

Alle 23:47 stai fissando un annuncio che dice “Accessorio Pressa Piegatrice Idraulica a Dita”. Le foto mostrano una piegatrice di base con punzone e matrice diritti. Nessuna dita rimovibile. Nessuno spazio. Solo una barra d’acciaio pesante che attraversa tutto.
Ingrandisci come se magari le dita si nascondessero.
Non lo sono.
Quella confusione, proprio lì, è il punto in cui i progetti in garage iniziano a perdere soldi.
Dura verità: stai cercando una categoria di macchine che non esiste, e quella incomprensione è il motivo per cui il tuo progetto di contenitore continua a bloccarsi prima che la prima scatola pulita esca dal banco.
Una volta fabbricavo condotti per lavoro. Quando sono passato ai progetti automobilistici nei fine settimana, pensavo di poter “potenziare” la mia piccola piegatrice manuale a cassetta e ganasce aggiungendole forza idraulica. Mi immaginavo un mostriciattolo compatto—dita rimovibili sopra, martinetto idraulico sotto, calcia un pedale e piega lamiera 16 gauge come una scatola per pizza. Sembra efficiente. Tranne che l’industria non produce una cosa del genere per un motivo.
Perché il problema che stai cercando di risolvere non è la forza.
È lo spazio.
E finché non separi i due concetti nella tua testa, continuerai a cercare un unicorno.

Una piegatrice è costruita attorno a un punzone dritto e una matrice dritta. Gli utensili corrono per tutta la larghezza. È questo il punto: spinge il metallo in una V con tonnellaggio controllato. Ottima per staffe, canali, pieghe lunghe.
Una piegatrice a cassetta e ganasce—quella che la gente chiama “piegatrice a dita”—ha dita rimovibili sulla barra di serraggio. Ne estrai alcune, lasci degli spazi, e improvvisamente puoi piegare i lati di una scatola senza schiacciare le pareti già formate. È come piegare una scatola per pizza: ti servono piccole linguette e spazio libero, non solo pressione.
Sono due filosofie di progettazione completamente diverse.
Quando digiti “kit piegatrice a dita idraulica”, stai fondendo i nomi come se fossero pacchetti optional dello stesso camion. Non lo sono. Una risolve un problema di potenza con l’idraulica. L’altra risolve un problema di geometria con dita rimovibili e spazio aperto.
I produttori non ignorano l’ibrido perché sono pigri. Lo evitano perché, una volta che fissi un setup di pressa idraulica dritta, perdi l’accesso aperto che rende utili le dita.
Quindi cosa succede quando ignori questo e provi a imitarlo in garage?
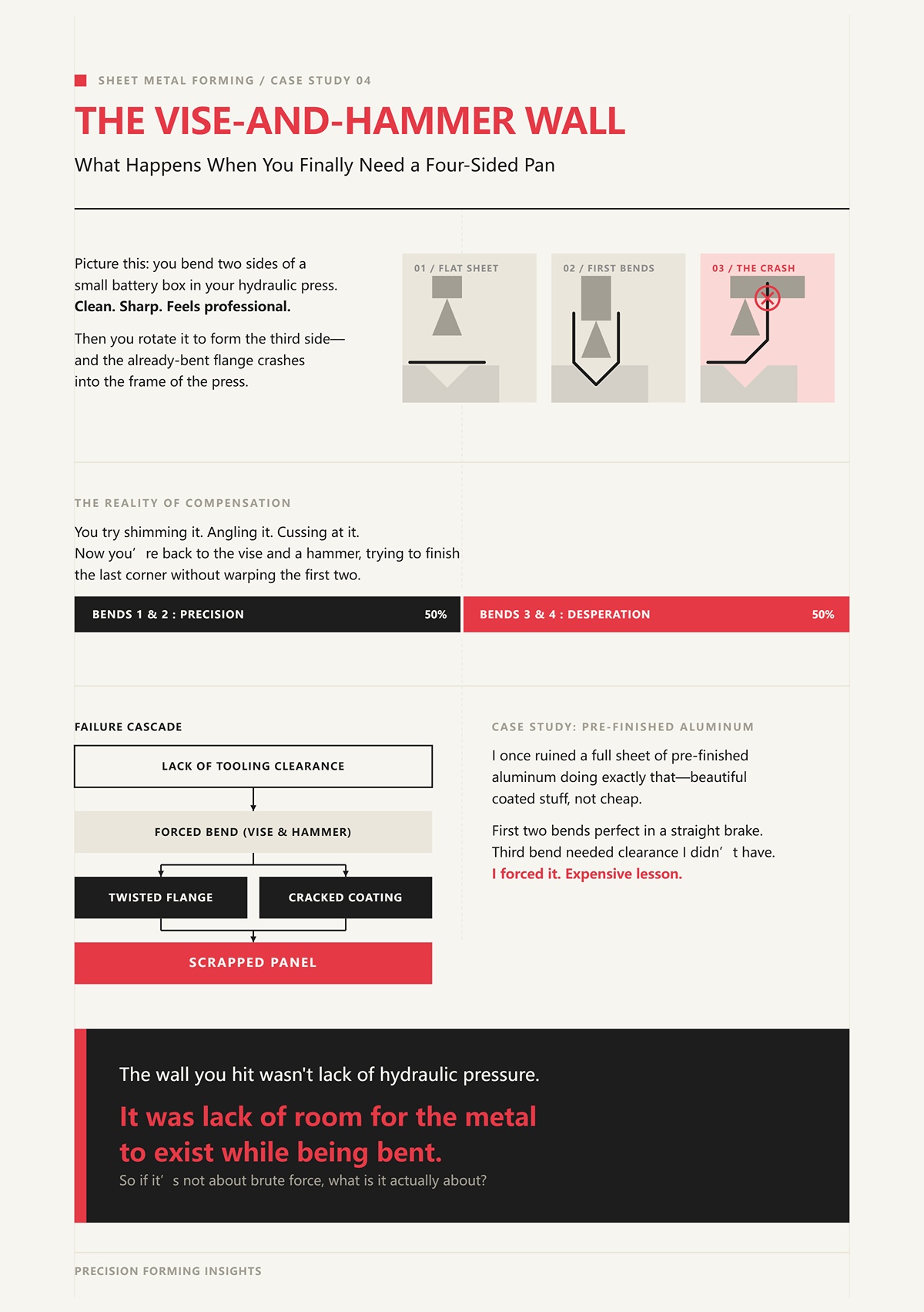
Immagina questo: pieghi due lati di una piccola scatola per batterie nella tua pressa idraulica. Pulito. Netto. Sembra professionale. Poi la ruoti per formare il terzo lato—e la flangia già piegata si scontra con la struttura della pressa.
