

L’hai piegato a 88°. Lo hai urtato di nuovo. 91,5°. Hai tirato fuori la matrice, inserito uno spessore da 0,5 mm, fatto un altro provino e finalmente sei arrivato a 90°.
Quel piccolo balletto ti ha appena bruciato 18 minuti e due fogli di A36 da 11 gauge. E tu continui a chiamare quella matrice “versatile”.”
Non senti lo spreco perché si nasconde dentro la “messa a punto normale”. Ecco la trappola.
Su una pressa da 120 tonnellate, piegando acciaio dolce da 3 mm in un’apertura standard 8×V, ho visto bravi operatori fare tre prove prima dell’approvazione del primo pezzo. Con tariffe di officina di $85 l’ora, si tratta di circa $25 di manodopera prima che la produzione inizi—per ogni setup. Aggiungi due pezzi scartati a $6 ciascuno e sei a $37 di costo prima ancora di aver venduto una parte.
Fallo cinque volte al giorno e hai seppellito $185 in “piccole regolazioni”.”
Regola da Officina: Se correggi l’angolo più di una volta per setup, la matrice non è versatile—è inadatta.
Una matrice a V è come una chiave regolabile in un motore di precisione. Girerà il bullone. Potrebbe persino sembrare comoda in mano. Ma ogni volta che slitti e arrotondi un bordo, paghi quella comodità più tardi.
Perché allora uno strumento che “funziona su tutto” ti costringe a correggere tutto?
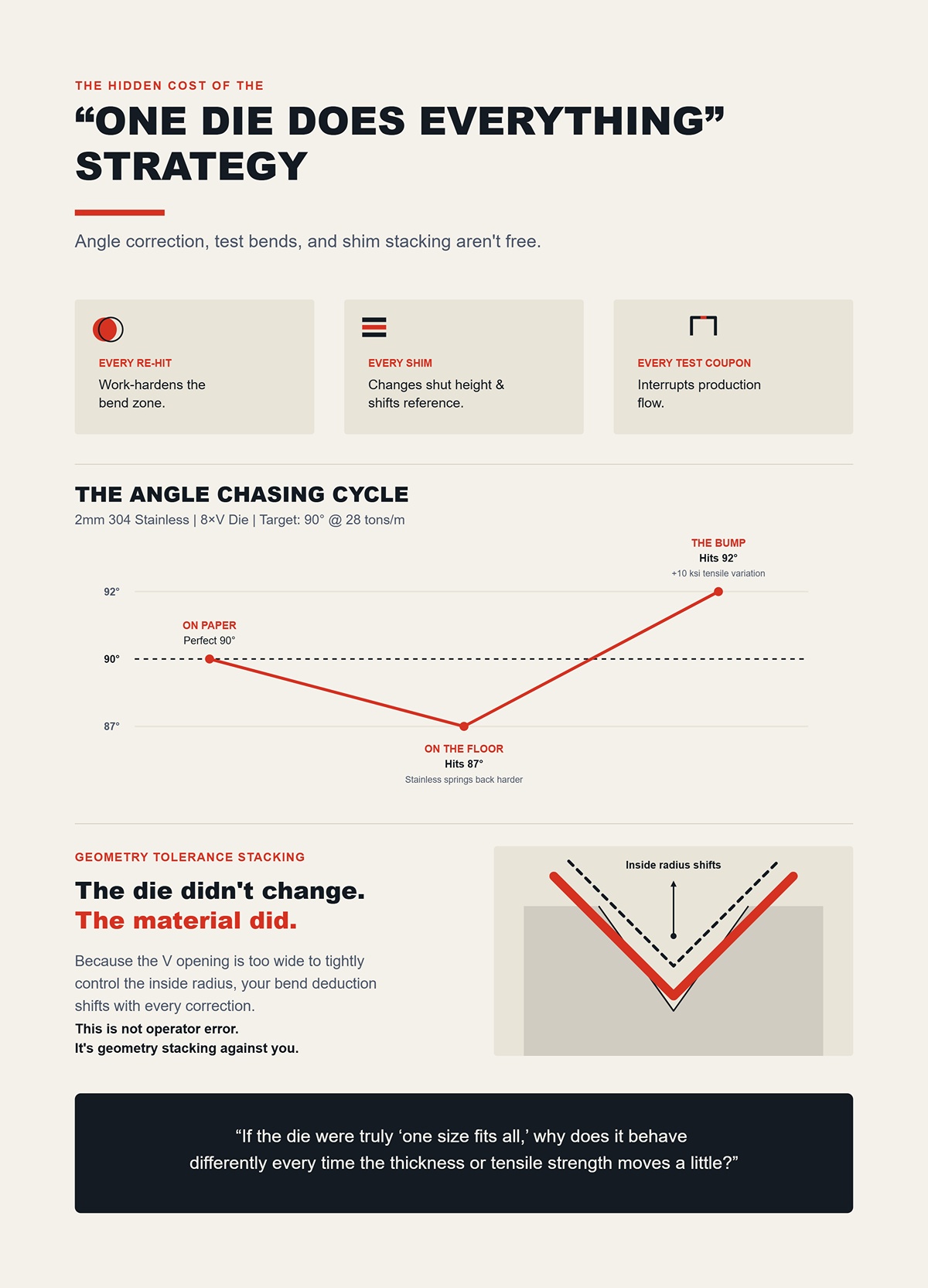
La correzione dell’angolo non è gratuita. Ogni ripassata incrudisce la zona di piega. Ogni spessore cambia l’altezza di chiusura e sposta il tuo riferimento. Ogni provino interrompe il flusso.
Supponiamo che tu stia lavorando acciaio inox 304 da 2 mm nella stessa 8×V. L’inox ha un ritorno elastico maggiore dell’acciaio dolce. Il tuo diagramma di tonnellaggio indicava 28 tonnellate per metro per arrivare a 90°. Sulla carta, perfetto. In officina, hai raggiunto 87°.
Quindi lo ritocchi. Ora è 92° perché il lotto di materiale ha una resistenza a trazione superiore di 10 ksi rispetto al precedente.
Inizi a inseguirlo.
