

Ele jurou que fez tudo da mesma forma.
O mesmo programa de 90 graus. O mesmo aço inox 304. O mesmo punção e matriz. Mas na velha prensa hidráulica, as peças saíam três graus mais abertas. Carregou mais no pedal, desceu o curso um pouco mais, tentou “sentir” o ponto certo.
À hora do almoço, tínhamos uma pilha de sucata brilhante que parecia marcadores de livros caros.
Então, o que mudou?
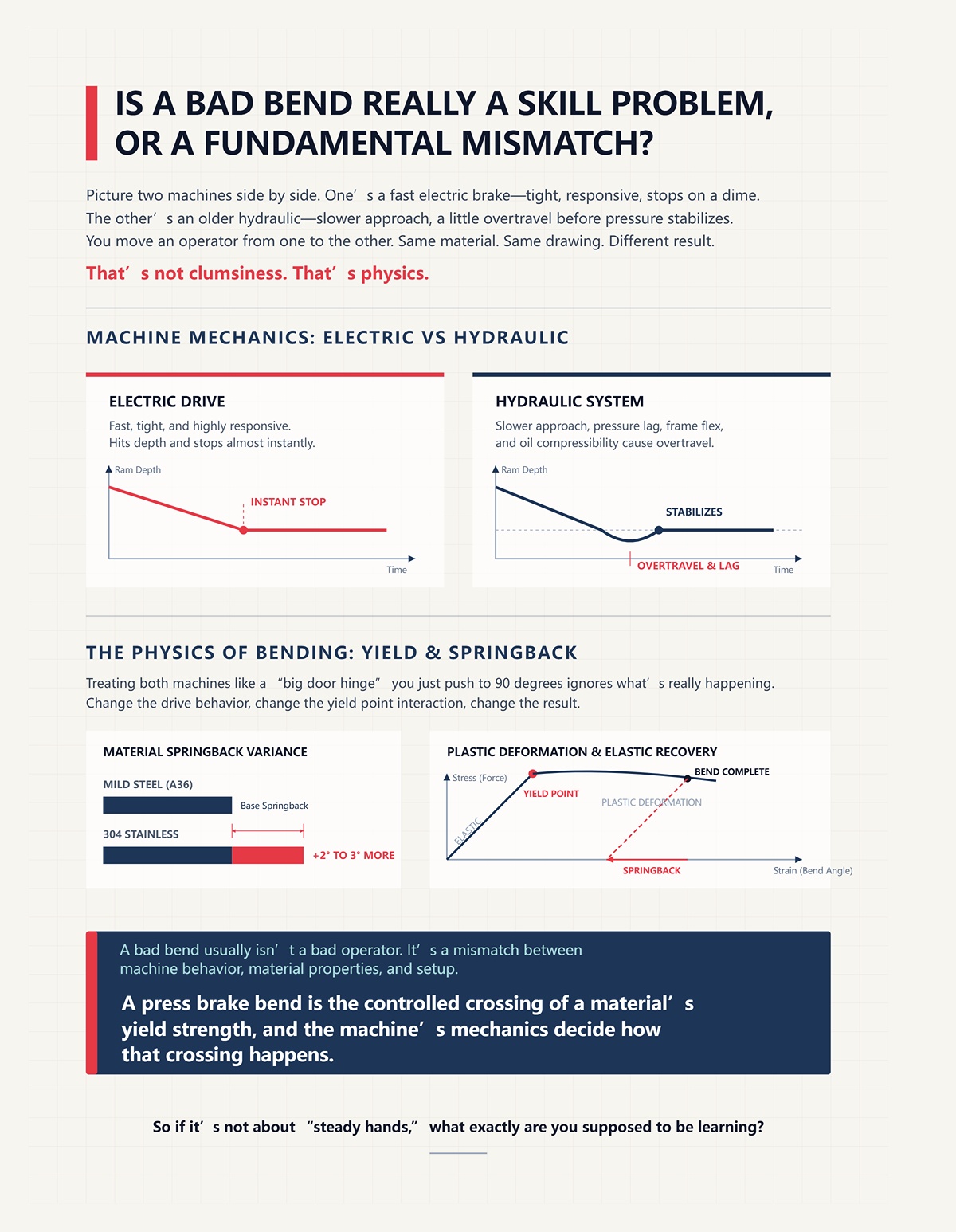
Imagina duas máquinas lado a lado. Uma é uma prensa elétrica rápida — precisa, responsiva, pára instantaneamente. A outra é uma hidráulica mais antiga — aproxima-se mais devagar, com um pequeno sobrecurso antes de a pressão estabilizar. Mudamos um operador de uma para a outra. Mesmo material. Mesmo desenho.
Resultado diferente.
Isso não é desajeitamento. É física.
O acionamento elétrico atinge a profundidade e pára quase de imediato. O sistema hidráulico gera pressão de forma diferente; há atraso, flexão na estrutura, compressibilidade do óleo. Essa pequena diferença muda a quantidade de deformação real do material antes do retorno elástico. Com aço inox 304, que recupera 2–3 graus mais do que o aço macio A36, esse atraso importa. E muito.
Tratar ambas as máquinas como uma “grande dobradiça” que simplesmente empurras até 90 graus ignora o que realmente acontece: estás a forçar o material além do seu limite de elasticidade para que se deforme plasticamente, e depois a prever quanto vai recuperar elasticamente.
Muda o comportamento do acionamento, muda a interação no ponto de cedência, muda o resultado.
Uma má dobra normalmente não é culpa do operador. É um desajuste entre o comportamento da máquina, as propriedades do material e as suposições de configuração. Uma dobra numa prensa é a travessia controlada do limite de elasticidade de um material, e a mecânica da máquina determina como essa travessia acontece.
Então, se não se trata de “mãos firmes”, o que é exatamente que deves aprender?
