

Giurò di aver fatto tutto allo stesso modo.
Stesso programma a 90 gradi. Stesso acciaio inossidabile 304. Stessa punzone e matrice. Ma sul vecchio freno idraulico, i suoi pezzi uscivano con tre gradi di apertura. Premette più forte sul pedale, percorse la corsa più a fondo, cercò di “sentirlo” in posizione.
A pranzo, avevamo una pila di rottami lucidi che sembravano costosi segnalibri.
Quindi, cosa è cambiato?
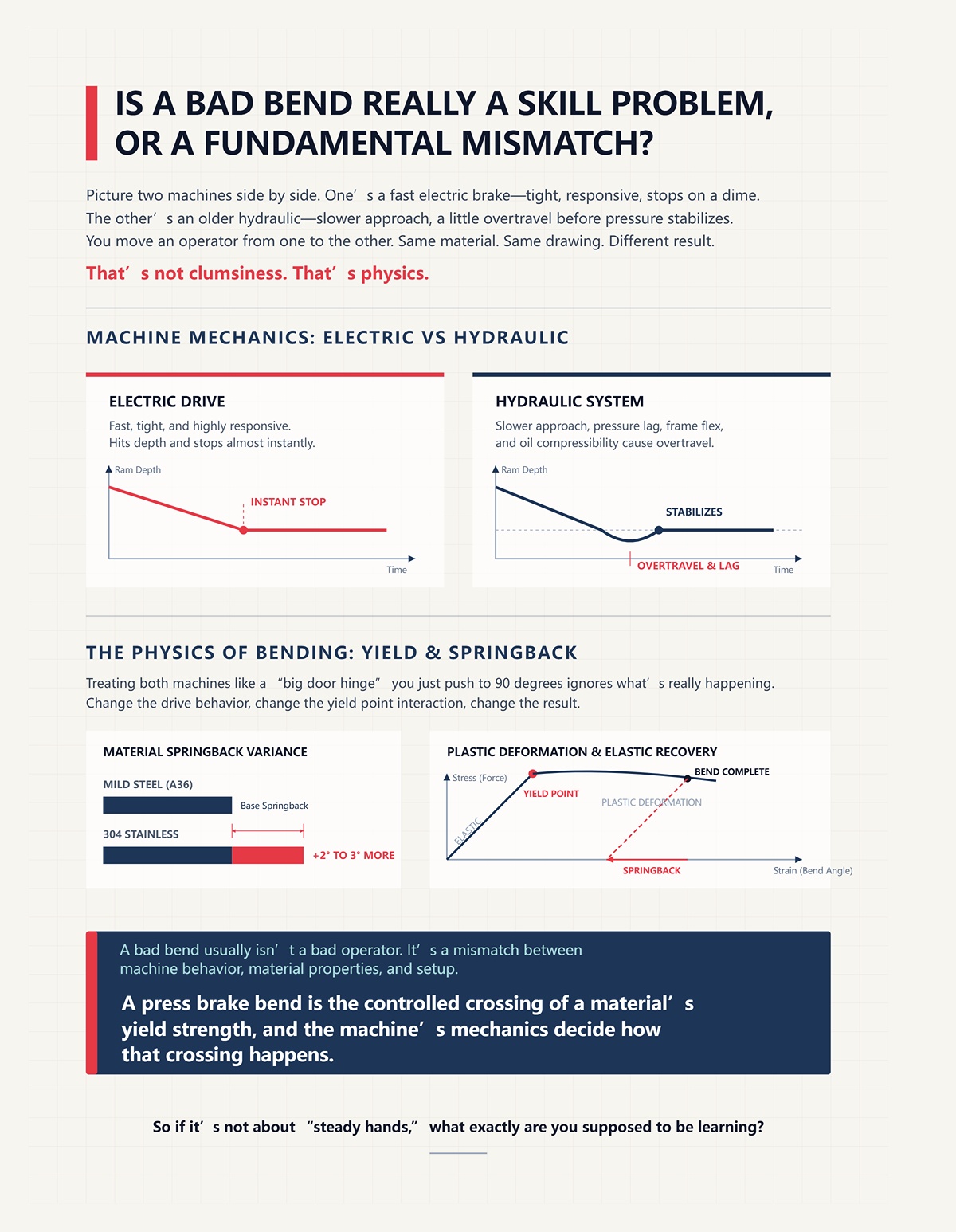
Immagina due macchine affiancate. Una è un freno elettrico veloce—stretto, reattivo, si ferma in un attimo. L'altra è un idraulico più vecchio—approccio più lento, un po' di sovracorsa prima che la pressione si stabilizzi. Sposti un operatore da una all'altra. Stesso materiale. Stesso disegno.
Risultato diverso.
Non è goffaggine. È fisica.
Il motore elettrico raggiunge la profondità e si ferma quasi istantaneamente. Il sistema idraulico costruisce la pressione in modo diverso; c'è un ritardo, flessione nel telaio, compressibilità dell'olio. Quella piccola differenza cambia quanto il materiale realmente cede prima del ritorno elastico. Con l'acciaio inossidabile 304, che torna indietro di 2–3 gradi in più rispetto all'acciaio dolce come l'A36, quel ritardo conta. Molto.
Trattare entrambe le macchine come un “grande cardine della porta” che si spinge semplicemente a 90 gradi ignora ciò che sta realmente accadendo: stai forzando il materiale oltre la sua resistenza alla deformazione affinché si deformi plasticamente, poi prevedi quanto torna elasticamente indietro.
Cambia il comportamento del motore, cambia l'interazione del punto di snervamento, cambia il risultato.
Una piega cattiva di solito non è un cattivo operatore. È un disallineamento tra il comportamento della macchina, le proprietà del materiale e le assunzioni di configurazione. Una piega su un freno piegatore è il superamento controllato della resistenza alla deformazione di un materiale, e la meccanica della macchina decide come avviene quel superamento.
Quindi, se non si tratta di “mani ferme”, cosa dovresti esattamente imparare?
I principianti pensano che imparare a usare un freno piegatore significhi sincronizzare il pedale e allineare i pezzi contro il retro di misura. Come imparare a chiudere la porta di un'auto senza sbatterla.
Questa è la versione per l'asilo.
