

As primeiras dez peças parecem perfeitas. A aba está plana, apertada, limpa o suficiente para ser fotografada para o folheto de vendas.
Duzentos painéis depois, estás a segurar um à luz e lá está — uma fissura fina percorrendo o raio exterior como uma linha de falha em terra seca. Mesma matriz. Mesmas configurações. Mesmo operador. Então, o que mudou?
Se pensas que a resposta é “a parte superior plana deve não estar suficientemente plana”, já estás a caminhar em direção ao contentor de sucata.
Vi bons operadores dar palmadinhas numa matriz de rebatimento de estágio único como se fosse um cão fiel. “Parte superior plana. Bonita e uniforme. Estamos bem.” Esse raciocínio funcionava quando o aço macio era rei e a resistência à tração rondava os 340 MPa de resistência à tração. O material esticava, cedia, perdoava-te.
Painéis exteriores automóveis modernos? Estás a olhar para 980 MPa de resistência à tração e a sorrir porque a aba parece plana.
Uma parte superior plana diz-te o que aconteceu na superfície. Não te diz nada sobre o que aconteceu dentro das fibras do metal durante aquele movimento violento e combinado de pré-curvatura e achatamento. E é aí que começa o problema.
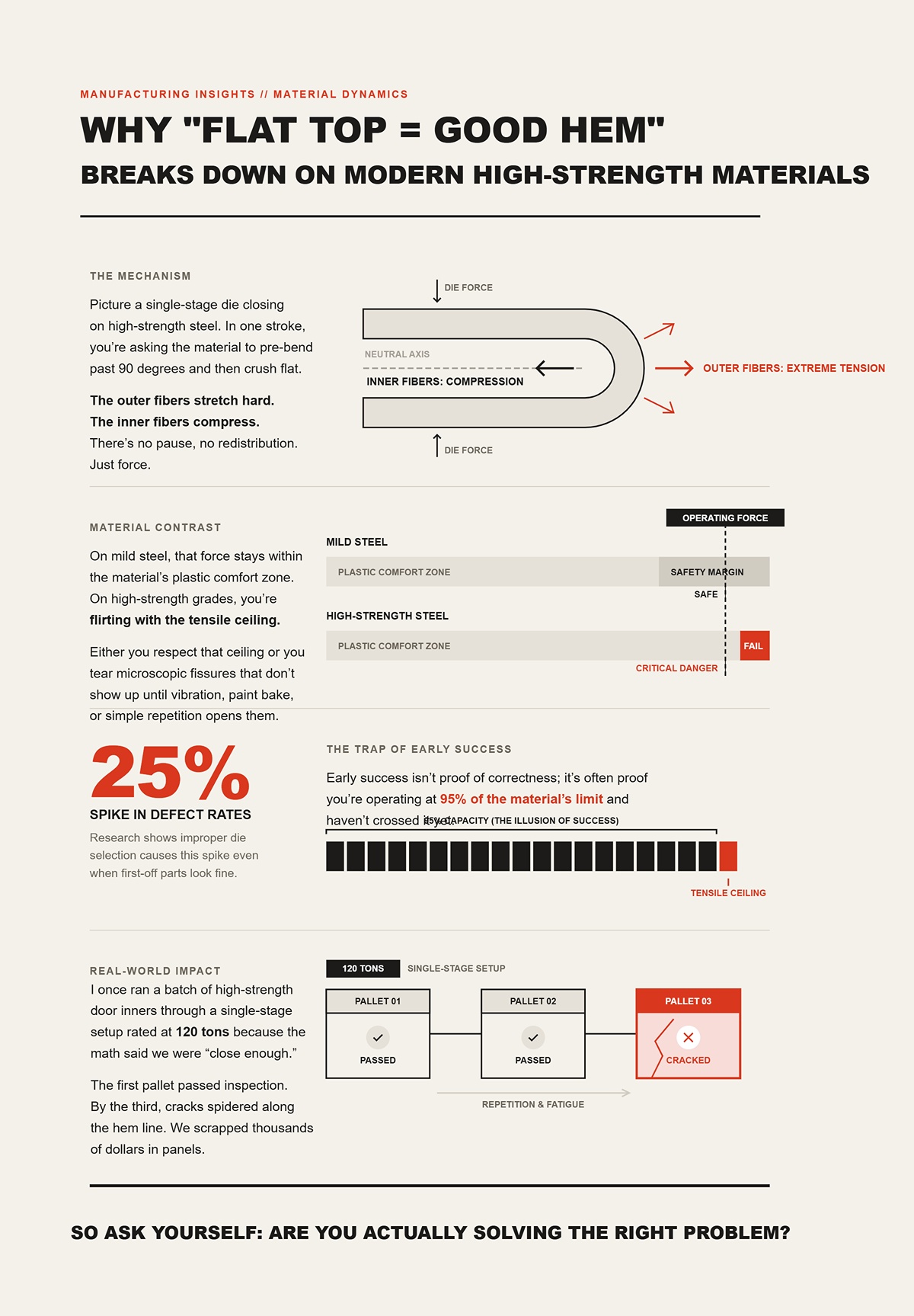
Imagina uma matriz de estágio único a fechar-se sobre aço de alta resistência. Num só movimento, estás a pedir ao material para se pré-curvar além dos 90 graus e depois esmagar plano. As fibras exteriores esticam bastante. As interiores comprimem. Não há pausa, nem redistribuição. Apenas força.
No aço macio, essa força mantém-se dentro da zona de conforto plástica do material. Nos graus de alta resistência, estás a flertar com o limite de tração. Ou respeitas esse limite ou rasgas fissuras microscópicas que não aparecem até que a vibração, a cozedura da tinta ou simples repetição as abra.
Há estudos que mostram que a seleção incorreta da matriz pode aumentar as taxas de defeitos em 25% mesmo quando as primeiras peças parecem boas. Essa é a armadilha. O sucesso inicial não é prova de correção; é muitas vezes prova de que estás a operar a 95% do limite do material e ainda não o ultrapassaste.
