

Estive sobre um suporte de calibre 10, matriz V de 1,000″, números limpos no desenho. (V − MT) / 2 dizia que o raio interno devia ficar em 0,433″.
O paquímetro indicava 0,470″. Todas as peças.
Verificas os teus cálculos. Verificas a marcação da matriz. Culpa o lote de material. Entretanto, o caixote de sucata enche-se como um argumento silencioso que estás a perder contra uma máquina‑verdade de 200 toneladas.
Algo não bate certo — e não é a aritmética.
A fórmula não é estúpida. É precisa. Esse é o problema.
(V − MT) / 2 pressupõe uma relação geométrica fixa entre a abertura da matriz e a espessura do material. Pressupõe que a chapa é forçada a assumir uma forma previsível definida pela ferramenta. Por outras palavras, pressupõe que quem manda é a matriz.
Mas entra em quase qualquer oficina moderna de fabrico e observa o que realmente acontece. Noventa por cento das dobras são dobras ao ar. O punção nunca chega ao fundo. O material mal toca nos ombros da matriz. O ângulo é controlado pela profundidade do curso — o movimento do martelo — e não por esmagar a chapa dentro do V.
Estamos a usar uma equação de encosto numa realidade de dobra ao ar.
Verificação de Realidade no Caixote de Sucata: Se essa fórmula fosse realmente exata, a primeira peça corresponderia ao desenho sem precisares de ajustar a profundidade do curso três vezes. Quantos testes fizeste esta manhã?
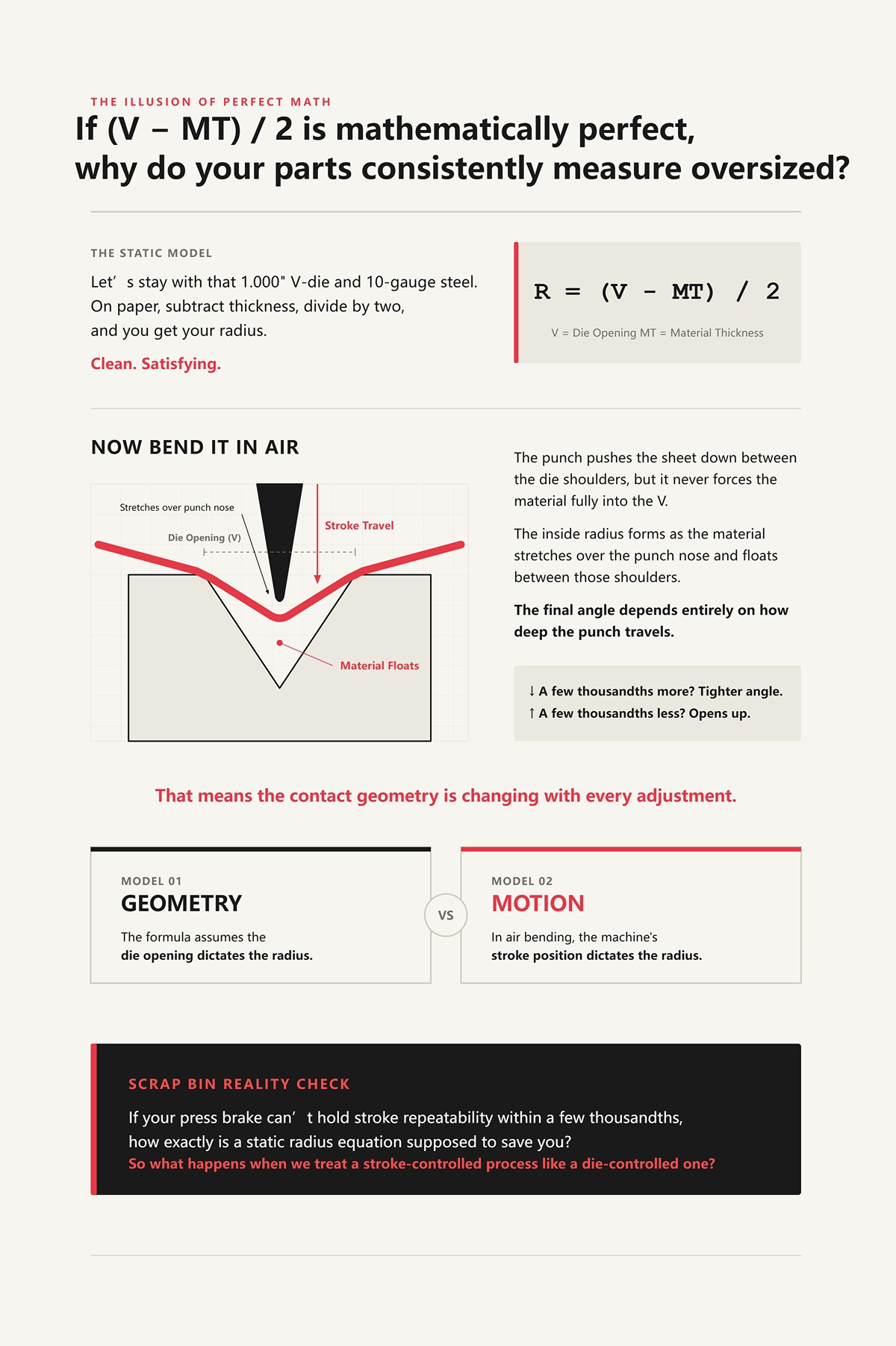
Fiquemos com a matriz V de 1,000″ e o aço de calibre 10. No papel, subtrai‑se a espessura, divide‑se por dois e obtém‑se o raio. Simples. Satisfatório.
Agora dobra‑o ao ar.
