

Les dix premières pièces sont parfaites. L’ourlet est plat, serré, assez propre pour être photographié dans la brochure commerciale.
Deux cents panneaux plus tard, vous en tenez un à la lumière et voilà — une fissure capillaire court le long du rayon extérieur comme une ligne de faille sur une terre aride. Même matrice. Même réglages. Même opérateur. Alors, qu’est-ce qui a changé ?
Si vous pensez que la réponse est “ le dessus plat ne doit pas être assez plat ”, vous marchez déjà vers la benne à rebuts.
J’ai vu de bons opérateurs tapoter une matrice d’ourlage mono-étagée comme un chien fidèle. “ Dessus plat. Beau et régulier. On est bons. ” Ce raisonnement fonctionnait quand l’acier doux régnait en maître et que la résistance à la traction tournait autour de 340 MPa de résistance à la traction. Le matériau s’étirait, se déformait, vous pardonnait.
Les panneaux extérieurs automobiles modernes ? Vous êtes face à 980 MPa de résistance à la traction et vous souriez parce que l’ourlet semble plat.
Un dessus plat vous dit ce qui s’est passé en surface. Il ne vous dit rien sur ce qui s’est produit à l’intérieur des fibres métalliques pendant ce mouvement violent combinant pré-pliage et écrasement. Et c’est là que commencent les ennuis.
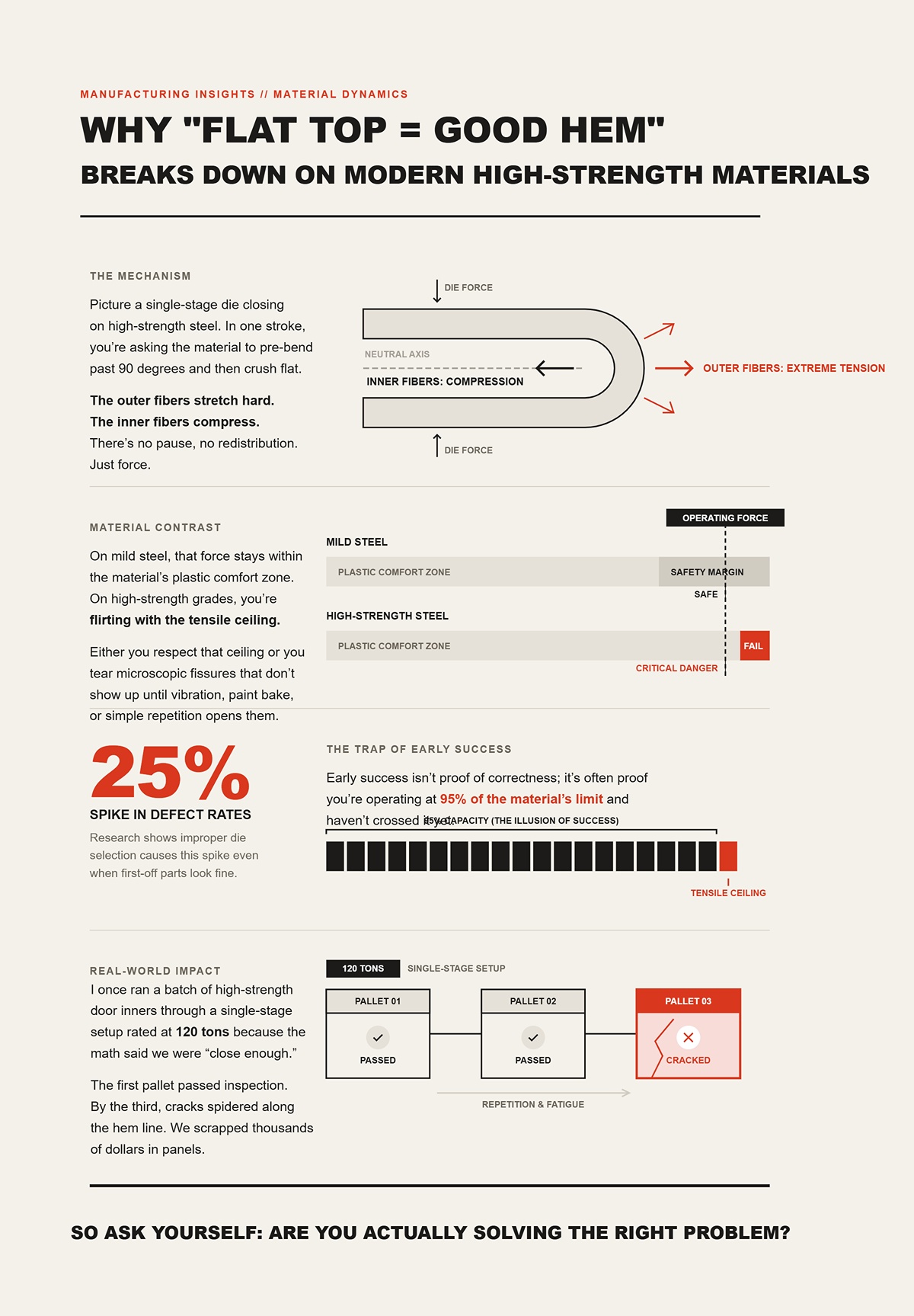
Imaginez une matrice mono-étagée se refermant sur un acier à haute résistance. En un seul coup, vous demandez au matériau de se pré-plier au-delà de 90 degrés puis de s’écraser à plat. Les fibres extérieures s’étirent fortement. Les fibres intérieures se compressent. Il n’y a pas de pause, pas de redistribution. Seulement de la force.
Sur l’acier doux, cette force reste dans la zone de confort plastique du matériau. Sur les nuances à haute résistance, vous frôlez le plafond de traction. Soit vous respectez ce plafond, soit vous créez des fissures microscopiques qui n’apparaissent que lors des vibrations, du traitement thermique de la peinture ou des simples répétitions.
Des recherches montrent qu’une mauvaise sélection de matrice peut faire grimper les taux de défaut de 25%, même lorsque les premières pièces semblent correctes. C’est le piège. Le succès initial n’est pas une preuve de justesse ; c’est souvent la preuve que vous opérez à 95% de la limite du matériau et que vous ne l’avez pas encore franchie.