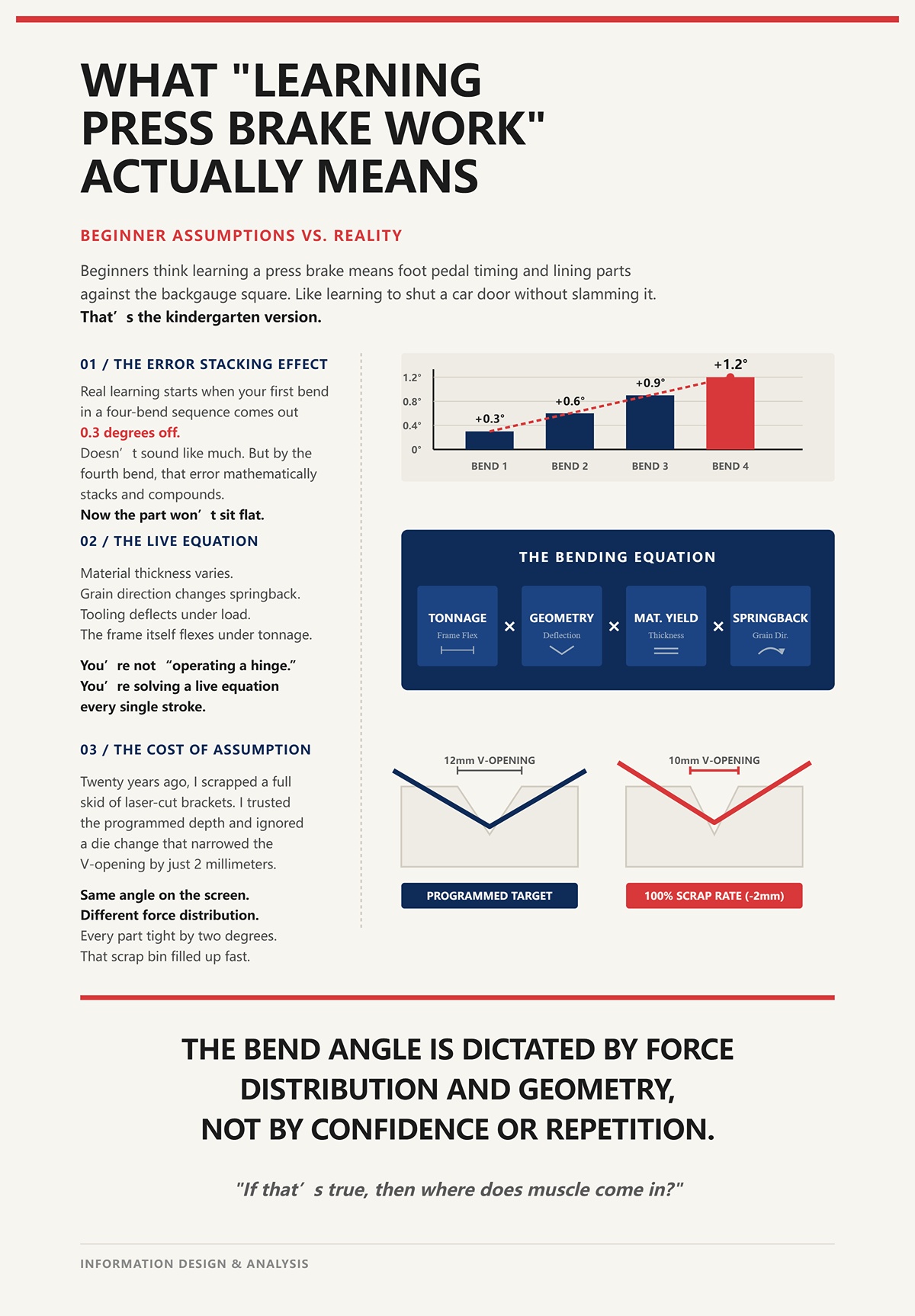
Il vero apprendimento inizia quando la tua prima piega in una sequenza di quattro pieghe esce con uno scarto di 0,3 gradi. Non sembra molto. Ma alla quarta piega, quell'errore si accumula. Ora il pezzo non si appoggia piatto. Anche gli operatori esperti si fermano, ricalcolano la profondità del cilindro, regolano il retro di misura e modificano manualmente il programma.
Perché? Perché il foglio non ha letto il libro di testo.
Lo spessore del materiale varia. La direzione delle fibre cambia il ritorno elastico. Gli attrezzi si deformano sotto carico. Il telaio stesso flette sotto il tonnellaggio. Non stai “operando un cardine.” Stai risolvendo un'equazione in tempo reale ad ogni corsa: tonnellaggio × geometria degli attrezzi × resa del materiale × deflessione della macchina.
Venti anni fa, ho scartato un'intera pedana di supporti tagliati al laser perché mi fidavo della profondità programmata e ignoravo un cambiamento della matrice che riduceva l'apertura a V di 2 millimetri. Stessa angolazione sullo schermo. Distribuzione della forza diversa nel metallo. Ogni pezzo stretto di due gradi. Quel bidone dei rottami si è riempito in fretta, e non era perché il mio piede era scivolato.
Imparare a lavorare con la piegatrice significa apprendere quali variabili muovono il metallo—e quali non si preoccupano di quanto sei esperto. L'angolo di piega è determinato dalla distribuzione della forza e dalla geometria, non dalla fiducia o dalla ripetizione.
Se è vero, allora dove entra in gioco il muscolo?

Ho visto ragazzi nuovi appoggiarsi a un pezzo come se stessero cercando di piegare un piede di porco sul ginocchio. Spalle tese. Mascella serrata. Come se lo sforzo potesse persuadere l'acciaio.
L'acciaio non negozia.
Quando il pistone raggiunge il punto morto inferiore, la macchina ha fornito una tonnellata specifica basata sulla profondità della corsa e sugli attrezzi. Che tu sia costruito come un linebacker o un contabile, il materiale risponde solo alla forza e alla geometria. Le tue mani sono lì per posizionare, non per potenza.
Pensala come una bilancia da bagno. Puoi fissarla con lo sguardo, calpestarla, sussurrare incoraggiamenti—leggerà comunque la forza che applichi realmente. La piegatrice è la stessa cosa. Misura la forza nel materiale. Non misura quanto desideri l'angolo.
In produzioni ad alto volume su una piegatrice manuale, dove tutto rimane invariato—stesso stampo, stesso lotto di materiale, stesso angolo—puoi sembrare un eroe semplicemente ripetendo un'impostazione fissa. Non è la forza bruta a vincere. È la fisica che rimane contenuta in modo da non sorprenderti.
Nel momento in cui cambi spessore, lega, larghezza dello stampo a V o macchina, il muscolo smette di contare. Solo l'impostazione conta. Una piegatrice fornisce forza misurabile attraverso una geometria fissa; la forza umana non può alterare quell'equazione.
Quindi, se non sono le tue mani a decidere la piega, cosa c'è esattamente dentro la macchina che lo fa?
Sei in piedi al controllo, piede sospeso, fissando acciaio dolce da 3 mm su uno stampo a V da 24 mm. Un metro di lunghezza. Sulla carta, quella piega richiede circa 20 tonnellate. Non 10. Non “circa così”. Venti. Raddoppia lo spessore a 6 mm e non raddoppi la tonnellata—la quadruplichi grossomodo.
Quel salto non è atteggiamento. È matematica incorporata nella macchina e nel metallo.
Quando premi il pedale, non stai “piegando l'acciaio”. Stai chiudendo un sistema: pistone che scende, letto che tiene fermo, punzone che spinge nel foglio, stampo che resiste da sotto. Quattro pezzi di acciaio temprato decidono dove va la forza e come si distribuisce. Prima che le tue mani tocchino mai il foglio, la relazione tra il raggio del punzone e l'apertura dello stampo limita già quali angoli siano possibili a una certa profondità.
Quindi, quando chiedi cosa dentro la macchina determina effettivamente la piega, smettila di guardare i tuoi stivali e inizia a guardare quei quattro pezzi.
Perché sono loro a fare il lavoro.
Guarda il pistone su una lunga piega—diciamo 8 piedi di acciaio da 4 mm. Man mano che scende sotto carico, puoi misurare la deflessione al centro. Alcuni millesimi di pollice. Non sembra molto. Ma su lunghezza, significa che il centro vede meno forza rispetto alle estremità a meno che tu non compensi con la curvatura.
Quella è la fisica del telaio.