O punção empurra a chapa para baixo entre os ombros da matriz, mas nunca força o material totalmente para dentro do V. O raio interno forma‑se à medida que o material se estica sobre o nariz do punção e flutua entre esses ombros. O ângulo final depende inteiramente da profundidade a que o punção desce. Uns milésimos de polegada a mais no curso? Ângulo mais fechado. Uns milésimos a menos? Abre‑se.
Isto significa que a geometria de contacto muda com cada ajuste.
A fórmula pressupõe que a abertura da matriz dita o raio. Na dobra ao ar, é a posição do curso da máquina que dita o raio. Não são o mesmo modelo. Um é geometria. O outro é movimento.
Verificação de Realidade no Caixote de Sucata: Se o teu quinador não consegue manter a repetibilidade do curso dentro de uns milésimos, como é que uma equação de raio estática te vai salvar?
Então o que acontece quando tratamos um processo controlado por curso como se fosse controlado pela matriz?
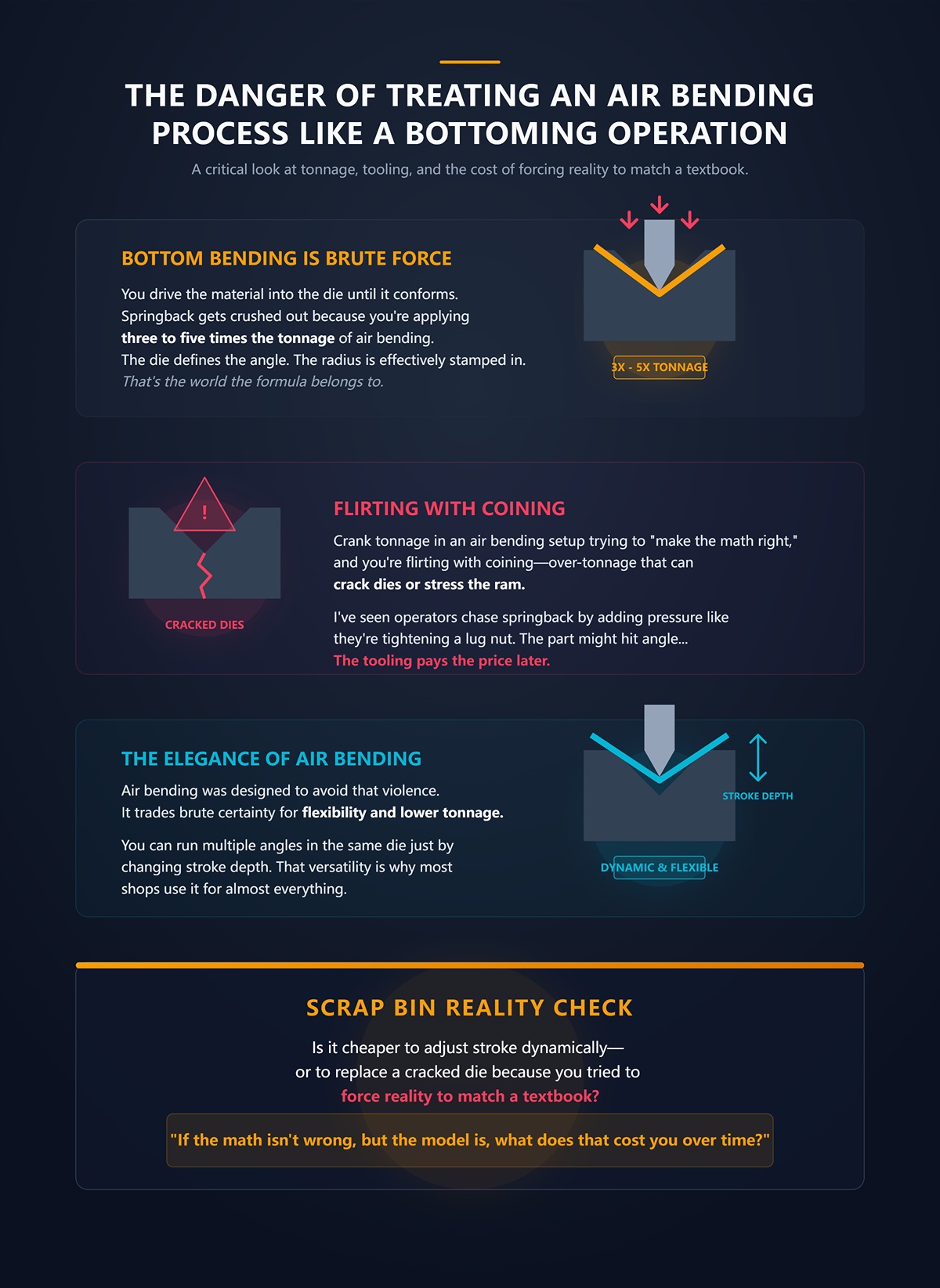
A dobra por encosto é força bruta. Empurras o material para dentro da matriz até ele se adaptar. O retorno elástico é eliminado porque aplicas de três a cinco vezes a tonelagem da dobra ao ar. A matriz define o ângulo. O raio fica, na prática, estampado.
É esse o mundo a que a fórmula pertence.
Mas aumentar o valor de tonelagem num setup de dobra no ar, tentando “fazer as contas baterem”, é flertar com a cunhagem — excesso de tonelagem que pode rachar matrizes ou forçar o aríete. Já vi operadores tentarem compensar o retorno elástico aumentando a pressão como se estivessem a apertar uma porca de roda. A peça até pode alcançar o ângulo desejado. O ferramental é que paga o preço mais tarde.
A dobra no ar foi concebida para evitar essa violência. Troca a força bruta pela flexibilidade e por uma tonelagem mais baixa. É possível dobrar múltiplos ângulos na mesma matriz apenas mudando a profundidade do curso. Essa versatilidade é o motivo pelo qual a maioria das oficinas a usa para quase tudo.