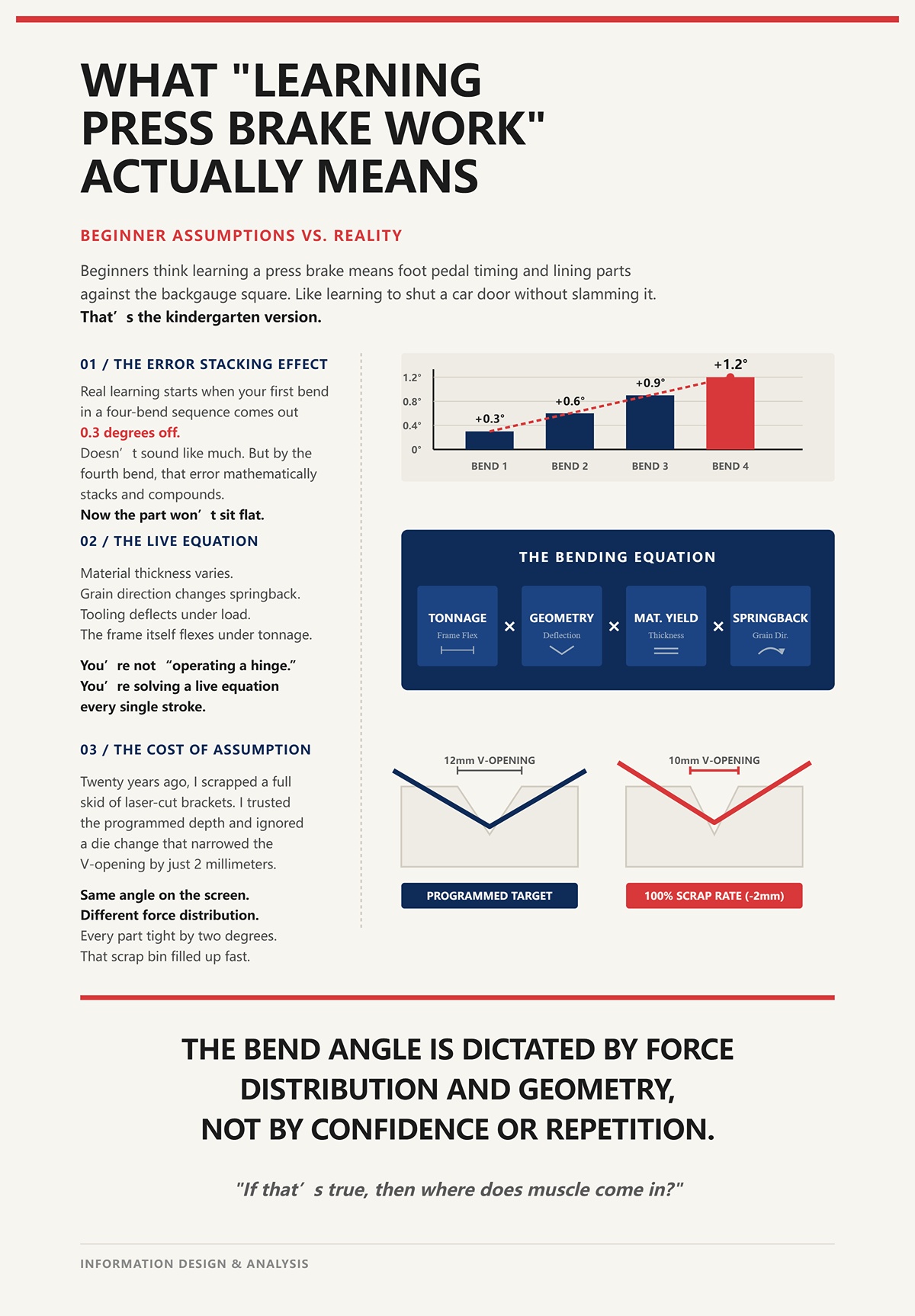
Os principiantes pensam que aprender a operar uma prensa dobradeira é dominar o momento do pedal e alinhar as peças contra o batente traseiro. Como aprender a fechar a porta de um carro sem a bater.
Essa é a versão de jardim‑de‑infância.
O verdadeiro aprendizado começa quando a tua primeira dobra num conjunto de quatro sai 0,3 graus fora. Parece pouco. Mas à quarta dobra, o erro acumula. Agora a peça já não assenta plana. Mesmo operadores experientes param, recalculam a profundidade do cilindro, ajustam o batente e corrigem o programa manualmente.
Porquê? Porque a chapa não leu o manual.
A espessura do material varia. A direção do grão altera o retorno elástico. As ferramentas deformam sob carga. A própria estrutura flete com a tonelagem. Não estás a “operar uma dobradiça”. Estás a resolver uma equação viva a cada ciclo: tonelagem × geometria da ferramenta × limite de elasticidade do material × deflexão da máquina.
Há vinte anos, transformei um estrado inteiro de suportes cortados a laser em sucata porque confiei na profundidade programada e ignorei uma mudança de matriz que reduziu a abertura em V em 2 milímetros. Mesmo ângulo no ecrã. Distribuição de força diferente no metal. Todas as peças demasiado apertadas em dois graus. O caixote de sucata encheu depressa, e não foi porque o meu pé escorregou.
Aprender a trabalhar com a quinadeira significa aprender que variáveis movimentam o metal — e quais não se importam com a tua experiência. O ângulo da curvatura é ditado pela distribuição da força e pela geometria, não pela confiança ou pela repetição.
Se isso é verdade, então onde entra a força física?

Já vi novatos inclinarem-se sobre uma peça como se estivessem a tentar dobrar uma alavanca sobre o joelho. Ombros tensos. Maxilar travado. Como se o esforço pudesse convencer o aço.
O aço não negocia.
Quando o êmbolo atinge o ponto morto inferior, a máquina aplica uma tonelagem específica com base na profundidade do curso e na ferramenta usada. Quer tenhas corpo de atleta ou de contabilista, o material apenas responde à força e à geometria. As tuas mãos servem para posicionar, não para fornecer potência.
Pensa nisso como uma balança de casa de banho. Podes olhar-lhe de lado, saltar em cima dela, sussurrar incentivos — ela continuará a indicar apenas a força que realmente aplicas. A quinadeira é igual. Mede a força aplicada ao material. Não mede o quanto desejas atingir o ângulo certo.
Em séries de produção em massa numa quinadeira manual, onde tudo permanece igual — mesma matriz, mesmo lote de material, mesmo ângulo —, podes parecer um herói apenas por repetir uma configuração fixa. Isso não é força bruta a vencer. É a física a manter-se constante para não te surpreender.
No momento em que alteras a espessura, a liga, a largura da matriz em V ou a máquina, a força física deixa de importar. Só a configuração conta. Uma quinadeira aplica força mensurável através de uma geometria fixa; a força humana não pode alterar essa equação.
Então, se não são as tuas mãos a decidir a curvatura, o que exatamente dentro da máquina é que o faz?
Estás perante o comando, pé suspenso, a olhar para uma chapa de aço macio de 3 mm sobre uma matriz em V de 24 mm. Um metro de comprimento. No papel, essa curvatura precisa de cerca de 20 toneladas. Nem 10. Nem “por aí”. Vinte. Duplica a espessura para 6 mm e não duplicas a tonelagem — quase quadruplicas.
Esse salto não é atitude. É matemática incorporada na máquina e no metal.
Quando carregas no pedal, não estás a “dobrar aço”. Estás a fechar um sistema: o êmbolo a descer, a mesa a manter-se firme, o punção a pressionar a chapa, a matriz a resistir por baixo. Quatro peças de aço temperado a decidir para onde vai a força e como se distribui. Antes mesmo de as tuas mãos tocarem na chapa, a relação entre o raio do punção e a abertura da matriz já limita que ângulo é possível a determinada profundidade.
Portanto, quando perguntas o que dentro da máquina determina realmente a curvatura, deixa de olhar para as tuas botas e começa a olhar para essas quatro partes.
Porque são elas que fazem o trabalho.
