

Mười phần đầu tiên trông hoàn hảo. Mép gấp phẳng, chặt, đủ sạch để chụp ảnh cho tờ rơi quảng cáo bán hàng.
Hai trăm tấm sau, bạn cầm một tấm lên trước ánh sáng và thấy nó — một vết nứt nhỏ như sợi tóc chạy theo bán kính ngoài giống như đường đứt gãy trên đất khô. Cùng một khuôn dập. Cùng thiết lập. Cùng người vận hành. Vậy điều gì đã thay đổi?
Nếu bạn nghĩ câu trả lời là “mặt phẳng trên cùng chắc là chưa đủ phẳng,” thì bạn đã đi về phía thùng phế liệu rồi.
Tôi đã thấy những người vận hành giỏi vỗ nhẹ lên khuôn dập gấp mép một cấp như thể vuốt ve chú chó trung thành. “Mặt phẳng trên. Đẹp và đều. Ổn rồi.” Cách nghĩ đó vẫn ổn khi thép mềm còn thống trị và giới hạn bền kéo quanh mức 340 MPa giới hạn bền kéo. Vật liệu có thể giãn ra, biến dạng, tha thứ cho bạn.
Các tấm ngoài ô tô hiện đại? Bạn đang nhìn vào 980 MPa giới hạn bền kéo và mỉm cười vì mép gấp trông rất phẳng.
Một mặt phẳng trên chỉ cho bạn thấy điều gì xảy ra trên bề mặt. Nó không nói gì về những gì diễn ra bên trong các sợi kim loại trong khoảng thời gian cực ngắn, kết hợp giữa uốn sơ bộ và ép phẳng. Và đó chính là nơi rắc rối bắt đầu.
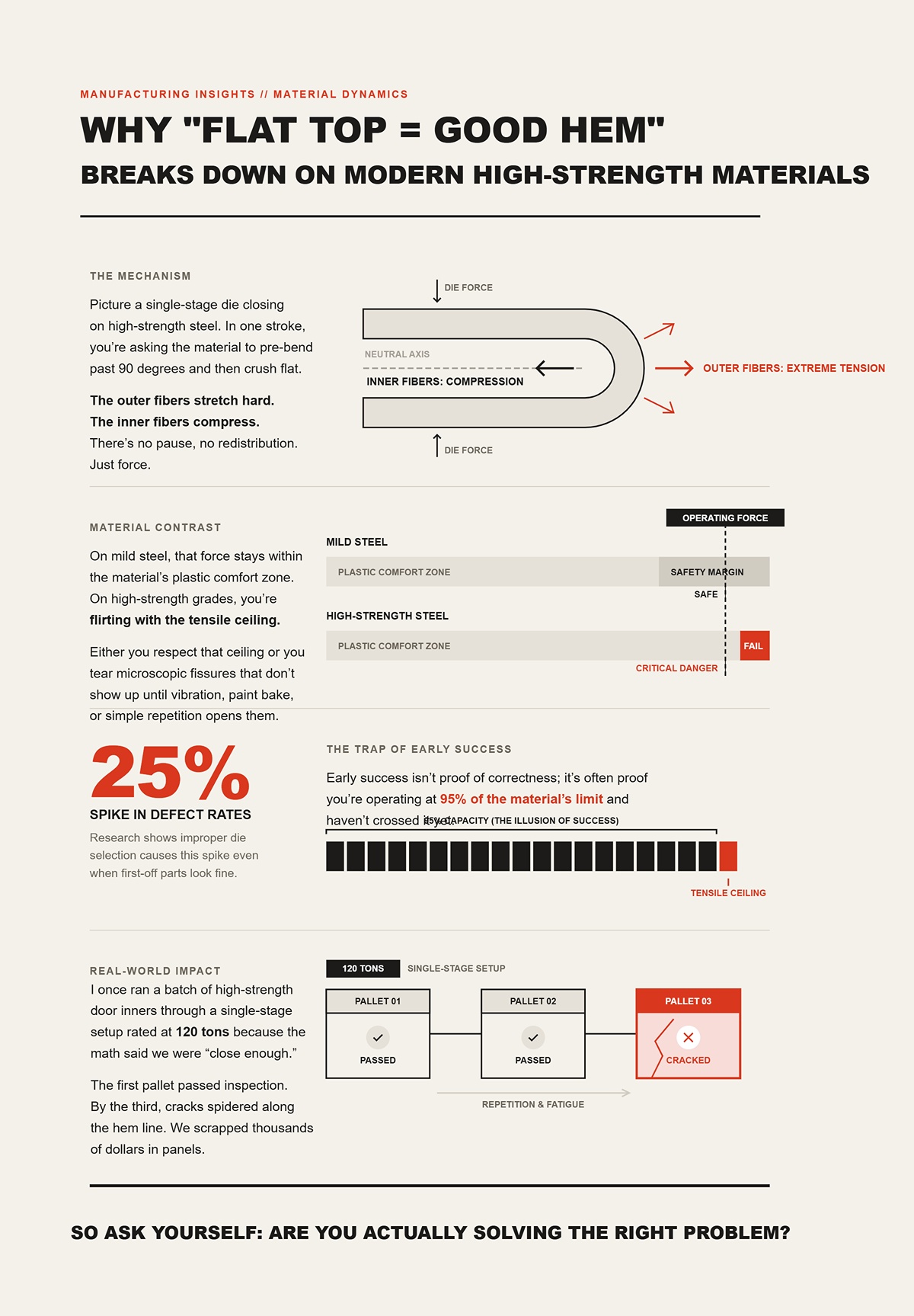
Hãy hình dung khuôn dập một cấp đang ép xuống thép độ bền cao. Chỉ trong một lần ép, bạn đang yêu cầu vật liệu uốn sơ bộ quá 90 độ rồi ép phẳng. Các sợi ngoài bị kéo căng mạnh. Các sợi trong bị nén lại. Không có khoảng nghỉ, không có sự phân bố lại. Chỉ có lực.
Với thép mềm, lực đó vẫn nằm trong vùng biến dạng dẻo cho phép của vật liệu. Còn với thép có độ bền cao, bạn đang mạo hiểm chạm tới giới hạn bền kéo. Hoặc bạn tôn trọng giới hạn đó, hoặc bạn xé những vết nứt siêu nhỏ mà chỉ lộ ra khi rung động, khi nung sơn hoặc khi lặp lại nhiều lần.
Có nghiên cứu cho thấy việc chọn sai khuôn có thể làm tăng tỷ lệ lỗi lên 25% ngay cả khi các sản phẩm đầu tiên trông vẫn ổn. Đó chính là cái bẫy. Thành công ban đầu không phải bằng chứng cho sự đúng đắn; nó thường chỉ chứng minh rằng bạn đang vận hành ở mức 95% giới hạn vật liệu và chưa vượt qua nó mà thôi.
Tôi từng chạy một lô khung cửa thép độ bền cao qua hệ thống dập một cấp được đánh giá ở mức 120 tấn vì tính toán nói rằng chúng tôi “gần đủ.” Pallet đầu tiên qua kiểm tra. Đến pallet thứ ba, vết nứt đã lan như mạng nhện dọc theo đường gấp mép. Chúng tôi phải loại bỏ hàng nghìn đô la tiền tấm vì tôi tin vào mặt phẳng trên thay vì giới hạn bền kéo. Bài học đó không hề rẻ.
Vậy hãy tự hỏi: bạn có thực sự đang giải quyết đúng vấn đề không?