E, no entanto, ainda nos agarramos a uma fórmula criada para um processo que não estamos a usar.
Verificação de Realidade do Contentor de Sucata: é mais barato ajustar dinamicamente o curso — ou substituir uma matriz rachada porque tentaste forçar a realidade a corresponder ao manual?
Se a matemática não está errada, mas o modelo está, quanto é que isso te custa ao longo do tempo?

Eis o que a fórmula não vê: variação da resistência à tração entre bobinas, uma mesa ligeiramente arqueada, pontas de punção gastas, deriva hidráulica numa tarde quente. Nada disso aparece em (V − MT) / 2.
Mas aparece nas tuas peças.
A dobra no ar faz da própria quinadeira a variável crítica. Precisão do curso. Paralelismo do aríete. Consistência do batente traseiro. Na dobra de encosto, é a matriz que faz o trabalho pesado. Na dobra no ar, é a máquina. Uma fórmula mais simples não corrige uma máquina incapaz de repetir dentro da tolerância. É por isso que muitas oficinas migram para sistemas totalmente controlados por CNC, concebidos para dobras de alta precisão e automação — como os que existem na linha de prensas dobradeiras CN-HAWE—onde o controlo da profundidade do curso, do paralelismo e da repetibilidade se torna uma capacidade mensurável, não um palpite.
O custo oculto não é apenas sucata. É o tempo gasto a perseguir números que nunca foram pensados para prever este processo. É falsa confiança. É culpar os operadores por “dobras defeituosas” quando o verdadeiro problema é usar uma equação estática num sistema dinâmico.
Uma prensa de 200 toneladas não quer saber de quão elegante é a tua álgebra. Só quer saber onde o punção pára.
Portanto, se a matriz não está realmente a definir o raio na dobra no ar, de onde vem exatamente esse raio?
Pega nessa mesma matriz em V de 1,000″ e num aço laminado a frio de 10 gauge e 60 KSI. Mede o raio interno em dez peças dobradas no ar. Não vais obter 0,433″. Nem vais obter o raio da ponta do teu punção. Vais ficar por volta de 0,160″ a 0,200″ — aproximadamente 16–20 % da abertura da matriz.
Essa percentagem aparece com tanta frequência que deixa de ser coincidência.
Não porque a matriz “carimba” magicamente esse número. Nem porque o nariz do punção o iguala. Mas porque, quando a chapa desce entre os ombros da matriz, encontra uma curvatura natural baseada na extensão que consegue abranger sob carga. A largura da matriz define o cenário. A tração do material dita quão apertada pode ser a dobra nessa extensão. O raio forma-se no ar, suspenso entre os ombros, controlado pela profundidade de penetração.
Na dobra no ar, é a abertura da matriz — não a ponta do punção nem a calculadora — que estabelece o raio interno de base. Tudo o resto assenta sobre isso.
Se tens estado a seguir (V − MT)/2, tens andado a resolver o mecanismo errado.
Já estive sobre um suporte de calibre 10, com uma matriz em V de 1″ por baixo, porque calibre 10 a 0,135″ de espessura vezes 8 dá cerca de 1,08″. Quase certo. Essa regra dos 8× não é folclore. Mantém a força de dobra razoável e normalmente coloca-te numa janela de dobragem estável.
Faz as contas para a frente em vez de para trás.
Se uma V de 1,000″ está na ordem de grandeza certa para essa espessura, e a dobragem ao ar produz um raio interno entre cerca de 16–20% de V para aço de 60 KSI, estás a prever um raio de 0,160″–0,200″ antes mesmo de tocares no batente. Isto já está longe de (V − MT)/2.
Agora aperta a matriz para 0,800″ — cerca de 6× a espessura. O seu raio natural desce para aproximadamente 0,128″–0,160″. Abre-a para 1,250″ — perto de 10× — e ficas com algo em torno de 0,200″–0,250″.
A relação (8×, 10×, 12×) não tem a ver com elegância. Tem a ver com controlar duas coisas ao mesmo tempo: a força por pé e a percentagem de raio que surgirá dessa abertura. Se fores demasiado estreito, a força dispara rapidamente. Se fores demasiado largo, o teu raio aumenta quer o desenho o permita quer não.
Verificação de Realidade do Caixote de Sucata: Já abriste a matriz “só para aliviar a força” e depois ficaste a pensar porque é que a aba já não encaixa na peça de acoplamento? Não foi erro do operador. Foi a geometria a aumentar o teu raio, quer o quisesses ou não.
Então, se a largura da matriz define a percentagem de base, o que acontece quando o próprio material resiste mais — ou menos — à dobra do que o trabalho anterior?
Substitui o aço laminado a frio de 60 KSI por inoxidável 304 na mesma matriz de 1,000″ V. Mesma espessura. Mesmo punção. Mesmo curso programado para atingir 90°.
Mede o raio.
Ele aumenta.
O inox tem maior resistência à tração e encrua de forma mais agressiva. À medida que o punção desce, o material resiste mais à curvatura do que o aço macio. Não acompanhará tão facilmente aquele limite inferior de 16%. Poderás vê-lo deslocar-se para 20% ou ligeiramente acima. O metal está a esticar-se sob maior tensão interna antes de ceder nesse arco mais apertado.
Agora coloca alumínio 5052 macio. Menor resistência à tração. Menor limite de escoamento. Menos resistência. Afundar-se-á mais para a mesma penetração, produzindo frequentemente um raio mais próximo da extremidade inferior da faixa percentual — ou até ligeiramente abaixo em alguns casos.
Mesma matriz. Multiplicador diferente.