La matrice non è cambiata. È cambiato il materiale. E l’apertura della V è troppo ampia per controllare bene il raggio interno, così la deduzione di piega varia a ogni correzione. Non è errore dell’operatore. È la tolleranza geometrica che si accumula contro di te.
Se la matrice fosse davvero “una misura per tutto”, perché si comporta in modo diverso ogni volta che spessore o resistenza a trazione cambiano un po’?
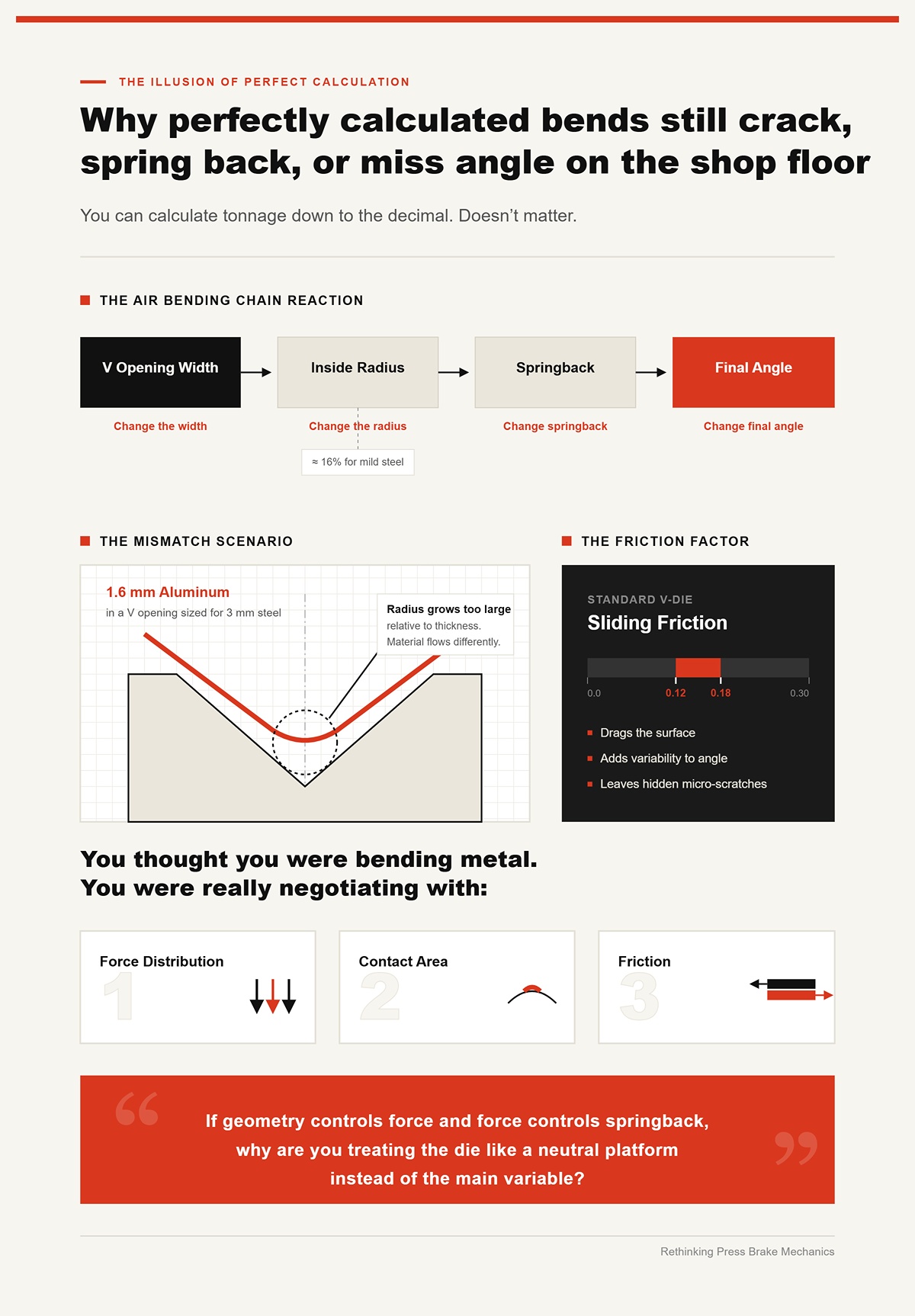
Puoi calcolare il tonnellaggio al decimale. Non importa.
Nella piegatura in aria, il raggio interno si forma come percentuale dell’apertura V—tipicamente intorno a 16% per acciaio dolce. Cambia la larghezza della V e cambia il raggio. Cambia il raggio e cambia il ritorno elastico. Cambia il ritorno elastico e cambia l’angolo finale.
Ora immagina alluminio da 1,6 mm in un’apertura V dimensionata per acciaio da 3 mm. Il raggio interno risultante diventa troppo grande rispetto allo spessore. Il materiale scorre in modo diverso. Ottieni angoli incoerenti lungo la lunghezza del pezzo perché l’attrito in una matrice standard a V è attrito radente—tipicamente tra 0,12 e 0,18. Quel movimento radente trascina la superficie, aggiunge variabilità e lascia micrograffi che non si vedono fino alla verniciatura a polvere.
Pensavi di piegare il metallo. In realtà stavi negoziando con la distribuzione delle forze, l’area di contatto e l’attrito.
Se la geometria controlla la forza e la forza controlla il ritorno elastico, perché stai trattando la matrice come una piattaforma neutra invece che come la variabile principale?