Observa o êmbolo numa curvatura longa — digamos, 2,4 metros de aço de 4 mm. À medida que desce sob carga, é possível medir deflexão no centro. Algumas centésimas de milímetro. Pode não parecer muito. Mas ao longo do comprimento, isso significa que o centro recebe menos força do que as extremidades, a menos que compenses com a curvatura da mesa (crowning).
Isso é física da estrutura.
O êmbolo é a viga móvel. A mesa é a viga fixa. Quando a tonelagem aumenta, ambas fletem. As máquinas hidráulicas geram pressão através de óleo; há compressibilidade e um ligeiro atraso antes que a tonelagem total se estabilize. Os acionamentos elétricos atingem a posição mais rapidamente e mantêm-na com precisão, mas ainda assim carregam a estrutura da mesma forma quando a tonelagem aumenta. Sensação diferente. Mesma viga a dobrar sob carga.
Ele jurou que fez tudo da mesma forma.
Mas na prensa hidráulica antiga, as peças dele saíam três graus abertas.
O que mudou não foi o pé dele. Foi a forma como o êmbolo aplicou e estabilizou a força antes de a estrutura estar totalmente carregada. Se o êmbolo parar na profundidade antes de a tonelagem se equilibrar ao longo da mesa, o material nunca atravessa completamente o limite de escoamento no centro. Obtém-se variação ao longo da peça.
Uma vez ignorei folgas gastas — aquelas superfícies de guia que mantêm o êmbolo a seguir em linha reta. Sob carga elevada, o êmbolo torceu-se só o suficiente para enviesar um dos lados. Produzimos 200 peças antes de verificar o ângulo de um lado para o outro.
Tudo sucata. Direto para o contentor.
O êmbolo e a mesa não estão apenas a “sustentar” a ferramenta. São vigas opostas num sistema de flexão controlada. Se se deformarem, a distribuição da força muda. Se a distribuição da força muda, a linha de escoamento no metal desloca-se. A força só é real no ponto e momento em que é uniformemente suportada entre o êmbolo e a mesa.
E se a força tiver de passar através dessas vigas, o que a molda a seguir?
Pegue numa matriz em V de 12 mm e troque-a por uma matriz em V de 16 mm. Mesmo punção. Mesmo material. Mesmo ângulo programado.
O seu ângulo de dobra muda.
Porquê? Porque na dobra ao ar, a chapa só contacta a ponta do punção e os dois ombros da matriz. Isso faz com que a abertura da matriz seja a base de um triângulo. O raio do punção é o vértice. O ângulo que esse triângulo forma a uma determinada profundidade é pura geometria, não entusiasmo.
Pressione mais rápido. Pressione mais devagar. O triângulo não se importa.
Os principiantes pensam que a velocidade “encaixa” o metal no lugar. Não encaixa. A velocidade apenas altera o tempo de ciclo. A geometria define o ângulo. Com uma V mais larga, o material afunda-se mais antes de atingir o mesmo ângulo incluído. Essa penetração mais profunda altera quanto da secção transversal entra em plástico versus elástico, o que muda o retorno elástico.
Há vinte anos, estreitei uma matriz em V em 2 mm sem ajustar o programa. Mesmo ângulo no ecrã. Mesma profundidade.
Cada suporte saiu apertado por dois graus.
Não foram gremlins. Uma matriz mais estreita concentra a força numa faixa menor, aumentando a penetração para o mesmo curso. Mais deformação plástica. Menos retorno elástico. Resultado diferente. A geometria mudou; o ângulo seguiu.
Pense nisso como rachar madeira. Uma cunha mais afiada (efeito de matriz mais estreita) concentra a força e entra mais fundo com o mesmo golpe. Uma cunha romba espalha a força. Não se corrige isso golpeando mais forte. Corrige-se escolhendo a cunha certa.
Na dobra ao ar, o ângulo final é determinado pela relação geométrica entre o raio do punção e a abertura da matriz a uma profundidade de penetração específica.
Então, se é a geometria que decide o ângulo, porque é que alguns gajos se gabam de “encostar totalmente” como se isso fosse verdadeira força muscular?
Prepara dois trabalhos em aço macio de 3 mm.
Trabalho um: dobra por ar até 90 graus sobre uma matriz em V de 24 mm.
Trabalho dois: encostamento numa matriz apertada, onde o punção força a chapa completamente até ao ângulo da matriz.
A dobra por ar pode precisar de cerca de 20 toneladas por metro.
Encostamento? Facilmente três a cinco vezes isso, dependendo do material.
A dobragem por ar usa contacto em três pontos. Estás a formar um arco controlado e a deixar que ocorra o retorno elástico, depois compensas com a profundidade. No encostamento, forças o material a um contacto total com o ângulo da matriz. Não estás apenas a ultrapassar o limite de elasticidade — estás a prensar o material até à forma. Isso exige uma tonelagem a sério.
E aqui está o paradoxo: o processo que requer menos força bruta — a dobragem por ar — é o que a maioria dos trabalhos de precisão utiliza.
Porquê? Porque é ajustável. Pequenas variações de profundidade — milésimos de polegada — traduzem-se em décimos de grau. Estás a ajustar a penetração, não a esmagar a chapa à força.
Vi um tipo a encostar aço inox fino numa prensa ligeira porque achava que “mais força significa mais precisão”. Sobrecarregou a máquina, entortou a estrutura e acabou com ângulos inconsistentes na mesma.
Mais uma chamada de assistência.
Encostar parece decisivo. A dobragem por ar parece suave. Mas a precisão favorece a penetração controlada em vez da força máxima. Quanto menos contacto total forças, menos tonelagem precisas, e mais previsível se torna a geometria.
O que nos leva ao instante que realmente importa — o fragmento de segundo em que o metal cede e se deforma plasticamente.
Abranda o movimento mentalmente.
A ponta do punção toca na chapa. Nada permanente ainda — é deformação elástica. O metal está a esticar na superfície exterior, a comprimir na interior, mas voltaria imediatamente à forma se parasses.
Vai mais fundo.
A uma tensão específica — o seu limite de elasticidade — as fibras exteriores já não conseguem voltar. Deformam-se plasticamente. Esse é o ponto sem retorno. O interior ainda é maioritariamente elástico no início. À medida que a penetração aumenta, a zona plástica cresce através da espessura. Onde essa transição se situa — chamada deslocamento do eixo neutro — depende da largura da matriz e do raio do punção.
Matriz mais larga? O eixo neutro desloca-se de forma diferente. Mais recuperação elástica.
Punção mais afiado? Maior deformação localizada. Menos recuperação elástica.
Isto não é filosofia. É distribuição de tensão através de uma secção transversal. Como ao dobrar uma régua de plástico: o topo fica branco onde se estica para além do limite elástico. Esse branqueamento é a tua linha de cedência em tempo real.
Se o êmbolo parar antes de uma parte suficiente da espessura ficar plástica, a recuperação elástica domina e o ângulo abre. Se descer mais fundo, mais material permanece permanentemente deformado e a recuperação elástica diminui.
Como se o esforço pudesse persuadir o aço.
