

À 23 h 47, vous fixez une annonce intitulée “ Accessoire de presse plieuse hydraulique à doigts ”. Les photos montrent une presse plieuse de base avec un poinçon et une matrice droits. Aucun doigt amovible. Aucune ouverture. Juste une lourde barre d’acier qui traverse toute la largeur.
Vous zoomez, comme si les doigts étaient peut-être cachés.
Elles ne le sont pas.
C’est exactement cette confusion qui fait que les projets de garage commencent à engloutir de l’argent.
Dure réalité : vous recherchez une catégorie de machine qui n’existe pas, et ce malentendu est la raison pour laquelle votre projet de boîtier ne décolle jamais avant que la première boîte propre ne sorte de l’établi.
Je fabriquais des conduits pour gagner ma vie. Quand je suis passé à des projets automobiles le week-end, j’ai cru pouvoir “ améliorer ” ma petite plieuse manuelle à doigts en y ajoutant une force hydraulique. Je m’imaginais un monstre compact — des doigts amovibles en haut, un vérin hydraulique en dessous, un coup de pédale et hop, plier de la tôle de 1,5 mm comme une boîte à pizza. Ça paraît efficace. Sauf que l’industrie ne fabrique pas ça, et pour une bonne raison.
Parce que le problème que vous essayez de résoudre, ce n’est pas la force.
C’est l’espace.
Et tant que vous ne séparerez pas ces deux notions dans votre tête, vous continuerez à chercher une licorne.

Une presse plieuse est conçue autour d’un poinçon droit et d’une matrice droite. L’outillage s’étend sur toute la largeur. C’est tout l’intérêt — il pousse le métal dans un V avec une force contrôlée. Parfait pour les supports, les profilés, les longues pliures.
Une plieuse à doigts — ce que les gens appellent une “ finger brake ” — a des doigts amovibles sur la barre de serrage. Vous en retirez quelques-uns, laissez des espaces, et tout à coup vous pouvez plier les côtés d’une boîte sans écraser les parois déjà formées. C’est comme plier une boîte à pizza : il faut des petites languettes et du dégagement, pas juste de la pression.