Il ram è il fascio mobile. Il letto è il fascio fisso. Quando aumenta il tonnellaggio, entrambi si flettono. Le macchine idrauliche costruiscono pressione attraverso l'olio; c'è compressibilità e un leggero ritardo prima che il tonnellaggio si stabilizzi completamente. I motori elettrici raggiungono la posizione più rapidamente e mantengono la presa, ma caricano comunque il telaio allo stesso modo una volta che il tonnellaggio aumenta. Sensazione diversa. Stesso fascio che si piega sotto carico.
Giurò di aver fatto tutto allo stesso modo.
Ma sul freno idraulico più vecchio, i suoi pezzi sono usciti con tre gradi di apertura.
Ciò che è cambiato non era il suo piede. Era il modo in cui il ram forniva e stabilizzava la forza prima che il telaio fosse completamente caricato. Se il ram si ferma in profondità prima che il tonnellaggio si equalizzi attraverso il letto, il materiale non attraversa mai completamente il limite al centro. Si ottiene una variazione attraverso il pezzo.
Una volta ho ignorato i gibs usurati—quelle superfici di guida che mantengono il ram in traiettoria retta. Sotto carico pesante, il ram si è torcato appena abbastanza da sbilanciare un lato. Abbiamo prodotto 200 pezzi prima di controllare l'angolo da lato a lato.
Tutto scarto. Dritto nel bidone.
Il ram e il letto non stanno solo “tenendo” gli utensili. Sono fasci opposti in un sistema di flessione controllato. Se si deflettono, la distribuzione della forza cambia. Se la distribuzione della forza cambia, la linea di snervamento nel metallo si sposta. La forza è reale solo nel punto e nel momento in cui è uniformemente supportata tra il ram e il letto.
E se la forza deve passare attraverso quei fasci, cosa la modella successivamente?
Prendi una matrice a V da 12 mm e sostituiscila con una matrice a V da 16 mm. Stesso punzone. Stesso materiale. Stesso angolo programmato.
Il tuo angolo di piega cambia.
Perché? Perché nella piegatura ad aria, il foglio tocca solo la punta del punzone e le due spalle della matrice. Questo fa sì che l'apertura della matrice sia la base di un triangolo. Il raggio del punzone è l'apice. L'angolo che quel triangolo forma a una certa profondità è geometria, non entusiasmo.
Premi più veloce. Premi più lentamente. Al triangolo non importa.
I principianti pensano che la velocità “scatti” il metallo in posizione. Non è così. La velocità cambia il tempo di ciclo. La geometria stabilisce l'angolo. Con una V più ampia, il materiale affonda più in profondità prima di raggiungere lo stesso angolo incluso. Quella penetrazione più profonda cambia quanto della sezione trasversale diventa plastica rispetto a elastica, il che cambia il ritorno elastico.
Vent'anni fa, ho ristretto una matrice a V di 2 mm senza regolare il programma. Stesso angolo dello schermo. Stessa profondità.
Ogni supporto è uscito stretto di due gradi.
Non erano gremlin. Una matrice più stretta concentra la forza su un intervallo più piccolo, aumentando la penetrazione per la stessa corsa. Maggiore deformazione plastica. Meno ritorno elastico. Risultato diverso. La geometria si è spostata; l'angolo ha seguito.
Pensala come se stessi spaccando legna. Un cuneo più affilato (effetto matrice più stretta) concentra la forza e penetra più in profondità per lo stesso colpo. Un cuneo smussato la distribuisce. Non lo risolvi colpendo più forte. Lo risolvi scegliendo il cuneo giusto.
Nella piegatura ad aria, l'angolo finale è dettato dalla relazione geometrica tra il raggio del punzone e l'apertura della matrice a una specifica profondità di penetrazione.
Quindi, se la geometria sta decidendo l'angolo, perché alcuni ragazzi si vantano di “averlo portato a fondo” come se fosse un vero muscolo?
Imposta due lavori in acciaio dolce da 3 mm.
Lavoro uno: piegatura ad aria a 90 gradi su una matrice a V da 24 mm.
Lavoro due: bottoming in una matrice stretta dove il punzone costringe il foglio a entrare completamente nell'angolo della matrice.
La piegatura ad aria potrebbe richiedere circa 20 tonnellate per metro.
Bottoming? Facilmente tre a cinque volte tanto, a seconda del materiale.
La piegatura ad aria utilizza un contatto a tre punti. Stai formando un arco controllato e lasciando che il ritorno elastico avvenga, poi compensi per esso con la profondità. Il bottoming costringe il materiale a un contatto completo con l'angolo della matrice. Non stai solo superando il limite di snervamento—stai stirando il materiale nella forma. Questo richiede tonnellate serie.
Ecco il colpo di scena: il processo che richiede meno forza bruta—la piegatura ad aria—è quello che utilizza la maggior parte dei lavori di precisione.
Perché? Perché è regolabile. Piccole variazioni di profondità—millesimi di pollice—si traducono in decimi di grado. Stai sintonizzando la penetrazione, non schiacciando il foglio in sottomissione.
Ho visto un ragazzo fare il bottoming di acciaio inossidabile sottile su una piegatrice leggera perché pensava che “più duro equivale a preciso”. Ha sovraccaricato la macchina, ha deformato il telaio e alla fine ha ottenuto angoli incoerenti comunque.
Inoltre, una chiamata di assistenza.
Il bottoming sembra decisivo. La piegatura ad aria appare delicata. Ma la precisione favorisce una penetrazione controllata rispetto alla massima forza. Meno contatto superficiale costringi, meno tonnellate hai bisogno, e più prevedibile diventa la geometria.
Questo ci porta all'istante che conta davvero—il secondo in cui il metallo cede e si snerva.
Rallenta il movimento nella tua testa.
La punta del punzone tocca il foglio. Niente di permanente ancora—quella è deformazione elastica. Il metallo si sta allungando sulla superficie esterna, comprimendo all'interno, ma tornerà indietro se ti fermi.
Vai più a fondo.
A uno stress specifico—la sua resistenza allo snervamento—le fibre esterne non possono tornare indietro. Si deformano plasticamente. Questo è il punto di non ritorno. L'interno è ancora per lo più elastico all'inizio. Man mano che la penetrazione aumenta, la zona plastica cresce attraverso lo spessore. Dove si trova quella transizione—chiamata spostamento dell'asse neutro—dipende dalla larghezza della matrice e dal raggio del punzone.
Più ampia la matrice? L'asse neutro si sposta in modo diverso. Maggiore ritorno elastico.
Punzone più affilato? Maggiore deformazione localizzata. Meno ritorno elastico.
Questa non è filosofia. È distribuzione dello stress attraverso una sezione trasversale. Come piegare un righello di plastica: la parte superiore diventa bianca dove si allunga oltre il limite di snervamento. Quella scoloritura è la tua linea di snervamento in tempo reale.
Se il pistone si ferma prima che una parte sufficiente dello spessore diventi plastica, il recupero elastico domina e l'angolo si apre. Se penetra più in profondità, più materiale rimane permanentemente deformato e il ritorno elastico diminuisce.
Come se lo sforzo potesse persuadere l'acciaio.
Non può. Solo uno stress che supera il limite di snervamento alla profondità corretta, attraverso la geometria corretta, bloccherà l'angolo. E quello stress viene trasmesso attraverso il pistone, il letto, il punzone e la matrice che agiscono come un'equazione meccanica chiusa.
Una piega diventa permanente solo quando lo stress applicato supera la resistenza a snervamento su una porzione sufficiente dello spessore del materiale—controllato dalla profondità di penetrazione e dalla geometria degli utensili, non dalla forza dell'operatore.
