

Kamu menekuknya hingga 88°. Menekannya lagi. 91,5°. Melepas cetakan, menyelipkan shim 0,5 mm, menjalankan kupon uji lain, dan akhirnya berhenti di 90°.
Gerakan kecil itu baru saja menghabiskan 18 menit dan dua lembar kosong baja A36 tebal 11‑gauge. Dan kamu masih menyebut cetakan itu “serbaguna.”
Kamu tidak merasakan pemborosan karena itu tersembunyi di dalam “penyetelan normal.” Itulah jebakannya.
Pada rem tekan 120 ton, menekuk baja lunak 3 mm dengan bukaan standar 8×V, saya telah melihat operator berpengalaman melakukan tiga kali uji coba sebelum artikel pertama disetujui. Dengan tarif bengkel $85 per jam, itu kira-kira $25 untuk tenaga kerja sebelum produksi dimulai—per penyetelan. Tambahkan dua lembar yang terbuang senilai $6 masing‑masing dan kamu sudah rugi $37 sebelum menjual satu bagian pun.
Lakukan itu lima kali sehari dan kamu sudah mengubur $185 dalam “penyesuaian kecil.”
Aturan Lantai Produksi: Jika kamu mengoreksi sudut lebih dari sekali per penyetelan, cetakan itu bukan serbaguna—itu tidak cocok.
Sebuah V-die seperti kunci pas yang bisa diatur dalam perakitan mesin presisi. Ia akan memutar baut. Mungkin juga terasa nyaman di tanganmu. Tetapi setiap kali kamu terpeleset dan membulatkan tepi, kamu akan membayar kenyamanan itu nanti.
Jadi mengapa alat yang “berfungsi untuk segala hal” justru membuatmu harus mengutak-atik segalanya?
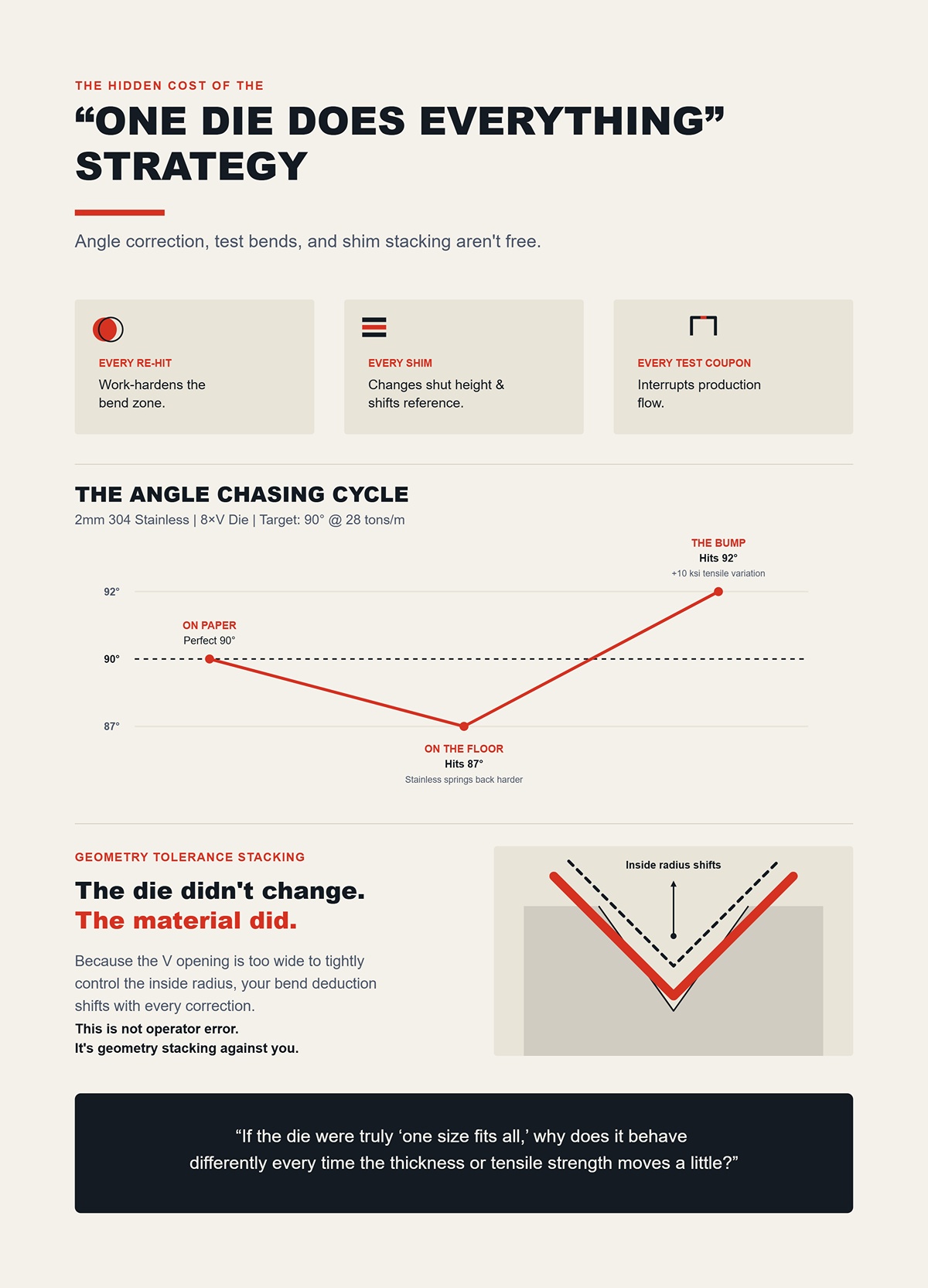
Koreksi sudut tidak gratis. Setiap pemukulan ulang mengeraskan area tekukan. Setiap shim mengubah tinggi tutup dan menggeser referensimu. Setiap kupon uji mengganggu aliran kerja.
Misalkan kamu menjalankan baja tahan karat 304 tebal 2 mm dalam bukaan 8×V yang sama. Stainless memantul lebih keras daripada baja lunak. Grafik tonase-mu menunjukkan 28 ton per meter akan menghasilkan 90°. Di atas kertas, sempurna. Di lantai produksi, kamu mendapatkan 87°.
Lalu kamu menekannya lagi. Sekarang menjadi 92° karena batch material memiliki kekuatan tarik 10 ksi lebih tinggi dari batch sebelumnya.
Kamu mulai mengejarnya.
Cetakannya tidak berubah. Bahannya yang berubah. Dan bukaan V terlalu lebar untuk mengontrol jari‑jari dalam dengan ketat, jadi deduksi tekukanmu bergeser setiap kali koreksi dilakukan. Itu bukan kesalahan operator. Itu adalah toleransi geometri yang menumpuk melawanmu.