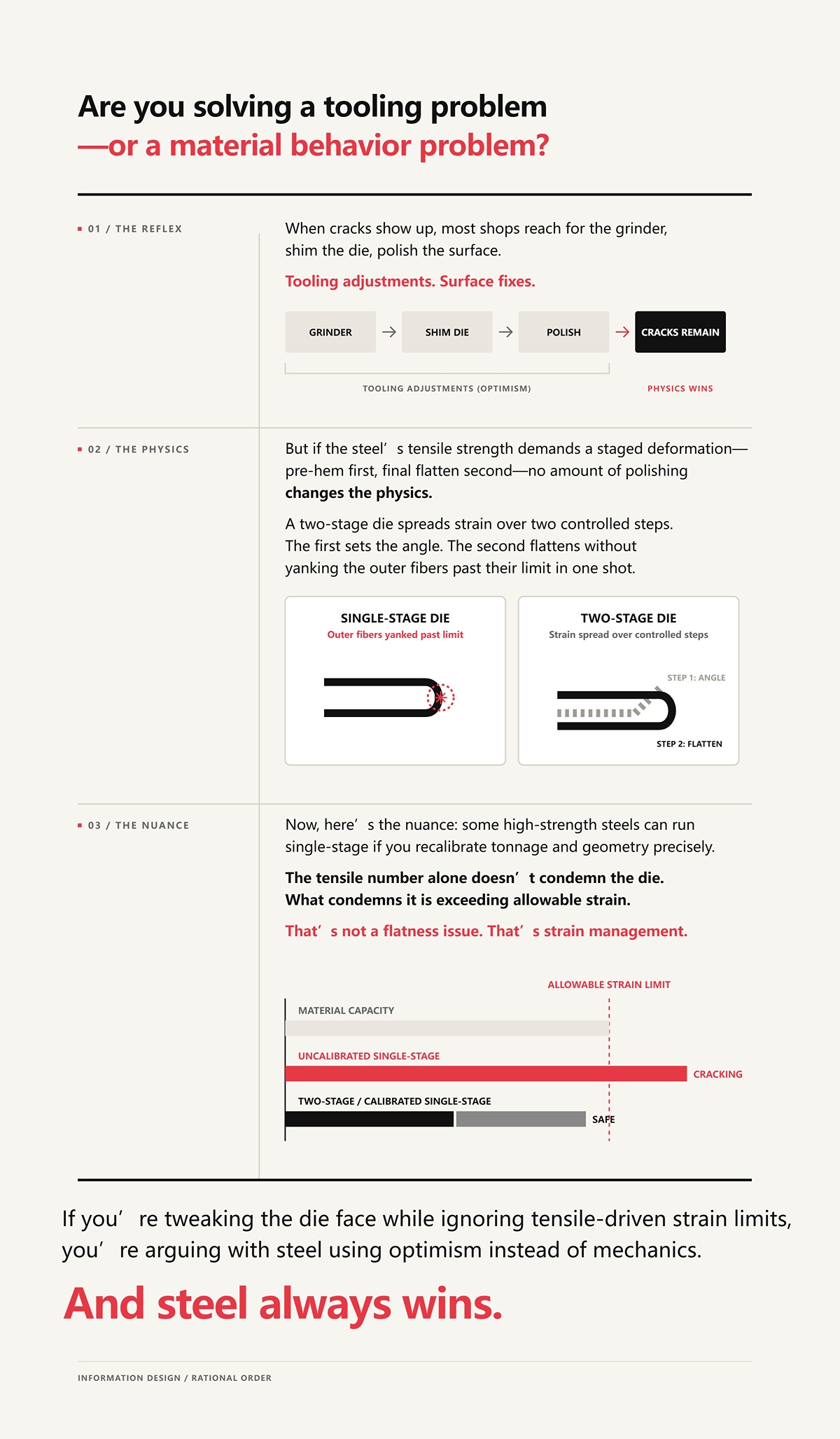
Khi vết nứt xuất hiện, hầu hết các xưởng đều lấy máy mài, chêm thêm khuôn, đánh bóng bề mặt. Điều chỉnh dụng cụ. Sửa bề mặt.
Nhưng nếu độ bền kéo của thép đòi hỏi biến dạng theo giai đoạn — đầu tiên là gập sơ bộ, sau đó là cán phẳng hoàn thiện — thì việc đánh bóng đến đâu cũng không thể thay đổi được các quy luật vật lý. Một bộ khuôn hai giai đoạn sẽ phân bổ ứng suất qua hai bước được kiểm soát. Giai đoạn đầu định hình góc. Giai đoạn thứ hai làm phẳng mà không kéo căng các sợi ngoài vượt quá giới hạn của chúng chỉ trong một bước.
Giờ thì, có một điểm tinh tế: một số loại thép cường độ cao có thể chạy bằng khuôn một giai đoạn nếu bạn hiệu chỉnh chính xác lực ép và hình học. Con số độ bền kéo không tự nó làm hỏng khuôn. Thứ khiến nó thất bại là vượt quá giới hạn biến dạng cho phép của vật liệu trong chuyển động kết hợp đó.
Đó không phải là vấn đề về độ phẳng. Đó là quản lý biến dạng.
Nếu bạn đang điều chỉnh bề mặt khuôn mà bỏ qua giới hạn biến dạng do độ bền kéo chi phối, bạn đang tranh cãi với thép bằng sự lạc quan chứ không phải bằng cơ học.
Và thép luôn là kẻ chiến thắng.
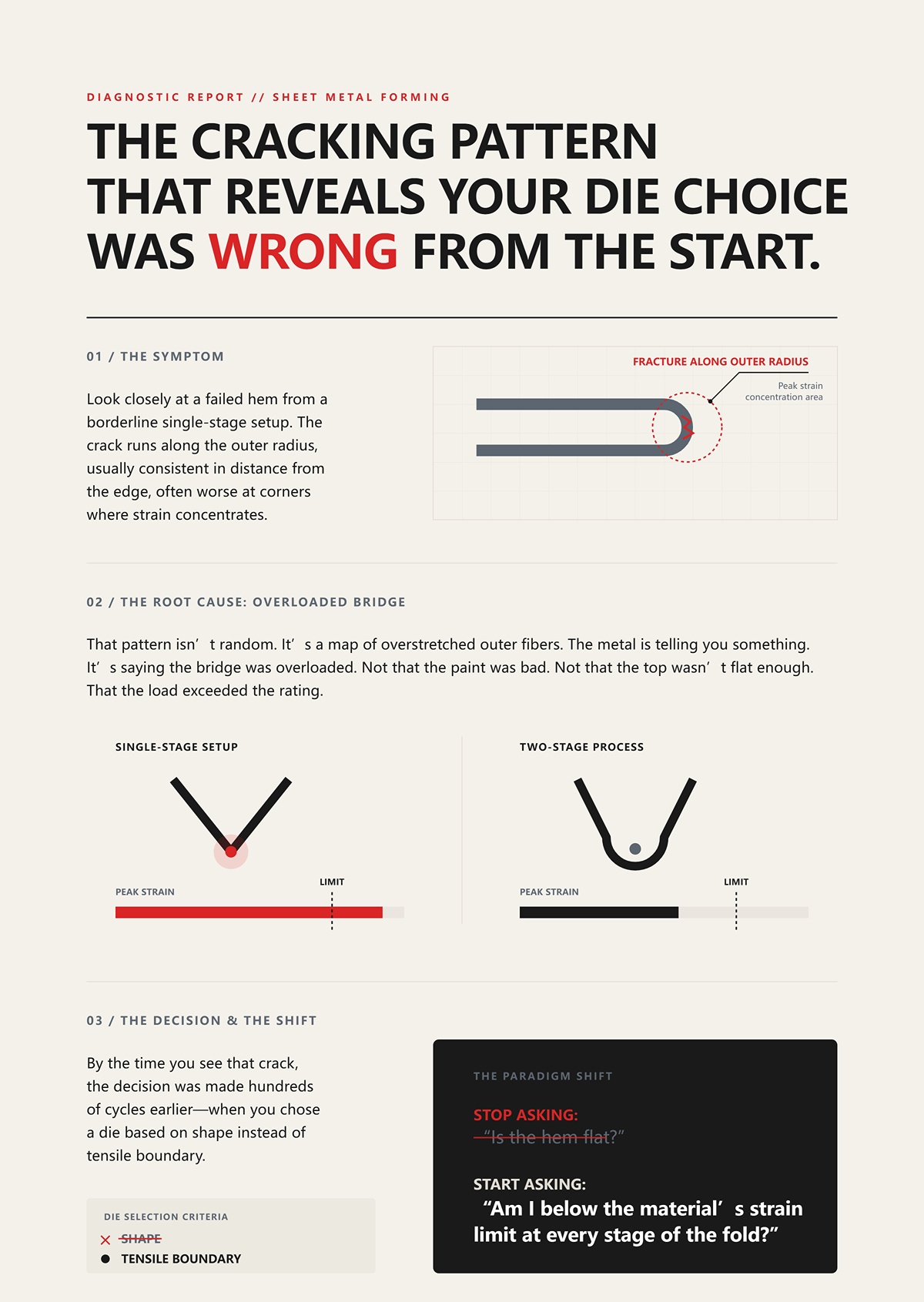
Hãy nhìn kỹ một mép gập bị hỏng trong thiết lập khuôn một giai đoạn sát giới hạn. Vết nứt chạy dọc theo bán kính ngoài, thường cách mép một khoảng đều nhau, và thường nặng hơn ở các góc nơi ứng suất tập trung.