Ora che vedi i quattro componenti e il momento esatto in cui il metallo cede, la prossima domanda non riguarda l'abilità.
Riguarda la capacità.
Quanta tonnellata ha realmente la tua macchina in riserva prima che questa bella piccola equazione si trasformi in un'altra visita al cassonetto?
Vuoi sapere cosa all'interno della macchina decide realmente se quella piega avviene in modo pulito o si trasforma in rottame?
Non è la tua posizione sul pedale. È la curva di forza che il pistone può fornire, la rigidità del telaio sotto carico e come quella forza si trasmette attraverso il punzone, il foglio e la matrice come un circuito chiuso. I cilindri idraulici (o le viti a sfera servo su un elettrico) spingono verso il basso. Il letto spinge verso l'alto. Il telaio si allunga microscopicamente. Gli utensili concentrano quella forza in una linea stretta. Se qualsiasi parte di quella catena è sottodimensionata per i calcoli, l'angolo mente.
Qualche anno fa, un ragazzo nel secondo turno ha preso acciaio dolce da 6 mm e ha detto: “Basta impostare più tonnellaggio.” Giurava di aver fatto tutto allo stesso modo. Stesso punzone. Stessa profondità. Stessa macchina. Ma ha cambiato a una matrice più stretta perché voleva un raggio interno più stretto. Dieci pezzi dopo, avevamo bordi incrinati e una piegatrice che gemette.
Non era un problema di potenza. Era un problema di geometria che si spacciava per un problema di resistenza.
Rompiamo la trappola.
Prendi acciaio dolce da 3 mm. Mettilo su una matrice V da 24 mm. Questa è la vecchia regola empirica—circa 8× lo spessore del materiale per la piegatura ad aria. Ora sostituisci quella matrice con una V da 12 mm perché “vuoi che sia più affilata.”
Guarda cosa succede.
La matrice più stretta riduce l'intervallo tra i punti di contatto. Stessa forza del pistone, ma ora quella forza è concentrata su una larghezza minore. La pressione—forza divisa per area—cresce rapidamente. Il materiale vede uno stress localizzato più alto. La penetrazione aumenta per la stessa corsa. Il ritorno elastico diminuisce. Sembra buono.
Fino a quando non guardi il grafico del tonnellaggio.
Per la piegatura dell'acciaio dolce, il tonnellaggio richiesto per metro segue grossomodo:
Tonnellaggio ∝ (Spessore del materiale²) ÷ Apertura del die a V
Lo spessore è elevato al quadrato. L'apertura del die è al denominatore. Taglia la V a metà e quasi raddoppi il tonnellaggio richiesto.
Ciò significa che il tuo freno da 50 tonnellate, che era comodo su una V da 24 mm, potrebbe essere al limite su una V da 12 mm, anche se lo spessore del foglio non è mai cambiato.
Ho scartato un lotto di supporti zincati anni fa perché ho inseguito un raggio più stretto con un die più piccolo. La macchina ha raggiunto il limite di tonnellaggio a metà corsa, il telaio si è deformato, gli angoli sono variati di due gradi lungo la lunghezza. Sembrava un errore dell'operatore.
Era matematica.
L'apertura del die non solo modella la piega. Determina quanto della capacità nominale della tua macchina stai consumando. La forza di piegatura richiesta aumenta con lo spessore al quadrato e diminuisce con l'aumento dell'apertura del die: la geometria stabilisce il carico prima che il tuo piede tocchi il pedale.
Quindi cosa succede quando ignori questo e semplicemente “invii”?
Sovraccarica un freno e non esplode come in un cartone animato. Ti inganna.
Quando superi il tonnellaggio nominale, il telaio si allunga: microns, ma abbastanza. Il letto e il cilindro si deformano al centro. Le estremità colpiscono l'angolo. Il centro si apre. Metti shim. Modifichi la curvatura. Insegui fantasmi.
A lungo termine, usuri perni, boccole, guarnizioni dei cilindri. La macchina perde ripetibilità perché è stata flessa oltre la sua zona di comfort troppe volte.
Ora, il tonnellaggio sottodimensionato—significa che non applichi abbastanza forza per il die e lo spessore scelti—e il guasto appare diverso. Il cilindro raggiunge la profondità programmata, ma il materiale non è diventato plastico attraverso abbastanza del suo spessore. Ottieni un forte ritorno elastico. Gli angoli si aprono di tre gradi. Gli operatori iniziano a piegare eccessivamente in modo casuale.
Ma sul freno idraulico più vecchio, i suoi pezzi sono usciti con tre gradi di apertura.
Lui ha incolpato l'idraulica. La realtà? È passato da A36 a acciaio inossidabile 304 mantenendo lo stesso die e la stessa profondità. L'acciaio inossidabile ha una resistenza alla deformazione più alta. Resiste alla deformazione plastica più a lungo. Aveva bisogno di più forza o più penetrazione. La macchina ha fornito ciò che le è stato detto. Il materiale non si è deformato come previsto.
Il guasto da sovraccarico distorce la macchina. Il guasto da sottotonnellaggio distorce il pezzo.
Entrambi vengono incolpati di “freni cattivi” o “materiale difficile”.”
Nessuno dei due ha a che fare con quanto intensamente guardi il pannello di controllo. Supera il tonnellaggio nominale e la macchina si deforma; non raggiungi il tonnellaggio richiesto e il materiale si riporta indietro: la forza deve superare la resa senza superare i limiti del telaio.
E questo porta direttamente al naso del punzone.
Prendi un punzone con una punta affilatissima e fallo passare attraverso alluminio da 4 mm su una matrice stretta.
Vedrai formarsi una linea luminosa lungo l'esterno della piega. Poi forse una crepa.
Perché?
Un raggio di punzone affilato concentra la deformazione nelle fibre esterne. Ricordi quel spostamento dell'asse neutro di cui abbiamo parlato? Più piccolo è il raggio interno, più la superficie esterna deve allungarsi. Se l'allungamento richiesto supera la duttilità del materiale—la sua capacità di allungarsi prima di rompersi—fallisce.
È come piegare una graffetta lentamente rispetto a piegarla bruscamente in un punto. Più stretto è il raggio di piegatura, più localizzata è la deformazione.
Ora ecco dove la trappola del tonnellaggio si stringe: un punzone più affilato spesso richiede una matrice più stretta per supportare quel raggio. Una matrice più stretta significa un requisito di tonnellaggio più elevato. Maggiore tonnellaggio significa maggiore stress sia nel materiale che nella macchina.
Una volta ho lavorato con acciaio ad alta resistenza con un raggio di punzone troppo stretto per il suo rating di allungamento. La prima parte sembrava a posto. La seconda aveva micro-crepe. La terza si è rotta pulita. Il bidone dei rifiuti si è riempito perché ho cercato di “forzare” un raggio in cui il materiale fisicamente non poteva allungarsi.
Come se lo sforzo potesse persuadere l'acciaio.
Non può. Il raggio interno nella piegatura ad aria è in gran parte una funzione dell'apertura della matrice, non solo dell'affilatezza del punzone. Non puoi pretendere un raggio interno di 1 mm da una piastra di 5 mm solo perché la punta del punzone è di 1 mm. Il materiale e la matrice decidono insieme.
Il raggio interno minimo raggiungibile è governato dalla duttilità del materiale e dalla larghezza della matrice—la concentrazione della deformazione, non la volontà dell'operatore, determina se si piega o si rompe.