Jika cetakan itu benar‑benar “satu ukuran untuk semua,” mengapa ia berperilaku berbeda setiap kali ketebalan atau kekuatan tarik sedikit berubah?
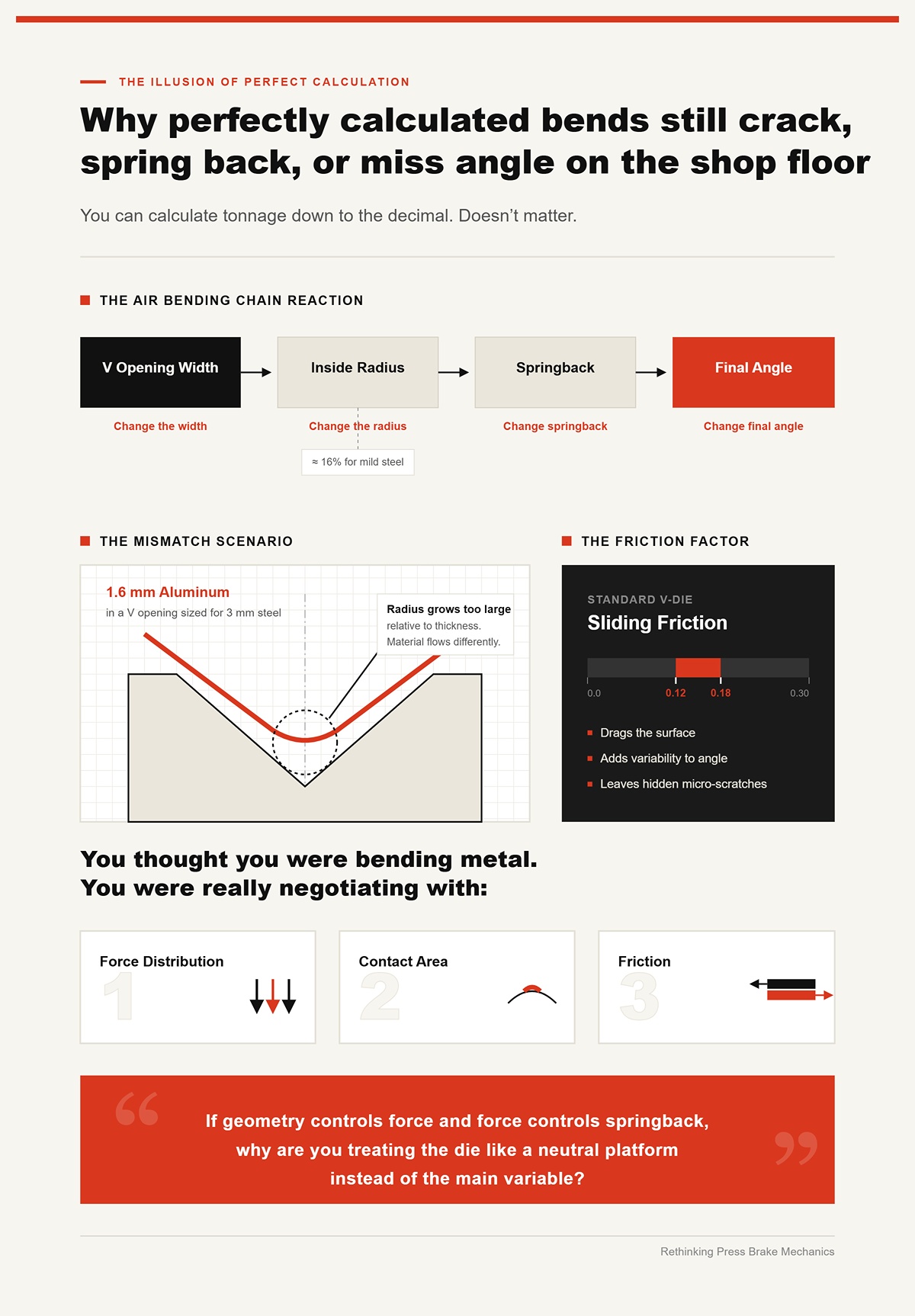
Kamu bisa menghitung tonase hingga ke desimal. Tidak ada bedanya.
Dalam penekukan udara, jari-jari dalam terbentuk sebagai persentase dari bukaan V—biasanya sekitar 16% untuk baja lunak. Ubah lebar V, kamu mengubah jari‑jari. Ubah jari‑jari, kamu mengubah pantulan balik. Ubah pantulan balik, kamu mengubah sudut akhir.
Sekarang bayangkan aluminium 1,6 mm dalam bukaan V yang disesuaikan untuk baja 3 mm. Jari‑jari dalam yang dihasilkan tumbuh terlalu besar dibandingkan ketebalannya. Aliran material berubah. Kamu mendapatkan sudut yang tidak konsisten di sepanjang panjang bagian karena gesekan dalam V‑die standar adalah gesekan geser—biasanya sekitar 0,12 hingga 0,18. Gesekan itu menyeret permukaan, menambah variabilitas, dan meninggalkan mikrogoresan yang tidak kamu lihat sampai proses pelapisan bubuk.
Kau pikir kau sedang membengkokkan logam. Sebenarnya kau sedang bernegosiasi dengan distribusi gaya, luas kontak, dan gesekan.
Jika geometri mengontrol gaya dan gaya mengontrol springback, mengapa kau memperlakukan cetakan seperti platform netral alih-alih sebagai variabel utama?