Ce sont deux philosophies de conception totalement différentes.
Quand vous tapez “ kit de presse plieuse à doigts ”, vous mélangez les noms comme s’il s’agissait de variantes d’un même modèle de camion. Ce n’est pas le cas. L’une résout un problème de puissance avec l’hydraulique. L’autre résout un problème de géométrie avec des doigts amovibles et de l’espace libre.
Les fabricants n’ignorent pas l’hybride par paresse. Ils l’évitent parce qu’une fois que vous boulonnez un système hydraulique droit en place, vous perdez l’accès ouvert qui rend les doigts utiles à la base.
Alors que se passe-t-il quand vous ignorez cela et essayez de le bricoler dans votre garage ?
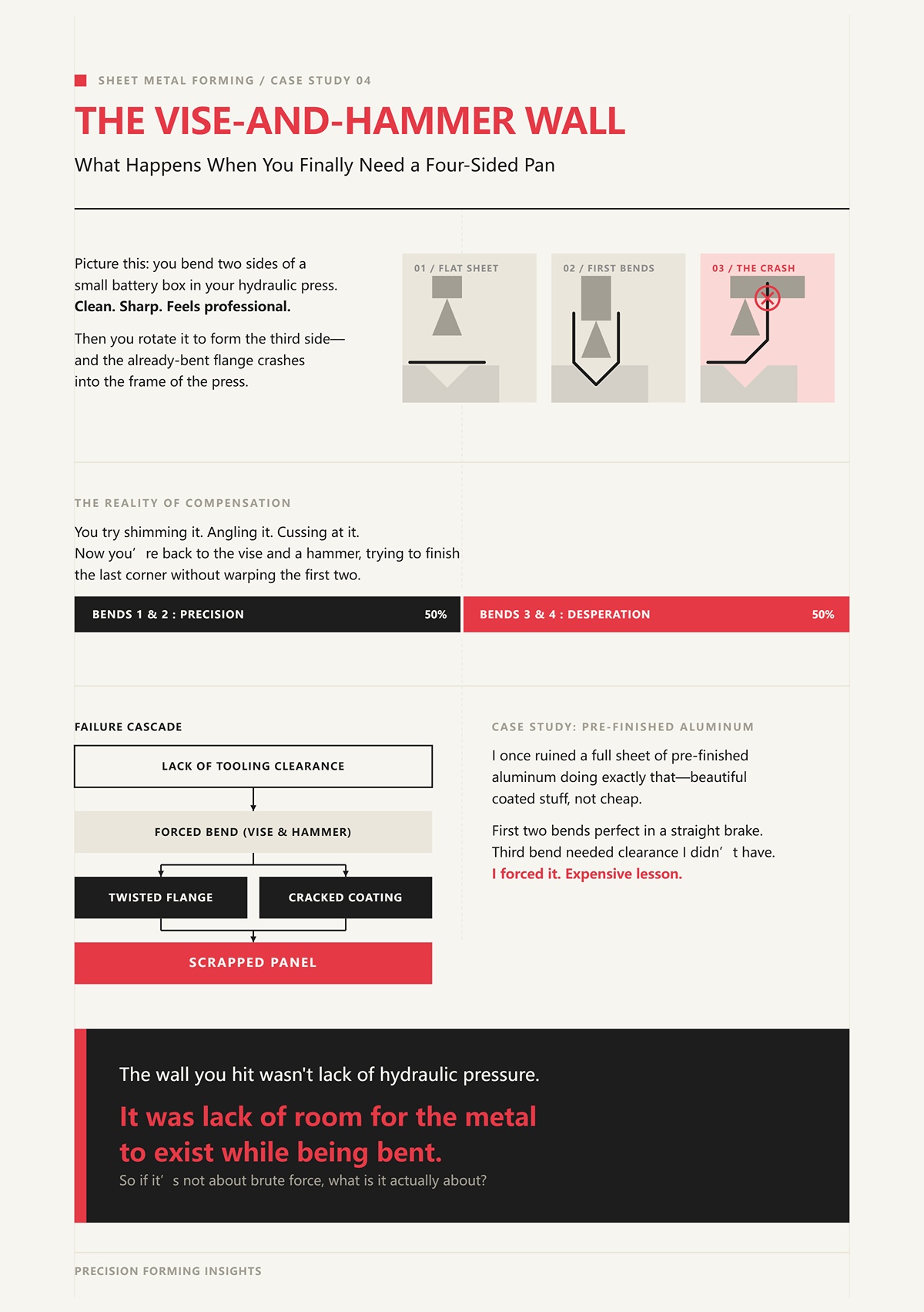
Imaginez : vous pliez deux côtés d’un petit boîtier de batterie dans votre presse hydraulique. Propre. Net. Professionnel. Puis vous le faites pivoter pour former le troisième côté — et le rebord déjà plié vient heurter le bâti de la presse.
Vous essayez de caler. D’incliner. De jurer.
Et vous voilà de retour à l’étau et au marteau, essayant de finir le dernier coin sans déformer les deux premiers. Ce n’est pas de la précision. C’est du désespoir.
J’ai déjà ruiné une tôle entière d’aluminium préfinie en faisant exactement cela — un magnifique matériau revêtu, pas donné. Les deux premiers plis, parfaits, réalisés avec une plieuse droite. Le troisième nécessitait un dégagement que je n’avais pas. J’ai forcé. La bride s’est tordue, le revêtement s’est fissuré, tout le panneau a fini à la ferraille. Une leçon coûteuse.
Le mur contre lequel tu t’es heurté n’était pas un manque de pression hydraulique.
C’était un manque d’espace pour que le métal puisse exister pendant le pliage.
Alors, si ce n’est pas une question de force brute, de quoi s’agit-il réellement ?