Provi a spessorarla. Ad angolarla. A imprecare contro di lei.
Ora sei tornato alla morsa e al martello, cercando di finire l’ultimo angolo senza deformare i primi due. Non è precisione. È disperazione.
Una volta ho rovinato un intero foglio di alluminio pre-finitura facendo esattamente questo—materiale bello e rivestito, non economico. Prime due pieghe perfette in una piegatrice dritta. La terza piega richiedeva spazio libero che non avevo. L’ho forzata. La flangia si è attorcigliata, il rivestimento si è crepato, intero pannello scartato. Lezione costosa.
Il muro contro cui ti sei scontrato non era la mancanza di pressione idraulica.
Era la mancanza di spazio perché il metallo potesse esistere mentre veniva piegato.
Quindi, se non si tratta di forza bruta, di cosa si tratta effettivamente?
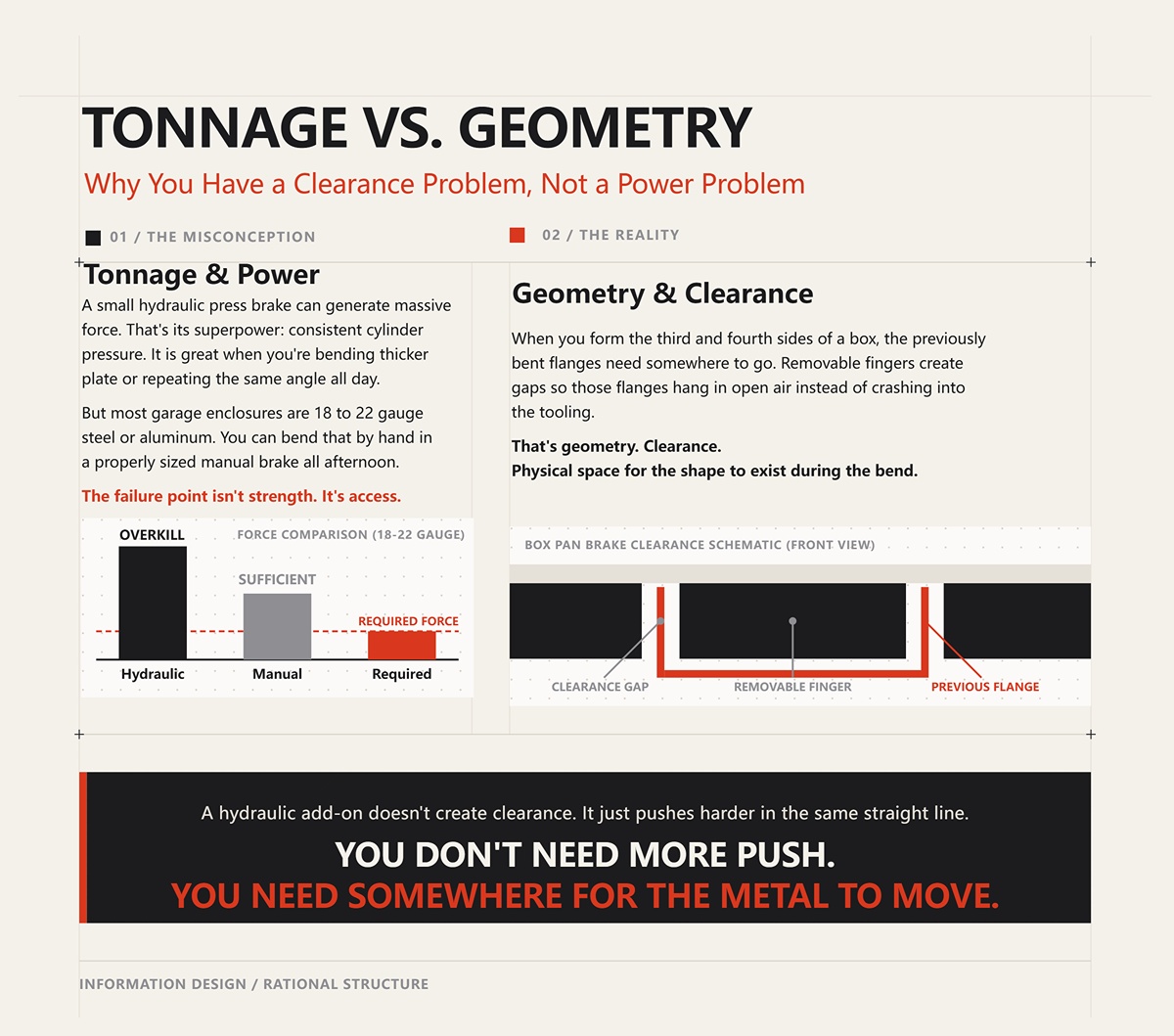
Una piccola pressa piegatrice idraulica può generare più forza di quanto possano mai fare le tue braccia. È il suo superpotere: pressione cilindrica costante. Ottima quando pieghi lastre più spesse o ripeti lo stesso angolo per tutto il giorno.
Ma la maggior parte degli involucri da garage è in acciaio o alluminio calibro 18-22. Puoi piegarli a mano in una piegatrice manuale della giusta dimensione per tutto il pomeriggio. Il punto di cedimento non è la resistenza. È l’accesso.
Quando formi il terzo e il quarto lato di una scatola, le flange piegate in precedenza hanno bisogno di un posto dove andare. Le dita rimovibili creano spazi vuoti in modo che quelle flange restino sospese nell’aria invece di urtare contro l’attrezzatura. Questa è geometria. Spazio libero. Spazio fisico affinché la forma possa esistere durante la piega.
Un componente idraulico aggiuntivo non crea spazio libero. Si limita a spingere più forte sulla stessa linea retta.
Non ti serve più spinta.
Ti serve un posto dove il metallo possa muoversi.
Hai una scatola per batterie semiformata sul banco. Due lati alzati, angoli netti. La infili in una piegatrice lineare per formare la terza parete—e la prima flangia sbatte contro la barra di serraggio. Non c’è fisicamente spazio per essa mentre cerchi di effettuare la piega successiva.
Quella è la trappola della geometria.
Questa sezione stabilisce che il punto di cedimento nella fabbricazione di scatole in garage è la geometria e l’accesso, non la mancanza di potenza idraulica. Quindi la vera domanda non è “Come posso spingere più forte?” bensì “Come posso dare al metallo un posto dove andare?”
Le dita rimovibili rispondono a questo nel modo più banale e meccanico possibile: tolgono l’acciaio di mezzo.