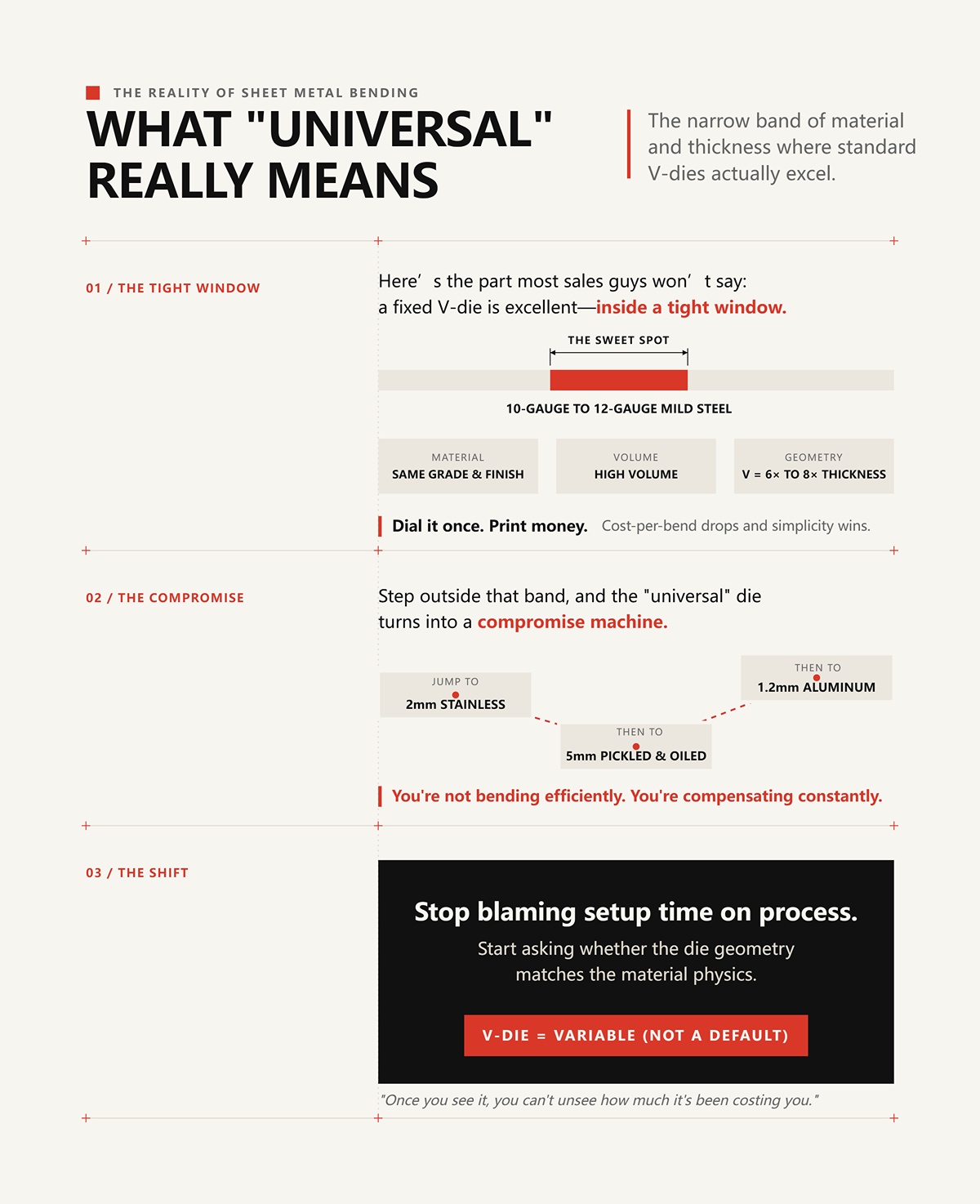
Inilah bagian yang kebanyakan tenaga penjual tidak akan katakan: cetakan V tetap itu sangat baik—selama berada dalam rentang sempit.
Jalankan baja ringan 10‑gauge sampai 12‑gauge sepanjang hari, kualitas sama, hasil akhir sama, volume tinggi. Pertahankan bukaan V‑mu di 6× hingga 8× ketebalan. Biarkan tetap di mesin. Setel sekali. Cetak uang.
Di situlah biaya per tekukan turun dan kesederhanaan menang.
Keluar dari rentang itu—loncat dari baja tahan karat 2 mm ke 5 mm pickled and oiled, lalu ke aluminium 1,2 mm—dan cetakan “universal” berubah menjadi mesin kompromi. Kau tidak membengkokkan secara efisien. Kau terus-menerus melakukan kompensasi.
Perubahan yang ingin saya ajak kau lakukan itu sederhana dan tidak nyaman: berhenti menyalahkan waktu setup pada proses dan mulailah bertanya apakah geometri cetakan cocok dengan fisika materialnya.
Karena begitu kau melihat cetakan V sebagai variabel—bukan sebagai bawaan—kau tidak akan bisa tidak melihat berapa banyak biaya yang selama ini hilang karenanya.
Kau mengganti cetakan V 16 mm dengan 24 mm pada 3 mm A36 karena tabel tonase menunjukkan kau akan turun dari sekitar 40 ton per meter menjadi sekitar 27. Langkah cerdas, bukan?
Tekukan pertama mendarat di 88°. Program sama. Punch sama. Pengukur belakang sama. Hanya cetakannya yang berubah.
Itu momen di mana kebanyakan bengkel menyalahkan operator. Saya menyalahkan fisikanya.
Kau tidak hanya mengurangi tonase. Kau juga meningkatkan radius dalam dari sekitar 2,5 mm menjadi hampir 4 mm karena, dalam proses air bending pada baja ringan, radius dalam terbentuk sekitar 1⁶₁TP3T dari bukaan V. Buka V‑nya, radius bertambah. Radius bertambah, regangan material berkurang. Regangan berkurang, springback meningkat. Dan tiba-tiba pengurangan tekukanmu bergeser karena sumbu netralnya berpindah.
Tiga variabel berubah. Kau hanya menyentuh satu.
Aturan di Lantai Produksi: Ubah bukaan V dan kau otomatis mengubah gaya, radius, dan springback—tidak ada yang namanya penyesuaian satu variabel.
Jika lebar cetakan secara bersamaan mengubah geometri kontak dan distribusi regangan, bagaimana tepatnya kau seharusnya memilih yang benar tanpa menebak?
Pada mesin press 120 ton, menekuk baja ringan 3 mm dalam cetakan V 16 mm, kau mungkin membutuhkan sekitar 40 ton per meter. Ganti ke 24 mm dan nilainya turun menjadi sekitar 27. Bagian itu mudah—tonase menurun seiring meningkatnya bukaan V.
Yang kurang jelas adalah apa yang terjadi di garis tekukan.
Dalam proses penekukan udara, lembaran hanya bersentuhan dengan bahu cetakan bawah (die) dan ujung pukulan (punch). Semakin besar sudut V, semakin lebar jarak tumpuannya. Material akan melendut lebih dulu sebelum sepenuhnya mengalami luluh di bagian tengah. Hal itu menciptakan jari‑jari dalam yang lebih besar. Jari‑jari yang lebih besar berarti regangan plastis pada serat permukaan lebih rendah. Regangan yang lebih rendah berarti bagian elastis dari deformasi menjadi persentase yang lebih besar dari totalnya.
Dan regangan elastis adalah yang menyebabkan efek pegas balik (springback).
Sekarang mari masukkan aluminium ke dalamnya. Paduan seri 5000 yang lebih keras dapat mengalami pegas balik lebih dari 5° tergantung pada jari‑jari dan temper‑nya. Cetakan berbentuk V yang sama, paduan yang berbeda, dan segitigamu kembali berubah bentuk. Sudut V yang lebih lebar yang berperilaku dapat diprediksi pada A36 kini memperbesar pegas balik pada 5052‑H32 karena modulus dan profil luluh aluminium berbeda.
Jadi ketika kamu mengatakan cetakan itu “universal,” yang sebenarnya kamu katakan adalah kamu mau membiarkan tiga variabel yang saling terkait berubah bebas.
Dan bukaan V terlalu lebar untuk mengendalikan jari‑jari dalam secara ketat, sehingga pengurangan bengkokanmu bergeser setiap kali ada penyesuaian.