Certa vez, processei um lote de interiores de portas de alta resistência num conjunto de estágio único classificado em 120 toneladas porque os cálculos diziam que estávamos “perto o suficiente”. O primeiro palete passou na inspeção. No terceiro, rachaduras espalhavam-se pela linha da aba. Descartámos milhares de dólares em painéis porque confiei na parte superior plana em vez do limite de tração. Essa lição não foi barata.
Então pergunta a ti próprio: estás realmente a resolver o problema certo?
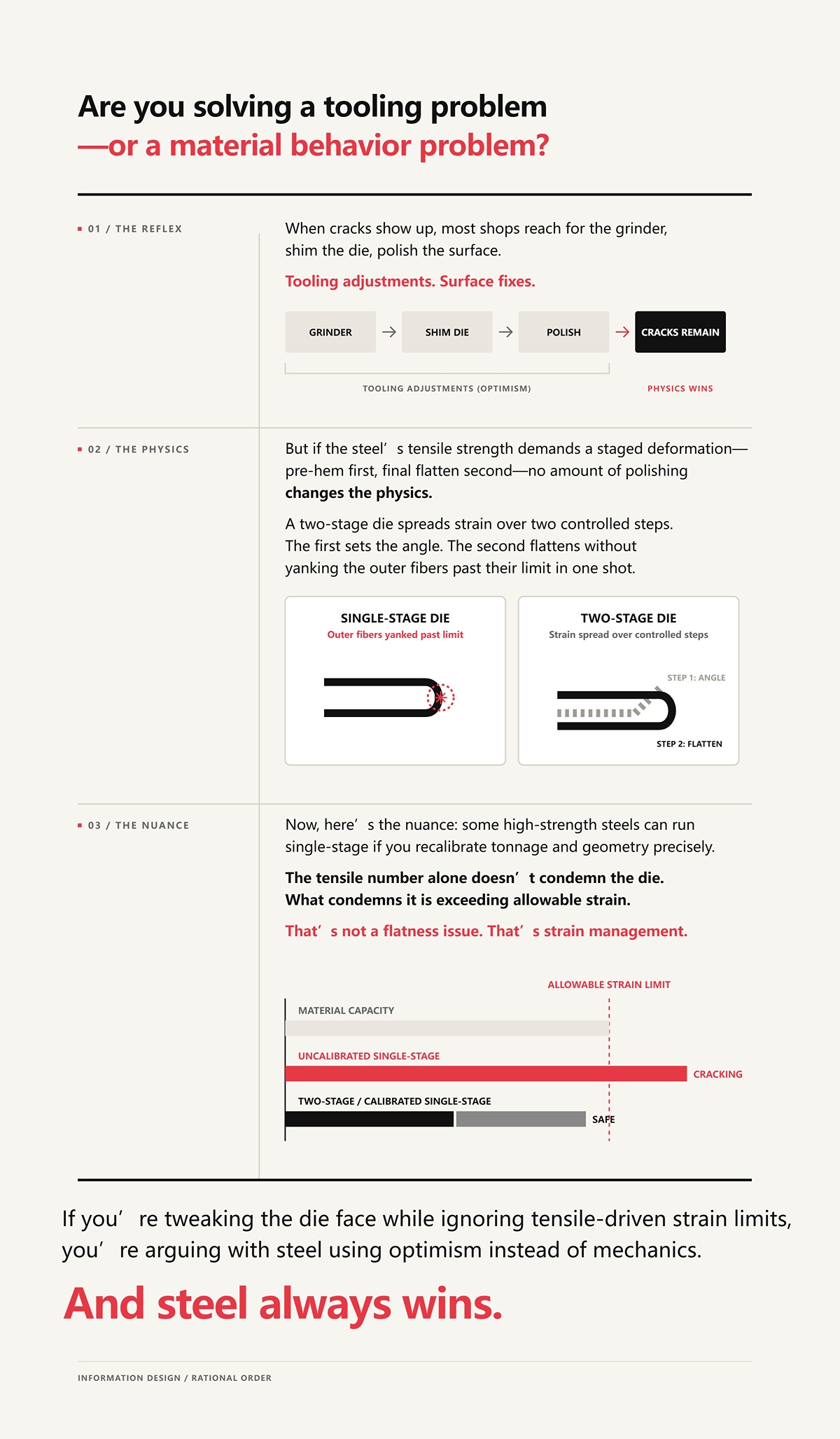
Quando aparecem rachaduras, a maioria das oficinas pega na rebarbadora, calça a matriz, polido a superfície. Ajustes de ferramenta. Correções superficiais.
Mas se a resistência à tração do aço exigir uma deformação em etapas — pré-vincar primeiro, achatar depois — nenhum polimento muda a física. Uma matriz de duas etapas distribui a deformação por dois passos controlados. A primeira etapa define o ângulo. A segunda achata sem puxar as fibras externas para além do seu limite de uma só vez.
Agora, aqui está a nuance: alguns aços de alta resistência podem funcionar em etapa única se recalibrares precisamente a tonelagem e a geometria. O valor de tração por si só não condena a matriz. O que a condena é ultrapassar a deformação admissível do material durante esse movimento combinado.
Isso não é um problema de planicidade. É de gestão de deformação.
Se estás a ajustar a face da matriz ignorando os limites de deformação impostos pela tração, estás a discutir com o aço usando otimismo em vez de mecânica.
E o aço ganha sempre.