Togli due dita dal centro di una piegatrice box-and-pan e crei uno spazio vuoto. Quello spazio è vuoto. Quando ruoti la lamella per piegare il terzo lato, le pareti già formate scendono in quello spazio invece di urtare l’attrezzatura. È la differenza tra piegare una scatola per pizza lungo le sue linee di piega e cercare di schiacciarla piatta con un mattone.
Una macchina crea spazio per la forma.
L’altra applica solo forza su una linea retta.
Quindi, quale meccanismo di piegatura ti perdona davvero quando le tue misurazioni non sono perfette?
Immagina di aver tagliato un pannello profondo 6 pollici invece di 5-7/8 perché hai letto male il metro. Su una piegatrice a lamella—lo stile con grembiule incernierato utilizzato nelle macchine box-and-pan—blocchi la lamiera lungo un bordo dritto e ruoti la lamella verso l’alto. La linea di piega è definita da dove la blocchi. Se sei fuori di poco, sblocchi, sposti di un millimetro e ripieghi. Il metallo non è intrappolato all’interno di una cavità dello stampo.
Un punzone a V in una pressa piegatrice funziona in modo diverso. Il punzone spinge la lamiera in un’apertura a forma di V. L’angolo di piega dipende dalla profondità del punzone, dalla larghezza della matrice e dallo spessore del materiale. Piccoli errori di calcolo si sommano. Se la tua flangia è già sollevata e colpisce la spalla della matrice, il lavoro è finito. Non esiste un “spingi e riprova” perché il pezzo è bloccato dagli utensili.
Dura verità: i principianti non hanno problemi con le tabelle di tonnellaggio, ma con lo spostamento del layout, gli errori di kerf e le interferenze delle flange.
La piegatura a foglia è fisicamente più tollerante perché la lamiera è sostenuta lungo una barra di serraggio piatta e ruotata nell’aria. Non c’è una spalla inferiore della matrice pronta a graffiare la superficie finita. Questo è importante quando si lavora con acciaio preverniciato o alluminio morbido.
Una volta ho provato a formare un piccolo alloggiamento ECU nella pressa idraulica di un amico con un set di matrici a V standard. Prima piega pulita. Seconda piega ok. Terza piega? La prima flangia è risalita lungo la spalla della matrice e ha lasciato un solco brillante e lucido proprio sulla faccia visibile. Quella lamiera non era economica. Ancora una volta nel mucchio degli scarti. La pressa aveva tutta la potenza del mondo, ma nessuna tolleranza per la mia geometria.
Ora chiediti: se la piegatura a foglia è più tollerante nella configurazione, cosa fanno esattamente quelle dita rimovibili che una piegatrice dritta non riesce comunque a fare?
Prendiamo una piegatrice dritta. Una barra di serraggio solida lungo tutta la larghezza. Nessuna dito rimovibile. Prova a formare una scatola di 6x4x3 pollici con quattro lati.
Pieghi il primo lato. Bene.
Secondo lato. Va bene.
Ruoti per il terzo lato—e le prime due flange bloccano la superficie di serraggio. La barra non può chiudersi perché le pareti verticali sono d’intralcio. Non puoi fisicamente serrare di nuovo il pezzo in piano.
Non si tratta di precisione dell’angolo. Si tratta di collisione.
Le dita segmentate risolvono questo problema trasformando la barra di serraggio in “denti” regolabili. Rimuovi i denti centrali dove le pareti della scatola devono passare. Ora, quando serri per la terza piega, le pareti verticali scendono tra le dita nell’aria aperta. La piegatrice continua a serrare lungo i segmenti rimanenti e la foglia continua a ruotare senza ostacoli.
È una libertà modulare.
Ma qui è dove i principianti si fanno illusioni: le piegatrici a dita sono flessibili per forme personalizzate, sì—ma non sono magiche. Faticano con orli complessi a più angoli o con la ripetibilità nella produzione. Una pressa piegatrice con l’utensileria adeguata supererà una piegatrice a dita tutto il giorno in un’officina che fa 600 pieghe all’ora. È realtà. In produzione, la ripetibilità del fondo in una matrice a V è vincente.
Ma tu non stai gestendo una cella di produzione in un garage per due auto.
Stai realizzando un vassoio per batterie, due scatole per relè, magari un convogliatore per ventole. Lotti variabili. Pezzi unici. Dimensioni diverse ogni fine settimana. In quell’ambiente, l’accessibilità geometrica è più importante della ripetibilità industriale.
Il che ci riporta alla scusa che sento ogni mese: “Sì, ma l’idraulica renderebbe tutto più facile.”
Davvero?
Mettiti davanti a una piegatrice manuale box-and-pan da 30 pollici, classificata per acciaio calibro 18. Blocca una striscia di calibro 20. Afferra la maniglia della foglia. Applichi forse da 40 a 60 libbre di forza sulla maniglia, moltiplicate dalla lunghezza della leva. La geometria del perno converte tutto questo in centinaia di libbre lungo la linea di piega.
Questo è già più di quanto richieda il materiale.
Ma la maggior parte delle chiusure per garage sono in acciaio o alluminio da 18 a 22 gauge. Sei ben lontano dal limite di formatura del materiale con una piegatrice manuale di dimensioni adeguate. I perni della cerniera, la pressione di serraggio e la rigidità delle dita contano più che aggiungere un cilindro idraulico.
L’idraulica dà il meglio quando si piegano aerea lamiere spesse o si vogliono angoli identici su decine di pezzi. Risolve la questione della costanza sotto carico.
Non crea spazio tra flange già piegate.
Una volta pensavo che aggiungere un cric idraulico a una piccola piegatrice mi avrebbe permesso di “aggiornarmi” a lavorazioni più pesanti. Tutto ciò che ha fatto è stato flettere la struttura e incurvare leggermente la barra di serraggio perché la costruzione non era progettata per quel carico puntuale. Le pieghe non erano più nette. Erano irregolari. Il metallo non aveva bisogno di più forza. La macchina aveva bisogno di una geometria più intelligente.
La dura verità: aggiungere l’idraulica al lavoro su lamiere sottili per involucri è come portare un mazzapicchio per piegare una scatola per pizza. Ti sentirai potente. Non risolverai il vero vincolo.
Quindi, se le dita rimovibili risolvono il problema delle collisioni e la leva manuale copre già il fabbisogno di forza, cosa dovresti effettivamente acquistare invece di quel mitico ibrido?
Sei in corsia utensili fissando due cartellini del prezzo.