Quindi come puoi smettere di indovinare e calcolare effettivamente cosa può gestire il tuo freno?
Facciamo una passeggiata chiara.
Diciamo che hai:
Un grafico di tonnellaggio standard per la piegatura ad aria dell'acciaio dolce elencherà qualcosa intorno a 20 tonnellate per metro per quella configurazione. Questo è entro il limite per un freno da 50 tonnellate, 2 metri—supponendo un carico uniforme e buone condizioni.
Dato che CN-HAWE opera in più di 50 punti vendita e assistenza in Cina e all'estero. I suoi prodotti sono venduti in più di 100 paesi e regioni, per i lettori che desiderano materiali dettagliati, Brochure è una risorsa di approfondimento utile.
Ora cambia una variabile.
Mantieni uno spessore di 3 mm. Mantieni una lunghezza di 1 metro. Passa a una matrice a V di 12 mm.
Il grafico sale vicino a 40 tonnellate per metro.
Niente è diventato più spesso. Non hai “chiesto più pieghe.” Hai cambiato la geometria. L'equazione ha risposto.
Ora cambia materiale.
Stesso spessore di 3 mm. Stessa matrice di 24 mm. Ma passa all'acciaio inossidabile 304.
Poiché la sua resistenza allo snervamento è più alta, il tonnellaggio richiesto aumenta—spesso 30–50% in più rispetto all'acciaio dolce, a seconda delle condizioni. Le tue comode 20 tonnellate per metro potrebbero salire verso 28 o 30.
Se la tua macchina è valutata per 25 tonnellate per metro su quella lunghezza, non sei più al sicuro. Non perché ti manchi il coraggio. Perché i numeri non si adattano.
Questo è il punto in cui gli operatori inesperti si bloccano. Vedono il tonnellaggio come un grande numero limite sulla targa della macchina. Non dividono per la lunghezza della piega. Non regolano per la larghezza della matrice. Non tengono conto della resa del materiale.
Trattano il tonnellaggio come se fosse la potenza di un pickup.
Non è potenza. È forza consentita distribuita su un intervallo, governata dalla geometria e dalle proprietà del materiale. Un'equazione rigorosa.
E una volta che capisci che l'apertura della matrice, la resistenza allo snervamento del materiale, la lunghezza della piega e lo spessore alimentano tutti un carico calcolabile, la domanda successiva smette di essere “Posso forzare questo?”
Diventa: come genera e controlla effettivamente quella forza attraverso il suo sistema di azionamento—e quanto precisamente può mantenerla al fondo della corsa? È qui che la progettazione e la verifica della macchina contano. Su un sistema moderno come un pressa piegatrice CN-HAWE, la resistenza del telaio e del pistone è convalidata attraverso analisi agli elementi finiti e costruita sotto un rigoroso processo di controllo qualità, quindi il tonnellaggio nominale non è solo teorico—è una forza che puoi applicare e ripetere con fiducia.
Su una piegatrice meccanica, il pistone è collegato a un volano rotante tramite una manovella. Una volta che quella frizione scende, il pistone scende che ti piaccia o no. Corsa completa. Percorso fisso. La curva del tonnellaggio raggiunge il picco vicino al punto morto inferiore perché è lì che la geometria della manovella ti dà il massimo vantaggio meccanico.
Su una piegatrice idraulica, due cilindri spingono il pistone verso il basso con olio pressurizzato. La pressione aumenta man mano che aumenta la resistenza. Puoi fermarti a metà corsa. Puoi sostare in basso. La forza è ciò che dice la pressione idraulica moltiplicata per l'area del pistone.
Su una piegatrice servo elettrica, le viti a sfera azionate da motori servo convertono il movimento rotatorio in forza lineare. Il controllo misura la coppia del motore e la posizione in tempo reale. Sa esattamente dove si trova il pistone e quanta forza sta applicando in quel momento.
Stessa lamina. Stessa matrice. Stesso grafico del tonnellaggio. Tre modi completamente diversi di fornire quella forza calcolata.
E quella differenza è il tuo margine di errore.
L'equazione del tonnellaggio che abbiamo appena esaminato non si preoccupa del tuo atteggiamento. Presuppone che la macchina possa fornire una forza specifica in una posizione specifica e mantenerla lì senza superare, afflosciarsi o andare oltre il punto in cui il materiale si snerva. Se il sistema di azionamento non può controllare forza e posizione insieme, i tuoi calcoli sono corretti e il tuo pezzo è comunque sbagliato.
Questo è il cardine: il sistema di azionamento è il meccanismo che trasforma la tonnellata teorica in deformazione reale e controllata. La forza deve essere generata, posizionata e mantenuta in sincronia con il limite di snervamento del materiale: il controllo, non lo sforzo, determina l'accuratezza.
Ho iniziato con una meccanica. Grande volano che ronzava sopra la testa come un ventilatore da soffitto che potrebbe ucciderti. Imposti l'altezza di chiusura, allinei il punzone e quando premi il pedale, quel pistone si impegna.
Giurò di aver fatto tutto allo stesso modo.
Nuovo arrivato. Stesso acciaio dolce da 2 mm. Stesso punzone a V da 20 mm. Stesso fermo di retro. Il primo lotto era a posto. Il secondo lotto? Eccessivamente piegato di quasi due gradi. Cosa è cambiato? Ha regolato l'altezza di chiusura di poco per “stringerlo”. Su una meccanica, quella piccola regolazione sposta dove la tonnellata massima colpisce rispetto al punto morto inferiore. La manovella continua a muoversi. Non c'è pausa. Nessuna modulazione della pressione. Attraversa il limite di snervamento e si ferma.
Questa è la pericolosità. Una pressa meccanica fornisce la massima forza in un punto geometrico fisso nella sua rotazione. Se l'altezza del punzone, lo spessore del materiale o la posizione del fermo di retro sono errati, la macchina non compensa. Completa la corsa. Come se lo sforzo potesse persuadere l'acciaio.
Ho scartato un mucchio di supporti zincati perché una pressa meccanica non si preoccupa del tempo di ritorno elastico. Nessuna pausa in fondo significa che il materiale inizia il recupero elastico nel momento in cui la forza diminuisce. Ottieni variabilità che non puoi eliminare senza cambiare fisicamente l'altezza di chiusura e riprovare. Il bidone degli scarti si è riempito rapidamente quella settimana.
E la sicurezza? Una volta ingaggiato, quel pistone sta scendendo. Un principiante giudica male l'impostazione, la macchina non perdona. Si impegna.
Le presse meccaniche non sono obsolete perché sono deboli. Sono obsolete perché la loro curva di forza è bloccata alla geometria della manovella. Non c'è controllo dinamico, solo un picco di forza basato sulla posizione. Quando la consegna della forza è fissa per la geometria del collegamento, il tuo margine di errore si riduce a zero.
Quindi cosa sostituisce quella rigidità senza trasformare la macchina in un gioco di indovinelli?
Ho visto i tirocinanti passare da una pressa elettrica moderna a una idraulica più vecchia. Stesso programma. Stessi numeri. Ma sulla pressa idraulica più vecchia, i suoi pezzi sono usciti aperti di tre gradi.
Ha dato la colpa all'idraulica.
Realtà? Il servo elettrico stava toccando il fondo, rilevando il picco di coppia e mantenendo la posizione per una pausa programmata di 0,5 secondi. Quella pausa ha permesso al materiale di snervarsi completamente prima di ritirarsi. L'idraulico era impostato per cicli più rapidi, con una pausa minima. Ha raggiunto la profondità e poi è tornato su. Il materiale non si era stabilizzato completamente sotto carico. Il ritorno elastico lo ha colpito.