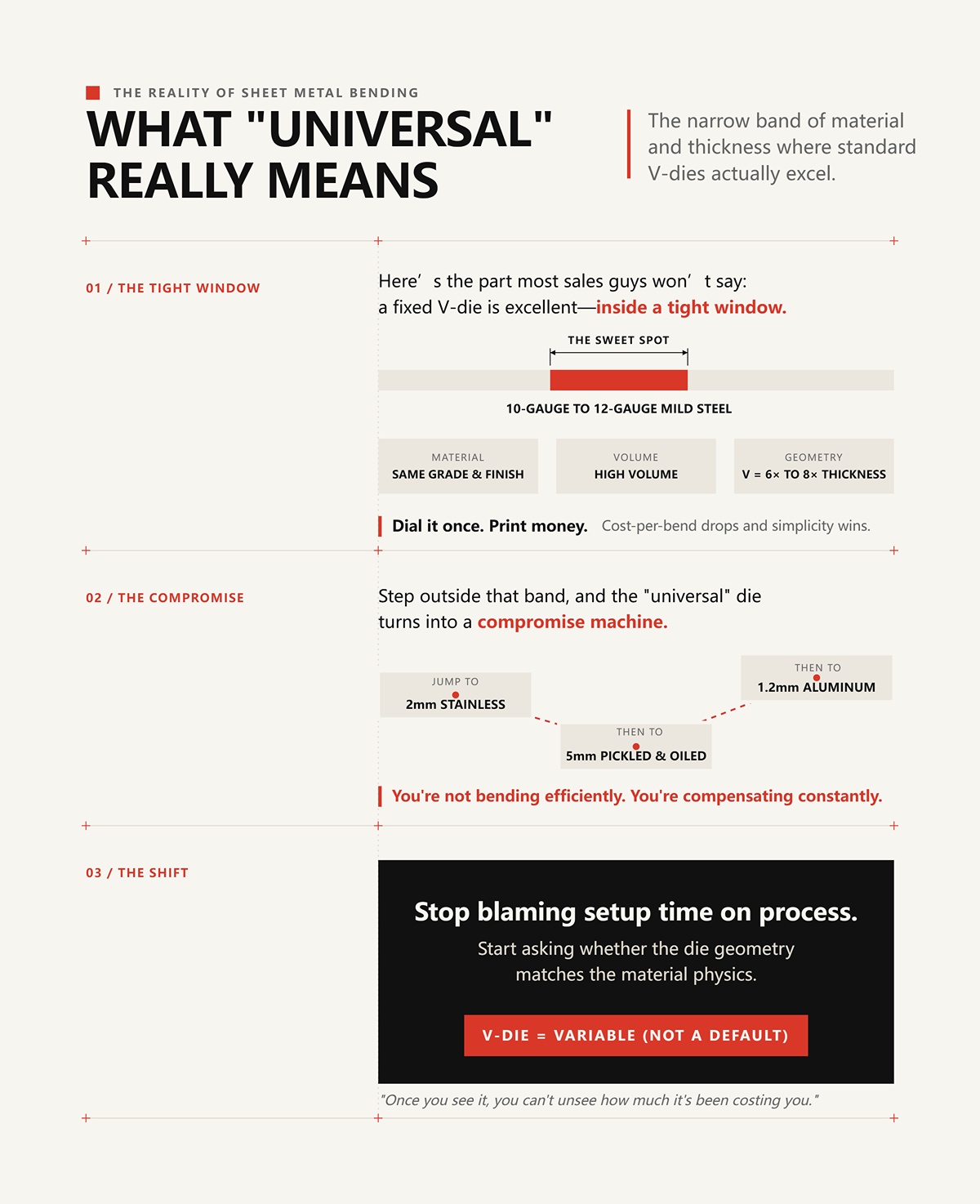
Ecco la parte che la maggior parte dei venditori non dirà: una matrice a V fissa è eccellente—entro una finestra ristretta.
Lavora acciaio dolce da 10 a 12 gauge tutto il giorno, stesso grado, stessa finitura, alto volume. Mantieni la larghezza della V tra 6× e 8× lo spessore. Lasciala nella macchina. Regolala una volta. Stampa denaro.
È lì che il costo per piega cala e la semplicità vince.
Esci da quella fascia—passa da acciaio inox da 2 mm a acciaio decapato e oliato da 5 mm, poi ad alluminio da 1,2 mm—e la matrice “universale” si trasforma in una macchina di compromessi. Non stai piegando in modo efficiente. Stai compensando di continuo.
Il cambiamento che voglio che tu faccia è semplice e scomodo: smetti di dare la colpa ai tempi di preparazione e inizia a chiederti se la geometria della matrice corrisponde alla fisica del materiale.
Perché una volta che vedi la matrice a V come una variabile—non come un’impostazione predefinita—non puoi più ignorare quanto ti sia costata.
Hai sostituito una matrice a V da 16 mm con una da 24 mm su A36 da 3 mm perché la tabella di tonnellaggio diceva che saresti sceso da circa 40 tonnellate per metro a circa 27. Mossa intelligente, giusto?
La prima piega si ferma a 88°. Stesso programma. Stesso punzone. Stesso riscontro posteriore. Solo la matrice è cambiata.
È il momento in cui la maggior parte delle officine dà la colpa all’operatore. Io do la colpa alla fisica.
Non hai solo ridotto il tonnellaggio. Hai aumentato il raggio interno da circa 2,5 mm a quasi 4 mm perché, nella piegatura in aria dell’acciaio dolce, il raggio interno si forma a circa 16% dell’apertura della V. Apri la V, aumenta il raggio. Aumenta il raggio, riduci la deformazione del materiale. Riduci la deformazione, aumenta il ritorno elastico. E improvvisamente il calcolo della piega cambia perché l’asse neutro si è spostato.
Sono cambiate tre variabili. Ne hai toccata una.
Regola da officina: cambia l’apertura della V e cambi automaticamente forza, raggio e ritorno elastico—non esiste un aggiustamento a singola variabile.
Se la larghezza della matrice modifica contemporaneamente la geometria di contatto e la distribuzione della deformazione, come dovresti sceglierla correttamente invece di indovinare?
Su una pressa da 120 tonnellate, piegando acciaio dolce da 3 mm in una V da 16 mm, potresti aver bisogno di circa 40 tonnellate per metro. Passa a 24 mm e scendi vicino a 27. Quella parte è facile—il tonnellaggio diminuisce man mano che l’apertura della V aumenta.
Ciò che è meno evidente è ciò che accade sulla linea di piega.
Nella piegatura in aria, il foglio entra in contatto solo con le spalle della matrice e con la punta del punzone. Più grande è la V, più ampia è la campata di supporto. Il materiale si flette maggiormente prima di snervarsi completamente al centro. Questo crea un raggio interno più grande. Un raggio maggiore significa una deformazione plastica inferiore nelle fibre superficiali. Una deformazione minore significa che la porzione elastica della deformazione diventa una percentuale più grande del totale.
Ed è la deformazione elastica quella che fa tornare indietro il pezzo.