Uno è una piegatrice da banco da 30 pollici per scatole e coperchi, con dita segmentate, classificata per acciaio dolce da 18 gauge. La scheda tecnica elenca: dita rimovibili di varie larghezze, piega massima a 90 gradi, viti di regolazione della lama, perni di cerniera sostituibili.
L’altra è una pressa da officina ad A-frame da 20 tonnellate con un “accessorio per piegatura” — essenzialmente una matrice a V e un punzone che si imbullonano tra i montanti verticali.
Entrambe dichiarano di piegare il metallo. Solo una ti permetterà di completare un involucro a quattro lati senza imprecare.
Quando scrivi “kit piegatrice a dita,” stai unendo i nomi come se fossero pacchetti optional della stessa macchina. Non lo sono. Una è costruita intorno a spazio libero e geometria. L’altra è costruita intorno alla forza verticale. Se stai costruendo scatole per batterie, contenitori per relè, pannelli cruscotto — lamiera sottile, quattro pieghe, talvolta un bordo ripiegato — hai bisogno di accessibilità tra le pareti più che di tonnellaggio.
Quindi cosa dovresti effettivamente cercare?
Per lavori su involucri in acciaio o alluminio da 18–22 gauge, la lista corta è semplice: dita segmentate di varie larghezze, almeno 30 pollici di larghezza utile, una valutazione realistica per acciaio da 18 gauge (non “massimo 20 gauge”), fermi regolabili sulla lama per angoli ripetibili e una barra di serraggio che resti dritta sotto pressione. Tutto il resto è rumore.
Perché l’accessorio per pressa non è in quella lista?
Immagina l’interno di una tipica pressa da officina da 20 tonnellate. Due montanti verticali. Un piano che si può fissare a diverse altezze. Un cric idraulico che spinge verso il basso.
Ora imbullona un set di matrici a V.
Hai appena creato un canyon stretto tra colonne d’acciaio. Il tuo foglio deve scivolare dentro dal davanti, posizionarsi centrato sotto il pistone e piegarsi verso il basso in un’apertura a V fissa. Va bene per una staffa piatta. È un incubo per una scatola a metà formata.
Piega un lato di un pannello da 6×6 di 90 gradi verso l’alto. Ora prova a ruotare il pezzo per la seconda piega. Quella prima flangia si alza e si scontra immediatamente con il montante della pressa prima ancora che la linea di piega raggiunga la linea centrale della matrice. La macchina ti blocca fisicamente.
Questo non è teorico. Un artigiano domestico su un forum di macchinisti possiede sia una pressa piegatrice idromeccanica da 17 tonnellate che una pneumatica da 35 tonnellate — attrezzatura seria — e tuttavia mantiene una piegatrice a dita da 4 piedi per il suo lavoro con lamiera di 18 gauge. Non perché la pressa manchi di forza. Perché la pressa manca di accesso una volta che i pezzi iniziano a ergersi.
Dura verità: un accessorio a telaio ad A ti dà più forza di quanta te ne serva e meno accesso di quanto tu possa permetterti.
E la forza è un’esagerazione assurda per ciò che stai facendo. Una pressa da 20 tonnellate equivale a 40.000 libbre di forza. Piegare acciaio dolce da 20 gauge su 24 pollici richiede solo una frazione di ciò, specialmente nella piegatura in aria. Ma la pressa non dosa “giusto quanto basta” in modo intuitivo. Controlli la profondità con una manovella a cricca, osservando l’angolo a occhio, compensando manualmente il ritorno elastico. Non c’è arresto a foglia. Nessuna ampia superficie di serraggio che distribuisca la pressione come piegare una scatola di pizza lungo un bordo diritto. È un sistema a punto fisso che forza la lamiera dentro una V.
Una volta ho provato a realizzare piccole staffe a U in alluminio pre-finitura con una pressa da 12 tonnellate e un kit piegatrice avvitato. Il primo pezzo è uscito bene. Sul secondo ho sbagliato la profondità di un soffio. Il punzone è andato in fondo più forte del previsto e ha lasciato una leggera piega al di là del raggio. Non catastrofico. Solo brutto. Quella lamiera era costosa. Ho scartato l’intero lotto perché ogni pezzo aveva un angolo e un segno leggermente diversi. La potenza non era il problema. Il controllo e il supporto sì.
Puoi assolutamente piegare il metallo con una pressa da officina. La domanda è: puoi piegare un contenitore a quattro lati in modo pulito, ripetibile, senza combattere la struttura della macchina?
Posiziona una piegatrice a segmenti da 30 pollici sul banco. Allenta la barra di serraggio. Rimuovi due dita centrali. Lascia uno spazio di 6 pollici tra i segmenti. Stringi il pannello in modo che le future pareti laterali pendano in quello spazio.
Ora ruota la leva.
Le prime due pareti scendono tra le dita mentre il terzo lato si solleva. Nulla collide. La pressione di serraggio è distribuita lungo le dita rimanenti, quindi la linea di piega resta diritta. Non stai spingendo la lamiera in una cavità; la stai ruotando in aria libera.
Questo è tutto il segreto.
Le dita rimovibili sono generalmente disponibili in segmenti da 1 pollice, 2 pollici, 3 pollici e più lunghi. Questa combinazione conta più della tonnellata dichiarata nel marketing. Ti permette di “programmare” spazi fisici dove le flange devono passare. Se il tuo contenitore ha una parete sfalsata o a gradino, puoi riordinare i denti. Senza dita rimovibili torni alla matematica delle collisioni.
E la precisione? Vedrai affermazioni secondo cui le presse piegatrici idrauliche o elettriche possono mantenere tolleranze al livello dei micron. Vero — nelle macchine CNC di produzione. Ma qui stiamo parlando di contenitori costruiti a mano in garage. L’errore del tuo metro a nastro è più grande della differenza tra la ripetibilità di un pistone idraulico e un arresto manuale a foglia. La specifica che conta in una piegatrice manuale non è la precisione al micron; è se la barra di serraggio resta diritta sotto carico e se i perni delle cerniere sono abbastanza stretti da evitare la torsione su 30 pollici.
Dura verità: per lavori su lamiere leggere, la rigidità batte sempre la pura potenza.
La capacità di spessore è il tuo limite di confine. Se la piegatrice è onestamente valutata per acciaio dolce da 18 gauge su tutta la larghezza, riderà di fronte al 20 o 22 gauge. Se prevedi regolarmente di piegare acciaio da 14 gauge, entri nel territorio delle presse piegatrici. Ma la maggior parte dei contenitori da garage è in acciaio o alluminio da 18 a 22 gauge. È chiaramente il campo d’azione di una piegatrice manuale a segmenti. Non comprare capacità che non userai sacrificando la geometria delle dita di cui hai davvero bisogno.