Não pode. Só uma tensão que exceda o limite de cedência à profundidade correta, através da geometria correta, fixará o ângulo. E essa tensão é transmitida através do êmbolo, bancada, punção e matriz, atuando como uma equação mecânica fechada.
Uma dobra torna-se permanente apenas quando a tensão aplicada excede o limite de cedência em parte suficiente da espessura do material — controlada pela profundidade de penetração e pela geometria da ferramenta, não pela força do operador.
Agora que vês os quatro componentes e o momento exato em que o metal cede, a próxima questão não é sobre habilidade.
É sobre capacidade.
Quanta tonelagem a tua máquina tem realmente em reserva antes que esta pequena equação se transforme noutro bilhete para o caixote de sucata?
Queres saber o que dentro da máquina decide realmente se a dobra sai perfeita ou acaba em sucata?
Não é a tua postura no pedal. É a curva de força que o êmbolo pode fornecer, a rigidez da estrutura sob carga e a forma como essa força viaja através do punção, chapa e matriz num circuito fechado. Os cilindros hidráulicos (ou fusos de esferas servo numa elétrica) empurram para baixo. A bancada empurra de volta para cima. A estrutura estica-se microscopicamente. As ferramentas concentram essa força numa linha estreita. Se qualquer parte dessa cadeia for subdimensionada para o cálculo, o ângulo engana-te.
Há uns anos, um jovem no segundo turno pegou em aço macio de 6 mm e disse: “É só aumentar a tonelagem.” Jurou que fez tudo igual. Mesmo punção. Mesma profundidade. Mesma máquina. Mas trocou por uma matriz mais estreita porque queria um raio interior mais apertado. Dez peças depois, tínhamos bordas rachadas e uma quinadora a gemer.
Isso não era um problema de potência. Era um problema de geometria disfarçado de problema de resistência.
Vamos quebrar a armadilha.
Pega em aço macio de 3 mm. Coloca-o sobre uma matriz em V de 24 mm. É a velha regra prática — cerca de 8× a espessura do material para dobra ao ar. Agora troca essa matriz por uma de 12 mm porque “queres mais afiado”.”
Observa o que acontece.
A matriz mais estreita reduz o vão entre os pontos de contacto. Mesma força do êmbolo, mas agora essa força está concentrada numa largura menor. Pressão — força dividida pela área — sobe rapidamente. O material sofre maior tensão localizada. A penetração aumenta para o mesmo curso. A recuperação elástica diminui. Parece bom.
Até olhares para o gráfico de tonnagem.
Para o ar a dobrar aço macio, a tonnagem necessária por metro segue aproximadamente:
Tonnagem ∝ (Espessura do Material²) ÷ Abertura do V-die
A espessura é elevada ao quadrado. A abertura da matriz está no denominador. Reduz a abertura do V para metade e quase duplicas a tonnagem necessária.
Isso significa que a tua prensa de 50 toneladas, que funcionava confortavelmente com uma matriz em V de 24 mm, pode estar a aproximar-se do limite com uma de 12 mm — mesmo que a espessura da chapa não tenha mudado.
Descartei um lote de suportes galvanizados há anos porque procurei um raio mais apertado com uma matriz mais pequena. A máquina atingiu o limite de tonnagem a meio do curso, o quadro fletiu, os ângulos variaram dois graus ao longo do comprimento. Parecia erro do operador.
Era matemática.
A matriz não molda apenas a curvatura. Determina quanta da capacidade nominal da tua máquina estás a consumir. A força de dobragem necessária aumenta com o quadrado da espessura e diminui à medida que a abertura da matriz aumenta — a geometria define a carga antes de tocares no pedal.
Então, o que acontece quando ignoras isso e simplesmente “mandas ver”?
Sobrecarrega uma prensa e ela não explode como num desenho animado. Ela engana-te.
Quando excedes a tonnagem nominal, a estrutura estica-se — micrómetros, mas o suficiente. A mesa e o êmbolo fletam ao centro. As extremidades atingem o ângulo. O meio abre. Colocas calços. Ajustas a compensação. Andas a perseguir fantasmas.
A longo prazo, desgastas pinos, casquilhos, vedantes de cilindros. A máquina perde repetibilidade porque foi fletida para além da sua zona de conforto demasiadas vezes.
Agora, se a tonnagem for insuficiente — ou seja, não aplicas força suficiente para a matriz e espessura escolhidas — a falha parece diferente. O êmbolo atinge a profundidade programada, mas o material não entrou em regime plástico ao longo de espessura suficiente. Tens grande retorno elástico. Os ângulos abrem três graus. Os operadores começam a fazer sobredobragens aleatórias.
Mas na prensa hidráulica antiga, as peças dele saíam três graus abertas.
Ele culpou a hidráulica. A realidade? Passou de A36 para aço inoxidável 304 e manteve a mesma matriz e profundidade. O inox tem maior limite de escoamento. Resiste mais tempo à deformação plástica. Precisava de mais força ou maior penetração. A máquina entregou o que lhe foi pedido. O material não cedeu como esperado.
A falha por sobrecarga distorce a máquina. A falha por falta de tonnagem distorce a peça.
Ambas são culpadas de “más prensas” ou “material sensível”.”
Nenhuma tem a ver com a força do teu olhar para o painel de controlo. Excede a tonnagem nominal e a máquina flete; fica abaixo da tonnagem necessária e o material recupera — a força deve exceder o limite de escoamento sem ultrapassar os limites da estrutura.
E isso leva diretamente ao nariz do punção.
Pega num punção com uma ponta afiada como uma lâmina e aplica-o em alumínio de 4 mm sobre uma matriz estreita.
Verás uma linha brilhante formar-se ao longo do exterior da curvatura. E talvez uma fissura.
Porquê?
Um raio de punção afiado concentra a deformação nas fibras exteriores. Lembras-te daquele desvio do eixo neutro de que falámos? Quanto menor o raio interior, mais a superfície exterior tem de esticar. Se o alongamento necessário exceder a ductilidade do material — a sua capacidade de se esticar antes de rachar — ele falha.
É como dobrar um clipe de papel lentamente em vez de o torcer bruscamente num ponto. Quanto mais apertado o raio da curvatura, mais localizada é a deformação.
Agora é aqui que a armadilha da tonagem se aperta: um punção mais afiado costuma exigir uma matriz mais estreita para suportar esse raio. Matriz mais estreita significa maior exigência de tonagem. Maior tonagem significa maior tensão, tanto no material como na máquina.
Uma vez trabalhei com aço de alta resistência usando um raio de punção demasiado apertado para a sua classificação de alongamento. A primeira peça parecia boa. A segunda tinha microfissuras. A terceira abriu completamente. O contentor do desperdício encheu-se porque tentei “forçar” um raio que o material fisicamente não conseguia acompanhar.
Como se o esforço pudesse persuadir o aço.
Não dá. O raio interior na dobra ao ar é, em grande parte, função da abertura da matriz, e não apenas da afiação do punção. Não podes exigir um raio interior de 1 mm a partir de uma chapa de 5 mm só porque a ponta do punção tem 1 mm. O material e a matriz decidem em conjunto.