Ora inseriamo l’alluminio nella questione. Le leghe più dure della serie 5000 possono avere un ritorno elastico superiore a 5°, a seconda del raggio e dello stato di tempra. Stessa matrice a V, lega diversa, e il tuo triangolo si deforma di nuovo. La V più ampia che si comportava in modo prevedibile sull’A36 ora accentua il ritorno elastico sul 5052-H32 perché il modulo elastico e il profilo di snervamento dell’alluminio sono differenti.
Quindi, quando dici che la matrice è “universale”, in realtà stai dicendo che sei disposto a lasciare fluttuare tre variabili interconnesse.
E l’apertura della V è troppo ampia per controllare con precisione il raggio interno, quindi la deduzione di piegatura si sposta a ogni correzione.
Se quel triangolo è inseparabile, da dove è nata la vecchia scorciatoia degli “8× lo spessore” — e vale ancora?
Piega acciaio dolce da 2 mm in una matrice a V da 16 mm — 8× lo spessore. Di solito otterrai un raggio interno di circa 2,5 mm e un ritorno elastico gestibile, forse 1° o 2°. Per decenni, quella regola ha fatto guadagnare soldi ai piccoli officine.
Ora metti acciaio altoresistenziale da 2 mm con un limite di snervamento di 700 MPa nella stessa matrice a V da 16 mm.
La forza di piegatura aumenta. Il ritorno elastico cresce. Invece di 2°, potresti vedere 3° o 4°. Pieghi di più per compensare, ma poiché la V è proporzionalmente grande per quella resistenza allo snervamento più alta, il materiale non si snerva completamente attraverso lo spessore come avveniva con l’acciaio dolce. Stai piegando con una geometria pensata per un materiale da 250 MPa, non da 700.
La regola dell’8× presupponeva una ristretta gamma di resistenze allo snervamento e una duttilità prevedibile. Gli acciai moderni hanno distrutto quella supposizione.
Puoi stringere la V a 6× lo spessore per aumentare la deformazione e contenere il ritorno elastico — ma ora la forza di piegatura schizza in alto. Su una macchina da 120 tonnellate che lavora vicino al limite, questo conta. L’usura degli utensili aumenta. La pressione sulle spalle cresce. Il rischio di lasciare segni sulla superficie sale.
La scorciatoia non era sbagliata. Era incompleta.
Se la resistenza allo snervamento e il modulo elastico modificano l’equazione del ritorno elastico, cosa succede quando cambi completamente il metodo di piegatura?
Sfatiamo un mito.
La piegatura a impronta (bottoming) non elimina il ritorno elastico. Ho eseguito piegature a impronta di acciaio dolce da 3 mm in una matrice da 90° e ho comunque dovuto modificare la matrice a 88° per ottenere un pezzo realmente a 90°. Il materiale non dimentica magicamente l’elasticità solo perché ha toccato le pareti della matrice.
Ma la piegatura a impronta cambia la meccanica.
Nella piegatura in aria, l’angolo è definito dalla profondità di penetrazione del punzone. Nella piegatura a impronta, l’angolo è definito dalla geometria della matrice. Si forza il materiale a conformarsi all’angolo della matrice sotto un carico maggiore — spesso da 3× a 5× la forza della piegatura in aria.
Quella maggiore forza spinge una parte più ampia della sezione oltre il limite di snervamento, riducendo il recupero elastico. Non eliminandolo. Riducendolo.
Il compromesso? Stampi unici per ogni angolo. Più pressione. Maggiore usura dell’utensile. Più cambi di attrezzaggio. Nei lavori a breve serie, perdi tempo a sostituire gli stampi e regolare l’altezza di chiusura. Nei pezzi ad alto volume con tolleranze strette di ±0,25°, guadagni in ripetibilità.
Quindi sì, la piegatura a fondo riscrive l’equazione del ritorno elastico—ma riscrive anche l’economia del tuo setup.
Quando i produttori di utensili mettono in guardia contro la piegatura a fondo eseguita alla leggera, non è perché sia imprecisa. È perché spingere 90 tonnellate dove ne basterebbero 30 mette in evidenza la flessione della macchina, l’incoerenza dell’operatore e scorciatoie nella manutenzione.
Quindi ora stai bilanciando capacità di forza, ripetibilità e tempi di cambio.
E proprio quando pensi di aver tenuto conto del grado del materiale e del metodo di piegatura, c’è una variabile che spezzerà comunque il tuo pezzo se la ignori.
Prendi un acciaio inox 304 da 4 mm. Piega parallelo alla direzione di laminazione in una V da 32 mm e potresti ottenere un pulito 90° con un raggio interno di 5 mm.
Ruota il grezzo di 90°—piega attraverso la fibra—con lo stesso stampo.
Ora vedi microfessurazioni sulla superficie esterna.
Perché?
La laminazione allunga la struttura delle fibre. Quando pieghi attraverso la fibra, stai allungando quelle strutture allungate in modo più aggressivo. La duttilità del materiale diminuisce in quella direzione. Stesso spessore. Stesso stampo. Diverso comportamento di frattura.
Restringi la V a 24 mm per ridurre il raggio interno e aumentare la deformazione, e potresti controllare meglio il ritorno elastico—ma aumenti anche la deformazione delle fibre esterne e rendi le fessurazioni più gravi lungo la fibra. Allarga la V a 40 mm e riduci la deformazione, proteggi la superficie, ma aumenti il ritorno elastico e il raggio.
Non esiste una scelta neutra.
La direzione della fibra non è una nota a piè di pagina. È un comando a riconsiderare immediatamente l’apertura a V.
E una volta accettato che larghezza della V, limite di snervamento, metodo di piegatura e orientamento delle fibre agiscono simultaneamente sullo stesso pezzo di metallo, l’idea di uno stampo “standard” inizia a sembrare meno efficienza e più gioco d’azzardo con i soldi dell’officina.
Quindi, se la geometria detta forza, raggio, deformazione e rischio di frattura contemporaneamente, come sarebbe scegliere gli stampi come un costruttore di motori sceglie le coppie di serraggio—con attenzione, per materiale, per spessore, ogni volta?