Anni fa, prima di capire meglio, risparmiai su una piegatrice diritta senza segmentazione perché aveva una valutazione leggermente superiore di spessore. Provai a realizzare un vassoio elettronico a quattro lati. La terza piega fu bloccata dalla barra di serraggio solida. Forzai, pensando di poter ingannare lo spazio di manovra. Tutto ciò che feci fu deformare la seconda flangia e increspare la linea di piega. La lamiera si piegò male proprio all’angolo. Scarto. Risparmiai soldi sull’attrezzo e li sprecai in metallo rovinato.
La piegatrice da banco a dita costa di più all’inizio rispetto a un semplice accessorio per pressa. Ma ti offre accesso ripetibile a forme tridimensionali — che è l’intero scopo della fabbricazione di contenitori.
Analizziamo due flussi di lavoro reali.
Con una pressa da officina: tirala fuori, blocca l’altezza del piano, installa la matrice, centra il punzone, prova la corsa su un pezzo di scarto, regola l’angolo, poi inizia ad alimentare i pezzi uno alla volta. Ogni piega significa allineare la linea di piega sotto una punta di punzone stretta. Se il tuo pezzo sviluppa pareti, stai inclinando e spessorando intorno ai montanti.
Con una piegatrice da banco a dita: allenta due manopole, riordina le dita, blocca, tira la lamiera fino all’arresto preimpostato. Ruota il pezzo. Blocca di nuovo. Tira ancora.
Niente perni del banco. Niente sostituzione di matrici. Niente lotta con le colonne.
Per una singola staffa, la differenza di tempo è minima. Per un contenitore unico con quattro lati e magari un risvolto, l’attrito dovuto alla configurazione della pressa si accumula. E ogni passaggio extra di configurazione è un’altra occasione per disallineare e rovinare la superficie finita.
Dura verità: la comodità non è pigrizia — è riduzione degli errori.
Una volta provai a produrre in serie piccole scatole per interruttori su una pressa perché pensavo che il pistone idraulico la rendesse più “professionale”. Al terzo pezzo, controllavo di nuovo l’allineamento a ogni piega perché non mi fidavo del mio centraggio visivo. Gli angoli variavano di un paio di gradi. Niente di catastrofico. Solo abbastanza da far sì che i coperchi non si chiudessero perfettamente senza qualche regolazione. Scartai due pezzi inseguendo una coerenza che un arresto a foglia mi avrebbe dato automaticamente.
La forza bruta sembra seria. Un kit manuale dedicato sembra semplice. Ma è proprio la semplicità che protegge i principianti dal trasformare piccoli errori in costosi scarti.
Ecco dunque il limite che non possiamo evitare: cosa succede quando hai davvero bisogno di materiale più spesso di 18 gauge — e questo cambia la raccomandazione?
Blocchi una striscia da 30 pollici di vero acciaio dolce da 16 gauge in una leggera piegatrice da banco a dita. Ti appoggi sulla foglia. Si muove, ma la linea di piega al centro rimane indietro rispetto alle estremità. Allora spingi più forte. I perni della cerniera si lamentano. La barra di serraggio si solleva leggermente al centro. Quando la rilasci, l’acciaio è piegato — ma non in modo uniforme. La macchina ha subito una deformazione che ancora non puoi vedere.
È in quel momento che i principianti pensano: “Avrei dovuto comprare un impianto idraulico.”
Dura verità: a volte dovresti. Ma non così spesso come pensi.
Il muro fisico di una piegatrice manuale a dita non è qualcosa di mistico. Sono leve e flessione di travi. La foglia è una lunga leva. La barra di serraggio e il telaio sono travi. Man mano che aumentano lo spessore e la lunghezza di piega, il momento flettente richiesto cresce rapidamente. Se il telaio della macchina si deforma prima del foglio, non pieghi l’acciaio — pieghi la piegatrice. E una volta che una piegatrice si è deformata, non torna mai veramente squadrata.
Dove si trova esattamente quel limite?
Immagina due lavori.
Lavoro uno: acciaio dolce da 16 gauge, largo 4 pollici. Lavoro due: acciaio dolce da 20 gauge, largo 30 pollici.
La maggior parte dei principianti pensa che il primo lavoro sia più difficile perché il metallo è più spesso. In pratica, il secondo può sollecitare di più una piccola piegatrice perché il carico è distribuito su tutta la larghezza. La forza di piegatura cresce con lo spessore, sì — ma cresce anche con la lunghezza di piega. Raddoppiando la lunghezza, raddoppi la forza totale che cerca di sollevare la barra di serraggio.
Un produttore potrebbe affermare che una piegatrice a dita per impieghi pesanti può gestire fino a circa 4 mm di acciaio dolce su tutta la larghezza. Questo è territorio industriale. Il tuo kit d’importazione $200 non è quella macchina. Ha piastre laterali più sottili, perni di cerniera più piccoli e una trave di serraggio che si comporta come un righello leggermente flessibile. Sotto carico, il centro tende a sollevarsi.
Ho imparato quella lezione su una piegatrice da 24 pollici che avevo comprato usata. Ho provato a piegare un lungo vassoio per batterie da una lamiera più spessa di quanto meritasse. Le estremità raggiungevano i 90 gradi. Il centro si fermava forse a 82. Ho spinto di più. Il vassoio si è piegato. Anche la piegatrice. Da allora, persino le pieghe di acciaio da 20 gauge avevano una leggera curvatura al centro. Non avevo superato il limite del metallo. Avevo superato la rigidità della macchina.
Questa è la vera variabile: non solo lo spessore, ma lo spessore moltiplicato per la lunghezza. Il che significa che la tua affermazione “mi serve solo il 16 gauge occasionalmente” ha bisogno di un secondo numero dopo — quanto largo?
Restiamo concreti.
Un tipico finger brake da banco da 30 pollici, modello $200, pesa forse tra 70 e 90 libbre. Piastre laterali sottili. Piccole aste di snodo. La barra di serraggio è spesso una semplice sezione rettangolare. Funziona bene per lamiere da 18–22 gauge su tutta la larghezza.
Passando a una macchina $600–$800 con la stessa larghezza, noterai immediatamente tre cose: telai laterali più spessi, perni di cerniera più grandi e una trave di serraggio più profonda. Più massa dove si concentra la sollecitazione di piegatura. Quella massa non è decorativa: è resistenza alla deformazione elastica.
Quando affronti una vera lamiera da 16 gauge (circa 1,5 mm) su 24–30 pollici, il freno economico flette a sufficienza da far variare l’angolo di piega lungo la lunghezza. Il freno più pesante rimane entro i limiti elastici, quindi quando rilasci la leva ritorna dritto invece di restare leggermente arcuato.