Jika segitiga itu tak terpisahkan, dari mana asal “aturan 8× ketebalan” yang lama—dan apakah itu masih berlaku?
Jalankan baja lunak 2 mm pada cetakan V 16 mm—8× ketebalan. Biasanya kamu akan mendapatkan jari‑jari dalam sekitar 2,5 mm dan pegas balik yang terkendali, mungkin 1° sampai 2°. Selama beberapa dekade, aturan itu menghasilkan uang di bengkel‑bengkel kerja.
Sekarang coba baja tarik tinggi 2 mm dengan kekuatan luluh 700 MPa di cetakan V 16 mm yang sama.
Tonnase kamu melonjak. Pegas balikmu meningkat. Alih‑alih 2°, kamu mungkin melihat 3° atau 4°. Kamu menekuk lebih jauh untuk mengimbangi, tetapi karena sudut V secara proporsional besar untuk kekuatan luluh yang lebih tinggi, material tidak sepenuhnya luluh melalui ketebalannya seperti baja lunak. Kamu menekuk menggunakan geometri yang disetel untuk material 250 MPa, bukan 700.
Aturan 8× tersebut mengasumsikan rentang kekuatan luluh yang sempit dan keuletan yang dapat diprediksi. Baja modern menghancurkan asumsi itu.
Kamu bisa mempersempit V menjadi 6× ketebalan untuk meningkatkan regangan dan mengekang pegas balik—tetapi kini tonnase melonjak. Pada mesin 120 ton yang bekerja mendekati kapasitas, hal itu penting. Keausan alat meningkat. Tekanan pada bahu naik. Risiko bekas permukaan bertambah.
Jalan pintas itu tidak salah. Hanya saja tidak lengkap.
Jika kekuatan luluh dan modulus mengubah persamaan pegas balik, apa yang terjadi ketika kamu mengubah metode penekukan sepenuhnya?
Mari kita hancurkan satu mitos.
Penekanan bawah tidak menghilangkan pegas balik. Saya pernah menekan baja lunak 3 mm ke dalam cetakan 90° dan tetap harus memotong cetakan menjadi 88° untuk mendapatkan hasil bagian 90° yang sebenarnya. Material tidak tiba‑tiba melupakan sifat elastisnya hanya karena menyentuh dinding cetakan.
Namun penekanan bawah mengubah mekanikanya.
Dalam penekukan udara, sudut ditentukan oleh kedalaman penetrasi pukulan. Dalam penekanan bawah, sudut ditentukan oleh geometri cetakan. Kamu memaksa material agar menyesuaikan dengan sudut cetakan di bawah tonnase yang lebih tinggi—sering kali 3× sampai 5× gaya penekukan udara.
Gaya yang lebih tinggi itu mendorong lebih banyak bagian penampang melewati titik luluh, sehingga mengurangi pemulihan elastis. Tidak menghilangkannya. Menguranginya.
Pertukarannya? Cetakan unik untuk setiap sudut. Lebih banyak tekanan. Lebih banyak keausan alat. Lebih banyak pergantian alat. Pada pekerjaan jangka pendek, Anda kehilangan waktu untuk mengganti cetakan dan mengatur tinggi penutupan. Pada bagian volume tinggi dengan toleransi ketat ±0,25°, Anda mendapatkan pengulangan yang lebih konsisten.
Jadi ya, bottoming menulis ulang persamaan springback—tetapi juga menulis ulang ekonomi pengaturan Anda.
Ketika produsen perkakas memperingatkan terhadap pembengkokan dasar secara sembarangan, itu bukan karena tidak akurat. Itu karena mendorong 90 ton ketika 30 sudah cukup memperlihatkan defleksi mesin, ketidakkonsistenan operator, dan kelalaian perawatan.
Jadi sekarang Anda menyeimbangkan kapasitas gaya, konsistensi hasil, dan waktu pergantian alat.
Dan tepat saat Anda merasa telah memperhitungkan kualitas material dan metode pembengkokan, ada satu variabel yang masih bisa membuat bagian Anda retak jika diabaikan.
Ambil baja tahan karat 304 tebal 4 mm. Bengkokkan sejajar dengan arah gulungan dalam V 32 mm dan Anda mungkin mendapatkan 90° bersih dengan radius dalam 5 mm.
Putar pelat 90°—bengkokkan melintang arah serat—dengan cetakan yang sama.
Sekarang Anda melihat retakan mikro di permukaan luar.
Mengapa?
Proses penggilingan memperpanjang struktur butir. Ketika Anda membengkokkan melintang arah serat, Anda meregangkan struktur yang memanjang itu lebih agresif. Keuletan material menurun ke arah itu. Ketebalan sama. Cetakan sama. Perilaku retakan berbeda.
Perkecil bukaan V menjadi 24 mm untuk mengurangi radius dalam dan meningkatkan regangan, dan Anda mungkin dapat mengendalikan springback dengan lebih baik—tetapi Anda juga meningkatkan regangan serat luar dan memperburuk retakan melintang arah serat. Lebarkan V menjadi 40 mm dan Anda mengurangi regangan, melindungi permukaan, tetapi meningkatkan springback dan radius.
Tidak ada pilihan yang netral.
Arah serat bukan catatan kaki. Itu adalah perintah untuk segera meninjau ulang bukaan V Anda.
Dan begitu Anda menerima bahwa lebar V, kekuatan luluh, metode pembengkokan, dan orientasi serat semuanya menarik pada sepotong logam yang sama pada saat bersamaan, gagasan tentang cetakan “standar” mulai terlihat bukan sebagai efisiensi melainkan sebagai perjudian dengan uang bengkel.
Jadi jika geometri menentukan gaya, radius, regangan, dan risiko patah sekaligus, seperti apa memilih cetakan dengan cara seorang pembuat mesin memilih spesifikasi torsi—dengan sengaja, per material, per ketebalan, setiap kali?
Bulan lalu saya melihat sebuah bengkel menghabiskan 3 jam bump-bending radius dalam 6 mm ke A36 tebal 4 mm sepanjang 2,4 m. Lima kali pukulan per flensa. Sedikit pemolesan ulang di antara bagian karena bahu meninggalkan bekas. Dengan tarif mesin berbeban $85 per jam, itu kira-kira $255 sebelum menghitung scrap dari dua bagian yang keluar 1,5° terlalu terbuka pada pukulan terakhir.
Anda ingin kerangka kerja untuk memilih V-die yang tepat? Mulailah di sini:
Perhatikan apa yang terakhir. Geometri. Karena begitu radius, distribusi regangan, dan interferensi ditentukan, V “standar” berhenti menjadi pilihan default dan hanya menjadi salah satu opsi.
Kunci inggris serbaguna dapat memutar setiap baut di mesin. Namun juga akan merusaknya satu per satu.