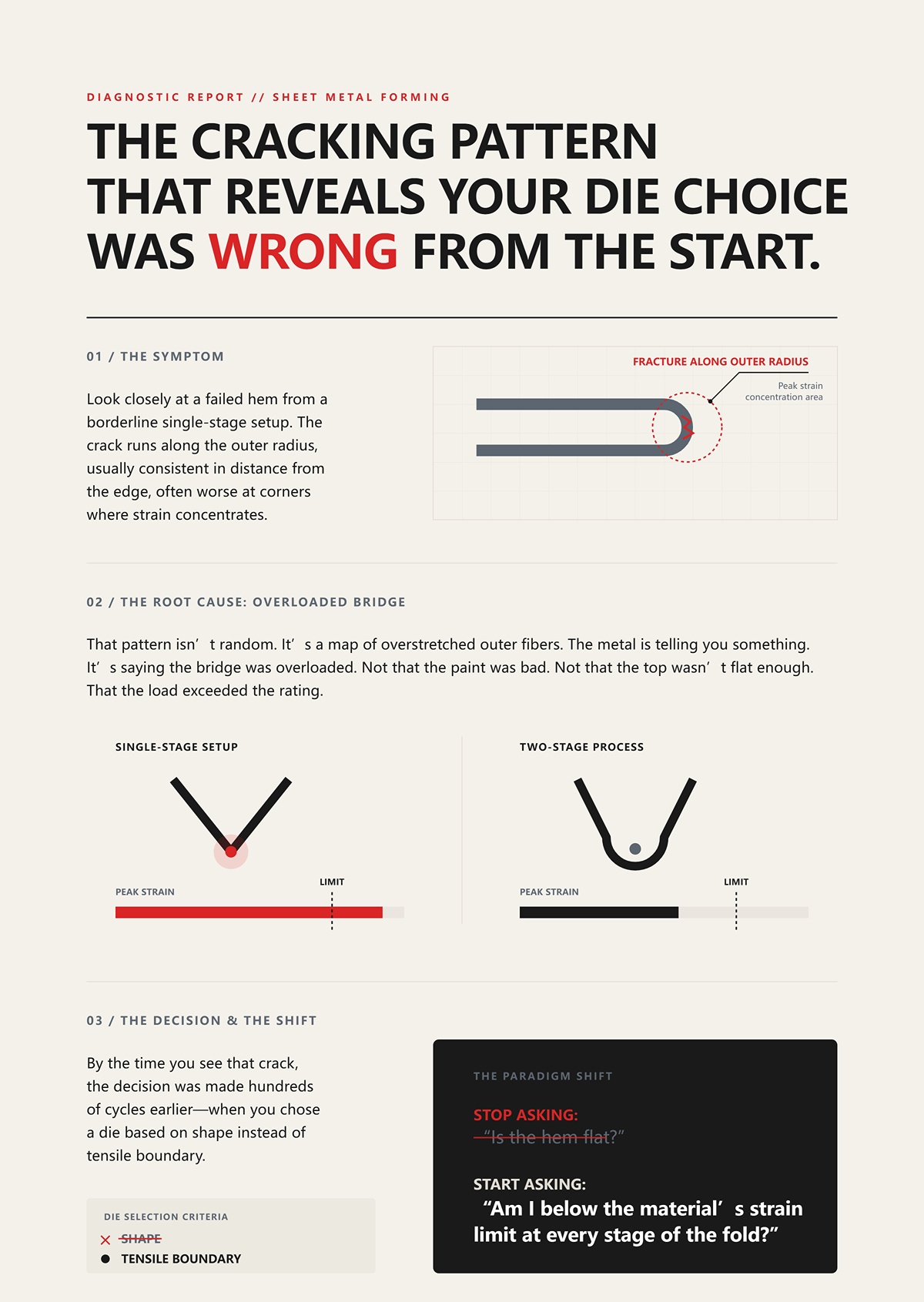
Observa de perto uma dobra falhada resultante de uma configuração de etapa única no limite. A fissura corre ao longo do raio exterior, geralmente a uma distância constante da borda, e tende a ser pior nos cantos, onde a deformação se concentra.
Esse padrão não é aleatório. É um mapa das fibras externas excessivamente alongadas. Um processo em duas etapas teria reduzido a deformação máxima nessa primeira dobra, diminuindo a tensão antes de o achatamento ocorrer.
O metal está a dizer-te algo. Está a dizer que a ponte foi sobrecarregada. Não que a tinta era má. Não que o topo não estava suficientemente plano. Que a carga ultrapassou o limite.
Quando vês essa fissura, a decisão foi tomada centenas de ciclos antes — quando escolheste a matriz com base na forma e não no limite de tração.
Por isso, a mudança de mentalidade de que precisas é simples e dura: deixa de perguntar “Está a dobra plana?” e começa a perguntar “Estou abaixo do limite de deformação do material em cada etapa da dobra?”
Queres saber como verificar se estás abaixo do limite de deformação do material em cada etapa?
Começa pelo raio de curvatura e pelo valor de tração. Se estiveres a dobrar aço de 1,2 mm a 980 MPa de resistência à tração, e o teu raio interior efetivo durante o pré-vinco descer abaixo de aproximadamente 1× a espessura, já estás a levar a deformação das fibras externas para cerca de 15–20 %. Isso não é suposição; a deformação externa numa dobra é aproximadamente a espessura dividida por duas vezes o raio interior. Reduzes o raio para metade, duplicas a deformação. O aço não se importa com o quão confiante te sentes em relação a isso.
Agora imagina fazer esse pré-vinco e o esmagamento final num único curso, sem interrupções.
Numa matriz de etapa única, o material é forçado para além de 90 graus e achatado enquanto ainda está carregado elasticamente da dobra inicial. Não há pausa. Não há redistribuição. Há deformação acumulada. E quando essa deformação acumulada ultrapassa o que 980 MPa de resistência à tração pode acomodar plasticamente, microfissuras começam a formar-se muito antes de o paquímetro te indicar que algo está errado.
Portanto, a verdadeira comparação não é a velocidade. É se a arquitetura permite que o metal relaxe entre agressões — ou se as acumula.
Execute uma dobra simples lentamente e observe o perfil lateral. À medida que o punção desce, a chapa começa primeiro a rodar em torno da aresta da matriz. O eixo neutro — a camada dentro da espessura que não sofre deformação — desloca-se em direção ao raio interno à medida que a tensão aumenta nas fibras exteriores.
Depois, a matriz continua a deslocar-se.