Dura verità: il 16‑gauge è la linea di confine in cui la qualità costruttiva smette di essere estetica e diventa strutturale.
Ecco il punto che i principianti spesso ignorano. Anche gli accessori per pressa piegatrice idraulica da 20 tonnellate per officine incontrano lo stesso problema di rigidità. Chi cerca di piegare piastre da 1/4 di pollice su 6 pollici finisce per rinforzare il telaio della pressa con montanti da 4×4 perché i montanti si aprono. Il pistone ha la forza. Il telaio non ha la rigidità. La potenza senza rigidità sposta solo la deformazione altrove.
Quindi, se la tua reale necessità è piegare spesso e a piena larghezza lamiere da 14 o 16 gauge, sì — l’idraulica comincia ad avere senso. Ma solo se il telaio che sostiene quel pistone è costruito per resistere all’apertura. Altrimenti hai semplicemente sostituito un punto di flessione con un altro.
Il che porta a un altro problema che i metalli più spessi introducono.
Piega una striscia di acciaio dolce da 16‑gauge a 90 gradi. Rilascia. Si rilassa di qualche grado. È il ritorno elastico — il recupero elastico dopo la rimozione della forza.
Ora sostituisci quella lamiera con acciaio inox dello stesso spessore. Stessa piega. Stesso angolo obiettivo. Rilascia, e potresti notare un ritorno elastico più marcato perché l’inox ha un limite di snervamento più alto. Alluminio? Meno forza per piegare, ma può incrinarsi se il raggio di piega è troppo stretto.
Su un finger brake manuale, compensi piegando leggermente di più. Impari a conoscere la tua macchina. Magari piegare a 92 gradi sulla leva ti dà un vero 90 con l’acciaio dolce. È memoria muscolare.
Le presse piegatrici idrauliche contrastano questo con una profondità controllata del pistone. Le macchine industriali regolano persino in tempo reale. Questa è vera precisione. Se esegui produzioni ripetitive in leghe diverse, quel controllo fa la differenza.
Ma in un garage dove si costruiscono involucri, di solito lavori con un solo materiale alla volta. Fai le regolazioni con gli scarti e vai avanti. Il problema maggiore con il materiale più spesso non è il ritorno elastico: è se il tuo freno riesce fisicamente a piegare abbastanza senza che il telaio si torca.
Una volta ho provato a piegare dita in inox più spesso per un pannello personalizzato perché “è solo un pezzo”. Ho tirato di più per contrastare il ritorno elastico. L’inox ha riso. Le dita del freno hanno lasciato lievi segni di pressione irregolare perché la trave di serraggio si sollevava al centro. Lamiera costosa. Finitura rovinata. Il problema non era la precisione dell’angolo, ma la rigidità del serraggio sotto carico maggiore.
Quindi sì, l’idraulica vince in termini di forza calcolabile e ripetibilità su leghe spesse e ad alta resistenza. Ma questo è un argomento da produzione, non necessariamente da costruzione di involucri.
E anche se il tuo freno è sufficientemente rigido, c’è ancora un altro problema nascosto nei piegamenti lunghi.
Immagina di stringere un lungo morsetto a C su una tavola. Le estremità mordono per prime. Il centro impiega di più a serrarsi. Un freno lungo si comporta allo stesso modo.
Sotto carico, la barra di serraggio e la leva si flettono leggermente al centro. Il risultato? Il centro di una piega da 30 pollici risulta più aperto di uno o due gradi. Questo è l’effetto di “coronatura” — l’opposto di ciò che desideri.
Le presse piegatrici industriali risolvono questo problema con sistemi di bombatura regolabili che precaricano intenzionalmente il banco affinché si appiattisca sotto sforzo. I tuoi utensili da garage non hanno questa caratteristica. Ma puoi barare con la fisica.
Su una piegatrice manuale a dita, puoi inserire uno spessore al centro sotto la barra di serraggio con lamierino sottile per precaricarla. Oppure puoi piegare leggermente oltre i 90 gradi alle estremità e dividere la differenza. Su piegature corte—larghezze tipiche dei supporti—questo fenomeno si nota a malapena. Su lati di contenitori a piena larghezza in lamiera più spessa, invece, si nota eccome.
Dura verità: le piegature lunghe, spesse e a piena larghezza sono quelle in cui le macchine leggere rivelano i loro limiti.
Eccoci al vero punto decisionale. Se pieghi regolarmente lamiera da 14 gauge per 30 pollici per realizzare parti strutturali, sei fuori dal territorio delle piegatrici a dita hobbistiche. È in quel momento che una pressa piegatrice costruita correttamente—o una piegatrice manuale molto pesante—si guadagna lo spazio sul pavimento. Passare a una piattaforma CNC come la pressa piegatrice CN-HAWE ti porta nel vero territorio produttivo, dove la forza controllata, il posizionamento ripetibile del riscontro posteriore e le opzioni di automazione sono progettate per piegature strutturali a piena larghezza piuttosto che per progetti occasionali da officina.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Ma se il tuo lavoro consiste principalmente in contenitori con qualche staffa più spessa larga meno di 6 pollici, non devi abbandonare dita rimovibili e geometria solo per inseguire la tonnellata. Devi abbinare spessore e lunghezza alla rigidità della macchina.
Il che porta alla domanda pratica: come scegli un assetto realistico sub‑$500 che non ti inganni sul 16‑gauge?
Non stai più acquistando potenza. Stai acquistando rigidità.
Se vuoi una piegatrice a dita sub‑$500 che possa sopravvivere occasionalmente al 16‑gauge senza trasformarsi in una banana, ecco cosa conta davvero: peso reale nei telai laterali, perni di cerniera che non si flettono con le dita, una barra di serraggio che appaia profonda e massiccia invece che piatta e delicata, e una capacità nominale che menzioni il 16‑gauge a larghezza parziale, non sull’intero banco. Ignora le affermazioni luccicanti su “compatibilità da 20 tonnellate”. È tutta un’altra storia.
Dura verità: sotto $500, non stai acquistando la capacità di piegare a piena larghezza il 16‑gauge — stai acquistando una macchina che non si deformerà permanentemente quando pieghi staffe da 16‑gauge larghe da 4 a 8 pollici.
Ed è sufficiente per la maggior parte dei contenitori da garage.
Ma la maggior parte dei contenitori da garage sono in acciaio o alluminio da 18 a 22 gauge. I momenti con 16‑gauge di solito riguardano cerniere, linguette di montaggio, supporti batteria — pieghe corte. Quindi la vera domanda diventa: come riconosci la piegatrice che si fletterà elasticamente e tornerà dritta, invece di deformarsi e restare storta?