O raio interior mínimo alcançável é determinado pela ductilidade do material e pela largura da matriz — a concentração de tensão, não a vontade do operador, é que decide se a peça dobra ou parte.
Então, como parar de adivinhar e realmente calcular o que a tua prensa pode suportar?
Vamos fazer isto corretamente.
Digamos que tens:
Uma tabela de tonagem padrão para dobra ao ar de aço macio indicará algo em torno de 20 toneladas por metro para essa configuração. Isso está dentro do intervalo para uma prensa de 50 toneladas e 2 metros — assumindo carga uniforme e boas condições.
Considerando que a CN-HAWE opera mais de 50 pontos de venda e assistência na China e no estrangeiro. Os seus produtos são vendidos em mais de 100 países e regiões, para os leitores que desejem materiais detalhados, Brochuras é um recurso útil de seguimento.
Agora muda uma variável.
Mantenha a espessura de 3 mm. Mantenha o comprimento de 1 metro. Troque para uma matriz em V de 12 mm.
O gráfico salta para perto de 40 toneladas por metro.
Nada ficou mais espesso. Não “pediste mais curvatura”. Alteraste a geometria. A equação respondeu.
Agora muda o material.
Mesma espessura de 3 mm. Mesma matriz de 24 mm. Mas muda para aço inoxidável 304.
Como a sua resistência ao escoamento é superior, a tonelagem necessária aumenta—frequentemente 30–50% mais do que o aço macio, dependendo da condição. As tuas confortáveis 20 toneladas por metro podem subir para 28 ou 30.
Se a tua máquina está classificada para 25 toneladas por metro nesse comprimento, já não estás seguro. Não por falta de coragem. Porque os números não encaixam.
É aqui que os operadores iniciantes ficam presos. Eles veem a tonelagem como um grande número máximo na chapa da máquina. Não dividem pelo comprimento da curvatura. Não ajustam a largura da matriz. Não consideram a resistência ao escoamento do material.
Tratam a tonelagem como cavalos de potência numa carrinha.
Não são cavalos de potência. É força admissível distribuída por uma extensão, governada pela geometria e pelas propriedades do material. Uma equação rigorosa.
E quando compreendes que a abertura da matriz, a resistência ao escoamento do material, o comprimento da curvatura e a espessura alimentam uma carga calculável, a próxima pergunta deixa de ser “Consigo forçar isto?”
Passa a ser: como é que esta prensa dobra em particular gera e controla essa força através do seu sistema de acionamento — e quão precisamente a consegue manter no fundo do curso? É aí que o design e a verificação da máquina importam. Num sistema moderno como um prensa dobradora CN-HAWE, a resistência do quadro e do êmbolo é validada através de análise por elementos finitos e construída sob um processo rigoroso de controlo de qualidade, para que a tonelagem nominal não seja apenas teórica — é força que podes aplicar e repetir com confiança.
Numa prensa mecânica, o êmbolo está ligado a um volante giratório através de uma cambota. Assim que a embraiagem engata, o êmbolo desce queiras ou não. Curso completo. Trajetória fixa. A curva de tonelagem atinge o pico perto do ponto morto inferior porque é aí que a geometria da cambota te dá a máxima vantagem mecânica.
Numa prensa hidráulica, dois cilindros empurram o êmbolo para baixo com óleo pressurizado. A pressão aumenta à medida que a resistência aumenta. Podes parar a meio do curso. Podes manter na parte inferior. A força é o que resultar da pressão hidráulica multiplicada pela área do pistão.
Numa prensa elétrica servo, fusos de esferas acionados por motores servo convertem o movimento rotativo em força linear. O controlo mede o binário e a posição do motor em tempo real. Sabe exatamente onde está o êmbolo e quanta força está a aplicar naquele instante.
Mesma chapa. Mesma matriz. Mesmo gráfico de tonelagem. Três formas completamente diferentes de fornecer essa força calculada.
E essa diferença é a tua margem de erro.
A equação da tonelagem que acabámos de analisar não se importa com a tua atitude. Assume que a máquina consegue exercer uma força específica numa posição específica e mantê-la ali sem ultrapassar, afundar ou passar do ponto em que o material cede. Se o sistema de acionamento não consegue controlar força e posição em conjunto, a tua matemática está correta e a tua peça continua errada.
Esse é o ponto crucial: o sistema de acionamento é o mecanismo que transforma a tonelagem teórica em deformação real e controlada. A força deve ser gerada, posicionada e mantida em sincronia com o escoamento do material — é o controlo, e não o esforço, que determina a precisão.
Comecei com uma mecânica. Um grande volante a zumbir por cima da cabeça, como uma ventoinha de teto capaz de te matar. Definíamos a altura de fecho, alinhávamos a matriz e, quando se pisava o pedal, o martelo comprometia-se.
Ele jurou que fez tudo da mesma forma.
Aprendiz novo. Mesmo aço macio de 2 mm. Mesmo V-die de 20 mm. Mesmo batente do posicionador traseiro. O primeiro lote correu bem. O segundo lote? Dobrado em excesso em quase dois graus. O que mudou? Ele ajustou a altura de fecho um nadinha para “apertar”. Numa mecânica, esse minúsculo ajuste desloca o ponto onde a tonelagem máxima ocorre em relação ao ponto morto inferior. A cambota continua a mover-se. Não há pausa. Nem modulação de pressão. Passa pelo limite de escoamento e segue em frente por inércia.
Essa é a perigosidade. Uma quinadora mecânica aplica força máxima num ponto geométrico fixo da sua rotação. Se a altura da matriz, a espessura do material ou a posição do batente estiverem erradas, a máquina não compensa. Conclui o curso. Como se o esforço pudesse convencer o aço.
Ocorreu-me deitar fora uma pilha de suportes galvanizados porque uma quinadora mecânica não se preocupa com o tempo de recuperação elástica. Sem pausa inferior, o material começa a recuperar elasticamente no momento em que a força diminui. Surge assim uma variabilidade impossível de eliminar sem alterar fisicamente a altura de fecho e tentar de novo. O balde de sucata encheu-se depressa nessa semana.
E a segurança? Uma vez acionado, o martelo desce. Um principiante erra no ajuste e a máquina não perdoa. Ela cumpre.
As quinadoras mecânicas não são obsoletas por falta de força. São-no porque a sua curva de esforço está bloqueada pela geometria da cambota. Não existe controlo dinâmico, apenas um pico de força baseado na posição. Quando a entrega de força é fixada pela geometria do sistema de alavancas, a tua margem de erro encolhe para zero.
Então, o que substitui essa rigidez sem transformar a máquina num jogo de adivinhas?
Observei formandos passarem de uma quinadora elétrica moderna para uma hidráulica mais antiga. Mesmo programa. Mesmos números. Mas na hidráulica mais antiga, as peças saíam com três graus a mais de abertura.
Ele culpou a hidráulica.