Aturan Lantai Produksi: Jika geometri bagian memaksa Anda melakukan pukulan tambahan, koreksi, atau penyesuaian sekunder, geometri matanya yang salah — bukan operatornya.
Sekarang mari bandingkan di mana V standar sebenarnya membuat Anda kehilangan uang.
Sebuah V tunggal 32 mm dari baja perkakas 60 HRC akan dengan mudah melakukan penekukan udara pada baja lunak 6 mm sepanjang hari. Kapasitas tonase tinggi. Defleksi minimal. Sudut tajam bersih.
Sekarang letakkan pekerjaan yang sama pada blok mata multi-V dengan bukaan 16, 22, 32, dan 40 mm yang ditumpuk dalam satu badan.
Penyetelan cepat. Geser, jepit, pilih slot Anda. Untuk pekerjaan 10 bagian pada A36 3 mm hari ini dan 5052 2 mm besok, terlihat efisien.
Namun inilah mekanisme yang sering diabaikan: multi-V memusatkan lebih banyak tegangan dalam badan mata yang lebih sempit. Massa yang lebih sedikit di bawah setiap bukaan berarti defleksi lokal yang lebih besar di bawah tekanan 80–100 ton per meter. Pada meja sepanjang 3 m, bahkan perbedaan kompresi vertikal 0,1 mm mengubah sudut tekukan di sepanjang panjangnya. Itu muncul sebagai penyimpangan 0,5° hingga 1° dari ujung ke ujung.
Mata V tunggal lebih tebal. Lebih banyak material di bawah alur. Kompresi lebih sedikit. Konsistensi sudut lebih baik dalam produksi panjang.
Pada material tebal atau berkekuatan tinggi — misalnya baja 8 mm, 700 MPa — massa itu berpengaruh. Mata V tunggal khusus menyebarkan beban lebih merata, mengurangi keausan mata, dan menjaga pengulangan sudut selama ratusan pukulan. Multi-V akan tetap bisa melakukannya, tetapi Anda akan melihat keausan bahu lebih cepat, dan koreksi sudut Anda akan meningkat perlahan.
Jadi mana yang unggul?
Produksi singkat, ketebalan campuran: multi-V menghemat 10–15 menit waktu pergantian. Produksi panjang, tonase berat, toleransi ketat ±0,25°: V tunggal memberikan keuntungan stabilitas dan umur alat.
Mata V bukanlah penjahatnya. Kebiasaan menggunakan satu jenis untuk setiap skala produksi itulah masalahnya.
Namun interferensi tidak peduli dengan kenyamanan Anda.
Bayangkan sebuah kotak panel listrik sedalam 150 mm. Anda membentuk dua flensa pertama dengan V 24 mm. Bersih. Tegak lurus.
Sekarang kamu coba tikungan ketiga.
Dinding samping menabrak badan punch sebelum kamu mencapai 90°. Kamu menggeser bagian itu. Kamu menipu sudutnya. Kamu menekuk hingga 88° dan berharap efek pegas (springback) membuat hasil akhirnya mendekati nilai yang diinginkan.
Kamu menekuknya hingga 88°.
Masalahnya bukan pada kontrol sudut. Masalahnya adalah jarak bebas rongga (throat clearance).
Punch leher angsa — dengan profil bodi yang sudah dikosongkan — memungkinkan flens yang sudah dibentuk melewati ke atas tanpa tabrakan. Jarak bebas itu memungkinkanmu menekan punch cukup dalam untuk mengontrol sudut dengan benar, bahkan pada tekukan balik atau bentuk Z.
Punch standar memaksa kompromi: menekuk kurang untuk menghindari gangguan, lalu memberi kompensasi berlebihan di tempat lain. Setiap kompensasi mengubah pengurangan tekukan. Setiap perubahan menimbulkan kesalahan penumpukan di seluruh kotak dengan empat sisi.
Peralatan leher angsa lebih mahal di awal. Tetapi juga menghilangkan tarian pukulan parsial, membalik bagian, atau membagi satu kotak kompleks menjadi dua pengaturan.
Jika operatormu memiringkan blanko untuk “menyelinapkannya melewati” badan punch, kamu sudah membayar untuk geometri yang salah.
Tapi bagaimana jika sudutnya sendiri menjadi batasannya?
Aku pernah melihat operator mencoba membentuk sudut 30° menggunakan V 88° standar hanya dengan menekan punch lebih dalam.
Punch mentok di dasar. Bahu benda kerja tergores. Tonnage melonjak.
Inilah alasannya gagal: dalam penekukan udara, sudut dikendalikan oleh kedalaman penetrasi terhadap bukaan V. Tetapi begitu ujung punch mendekati bahu die terlalu dekat, kamu beralih ke mode bottoming tanpa mencocokkan geometri die. Material dipaksa menekan permukaan yang tidak dirancang untuk sudut tersebut. Tekanan melonjak — seringkali 3× tonnage penekukan udara — dan sudutnya tetap tidak stabil.
Die sudut tajam — misalnya 30° atau 45° — mengubah geometri kontak. Material didukung sepanjang bidang yang sesuai dengan sudut target, memungkinkan bottoming yang terkontrol dengan pengurangan springback yang dapat diprediksi.
Mekanismenya penting: dengan peralatan sudut tajam, lebih banyak bagian penampang yang mengalami luluh melalui ketebalan pada sudut yang benar. Dengan V standar yang dipaksa menutup, kamu mendapatkan tegangan berlebih lokal di dekat bahu dan pemulihan elastis yang tidak konsisten.
Jika kamu membutuhkan toleransi ±0,25° pada flens 30° di baja tahan karat 3 mm, die sudut tajam bukanlah opsional. Itu satu-satunya geometri yang menyelaraskan arah gaya dengan sudut akhir.
Mencoba untuk “sekadar menutup V lebih rapat” seperti menggunakan kunci 24 mm pada baut 19 mm dan menekan lebih keras.
Dan kemudian ada permukaannya.
Ambil baja tahan karat 304 tebal 3 mm dengan radius dalam 8 mm yang ditentukan, panjang 2 m, dan permukaan kosmetik.
Pendekatan standar dengan V-die? Tekuk bertahap. Empat atau lima pukulan di sepanjang lengkungan.
Setiap pukulan menciptakan bidang datar kecil. Setiap bidang datar perlu dibaurkan. Pada baja tahan karat, setiap kontak bahu berisiko galling. Tetapi setiap kali Anda terpeleset dan membulatkan tepi, Anda akan membayar mahal untuk kenyamanan itu nanti.
Die radius khusus menyesuaikan dengan profil 8 mm. Satu tekanan terkontrol membentuk lengkungan. Kontak terdistribusi di sepanjang radius, bukan terkonsentrasi di dua bahu. Tekanan permukaan per milimeter persegi menurun. Bekas permukaan menurun bersamanya.