J’ai autrefois produit une série de portes intérieures à haute résistance avec un montage mono-étagé évalué à 120 tonnes parce que les calculs disaient que nous étions “ assez proches ”. La première palette a passé l’inspection. À la troisième, des fissures se sont formées le long de la ligne d’ourlet. Nous avons mis au rebut des milliers de dollars de panneaux parce que j’ai fait confiance au dessus plat plutôt qu’à la limite de traction. Cette leçon n’a pas été bon marché.
Alors, demandez-vous : résolvez-vous réellement le bon problème ?
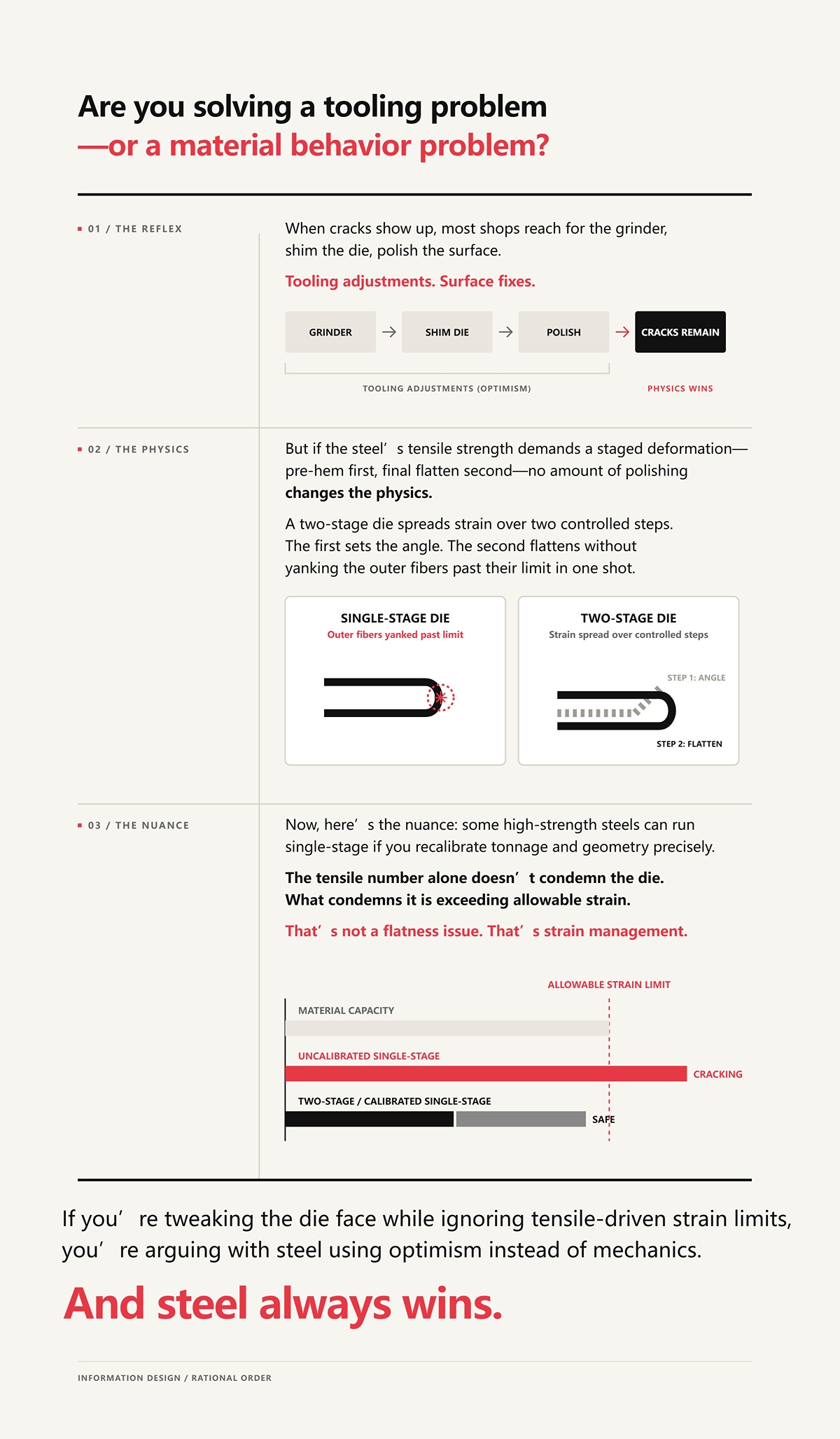
Lorsque des fissures apparaissent, la plupart des ateliers attrapent la meuleuse, calent la matrice, polissent la surface. Ajustements d’outillage. Corrections de surface.
Mais si la résistance à la traction de l’acier exige une déformation en plusieurs étapes — pré-ourlet d’abord, aplatissement final ensuite — aucun polissage ne change la physique. Une matrice à deux étapes répartit la contrainte sur deux phases contrôlées. La première étape fixe l’angle. La seconde aplatit sans tirer les fibres extérieures au-delà de leur limite en une seule fois.
Voici maintenant la nuance : certains aciers à haute résistance peuvent fonctionner en une seule étape si l’on recalibre précisément le tonnage et la géométrie. Le chiffre de résistance à la traction à lui seul ne condamne pas la matrice. Ce qui la condamne, c’est le dépassement de la déformation admissible du matériau pendant ce mouvement combiné.
Ce n’est pas un problème de planéité. C’est une question de gestion de la déformation.
Si vous modifiez la surface de la matrice tout en ignorant les limites de déformation dictées par la traction, vous discutez avec l’acier en utilisant l’optimisme plutôt que la mécanique.
Et l’acier gagne toujours.