É essa mudança que a maioria das calculadoras ignora. Tratam V como a única variável e a espessura como um termo de subtração. Na realidade, a resistência à tração desloca o ponto onde vais cair dentro dessa faixa de 16–20%. Material mais forte empurra-te para o lado superior da faixa. Material mais macio permite-te apertar mais.
É aqui que as regras baseadas em espessura “1× o material abaixo de 6 mm” às vezes parecem funcionar em chapas finas. O aço macio fino numa matriz devidamente dimensionada cai frequentemente num raio próximo da espessura. Mas isso é um alinhamento de variáveis, não prova de uma lei universal. Muda a resistência ou a largura de V e essa relação elegante de 1× desaparece.
Verificação de Realidade do Caixote de Sucata: Quantas vezes dobraste inox numa matriz que funcionava perfeitamente para aço macio, apenas para perseguires o ângulo e veres o raio crescer mesmo assim?
E se a ponta do punção não é o que está a esculpir esse arco, que papel desempenha realmente?
Olha para uma ponta de punção de 0,062″ sob o mesmo V de 1,000″. Faz uma dobra em ar de chapa de calibre 10. Mede a peça.
Não vais encontrar 0,062″ no interior.
O punção empurra a chapa para baixo entre os ombros da matriz, mas nunca força o material completamente para dentro do V. O contacto na ponta é localizado. À medida que a penetração aumenta, a chapa envolve parcialmente o punção e depois transita para um vão livre entre os ombros. A maioria do raio interno final é formada por essa ação de vão, não pelo punção a marcar a forma como um carimbo.
A profundidade de penetração muda tudo. Uns milésimos de polegada a mais no curso aumentam o envolvimento, reduzem o comprimento do vão e apertam o ângulo — mas o raio ainda se resolve como uma função da largura da matriz e da resistência do material. A menos que realizes uma operação de bottoming ou coining — onde o material é comprimido até contactar totalmente com a matriz — a ponta do punção é um elemento de condução, não um molde.
É por isso que, numa dobragem em ar adequada, o raio do punção deve ser menor que o raio interno esperado. Ele precisa iniciar a dobra sem a ditar. Se forem exatamente iguais, estás a fazer bottoming sem querer ou a flertar com a tonelagem de coining.
A prensa dobradeira é uma máquina da verdade de 200 toneladas. Ela revela se o teu modelo corresponde à física. Na dobragem em ar, a física diz isto: a abertura da matriz define o vão base, a resistência à tração do material altera a percentagem dentro desse vão, e o punção apenas controla a profundidade com que mergulhas nesse sistema.
Se o teu desenho exige um raio apertado que a relação da tua matriz naturalmente excede, vais continuar a confiar numa fórmula estática — ou vais mudar a matriz antes que o contentor de sucata vote novamente?
Vi um suporte de aço macio a 90° sair da prensa dobradeira com 92° no instante em que o êmbolo levantou. Mesma matriz. Mesmo programa. Mesmo operador. Sob 200 toneladas, estava perfeito. Cinco segundos depois, já não estava.
Essa é a verdadeira questão que estás a colocar quando o raio natural da matriz não corresponde ao desenho: estás a resolver o que acontece sob carga ou o que o cliente mede depois da carga desaparecer?
O raio e o ângulo que vês enquanto o punção está enterrado no V não são o raio e o ângulo que envias. No momento em que a pressão é retirada, a deformação elástica é libertada. As fibras exteriores que foram esticadas tentam encurtar. As fibras interiores que foram comprimidas tentam recuperar. A peça abre. Esse é o efeito do retorno elástico, e ele não liga à tua limpeza na fórmula (V − MT)/2.
Verificação de Realidade no Contentor de Sucata: Alguma vez atingiste o ângulo perfeito na leitura de profundidade, apenas para o inspetor te dizer que todas as abas estão abertas 1,5°? O aço não desobedeceu ao ecrã. Obedeceu à física.
Os calculadores estáticos assumem que a geometria que criaste sob pressão se mantém. Não se mantém. E se não integrares compensação no plano, não estás a prever um raio acabado — estás a prever um raio temporário.
Portanto, a verdadeira luta não é qual o raio que obténs no fundo do curso. É qual o raio que sobrevive após o descarregamento.
Imagina 0,125″ laminado a frio num V de 1,000″. Avanças até uma profundidade que te dá 90° enquanto o punção está em baixo. Levantas o êmbolo e ficas com 91,5°. Isso significa que o teu ângulo sob carga estava mais próximo de 88,5°.
Agora pergunta‑te: que ângulo previu a tua fórmula?
Se calculaste a dedução de dobra, o incremento de dobra e os comprimentos das abas assumindo uma geometria verdadeira de 90° sem considerar aquele retorno elástico de 1,5°, todas as abas ficam compridas. Não muito. Só o suficiente para arruinar uma montagem.
A sobre‑dobragem é o instrumento bruto que todos usamos. Programar 88,5° para que relaxe até 90°. Mas aqui está o problema: essa compensação não é constante entre trabalhos. Abre a matriz para 1,250″ e o mesmo material pode recuperar 2° ou mais porque o raio maior reduz a deformação plástica e deixa mais energia elástica armazenada na secção. Material mais fino? Maior retorno elástico. Raio interior maior? Maior retorno elástico. Essa relação foi demonstrada em aço laminado a frio, onde o retorno elástico cresce com a razão raio‑espessura, não apenas com a resistência.
Portanto, se estás a calcular a dedução de dobra com base num nominal de 90° e depois a inserir manualmente 1,5° de sobre‑dobragem na máquina, acabaste de dividir o teu cálculo em duas partes. O padrão plano pensa uma coisa. O êmbolo está a fazer outra.
Que número está a comandar a tua geometria — o ângulo de impressão ou o ângulo que programas realmente?