Mẫu vết đó không ngẫu nhiên. Nó là bản đồ của các sợi ngoài bị kéo giãn quá mức. Quy trình hai giai đoạn sẽ làm giảm ứng suất đỉnh trong lần gập đầu tiên, hạ mức ứng suất trước khi giai đoạn làm phẳng diễn ra.
Kim loại đang nói với bạn điều gì đó. Nó đang nói rằng cây cầu đã bị quá tải. Không phải sơn bị lỗi. Không phải mặt trên chưa đủ phẳng. Mà là tải trọng đã vượt quá giới hạn.
Khi bạn nhìn thấy vết nứt đó, thì quyết định đã được đưa ra hàng trăm chu kỳ trước đó — khi bạn chọn khuôn dựa trên hình dạng thay vì dựa trên giới hạn kéo.
Vì vậy sự thay đổi bạn cần thật đơn giản mà khốc liệt: ngừng hỏi, “Mép gập có phẳng không?” và bắt đầu hỏi, “Tôi có đang ở dưới giới hạn biến dạng của vật liệu trong mọi giai đoạn gập không?”
Bạn muốn biết cách xác minh rằng mình đang ở dưới giới hạn biến dạng của vật liệu ở mỗi giai đoạn không?
Hãy bắt đầu với bán kính uốn và giá trị độ bền kéo. Nếu bạn đang gập thép dày 1,2 mm tại 980 MPa giới hạn bền kéo, và bán kính bên trong hiệu dụng của bạn trong quá trình uốn sơ bộ giảm xuống dưới xấp xỉ 1× độ dày, thì bạn đã đẩy biến dạng sợi ngoài lên khoảng 15–20%. Đó không phải là phỏng đoán; biến dạng sợi ngoài trong uốn xấp xỉ bằng độ dày chia cho hai lần bán kính trong. Giảm một nửa bán kính, biến dạng gấp đôi. Thép không quan tâm bạn tự tin đến mức nào.
Giờ hãy hình dung bạn thực hiện uốn sơ bộ đó và cán dập cuối cùng trong một nhát ép liên tục.
Trong khuôn một giai đoạn, vật liệu bị ép qua hơn 90 độ và bị làm phẳng trong khi vẫn đang chịu tải đàn hồi từ lần uốn đầu tiên. Bạn không có khoảng nghỉ. Bạn không có sự phân bố lại. Bạn chỉ có sự tích lũy biến dạng. Và khi biến dạng tích lũy đó vượt quá khả năng dẻo mà 980 MPa giới hạn bền kéo có thể chịu đựng, các vi nứt bắt đầu hình thành lâu trước khi thước đo độ dày cho bạn biết có vấn đề.
Vì vậy, sự so sánh thực sự không nằm ở tốc độ. Mà là liệu kiến trúc đó có cho phép kim loại thư giãn giữa các tác động — hay dồn chúng lại.
Chạy một nếp gấp một giai đoạn chậm và quan sát ở góc nhìn bên. Khi chày đi xuống, tấm kim loại bắt đầu xoay quanh mép khuôn. Trục trung hòa—lớp bên trong độ dày chịu biến dạng bằng 0—dịch chuyển về phía bán kính trong khi độ căng gia tăng trên các sợi ngoài.
Sau đó khuôn tiếp tục di chuyển.
Trước khi trục trung hòa có thể ổn định ở vị trí tạo hình sơ bộ sạch ở góc 30–45 độ, hình dạng đỉnh phẳng ép buộc phần chân bị sụp lại. Lúc này vật liệu không chỉ uốn mà còn bị nén và uốn lại theo chiều cong ngược khi đặt xuống. Trục trung hòa lại di chuyển đột ngột, vì trạng thái biến dạng chuyển từ uốn thuần túy sang uốn kết hợp nén.
Bạn đang yêu cầu các sợi bên ngoài kéo giãn để tạo thành chỗ uốn và sau đó chịu thêm dịch chuyển khi phần chân bị ép phẳng—mà không giảm tải ứng suất kéo từ giai đoạn đầu. Chỉ trong một cú ép, bạn đang yêu cầu sợi ngoài vừa kéo giãn vừa sụp lại cùng lúc—và thép cường độ cao sẽ không tha thứ cho yêu cầu đó.
Nếu bạn cắt một nếp gấp bị nứt từ thiết lập này, đường nứt đi theo bán kính ngoài của chỗ uốn ban đầu, không phải mặt phẳng cuối cùng. Điều đó cho thấy sự hỏng hóc bắt đầu trong giai đoạn ứng suất kéo cực đại, không phải trong giai đoạn ép phẳng tô điểm.
Vậy điều gì thay đổi nếu bạn ngừng ép cả hai quá trình vào cùng một thời điểm cơ học?
Một khuôn hai giai đoạn đúng tiêu chuẩn sẽ tạo góc nhọn trước tiên—thường là từ 30 đến 45 độ—với khe mở hình chữ V xác định. Khe mở chữ V đó rất quan trọng. Mở rộng khe V làm tăng cánh tay đòn, giảm lực ép cần thiết và phân bố chỗ uốn trên bán kính lớn hơn. Thu hẹp khe V thì lực ép cần thiết tăng nhanh. Tập trung lực quá mức và ngay cả thép mềm cũng phản ứng gay gắt.
Ở giai đoạn một, bạn kiểm soát bán kính bên trong. Bạn tính toán độ biến dạng sợi ngoài. Bạn kiểm tra nó so với độ giãn vật liệu tại điểm đứt. Nếu tấm 1,2 mm của bạn, 980 MPa giới hạn bền kéo thép có thể chịu an toàn, ví dụ, 12% độ biến dạng thực trước khi co cổ, bạn thiết kế chỗ uốn đầu tiên để ở mức thấp hơn thoải mái—có thể 8–9%. Thận trọng. Nhàm chán. Sinh lợi.