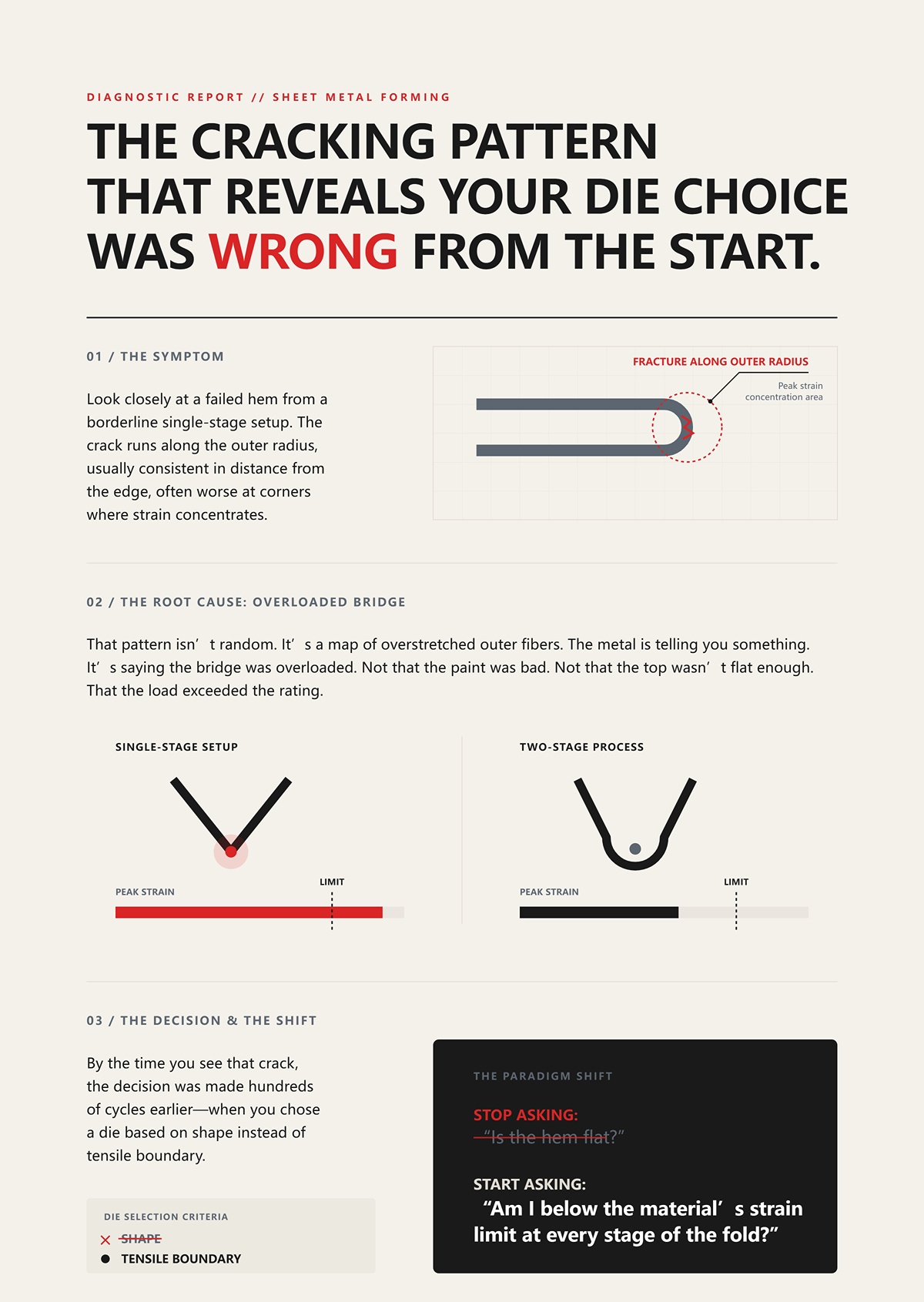
Regardez attentivement un ourlet défaillant issu d’un montage limite en une seule étape. La fissure longe le rayon extérieur, généralement constante à une certaine distance du bord, souvent pire aux coins où la contrainte se concentre.
Ce motif n’est pas aléatoire. C’est une carte des fibres extérieures trop étirées. Un procédé en deux étapes aurait réduit la contrainte maximale lors de cette première flexion, diminuant la tension avant même que l’aplatissement ne se produise.
Le métal vous dit quelque chose. Il dit que le pont était surchargé. Pas que la peinture était mauvaise. Pas que le dessus n’était pas assez plat. Mais que la charge a dépassé la capacité nominale.
Au moment où vous voyez cette fissure, la décision a été prise des centaines de cycles plus tôt — lorsque vous avez choisi une matrice selon la forme plutôt que selon la limite de traction.
Donc le changement nécessaire est simple et brutal : arrêtez de demander “ L’ourlet est-il plat ? ” et commencez à demander “ Suis-je en dessous de la limite de déformation du matériau à chaque étape du pli ? ”
Vous voulez savoir comment vérifier que vous êtes en dessous de la limite de déformation du matériau à chaque étape ?
Commencez par le rayon de courbure et la valeur de traction. Si vous réalisez un ourlage sur de l’acier de 1,2 mm à 980 MPa de résistance à la traction, et que votre rayon intérieur effectif lors du pré-pli descend en dessous d’environ 1× l’épaisseur, vous poussez déjà la déformation des fibres extérieures vers 15–20 %. Ce n’est pas une supposition ; la déformation extérieure en flexion équivaut approximativement à l’épaisseur divisée par deux fois le rayon intérieur. Divisez le rayon par deux, doublez la déformation. L’acier se moque de la confiance que vous avez.
Imaginez maintenant effectuer ce pré-pli et l’écrasement final en une seule course ininterrompue.
Dans une matrice à une étape, le matériau est forcé au-delà de 90 degrés et aplati alors qu’il est encore chargé élastiquement par la flexion initiale. Il n’y a pas de pause. Pas de redistribution. Il y a une accumulation de déformation. Et quand cette déformation accumulée dépasse ce que 980 MPa de résistance à la traction peut plastiquement supporter, des microfissures commencent à se former bien avant que vos calibres n’indiquent le moindre problème.
La véritable comparaison ne porte donc pas sur la vitesse. Elle porte sur le fait que l’architecture laisse le métal se détendre entre les contraintes — ou les aggrave.
Effectuez un ourlage en une seule étape lentement et observez le profil latéral. À mesure que le poinçon descend, la tôle commence d’abord à pivoter autour de l’arête de la matrice. L’axe neutre — la couche à l’intérieur de l’épaisseur qui ne subit aucune contrainte — se déplace vers le rayon intérieur à mesure que la tension augmente sur les fibres extérieures.
Ensuite, la matrice continue de se déplacer.
Avant que l’axe neutre puisse se stabiliser dans une position de pré-ourlage nette à 30–45 degrés, la géométrie à sommet plat force la jambe à s’effondrer. Le matériau ne se contente plus de se plier : il est écrasé puis replié dans la courbure opposée au fur et à mesure qu’il se dépose. L’axe neutre migre à nouveau, brusquement, car l’état de contrainte passe du pur flambage à un mode combinant flexion et compression.
Vous demandez aux fibres extérieures de s’étirer pour former la courbure, puis d’accepter un déplacement supplémentaire lorsque la jambe est aplatie — sans relâcher la contrainte de traction issue du premier effort. En un seul coup, vous leur demandez de s’étirer et de s’effondrer simultanément — et l’acier à haute résistance ne pardonne pas cette exigence.