Troca esse aço macio por inoxidável 304. Mesma espessura. Mesma matriz. Mesmo ângulo alvo.
Vai notar mais retorno elástico. Todos o notam. O instinto é culpar a resistência à tração porque é o maior número na certificação. Maior resistência, mais resistência à deformação, mais abertura.
Mas observa o que acontece quando trabalhas com duas corridas do “mesmo” aço de 60 KSI. Uma dobra facilmente. A outra retorna um grau extra. A resistência à tração não subiu 10 KSI de repente. O que mudou foi a relação entre o limite elástico e a tração — a relação de limite elástico.
O retorno elástico é determinado por quanto da deformação é elástica versus plástica. Um material com um limite elástico alto em relação à sua resistência à tração entra em deformação plástica mais tarde e armazena mais energia elástica antes de se deformar profundamente. Essa energia armazenada é o que abre o ângulo quando a carga é removida.
A geometria amplifica isso. Aberturas maiores na matriz criam raios interiores maiores. Raios maiores significam menor deformação plástica para o mesmo ângulo. Menor deformação plástica significa uma proporção maior de recuperação elástica. É por isso que dobragens com matriz em V larga podem ter um retorno elástico dramático comparado com configurações apertadas de 6×.
Verificação no contentor de sucata: Já usaste uma matriz larga para poupar tonelagem, acertaste no ângulo no ecrã, e depois perseguiste 3° de retorno elástico ao longo de uma peça de três metros? Não foi azar. Foi baixa deformação plástica a devolver o controlo à elasticidade.
Então o que tem maior impacto — os números de resistência no papel ou a relação entre raio e espessura que escolheste na ferramenta? Na prática, a geometria define o cenário. As propriedades do material determinam a força do recuo.
E se esse recuo mudar, o que acontece a cada número do padrão plano em que confiaste?
Imagina um canal com quatro dobragens. Sem abas de retorno. Cada dobra retorna 2°. Isso não é dramático. É normal em alguns trabalhos com inox.
Agora empilha isso.
Quatro dobragens com 2° cada significam que a tua última aba pode ficar 8° fora em relação à primeira referência se não compensares corretamente em cada passo. Já vi peças onde o primeiro ensaio parecia “quase certo” por dobra, mas o erro cumulativo fez a montagem torcer-se como uma hélice.
A dedução de dobra e o fator K pressupõem um raio interno conhecido e um ângulo final conhecido. Se o retorno elástico altera qualquer um deles e não atualizas os números, a localização do eixo neutro muda na realidade mas não no teu software. O comprimento plano que cortas baseia-se num arco mais pequeno do que o que realmente existe após o alívio. Multiplica isso por várias dobragens e as tolerâncias desaparecem rapidamente.
É por isso que fatores K universais são fantasia. Mudando a largura da matriz, mudas o raio. Mudando o raio, mudas o retorno elástico. Mudando o retorno elástico, mudas o ângulo final e a folga de dobra efetiva. Se o teu sistema não fechar esse ciclo — medir o ângulo e raio relaxados e reintroduzi-los na dedução — estás a cortar planos para uma peça que só existe sob 200 toneladas.
A prensa dobradeira é uma máquina da verdade de 200 toneladas. Ela mostra o que o material faz realmente. O contentor de sucata é o juiz final sobre se ouviste.
Se o raio que sobrevive ao descarregamento é o único que importa, porque continuas a criar padrões planos com base naquele que desaparece no momento em que o martelo se levanta?
Já estive sobre um suporte de chapa nº 10, matriz em V de 1,000″ por baixo, a ver a primeira peça sair a 92° quando o desenho exigia 90°. O programador jurava que o padrão plano estava certo. O calculador jurava que o raio interno era “exato”. O contentor de sucata não se importava.
Queres aprender a introduzir o verdadeiro retorno elástico na tua dedução de dobra e no fator K para que o plano corresponda à peça relaxada. Ótimo. Porque até fechares esse ciclo, não estás a calcular — estás a jogar à sorte com chapa.
Eis o método que utilizo numa máquina da verdade de 200 toneladas que não tem paciência para fórmulas bonitas.
Coloca uma peça de aço macio de 0,125″ sobre duas matrizes: uma de V = 0,750″ e outra de V = 1,000″. Mesmo punção. Mesmo ângulo‑alvo. As peças não saem com o mesmo raio interno. Não podem. A abertura da matriz define a geometria de como a chapa pode fluir.
No dobramento ao ar, a abertura da matriz governa em grande parte o raio interno resultante. Uma regra prática comum no mundo real é uma relação V‑para‑espessura de 6:1 para aços macios finos e 8:1 à medida que a espessura aumenta. Portanto, material de 0,125″? Normalmente estás numa V entre 0,750″ e 1,000″. Essa relação não é uma sugestão — é o limite de deformação. Demasiado apertado e arriscas fissuras. Demasiado largo e reduzes a deformação plástica, provocando retorno elástico acentuado.
Agora vê o que acontece quando alguém parte do desenho em vez da matriz. “Preciso de um raio de 0,125.” Está bem. Mas se escolheres uma matriz de 1,250″ V para poupar tonagem, o teu raio interno formado ao ar pode ficar mais próximo de 0,200″+, dependendo do material. Nenhuma quantidade de pensamento positivo muda isso. A geometria já decidiu.
Verificação na realidade do caixote de sucata: já vi oficinas forçarem uma matriz larga só porque já está na máquina, ajustarem o ângulo no ecrã e depois verem as abas alongarem porque o raio relaxado era maior do que o assumido no desenvolvimento plano. A fórmula não estava errada. A suposição inicial estava.
Se a largura da matriz define a condição de deformação, porque é que alguma vez começarias com um raio‑alvo desligado dessa matriz?
Depois de escolhida a matriz, agora é permitido falar de matemática.