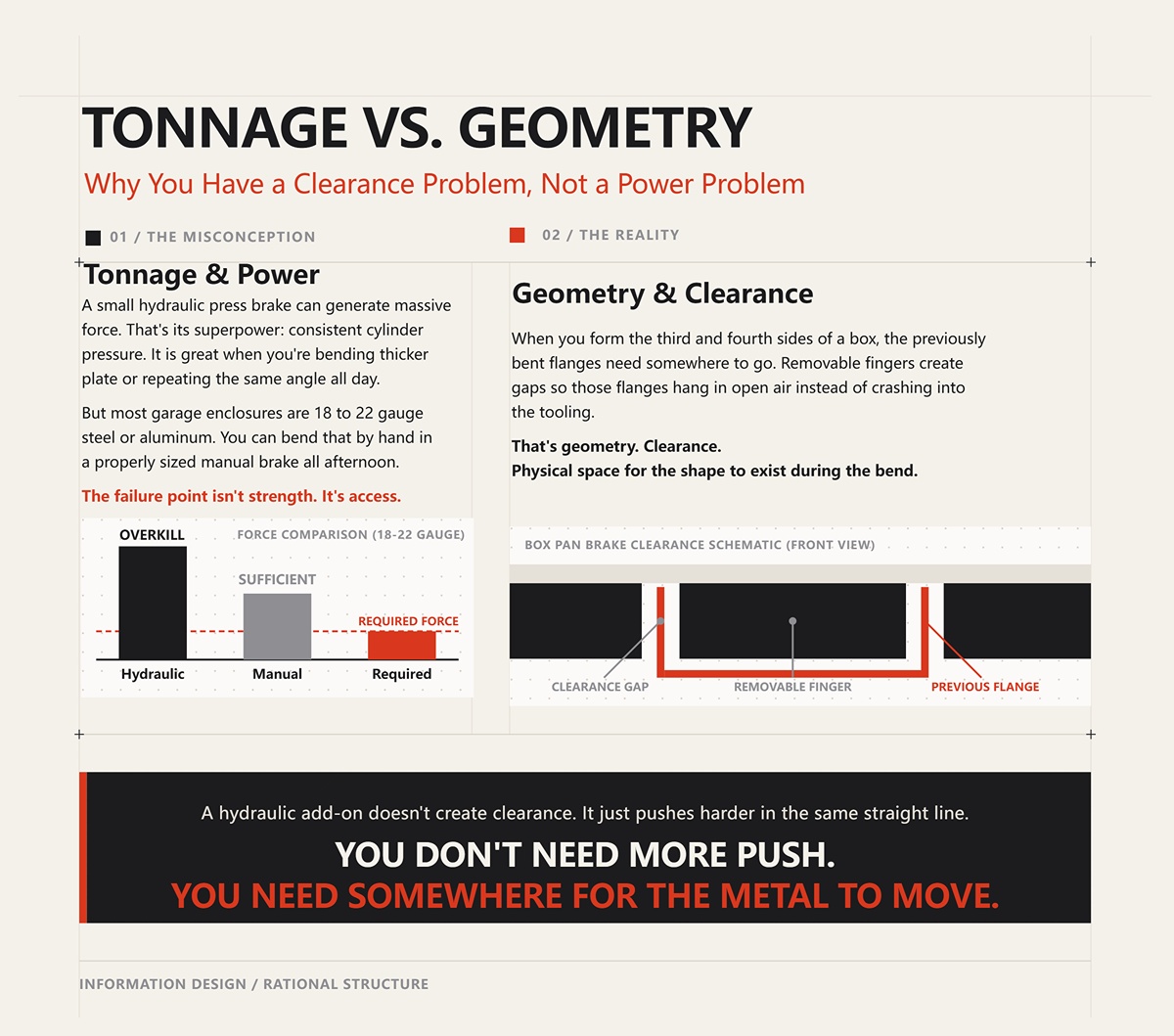
Une petite presse-plieuse hydraulique peut générer plus de force que tes bras ne le feront jamais. C’est son superpouvoir : une pression de cylindre constante. Excellent lorsque tu plies une tôle épaisse ou que tu répètes le même angle toute la journée.
Mais la plupart des structures de garage sont en acier ou en aluminium de 18 à 22 gauge. Tu peux les plier à la main toute l’après-midi sur une plieuse manuelle de taille adaptée. Le point de défaillance n’est pas la résistance. C’est l’accès.
Lorsque tu formes les troisième et quatrième côtés d’une boîte, les brides déjà pliées doivent avoir un endroit où aller. Les doigts amovibles créent des espaces de sorte que ces brides pendent dans le vide au lieu de heurter l’outillage. C’est de la géométrie. Du dégagement. De l’espace physique pour que la forme existe pendant le pliage.