Sau đó bạn nhả cần ép.
Việc nhả đó không chỉ là thủ tục. Nó cho phép năng lượng đàn hồi tiêu tán. Trục trung hòa ổn định ở vị trí mới. Ứng suất dư được phân bố lại qua độ dày thay vì chồng chất.
Giai đoạn hai không phải là một cú uốn mạnh mới. Đó là quá trình nén có kiểm soát giữa các mặt phẳng. Các sợi ngoài không còn phải kéo giãn để tạo độ cong; chúng được dẫn vào tiếp xúc. Chế độ biến dạng khác. Yêu cầu ứng suất kéo thấp hơn.
Cấu trúc hai giai đoạn là quản lý năng lượng đàn hồi. Không phải sở thích của người vận hành. Không phải truyền thống. Là quản lý.
Điều đó dẫn đến một rắc rối thực tế mà bạn sẽ gặp lần đầu tiên khi chạy các tấm thép cường độ cao suốt cả ngày.
Trong cú đánh góc nhọn đầu tiên, vật liệu không chỉ uốn xuống mà còn muốn di chuyển sang bên. Lực đẩy ngang này tăng theo cường độ kéo và độ dày vì năng lượng đàn hồi tích trữ cao hơn. Với 980 MPa giới hạn bền kéo, lực ngang đó không hề nhẹ nhàng.
Một khuôn hai giai đoạn dạng trượt cơ bản dựa vào độ hở cơ khí. Nếu căn chỉnh sai hoặc bôi trơn không đồng đều, lực đẩy ngang có thể làm nghiêng phần trên và làm xước bề mặt. Bạn sẽ cảm nhận điều đó qua độ dày nếp gấp không đều từ trái sang phải.
Một khuôn hai giai đoạn có lò xo xử lý quá trình chuyển đổi theo cách khác. Phần trên tạo hình sơ bộ trong khe chữ V của nó. Khi lực ép tăng, các lò xo nén lại và cho phép cụm trên chuyển sang trạng thái ép phẳng trong khi vẫn giữ căn chỉnh có hướng dẫn. Chính khuôn hấp thụ một phần xung lực ngang đó thay vì truyền vào khung hoặc gây kẹt ở vai.
Điều đó quan trọng vì hiện tượng kẹt không chỉ là sự phiền toái. Sự liên kết làm thay đổi phân bố áp suất cục bộ. Thay đổi phân bố áp suất và bạn sẽ thay đổi biến dạng cục bộ. Thay đổi biến dạng cục bộ và bạn sẽ hoặc tôn trọng giới hạn chịu kéo, hoặc phải loại bỏ lô sản phẩm.
Đây là ranh giới: nếu cấu trúc của bạn không thể kiểm soát bán kính ở giai đoạn một, giải phóng năng lượng đàn hồi trước giai đoạn hai, và quản lý lực đẩy ngang mà không làm tăng vọt áp suất cục bộ, thì khuôn một giai đoạn đang đánh cược với thép cường độ cao. Hai giai đoạn là cách thiết kế kỹ thuật khắc phục điều đó.
Vậy câu hỏi tiếp theo không phải là “Khuôn nào nhanh hơn?”
Mà là thế này: dưới độ dày cụ thể của bạn và giá trị giới hạn chịu kéo bạn có thể chứng minh – bằng toán học và cơ học – rằng biến dạng cực đại ở sợi ngoài trong mỗi giai đoạn vẫn nằm dưới giới hạn của vật liệu, hay bạn chỉ đang tin rằng mười sản phẩm đầu tiên trông hoàn hảo?
Bạn cần biết cách tính toán biến dạng cực đại ở sợi ngoài trước khi cắt thép, không phải sau khi làm nứt nó.
Bắt đầu với con số không bao giờ sai: biến dạng thực của sợi ngoài trong uốn ≈ độ dày ÷ (2 × bán kính trong).
Nếu bạn đang gấp viền tấm 1.2 mm qua bán kính trong 0.6 mm trong một lần dập, thì đó là 1.2 ÷ (2 × 0.6) = 1.0. Một trăm phần trăm biến dạng kỹ thuật ở bề mặt. Chuyển đổi sang biến dạng thực và bạn vẫn đang đùa với các con số mà không tấm thép ô tô cường độ cao nào chịu nổi. Thép mềm có sức chịu kéo 45,000 PSI có thể bị thắt cổ tự nhiên và vẫn bền vì nó có độ giãn nở dư dả. Dùng cùng hình học đó với sức chịu kéo 80,000 PSI trở lên, và độ giãn nở sụt giảm mạnh. Toán học không quan tâm tốc độ chu kỳ của máy ép nhanh đến mức nào.
Sau đó thêm vào những gì khuôn một giai đoạn thực sự làm: nó không chỉ tạo bán kính đó. Nó ngay lập tức nén và uốn ngược phần chân phẳng, siết chặt bán kính hiệu dụng giữa hành trình. Bán kính thiết kế 0.6 mm sạch của bạn trở thành 0.4 mm dưới tải. Tính lại: 1.2 ÷ (2 × 0.4) = 1.5. Sự tăng vọt đó xảy ra trước khi vật liệu có thể giải phóng ứng suất. Đó không phải là hiệu suất. Đó là hệ số nhân biến dạng.
Vậy khi nào khuôn một giai đoạn thực sự có ý nghĩa?
Hãy tưởng tượng tấm thép cacbon thấp 0.8 mm, giới hạn chịu kéo khoảng 40,000–50,000 PSI, được gấp viền qua khuôn có bán kính trong thực gần bằng độ dày vật liệu. Chạy cùng phương trình: 0.8 ÷ (2 × 0.8) = 0.5. Biến dạng kỹ thuật 50% ở sợi ngoài có vẻ cao cho đến khi bạn nhớ rằng thép cacbon thấp có thể đạt 30% độ giãn trong thử kéo và phân phối lại biến dạng qua độ dày trong quá trình uốn. Thêm một khe mở hình chữ V rộng — gấp 6× độ dày — và bạn không ép bán kính như lưỡi dao nữa. Bạn đang hướng dẫn nó.
Trong trường hợp đó—thép mỏng, mềm, khẩu độ rộng—một lần ép duy nhất vẫn nằm trong giới hạn biến dạng cho phép. Các sợi ngoài bị kéo giãn, đúng, nhưng chúng không bị kéo vượt qua giới hạn dẻo của vật liệu đồng thời bị nén phẳng. Hình học dễ chịu, vật liệu dễ chịu, và kết cấu không chồng chất thêm lực tác động vượt quá khả năng hấp thụ của tấm thép.
Đó là lúc quá trình một giai đoạn tỏa sáng. Chu kỳ ngắn. Ít bộ phận hơn. Ít phải bảo dưỡng hơn.
Nhưng bạn chỉ có thể tận hưởng sự đơn giản đó nếu vật liệu cho bạn khoảng an toàn.
Điều gì xảy ra khi nó không cho?
Lấy thép hai pha 1,4 mm với giới hạn bền kéo được đánh giá là sức chịu kéo 80,000 PSI. Độ giãn dài tổng có thể chỉ ở khoảng 12–14 %. Đó mới là giới hạn thực sự của bạn, chứ không phải con số độ bền kéo in trên chứng chỉ.
Thiết kế một gấp mép có bán kính cong trong hiệu quả là 0,7 mm. Trên giấy, 1,4 ÷ (2 × 0,7) = 1,0 biến dạng kỹ thuật tại bề mặt trước khi làm phẳng. Dù cho bạn lập luận rằng trục trung hòa có dịch chuyển khiến giảm một chút, bạn vẫn còn rất xa mức 12 %. Bạn đã vượt quá nó nhiều lần trong giai đoạn cong cực đại của một nhát ép duy nhất. Lý do duy nhất khiến nó không nứt ngay lập tức là vì biến dạng bị tập trung rồi phân bố lại—cho đến khi không còn.