Parti dai telai laterali. Sono la spina dorsale.
I telai in ghisa possono sembrare grezzi, talvolta persino ruvidi ai bordi, ma sono spessi e resistono allo spanciamento sotto carico. I telai in acciaio saldato possono essere eccellenti — se utilizzano lamiera abbastanza spessa e rinforzi adeguati. Nel mondo economico, però, “acciaio saldato” spesso significa lamiera sottile assemblata per sembrare industriale.
La flessione si nasconde nei montanti.
Immagina di piegare lamiera da 16‑gauge su 10 pollici. La lamella vuole ruotare. La trave di serraggio spinge verso il basso. I telai laterali cercano di allargarsi come le copertine di un libro che stai forzando ad aprirsi. Se quei lati si flettono anche solo di un millimetro, l’angolo di piega varia lungo la lunghezza. Se lo fai abbastanza volte, i fori perno si ovalizzano. A quel punto non hai più flessione. Hai gioco.
Una volta comprai una piegatrice a telaio saldato di occasione che sembrava robusta nelle foto. Alla prima staffa vera da lamiera da 16 gauge, larga forse 6 pollici, sentii che il montante destro cedeva — non molto, solo un sussurro. Al terzo pezzo, la lama non tornava più perfettamente piatta. Il telaio non si era spezzato. Si era deformato. Quella macchina diventò da un giorno all’altro una specialista da 18 gauge.
Il peso è il tuo indicatore rozzo ma utile. Due piegatrici da 30 pollici con la stessa capacità dichiarata — una pesa 85 libbre, l’altra 140. Quella più pesante è quasi sempre la più rigida. La massa è resistenza allo sforzo di flessione. Non è glamour. È fisica.
E no, un modello con assistenza elettrica sotto $500 non risolve magicamente un telaio debole. Un motore può tirare più forte delle tue braccia. Non può rendere più spesse le piastre laterali sottili.
Quindi, una volta scelta la struttura più pesante e rigida che ti puoi permettere, cosa determina davvero se i bordi delle tue scatole usciranno puliti?
L’allineamento è dove i principianti danno la colpa all’attrezzo per la propria impazienza.
Le dita rimovibili sono l’intera ragione per cui esiste una piegatrice a scatola e pannello. Nessuna dita rimovibile, nessun angolo di contenitore. Ma ogni dito deve essere perfettamente a filo con le vicine e perfettamente perpendicolare al bordo di serraggio. Se una è anche solo leggermente più bassa, la lamiera si abbassa lì durante il serraggio. Quando pieghi, quell’avvallamento diventa un’onda.
Pensa a piegare il coperchio di una scatola per pizza. Se il bordo della scatola è irregolare, la linea di piega divaga. Stesso metallo. Stessa forza. Risultato diverso.
I kit economici raramente arrivano già regolati. Prevedi di allentare i bulloni delle dita, far scorrere una striscia di scarto dritta lungo il bordo di serraggio e battere leggermente ogni dito finché l’intera fila non sembri una superficie continua. Poi serra dello scarto e fai una piega di prova. Regola. Ripeti. Questi sono i veri 15 minuti — a volte 30 se sei alle prime armi.
Una volta ho rovinato un pannello di alluminio pre‑finitura perché mi fidavo dell’allineamento di fabbrica. Una dita era appena abbastanza sporgente da lasciare una leggera linea di pressione sulla superficie durante il serraggio. L’angolo di piega era perfetto. La superficie no. Una lezione costosa per aver saltato i test di prova con materiale di scarto.
Ecco il punto che la maggior parte delle persone trascura: sostituire le dita per ottenere una larghezza di scatola diversa richiede pochi minuti. Più veloce che cambiare gli stampi di una pressa piegatrice in molti casi. In un’officina domestica che realizza contenitori unici, la velocità di riconfigurazione supera quasi sempre la forza grezza.
Il che porta a qualcosa a cui nessuno pensa fino alla prima piega impegnativa.
Quando tiri su la lama su un 16 gauge, la piegatrice non spinge solo verso il basso sul metallo. Cerca di sollevarsi dal banco.
Quella forza verso l’alto sorprende la gente.
La trave di serraggio spinge verso il basso sulla lamiera. La lama ruota verso l’alto. Le forze di reazione viaggiano attraverso i perni nei telai laterali e poi nei bulloni di montaggio. Se il tuo banco è un piano leggero in compensato su gambe di 2×4, l’intero insieme può deformarsi all’indietro o persino inclinarsi leggermente durante una piega pesante.
Ho visto persone dare la colpa a “piegatrici deboli” quando il vero colpevole era un banco flessibile che agiva come una molla sotto l’attrezzo.
Una volta montai una piccola piegatrice in ghisa su un banco da lavoro da cantiere con viti tirafondi nel compensato. Alla prima piega seria da 16 gauge, le gambe posteriori si sollevarono quel tanto che bastava per spaventarmi. La piegatrice era a posto. Il banco non era costruito per quel momento di sollevamento. Alla fine ho usato bulloni passanti attraverso un piano rinforzato fissato ai montanti del muro. Problema risolto.
Dura verità: la tua piegatrice è rigida solo quanto ciò a cui è imbullonata.
Usa bulloni passanti di grado 5 o 8. Usa grandi rondelle o piastre di rinforzo sotto il piano del banco. Ancora meglio, fissa il banco alla parete o al pavimento se pensi di lavorare spesso con il 16 gauge. Non stai aggiungendo potenza. Stai eliminando l’ultimo punto di flessione del sistema.
E una volta che il telaio è rigido, le dita sono allineate e il banco non si muove, finalmente vedi cosa può davvero fare una piegatrice manuale ben configurata — e, altrettanto importante, dove sinceramente arriva al limite.
Hai irrigidito il telaio. Hai allineato le dita. Hai fissato il tutto a un banco che non si muove. Quindi, fino a che punto una finger brake sub‑$500 correttamente configurata può davvero andare prima di sbattere contro il muro?
Ecco la risposta chiara: dominerà qualsiasi cosa nella gamma da 18 a 22 gauge a larghezze pratiche, gestirà il 16‑gauge su tratti più corti senza problemi, e inizierà a lamentarsi quando le chiedi il pieno del 16 o qualcosa di più spesso. Non esplode. Non si spezza. Semplicemente si flette quel tanto che basta perché consistenza dell’angolo e sforzo diventino i fattori limitanti.
Questo è il limite reale.