Realidade? O servo elétrico atingia o fundo, detetava o pico de torque e mantinha a posição com uma pausa programada de 0,5 segundos. Essa pausa permitia que o material atingisse completamente o escoamento antes de recuar. A hidráulica estava configurada para um ciclo mais rápido, com pausa mínima. Atingiu a profundidade e subiu de novo. O material não tinha estabilizado totalmente sob carga. A recuperação elástica pregou-lhe uma partida.
O sistema de acionamento mudou a duração da aplicação da tonelagem total.
As hidráulicas geram força à medida que a pressão aumenta. Se o sistema tiver boas válvulas proporcionais e controlo CNC, pode reduzir a velocidade perto do fundo, aplicar pressão total e mantê-la. Essa capacidade de retenção é o que confere tolerância. Se te enganares por algumas décimas de milímetro, podes aumentar ligeiramente a profundidade e reapertar sem recorrer a um golpe violento completo.
As elétricas medem diretamente o torque do motor. São brutalmente precisas em posição — frequentemente dentro de mícrones. Mas têm menor tonelagem de pico em muitos modelos e dependem dos limites de torque do motor. Para material fino e abas curtas, são cirúrgicas. Para chapa de 12 mm ao longo de uma cama longa, as hidráulicas continuam a dominar, pois os cilindros podem gerar e manter força maciça sem sobreaquecer os motores.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e abrange cenários de alto nível em corte a laser, dobragem, canalização e corte, se o próximo passo for falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
E é aqui que os principiantes se enganam: acham que as hidráulicas são “mais suaves” porque o óleo comprime ligeiramente. Na realidade, as hidráulicas modernas em malha fechada, com codificadores lineares, corrigem isso em tempo real. A tolerância vem da pressão e da pausa controláveis, não da folga.
Troquei uma vez aço macio de 3 mm por chapa de alta resistência numa quinadora hidráulica classificada confortavelmente para o trabalho. O primeiro golpe saiu subdobrado. Em vez de redefinir batentes rígidos como numa mecânica, acrescentei 0,3 mm de profundidade e um segundo de pausa. A segunda peça saiu perfeita. O balde de sucata ficou com apenas uma peça em vez de cinquenta.
O perdão não é magia. É a capacidade de ajustar a força e o tempo de retenção sem alterar a geometria rígida. Um acionamento que consegue modular e manter a força no ponto morto inferior aumenta a tolerância da configuração.
Mas e quanto às máquinas que tentam encontrar um meio-termo?
Os híbridos usam motores servo para acionar bombas hidráulicas apenas quando é necessário movimento. Obténs cilindros hidráulicos para gerar força, mas controlo elétrico sobre a velocidade da bomba e o consumo de energia.
No papel, isso soa como o melhor dos dois mundos. E em oficinas de alta variedade que procuram poupança de energia e redução de ruído, faz sentido.
Para suportes e invólucros básicos? A física não muda. Continuas a ter cilindros a empurrar um êmbolo. Continuas a depender da pressão multiplicada pela área do pistão para obter a tonelagem. A vantagem do híbrido é a eficiência e, por vezes, uma velocidade de aproximação mais rápida, não um comportamento de força diferente na linha de dobra.
Vi uma pequena oficina comprar um híbrido a pensar que iria “resolver a inconsistência”. O verdadeiro problema era o desajuste das matrizes e a ignorância da tonelagem por metro. A nova máquina era mais silenciosa. Mais eficiente. As peças continuavam erradas até corrigirem os cálculos.
Os híbridos não reescrevem a equação. Refinam a forma como a energia é fornecida ao mesmo mecanismo hidráulico. Se o teu trabalho envolve aço macio de até 6 mm e comprimentos de dobra moderados, a complexidade não traz precisão por si só.
A questão não é “É moderna?” Mas sim “Controla a força e a posição com precisão suficiente para o teu intervalo de carga?”
Porque a última peça não é apenas tolerância. É repetibilidade.
O tempo de ciclo mostra o que a máquina valoriza.
Os travões mecânicos são rápidos depois de engatados. O volante de inércia armazena energia. Bang—golpe completo. Excelente para dobragens repetitivas e pouco profundas, onde as ferramentas e o material nunca mudam. Terrível quando precisas de variação controlada na profundidade.
Os hidráulicos podem aproximar-se rapidamente, abrandar perto do contacto, pressionar, manter, retrair. Esse movimento segmentado é programável. A repetibilidade depende da qualidade do codificador e da rigidez da estrutura, mas os sistemas hidráulicos CNC modernos mantêm a profundidade dentro de centésimos de milímetro o dia todo—se forem bem mantidos.
Os elétricos destacam-se em trabalhos de curso curto e alta repetição. Não precisam de aquecimento do óleo. Sem atraso de válvulas. A posição é controlada diretamente do servo ao fuso. Para painéis finos de aço inoxidável, já vi sistemas elétricos manterem variações de ângulo mais apertadas do que hidráulicos antigos simplesmente porque há menos atraso dinâmico dos fluidos.
Mas aqui está o limite: os sistemas elétricos costumam ter menor tonelagem máxima para mesas grandes. Os hidráulicos dominam na chapa pesada porque conseguem sustentar 250 toneladas métricas e mais sem sobreaquecer os motores. Os mecânicos podem gerar força máxima elevada, mas sem controlo adaptativo.
O teu sistema de acionamento define dois limites rígidos: força máxima controlável e incremento mínimo controlável de posição. Essa é a tua janela de precisão.
Se escolheres mal, vais lutar contra o retorno elástico que não consegues manter ou vais arrastar-te nos ciclos porque o teu hidráulico pesado é exagerado para alumínio de 1 mm.
A máquina é um sistema de balança e alavanca. Só responde a entradas mensuráveis—pressão, torque, posição. Escolhe o acionamento que consiga gerar e manter a força que a tua equação exige, dentro da tolerância posicional que a tua peça requer.
Porque, quando o pistão volta a subir, o material ainda não acabou de “falar”. Ele salta.
Fizeste a pergunta certa: se a máquina consegue atingir a profundidade com precisão de centésimos de milímetro, porque é que o ângulo muda depois de o pistão voltar a subir?
Porque o aço não é argila.
Quando o punção entra na matriz em V, as fibras externas da chapa esticam e as internas comprimem-se. No ponto morto inferior, parte dessa deformação é permanente — ultrapassámos o limite de elasticidade — mas não toda. Parte dela é elástica, como um elástico esticado escondido dentro da curvatura. No momento em que a pressão é libertada, essa parte elástica contrai-se, abrindo o ângulo um ou dois graus, dependendo do material.
Esse estalo é o retorno elástico.
Já vi um miúdo olhar para um perfeito 90 sob carga, a sorrir como se tivesse resolvido o universo. O pistão sobe. Agora são 92. Jurou que fez tudo igual. Fez. A máquina também. O metal apenas terminou a sua frase depois de a ferramenta ter deixado de “falar”.
Aqui está a parte que precisas de gravar na cabeça: precisão sob carga total não garante precisão após o alívio. O sistema de acionamento pode controlar força e posição com precisão cirúrgica, mas, quando a força chega a zero, é o limite de elasticidade do material que decide quanto é que ele recupera. Essa recuperação não é opinião. É física.