Bây giờ siết chặt khuôn để kiểm soát khe hở thẩm mỹ, bán kính làm việc giảm khi chịu tải. Biến dạng lại tăng vọt. Đây là lúc phép so sánh cây cầu không còn thú vị nữa. Hoặc bạn giữ tải trong giới hạn, hoặc bê tông nứt. Không một bài diễn thuyết nào thay đổi được điều đó.
Từ thực tế: một khi bạn vượt qua sức chịu kéo 80,000 PSI ở độ dày gấp mép trong ô tô khoảng trên 1,2 mm, một kết cấu một giai đoạn thực sự phải hoặc (a) mở khuôn đáng kể để tăng bán kính—khiến lực ép và mài mòn tăng vọt—hoặc (b) chấp nhận biến dạng sợi ngoài vượt quá độ giãn dài của vật liệu. Phương án A làm mòn khuôn và giảm công suất máy ép. Phương án B làm hỏng sản phẩm. Hoặc tôn trọng giới hạn bền kéo, hoặc loại bỏ toàn bộ lô.
Có nghiên cứu cho thấy việc chọn khuôn sai có thể làm tăng tỷ lệ lỗi thêm 25 % ngay cả khi các sản phẩm đầu tiên trông có vẻ ổn. Trong gấp mép thép cường độ cao, sự tăng đó không phải là lệch thẩm mỹ. Đó là nứt tiềm ẩn bắt đầu ngay tại đỉnh biến dạng trong chuyển động tổng hợp.
Tôi đã học điều đó bằng cách khó khăn. Tôi từng chạy một lô thép cường độ cao trên máy ép một giai đoạn vì mười sản phẩm đầu tiên trông hoàn hảo. Đến sản phẩm thứ năm mươi, các vết nứt nhỏ bắt đầu hiện rõ qua lớp sơn sau khi sơn điện di. Chúng tôi phải loại bỏ toàn bộ sản lượng của cả một ca và đánh bóng lại khuôn – trong khi thủ phạm thực sự không phải là khuôn. Thủ phạm chính là tôi đã bỏ qua sức chịu kéo 80,000 PSI cứ như thể đó là thép mềm.
Vậy làm sao bạn biết mình đã vượt qua ranh giới vô hình đó trước khi nhìn thấy vết nứt?
Cắt một gấp mép nghi ngờ và đánh bóng mặt cắt ngang. Nếu đường nứt bám theo bán kính cong ngoài ban đầu—chứ không phải mặt phẳng cuối cùng—bạn đã vượt quá biến dạng cho phép trong lần uốn đầu tiên. Điều khiến nó bị loại là vượt quá giới hạn biến dạng cho phép của vật liệu trong chuyển động kết hợp đó, chứ không phải vấn đề làm phẳng thẩm mỹ ở cuối.
Cũng hãy chú ý các con số về đàn hồi ngược. Độ đàn hồi ngược cao sau khi gấp mép một giai đoạn trên thép cường độ cao cho thấy năng lượng đàn hồi đang bị tích tụ chứ không được giải phóng. Năng lượng bị giữ càng nhiều, ứng suất cực đại trong quá trình tạo hình càng cao. Đó là dấu hiệu, không phải sự phiền toái.
Rồi đến độ đồng đều của cạnh. Trên vật liệu cường độ cao bị ép qua khuôn một giai đoạn, bạn sẽ thấy sự khác biệt trái – phải, do các sai lệch nhỏ trong bôi trơn hay căn chỉnh tạo ra các điểm áp suất cục bộ. Những điểm áp suất này chuyển trực tiếp thành các vùng biến dạng cục bộ vượt giới hạn giãn dài. Quy trình hai giai đoạn phân tán rủi ro đó trong nhiều bước. Quy trình một giai đoạn dồn nó vào duy nhất một khoảnh khắc quyết định.
Bạn có thể tính toán biến dạng. Bạn có thể đo bán kính dưới tải. Bạn có thể so sánh dữ liệu đó với độ giãn dài được ghi nhận của mác thép cụ thể bạn đang dùng. Hoặc bạn có thể tin vào thời gian chu kỳ và cầu may.
Và nếu bạn ở trên sức chịu kéo 80,000 PSI, hy vọng không phải là một quy trình.
Bạn đã tính toán các con số. Bạn đã thấy chuyện gì xảy ra khi tấm có độ dày 1,2–1,4 mm vượt qua sức chịu kéo 80,000 PSI và độ giãn sợi ngoài vượt quá giới hạn giãn dài chỉ trong một lần ép. Vậy làm thế nào để bạn thiết kế lại quy trình?
Bạn ngừng yêu cầu một lần ép phải làm hai nhiệm vụ.
Khuôn gấp mép hai giai đoạn chia quy trình thành một giai đoạn uốn trước được kiểm soát—thông thường từ 30° đến 45°—theo sau là một lần ép phẳng riêng biệt. Nghe có vẻ nhẹ nhàng hơn nhiều so với sự "bạo lực" của một lần ép gấp đơn. Nhưng cơ học của nó lại khác theo cách quan trọng.
Vì danh mục sản phẩm của CN-HAWE dựa 100% trên CNC và bao phủ các kịch bản cao cấp về cắt laser, uốn, tạo rãnh và cắt xén, nên đối với các nhóm đang đánh giá các lựa chọn thực tế ở đây, Máy chấn tôn là bước tiếp theo phù hợp.
Ở giai đoạn đầu tiên, bạn tạo ra bán kính và dừng lại. Bạn để vật liệu chảy, dịch trục trung hòa của nó và một phần giảm tải. Năng lượng đàn hồi tiêu tán trước khi lần ép thứ hai bắt đầu. Ở giai đoạn thứ hai, bạn không tạo độ cong cực đại từ phẳng; bạn đang đóng một phần đã chảy dẻo. Độ giãn cực đại không bị cộng dồn trong cùng một khoảnh khắc.
Sự tách biệt đó là khác biệt giữa việc chỉ chạm đến giới hạn giãn dài và việc vượt qua chúng.
Và một khi bạn vượt qua 100.000 PSI độ bền kéo, không còn vùng trung gian nào nữa—hoặc bạn tách uốn trước khỏi lần ép phẳng, hoặc bạn chấp nhận vết nứt vi mô như một đặc tính sản xuất.
Hãy hình dung một tấm thép cường độ cao tiên tiến dày 1,6 mm tại 100.000 PSI độ bền kéo. Tổng độ giãn dài có thể là 10%. Bạn uốn trước nó tại một trạm chuyên dụng trên bán kính bằng với độ dày vật liệu—giả sử là 1,6 mm. Xấp xỉ độ giãn bề mặt là t/(2R): 1,6 ÷ (2 × 1,6) = 0,5. Năm mươi phần trăm độ giãn kỹ thuật tại sợi ngoài trong độ cong cực đại nghe có vẻ thảm khốc cho đến khi bạn nhớ rằng trong uốn thuần túy, độ giãn được phân bố qua chiều dày và chỉ cục bộ ở bề mặt trong thời gian ngắn, sau đó phần nào được thư giãn khi chi tiết giảm tải.