La parte non ovvia è questa: quel limite riguarda la geometria e la distanza, non la forza bruta. Piegare un 16‑gauge su 8 pollici è tutta un’altra cosa rispetto a piegarlo su 30. Stesso spessore. Percorso del carico completamente diverso attraverso il telaio. Una volta che lo vedi, smetti di chiedere “Quante tonnellate?” e inizi a chiedere “Quanto è larga la mia linea di piega?”
Il che significa che l’attrezzo giusto non riguarda ciò che potresti fare una volta. Riguarda ciò che fai più spesso.
Ma la maggior parte degli involucri da garage sono in acciaio o alluminio da 18 a 22 gauge.
Scatole ECU. Pannelli relè. Vasche per batterie. Piccoli involucri di controllo. È lavoro da scatola per pizza — quattro lati rialzati, fondo piatto, angoli liberati da dita rimovibili così che il metallo possa piegarsi senza urtare una ganascia solida. Una piegatrice manuale box‑and‑pan è stata costruita esattamente per quella geometria.
Verità dura: una pressa idraulica non rende più facile la geometria della scatola. Rende solo le pieghe dritte più forti.
Quando digiti “kit di pressa a dita”, stai schiacciando insieme i nomi come se fossero pacchetti di finitura sulla stessa macchina. Risolvono problemi diversi. La finger brake risolve il problema dello spazio — permettendo alle flange già piegate di rimanere sospese mentre formi il lato successivo. Una pressa con matrice a V risolve la forza — spingendo il materiale spesso in un’apertura della matrice.
Se 80% dei tuoi progetti assomigliano a scatole da pizza piegate fatte di 20‑gauge o più sottili, una finger brake manuale non è un compromesso. È la risposta corretta.
Una volta ho cercato di “aggiornare” un semplice lavoro di involucro in 20‑gauge usando la pressa idraulica di un amico con una matrice a V generica perché pensavo che più potenza significasse pieghe più pulite. Ho dimenticato lo spazio per le flange. La seconda piega ha schiacciato la prima flangia contro la spalla della matrice e ha lasciato un graffio brillante proprio sulla superficie. Stesso metallo che avrei potuto piegare perfettamente con una finger brake manuale. Lamiera costosa, graffiata inutilmente.
In condizioni reali, una piegatrice economica da 30 pollici ben regolata farà 20‑gauge a tutta larghezza per tutto il giorno. Farà 18 senza problemi. Farà 16‑gauge su 10–12 pollici per staffe e piccoli vassoi se ci si appoggia e si accetta di essere vicino al suo limite di comfort. Quello che non farà con eleganza è piegare 16 a piena larghezza ancora e ancora come fosse una macchina da produzione.
Se quella descrizione suona come 80% di ciò che costruisci, perché stai cercando tonnellaggio che non userai?
Ora ribalta la situazione.
Se non stai costruendo scatole — solo staffe dritte, linguette, rinforzi — non hai bisogno affatto di dita rimovibili. Nessuna dito rimovibile.
Una piegatrice diritta solida è più rigida lungo il bordo di serraggio perché non ci sono giunzioni tra segmenti. Meno giunzioni. Meno variabili di allineamento. Migliore distribuzione del carico. Per pieghe dritte, quella semplicità è forza.
Ed è qui che i principianti inciampano: le presse piegatrici hanno la loro curva di apprendimento. Scelta della matrice, larghezza della matrice rispetto allo spessore del materiale, compensazione del ritorno elastico, posizionamento posteriore. Puoi assolutamente piegare semplici staffe su una pressa. Ma per materiale sottile, una piegatrice manuale diritta ti dà un feedback tattile che puoi sentire nelle mani. Sai quando il metallo cede. Ti avvicini all’angolo invece di indovinare le tonnellate.
Una volta ho deformato un foglio da 18 gauge cercando di “battere” una piega poco profonda per una staffa in un setup di pressa che aveva una matrice a V troppo ampia. Il metallo è affondato più di quanto mi aspettassi prima di cedere, e ho superato l’angolo in un istante. Su una piegatrice manuale avrei sentito quella transizione.
Se tutto ciò che fai sono semplici staffe in lamiera da 14 a 16 gauge, certo — una pressa piegatrice comincia ad avere più senso. Ma se lavori nel mondo delle lamiere sottili, i dita rimovibili sono una complessità inutile, e la forza idraulica risolve un problema che raramente incontri.
E se il tuo lavoro non fosse così chiaramente diviso?
È qui che vive la decisione da adulti.
Verità difficile: non si garantisce il futuro di un laboratorio domestico comprando una capacità industriale che userai due volte l’anno.
Se la maggior parte del tuo lavoro consiste in involucri sottili, compra la migliore piegatrice manuale a dita e a scatola che il tuo budget ti consenta e impostala correttamente. Lascia che domini il mondo delle lamiere da 18–20 gauge. Accetta che una lamiera a tutta larghezza da 16 sia il suo limite superiore, non il pane quotidiano.
Poi, quando devi piegare lastre da 1/4 di pollice o lunghe tirature di lamiera da 14 gauge, affitta il tempo della pressa o paga un’officina locale per quelle pieghe specifiche. Anche con le moderne presse piegatrici elettriche, più pulite e a bassa manutenzione, costano comunque soldi veri, occupano spazio reale e si ripagano solo quando le alimenti con un lavoro pesante costante.
Una volta ho cercato di giustificare l’acquisto di un impianto idraulico da 20 tonnellate perché avevo due progetti con lamiere da 3/16 di pollice in arrivo. Quando ho calcolato il costo dell’attrezzatura e del rinforzo del pavimento necessario, ho capito che avrei potuto pagare un’officina per piegare quei pezzi per anni prima di raggiungere il pareggio. Ho mantenuto la mia piegatrice manuale. Non me ne sono pentito.
Ecco la prospettiva che voglio che porti avanti: separa la geometria dalla forza nella tua mente.
Piegatrice manuale a dita = risolve la geometria per scatole in lamiera sottile.
Pressa piegatrice = risolve la forza per materiale spesso e per aumentare la produzione.
Quando smetti di confondere questi concetti in un mitico “ibrido pressa piegatrice a dita”, la decisione d’acquisto diventa noiosa nel miglior modo possibile. Guarda i tuoi ultimi dieci progetti. Conta quanti erano scatole tipo pizza sotto i 20 gauge. Se quel numero è otto o più, conosci già la risposta.
E se un giorno quel rapporto si invertirà — se le lamiere pesanti diventeranno la tua normalità — non sarà un problema di aggiornamento.
Sarà un altro laboratorio.


