Ya, tonase meningkat dibandingkan dengan tekukan udara V lebar karena Anda melibatkan lebih banyak material sekaligus. Anda harus memastikan kapasitas dan defleksi mesin. Tetapi waktu siklus menyusut dari lima pukulan menjadi satu. Pengulangan sudut dan radius menjadi lebih ketat. Limbah kosmetik turun hampir nol jika alat dipoles dan disejajarkan.
Hemming sama ceritanya. Tekuk udara hingga 30°, lalu ratakan di die hemming dengan rongga yang sesuai. Jika Anda mencoba meratakan di V standar, tepi luar akan menggantung, tekanan tidak merata, dan Anda akan mengejar kesejajaran dengan ganjalan serta doa.
Die khusus menghapus langkah-langkah. Menghapus langkah-langkah berarti menghapus variasi. Menghapus variasi berarti menghapus limbah.
Tapi sekarang Anda memikirkan lonjakan tonase, batas tinggi buka, dan apakah mesin 120 ton Anda bisa bertahan dengan ide “khusus” ini tanpa memelintir rangkanya.
Musim dingin lalu saya menyaksikan press brake 160 ton melengkung keluar dari kesikuan sepanjang 2,5 m karena seseorang menekan 6 mm 4140 hingga ke dasar dalam die lancip sempit yang hanya dinilai 120 ton per meter. Operator bersumpah mesin itu “punya kapasitas.” Di atas kertas, dia benar. Dalam praktiknya, dia mendorong lebih dari 140 ton per meter begitu kontak dinding penuh terjadi.
Die tidak peduli dengan pelat nama mesin.
Saat Anda beralih dari tekukan udara di 8×V yang mudah dimaafkan ke penekanan dasar pada profil lancip 30°, tonase tidak naik dengan sopan. Ia berlipat ganda. Tekukan udara mungkin di 60 ton per meter; menekan bagian yang sama bisa melonjak ke 180. Beban itu tidak hanya masuk ke material. Ia juga menekan ram, alas, bahu alat, dan tang.
Dan begitu Anda melebihi batas desain die dan mesin, akurasi tidak menurun secara bertahap. Ia patah. Defleksi ram meningkat, kesetaraan sejajar menyimpang lebih dari 0,1 mm, dan tiba-tiba target ±0,25° Anda menjadi khayalan.
Aturan Lantai Produksi: “Die sempurna” untuk material tidak berguna jika ia memaksa mesin Anda melakukan hal yang tidak dapat dipertahankan oleh rangkanya.
Sebagai contoh, portofolio produk CN-HAWE berbasis CNC 100% dan mencakup skenario kelas atas dalam pemotongan laser, penekukan, pelubangan, dan pemotongan geser; CN-HAWE menginvestasikan lebih dari 8% dari pendapatan penjualan tahunan ke riset dan pengembangan. ADH mengoperasikan kemampuan R&D di seluruh press brake; bagi tim yang mengevaluasi opsi praktis di sini, Mesin Tekuk (Press Brake) adalah langkah lanjutan yang relevan.
Anda menginginkan limbah nol. Bagus. Maka penyaring pertama bukanlah geometri. Melainkan tonase dan batas struktural dari press brake itu sendiri.
Bayangkan dua kesalahan.
Pertama: Anda menekuk udara baja ringan 4 mm pada V 32 mm di mesin 100 ton. Anda di bawah kapasitas. Kasus terburuk, Anda melihat sedikit tekukan atau sudut yang tidak konsisten karena V terlalu lebar. Mengganggu. Masih bisa dikoreksi.
Kedua: Anda menekan bagian 4 mm yang sama ke dasar dalam die lancip 12 mm demi mengejar ±0,25°. Sekarang Anda mendekati kontak penuh dinding samping. Tonase melonjak. Beban terkonsentrasi di bahu die dan ke alas. Jika die itu dinilai 90 ton per meter dan Anda menekan 120 melaluinya, die tidak akan memberi peringatan sopan. Ia tergores permanen. Ia retak. Alasnya mengalami penyok permanen diukur dalam seperseratus milimeter per meter.
Itu bukan teori. Begitu Anda mendistorsi alas atau ram secara plastis bahkan 0,05 mm sepanjang 2 m, penyelarasan punch-to-die Anda melenceng. Dan ketidaksejajaran lebih dari 0,1 mm sudah cukup untuk menyebabkan seperempat cacat tekukan—pemusatan tepi miring, pergeseran sudut, radius tidak konsisten—bahkan jika profil die Anda secara matematis sempurna.
Menggerakkan lebih dalam sebuah cetakan khusus memusatkan tegangan karena hal itu mendorong terjadinya penekanan hingga dasar dan kontak penuh pada seluruh permukaan. Sebuah cetakan V universal, yang dijalankan dengan metode air bending, menyebarkan beban dan jarang mengalami puncak tegangan terpusat yang sama.
Kesalahan mana yang lebih mahal untuk diperbaiki: segmen cetakan yang retak atau mesin yang kini membutuhkan penyesuaian shim dan kalibrasi ulang di setiap pekerjaan?
Mari kita pisahkan A36 10 mm dari aluminium 5052 1 mm. Mereka tidak hidup di dunia yang sama.
Pada baja lunak 10 mm, berpindah dari V 80 mm ke V 100 mm menurunkan tonase secara nyata. Jari-jari tekukan bertambah, regangan berkurang, dan beban turun. Anda mendapat ruang lega pada mesin. Langkah yang aman—jika gambar kerja Anda mengizinkan radius dalam yang lebih besar.
Sekarang coba logika itu pada baja tahan karat 1 mm dan kejar radius dalam 1 mm dengan V 16 mm. Anda akan menekan punch lebih dalam untuk mengimbangi springback. Penetrasi meningkat. Pada titik tertentu, Anda beralih dari air bending yang bersih menuju hampir bottoming tanpa disadari. Dan bukaan V yang terlalu lebar membuat radius dalam sulit dikendalikan, sehingga deduksi tekukan berubah setiap kali koreksi dilakukan.
Pada bahan tipis, V yang terlalu lebar tidak hanya mengubah radius. Ia meningkatkan penetrasi yang dibutuhkan untuk mencapai sudut, yang menaikkan tonase secara lokal di bahu. Di situlah Anda mulai melihat retak tepi melintang serat pada 304 setebal 4 mm ketika seseorang mengira “lebih lebar lebih aman.”
Fisikanya sederhana: pelat tebal mentoleransi radius lebih besar dan diuntungkan oleh bukaan V yang lebih lebar; lembaran tipis dengan radius ketat membutuhkan dukungan terkontrol, bukan sebuah jurang.
Jadi ketika Anda melebarkan V, apakah Anda mengurangi gaya di seluruh penampang—atau justru memaksa diri ke penetrasi yang lebih dalam dan kurang dapat diprediksi?