Un module hydraulique n’apporte pas de dégagement. Il pousse simplement plus fort dans la même ligne droite.
Tu n’as pas besoin de plus de poussée.
Tu as besoin d’un endroit où le métal peut se déplacer.
Tu as une boîte de batterie à moitié formée sur l’établi. Deux côtés relevés, angles nets. Tu la glisses dans une plieuse droite pour former la troisième paroi — et la première bride s’écrase contre la barre de serrage. Il n’y a tout simplement pas d’espace physique pour qu’elle existe pendant que tu essaies de faire le prochain pli.
C’est ça, le piège géométrique.
Cette section démontre que le point de défaillance dans la fabrication de boîtes de garage est la géométrie et l’accès, non le manque de puissance hydraulique. Donc la vraie question n’est pas “ Comment pousser plus fort ? ” mais “ Comment donner au métal un espace où aller ? ”
Les doigts amovibles répondent à cela de la manière la plus simple et mécanique possible : ils enlèvent de l’acier sur le passage.
Retire deux doigts du centre d’une plieuse à tablier et à doigts, et tu crées un espace vide. Cet espace est du vide pur. Quand tu fais pivoter le tablier pour plier le troisième côté, les parois déjà formées descendent dans cet espace au lieu de heurter l’outillage. C’est la différence entre plier une boîte à pizza le long de ses rainures et essayer de l’écraser à plat avec une brique.
Une machine crée de l’espace pour la forme.
L’autre applique simplement une force en ligne droite.
Alors, quel mécanisme de pliage te pardonne réellement quand tes mesures ne sont pas parfaites ?
Imaginez que vous coupiez un panneau à une profondeur de 6 pouces au lieu de 5-7/8 parce que vous avez mal lu votre mètre ruban. Sur une plieuse à tablier — le style à tablier articulé utilisé dans les machines à caisses et à panneaux — vous serrez la tôle le long d’un bord droit et vous faites pivoter le tablier vers le haut. La ligne de pliage est définie par l’endroit où vous la serrez. Si vous êtes décalé d’un cheveu, vous desserrez, ajustez et repliez. Le métal n’est pas enfermé dans une cavité de matrice.
Une matrice en V dans une presse plieuse fonctionne différemment. Le poinçon force la tôle dans une ouverture en forme de V. L’angle de pliage dépend de la profondeur du poinçon, de la largeur de la matrice et de l’épaisseur du matériau. De petites erreurs de calcul s’additionnent. Si votre bride est déjà relevée et touche l’épaule de la matrice, c’est fini. Il n’y a pas de “ petit ajustement et nouvelle tentative ” car la pièce est enfermée dans l’outillage.
Dure réalité : les débutants ne luttent pas avec les tableaux de tonnage — ils luttent avec la dérive des tracés, les erreurs de coupe et les interférences de brides.
Le pliage à tablier est physiquement plus indulgent parce que la tôle est soutenue le long d’une barre de serrage plate et pivotée dans les airs. Il n’y a pas d’épaule inférieure de matrice prête à érafler votre surface finie. C’est important lorsque vous travaillez avec de l’acier pré-peint ou de l’aluminium tendre.
J’ai essayé une fois de former un petit boîtier d’unité de contrôle électronique chez un ami avec une presse hydraulique et un jeu de matrices en V standard. Premier pli parfait. Deuxième pli, bien. Troisième pli ? La première bride est montée sur l’épaule de la matrice et a laissé une marque brillante, polie, juste sur la face visible. Cette tôle n’était pas bon marché. Encore dans la pile de rebut. La presse avait toute la puissance du monde. Elle n’avait simplement aucune tolérance pour ma géométrie.
Maintenant, demandez-vous : si le pliage à tablier est plus indulgent au réglage, que font exactement ces doigts amovibles qu’une plieuse droite ne peut toujours pas faire ?
Prenez une plieuse droite. Une seule barre de serrage solide sur toute la largeur. Aucun doigt amovible. Essayez de former une boîte à quatre côtés de 6x4x3 pouces.
Vous pliez le premier côté. Bien.
Deuxième côté. Parfait.