Antes que o eixo neutro possa estabilizar numa posição de pré-dobra limpa de 30–45 graus, a geometria de topo plano força a perna a colapsar. Agora o material já não está apenas a dobrar; está a ser comprimido e re-dobrado na curvatura oposta enquanto se assenta. O eixo neutro migra novamente, abruptamente, porque o estado de deformação muda de flexão pura para flexão mais compressão.
Está a pedir às fibras exteriores que se alonguem para formar a dobra e depois acomodem deslocamento adicional à medida que a perna é achatada — sem aliviar a tensão da primeira fase. Num único golpe, está a pedir às fibras exteriores que se estiquem e colapsem ao mesmo tempo — e o aço de alta resistência não perdoa essa exigência.
Se cortar uma dobra rachada deste processo, a linha de fratura acompanha o raio exterior da dobra original, não o achatamento final. Isso mostra que a falha começou durante o pico de deformação por tração, não durante o nivelamento cosmético.
Então, o que muda se deixar de forçar ambos os eventos a ocorrer no mesmo momento mecânico?
Uma matriz de duas etapas adequada forma primeiro um ângulo agudo — normalmente entre 30 e 45 graus — com uma abertura em V definida. Essa abertura em V é importante. Um V mais largo aumenta o braço de alavanca, reduzindo a tonelagem necessária e distribuindo a dobra sobre um raio maior. Se estreitar o V, a tonelagem necessária dispara rapidamente. Concentre força suficiente e até o aço macio se queixa.
Na primeira etapa, controla-se o raio interior. Calcula-se a deformação das fibras exteriores. Verifica-se com a elongação do material na fratura. Se o seu aço de 1,2 mm, 980 MPa de resistência à tração puder suportar, digamos, 12% de deformação verdadeira antes de estrangular, projeta essa primeira dobra para se manter confortavelmente abaixo disso — talvez 8–9%. Conservador. Aborrecido. Rentável.
Depois, liberta-se o êmbolo.
Essa libertação não é uma formalidade. Permite que a energia elástica se dissipe. O eixo neutro estabiliza na sua nova posição. As tensões residuais redistribuem-se pela espessura em vez de se acumularem.
A segunda etapa não é outra dobra agressiva. É uma compressão controlada entre superfícies planas. As fibras exteriores já não são obrigadas a esticar para criar curvatura; são guiadas para o contacto. Modo de deformação diferente. Menor exigência de tração.
A arquitetura de duas etapas é gestão de energia elástica. Não é preferência do operador. Não é tradição. É gestão.
O que nos leva a uma dor de cabeça prática que vai encontrar na primeira vez que trabalhar com painéis de alta resistência todo o dia.
Durante o primeiro golpe agudo, o material não se dobra apenas para baixo. Quer mover-se lateralmente. Essa força lateral aumenta com a resistência à tração e espessura, porque a energia elástica armazenada é maior. Com 980 MPa de resistência à tração, essa força lateral não é gentil.
Uma matriz de duas etapas deslizante básica depende da folga mecânica. Se o alinhamento estiver errado ou a lubrificação for inconsistente, a força lateral pode inclinar a secção superior e riscar as superfícies. Vai notar isso como uma espessura de dobra inconsistente de um lado para o outro.
Uma matriz de duas secções com mola lida com a transição de forma diferente. A secção superior forma a pré-dobra no seu V. À medida que a tonelagem aumenta, as molas comprimem-se e permitem que o conjunto superior transite para o estado de achatamento mantendo o alinhamento guiado. A própria matriz absorve parte desse impulso lateral em vez de o transmitir para a estrutura ou de se prender nos ombros.
Isso importa porque o emperramento não é apenas um incómodo. A vinculação altera a distribuição local de pressão. Muda-se a distribuição de pressão e muda-se a deformação local. Ao mudar a deformação local, ou se respeita o limite de tração ou se rejeita o lote.
Esta é a linha de fronteira: se a tua arquitetura não conseguir controlar o raio na primeira fase, libertar energia elástica antes da segunda, e gerir o impulso lateral sem provocar picos de pressão local, fazer tudo numa única fase é apostar com aço de alta resistência. Duas fases é engenharia para o contornar.
Portanto, a próxima pergunta não é “Qual é a matriz mais rápida?”
É esta: sob a tua espessura específica e resistência à tração podes provar — matemática e mecanicamente — que a tensão máxima na fibra exterior em cada fase permanece abaixo do limite do material, ou estás apenas a confiar que as dez primeiras peças parecem perfeitas?
Queres saber como calcular a tensão máxima na fibra exterior antes de cortar o aço, não depois de o rachar.
Começa com o único número que não mente: deformação verdadeira na fibra exterior na flexão ≈ espessura ÷ (2 × raio interno).
Se estás a dobrar uma chapa de 1,2 mm sobre um raio interno de 0,6 mm numa única operação, isso é 1,2 ÷ (2 × 0,6) = 1,0. Cem por cento de deformação de engenharia na superfície. Converte para deformação verdadeira e ainda estás a lidar com valores que nenhuma chapa automóvel de alta resistência tolerará. Aço macio com resistência à tração de 45 000 PSI pode afinar-se graciosamente e sobreviver porque tem uma elongação generosa. Empurra a mesma geometria para resistência à tração de 80 000 PSI e acima, e a elongação colapsa. A matemática não se importa com a velocidade dos ciclos da tua prensa.
Depois acrescenta o que uma matriz de uma única fase realmente faz: ela não forma apenas esse raio. Imediatamente esmaga e re-dobra a aba plana, apertando o raio efetivo a meio do curso. O teu raio de projeto de 0,6 mm torna-se 0,4 mm sob carga. Refaz o cálculo: 1,2 ÷ (2 × 0,4) = 1,5. Esse pico ocorre antes de o material poder descarregar. Isso não é eficiência. É um multiplicador de deformação.
Então, onde é que o sistema de uma única fase realmente faz sentido?