Bây giờ so sánh với khuôn gấp đơn tạo hình và ép phẳng trong một chuyển động, thực tế siết chặt bán kính dưới tải, giả sử là 1,0 mm. Tính lại: 1,6 ÷ (2 × 1,0) = 0,8. Bạn vừa làm tăng đỉnh độ giãn bề mặt lên 60%—và bạn thậm chí chưa tính đến ứng suất nén qua chiều dày do quá trình ép phẳng. Điều khiến nó thất bại là việc vượt quá độ giãn cho phép của vật liệu trong chuyển động kết hợp đó.
Một khối khuôn một giai đoạn đặc không thể tạm dừng giữa các tác động đó. Nó nhân đôi chúng.
Trong cấu trúc hai giai đoạn, lần ép thứ hai tác động lên phần đã chảy dẻo và đã dịch trục trung hòa về phía trong của góc uốn. Độ giãn cần thiết để đóng từ 45° đến phẳng chủ yếu là quay và nén tại bề mặt trong, chứ không phải một đỉnh kéo mới ở bán kính ngoài ban đầu. Bạn đang kiểm soát nơi độ giãn đi đến thay vì để nó tăng đột ngột theo hình dạng khuôn.
Đó là kiểm soát phân bố ứng suất. Không phải là sự tinh tế. Là kiểm soát.
Và nếu kiểm soát ứng suất là mục tiêu thực sự, thì việc làm chậm chu kỳ có tự động khiến bạn an toàn hơn không?
Tôi đã thấy nhiều xưởng khoe khoang việc cắt bỏ 0,8 giây khỏi chu trình gấp mép bằng cách gộp hai trạm thành một. Với thép nhẹ dày 0,9 mm ở sức chịu kéo 45,000 PSI, thì ổn thôi. Vật liệu có độ giãn dài 30% dư để chịu và khe khuôn có thể mở ở mức 6–8× độ dày mà không gặp vấn đề gì.
Bây giờ thử mẹo đó với thép hai pha dày 1,4 mm ở sức chịu kéo 80,000 PSI.
Đúng là khuôn hai giai đoạn thường làm tăng 30–40% thời gian chu trình phần gấp mép. Nhưng “chậm hơn” không phải là cơ chế an toàn. An toàn đến từ việc giảm đỉnh biến dạng kéo và nén đồng thời trong một lần. Bạn có thể chạy khuôn hai giai đoạn nhanh và vẫn đạt kết quả tốt—vì kiến trúc, chứ không phải đồng hồ bấm giờ, mới là yếu tố hạn chế sự cộng gộp biến dạng.
Có những ngoại lệ. Mở rộng khe khuôn một giai đoạn lên 10–12× độ dày có thể giảm độ cong và hạn chế độ bật lại ở một số loại thép cường độ cao. Điều đó giúp bạn có thêm biên độ. Thỉnh thoảng là đủ.
Nhưng bạn phải trả giá bằng tải trọng và mỏi khuôn. Vận hành khuôn ở mức 95–100% công suất định mức sẽ không khiến nó hỏng ngay lập tức; nó chỉ đẩy nhanh quá trình mài mòn. Giờ đây thiết lập “nhanh” của bạn đang ăn mòn dụng cụ trong khi vẫn tiến gần tới giới hạn biến dạng sợi ngoài. Hoặc tôn trọng giới hạn kéo, hoặc loại bỏ lô sản phẩm.
Các thiết kế lai tùy chỉnh—thanh lăn, miếng chèn polyurethane—có thể làm dịu tiếp xúc và ngăn vết in bề mặt trên các chi tiết đặc biệt. Tôi đã từng chỉ định chúng. Chúng giúp cải thiện thẩm mỹ và phân bố áp suất. Nhưng chúng không thể xóa bỏ đường cong ứng suất–biến dạng. Khi bạn đã ở vùng cường độ kéo sáu con số, việc tách các sự kiện biến dạng không còn là tuỳ chọn mà trở thành yếu tố cấu trúc.
Vậy điều đó thể hiện ra sao trong các con số sản xuất?
Lấy một ví dụ giả định nhưng thực tế: thép mactenxit 1,5 mm ở 110.000 PSI cường độ kéo, tấm ngoài ô tô gấp mép. Khuôn một giai đoạn. Mẫu đầu tiên đạt kiểm tra trực quan. Mười sản phẩm đầu tiên trông hoàn hảo. Đến sản phẩm thứ 200, xuất hiện vết nứt siêu nhỏ dọc theo bán kính ngoài ban đầu dưới thuốc thử thấm màu. Sau khi sơn, chúng hiện lên. Tỷ lệ phế phẩm tăng tới 12%.
Chuyển sang khuôn hai giai đoạn. Thời gian chu trình gấp mép tăng thêm 35%. Sản lượng mỗi giờ giảm. Tỷ lệ phế phẩm giảm xuống còn 2% vì biến dạng đỉnh không còn vượt quá độ giãn dài vật liệu trong một sự kiện gộp duy nhất.
Tính toán cho một lô 10.000 sản phẩm. Dù không cần quy đổi chính xác ra tiền, bạn cũng biết cột dữ liệu nào gây đau hơn: thêm 35% thời gian gấp mép, hay 10% phế phẩm bổ sung ở thép cường độ cao cộng với chi phí tái chế và sơn lại ở bước sau.
Có nghiên cứu cho thấy việc chọn sai khuôn có thể làm tăng tỷ lệ lỗi lên tới 25% ngay cả khi các sản phẩm đầu tiên trông ổn. Trong các quy trình gấp mép năng suất cao, sự tăng vọt đó hầu như luôn là do thất bại trong quản lý biến dạng, không phải lỗi vận hành.
Vì vậy đúng là khuôn hai giai đoạn tốn thời gian hơn. Nó có thể cần thêm điểm bảo trì. Nó có thể đòi hỏi căn chỉnh chặt chẽ hơn giữa các trạm. Nhưng khi cường độ kéo vượt quá 100.000 PSI, nó không còn là nâng cấp về hiệu suất. Nó là yêu cầu cấu trúc, giống như việc đặt giới hạn trọng lượng thấp hơn cho một cây cầu đang bắt đầu nứt.
Nếu bạn đang đánh giá xem hệ thống gấp mép hiện tại của mình có thể chịu được chạy lâu ở mức vượt quá 100.000 PSI hay không, đây là thời điểm cần liên hệ với đối tác thiết bị của bạn—không phải sau khi tỷ lệ phế phẩm tăng. Danh mục CNC 100% của CN-HAWE bao gồm các hệ thống uốn tiên tiến và tự động hóa gia công tấm kim loại, được hỗ trợ bởi R&D chuyên biệt và khả năng thử nghiệm nội bộ để xác nhận ứng dụng chịu biến dạng cao trước khi đưa vào sản xuất. Để trao đổi kỹ thuật về kiến trúc khuôn, khả năng tương thích máy, hoặc báo giá cho nâng cấp khuôn hai giai đoạn, bạn có thể liên hệ CN-HAWE để xem xét chi tiết các thông số kỹ thuật vật liệu và mục tiêu sản xuất của bạn.
Và ngay cả khi có kiến trúc đúng, bạn vẫn có thể làm hỏng lô hàng nếu bỏ qua hướng hạt, việc bôi trơn, và độ mòn của khuôn — bởi vì việc kiểm soát biến dạng trong lý thuyết không có nghĩa là bạn đã kiểm soát nó trên dây chuyền sản xuất.
Bạn đã lắp khuôn hai giai đoạn. Bạn đã kiểm tra chiều cao đóng khuôn. Chứng chỉ vật liệu cho biết 110.000 PSI cường độ kéo. Kiến trúc là chính xác.
Các chi tiết vẫn bị nứt.