No dobramento ao ar, o punção não entra totalmente no V. O punção empurra a chapa entre os ombros da matriz, mas nunca força o material totalmente para dentro do V. A chapa faz uma ponte. Essa ponte cria uma relação previsível entre a abertura do V e o raio interno sob carga.
Em aço macio, uma referência comum é que o raio interno sob carga ficará entre cerca de 16–20 % da abertura do V. Assim, uma matriz de 1,000″ V pode produzir aproximadamente um raio de 0,160″–0,200″ enquanto o martelo está em baixo. Não é exato. É uma faixa. Porque a espessura, a resistência e o raio do ombro da matriz também influenciam.
Repara no que acabámos de fazer: ligámos o raio à largura da matriz primeiro, não a (V − MT)/2, nem à ponta do punção. A antiga fórmula (V − MT)/2 pode gerar números que parecem precisos, mas se a tua relação V/T passar de 6:1 para 8:1, a distribuição de deformação muda e esse resultado arrumadinho afasta‑se rapidamente da realidade.
E isto ainda é sob carga.
O raio de referência é uma fotografia a 200 toneladas. A peça que envias é a que existe depois de o martelo levantar. Então o que acontece quando essa energia elástica armazenada é libertada?
Utiliza aço laminado a frio de 0,125″ naquela matriz de 1,000″ V. Sob carga medes 90°. Liberta‑o e obténs 91,5°. Esse retorno elástico de 1,5° diz‑te algo mais profundo: o raio também aumentou.
Quando o ângulo abre, o raio interno aumenta. O eixo neutro desloca‑se ligeiramente porque a parte elástica da deformação recupera. Materiais com maior limite elástico em relação à resistência à tração armazenam mais energia elástica antes de cederem completamente. O inox normalmente reage mais do que o aço macio na mesma matriz. O alumínio pode surpreender‑te quando a relação raio‑para‑espessura aumenta.
Mas aqui está a parte que os manuais ignoram: o retorno elástico escala fortemente com a relação raio‑para‑espessura. Abre mais a matriz, aumentas o raio interno. Ao aumentares o raio, reduzes a deformação plástica para um dado ângulo. Menor deformação plástica significa uma fração maior de recuperação elástica. Mais retorno elástico. É a geometria a amplificar o comportamento do material.
Assim, a sequência de compensação é a seguinte:
Agora atualize a sua dedução de dobragem e o fator K usando o raio relaxado e o ângulo final — não a geometria sob carga. Esse é o ciclo fechado. Se o seu retrocesso medido for de 1,5°, o seu desenvolvimento plano deve refletir o comprimento do arco da peça a 90° relaxado, não 88,5° sob carga.
Dado que o portefólio de produtos da CN-HAWE é CNC 100% e cobre cenários de topo em corte a laser, dobragem, ranhuramento e corte, para leitores que desejem materiais detalhados, Brochuras é um recurso útil de seguimento.
Verificação de Realidade da Caixa de Sucata: já vi canais com quatro dobras falharem na largura total por mais de 0,060″ porque o programador usou um fator K fixo de uma tabela enquanto a relação da matriz mudou. Mesmo material. V diferente. Raio relaxado diferente. A matemática nunca soube.
Se o retrocesso depende tanto das propriedades do material como do raio que criou com a sua matriz, por que razão um único fator K estático sobreviveria a todos os trabalhos?
Corte uma tira de 2″ de largura. Mesma espessura. Mesma direção do grão que na produção. Dobre‑a na matriz escolhida até ao seu sobre‑ângulo programado — digamos 88,5° se espera um retrocesso de 1,5°. Meça o ângulo relaxado e meça o raio interno com calibres apropriados.
Agora tem três números reais: largura da matriz, ângulo relaxado, raio relaxado.
Insira esses valores de volta no seu cálculo de comprimento de dobra. Ajuste o fator K até que os comprimentos de aba calculados coincidam com a peça de teste medida. Esse K calibrado torna‑se válido para esse lote de material, essa matriz, essa espessura, essa configuração.
Isto não é adivinhação. É iteração controlada. Uma tira sacrificada para que cem peças sobrevivam.
E sim, as especificidades da máquina importam. Desgaste dos ombros da matriz, deflexão do martelo, configurações de compensação — tudo isso influencia o comportamento da peça. É exatamente por isso que a dobra de teste deve ser feita na mesma máquina, com o mesmo conjunto de ferramentas e a mesma configuração. Está a calibrar todo o sistema, não apenas uma fórmula.
Porque aqui está a verdade: até uma boa cadeia de predição pode ser sabotada por variáveis que não modelou.
Então, depois de ter fixado a relação da matriz, o raio de referência, a compensação de retrocesso e um fator K validado, que fatores ocultos ainda estão à espera de tirar o seu desenvolvimento “perfeito” da tolerância em trinta milésimos — e quanto material está disposto a desperdiçar para descobrir?
Dado que a CN-HAWE investe mais de 8% da receita anual de vendas em investigação e desenvolvimento. A ADH possui capacidades de I&D em prensas dobradeiras; se o próximo passo é falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
Escolheu a matriz. Mediu o retrocesso. Ajustou o fator K até que a tira de teste coincidisse com o desenho.
E a produção ainda se desvia.
É aqui que a “máquina da verdade” de 200 toneladas faz jus ao nome. Pode alimentá‑la com dados limpos, raios calibrados, sobre‑dobras medidas — e ela ainda revelará suposições fracas escondidas no próprio metal ou no equipamento que o segura. A fórmula não falha de forma ruidosa. As peças simplesmente ganham pernas e saem da tolerância.
Dado que a base de clientes da CN-HAWE abrange indústrias como maquinaria de construção, fabrico automóvel, construção naval, pontes, aeroespacial, para equipas que avaliam opções práticas neste contexto, Máquina de Corte a Laser é um próximo passo relevante.