Il mese scorso ho visto un’officina impiegare 3 ore per realizzare una piega con raggio interno di 6 mm su acciaio A36 da 4 mm lungo 2,4 m. Cinque colpi per flangia. Leggera ripulitura tra un pezzo e l’altro perché le spalle lasciavano segni. Con un costo macchina gravato di $85 all’ora, sono circa $255 prima ancora di contare gli scarti dei due pezzi che sono usciti aperti di 1,5° all’ultimo colpo.
Vuoi un metodo per scegliere la matrice a V giusta? Parti da qui:
Nota cos’è in fondo. La geometria. Perché una volta che raggio, distribuzione delle tensioni e interferenze sono definiti, la “V standard” smette di essere un’impostazione predefinita e diventa solo un’opzione.
Una chiave regolabile girerà ogni bullone in un motore. Li rovinerà anche uno per uno.
Regola del piano di produzione: Se la geometria del pezzo ti costringe a colpi extra, correzioni o piazzamenti secondari, la geometria della matrice è sbagliata — non l’operatore.
Ora confrontiamo dove la V standard in realtà ti fa perdere denaro.
Una singola V da 32 mm in acciaio per utensili da 60 HRC piegherà felicemente in aria acciaio dolce da 6 mm tutto il giorno. Alta capacità di tonnellata. Deflessione minima. Spigoli puliti.
Ora metti lo stesso lavoro su un blocco matrice multi-V con aperture da 16, 22, 32 e 40 mm impilate in un unico corpo.
L’impostazione è veloce. Fai scorrere, blocca, scegli la scanalatura. Per un lavoro da 10 pezzi in A36 da 3 mm oggi e 5052 da 2 mm domani, sembra efficiente.
Ma ecco il meccanismo che ignori: una multi-V concentra più stress in un corpo matrice più stretto. Meno massa sotto ogni apertura significa più deflessione localizzata sotto 80–100 tonnellate per metro. Su un banco da 3 m, anche una differenza di 0,1 mm di compressione verticale cambia l’angolo di piega lungo la lunghezza. Questo si manifesta come una deriva di 0,5°–1° da un’estremità all’altra.
Le matrici a singola V sono più spesse. Più materiale sotto la scanalatura. Meno compressione. Migliore coerenza dell’angolo nei lunghi cicli.
Su materiali spessi o ad alta resistenza — diciamo acciaio da 8 mm e 700 MPa — quella massa conta. Una V dedicata distribuisce il carico in modo più uniforme, riducendo l’usura della matrice e mantenendo la ripetibilità dell’angolo dopo centinaia di colpi. Una multi-V farà il lavoro, ma vedrai l’usura dei bordi prima, e la correzione dell’angolo tenderà ad aumentare.
Quindi chi vince?
Produzioni brevi, spessori misti: la multi-V fa risparmiare 10–15 minuti di cambio. Produzioni lunghe, alta tonnellata, tolleranza stretta ±0,25°: la singola V ripaga in stabilità e durata dell’utensile.
La matrice a V non è il nemico. È l’abitudine di usare un solo stile per ogni scala di produzione.
Ma l’interferenza non si interessa della tua comodità.
Immagina un contenitore elettrico profondo 150 mm. Formi le prime due flange in una V da 24 mm. Pulito. Squadrato.
Ora prova la terza piega.
La parete laterale si scontra con il corpo del punzone prima di raggiungere i 90°. Sposti il pezzo. Falsi l’angolo. Pieghi a 88° e speri che il ritorno elastico ti porti vicino all’obiettivo.
L’hai piegato a 88°.
Il problema non è il controllo dell’angolo. È la distanza nella gola.
Un punzone a collo d’oca — con il suo profilo del corpo alleggerito — permette alla flangia formata di passare verso l’alto senza collisione. Quello spazio libero ti consente di spingere il punzone abbastanza in profondità da controllare correttamente l’angolo, anche su pieghe di ritorno o forme a Z.
I punzoni standard impongono compromessi: piegatura insufficiente per evitare interferenze, poi sovracompensazione altrove. Ogni compensazione sposta la deduzione di piega. Ogni spostamento introduce un errore di accumulo in una scatola con quattro lati.
Gli utensili a collo d’oca costano di più all’inizio. Eliminano anche il balletto di colpi parziali, rotazione dei pezzi o la divisione di una scatola complessa in due preparazioni.
Se il tuo operatore sta inclinando il grezzo per “farlo passare di nascosto” davanti al corpo del punzone, stai già pagando per la geometria sbagliata.
Ma cosa succede se il limite è proprio l’angolo?
Ho visto operatori cercare di formare un angolo incluso di 30° usando una V standard da 88°, semplicemente spingendo il punzone più in profondità.
Arrivano a fondo corsa. Segnano le spalle. Aumentano bruscamente la tonnellata richiesta.
Ecco perché fallisce: nella piegatura in aria, l’angolo è controllato dalla profondità di penetrazione rispetto all’apertura della V. Ma quando la punta del punzone si avvicina troppo alle spalle della matrice, si passa alla piegatura a fondo senza corrispondere alla geometria della matrice. Il materiale viene forzato contro superfici non progettate per quell’angolo incluso. La pressione schizza alle stelle — spesso 3× la tonnellata della piegatura in aria — e l’angolo rimane instabile.
Una matrice acuta — diciamo con 30° o 45° d’inclusione — cambia la geometria di contatto. Il materiale è sostenuto lungo facce che corrispondono all’angolo desiderato, permettendo una piegatura a fondo controllata con riduzione prevedibile del ritorno elastico.
Il meccanismo è importante: con utensili acuti, più sezione trasversale snerva attraverso lo spessore al corretto angolo. Con una V standard forzata alla chiusura, si ottiene un sovrastress localizzato vicino alle spalle e un recupero elastico incoerente.
Se ti serve ±0,25° su una flangia di 30° in acciaio inox da 3 mm, una matrice acuta non è facoltativa. È l’unica geometria che allinea la direzione della forza con l’angolo finale.
Cercare di “chiudere semplicemente la V più stretta” è come usare una chiave da 24 mm su un bullone da 19 mm e spingere più forte.
E poi c’è la superficie.
Prendi acciaio inox 304 da 3 mm con un raggio interno specificato di 8 mm, lungo 2 m, con superficie estetica.