Si vous coupez un ourlet fissuré issu de ce montage, la ligne de rupture suit le rayon extérieur du pli d’origine, non la surface finale aplatie. Cela indique que la rupture s’est amorcée pendant le pic de traction, et non pendant l’aplatissement esthétique.
Alors, que change-t-il si vous cessez de forcer les deux phénomènes à se produire au même moment mécanique ?
Une matrice à deux étapes appropriée forme d’abord un angle aigu — généralement de 30 à 45 degrés — avec une ouverture en V définie. Cette ouverture en V est importante. Un V plus large augmente le bras de levier, réduisant la tonnage requis et répartissant la courbure sur un rayon plus grand. Rétrécissez le V et la tonnage exigée grimpe rapidement. Concentrez suffisamment de force, et même l’acier doux s’en plaint.
Lors de la première étape, vous contrôlez le rayon intérieur. Vous calculez la déformation des fibres extérieures. Vous la comparez à l’allongement à la rupture du matériau. Si votre tôle de 1,2 mm, 980 MPa de résistance à la traction peut supporter, disons, une déformation vraie de 12% avant le striction, vous concevez ce premier pli pour rester confortablement en dessous — peut-être 8–9%. Conservateur. Ennuyeux. Rentable.
Puis vous relâchez le coulisseau.
Ce relâchement n’est pas une formalité. Il permet à l’énergie élastique de se dissiper. L’axe neutre se stabilise dans sa nouvelle position. Les contraintes résiduelles se redistribuent dans l’épaisseur au lieu de s’accumuler.
La deuxième étape n’est pas une autre flexion agressive. C’est une compression contrôlée entre des surfaces planes. Les fibres extérieures ne sont plus sollicitées en traction pour créer une courbure ; elles sont guidées en contact. Mode de déformation différent. Moindre sollicitation en traction.
L’architecture en deux étapes est une gestion de l’énergie élastique. Pas une préférence d’opérateur. Pas une tradition. Une gestion.
Ce qui amène un casse-tête pratique que vous rencontrerez la première fois que vous formerez des panneaux à haute résistance toute la journée.
Lors de ce premier pli aigu, le matériau ne se contente pas de se plier vers le bas. Il cherche à se déplacer latéralement. Cette poussée latérale augmente avec la résistance à la traction et l’épaisseur, car l’énergie élastique accumulée est plus élevée. Avec 980 MPa de résistance à la traction, cette force latérale n’est pas aimable.
Une matrice coulissante à deux étapes de conception simple repose sur un jeu mécanique. Si votre alignement est incorrect ou votre lubrification inégale, la poussée latérale peut faire basculer la section supérieure et provoquer du grippage sur les surfaces. Vous le remarquerez par une épaisseur d’ourlet incohérente de gauche à droite.
Une matrice à deux sections à ressort gère la transition différemment. La section supérieure forme le pré-ourlet dans son V. À mesure que le tonnage augmente, les ressorts se compriment et permettent à l’ensemble supérieur de passer à l’état d’aplatissement tout en gardant un alignement guidé. La matrice elle-même absorbe une partie de cette impulsion latérale au lieu de la transmettre au bâti ou de se bloquer aux épaules.
Cela importe parce que le coincement n’est pas seulement une gêne. Le blocage modifie la distribution locale de la pression. Changez la distribution de la pression et vous changez la déformation locale. Changez la déformation locale et vous respectez soit la limite de traction, soit vous mettez au rebut le lot.
Voici la ligne de démarcation : si votre architecture ne peut pas contrôler le rayon à la première étape, libérer l’énergie élastique avant la deuxième, et maîtriser la poussée latérale sans provoquer de pic de pression locale, le procédé à une seule étape revient à jouer avec l’acier à haute résistance. Deux étapes, c’est l’ingénierie qui contourne le problème.
La question suivante n’est donc pas “ Quel outil est le plus rapide ? ”
C’est celle-ci : pour votre épaisseur spécifique et résistance à la traction donnée, pouvez-vous prouver — mathématiquement et mécaniquement — que la déformation maximale des fibres externes à chaque étape reste inférieure à la limite du matériau, ou faites-vous confiance au fait que les dix premières pièces semblent parfaites ?
Vous voulez savoir comment calculer la déformation maximale des fibres externes avant de découper l’acier, pas après l’avoir fissuré.
Commencez par le seul chiffre qui ne ment pas : déformation vraie des fibres externes en flexion ≈ épaisseur ÷ (2 × rayon intérieur).
Si vous ourlez une tôle de 1,2 mm sur un rayon intérieur de 0,6 mm en un seul coup, cela donne 1,2 ÷ (2 × 0,6) = 1,0. Cent pour cent de déformation d’ingénierie à la surface. Convertissez en déformation vraie et vous flirtez encore avec des valeurs qu’aucune tôle automobile à haute résistance ne tolérera. Acier doux avec une résistance à la traction de 45 000 PSI pourrait s’amincir gracieusement et survivre grâce à une bonne allongation. Poussez la même géométrie à 80 000 PSI de résistance à la traction ou plus, et l’allongation s’effondre. Les calculs ne se soucient pas de la vitesse de votre presse.
Ajoutez ensuite ce que fait réellement une matrice à une seule étape : elle ne forme pas seulement ce rayon. Elle écrase et replie immédiatement la jambe à plat, resserrant le rayon effectif en cours de frappe. Votre rayon de conception propre de 0,6 mm devient 0,4 mm sous charge. Reprenez les calculs : 1,2 ÷ (2 × 0,4) = 1,5. Ce pic se produit avant que le matériau puisse se détendre. Ce n’est pas de l’efficacité. C’est un multiplicateur de déformation.
Alors, où le procédé à une seule étape a-t-il réellement du sens ?
Imaginez une tôle d’acier à faible teneur en carbone de 0,8 mm, avec une résistance à la traction d’environ 40 000–50 000 PSI, ourlée sur une matrice présentant un rayon intérieur réel proche de l’épaisseur du matériau. Appliquez la même équation : 0,8 ÷ (2 × 0,8) = 0,5. Cinquante pour cent de déformation d’ingénierie à la fibre externe semble élevé jusqu’à ce que vous vous rappeliez qu’une tôle à faible teneur en carbone peut présenter un allongement de 30 % lors d’un essai de traction et redistribuer la contrainte à travers son épaisseur pendant la flexion. Ajoutez une ouverture en V généreuse — 6× l’épaisseur — et vous ne forcez pas un rayon tranchant. Vous le guidez.