Pensa nisso como dobrar uma régua de plástico sobre a borda de uma mesa. Empurra-a até aos 90, larga e ela abre. Empurra para além dos 90, larga e talvez fique onde queres. Não discutes com a régua. Empurras para além do alvo de propósito.
Esse “para além” não é adivinhação. É compensação.
E isso leva à primeira questão prática que todo o operador de prensa tem de responder.
Nunca apontas para 90 se queres 90.
Apontas para além.
O quanto para além depende da resistência ao escoamento — a tensão em que o material deixa de se comportar como uma mola e passa a comportar-se como algo permanentemente dobrado. O aço macio A36 pode recuperar um grau. O aço inoxidável 304? Dois, às vezes três. Isso não é personalidade. É uma resistência ao escoamento mais elevada a armazenar mais energia elástica antes de ceder.
Uma vez tive um lote de suportes de inox que saíram com 88 quando programámos 90. Em vez de verificar os certificados, o operador foi ajustando a profundidade às cegas. Cinco peças depois, o contentor de sucata tinha um pequeno leque de erros brilhantes. Medimos corretamente a primeira dobra, vimos que recuperava 2,5 graus, programámos uma meta de 92,5 e a execução seguinte ficou perfeita. Um ajuste medido teria poupado a pilha.
Eis o que acontece por baixo do capô: quando fazes sobredobragem, forças mais da secção transversal para além do limite de elasticidade, de forma que, quando a parte elástica relaxa, o ângulo final é o que pretendes. Dobragem insuficiente e abre demais. Exagero e esmagas o raio interno ou sobrecarregas o grão.
Então, quanto?
Medes a primeira peça com um transferidor digital. Comparas o alvo com o valor real. Ajustas a profundidade do pistão em conformidade. Os controlos CNC modernos até permitem programar compensação de retorno elástico diretamente. Mas essa primeira peça continua a dizer a verdade. Não o teu instinto.
Porque o retorno elástico é proporcional ao limite de escoamento e à geometria da dobra, não à tua confiança no painel de controlo.
Agora deves estar a pensar — está bem, posso dobrar em excesso. Problema resolvido.
Nem por isso.
Imagina uma estante comprida a afundar no meio com o peso dos livros pesados.
Esse é o teu quinador sob carga.
Quando dobras uma peça longa, o batente superior e a base flectem ligeiramente no centro porque é aí que a força se concentra. Mesmo uma estrutura pesada move-se um pouco sob 200 toneladas. O resultado? O meio da tua peça sofre menos penetração efetiva do que as extremidades.
Assim, as extremidades atingem 90 sob carga. O centro atinge talvez 89. Depois libertas. Tudo recupera — mas de forma desigual. Agora as extremidades estão a 92 e o centro a 94.
Não mudaste o material. Não mudaste a profundidade. A máquina flectiu.
Os sistemas de compensação — calços mecânicos ou compensação hidráulica ao longo da base — pré-carregam o centro para cima para contrariar essa curvatura. Dobras intencionalmente a máquina no sentido oposto à deflexão esperada para que, sob carga total, ela se endireite.
Não usar compensação numa dobra longa e pesada é a forma mais discreta de criares uma pilha de peças “quase certas” que não assentam planas na montagem. Deitei fora um painel de 2 metros há anos porque confiei no gráfico de tonagem e ignorei a deflexão da base. Acabamento impecável. Geometria errada. O contentor de sucata não quer saber de quão brilhante está.
A regra aqui é simples e implacável: a deflexão da estrutura altera a profundidade efetiva da dobra, e a profundidade efetiva da dobra controla o resultado do retorno elástico.
Portanto, mesmo que o teu sistema de acionamento seja perfeito, a estrutura que transporta essa força também tem algo a dizer.
E a estrutura não é a única variável escondida.
Sim.
Quando se lamina uma chapa num moinho, alonga-se a estrutura do grão na direção da laminação. Dobrar paralelamente a esse grão é dobrar ao longo das fibras. Dobrar perpendicularmente é dobrar contra elas.
É como rachar lenha.
Com o grão, abre-se facilmente. Contra o grão, resiste-te.
Quando dobras perpendicularmente à direção do veio, costumas obter ligeiramente mais resistência e, por vezes, mais retorno elástico. A diferença não é enorme em aço macio fino, mas em materiais de alta resistência é suficiente para arruinar uma tolerância apertada se fingires que não existe.
Tive uma série de peças que se comportaram de uma forma nos protótipos e de outra na produção. Mesma espessura. Mesma especificação. Única alteração? As chapas foram dispostas de forma diferente, de modo que a linha de dobra rodou 90 graus em relação à direção de laminação. O primeiro lote de produção saiu com o ângulo mais aberto. O contentor de sucata encheu até detetarmos a mudança de orientação.
A direção do veio não muda a equação, mas ajusta as constantes. Ignora-a, e a tua compensação “perfeita” fica desalinhada.
Porque A anisotropia do material — propriedades direcionais resultantes da laminação — altera ligeiramente o comportamento de cedência e, portanto, o retorno elástico.
Agora vamos falar do material que realmente põe à prova a tua honestidade.
O aço de alta resistência é o melhor mentiroso.
O aço macio dobra-se e, na maior parte, mantém-se no lugar. A sua menor resistência ao escoamento significa menos energia elástica armazenada para a mesma geometria. Sobredobras um grau ou assim, ele estabiliza-se perto.
O aço de alta resistência armazena mais energia antes de ceder. Sob carga, parece obediente. Quando o êmbolo sobe, abre-se como uma promessa quebrada.
Uma vez mudei de uma chapa de 3 mm de aço macio para uma de alta resistência sem alterar a compensação de retorno elástico. Mas na velha prensa hidráulica, as peças saíram três graus mais abertas. Mesma profundidade. Mesmo ferramental. Diferente resistência ao escoamento. Foi aí que o aprendiz me olhou como se o esforço pudesse convencer o aço.
Não pode.
O aço inoxidável 304 normalmente apresenta um retorno elástico de alguns graus a mais do que o aço macio. Os aços avançados de alta resistência podem ser piores. Quanto mais forte o material, mais se comporta como aquela régua de plástico a lutar para voltar à forma reta.
Então qual deles mente mais?
O mais forte.
Porque Quanto maior a resistência ao escoamento, maior a recuperação elástica após a descarga.
E essa é a prova de realidade: mesmo com controlo de força perfeito, posição perfeita e ferramenta rígida, o metal ainda tem a última palavra quando a pressão desaparece.
Portanto, a verdadeira questão não é “a minha máquina consegue atingir a profundidade?”
É esta: estás a pensar em termos de força, estrutura e comportamento do material como uma única equação — ou ainda esperas que o aço simplesmente fique onde o empurraste?
Queres saber como prever o retorno elástico antes de começares a alimentar o contentor de sucata.
Bom. Essa é a pergunta certa.