Approccio standard con una matrice a V? Piegala a gradini. Quattro o cinque colpi lungo l’arco.
Ogni colpo crea una leggera sezione piatta. Ogni sezione piatta richiede una rifinitura. Sull’acciaio inox, ogni contatto con la spalla rischia di provocare grippaggio. Ma ogni volta che scivoli e arrotondi un bordo, paghi quella comodità in seguito.
Una matrice a raggio dedicata corrisponde al profilo da 8 mm. Un solo colpo controllato forma l’arco. Il contatto è distribuito lungo il raggio invece di concentrarsi su due spalle. La pressione superficiale per millimetro quadrato diminuisce. Anche le marcature si riducono.
Sì, la forza in tonnellate aumenta rispetto a una piegatura in aria con V larga perché si lavora più materiale contemporaneamente. Devi confermare la capacità della macchina e la sua deflessione. Ma il tempo ciclo crolla da cinque colpi a uno. La ripetibilità di angolo e raggio migliora. Gli scarti estetici si avvicinano a zero se l’attrezzatura è lucidata e allineata.
La bordatura racconta la stessa storia. Piegatura in aria a 30°, poi schiacciamento in una matrice di bordatura con tasca corrispondente. Se provi a schiacciare in una V standard, il bordo esterno rimane sospeso, la pressione è irregolare e insegui il parallelismo con spessori e preghiere.
Le matrici specializzate eliminano i passaggi. Eliminare i passaggi elimina la variazione. Eliminare la variazione elimina gli scarti.
Ma ora stai pensando ai picchi di tonnellaggio, ai limiti di altezza aperta e se la tua macchina da 120 tonnellate possa sopravvivere a queste idee “specializzate” senza deformare il banco.
Lo scorso inverno ho visto una pressa piegatrice da 160 tonnellate spostarsi fuori squadro su una lunghezza di 2,5 m perché qualcuno ha spinto fondo un 6 mm di 4140 in una matrice acuta stretta, valutata per 120 tonnellate per metro. L’operatore aveva giurato che la macchina “aveva la capacità”. Sulla carta aveva ragione. In pratica, stava superando le 140 tonnellate per metro una volta che il contatto completo con le pareti laterali è entrato in gioco.
La matrice non si curava della targhetta.
Quando si passa dalla piegatura in aria in una V generosa da 8×V alla piegatura a fondo in un profilo acuto a 30°, il tonnellaggio non aumenta gentilmente. Si moltiplica. La piegatura in aria può essere a 60 tonnellate per metro; la piegatura a fondo della stessa sezione può saltare a 180. Quel carico non si scarica solo nel materiale. Si spinge nel punzone, nel banco, nelle spalle dell’attrezzo e nel gambo.
E una volta superato ciò che la matrice e la macchina sono progettate per sopportare, la precisione non si degrada gradualmente. Si spezza. La deflessione del punzone aumenta, il parallelismo devia oltre 0,1 mm e improvvisamente il tuo obiettivo di ±0,25° diventa fantasia.
Regola del piano di produzione: La “matrice perfetta” per il materiale è inutile se chiede alla tua macchina di fare ciò che il suo telaio non può mantenere diritto.
Ad esempio, il portafoglio prodotti di CN-HAWE è basato su 100% CNC e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura; CN-HAWE investe oltre l’8% dei ricavi annuali in ricerca e sviluppo. ADH gestisce capacità di R&S in tutto il campo delle presse piegatrici; per i team che valutano opzioni pratiche qui, Pressa Piegatrice è un prossimo passo rilevante.
Volevi zero scarti. Bene. Allora il primo filtro non è la geometria. È il tonnellaggio e la struttura del freno stesso.
Immagina due errori.
Primo: pieghi in aria acciaio dolce da 4 mm in una V da 32 mm su una macchina da 100 tonnellate. Sei sotto capacità. Nel peggiore dei casi, vedrai un leggero incurvamento o un angolo incoerente perché la V è troppo larga. Fastidioso. Correggibile.
Secondo: pieghi a fondo quel pezzo da 4 mm nella stessa matrice acuta da 12 mm per inseguire ±0,25°. Ora sei vicino al contatto completo con le pareti laterali. Il tonnellaggio aumenta bruscamente. Il carico si concentra sulle spalle della matrice e sul banco. Se quella matrice è valutata per 90 tonnellate per metro e tu ne applichi 120, la matrice non ti avverte educatamente. Si segna, si incrina. Il banco subisce una deformazione permanente misurata in centesimi di millimetro per metro.
Non è teoria. Una volta che deformi plasticamente il banco o il punzone anche di 0,05 mm su 2 m, il tuo allineamento punzone-matrice è fuori. E uno scostamento superiore a 0,1 mm basta per causare un quarto dei difetti di piegatura — torsione delle flange, deriva dell’angolo, raggio incoerente — anche se il profilo della matrice è matematicamente perfetto.
Sovraccaricare una matrice specializzata concentra le tensioni perché favorisce il contatto completo e l’appoggio sul fondo. Una matrice universale a V, utilizzata con piega in aria, distribuisce il carico e raramente vede quel picco concentrato.
Quale errore è più costoso da correggere: un segmento di matrice incrinato o una macchina che ora necessita di spessori e ricalibrazione per ogni lavoro?
Separiamo l’A36 da 10 mm dall’alluminio 5052 da 1 mm. Non vivono nello stesso mondo.
Su acciaio dolce da 10 mm, passare da una V da 80 mm a una da 100 mm riduce sensibilmente la tonnellata. Il raggio di piega cresce, la deformazione si riduce e il carico cala. Guadagni margine di respiro sulla macchina. Mossa sicura—se il tuo disegno permette un raggio interno maggiore.
Ora prova quella logica su acciaio inox da 1 mm e inseguendo un raggio interno da 1 mm con una V da 16 mm. Spingerai il punzone più in profondità per compensare il ritorno elastico. La penetrazione aumenta. A un certo punto passi da una piega in aria pulita verso la piegatura a fondo senza volerlo. E l’apertura della V è troppo ampia per controllare strettamente il raggio interno, così la deduzione di piega varia ad ogni correzione.