Dans cette fenêtre — faible épaisseur, acier doux, large ouverture — le coup unique reste dans la limite de déformation admissible. Les fibres extérieures s’étirent, oui, mais elles ne sont pas tirées au-delà de leur limite de ductilité tout en étant simultanément écrasées à plat. La géométrie est tolérante, le matériau est tolérant, et l’architecture ne cumule pas les contraintes au-delà de ce que la tôle peut absorber.
C’est là que le procédé en une seule étape brille. Cycle court. Moins de composants. Moins d’entretien.
Mais vous ne pouvez profiter de cette simplicité que si le matériau vous offre une marge.
Que se passe-t-il quand ce n’est pas le cas ?
Prenez un acier biphasé de 1,4 mm classé à 80 000 PSI de résistance à la traction. L’allongement total typique peut se situer autour de 12–14 %. C’est votre vraie limite, pas le chiffre de traction indiqué sur le certificat.
Concevez un ourlet avec un rayon intérieur effectif de 0,7 mm. Sur le papier, 1,4 ÷ (2 × 0,7) = 1,0 de déformation d’ingénierie à la surface avant l’écrasement. Même si vous argumentez que le déplacement de l’axe neutre réduit un peu cela, vous êtes loin des 12 %. Vous êtes plusieurs fois au-delà lors de la courbure maximale dans un coup en une seule étape. La seule raison pour laquelle il ne se fissure pas immédiatement est que la déformation se localise et se redistribue — jusqu’à ce que ce ne soit plus le cas.
Maintenant, resserrez la matrice pour contrôler le jeu esthétique et le rayon de travail diminue sous charge. La contrainte augmente à nouveau. C’est là que l’analogie du pont cesse d’être amusante. Soit vous restez sous la charge nominale, soit vous fissurez le béton. Aucun discours de motivation ne change cela.
D’après le terrain : une fois que vous dépassez 80 000 PSI de résistance à la traction pour des épaisseurs d’ourlet automobile supérieures à environ 1,2 mm, une véritable architecture à une seule étape doit soit (a) ouvrir considérablement la matrice pour augmenter le rayon — ce qui fait exploser le tonnage et l’usure — soit (b) accepter une déformation des fibres extérieures qui dépasse l’allongement du matériau. L’option A use l’outillage et la capacité de la presse. L’option B dégrade les pièces. Respectez la limite de traction ou mettez le lot au rebut.
Des recherches montrent qu’une mauvaise sélection de matrice peut augmenter les taux de défaut de 25 % même lorsque les premières pièces semblent parfaites. Dans les ourlets à haute résistance, cette hausse n’est pas une dérive esthétique. C’est une fissuration latente amorcée au pic de déformation durant ce mouvement combiné.
Je l’ai appris à la dure. J’ai un jour lancé un lot à haute résistance sur un montage en une seule étape parce que les dix premières pièces semblaient parfaites. À la cinquantième, des microfissures ont commencé à apparaître sous la peinture après électrodéposition. Nous avons mis au rebut la production d’un poste complet et re-surfacé une matrice qui n’était pas le véritable coupable. Le coupable, c’était moi qui avais ignoré 80 000 PSI de résistance à la traction comme s’il s’agissait d’acier doux.
Alors, comment savoir que vous avez franchi cette ligne invisible avant de voir des fissures ?
Coupez un ourlet suspect et polissez la coupe transversale. Si le chemin de fracture suit le rayon de courbure extérieur d’origine — et non le plat final — vous avez dépassé la déformation admissible durant le premier événement de courbure. Ce qui le condamne, c’est le dépassement de la limite de déformation du matériau durant ce mouvement combiné, pas un simple défaut esthétique de l’écrasement final.
Surveillez aussi les valeurs de retour élastique. Un retour élastique élevé après un ourlet en une seule étape sur une tôle à haute résistance vous indique que l’énergie élastique est accumulée, non relâchée. Plus l’énergie piégée est grande, plus la contrainte maximale était élevée pendant le formage. C’est un indice, pas une nuisance.
Ensuite, il y a la constance des bords. Sur un matériau à haute résistance forcé à travers une matrice à une seule étape, vous observerez des variations gauche-droite lorsque de légères différences de lubrification ou d’alignement créent des pics de pression locaux. Ces pics se traduisent directement par des excursions de déformation locales au-delà des limites d’allongement. Le procédé en deux étapes répartit ce risque sur plusieurs phases. Le procédé en une seule étape le concentre en un unique moment de vérité.
Vous pouvez calculer la déformation. Vous pouvez mesurer le rayon sous charge. Vous pouvez comparer cela à l’allongement documenté pour votre lot précis d’acier. Ou vous pouvez faire confiance au temps de cycle et espérer.
Et si vous êtes au-dessus 80 000 PSI de résistance à la traction, l’espoir n’est pas un processus.
Vous avez fait les calculs. Vous avez vu ce qui se passe lorsque la tôle de 1,2 à 1,4 mm dépasse 80 000 PSI de résistance à la traction et que la fibre extérieure dépasse la limite d’allongement en un seul coup. Alors, comment repenser le processus ?
Vous cessez de demander à un seul coup de faire deux tâches.
Une matrice de sertissage en deux étapes divise l’opération en un pré-pliage contrôlé — généralement de 30° à 45° — suivi d’un coup de planage séparé. Cela paraît presque poli comparé à la violence d’un écrasement en une seule étape. Mais la mécanique est différente d’une manière significative.
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Presse plieuse est une prochaine étape pertinente.
Dans la première étape, vous formez le rayon et vous arrêtez. Vous laissez le matériau se déformer, déplacer son axe neutre et se décharger partiellement. L’énergie élastique se dissipe avant même que le deuxième coup ne commence. Dans la deuxième étape, vous ne créez pas une courbure maximale à partir d’un plat ; vous fermez une patte déjà déformée. La contrainte maximale ne se cumule pas au même instant.
Cette séparation fait toute la différence entre frôler les limites d’allongement et les dépasser.
Et une fois que vous dépassez 100 000 PSI de résistance à la traction, il n’y a plus de juste milieu — soit vous séparez le pré-pliage du coup de planage, soit vous acceptez les microfissures comme une caractéristique de production.