Imagina aço de baixo carbono de 0,8 mm, resistência à tração por volta de 40 000–50 000 PSI, dobrado sobre uma matriz com um raio interno real próximo da espessura do material. Executa a mesma equação: 0,8 ÷ (2 × 0,8) = 0,5. Cinquenta por cento de deformação de engenharia na fibra exterior parece alto até te lembrares que a chapa de baixo carbono pode ter 30% de alongamento num ensaio de tração e redistribuir a deformação através da espessura durante a flexão. Adiciona uma abertura em V generosa — 6× espessura — e não estás a forçar um raio de fio de faca. Estás a guiá-lo.
Nesse intervalo — chapa fina, aço macio, abertura larga — o golpe único mantém-se dentro da deformação admissível. As fibras exteriores esticam, sim, mas não estão a ser puxadas para além do limite de ductilidade enquanto são simultaneamente esmagadas. A geometria é tolerante, o material é tolerante e a arquitetura não acumula agressões para além do que a chapa consegue absorver.
É aí que o estágio único brilha. Ciclo curto. Menos componentes. Menos manutenção.
Mas só se pode aproveitar essa simplicidade se o material oferecer margem.
O que acontece quando não oferece?
Pegue num aço bifásico de 1,4 mm classificado em resistência à tração de 80 000 PSI. O alongamento total típico pode situar-se perto de 12–14 %. Esse é o verdadeiro limite, não o valor de tração estampado no certificado.
Desenhe uma dobra com um raio interno efetivo de 0,7 mm. No papel, 1,4 ÷ (2 × 0,7) = 1,0 de deformação de engenharia na superfície antes de aplanar. Mesmo que se argumente que o deslocamento do eixo neutro reduz um pouco esse valor, está-se longe dos 12 %. Está várias vezes acima disso durante a curvatura máxima num golpe único. A única razão pela qual não se rasga imediatamente é porque a deformação se localiza e redistribui — até deixar de o fazer.
Agora aperte a matriz para controlar a folga estética e o raio de trabalho diminui sob carga. A deformação volta a subir. É aqui que a analogia com a ponte deixa de ser engraçada. Ou fica abaixo do limite de carga ou racha o betão. Nenhum discurso motivacional muda isso.
Do campo: a partir do momento em que se ultrapassa resistência à tração de 80 000 PSI em espessuras de dobras automotivas acima de aproximadamente 1,2 mm, uma verdadeira arquitetura de estágio único deve ou (a) abrir dramaticamente a matriz para aumentar o raio — elevando a tonelagem e o desgaste ao máximo — ou (b) aceitar uma deformação nas fibras externas que excede o alongamento do material. A opção A desgasta a ferramenta e reduz a capacidade da prensa. A opção B danifica as peças. Ou se respeita o limite de tração ou se deita fora o lote.
Há investigação que mostra que uma má escolha da matriz pode aumentar as taxas de defeitos em 25 %, mesmo quando as primeiras peças saem aparentemente perfeitas. Em dobras de alta resistência, esse aumento não é um desvio estético. É fissuração latente iniciada no pico de deformação durante aquele movimento composto.
Aprendi isso da forma difícil. Uma vez produzi um lote de alta resistência num setup de estágio único porque as dez primeiras peças pareciam perfeitas. À peça cinquenta, começaram a surgir microfissuras visíveis na pintura após o e-coat. Tivemos de descartar toda a produção de um turno e retificar uma matriz que não era a verdadeira culpada. O culpado fui eu, por ignorar resistência à tração de 80 000 PSI como se fosse aço macio.
Então, como saber que se ultrapassou essa linha invisível antes de surgirem fendas?
Seccione uma dobra suspeita e poliça a secção transversal. Se o trajeto da fissura acompanhar o raio externo original da curvatura — e não o aplainamento final —, excedeu-se a deformação admissível durante o primeiro evento de curvatura. O que a condena é ter ultrapassado o limite de deformação do material durante o movimento combinado, não algum problema estético de aplanamento no fim.
Observe também os valores de recuperação elástica. Elevada recuperação após uma dobra de estágio único em chapa de alta tração indica que a energia elástica ficou acumulada, e não libertada. Quanto mais energia retida, maior foi a tensão máxima durante a conformação. Isso é uma pista, não um incómodo.
Depois há a consistência das arestas. Em material de alta resistência forçado por uma matriz de estágio único, observa-se variabilidade lateral, pois pequenas diferenças na lubrificação ou no alinhamento criam picos locais de pressão. Esses picos traduzem-se diretamente em excursões locais de deformação para além dos limites de alongamento. O estágio duplo distribui esse risco ao longo de vários eventos. O estágio único concentra-o num único momento de verdade.
Pode-se calcular a deformação. Pode-se medir o raio sob carga. Pode-se comparar com o alongamento documentado para o lote específico de aço. Ou pode confiar no tempo de ciclo e ter esperança.
E se estiver acima resistência à tração de 80 000 PSI, a esperança não é um processo.
Já fez as contas. Já viu o que acontece quando uma chapa de 1,2–1,4 mm ultrapassa resistência à tração de 80 000 PSI e a deformação da fibra exterior ultrapassa o limite de alongamento num único golpe. Então, como é que redesenha o processo?
Deixa de pedir a um só golpe para fazer dois trabalhos.
Uma matriz de dobragem em duas etapas divide a operação num pré-dobramento controlado — normalmente de 30° a 45° — seguido de um golpe de achatamento separado. Isso soa quase educado comparado com a violência de uma prensagem numa única etapa. Mas a mecânica é diferente de uma forma que importa.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Prensa Dobradeira é um próximo passo relevante.
Na primeira etapa, forma-se o raio e pára-se. Deixa-se o material ceder, deslocar o seu eixo neutro e descarregar parcialmente. A energia elástica dissipa-se antes que o segundo golpe comece. Na segunda etapa, não se está a criar uma curvatura máxima a partir do plano; está-se a fechar uma aba já deformada. A tensão máxima não se acumula no mesmo instante.