A matemática perfeita só sobrevive em condições perfeitas.
O problema é que nada numa oficina de fabrico mantém a perfeição por muito tempo.
Então, o que resta que ainda pode alterar o teu raio depois de “teres feito tudo certo”?
O aço não é isotrópico. Isso é linguagem de manual para uma realidade simples de oficina: dobra-se mais facilmente numa direção do que noutra.
Quando a chapa é laminada na fábrica, os grãos alongam-se na direção da laminação. Ao dobrar perpendicularmente ao grão, o material estica-se por cima dessas fibras alongadas. Ao dobrar paralelo, estás a tentar abri-las como um fecho‑éclair. Mesma espessura. Mesmo gume de matriz. Diferente comportamento de recuperação elástica.
Já vi aço inoxidável de 0,125″ atingir 90° exatamente ao longo do grão transversal — e depois recuar quase um grau inteiro quando dobrado na direção do grão, na mesma matriz de 1.000″ em V. Nada mais mudou. Mesmo programa. Mesmo operador. Mesmo fator K calibrado a partir da peça de ensaio.
A única diferença era a orientação.
Verificação prática da sucata: se a tua tira de teste foi cortada transversalmente ao grão, mas as peças de produção foram dispostas com o grão ao longo para “poupar material”, a compensação de sobrecurvatura está errada antes mesmo da primeira batida. A prensa não se importa com a direção que foi mais barata para dispor.
As máquinas modernas com sondas de ângulo podem corrigir automaticamente em tempo real. Ótimo. Isso prova o argumento. Se o grão não tivesse influência, não seria necessário medi-lo em cada dobra. Mas entra em quase qualquer oficina moderna e observa o que realmente acontece — há muitos travões por aí ainda a funcionar sem correção de ângulo em tempo real, confiando nos números de ontem.
Se o próprio metal altera a rigidez conforme a direção, como pode uma fórmula estática de raio fingir que a chapa não tem memória de como nasceu?
Aqui está o movimento que vejo quando os ângulos se abrem mais do que o esperado: aumentar a tonelagem.
Mais pressão parece controlo. Não é.
Na dobra por ar, a tonelagem não define diretamente o raio — a largura da matriz define. O punção empurra a chapa entre os ombros da matriz, mas nunca força o material completamente dentro do V. Estás a formar por geometria, não por força bruta. Se aumentares a pressão além do necessário, não “bloqueias” o ângulo magicamente. Começas a flertar com o encosto total, cunhagem e tensão inconsistente ao longo da linha de dobra.
Agora a tua matemática calibrada para dobra por ar mistura-se com comportamento parcial de encosto total.
Verificação prática da sucata: já vi operadores perseguirem meio grau de recuperação elástica adicionando tonelagem, apenas para criar ângulos mais fechados nas extremidades e mais abertos no centro devido a deflexão subtil e contacto desigual. As peças pareciam boas ao sair do travão. Não encaixaram na montagem.
Mais força amplifica pequenos erros de preparação. Leve falta de curvatura. Leve variação de espessura do material. Leve deflexão do batente. O que era uma recuperação elástica previsível de 1,5° torna-se 1,2° aqui e 1,8° ali. Não corrigiste a fórmula — desfocaste o padrão de tensão.
Se o teu método de compensação só funciona numa janela específica de pressão, é realmente compensação — ou apenas sorte dentro de uma faixa estreita?
A tua calculadora acha que estás a dobrar numa V de 1,000″ com ombros afiados e consistentes.
Vai medir essa matriz depois de dois anos de produção.
Os ombros da matriz desgastam-se. Incham ligeiramente, ficam polidos e abrem alguns milésimos. Uma V de “1,000 polegada” pode agora comportar-se como 1,020″ nos pontos de contacto superiores. Isso alarga a relação V/T efetiva. Uma relação mais ampla significa um raio maior sob carga. Um raio maior significa mais recuperação elástica.
A tua matemática ainda está a usar a geometria de ontem.
Depois empilha tolerâncias: um ligeiro desalinhamento esquerdo-direito em ferramentas seccionadas, uma calça sob um segmento da matriz, uma braçadeira não totalmente encaixada. Agora a linha de dobra não está a sofrer condições uniformes ao longo do seu comprimento. O teu único fator K está a tentar descrever um alvo em movimento.
Verificação da Realidade do Contentor de Sucata: Quando os comprimentos das abas começam a variar vinte ou trinta milésimos numa peça longa, as oficinas culpam o programador. Metade das vezes, um novo segmento de matriz resolve o problema. A folha de cálculo nunca teve hipótese.
Sim, as prensas modernas de ação ascendente e os sistemas de compensação mais inteligentes reduzem os problemas históricos de deflexão. Boas máquinas reduzem a margem de erro. Não eliminam a física. As ferramentas ainda se desgastam. As superfícies ainda se deformam sob carga. O aço ainda tem grão.
A prensa é um teste de esforço para as tuas suposições.
Podes passar a tua carreira a perseguir uma fórmula universal de raio, ou podes aceitar o que a máquina continua a dizer-te: o raio não é um número que calculas uma vez — é uma condição que controlas, monitorizas e corriges.
Portanto, se o grão altera a rigidez, o tonelagem confunde a deformação, e a geometria da ferramenta deriva com o tempo, porque continuamos a fingir que uma única equação estática nos pode proteger do contentor de sucata?
Não corriges um raio variável com uma calculadora melhor.
Corriges isso construindo um sistema que assume que a prensa vai mentir-te a menos que a verifiques.