Aqui está a continuação: deixe de perguntar “Quanto é que este metal vai recuperar elasticamente?” e comece a perguntar “Que energia elástica estou a armazenar nesta geometria nesta máquina?” A recuperação elástica não é uma característica de personalidade do aço inoxidável 304 ou da chapa de alta resistência. É o resultado visível da libertação da energia de deformação elástica acumulada quando o punção larga. Se controlar a energia que entra — através da força, largura do V-die, raio do punção, espessura do material e deflexão real da máquina — controla o ângulo que sai.
Isso não é óbvio porque a maioria dos principiantes trata a recuperação elástica como o tempo. Consulta-se uma tabela. E espera-se.
As tabelas não sabem que a estrutura da sua máquina se estica 180 toneladas ao longo de 8 pés. As tabelas não sabem que os ombros da sua matriz estão gastos 0,2 mm de um lado. As tabelas não sabem que a sua chapa foi cortada no sentido transversal das fibras desta vez. Você sabe.
Portanto, o novo modelo é este: a prensa dobradeira é um sistema calibrado de alavanca e cunha. O metal é uma mola que está a ser parcialmente escoada. O seu trabalho é medir e normalizar as entradas que determinam quanta energia elástica permanece quando descarrega. Não adivinhar o resultado.
Quando passa a ver as coisas dessa forma, a pergunta muda de “Qual é o sobre-dobramento certo?” para “Como fixo as variáveis de modo a que o sobre-dobramento seja previsível todas as vezes?”
Quando diz “estou a dobrar metal”, imagina empurrar algo até que fique no sítio.
Essa imagem está errada.
Está a conduzir uma cunha (o punção) numa abertura controlada (o V-die), usando um sistema de alavanca (o martelo e a estrutura), para exceder o limite de escoamento numa zona estreita enquanto deixa energia elástica no material envolvente. Isto é mecânica, não força bruta.
Uma vez vi um rapaz forçar o comando, procurando a profundidade “pelo tato”. Jurava que fazia tudo igual. As peças continuavam a sair abertas por um grau e meio. Culpou o aço. Eu desmontei a configuração. Matriz V diferente do último trabalho — 16 mm em vez de 20 mm. Isso mudou o raio interno, o que alterou a distribuição da deformação, o que alterou a recuperação elástica. Deitámos fora metade de um palete antes que ele deixasse de tratar aquilo como um braço-de-ferro e começasse a tratá-lo como geometria. Lição do caixote de sucata: se mudou a largura da matriz, mudou a equação quer o admita ou não.
Aqui está a mudança prática: padronize as configurações da mesma forma que um maquinista padroniza os desvios das ferramentas. Mesma especificação do material. Mesmo lote de espessura. Mesma orientação das fibras. Mesma regra de abertura em V (por exemplo, 8× a espessura para aço macio — base hipotética). Mesmo raio de punção. Registe a recuperação elástica real da primeira peça validada, não da primeira esperançosa.
Depois constrói uma tabela de recuperação elástica específica para a sua oficina. Não a partir de um manual. A partir da sua máquina, das suas ferramentas, dos seus fornecedores.
Porque a recuperação elástica é proporcional à energia de deformação elástica armazenada, e a energia armazenada é definida pela força, geometria e propriedades do material — não pelo esforço do operador.
Quando começa a gerir energia em vez de “dobrar”, a previsão deixa de ser mística. Torna-se repetível. Mas repetível dentro de que limites?
O desenho técnico diz 90 graus.
A máquina diz: “Em que condições?”
É aqui que os operadores inexperientes se queimam. Projetam a sequência de dobragem com base no desenho, não na capacidade e comportamento da prensa.
A sua lista de verificação antes da primeira batida:
Porquê 80%? Porque à medida que te aproximas da tonelagem máxima, a deflexão da estrutura cresce de forma não linear. A tua penetração efetiva muda mais por tonelada. Isso significa que a compensação do retorno elástico por milésimo de profundidade do cilindro torna-se mais sensível.
Descartámos uma série de canais longos porque tentei alcançar um raio interno apertado numa prensa demasiado fraca para o comprimento. Estávamos a operar no limite. O centro levantava. As extremidades mordiam forte. Cada ajuste corrigia um lado e arruinava o outro. O contentor de sucata não negocia com a física.
Concebe em função da máquina e ela comporta-se bem. Concebe só em função do desenho e vais combater movimentos invisíveis.
E aqui está a parte não óbvia: se normalizares intervalo de tonelagem, proporção da largura da matriz e lote de material para uma família de produtos, a tua compensação do retorno elástico torna-se um desvio fixo mais um ajuste fino — não uma experiência diária.
Porque a repetibilidade vem de operar dentro de um envelope de força estável onde a deflexão da máquina e a resposta do material permanecem consistentes.
Mas e se o próprio envelope estiver errado?
Há um momento em que tens de o admitir.
Se precisas de raios apertados e repetíveis em material de alta resistência ao longo de grandes comprimentos, e estás a atingir o fundo próximo da tonelagem máxima em cada ciclo, o problema não está no teu cálculo de compensação.
Está na seleção da máquina.
As prensas manuais destacam-se em dobras simples e repetidas onde a configuração permanece fixa. As prensas CNC lidam com sequências complexas porque eliminam o erro de reposicionamento humano. Mas nenhuma pode contornar a capacidade. Se a tua peça exige força de cunhagem e a tua estrutura foi construída para dobrar ao ar, estás a armazenar energia em locais que não controlas — dentro da própria máquina.
É nesse momento que deixas de ajustar compensações e começas a questionar se uma prensa de estrutura mais pesada, um sistema de acionamento diferente ou até um método de conformação distinto faz sentido.
Aprendi isso da forma cara numa série de suportes de aço inox espesso. Fomos acrescentando sobrecurvatura. Continuámos a combater o retorno elástico. Mas na velha prensa hidráulica, as peças dele saíam três graus abertas quando o óleo aquecia e a resposta mudava ligeiramente. Mesmo programa. Comportamento dinâmico diferente. Estávamos a tentar fazer uma prensa de gama média agir como uma prensa de cunhagem. O contentor de sucata encheu enquanto fingíamos que persistência era uma estratégia.
Eis a perspetiva que quero que leveis para a frente:
Uma prensa dobradora não é uma ferramenta de dobra. É um sistema de entrega de força com limites estruturais. A tua peça ou se encaixa dentro da gama previsível desse sistema — ou não.
Quando avalias um trabalho, não perguntes: “Conseguimos dobrar isto?”
Pergunta: “Conseguimos controlar a força, a geometria e a deflexão com precisão suficiente para que o retorno elástico se torne um desvio fixo e medido, em vez de um alvo móvel?”
Porque A precisão é o subproduto da força controlada dentro dos limites da máquina — e nenhuma dose de determinação do operador altera essa equação.
Agora não estás apenas a dobrar peças.
Estás a decidir se a física vai cooperar antes mesmo de pressionares o pedal.


















