel grafico non è teoria. È esperienza sul campo.
Quando arriva un nuovo materiale senza dati certificati di trazione, piega un provino e vedi come si comporta. Cinque minuti sulla pressa battono cinque ore a rifare pezzi. Se hai i numeri del limite di snervamento, bene — confrontali con le tendenze del tuo grafico. Col tempo vedrai schemi coerenti tra resistenza e ritorno elastico nella tua stessa macchina, con i tuoi utensili.
Controllo di realtà del cestino degli scarti: le officine che saltano questo passaggio finiscono per “regolare” ogni primo articolo direttamente sui pezzi in produzione. Non è flessibilità. È giocare d’azzardo con le lamiere.
E qui arriva la parte che la maggior parte dimentica: devi controllare la macchina prima di fidarti del grafico. Verifica quotidiana del battitore posteriore. Utensili posizionati e puliti. Controlla la larghezza della matrice con perni, non con supposizioni. Se il tuo hardware si sposta, i tuoi dati marciscono.
Un grafico costruito su un setup non controllato è solo finzione organizzata.
Quindi, quando il calcolatore chiede il raggio interno, stai digitando un’ipotesi — o stai attingendo a un database che la tua pressa piegatrice ha già verificato?
Questo è il cambiamento di mentalità.
La calcolatrice non è sbagliata. È incompleta. Presuppone che tu abbia già definito correttamente il mondo fisico — larghezza reale della matrice, comportamento reale del materiale, allineamento verificato. La maggior parte delle officine le fornisce valori nominali e spera per il meglio.
Assumersi la responsabilità del processo significa definire e difendere quegli input.
Standardizzi i rapporti V/T invece di scambiare le matrici a caso. Fissi quali materiali vengono utilizzati in quali aperture. Documenti le esigenze di direzione della fibra nei disegni. Metti in quarantena i nuovi lotti finché non superano una prova di piegatura. Tratti la deviazione dell’angolo come un segnale — non come un fastidio da schiacciare con più tonnellaggio.
E accetti che non esista una formula universale per il raggio interno.
Esiste solo il tuo raggio, nelle tue matrici, sulla tua pressa piegatrice, con i tuoi materiali — validato sotto carico da una macchina della verità da 200 tonnellate che non si cura di ciò che diceva il manuale.
L’unica cosa da portare avanti è questa: il raggio non è un numero che si calcola — è un comportamento che si caratterizza.
Una volta che lo vedi in questo modo, la domanda smette di essere “Qual è la formula?” e diventa “Il mio processo è abbastanza stabile perché la formula abbia davvero senso?”


