Essa separação é a diferença entre flertar com os limites de alongamento e superá-los.
E uma vez que ultrapassa 100.000 PSI de resistência à tração, não há meio-termo — ou separa o pré-dobramento do golpe de achatamento, ou aceita microfissuras como uma característica da produção.
Imagine um aço avançado de alta resistência de 1,6 mm a 100.000 PSI de resistência à tração. O alongamento total pode ser 10%. Pré-dobra-se numa estação dedicada sobre um raio igual à espessura do material — digamos 1,6 mm. A sua estimativa de tensão superficial é t/(2R): 1,6 ÷ (2 × 1,6) = 0,5. Cinquenta por cento de deformação de engenharia na fibra exterior durante a curvatura máxima parece catastrófico até se lembrar de que, na flexão pura, a deformação redistribui-se através da espessura e localiza-se brevemente na superfície, relaxando parcialmente à medida que a peça descarrega.
Agora compare isso com uma matriz de uma só etapa que forma e prensa num único movimento, apertando efetivamente o raio sob carga para, digamos, 1,0 mm. Volte a calcular: 1,6 ÷ (2 × 1,0) = 0,8. Acabou de aumentar a deformação máxima da superfície em 60% — e nem sequer considerou as tensões de compressão através da espessura resultantes do achatamento. O que condena esse processo é ultrapassar a deformação admissível do material durante esse movimento combinado.
Um bloco sólido de uma só etapa não consegue fazer uma pausa entre essas agressões. Ele multiplica-as.
Na arquitetura de duas etapas, o segundo golpe atua numa aba que já cedeu e deslocou o seu eixo neutro para o interior da curva. A deformação necessária para fechar de 45° até plano é principalmente rotacional e compressiva na superfície interna, não uma nova tensão de tração no raio exterior original. Está a gerir onde a deformação ocorre em vez de deixar que atinja o pico onde a geometria da matriz dita.
Isto é controlo de distribuição de deformação. Não elegância. Controlo.
E se o controlo de deformação for o verdadeiro objetivo, abrandar o ciclo torna-o automaticamente mais seguro?
Já vi oficinas gabarem-se de reduzir 0,8 segundos num ciclo de rebarbação ao colapsar duas estações numa só. Em aço macio de 0,9 mm a resistência à tração de 45 000 PSI, tudo bem. O material tem 30 % de alongamento de sobra e a abertura da matriz pode ficar entre 6–8 × a espessura sem problema.
Agora tenta esse truque em aço bifásico de 1,4 mm a resistência à tração de 80 000 PSI.
Sim, uma matriz de duas fases costuma acrescentar 30–40 % ao tempo de ciclo da parte de rebarbação. Mas “mais lento” não é o mecanismo de segurança. A segurança vem de reduzir o pico de tensão e compressão simultâneas num único evento. Podes operar uma matriz de duas fases rapidamente e ainda assim ganhar — porque é a arquitetura, não o cronómetro, que limita o empilhamento de deformações.
Há casos marginais. Aumentar a abertura de uma matriz de uma só fase para 10–12 × a espessura pode reduzir a severidade da curvatura e limitar o retorno elástico em certos aços de alta resistência. Isso dá-te alguma margem. Por vezes, o suficiente.
Mas pagas em tonelagem e fadiga da matriz. Operar uma matriz a 95–100 % da capacidade nominal não a faz explodir no primeiro dia; apenas acelera o desgaste. Agora o teu ajuste “rápido” está a gastar a ferramenta enquanto continua a roçar os limites de deformação na fibra exterior. Ou respeitas o limite de tração ou sucatas o lote.
Conceções híbridas personalizadas — varões rolantes, inserts em poliuretano — podem suavizar o contacto e evitar marcas na superfície em peças especiais. Já as especifiquei eu próprio. Ajudam no aspeto e na distribuição de pressão. Não revogam a curva tensão–deformação. Quando entras em territórios de resistência à tração de seis dígitos, separar os eventos de deformação deixa de ser opcional e passa a ser estrutural.
Então, como é que isso se traduz em números de produção?
Considera um cenário hipotético, mas realista: aço martensítico de 1,5 mm a 110 000 PSI de resistência à tração, rebarbação de painel exterior automóvel. Ferramenta de uma só fase. O primeiro artigo passa na inspeção visual. As primeiras dez peças parecem perfeitas. À peça 200, surgem microfissuras ao longo do raio exterior original sob penetrante. Após pintura, tornam-se visíveis. A sucata sobe para 12 %.
Muda para uma matriz de duas fases. O ciclo de rebarbação aumenta 35 %. A produção por hora cai. A sucata desce para 2 % porque o pico de deformação já não excede o alongamento do material durante um único evento composto.
Faz as contas num lote de 10 000 peças. Mesmo sem atribuir valores exatos, sabes qual a coluna que dói mais: mais 35 % de tempo de rebarbação ou mais 10 % de sucata em aço de alta resistência, mais o retrabalho e as perdas de pintura a jusante.
Há estudos que mostram que uma seleção incorreta da matriz pode aumentar as taxas de defeito em 25 % mesmo quando as primeiras peças parecem boas. Em rebarbações de alto rendimento, esse aumento é quase sempre uma falha de gestão de deformação, não um erro do operador.
Portanto, sim, duas fases custam tempo. Podem exigir mais pontos de manutenção. Podem requerer um alinhamento mais rigoroso entre estações. Mas quando a resistência à tração ultrapassa 100 000 PSI, não é uma melhoria de eficiência. É uma exigência estrutural, como colocar um limite de peso mais baixo numa ponte que já apresenta fendas.
Se estás a avaliar se o teu sistema de rebarbação atual consegue suportar séries prolongadas acima de 100 000 PSI, este é o momento de envolver o teu parceiro de equipamento — não depois de a taxa de sucata subir. O portefólio CNC-based 100 % da CN-HAWE abrange sistemas avançados de dobragem e automação de chapas metálicas, apoiado por I&D dedicada e capacidades de teste internas para validar aplicações de alta deformação antes de chegarem ao teu chão de fábrica. Para uma discussão técnica sobre arquitetura de matrizes, compatibilidade de máquinas ou um orçamento para atualização para duas fases, podes contactar a CN-HAWE para rever em detalhe as suas especificações de material e as metas de produção.