Bayangkan Anda menentukan tumpukan ideal: cetakan akut yang tinggi, punch leher angsa panjang, dan flensa kotak 150 mm yang membutuhkan ruang bebas. Di meja kerja, hasilnya sempurna.
Kemudian Anda memasangnya ke mesin press brake dengan tinggi bukaan 400 mm dan langkah 250 mm. Dengan tinggi alat dan ruang bebas yang sudah termakan, Anda secara fisik tidak dapat menempatkan bagian tersebut tanpa pra-tekukan atau pembalikan.
Lalu apa yang terjadi?
Operator menipu kedalaman. Mereka membagi tekukan menjadi dua pukulan. Mereka menghindari bottoming penuh karena ram tidak dapat bergerak cukup jauh. Anda menekuknya hingga 88° dan berharap springback memperbaikinya.
Inilah saat “cetakan sempurna” gagal—bukan karena profilnya salah, tetapi karena ruang kerja mesin tidak dapat mengeksekusi geometri tersebut dalam satu langkah terkendali. Dan begitu Anda menambah pukulan tambahan, Anda kembali menghadirkan variasi yang sebelumnya Anda bayar mahal untuk dihilangkan.
Cetakan akut tipe bottoming sering membutuhkan penetrasi lebih dalam dan ketelitian tinggi pada tinggi tutup. Jika pengulangan tinggi tutup mesin Anda bergeser bahkan 0,02 mm di bawah beban akibat defleksi, sudut Anda akan berubah. Itu bukan lagi masalah peralatan. Itu masalah kekakuan struktural.
Sebelum Anda memesan cetakan presisi, apakah Anda telah mengukur ruang bebas yang benar-benar tersedia di bawah beban—bukan hanya angka di brosur?
Saya pernah melihat cetakan tersegmentasi gaya Eropa sepanjang 3 m bertahan pada beban 100 ton per meter dengan bersih karena tang-nya duduk dalam penjepit yang digiling presisi. Saya juga pernah melihat tang gaya Amerika bergoyang di bawah 70 ton per meter karena baut penjepitnya tidak membagi beban secara merata.
Pemasangan bukan hal kosmetik. Ia menentukan bagaimana gaya ditransfer ke meja bawah.
Gaya Eropa menggunakan tang sempit dan penjepitan mekanis—pergantian cepat, pengulangan tinggi, tetapi bergantung pada permukaan penjepitan yang bersih dan akurat. Gaya Amerika bergantung pada tang yang lebih lebar dan baut pengunci; kokoh jika dirawat, tetapi rentan terhadap beban titik jika baut tidak dikencangkan dengan benar. Gaya WT mendistribusikan beban dengan cara yang berbeda lagi, sering kali memungkinkan peringkat tonase per meter yang lebih tinggi karena alas duduk yang lebih lebar.
Jika mesin Anda dirancang untuk satu sistem, menyesuaikan sistem lain dengan adaptor dapat mengurangi kapasitas tonase efektif. Titik terlemah menjadi antarmuka, bukan badan dies.
Dan ketika antarmuka itu melendut di bawah beban, punch dan dies Anda keluar dari posisi sejajar beberapa per sepuluh milimeter. Itu saja sudah cukup untuk membuat panel kosmetik 2 m terbuang.
Anda menginginkan akurasi tanpa limbah. Bagus. Maka berhentilah berpikir dalam istilah “dies terbaik” dan mulailah berpikir dalam matriks mesin-dies-material. Geometri, tonase per meter, tinggi terbuka, sistem tang, ketebalan material, arah serat—semuanya saling terkait dalam praktiknya.
Pertanyaan sebenarnya bukan apakah dies khusus bekerja atau tidak.
Pertanyaannya adalah apakah press brake Anda, dalam kondisi seperti saat ini di lantai produksi, dapat menanggung beban dan geometri yang dibutuhkan tanpa melengkung terlebih dahulu.
Anda kehilangan 15–20 menit per penyetelan hanya untuk mencari dan menukar dies V yang “cukup mirip”—dan lalu satu atau dua bagian lagi untuk menyesuaikan sudut dari 92° ke 90° karena materialnya tidak berperilaku seperti pekerjaan sebelumnya.
Berikut cara menghentikannya sebelum Anda menyentuh backgauge.
Pertama, ukur mesin—bukan brosur, mesin yang sebenarnya. Jalankan pembengkokan udara terkontrol pada A36 6 mm sepanjang 2 m dengan V 60 mm yang diketahui. Hitung ton teoretis per meter. Bandingkan dengan laporan kontrol dan apa yang benar-benar dilakukan sudut Anda di bawah beban. Jika Anda melihat pergeseran 0,5° antara tengah dan ujung pada total 120 ton, itu defleksi. Defleksi nyata. Bukan cacat perkakas.
Mengingat CN-HAWE menginvestasikan lebih dari 8% dari pendapatan penjualan tahunan dalam penelitian dan pengembangan. ADH memiliki kemampuan R&D di bidang press brake, jika langkah selanjutnya adalah berbicara langsung dengan tim, Hubungi kami sangat cocok di sini.
Sekarang ulangi pada stainless 304 3 mm dengan V 24 mm. Amati kedalaman penetrasi. Amati springback. Jika Anda harus menambah langkah 0,3 mm tambahan untuk memulihkan sudut setelah beban dilepaskan, itu berarti kepatuhan struktural ditambah springback material yang menumpuk.
Tumpukan itu adalah batas nyata Anda.
Aturan Lantai Produksi: Jika Anda belum membengkokkan kupon yang diketahui pada 70% dari tonase nameplate sepanjang panjang kerja penuh, Anda tidak tahu batas mesin Anda.
Anda tidak berusaha merusak press brake. Anda memetakan di mana pengulangan sudut mulai bergeser lebih dari ±0,25°. Karena begitu itu terjadi, dies “presisi” apa pun hanya memperbesar inkonsistensi tersebut.
Jadi kerangka ini dimulai di sini: fisika material di dalam kapasitas mesin yang telah terverifikasi. Bukan kenyamanan rak dies.
Dan jika itu terdengar lebih lambat daripada langsung mengambil V standar, tanyakan pada diri sendiri berapa banyak potongan pertama yang Anda buang bulan lalu demi mengejar 1°.
Anda membuang lebih banyak uang dengan mencampur aluminium 5052 dan stainless 304 dalam logika 8×V yang sama daripada yang Anda sadari.
Aluminium mudah luluh, springback rendah, tonase rendah. Stainless tahan, springback keras, dan menyulitkan radius sempit. Baja ringan berada di tengah tetapi tonasenya meningkat cepat dengan ketebalan.
Ketika Anda memilih dies sebelum Anda memilih berdasarkan material, Anda berasumsi bahwa kurva tegangan-regangan tidak penting.
Itu benar.