Il sistema di azionamento ha cambiato quanto a lungo è stata applicata la tonnellata massima.
Gli idraulici costruiscono forza man mano che la pressione aumenta. Se il sistema ha buone valvole proporzionali e controllo CNC, può ridurre la velocità vicino al fondo, applicare piena pressione e mantenere. Questa capacità di mantenere è perdono. Giudica male di qualche decimo di millimetro, e puoi aumentare la profondità e ripetere senza impegnarti in una corsa completa e violenta.
Gli elettrici misurano direttamente la coppia del motore. Sono brutalmente precisi nella posizione—spesso entro micron. Ma hanno una tonnellata massima inferiore in molti modelli e si basano sui limiti di coppia del motore. Per materiali sottili e flange corte, sono chirurgici. Per lastre da 12 mm su un lungo letto, gli idraulici dominano ancora perché i cilindri possono generare e mantenere una forza massiccia senza surriscaldare i motori.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Ora ecco dove i principianti vengono ingannati: pensano che gli idraulici siano “più morbidi” perché l'olio si comprime leggermente. In realtà, gli idraulici moderni a circuito chiuso con encoder lineari correggono questo in tempo reale. Il perdono deriva dalla pressione e dalla pausa controllabili, non dal gioco.
Una volta ho sostituito l'acciaio dolce da 3 mm con una lastra ad alta resistenza su una pressa idraulica valutata comodamente per il lavoro. Il primo colpo è risultato sotto piegato. Invece di ripristinare i fermi duri come su una meccanica, ho aggiunto 0,3 mm di profondità e una pausa di un secondo. Il secondo pezzo era perfetto. Il bidone degli scarti ha ricevuto solo un pezzo invece di cinquanta.
Il perdono non è magia. È la capacità di regolare la forza e mantenere il tempo senza cambiare la geometria rigida. Un azionamento che può modulare e sostenere la forza al punto morto inferiore amplia la tolleranza della tua configurazione.
Ma che dire delle macchine che cercano di trovare un compromesso?
Gli ibridi utilizzano motori servo per azionare pompe idrauliche solo quando è necessario il movimento. Ottieni cilindri idraulici per la forza, ma controllo elettrico sulla velocità della pompa e sul consumo energetico.
Sulla carta, sembra il meglio di entrambi i mondi. E nei negozi ad alta varietà che cercano risparmi energetici e riduzione del rumore, ha senso.
Per supporti e involucri di base? La fisica non cambia. Hai ancora cilindri che spingono un pistone. Ti affidi ancora alla pressione moltiplicata per l'area del pistone per il tonnellaggio. Il vantaggio ibrido è l'efficienza e a volte una velocità di avvicinamento più rapida, non un comportamento della forza diverso sulla linea di piegatura.
Ho visto un piccolo laboratorio acquistare un ibrido pensando che avrebbe “risolto l'incoerenza”. Il loro vero problema erano matrici non corrispondenti e ignorare il tonnellaggio per metro. La nuova macchina era più silenziosa. Più efficiente. I pezzi erano ancora sbagliati fino a quando non hanno corretto i loro calcoli.
Gli ibridi non riscrivono l'equazione. Affinano come viene fornita l'energia allo stesso meccanismo idraulico. Se il tuo lavoro si svolge sotto i 6 mm di acciaio dolce e lunghezze di piega moderate, la complessità non acquista precisione da sola.
La domanda non è “È moderno?” Ma “Controlla la forza e la posizione con sufficiente precisione per il tuo intervallo di carico?”
Perché l'ultimo pezzo non è solo perdono. È ripetibilità.
Il tempo ciclo ti dice cosa valuta la macchina.
I freni meccanici sono veloci una volta attivati. Il volano immagazzina energia. Bang—corsa completata. Ottimo per pieghe superficiali ripetitive dove gli utensili e il materiale non cambiano mai. Terribile quando hai bisogno di una variazione di profondità controllata.
L'idraulica può avvicinarsi rapidamente, rallentare vicino al contatto, premere, sostare, ritirarsi. Quel movimento segmentato è programmabile. La ripetibilità dipende dalla qualità dell'encoder e dalla rigidità del telaio, ma le moderne idrauliche CNC raggiungeranno la profondità entro centesimi di millimetro tutto il giorno—se mantenute.
Gli elettrici brillano in lavori a corsa corta e alta ripetizione. Nessun riscaldamento per l'olio. Nessun ritardo della valvola. La posizione è diretta dal servo alla vite. Per pannelli in acciaio inox sottili, ho visto elettrici mantenere la variazione angolare più stretta rispetto alle idrauliche più vecchie semplicemente perché c'è meno ritardo dinamico del fluido.
Ma ecco il limite: i sistemi elettrici spesso hanno un tonnellaggio massimo inferiore per letti grandi. L'idraulica domina le lastre pesanti perché può sostenere 250 tonnellate metriche e oltre senza surriscaldare i motori. I meccanici possono fornire alta forza di picco, ma non con controllo adattivo.
Il tuo sistema di azionamento stabilisce due limiti rigidi: forza massima controllabile e incremento minimo controllabile di posizione. Questa è la tua finestra di precisione.
Scegli male e combatterai contro il ritorno che non puoi sostare, o trascinerai i cicli perché il tuo pesante sistema idraulico è eccessivo per l'alluminio da 1 mm.
La macchina è una scala e un sistema di leve. Risponde solo a input misurabili—pressione, coppia, posizione. Scegli l'azionamento che può generare e mantenere la forza richiesta dalla tua equazione, entro la tolleranza posizionale richiesta dal tuo pezzo.
Perché una volta che il ram torna su, il materiale non ha finito di parlare. Salta.
Hai posto la domanda giusta: se la macchina può raggiungere la profondità entro centesimi di millimetro, perché l'angolo cambia dopo che il ram torna su?
Perché l'acciaio non è argilla.
Quando il punzone si inserisce nel V-die, le fibre esterne del foglio si allungano e le fibre interne si comprimono. Al punto morto inferiore, parte di quella deformazione è permanente — abbiamo superato il punto di snervamento — ma non tutta. Parte è elastica, come un elastico allungato nascosto dentro la piega. Nel momento in cui la pressione si libera, quella porzione elastica torna indietro, aprendo l'angolo di un grado o tre a seconda del materiale.
Quello scatto è il rimbalzo.
Ho visto un ragazzo fissare un perfetto 90 sotto carico, sorridendo come se avesse risolto l'universo. Il ram sale. Ora è 92. Giurava di aver fatto tutto allo stesso modo. Lo ha fatto. Anche la macchina. Il metallo ha appena finito la sua frase dopo che lo strumento ha smesso di parlare.
Ecco la parte che devi imprimere nella tua mente: la precisione a piena forza non garantisce precisione dopo lo scarico. Il sistema di azionamento può controllare forza e posizione con precisione chirurgica, ma una volta che la forza scende a zero, la resistenza a snervamento del materiale decide quanto recupera. Quel recupero non è opinione. È fisica.
Pensalo come piegare un righello di plastica sul bordo di un tavolo. Spingilo a 90, lascia andare, e si apre. Spingilo oltre 90, lascia andare, e forse si sistema dove vuoi. Non discuti con il righello. Spingi oltre il bersaglio di proposito.