E mesmo com a arquitetura certa implementada, ainda pode estragar o lote se ignorar a direção do grão, a lubrificação e o desgaste do molde—porque controlar a deformação em teoria não significa que a controlou na prática.
Instalou o molde de duas fases. Verificou a altura de fecho. O certificado do material indica 110 000 PSI de resistência à tração. A arquitetura está correta.
As peças continuam a rachar.
É nesse momento que os engenheiros juniores começam a culpar os lotes de calor e as classes de aço-ferramenta, porque é mais fácil do que admitir isto: quando ultrapassa a resistência à tração de seis dígitos, a escolha do molde deixa de ser toda a história. A estrutura pode estar dimensionada para a carga, mas ainda pode conduzir um camião de lado sobre uma ponte e cortar algo que não foi feito para suportar esse esforço. O molde de duas fases é obrigatório acima desse ponto, sim—mas isso não revoga a metalurgia, a geometria ou a física da estrutura da máquina.
Então, o que realmente arruína o lote quando o molde está “certo”?
Resposta curta: em aço de alta resistência, muitas vezes sim.
A chapa de aço tem direção de grão proveniente da laminação. Se dobrar perpendicularmente, está a esticar através das fibras. Se dobrar paralelamente, está a tentar abrir as junções entre elas. Em material resistência à tração de 45 000 PSI com alongamento de 30–%, pode escapar-se com esse erro. Em aço com resistência à tração superior a 100 000 PSI e alongamento de 8–12 %, está a apostar todo o pedido em fronteiras microscópicas que não consegue ver.
Já vi oficinas aumentarem raios, abrandarem o curso, polirem o punção—tudo conforme o manual—e ainda assim perseguirem fissuras finas que seguem perfeitamente o raio exterior. O molde estava bom. A arquitetura estava boa. A linha de dobra corria paralela ao grão.
Isso não é um problema de ferramenta. É um problema de orientação do material que se faz passar por um problema de ferramenta.
E aqui está a armadilha: as dez primeiras peças parecem perfeitas. As microfissuras nem sempre aparecem até que as peças relaxem, recebam o revestimento ou sofram vibração. Nessa altura, já está a separar paletes.
Dobrar paralelamente garante falha todas as vezes? Não. O tamanho do grão importa. Aços de alta resistência de grão fino toleram mais abuso do que equivalentes de grão grosso com o mesmo valor de tração. Os grãos grosseiros ganham resistência, mas rasgam-se e fazem “casca de laranja” em raios exteriores apertados. O mesmo 110 000 PSI de resistência à tração no papel. Comportamento diferente na aba.
Ou alinhe a dobra através do grão, ou aumente o raio interior até que a deformação superficial caia abaixo do alongamento admissível. Essas são as suas opções. Tudo o resto é pensamento ilusório.
E se a orientação e o tamanho do grão forem fixados pela disposição da chapa, o que dizer da forma que está a forçar o metal a manter?
Nem todas as bainhas são criadas iguais.
Uma bainha em lágrima deixa uma pequena cavidade interna — menos esmagamento, fecho mais controlado. Uma bainha plana exige que aperte bem essa aba, colapsando qualquer raio interno até que se comporte como a borda de uma moeda. Essa última parte do achatamento não é uma rotação suave; é compressão localizada no interior e nova tensão em qualquer fibra exterior que ainda retenha memória de curvatura.
Nos aços de menor resistência, o metal flui. Nos graus de alto limite elástico, resiste e depois rompe.
Imagine pedir a uma mola, dimensionada para uma certa carga, não só para se dobrar, mas também desaparecer dentro de si própria. O molde de duas fases gere o primeiro movimento de forma impecável. Mas se o seu desenho exigir uma bainha completamente plana com espessura mínima, pode estar a conduzir a tensão superficial de volta para o limite que tanto se esforçou por evitar na primeira fase.
É aí que a metáfora da ponte faz sentido. A estrutura pode suportar a carga nominal em tráfego linear. Agora adicione torção. Adicione travagem. Adicione vento lateral. As cargas combinam-se.
O que a condena é exceder a deformação admissível do material durante esse movimento combinado.
Por vezes, a decisão mais inteligente é negociar um perfil em lágrima com o departamento de design, em vez de insistir numa perfeição estética que a liga não consegue fisicamente suportar nessa espessura. Porque a geometria pode, silenciosamente, desfazer toda a gestão de tensões que o seu molde de duas fases foi concebido para proteger.
E depois há a falha que parece ser de material ou de geometria — mas não é.
O cravamento em duas fases depende da sequência. Pré-dobrar sob um raio controlado. Depois achatar sob uma superfície separada. Muitos destes moldes dependem de molas ou de cilindros de nitrogénio para controlar essa transição.
Quando esses elementos se desgastam, o molde não o anuncia.
Simplesmente deixa de separar os eventos de deformação de forma limpa.
Aprendi isso da maneira mais cara. Há anos, produzi um lote de painéis de alta resistência — certificado lido 980 MPa de resistência à tração— numa configuração de duas fases em que confiava. A meio da produção, as peças começaram a apresentar pequenas fissuras no raio exterior. Investigámos os certificados de material, culpámos a lubrificação, até questionámos a mistura de bobines. Acabou por se descobrir que um conjunto de molas na secção superior tinha cedido. A pré-dobra não atingia o ângulo total antes da fase de achatamento entrar em ação. O molde tinha-se tornado, na prática, num bloco de fase única sob carga.
Destruímos o lote.