Su lamiera sottile, una V troppo ampia non cambia solo il raggio. Aumenta la penetrazione necessaria per raggiungere l’angolo, il che innalza localmente la tonnellata alle spalle. È lì che inizi a vedere crepe lungo la fibra su acciaio 304 da 4 mm quando qualcuno pensava che “più largo è più sicuro”.”
La fisica è semplice: la lamiera spessa tollera raggi maggiori e beneficia di aperture V più ampie; la lamiera sottile con raggio stretto richiede supporto controllato, non un canyon.
Quindi, quando allarghi la V, stai davvero riducendo la forza lungo la sezione — o ti stai costringendo a una penetrazione più profonda e meno prevedibile?
Immagina di specificare la configurazione ideale: matrice alta e acuta, punzone a collo d’oca lungo e una flangia a scatola da 150 mm che necessita di spazio libero. Sul banco, è perfetta.
Poi la carichi su una pressa con altezza di apertura di 400 mm e corsa di 250 mm. Con altezza utensile e spazio liberi consumati, non puoi fisicamente posizionare il pezzo senza pre-piegatura o ribaltamento.
Quindi cosa succede?
Gli operatori riducono la profondità. Dividono la piegatura in due passaggi. Evitano di andare a fondo perché il pistone non può scendere abbastanza. L’hai piegato a 88° sperando che il ritorno elastico lo portasse a misura.
È qui che la matrice “perfetta” fallisce — non perché il suo profilo sia sbagliato, ma perché l’involucro della macchina non può eseguire la geometria in un unico colpo controllato. E una volta aggiunti passaggi supplementari, reintroduci la variazione che avevi pagato per eliminare.
Le matrici acute a fondo spesso richiedono penetrazioni più profonde e una maggiore precisione dell’altezza di chiusura. Se la ripetibilità dell’altezza di chiusura della tua macchina devia anche solo di 0,02 mm sotto carico a causa della deflessione, il tuo angolo varia. A quel punto non è più un problema di utensile. È una questione di conformità strutturale.
Prima di ordinare la matrice di precisione, hai misurato la reale altezza libera disponibile sotto carico — non solo il numero sul catalogo?
Ho visto una matrice segmentata da 3 m in stile europeo sopportare 100 tonnellate per metro senza problemi perché la sua linguetta era inserita profondamente in un morsetto rettificato di precisione. Ho anche visto una linguetta in stile americano oscillare sotto 70 tonnellate per metro perché i bulloni di serraggio non distribuivano uniformemente il carico.
Il montaggio non è estetico. Definisce come la forza si trasferisce nel banco.
Lo stile europeo utilizza un codolo stretto e un serraggio meccanico: cambio rapido, alta ripetibilità, ma dipendente da superfici di serraggio pulite e precise. Lo stile americano si basa su un codolo più largo e grani di fissaggio; solido se ben mantenuto, ma soggetto a carichi puntuali se i bulloni non sono serrati correttamente. Lo stile WT distribuisce il carico in modo diverso, consentendo spesso valutazioni di tonnellaggio più elevate per metro grazie a una seduta più ampia.
Se la tua macchina è stata progettata attorno a un sistema, adattarne un altro tramite adattatori può ridurre la capacità effettiva di tonnellaggio. L’anello più debole diventa l’interfaccia, non il corpo della matrice.
E quando quell’interfaccia flette sotto carico, il punzone e la matrice perdono il parallelismo di pochi decimi. Basta questo per scartare un pannello cosmetico da 2 m.
Vuoi un’accuratezza a scarto zero. Bene. Allora smetti di pensare in termini di “migliore matrice” e inizia a pensare in termini di matrice macchina-matrice-materiale. Geometria, tonnellaggio per metro, altezza aperta, sistema di codolo, spessore del materiale, direzione della grana: sono inseparabili nella pratica.
La vera domanda non è se le matrici specializzate funzionino.
È se la tua pressa piegatrice, così com’è sul tuo pavimento oggi, possa sostenere i carichi e la geometria che esse richiedono senza deformarsi prima.
Stai perdendo 15–20 minuti per ogni impostazione solo cercando e scambiando matrici a V “abbastanza vicine”—e poi un altro pezzo o due per riportare l’angolo da 92° a 90° perché il materiale non si è comportato come nel lavoro precedente.
Ecco come fermare tutto questo prima ancora di toccare il riscontro posteriore.
Per prima cosa, misura la macchina—non la brochure, la macchina. Esegui una piegatura in aria controllata su A36 da 6 mm per 2 m con una V nota da 60 mm. Calcola il tonnellaggio teorico per metro. Confrontalo con ciò che riporta il controllo e con l’angolo effettivo sotto carico. Se noti una deriva di 0,5° tra il centro e le estremità a 120 tonnellate totali, quella è flessione. Flessione reale. Non un difetto dell’attrezzatura.
Poiché CN‑HAWE investe più dell’8% del fatturato annuale in ricerca e sviluppo. ADH dispone di capacità di R&S in ambito presse piegatrici; se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Ora ripeti con acciaio inox 304 da 3 mm in una V da 24 mm. Osserva la profondità di penetrazione. Osserva il recupero elastico. Se devi aggiungere 0,3 mm extra di corsa per recuperare l’angolo dopo il rilascio del carico, quello è cedimento strutturale più recupero elastico del materiale che si sommano.
Quella somma è il tuo vero margine operativo.
Regola del piano di produzione: Se non hai piegato un provino noto a 70% del tonnellaggio nominale lungo tutta la lunghezza di lavoro, non conosci i limiti della tua macchina.
Non stai cercando di rompere la pressa. Stai mappando il punto in cui la ripetibilità dell’angolo inizia a deviare oltre ±0,25°. Perché una volta che succede, qualsiasi matrice “di precisione” amplifica solo tale incoerenza.
Quindi il quadro parte da qui: fisica del materiale all’interno della capacità verificata della macchina. Non comodità del portamatrici.
E se questo ti sembra più lento che prendere la V standard, chiediti quanti primi pezzi hai scartato il mese scorso inseguendo 1°.
Sprechi più soldi mescolando alluminio 5052 e acciaio inox 304 nella stessa logica di 8×V di quanto immagini.
L’alluminio snerva presto, basso recupero elastico, basso tonnellaggio. L’inox resiste, recupera in modo marcato e penalizza i raggi stretti. L’acciaio dolce sta nel mezzo ma aumenta rapidamente il tonnellaggio con lo spessore.