Imaginez un acier avancé à haute résistance de 1,6 mm à 100 000 PSI de résistance à la traction. L’allongement total pourrait être de 10%. Vous le pré-pliez dans une station dédiée sur un rayon égal à l’épaisseur du matériau — disons 1,6 mm. Votre approximation de la contrainte de surface est t/(2R) : 1,6 ÷ (2 × 1,6) = 0,5. Cinquante pour cent de déformation en surface au niveau de la fibre extérieure pendant la courbure maximale semble catastrophique jusqu’à ce que vous vous rappeliez qu’en flexion pure, la déformation se redistribue à travers l’épaisseur et se localise brièvement à la surface, puis se relaxe partiellement lorsque la pièce se décharge.
Comparez cela à une matrice en une seule étape qui forme et écrase en un mouvement, resserrant effectivement le rayon sous charge à, disons, 1,0 mm. Refaites le calcul : 1,6 ÷ (2 × 1,0) = 0,8. Vous venez d’augmenter la contrainte de surface maximale de 60% — et vous n’avez même pas encore pris en compte les contraintes de compression à travers l’épaisseur dues au planage. Ce qui condamne cette approche, c’est de dépasser la limite de contrainte admissible du matériau pendant ce mouvement combiné.
Un bloc solide à une seule étape ne peut pas faire de pause entre ces agressions. Il les multiplie.
Dans une architecture à deux étapes, le second coup agit sur une patte déjà déformée et dont l’axe neutre s’est déplacé vers l’intérieur du pli. La contrainte nécessaire pour fermer de 45° à plat est principalement rotationnelle et compressive à la surface interne, et non une nouvelle contrainte de traction au rayon extérieur d’origine. Vous gérez où va la déformation au lieu de la laisser culminer là où la géométrie de la matrice l’impose.
C’est le contrôle de la répartition de la contrainte. Pas de l’élégance. Du contrôle.
Et si le contrôle de la contrainte est le véritable objectif, ralentir le cycle vous rend-il automatiquement plus sûr ?
J’ai vu des ateliers se vanter d’avoir réduit de 0,8 seconde un cycle de sertissage en fusionnant deux stations en une seule. Sur de l’acier doux de 0,9 mm à une résistance à la traction de 45 000 PSI, très bien. Le matériau dispose d’un allongement de 30% à exploiter et l’ouverture de la matrice peut être fixée à 6–8× l’épaisseur sans problème.
Essayez maintenant ce tour sur du dual-phase de 1,4 mm à 80 000 PSI de résistance à la traction.
Oui, une matrice en deux étapes ajoute souvent 30–40% à la portion de sertissage du temps de cycle. Mais “ plus lent ” n’est pas le mécanisme de sécurité. La sécurité provient de la réduction de la contrainte maximale simultanée en traction et en compression lors d’un seul événement. Vous pouvez faire fonctionner une matrice à deux étapes rapidement et obtenir quand même un bon résultat—car c’est l’architecture, et non le chronomètre, qui limite l’empilement des contraintes.
Il existe des cas particuliers. Élargir l’ouverture d’une matrice à une seule étape à 10–12× l’épaisseur peut réduire la sévérité de la courbure et limiter le retour élastique dans certains aciers à haute résistance. Cela vous donne une marge. Parfois suffisante.
Mais cela se paye en tonnage et en fatigue de la matrice. Faire fonctionner une matrice à 95–100% de sa capacité nominale ne la fait pas exploser le premier jour ; cela accélère simplement l’usure. Votre configuration “ rapide ” use maintenant l’outillage tout en flirtant encore avec les limites de contrainte de la fibre extérieure. Soit vous respectez la limite de traction, soit vous mettez la série au rebut.
Les conceptions hybrides personnalisées—baguettes roulantes, inserts en polyuréthane—peuvent adoucir le contact et prévenir le marquage de surface sur des pièces spéciales. J’en ai moi-même spécifié. Elles aident pour l’aspect esthétique et la répartition de la pression. Elles n’annulent pas la courbe contrainte–déformation. Une fois dans le domaine des résistances à la traction à six chiffres, la séparation des événements de déformation cesse d’être facultative et devient structurelle.
Alors à quoi cela ressemble-t-il en chiffres de production ?
Prenons un scénario hypothétique mais réaliste : acier martensitique de 1,5 mm à 110 000 PSI de résistance à la traction, panneau extérieur automobile à sertir. Outil à une seule étape. Le premier article passe l’inspection visuelle. Les dix premières pièces sont parfaites. À la 200ᵉ, des microfissures apparaissent le long du rayon extérieur d’origine sous pénétrant fluorescent. Après peinture, elles se devinent. Le rebut grimpe à 12%.
Passez à une matrice à deux étapes. Le cycle de sertissage augmente de 35%. La production horaire diminue. Le rebut tombe à 2% car la contrainte maximale ne dépasse plus l’allongement du matériau lors d’un seul événement composé.
Faites le calcul sur un lot de 10 000 pièces. Même sans chiffrer précisément, vous savez quelle colonne coûte le plus : 35% de temps de sertissage supplémentaire, ou 10% de rebut additionnel dans de l’acier à haute résistance plus les retouches et pertes de peinture en aval.
Des recherches montrent qu’une mauvaise sélection de matrice peut faire bondir les taux de défauts de 25% même lorsque les premières pièces semblent correctes. Dans les sertissages à haut rendement, cette hausse provient presque toujours d’une défaillance de gestion des contraintes, et non d’une erreur d’opérateur.
Oui, deux étapes coûtent du temps. Cela peut exiger plus de points de maintenance. Cela peut nécessiter un alignement plus précis entre les stations. Mais une fois que la résistance à la traction dépasse 100 000 PSI, ce n’est pas une amélioration pour l’efficacité. C’est une exigence structurelle, comme abaisser la limite de charge d’un pont déjà fissuré.
Si vous évaluez la capacité de votre configuration de sertissage actuelle à supporter des séries continues au‑delà de 100 000 PSI, c’est le moment d’impliquer votre partenaire équipementier—pas après que les taux de rebut augmentent. Le portefeuille CNC 100% de CN‑HAWE couvre les systèmes de pliage avancés et l’automatisation des tôles, soutenu par un service R&D dédié et des capacités d’essai internes pour valider les applications à fortes contraintes avant leur intégration sur votre ligne. Pour une discussion technique sur l’architecture des matrices, la compatibilité des machines ou un devis pour une mise à niveau en deux étapes, vous pouvez contacter CN-HAWE pour examiner en détail vos spécifications de matériau et vos objectifs de production.