Đó là lúc các kỹ sư trẻ bắt đầu đổ lỗi cho lô nhiệt và loại thép làm khuôn, bởi vì điều đó dễ hơn là thừa nhận sự thật này: một khi bạn vượt qua cường độ kéo sáu chữ số, việc chọn khuôn không còn là toàn bộ câu chuyện nữa. Kết cấu có thể được đánh giá chịu tải, nhưng bạn vẫn có thể lái xe tải ngang qua cây cầu và cắt đứt một phần nào đó không được thiết kế để chịu ứng suất đó. Khuôn hai giai đoạn là bắt buộc trên mức đó, đúng — nhưng nó không thể phủ nhận luyện kim, hình học hay vật lý trong khung máy.
Vậy điều gì thực sự làm hỏng lô hàng khi khuôn đã “đúng”?
Trả lời ngắn gọn: với thép cường độ cao, thường là có.
Tấm thép có hướng hạt từ quá trình cán. Uốn vuông góc với nó thì bạn đang kéo giãn ngang qua các sợi. Uốn song song thì bạn đang cố gắng mở các đường nối giữa chúng. Với vật liệu nhẹ sức chịu kéo 45,000 PSI với độ giãn 30%, bạn có thể tránh được sai lầm đó. Với vật liệu có cường độ kéo trên 100.000 PSI và độ giãn 8–12%, bạn đang mạo hiểm cả đơn hàng trên những ranh giới vi mô mà bạn không thể nhìn thấy.
Tôi đã thấy các xưởng mở rộng bán kính, giảm tốc độ hành trình, đánh bóng chày — mọi thứ trong sách giáo khoa — và vẫn chạy theo các vết nứt nhỏ li ti bám sát hoàn hảo theo bán kính ngoài. Khuôn ổn. Kiến trúc ổn. Đường uốn chạy song song với hướng hạt.
Đó không phải là vấn đề về khuôn. Đó là vấn đề về hướng vật liệu đang giả vờ là vấn đề về khuôn.
Và đây là cạm bẫy: mười chi tiết đầu tiên trông hoàn hảo. Các vết nứt vi mô không phải lúc nào cũng hiện ra cho đến khi chi tiết giãn, phủ hoặc chịu rung động. Đến lúc đó, bạn đang phân loại từng pallet hàng.
Uốn song song có đảm bảo hỏng mọi lúc không? Không. Kích thước hạt có ảnh hưởng. Thép cường độ cao với hạt mịn chịu được nhiều biến dạng hơn thép hạt thô cùng cường độ kéo. Hạt thô tăng độ bền tốt, nhưng chúng rách và biến dạng “vỏ cam” tại bán kính ngoài hẹp. Cùng một thông số 110.000 PSI cường độ kéo trên giấy. Hành vi khác nhau ở mép gập.
Hoặc là căn chỉnh đường uốn vuông góc với hướng hạt, hoặc tăng bán kính trong cho đến khi ứng suất bề mặt giảm xuống dưới mức cho phép của độ giãn. Đó là lựa chọn của bạn. Mọi thứ khác đều chỉ là ảo tưởng.
Và nếu hướng và kích thước hạt đã được cố định bởi bố cục phôi, thì còn hình dạng mà bạn đang buộc kim loại phải giữ thì sao?
Không phải tất cả các kiểu gấu đều giống nhau.
Một gấu nước mắt để lại một khoang nhỏ bên trong – ít nén hơn, đóng kín có kiểm soát hơn. Một gấu phẳng yêu cầu bạn siết chặt phần mép đó, làm sụp bất kỳ bán kính trong nào cho đến khi nó hành xử như cạnh của đồng xu. Phần ép phẳng cuối cùng đó không phải là xoay nhẹ; đó là nén cục bộ ở bên trong và căng mới ở bất kỳ sợi ngoài nào vẫn còn mang ký ức độ cong.
Trong thép cường độ thấp hơn, kim loại chảy. Trong các cấp có giới hạn chảy cao, nó chống lại rồi gãy.
Hãy tưởng tượng bạn đang yêu cầu một lò xo được thiết kế cho một tải trọng nhất định không chỉ uốn cong mà còn biến mất vào chính nó. Khuôn hai giai đoạn xử lý chuyển động đầu tiên rất tốt. Nhưng nếu bản vẽ của bạn yêu cầu một gấu phẳng hoàn toàn với chồng bề dày tối thiểu, bạn có thể đang đẩy ứng suất bề mặt quay trở lại giới hạn mà bạn đã cố tránh ở giai đoạn một.
Đó là lúc ẩn dụ cây cầu phát huy tác dụng. Cấu trúc có thể chịu được tải trọng định mức khi di chuyển thẳng. Giờ hãy thêm lực xoắn. Thêm phanh. Thêm gió bên hông. Các tải trọng kết hợp lại.
Điều khiến nó hỏng là vượt quá giới hạn biến dạng cho phép của vật liệu trong khi chuyển động kết hợp đó xảy ra.
Đôi khi bước đi khôn ngoan hơn là thương lượng với đội thiết kế về một hình dạng gấu nước mắt thay vì khăng khăng đòi sự hoàn hảo mang tính thẩm mỹ mà hợp kim đó đơn giản là không thể chịu được ở độ dày đó. Bởi vì hình học có thể âm thầm phá hỏng chính sự quản lý biến dạng mà khuôn hai giai đoạn của bạn được tạo ra để bảo vệ.
Và rồi có kiểu hỏng hóc trông như do vật liệu hoặc hình học – nhưng không phải vậy.
Gập mép hai giai đoạn phụ thuộc vào trình tự. Uốn sơ bộ với bán kính được kiểm soát. Sau đó làm phẳng dưới một bề mặt riêng biệt. Nhiều khuôn loại này dựa vào lò xo hoặc xy lanh nitơ để kiểm soát quá trình chuyển tiếp đó.
Khi những phần tử đó bị mỏi, khuôn không thông báo gì cả.
Nó chỉ đơn giản ngừng tách biệt các giai đoạn ứng suất một cách rõ ràng.
Tôi đã học được điều đó theo cách đắt giá. Nhiều năm trước, tôi chạy một lô tấm thép cường độ cao — chứng nhận ghi rõ 980 MPa giới hạn bền kéo— trong một hệ thống hai giai đoạn mà tôi tin tưởng. Giữa đợt chạy, các chi tiết bắt đầu xuất hiện vết nứt mịn ở bán kính ngoài. Chúng tôi rà soát chứng chỉ vật liệu, đổ lỗi cho chất bôi trơn, thậm chí nghi ngờ cuộn thép trộn lẫn. Cuối cùng hóa ra cụm lò xo ở phần trên đã bị sụt. Uốn sơ không đạt đủ góc trước khi giai đoạn làm phẳng bắt đầu. Khuôn về cơ bản đã biến thành một khối một giai đoạn dưới tải.
Chúng tôi đã phải bỏ cả lô đó.
Mẫu mài mòn rất tinh vi: mặt phẳng bị mài bóng gần điểm tiếp xúc ban đầu hơn, dấu vết không đều, cần lực dập cao hơn một chút — có thể là 120 tấn thay vì mức thông thường 105 tấn cho cùng một hành trình. Tải bổ sung đó không phải là “an toàn hơn.” Đó là máy đang bù cho sự mất trình tự.
Và đừng bỏ qua chính máy chấn. Các đường uốn dài song song với thớ trên máy cũ không có độ vồng thích hợp có thể bị cong ở giữa, mở góc ra giữa hành trình. Bạn sẽ thấy nứt ở giữa và thề rằng đó là do thớ, nhưng thực ra là do khung bị uốn. Đệm ở hai đầu hoặc chỉnh lại độ vồng, và “vấn đề vật liệu” sẽ biến mất.