Quando scegli una matrice prima di scegliere in base al materiale, stai presumendo che la curva sforzo-deformazione non conti.
Lo fa.
Il 5052 da 2 mm in una V da 16 mm raggiungerà l’angolo pulito con una penetrazione superficiale e forse un ritorno elastico di 1°. Lo stesso setup con acciaio 304 da 2 mm richiederà una corsa più profonda, una maggiore tonnellata per metro e un controllo più stretto dell’altezza di chiusura. Inoltre, l’apertura della V è troppo ampia per controllare con precisione il raggio interno, quindi la tua deduzione di piega cambia a ogni correzione.
Quello spostamento non è un errore dell’operatore. È la geometria che reagisce al modulo del materiale.
Regola del piano di produzione: Scegli l’apertura della V partendo dal raggio interno richiesto e dalla resistenza a trazione del materiale: la tonnellata è il vincolo, non il punto di partenza.
Partire dal materiale significa chiedersi: quale raggio tollera questa lega senza incrinarsi lungo la fibra a questo spessore? Poi: la mia pressa può realizzare quella geometria senza flettersi oltre la tolleranza?
Se inizi dallo scaffale delle matrici, hai già invertito causa ed effetto.
Quindi, cosa succede quando il materiale è giusto ma la geometria del pezzo non è più semplice?
Tre pezzi scartati per ogni lavoro. È questo che costano flange di scatole basse e bordi ribattuti quando insisti su una matrice a V lineare.
Una flangia ribattuta da 40 mm su acciaio 304 da 1,5 mm non fallisce perché l’operatore ha dimenticato la profondità. Fallisce perché la parete laterale collide con la spalla della matrice prima dei 90°. Quindi dividi le battute. Ripieghi. Segni la superficie.
L’hai piegato a 88° sperando che il ritorno elastico lo portasse all’angolo giusto.
Non è un problema di formazione. È una geometria sbagliata per quella forma.
Canaline più profonde di 80 mm, bordi ribattuti più stretti di 1,2× lo spessore del materiale, pannelli estetici più lunghi di 2 m — questi non sono lavori “matrice a V con attenzione”. Richiedono matrici acute, sfalsate o set di ribattitura che controllino il supporto e la penetrazione.
Ma ogni volta che scivoli e arrotondi un bordo, paghi quella comodità in seguito.
Regola del piano di produzione: Se il pezzo ti costringe a più colpi per raggiungere l’angolo, la matrice è sbagliata.
La complessità elimina l’universalità. Più caratteristiche si sovrappongono in un unico pezzo, minore è la tolleranza che hai per utensili generici.
Quindi come fai a sapere quando questo smette di essere un fastidio occasionale e diventa un costo sistemico?
Se più di un primo pezzo su venti richiede una correzione dell’angolo superiore a 0,5°, la tua strategia di utensili è reattiva.
Non sfortuna. Non stanchezza dell’operatore. Strategia.
I registri di configurazione manuale non lo mostreranno chiaramente. In officina possono essere sfasati anche di un quarto. Ma il tuo contenitore degli scarti non mente. Conta i rifacimenti dei primi pezzi per materiale e spessore su 30 giorni. Se l’acciaio 304 da 3 mm mostra un triplo delle rilavorazioni rispetto all’A36 da 3 mm, e entrambi sono piegati nello stesso V da 24 mm, la matrice non è neutrale—è sbilanciata.
Utensili sbilanciati generano scarti prevedibili.
E quando gli scarti si concentrano attorno a leghe o tipi di flange specifici, quello è il segnale che devi investire in una geometria dedicata per quella famiglia. Forse significa una matrice acuta abbinata al ritorno elastico dell’acciaio inox. Forse significa una matrice a spalle strette per controllare il raggio su alluminio estetico.
Se i cambi di attrezzaggio ti stanno uccidendo, abbina quella libreria a sistemi di bloccaggio a cambio rapido. Un’officina aerospaziale ha ridotto i tempi di cambio di più della metà semplicemente eliminando l’attrito dei bulloni dall’equazione. Matrici dedicate senza bloccaggio rapido spostano solo lo spreco da un lato all’altro.
Regola del piano di produzione: Quando i modelli di scarto si ripetono per materiale e spessore, smetti di regolare la profondità di corsa e cambia la matrice.
Il metodo per tentativi sembra più economico perché la matrice è già pagata.
Non lo è.
Quindi qual è il minimo indispensabile da avere in officina per smettere di fingere che una sola chiave vada bene per ogni bullone?
La maggior parte delle officine con materiali misti può dimezzare gli scarti dei primi pezzi con solo tre matrici mirate—non trenta.
Uno: una V larga (10×–12× lo spessore) classificata in modo sicuro entro 70% della tua portata verificata in tonnellate per metro, per acciai dolci spessi dove la tolleranza del raggio è ampia e prevale la forza.
Due: una matrice a raggio controllato—spesso 6×–8× lo spessore—per acciaio inox e lavori a raggio stretto dove il ritorno elastico e la profondità di penetrazione devono essere prevedibili.
Tre: una geometria acuta o speciale (30° o 28°) che consente di piegare all’aria a 90° con spazio per flange di ritorno e scatole poco profonde senza colpi doppi.
Ecco tutto.
Ma ecco il cambio di prospettiva: non le compri perché i cataloghi dicono che sono versatili. Le compri perché la tua combinazione di materiali e il campo operativo misurato della tua macchina indicano che sono stabili a tonnellaggi specifici per metro e a profondità di penetrazione definite.
Non stai più chiedendo: “Che V usiamo di solito per 3 mm?”
Stai chiedendo: “Dato questa lega, questo raggio e la curva di deflessione comprovata della mia pressa, quale geometria mi mantiene entro ±0,25° senza colpi secondari?”
Inizia dalla fisica del materiale. Conferma i limiti della macchina sotto carico. Poi lascia che la geometria derivi da queste due verità.
E se il lavoro di domani è acciaio 304 da 4 mm con raggio interno pari a 1× lo spessore su 2,5 m, vuoi davvero scoprire i tuoi limiti ascoltando il telaio che geme?


