Et même avec la bonne architecture en place, vous pouvez encore rater la série si vous ignorez la direction du grain, la lubrification et l’usure de la matrice — car maîtriser la déformation en théorie ne veut pas dire que vous la contrôlez sur le terrain.
Vous avez installé la matrice à deux étapes. Vous avez vérifié la hauteur de fermeture. La certification du matériau indique 110 000 PSI de résistance à la traction. L’architecture est correcte.
Les pièces se fissurent tout de même.
C’est à ce moment-là que les jeunes ingénieurs commencent à incriminer les lots de chauffe et les nuances d’acier pour outils, car c’est plus facile que d’admettre ceci : une fois que vous dépassez les six chiffres en résistance à la traction, le choix de la matrice n’est plus toute l’histoire. La structure peut être conçue pour la charge, mais vous pouvez toujours faire passer un camion en travers d’un pont et cisailler quelque chose qui n’était pas censé subir cette contrainte. La matrice à deux étapes est obligatoire au-dessus de cette limite, oui — mais elle n’abolit pas la métallurgie, la géométrie ou la physique du bâti de la machine.
Alors, qu’est-ce qui détruit réellement la série quand la matrice est “correcte” ?
Réponse courte : dans les aciers à haute résistance, c’est souvent le cas.
La tôle d’acier possède une direction de grain issue du laminage. Si vous pliez perpendiculairement, vous étirez à travers les fibres. En parallèle, vous essayez d’ouvrir les joints entre elles. Sur un matériau doux une résistance à la traction de 45 000 PSI avec un allongement de 30%, vous pouvez vous en tirer avec cette erreur. Sur un acier à résistance à la traction de 100 000+ PSI avec un allongement de 8–12%, vous jouez toute la commande sur des limites microscopiques invisibles.
J’ai vu des ateliers élargir les rayons, ralentir le mouvement, polir le poinçon — tout ce qu’enseigne le manuel — et pourtant continuer à poursuivre des fissures capillaires suivant parfaitement le rayon extérieur. La matrice était correcte. L’architecture était correcte. La ligne de pliage était parallèle au grain.
Ce n’est pas un problème d’outillage. C’est un problème d’orientation du matériau qui se fait passer pour un problème d’outillage.
Et voici le piège : les dix premières pièces semblent parfaites. Les microfissures ne se révèlent pas toujours avant que les pièces ne se détendent, soient revêtues, ou subissent des vibrations. À ce stade, vous triez des palettes.
Le pliage parallèle garantit-il la rupture à chaque fois ? Non. La taille du grain compte. Les aciers à haute résistance à grain fin tolèrent mieux les contraintes que les équivalents à grain grossier avec le même niveau de traction. Les gros grains se renforcent bien, mais ils se déchirent et présentent un aspect peau d’orange aux rayons extérieurs serrés. Même 110 000 PSI de résistance à la traction sur le papier. Comportement différent au bord replié.
Alignez soit le pliage à travers le grain, soit augmentez le rayon intérieur jusqu’à ce que la déformation de surface passe sous l’allongement admissible. Ce sont vos options. Tout le reste relève du vœu pieux.
Et si l’orientation et la taille du grain sont fixées par la disposition de la pièce brute, qu’en est-il de la forme que vous obligez le métal à conserver ?
Tous les ourlets ne se valent pas.
Un ourlet en goutte d’eau laisse une petite cavité interne — moins d’écrasement, fermeture mieux contrôlée. Un ourlet plat vous oblige à serrer cette lèvre fermement, en écrasant tout rayon interne jusqu’à ce qu’il se comporte comme le bord d’une pièce de monnaie. Ce dernier aplatissement n’est pas une rotation douce ; c’est une compression localisée à l’intérieur et une tension renouvelée sur toute fibre externe conservant la mémoire de courbure.
Dans les aciers à faible résistance, le métal s’écoule. Dans les nuances à haut rendement, il résiste puis se rompt.
Imaginez demander à un ressort conçu pour une certaine charge non seulement de se plier mais aussi de disparaître en lui-même. L’outil à deux étapes gère parfaitement le premier mouvement. Mais si votre plan impose un ourlet parfaitement plat avec une épaisseur minimale, vous risquez de ramener la contrainte de surface vers la limite que vous avez travaillé si dur à éviter lors de la première étape.
C’est là que la métaphore du pont prend toute sa valeur. La structure peut supporter la charge nominale en trafic rectiligne. Ajoutez maintenant la torsion. Ajoutez le freinage. Ajoutez le vent latéral. Les charges se combinent.
Ce qui la condamne, c’est le dépassement de la contrainte admissible du matériau pendant ce mouvement combiné.
Parfois, la solution la plus intelligente consiste à négocier un profil en goutte d’eau avec le service de conception au lieu d’exiger une perfection esthétique que l’alliage ne peut physiquement soutenir à cette épaisseur. Car la géométrie peut discrètement annuler la gestion de contrainte même que votre outil à deux étapes était conçu pour protéger.
Et puis il y a la défaillance qui semble tenir au matériau ou à la géométrie — mais qui n’en relève pas.
Le formage en deux étapes dépend de la séquence. Pré-courber sous un rayon contrôlé. Puis aplatir sous une surface séparée. Beaucoup de ces matrices reposent sur des ressorts ou des vérins à azote pour contrôler cette transition.
Lorsque ces éléments se fatiguent, la matrice ne le signale pas.
Elle cesse simplement de séparer proprement les événements de contrainte.
Je l’ai appris à mes dépens. Il y a des années, j’ai lancé une série de panneaux à haute résistance — certification lisible 980 MPa de résistance à la traction— sur une configuration à deux étapes en laquelle j’avais confiance. En milieu de série, les pièces ont commencé à présenter de fines fissures sur le rayon externe. Nous avons examiné les certificats matière, blâmé la lubrification, même soupçonné un mélange de bobines. Il s’est avéré qu’un paquet de ressorts dans la section supérieure s’était affaissé. Le pré-cintrage n’atteignait plus l’angle complet avant que le platissage ne s’engage. La matrice était devenue un bloc à une seule étape sous charge.
Nous avons mis la série au rebut.
Le motif d’usure est subtil : faces de platissage polies plus proches du point de contact initial, marques de témoins inégales, tonnage requis légèrement plus élevé — peut-être 120 tonnes au lieu des 105 tonnes pour la même course. Cette charge supplémentaire n’est pas “ plus sûre ”. C’est la machine qui compense une perte de séquence.