O padrão de desgaste é subtil: faces de achatamento polidas mais perto do ponto inicial de contacto, marcas de contacto desiguais, necessidade ligeiramente superior de tonelagem — talvez 120 toneladas em vez dos habituais 105 toneladas para o mesmo curso. Essa carga extra não é “mais segura”. É a máquina a compensar a perda de sequenciamento.
E não ignores a própria prensa de dobragem. Dobragens longas paralelas à fibra, em máquinas mais antigas sem compensação adequada, podem fletir no centro, abrindo o ângulo a meio. Vais ver fissuras no meio e jurar que é por causa da fibra, quando na realidade é flexão da estrutura. Calça as extremidades ou corrige a compensação, e o “problema de material” desaparece.
Portanto, quando uma reviragem falha num molde de duas fases corretamente especificado acima 100.000 PSI de resistência à tração, faz três perguntas antes de condenares o aço: Está a dobragem a lutar contra a fibra? A geometria exige mais deformação do que a liga consegue suportar? O desgaste apagou discretamente a separação entre as fases?
Porque, uma vez que a arquitetura esteja correta, o campo de batalha muda para a execução.
E é aí que deixamos de reagir e começamos a decidir antes que a primeira chapa toque na prensa.
Queres saber como configurar um trabalho de reviragem de alta resistência para que as fissuras nunca apareçam em primeiro lugar.
Ótimo. Isso significa que finalmente estás a pensar antes que a primeira chapa toque na prensa, e não depois do depósito de sucata estar cheio.
Eis a estrutura: deixa de perguntar qual molde é mais rápido e começa a perguntar se o teu material, geometria e prensa conseguem completar o curso de achatamento sem exceder a deformação admissível do aço. A reviragem é uma ponte com limite de carga. A resistência à tração no certificado é a carga indicada. Ou ficas abaixo dela durante o movimento combinado de dobragem e esmagamento, ou fraturas algo microscópico que vai criar problemas mais tarde.
Isto não tem a ver com preferência. Tem a ver com limites.
Consulta o certificado. Não adivinhes.
Se estiveres a olhar para aço macio com resistência à tração de 80.000 PSI a 0,9 mm, o sistema de uma fase pode ter longa duração — se o raio e a orientação forem controlados. Começa a aproximar-te dos 110.000 PSI ou mais, e a conversa muda. A essa resistência, o alongamento das fibras externas diminui. O mesmo curso de achatamento que era inofensivo ontem agora empurra a deformação até ao limite.
Agora adiciona o teu conjunto de ferramentas.
Que raio interno produz realmente a tua pré-dobragem? Não o número do catálogo — o medido sob carga. Um raio de punção maior reduz o pico de deformação superficial, mas exige mais tonelagem para completar a reviragem. Mais tonelagem significa mais flexão da estrutura, maior risco de achatamento desigual e maior tensão acumulada no conjunto de moldes. Os dados de fadiga da ADH deixam claro: operar ferramentas a 95–100% da capacidade acelera o desgaste mesmo que nada se parta no primeiro dia.
Então coloque três números lado a lado:
Se o seu curso de planificação requer 120 toneladas numa quinadeira confortável a 130 toneladas, não está “dentro da faixa”. Está a viver no limite. Aumente o raio, mude para uma separação em duas etapas ou aceite que as microfissuras já estão garantidas.
Respeite o limite de tração ou elimine o lote.
E depois de saber que o material consegue fisicamente suportar o curso, o que é que realmente está autorizado a enviar?
É aqui que a maioria das oficinas se engana a si própria.
“Os primeiros dez componentes parecem perfeitos.” Já ouvi isso mil vezes.
Há estudos que mostram que uma má seleção da matriz pode aumentar as taxas de defeito em 25%, mesmo quando as primeiras peças parecem boas. Isso acontece porque as microfissuras não se revelam até que o revestimento, a vibração ou o tempo as exponham. Se o seu cliente não permite fissuras cosméticas após o e-coat, a sua tolerância a defeitos é praticamente nula — mesmo que a produção seja extremamente rápida.
Agora compare dois cenários.
A operação de uma só fase é 20% mais rápida. Mas combina dobra e planificação num único evento elástico. O processo em duas fases separa-as, controlando a deformação mas acrescentando tempo de ciclo e disciplina na configuração. Se estiver a trabalhar com aço de baixa resistência, com alongamento tolerante e dobras internas que nunca serão pintadas, a velocidade pode vencer.
Mas se estiver a fazer dobras em painéis exteriores de alta resistência à tração com exposição Classe A, a velocidade é irrelevante. A métrica real é a deformação suportável ao longo de todo o ciclo de vida da peça. 110.000 PSI As metas de produção são importantes. Só não se sobrepõem à física.
Então, que pergunta deve fazer no chão de fábrica antes de autorizar uma produção?.
So what question should you be asking on the floor before green-lighting a run?
Qualquer aço dobra se aplicares força suficiente.
Esse não é o teste.
O teste é saber se sobrevive aos últimos 10% de deslocamento — o golpe de achatamento onde a compressão interior e a tensão residual exterior se acumulam. O que o condena é ultrapassar a deformação admissível do material durante esse movimento combinado. Não durante a pré-dobra. Não durante a preparação. Durante a compressão.
Eis o quadro de referência que deves levar contigo:
Se os cálculos forem apertados, não “tentes de uma só vez para ver como corre.” Separa as etapas com um processo em duas fases, aumenta o raio, reorienta o grão ou renegocia a geometria. Essas são decisões de engenharia. Tudo o resto é apostar com aço caro.
A parte menos óbvia? O processo em duas fases não é uma melhoria de produtividade. É uma ferramenta de gestão de deformação que compra margem quando a resistência à tração não te deixa espaço para erro. A categoria da matriz não te salva — a disciplina em respeitar os limites de tração é que o faz.
Deixa de avaliar um rebordo pelo quão plano parece no banco.
Começa a avaliá-lo por saber se o material sobreviveu ao golpe sem ultrapassar o seu limite de carga — e pergunta-te, antes que o êmbolo desça, onde vive realmente a tua margem.


