Vì vậy khi một mép gấp bị hỏng trên bộ khuôn hai giai đoạn được chỉ định đúng phía trên 100.000 PSI độ bền kéo, hãy hỏi ba điều trước khi bạn kết tội thép: Góc uốn có chống lại hướng thớ không? Hình dạng có đòi hỏi biến dạng vượt quá mức hợp kim chịu được không? Mòn đã âm thầm xóa mất sự tách biệt giữa các giai đoạn chưa?
Vì khi kiến trúc đã đúng, chiến trường sẽ chuyển sang giai đoạn thi công.
Và đó là lúc ta ngừng phản ứng và bắt đầu quyết định trước khi tấm phôi đầu tiên chạm vào máy chấn.
Bạn muốn biết cách thiết lập một công việc gấp mép thép cường độ cao sao cho các vết nứt sẽ không xuất hiện ngay từ đầu.
Tốt. Điều đó nghĩa là bạn cuối cùng cũng đang nghĩ trước khi phôi đầu tiên chạm máy chấn, thay vì sau khi thùng phế liệu đầy.
Đây là khung tư duy: ngừng hỏi khuôn nào nhanh hơn và bắt đầu hỏi liệu vật liệu, hình dạng, và máy ép của bạn có thể hoàn thành hành trình ép phẳng mà không vượt quá sức căng cho phép của thép hay không. Gấp mép là một cây cầu chịu tải theo trọng lượng. Giới hạn kéo trong chứng nhận là tải trọng công bố. Hoặc bạn giữ nó dưới mức đó trong chuyển động kết hợp giữa uốn và ép, hoặc bạn phá hủy một thứ vi mô sẽ phát triển thành vết nứt sau này.
Điều này không phải về sở thích. Nó là về giới hạn.
Lấy chứng nhận ra. Đừng đoán.
Nếu bạn đang nhìn vào thép mềm có cường độ kéo 80.000 PSI dày 0,9 mm, một giai đoạn có thể kéo dài lâu – nếu bán kính và hướng được kiểm soát tốt. Bắt đầu tiến gần đến 110.000 PSI trở lên, và cuộc trò chuyện thay đổi. Ở mức cường độ đó, độ giãn sợi ngoài giảm xuống. Hành trình ép phẳng vốn vô hại hôm qua nay lại đẩy biến dạng chạm đến giới hạn.
Giờ hãy thêm lớp bộ khuôn của bạn vào.
Bán kính bên trong của uốn sơ bộ thực tế tạo ra là gì? Không phải con số trong danh mục – mà là giá trị đo được khi có tải. Bán kính chày lớn hơn làm giảm đỉnh ứng suất trên bề mặt nhưng đòi hỏi lực ép lớn hơn để hoàn tất mép gấp. Lực ép lớn hơn đồng nghĩa với khung bị uốn nhiều hơn, rủi ro ép phẳng không đều cao hơn, và ứng suất tích lũy trên bộ khuôn cao hơn. Dữ liệu về độ mỏi của ADH cho thấy rõ: vận hành bộ khuôn ở mức 95–100% công suất và bạn sẽ tăng tốc độ mòn dù không có gì gãy trong ngày đầu tiên.
Vì vậy, hãy so sánh ba con số cạnh nhau:
Nếu hành trình ép phẳng của bạn yêu cầu 120 tấn trên một máy ép hoạt động thoải mái ở 130 tấn, thì bạn không “nằm trong phạm vi.” Bạn đang sống ở giới hạn đỏ. Hoặc tăng bán kính, chuyển sang tách hai giai đoạn, hoặc chấp nhận rằng các vi nứt đã được hình thành sẵn.
Hoặc tôn trọng giới hạn kéo hoặc loại bỏ lô hàng.
Và khi bạn đã biết vật liệu có thể chịu được hành trình ép, thì bạn thực sự được phép xuất xưởng những gì?
Đây là nơi hầu hết các xưởng tự lừa dối mình.
“Mười sản phẩm đầu tiên trông hoàn hảo.” Tôi đã nghe câu đó cả ngàn lần.
Có nghiên cứu cho thấy việc chọn khuôn không đúng có thể làm tỷ lệ khuyết tật tăng vọt tới 25% ngay cả khi những sản phẩm đầu tiên trông ổn. Đó là vì các vi nứt không tự lộ ra cho đến khi lớp phủ, rung động, hoặc thời gian làm chúng mở ra. Nếu khách hàng của bạn yêu cầu không có vết nứt thẩm mỹ sau khi sơn điện di, thì dung sai khuyết tật của bạn thực tế bằng không—dù việc sản xuất có nhanh đến đâu.
Giờ hãy so sánh hai tình huống.
Chạy một giai đoạn nhanh hơn 20%. Nhưng nó kết hợp uốn và ép phẳng trong cùng một sự kiện đàn hồi. Hai giai đoạn tách biệt chúng, kiểm soát ứng suất nhưng thêm thời gian chu kỳ và yêu cầu kỷ luật khi thiết lập. Nếu bạn đang chạy thép có độ bền thấp với khả năng giãn dài cao và mép trong không được sơn, tốc độ có thể thắng.
Nhưng nếu bạn đang gấp mép các tấm ngoài có độ bền cao ở 110.000 PSI độ kéo với bề mặt đạt chuẩn Class A, thì tốc độ là vô nghĩa. Chỉ số thực sự của bạn là mức ứng suất có thể chịu được trong suốt vòng đời của chi tiết.
Mục tiêu sản xuất có ý nghĩa. Chúng chỉ không vượt qua được quy luật vật lý.
Vậy câu hỏi nào bạn nên đặt ra trên sàn xưởng trước khi bật đèn xanh cho một đợt chạy sản xuất?
Bất kỳ loại thép nào cũng sẽ gập lại nếu bạn ép đủ mạnh.
Đó không phải là bài kiểm tra.
Bài kiểm tra là liệu nó có sống sót qua vài phần nghìn cuối cùng của hành trình—cú ép phẳng nơi ứng suất nén bên trong và ứng suất kéo dư bên ngoài cộng dồn với nhau. Điều khiến vật liệu bị loại bỏ là vượt quá giới hạn biến dạng cho phép trong chuyển động kết hợp đó. Không phải trong giai đoạn uốn trước. Không phải trong khâu thiết lập. Mà là trong giai đoạn ép nghiền.
Vì vậy, đây là khung tư duy bạn nên duy trì và áp dụng:
Nếu các thông số tính toán quá sát nhau, bạn không nên “thử một giai đoạn xem sao.” Hãy tách quá trình ra thành hai giai đoạn, tăng bán kính, thay đổi hướng hạt vật liệu, hoặc đàm phán lại hình dạng chi tiết. Đó là các quyết định kỹ thuật. Mọi giải pháp khác chỉ là đánh cược với thép đắt tiền.
Điều ít ai nhận ra? Hai giai đoạn không phải là nâng cấp về năng suất. Nó là công cụ quản lý biến dạng, giúp bạn có thêm biên an toàn khi độ bền kéo không cho phép sai số. Loại khuôn không cứu bạn—kỷ luật trong giới hạn độ bền kéo mới là yếu tố quyết định.
Đừng đánh giá một mép gấp chỉ dựa trên việc nó phẳng trông như thế nào trên bàn làm việc.
Hãy đánh giá nó dựa trên việc vật liệu có qua được hành trình ép mà không vượt quá giới hạn tải trọng hay không—và hãy tự hỏi mình, trước khi chày máy ép hạ xuống, biên an toàn thực sự của bạn đang ở đâu.


