5052 dengan ketebalan 2 mm pada V 16 mm akan mengenai sudut dengan bersih dengan penetrasi dangkal dan mungkin pantulan balik 1°. Pengaturan yang sama pada 2 mm 304 akan memerlukan langkah tekan yang lebih dalam, tonase per meter yang lebih tinggi, dan kontrol tinggi tutup yang lebih ketat. Selain itu, bukaan V terlalu lebar untuk mengontrol radius dalam dengan ketat, sehingga pengurangan tekukan berubah setiap kali dilakukan koreksi.
Perubahan itu bukan kesalahan operator. Itu adalah reaksi geometri terhadap modulus material.
Aturan Lantai Produksi: Pilih bukaan V berdasarkan radius dalam yang dibutuhkan dan kekuatan tarik material terlebih dahulu—tonase adalah kendala, bukan titik awal.
Pendekatan "material terlebih dahulu" berarti Anda bertanya: radius berapa yang dapat ditoleransi paduan ini tanpa retak melintasi arah serat pada ketebalan ini? Lalu: dapatkah mesin press saya menghasilkan geometri itu tanpa melenceng melebihi toleransi?
Jika Anda memulai dari rak cetakan, Anda sudah membalik sebab dan akibat.
Jadi apa yang terjadi ketika material sudah tepat, tetapi geometri bagiannya tidak lagi sederhana?
Tiga bagian limbah per pekerjaan. Itulah biaya yang muncul ketika Anda bersikeras menggunakan cetakan V lurus untuk flensa kotak dangkal dan lipatan balik.
Flensa balik 40 mm pada 1,5 mm 304 tidak gagal karena operator lupa kedalaman. Ia gagal karena dinding samping bertabrakan dengan bahu cetakan sebelum mencapai 90°. Jadi Anda membagi pukulan. Anda menekuk ulang. Anda menandai permukaan.
Anda menekuknya hingga 88° dan berharap pantulan balik akan menyempurnakannya.
Itu bukan masalah pelatihan. Itu adalah geometri yang salah untuk bentuk tersebut.
Saluran yang lebih dalam dari 80 mm, lipatan yang lebih rapat dari 1,2× ketebalan material, panel kosmetik lebih panjang dari 2 m—ini bukan pekerjaan “V-die dengan hati-hati”. Ini membutuhkan cetakan sudut, cetakan offset, atau set lipatan yang mengontrol penopang dan penetrasi.
Tetapi setiap kali Anda terpeleset dan membulatkan tepi, Anda akan membayar harga atas kenyamanan itu nanti.
Aturan Lantai Produksi: Jika bagian tersebut memaksa Anda melakukan beberapa pukulan untuk mencapai sudut, maka cetakannya salah.
Kompleksitas meniadakan universalitas. Semakin banyak fitur yang ditumpuk dalam satu bagian, semakin sedikit toleransi yang Anda miliki untuk perkakas umum.
Jadi bagaimana Anda tahu kapan ini berhenti menjadi rasa sakit sesekali dan berubah menjadi biaya sistemik?
Jika lebih dari satu dari dua puluh potongan pertama memerlukan koreksi sudut lebih dari 0,5°, strategi perkakas Anda bersifat reaktif.
Bukan nasib buruk. Bukan kelelahan operator. Strategi.
Log penyiapan manual tidak akan menunjukkannya dengan jelas. Selisihnya bisa mencapai seperempat di bengkel yang sebenarnya. Tapi tempat sampah limbahmu tidak berbohong. Hitung ulang potongan pertama per bahan per ketebalan selama 30 hari. Jika 3 mm 304 menunjukkan tiga kali lebih banyak pengerjaan ulang dibanding 3 mm A36, dan keduanya dijalankan pada V 24 mm yang sama, maka matrisnya tidak netral—ia bias.
Perkakas yang bias menciptakan limbah yang dapat diprediksi.
Dan ketika limbah terkonsentrasi pada paduan atau jenis flens tertentu, itulah tandanya untuk berinvestasi pada geometri khusus untuk keluarga tersebut. Mungkin itu berarti matris lancip yang disesuaikan dengan pegas balik stainless. Mungkin itu berarti matris bahu sempit untuk mengontrol jari-jari pada aluminium kosmetik.
Jika pergantian alat membuatmu kewalahan, pasangkan perpustakaan itu dengan sistem penjepitan cepat. Satu bengkel dirgantara mengurangi waktu pergantian lebih dari setengahnya hanya dengan menghilangkan gesekan penjepitan baut dari persamaan. Matris khusus tanpa penjepitan cepat hanya memindahkan limbah ke sisi lain.
Aturan Lantai Produksi: Ketika pola limbah berulang berdasarkan bahan dan ketebalan, hentikan penyesuaian kedalaman langkah dan ganti matrisnya.
Uji coba terasa lebih murah karena matrisnya sudah dibayar.
Tidak.
Jadi, apa minimum yang perlu ada di lantai agar berhenti berpura-pura satu kunci pas cocok untuk setiap baut?
Kebanyakan bengkel dengan bahan campuran bisa memotong limbah potongan pertama hingga setengahnya hanya dengan tiga matris yang dipilih dengan sengaja—bukan tiga puluh.
Satu: V lebar (kisaran 10×–12× ketebalan) dengan peringkat aman dalam 70% dari tonase terverifikasi per meter, untuk baja ringan tebal di mana toleransi jari-jari longgar dan gaya menjadi faktor utama.
Dua: matris dengan jari-jari terkontrol—sering kali 6×–8× ketebalan—untuk stainless dan pekerjaan dengan jari-jari ketat di mana pegas balik dan kedalaman penetrasi harus dapat diprediksi.
Tiga: geometri lancip atau khusus (30° atau 28°) yang memungkinkan kamu menekuk udara hingga 90° dengan celah untuk flens balik dan kotak dangkal tanpa benturan ganda.
Itu saja.
Tapi inilah perubahan sudut pandangnya: kamu tidak membelinya karena katalog mengatakan alat itu serbaguna. Kamu membelinya karena campuran bahanmu dan rentang kerja mesinmu menunjukkan alat itu stabil pada ton per meter tertentu dan kedalaman penetrasi tertentu.
Kamu tidak lagi bertanya, “V apa yang biasanya kita gunakan untuk 3 mm?”
Kamu bertanya, “Dengan paduan ini, jari-jari ini, dan kurva defleksi mesin press saya yang terbukti, geometri mana yang menjaga saya tetap dalam ±0,25° tanpa pukulan kedua?”
Mulailah dengan fisika material. Konfirmasikan batas mesin di bawah beban. Lalu biarkan geometri muncul dari dua kebenaran itu.
Dan jika pekerjaan besok adalah 4 mm 304 dengan jari-jari dalam 1× ketebalan sepanjang 2,5 m, apakah kamu benar-benar ingin mengetahui batasmu dengan mendengarkan rangka berderit?


