Quello “oltre” non è un'ipotesi. È compensazione.
E questo porta alla prima domanda pratica a cui ogni operatore di freni deve rispondere.
Non punti mai a 90 se vuoi 90.
Punti oltre.
Quanto oltre dipende dalla resistenza a snervamento — lo stress in cui il materiale smette di comportarsi come una molla e inizia a comportarsi come se fosse permanentemente piegato. L'acciaio dolce A36 potrebbe rimbalzare di un grado. 304 inossidabile? Due, a volte tre. Non è personalità. È una resistenza a snervamento più alta che immagazzina più energia elastica prima di cedere.
Una volta ho avuto un lotto di supporti in acciaio inossidabile che sono usciti a 88 quando avevamo programmato 90. Invece di controllare i certificati, l'operatore continuava a spingere la profondità alla cieca. Cinque pezzi dopo, il bidone degli scarti aveva un bel ventaglio di errori lucenti. Abbiamo misurato la prima piega correttamente, visto che rimbalzava di 2,5 gradi, programmato un obiettivo di 92,5, e il prossimo ciclo si è bloccato. Un aggiustamento misurato avrebbe salvato il mucchio.
Ecco cosa succede sotto il cofano: quando sovrapieghi, stai forzando più della sezione trasversale oltre il punto di snervamento in modo che quando la parte elastica si rilassa, ciò che rimane è l'angolo desiderato. Troppo poco sovrapiegatura e si apre. Troppo e schiacci il raggio interno o sovraccarichi il grano.
Quindi quanto?
Misuri il primo pezzo con un goniometro digitale. Confronti l'obiettivo con il reale. Regoli di conseguenza la profondità del ram. I moderni controlli CNC ti permettono persino di programmare direttamente la compensazione del rimbalzo. Ma quel primo pezzo dice ancora la verità. Non il tuo istinto.
Perché il ritorno elastico è proporzionale alla resistenza allo snervamento e alla geometria della piega, non alla tua fiducia al pannello di controllo.
Ora potresti pensare: va bene, posso piegare oltre il necessario. Problema risolto.
Non proprio.
Immagina una lunga libreria che si piega al centro sotto pesanti libri di testo.
Quella è la tua piegatrice sotto carico.
Quando pieghi un pezzo lungo, il pistone e il banco si deformano leggermente al centro perché è lì che la forza è concentrata. Anche un telaio pesante si muove un po' sotto 200 tonnellate. Il risultato? Il centro del tuo pezzo vede una penetrazione meno efficace rispetto alle estremità.
Quindi le estremità colpiscono 90 sotto carico. Il centro colpisce forse 89. Poi rilasci. Tutto torna indietro — ma in modo irregolare. Ora le tue estremità sono 92 e il tuo centro è 94.
Non hai cambiato materiale. Non hai cambiato profondità. La macchina si è flessa.
I sistemi di curvatura — cunei meccanici o compensazione idraulica lungo il banco — pre-caricano il centro verso l'alto per contrastare quella curvatura. Stai intenzionalmente piegando la macchina in direzione opposta alla flessione prevista in modo che sotto il carico massimo si raddrizzi.
Nessuna curvatura su una piega lunga e pesante è come costruire silenziosamente una pila di pezzi “quasi giusti” che non si posizioneranno piatti in assemblaggio. Ho scartato un pannello di chiusura di 2 metri anni fa perché mi fidavo del grafico delle tonnellate e ignoravo la flessione del banco. Finitura bellissima. Geometria sbagliata. Il bidone degli scarti non si preoccupa di quanto sia lucido.
La regola qui è semplice e brutale: la flessione del telaio cambia la profondità di piega efficace, e la profondità di piega efficace controlla l'esito del ritorno elastico.
Quindi anche se il tuo sistema di azionamento è perfetto, la struttura che sostiene quella forza ha voce in capitolo.
E la struttura non è l'unica variabile nascosta.
Sì.
Fai passare un foglio attraverso un laminatoio e allunghi la struttura della grana lungo la direzione di laminazione. Piega parallelo a quella grana e stai piegando lungo le fibre. Piega perpendicolare e stai piegando attraverso di esse.
È come spaccare legna da ardere.
Colpisci con la grana, si apre facilmente. Contro la grana, ti oppone resistenza.
Quando pieghi perpendicolare alla venatura, spesso ottieni una resistenza leggermente maggiore e talvolta più ritorno elastico. La differenza non è enorme nell'acciaio dolce sottile, ma nei materiali ad alta resistenza è sufficiente a compromettere una tolleranza stretta se fai finta che non esista.
Ho avuto una serie di parti che si comportavano in un modo nei prototipi e in un altro nella produzione. Stessa spessore. Stessa specifica. Unico cambiamento? I pezzi grezzi erano impilati in modo diverso, quindi la linea di piegatura ruotava di 90 gradi rispetto alla direzione di laminazione. Il primo lotto di produzione è uscito largo sull'angolo. Il bidone della spazzatura è stato riempito fino a quando non abbiamo notato il cambiamento di orientamento.
La direzione della venatura non riscrive l'equazione, ma modifica le costanti. Ignorala, e la tua compensazione “perfetta” si sposta.
Perché l'anisotropia del materiale — proprietà direzionali derivanti dalla laminazione — sposta leggermente il comportamento di snervamento e quindi il ritorno elastico.
Ora parliamo del materiale che mette davvero alla prova la tua onestà.
L'acciaio ad alta resistenza è il miglior bugiardo.
L'acciaio dolce si piega e rimane per lo più fermo. La sua minore resistenza allo snervamento significa meno energia elastica immagazzinata alla stessa geometria. Se lo pieghi eccessivamente di un grado o giù di lì, si stabilizza vicino.
L'acciaio ad alta resistenza immagazzina più energia prima di snervarsi. Sotto carico, sembra obbediente. Aumenta la pressione, e si apre come una cattiva promessa.
Una volta sono passato da un acciaio dolce di 3 mm a una lamiera ad alta resistenza senza cambiare la compensazione per il ritorno elastico. Ma su un vecchio freno idraulico, i suoi pezzi sono usciti aperti di tre gradi. Stessa profondità. Stesso attrezzaggio. Diversa resistenza allo snervamento. È stato allora che l'apprendista mi ha guardato come se lo sforzo potesse persuadere l'acciaio.
Non può.
L'acciaio inossidabile 304 di solito ritorna di un paio di gradi in più rispetto all'acciaio dolce. Gli acciai ad alta resistenza avanzati possono essere peggiori. Più forte è il materiale, più si comporta come quella riga di plastica che lotta per tornare dritta.
Quindi quale mente mente di più?
Quello più forte.
Perché più alta è la resistenza allo snervamento, maggiore è il recupero elastico dopo lo scarico.
E questa è la realtà: anche con un controllo della forza perfetto, una posizione perfetta e un attrezzaggio rigido, il metallo ha ancora l'ultima parola quando la pressione scompare.
Quindi la vera domanda non è “La mia macchina può raggiungere la profondità?”
È questa: stai pensando in termini di forza, struttura e comportamento del materiale come un'unica equazione — o speri ancora che l'acciaio rimanga semplicemente dove lo hai spinto?
Vuoi sapere come prevedere il ritorno elastico prima di iniziare a riempire il bidone della spazzatura.
Bene. È la domanda giusta.