Et ne négligez pas la presse plieuse elle-même. Les longues pliures parallèles au sens du grain sur les anciennes machines sans bombage adéquat peuvent se fléchir au centre, ouvrant l’angle en milieu de travée. Vous verrez des fissures apparaître au milieu et jurerez que c’est lié au grain alors qu’il s’agit en réalité d’une flexion du bâti. Calez les extrémités ou corrigez le bombage, et le “ problème de matériau ” disparaît.
Ainsi, lorsqu’un ourlet échoue sur une matrice à deux étapes correctement spécifiée ci-dessus 100 000 PSI de résistance à la traction, posez trois questions avant de condamner l’acier : le pli s’oppose-t-il au sens du grain ? La géométrie exige-t-elle plus de déformation que l’alliage ne peut en supporter ? L’usure a-t-elle silencieusement effacé la séparation entre les étapes ?
Parce qu’une fois l’architecture correcte, le champ de bataille se déplace vers l’exécution.
Et c’est là que nous cessons de réagir et commençons à décider avant que la première tôle n’atteigne la presse.
Vous voulez savoir comment configurer un travail d’ourlage à haute résistance pour que les fissures n’apparaissent jamais.
Bien. Cela signifie que vous commencez enfin à réfléchir avant que la première tôle n’atteigne la presse plutôt qu’après que la benne à rebut soit pleine.
Voici le cadre : cessez de demander quelle matrice est la plus rapide et commencez à vous demander si votre matériau, votre géométrie et votre presse peuvent effectuer le coup de planage sans dépasser la limite de déformation admissible de l’acier. L’ourlage est un pont à charge pondérée. La résistance à la traction indiquée sur le certificat est la charge affichée. Soit vous restez en dessous pendant le mouvement combiné de pliage et d’écrasement, soit vous fracturez quelque chose de microscopique qui développera des dents plus tard.
Il ne s’agit pas de préférence. Il s’agit de limites.
Sortez le certificat. Ne devinez pas.
Si vous regardez 80 000 PSI d’acier doux en traction à 0,9 mm, l’étape unique peut durer longtemps — si le rayon et l’orientation sont maîtrisés. Commencez à vous rapprocher de 110 000 PSI et plus, et la conversation change. À cette résistance, l’allongement des fibres extérieures diminue. Le même coup de planage qui était inoffensif hier pousse maintenant la déformation jusqu’à la limite.
Ajoutez maintenant votre empilage d’outillage.
Quel rayon intérieur votre pré-pliage produit-il réellement ? Pas celui du catalogue — celui mesuré sous charge. Un rayon de poinçon plus grand réduit la contrainte de surface maximale mais exige plus de tonnage pour finir l’ourlet. Plus de tonnage signifie plus de flexion du bâti, plus de risque de planage inégal et des contraintes cumulées plus élevées sur l’ensemble de la matrice. Les données de fatigue d’ADH sont claires : faire fonctionner un outillage à 95–100 % de sa capacité accélère l’usure même si rien ne casse le premier jour.
Alors, alignez trois nombres côte à côte :
Si votre course de dressage nécessite 120 tonnes sur une presse à frein confortable à 130 tonnes, vous n’êtes pas “ dans la plage ”. Vous vivez à la limite rouge. Soit vous augmentez le rayon, passez à une séparation en deux étapes, soit vous acceptez que les micro-fractures soient inévitables.
Respectez la limite de traction ou mettez le lot au rebut.
Et une fois que vous savez que le matériau peut physiquement supporter la course, qu’avez-vous réellement le droit d’expédier ?
C’est là que la plupart des ateliers se mentent à eux-mêmes.
“ Les dix premières pièces semblent parfaites. ” Je l’ai entendu mille fois.
Des recherches montrent qu’une mauvaise sélection de matrice peut faire grimper les taux de défauts de 25% même lorsque les premières pièces semblent correctes. C’est parce que les micro-fractures ne se manifestent qu’après le revêtement, les vibrations ou le temps. Si votre client n’autorise aucune fissure esthétique après le traitement e-coat, votre tolérance aux défauts est effectivement nulle — même si la production est extrêmement rapide.
Comparez maintenant deux scénarios.
Le processus en une seule étape fonctionne 20% plus vite. Mais il combine le pliage et le dressage en un seul événement élastique. Le processus en deux étapes les sépare, contrôlant la déformation mais ajoutant du temps de cycle et de la discipline de réglage. Si vous travaillez un acier à faible résistance avec une allongation tolérante et des bords internes qui ne sont jamais peints, la vitesse peut l’emporter.
Mais si vous rabattez des panneaux extérieurs à haute résistance 110 000 PSI à la traction avec une exposition de classe A, la vitesse est sans importance. Votre véritable métrique est la déformation supportable tout au long du cycle de vie de la pièce.
Les objectifs de production comptent. Ils ne surpassent simplement pas la physique.
Alors, quelle question devriez-vous poser sur le plancher avant de donner le feu vert à un lancement ?
N’importe quel acier se pliera si vous poussez assez fort.
Ce n’est pas ça, le test.
Le test consiste à savoir s’il survit aux derniers millimètres de course — la phase d’écrasement où la compression interne et la tension résiduelle externe s’additionnent. Ce qui le condamne, c’est le dépassement de la déformation admissible du matériau pendant ce mouvement combiné. Pas pendant le pré-pliage. Pas pendant la mise en place. Pendant l’écrasement.
Voici donc le cadre à garder à l’esprit :
Si les calculs sont serrés, on ne “tente pas le pliage en une seule étape pour voir”. On sépare les opérations avec une approche en deux étapes, on augmente le rayon, on réoriente le sens du grain, ou on renégocie la géométrie. Ce sont des décisions d’ingénierie. Tout le reste, c’est jouer avec de l’acier coûteux.
Partie moins évidente ? Le procédé en deux étapes n’est pas une amélioration de productivité. C’est un outil de gestion de la déformation qui offre une marge lorsque la résistance à la traction ne vous laisse aucune place à l’erreur. La catégorie de matrice ne vous sauvera pas — la discipline face aux limites de traction, si.
Cessez de juger un ourlet à sa planéité sur l’établi.
Commencez à le juger selon que le matériau a survécu à la course sans dépasser sa charge admissible — et demandez-vous, avant que le vérin ne descende, où se trouve réellement votre marge.


