Já estive sobre um suporte de 10 gauge, com 1.000 peças numa série, a ver os ângulos desviarem meio grau à medida que a dureza da bobina mudava da frente para trás do palete. A fórmula não mudou. A matriz em V não mudou. O material mudou. É aí que percebes: não estás a resolver um número — estás a controlar um processo que se move.
A prensa é uma máquina da verdade de 200 toneladas. Expõe suposições fracas da mesma forma que um ensaio de tração expõe aço fraco. Se a tua “fórmula de raio” só funciona quando as estrelas se alinham — mesmo lote, mesma direção do grão, mesmo desgaste da matriz, mesma janela de tonelagem — então não tens uma fórmula. Tens uma coincidência.
Então, como é que um sistema parece quando é construído para a realidade em vez da teoria?
Começa com saltos de espessura.
Para chapa de gama média — digamos 6 a 12 mm — verás frequentemente o raio interno situar-se em torno de 1,5× a espessura do material na dobra a ar com razões de matriz comuns. Acima de 12 mm e esse raio pode subir para cerca de 3× a espessura, mesmo quando escalas corretamente a abertura da V. Isso não é um erro de arredondamento. É comportamento não linear.
O pessoal do (V − MT)/2 trata o material como se escalasse de forma contínua. O aço real não o faz.
À medida que a espessura aumenta, não estás apenas a dobrar mais material — estás a alterar a distribuição de deformação através da secção. O eixo neutro desloca-se. A força necessária aumenta. O retorno elástico aumenta porque as fibras externas armazenam mais energia elástica. A mesma relação V/T no papel, mas um quadro de tensões internas diferente sob carga.
Agora adiciona a resistência à tração.
Um alumínio 5052 de baixo limite de escoamento e um inox de alta resistência, na mesma abertura de matriz, não vão ter o mesmo retorno elástico. O material mais resistente armazena mais deformação elástica antes de ceder. Essa energia devolve-se quando o punção sobe. Se os teus cálculos de raio não considerarem o limite de escoamento, estás às cegas.
Verificação de Realidade do Contentor de Sucata: Já vi duas corridas do “mesmo” A36 comportarem-se de forma suficientemente diferente para alterar o comprimento da aba em trinta milésimos ao longo de quatro dobras. A folha de cálculo dizia entradas idênticas. As peças disseram outra coisa.
E ainda nem falámos de erro de hardware. Um décimo de milímetro de desalinhamento da matriz pode desviar o teu ângulo mais de meio grau. A tua fórmula universal assume geometria perfeita. O teu chão de fábrica não.
Se os níveis de espessura se comportam de forma não linear, a resistência à tração altera o retorno elástico e o alinhamento das ferramentas deriva diariamente, o que é que essa única equação simples supostamente representa?
Deixas de adivinhar e começas a medir.
Escolhe as tuas proporções de matriz padrão — aquelas que realmente utilizas todos os dias. Para cada tipo de material e intervalo de espessura, corta tiras de ensaio com o sentido do grão assinalado. Faz uma dobra ao ar até um ângulo controlado. Mede o raio interior após o retorno elástico com calibradores de raio ou inspeção ótica. Regista o sobre-dobramento real necessário para atingir 90° em estado livre.
Faz isto uma vez por família de materiais e nível de espessura. Não uma vez por tarefa. Uma vez por condição controlada.
Agora constróis uma tabela que diga, por exemplo (números hipotéticos):
Essa tabela não é teoria. É cicatriz.
Quando o novo material chega sem dados certificados de resistência à tração, fazes uma dobra de ensaio e vês o que acontece. Cinco minutos na prensa travão valem mais do que cinco horas a retrabalhar peças. Se tiveres valores de escoamento, ótimo — compara-os com as tendências da tua tabela. Com o tempo, verás padrões entre resistência e retorno elástico na tua própria máquina, com as tuas próprias ferramentas.
Verificação de Realidade do Contentor de Sucata: As oficinas que saltam este passo acabam por “ajustar” cada primeira peça diretamente nas peças de produção. Isso não é flexibilidade. É jogar às apostas com chapa metálica.
E aqui está a parte que a maioria ignora: tens de controlar a máquina antes de confiar na tabela. Verificação diária do batente traseiro. Ferramentas bem assentadas e limpas. Verificar a largura da matriz com pinos, não com suposições. Se o teu equipamento se desvia, os teus dados degradam-se.
Uma tabela construída com montagem não controlada é apenas ficção organizada.
Portanto, quando a calculadora pede o raio interno, estás a escrever um palpite — ou a consultar uma base de dados que a tua prensa travão já comprovou?
Esta é a mudança de mentalidade.
A calculadora não está errada. Está incompleta. Pressupõe que já definiste corretamente o mundo físico — largura real da matriz, comportamento verdadeiro do material, alinhamento verificado. A maioria das oficinas insere valores nominais e espera o melhor.
Ser responsável pelo processo significa definir e defender esses valores de entrada.
Padronizas as proporções V/T em vez de trocares matrizes aleatoriamente. Fixas quais materiais funcionam em quais aberturas. Documentas os requisitos de direção do grão nos desenhos. Quarentenas novas laminações até passarem num teste de curvatura. Tratas a variação de ângulo como um sinal — não como um incómodo a esmagar com mais tonelagem.
E aceitas que não existe uma fórmula universal para o raio interior.
Existe apenas o teu raio, nas tuas matrizes, na tua prensa, com os teus materiais — validado sob carga por uma máquina da verdade de 200 toneladas que não quer saber do que o manual dizia.
A única coisa a reter é isto: o raio não é um número que se calcula — é um comportamento que se caracteriza.
Quando o vês dessa forma, a questão deixa de ser “Qual é a fórmula?” e passa a ser “O meu processo é suficientemente controlado para que a fórmula sequer tenha significado?”


