Ecco il carry-forward: smettila di chiedere “Quanto si riporterà indietro questo metallo?” e inizia a chiedere “Quanta energia elastica sto immagazzinando in questa geometria su questa macchina?” Il riporto non è un tratto della personalità dell'acciaio inossidabile 304 o della lamiera ad alta resistenza. È il risultato visibile dell'energia elastica di deformazione immagazzinata che si scarica quando il punzone si libera. Se controlli l'energia in ingresso — attraverso forza, larghezza della matrice a V, raggio del punzone, spessore del materiale e reale deflessione della macchina — controlli l'angolo che torna indietro.
Non è ovvio perché la maggior parte dei principianti tratta il riporto come il tempo atmosferico. Controlli un grafico. Speri.
I grafici non conoscono l'allungamento del telaio della tua macchina a 180 tonnellate su 8 piedi. I grafici non sanno che le spalle della tua matrice sono usurate di 0,2 mm su un lato. I grafici non sanno che il tuo pezzo è stato tagliato contro il grano questa volta. Tu lo sai.
Quindi il nuovo modello è questo: la piegatrice è un sistema di leva e cuneo calibrato. Il metallo è una molla che stai parzialmente deformando. Il tuo compito è misurare e standardizzare gli input che determinano quanta energia elastica rimane quando scarichi. Non indovinare l'output.
Una volta che lo vedi in questo modo, la domanda cambia da “Qual è il giusto sovrapiegamento?” a “Come posso fissare le variabili in modo che il sovrapiegamento sia prevedibile ogni volta?”
Quando dici “Sto piegando il metallo,” immagini di spingere qualcosa finché non rimane fermo.
Quell'immagine è sbagliata.
Stai inserendo un cuneo (il punzone) in un'apertura controllata (la matrice a V), usando un sistema di leve (il cilindro e il telaio), per superare la resistenza alla deformazione in una zona ristretta lasciando energia elastica nel materiale circostante. Quella è meccanica, non muscolo.
Una volta ho visto un ragazzo tirare sul controllo, cercando la profondità a sentimento. Giurava di aver fatto tutto allo stesso modo. I pezzi uscivano ancora aperti di un grado e mezzo. Incolpava l'acciaio. Ho smontato l'impostazione. Matrice a V diversa rispetto all'ultimo lavoro — 16 mm invece di 20 mm. Questo ha cambiato il raggio interno, il che ha cambiato la distribuzione della deformazione, il che ha cambiato il recupero elastico. Abbiamo scartato metà di un bancale prima che smettesse di trattarlo come una lotta di braccio e iniziasse a trattarlo come geometria. Lezione del cassonetto: se cambi la larghezza della matrice, hai cambiato l'equazione che tu lo ammetta o meno.
Ecco il cambiamento pratico: standardizzi le impostazioni come un meccanico standardizza le offset degli utensili. Stessa specifica di materiale. Stesso lotto di spessore. Stessa orientazione del grano. Stessa regola di apertura a V (ad esempio, 8× spessore per acciaio dolce — baseline ipotetica). Stesso raggio del punzone. Registra il reale riporto elastico dal primo pezzo validato, non dal primo speranzoso.
Poi costruisci una tabella di riporto elastico specifica per il tuo negozio. Non da un manuale. Dalla tua macchina, dai tuoi utensili, dai tuoi fornitori.
Perché Il riporto elastico è proporzionale all'energia elastica di deformazione immagazzinata, e l'energia immagazzinata è determinata da forza, geometria e proprietà del materiale — non dall'impegno dell'operatore..
Una volta che gestisci l'energia invece di “piegare”, la previsione smette di essere mistica. Diventa ripetibile. Ma ripetibile entro quali limiti?
Il progetto dice 90 gradi.
La macchina dice: “In quali condizioni?”
Questo è il punto in cui gli operatori inesperti si scottano. Progettano la sequenza di piegatura attorno al disegno, non attorno alla capacità e al comportamento della piegatrice.
La tua lista di controllo prima del primo colpo:
Perché 80%? Perché man mano che ti avvicini al tonnellaggio massimo, la deflessione del telaio cresce in modo non lineare. La tua penetrazione effettiva cambia di più per tonnellata. Ciò significa che la tua compensazione per il ritorno elastico per millesimo di profondità del cilindro diventa più delicata.
Ho scartato una serie di canali lunghi perché ho inseguito un raggio interno stretto su una pressa che era semplicemente troppo leggera per la lunghezza. Stavamo operando al limite. Il centro fluttuava. Le estremità mordevano forte. Ogni regolazione sistemava uno e rovinava l'altro. Il bidone della spazzatura non negozia con la fisica.
Progetta attorno alla macchina e la macchina si comporta. Progetta solo attorno al disegno e combatti il movimento invisibile.
Ecco la parte non ovvia: se standardizzi il range di tonnellaggio, il rapporto di larghezza dello stampo e il lotto di materiale per una famiglia di prodotti, la tua compensazione per il ritorno elastico diventa un offset fisso più un ritocco fine — non un esperimento quotidiano.
Perché La ripetibilità deriva dall'operare all'interno di un involucro di forza stabile dove la deflessione della macchina e la risposta del materiale rimangono coerenti..
Ma cosa succede se l'involucro stesso è errato?
C'è un momento in cui devi ammetterlo.
Se hai bisogno di raggi stretti e ripetibili in materiale ad alta resistenza su lunghezze lunghe, e stai arrivando a fondo vicino al tonnellaggio massimo ad ogni ciclo, il problema non è la tua matematica di compensazione.
È la selezione della macchina.
Le presse manuali brillano su pieghe semplici e ripetute dove l'impostazione rimane fissa. Le presse CNC gestiscono sequenze complesse perché rimuovono l'errore di riposizionamento umano. Ma nessuna delle due può barare sulla capacità. Se il tuo pezzo richiede forza di conio e il tuo telaio è stato costruito per piegare ad aria, stai immagazzinando energia in luoghi che non controlli — nella macchina stessa.
È allora che smetti di regolare gli offset e inizi a chiederti se una pressa a telaio più pesante, un diverso sistema di azionamento, o persino un diverso metodo di formatura abbia senso.
L'ho imparato a mie spese su un lotto di supporti in acciaio inossidabile spessi. Continuavamo ad aggiungere sovrapiegatura. Continuavamo a combattere il ritorno elastico. Ma sulla vecchia pressa idraulica, i suoi pezzi uscivano aperti di tre gradi una volta che l'olio si scaldava e la risposta cambiava leggermente. Stesso programma. Comportamento dinamico diverso. Stavamo cercando di far agire una pressa di medio livello come una pressa per conio. Il bidone della spazzatura si riempiva mentre fingevamo che la persistenza fosse una strategia.
Ecco la lente che voglio che tu porti avanti:
Una pressa piegatrice non è uno strumento di piegatura. È un sistema di erogazione di forza con limiti strutturali. Il tuo pezzo o si adatta all'interno dell'intervallo prevedibile di quel sistema — o non si adatta.
Quando valuti un lavoro, non chiedere: “Possiamo piegare questo?”
Chiedi: “Possiamo controllare la forza, la geometria e la deflessione in modo sufficientemente preciso affinché il ritorno elastico diventi un offset fisso e misurato invece di un obiettivo mobile?”
Perché La precisione è il sottoprodotto della forza controllata entro i limiti della macchina — e nessuna quantità di determinazione dell'operatore può sovvertire quell'equazione..
Ora non stai solo piegando parti.
Stai decidendo se la fisica collaborerà prima di premere il pedale.


