Vous faites tourner pour le troisième côté — et les deux premières brides bloquent la surface de serrage. La barre ne peut pas se fermer car les parois verticales gênent. Vous ne pouvez physiquement pas resserrer la pièce à plat à nouveau.
Ce n’est pas une question de précision d’angle. C’est une question de collision.
Les doigts segmentés résolvent cela en transformant la barre de serrage en “ dents ” réglables. Vous retirez les dents du milieu là où les parois de votre boîte doivent passer. Ainsi, lorsque vous serrez pour le troisième pli, les parois debout s’insèrent entre les doigts dans l’espace libre. La plieuse serre toujours sur les segments restants, et le tablier pivote toujours proprement.
C’est un dégagement modulaire.
Mais c’est là que les débutants se font des illusions : les plieuses à doigts sont flexibles pour les formes personnalisées, oui — mais elles ne sont pas magiques. Elles ont du mal avec les ourlets complexes à angles multiples ou la répétabilité en production. Une presse plieuse avec un outillage approprié dépassera une plieuse à doigts toute la journée dans un atelier réalisant 600 plis par heure. C’est la réalité. En production, le contact répétable dans une matrice en V est gagnant.
Mais vous ne dirigez pas une cellule de production dans un garage deux voitures.
Vous fabriquez un plateau de batterie, deux boîtiers de relais, peut-être un carénage de ventilateur. Lots variables. Pièces uniques. Différentes dimensions chaque week-end. Dans cet environnement, l’accès géométrique surpasse la répétabilité industrielle.
Ce qui nous ramène à l’excuse que j’entends tous les mois : “ Oui, mais l’hydraulique faciliterait les choses. ”
Vraiment ?
Tenez-vous devant une plieuse à tablier et à doigts manuelle de 30 pouces, conçue pour de l’acier de calibre 18. Serrez une bande de calibre 20. Saisissez la poignée du tablier. Vous appliquez peut-être une force de 18 à 27 kg à la poignée, multipliée par la longueur du levier. La géométrie de la charnière convertit cela en des centaines de livres de pression le long de la ligne de pliage.
C’est déjà plus que ce dont le matériau a besoin.
Mais la plupart des boîtiers de garage sont en acier ou en aluminium de calibre 18 à 22. Vous êtes loin de la limite de formage du matériau avec une plieuse manuelle de taille adaptée. Les axes de charnière, la pression de serrage et la rigidité des doigts comptent bien plus que l’ajout d’un vérin hydraulique.
L’hydraulique excelle lorsque vous pliez à l’air des plaques plus épaisses ou que vous cherchez des angles identiques sur des dizaines de pièces. Elle assure la constance sous charge.
Elle ne crée pas de dégagement entre des rebords déjà pliés.
J’ai autrefois pensé qu’ajouter un cric hydraulique à une petite plieuse me permettrait de “passer à la catégorie supérieure”. Tout ce que cela a fait, c’est de faire fléchir le châssis et de bomber légèrement la barre de serrage, car la structure n’était pas conçue pour ce point de charge. Les plis n’étaient pas plus nets. Ils étaient irréguliers. Le métal n’avait pas besoin de plus de force. La machine avait besoin d’une géométrie plus intelligente.
Vérité difficile : ajouter de l’hydraulique à des travaux de boîtiers en tôle mince, c’est comme utiliser une masse pour plier une boîte à pizza. Vous vous sentirez puissant. Vous ne résoudrez pas la vraie contrainte.
Donc, si des doigts amovibles résolvent le problème de collision et que le levier manuel couvre déjà la force nécessaire, que devriez-vous réellement chercher à acheter plutôt que ce mythique hybride ?
Vous êtes dans une allée d’outillage à fixer votre regard sur deux étiquettes de prix.
L’une est une plieuse à tablier et à doigts segmentés de 30 pouces, conçue pour de l’acier doux de calibre 18. La fiche technique indique : doigts amovibles de différentes largeurs, pliage maximal à 90 degrés, vis de réglage du tablier, axes de charnière remplaçables.
L’autre est une presse d’atelier à cadre en A de 20 tonnes avec un “accessoire de pliage” — en gros, une matrice en V et un poinçon boulonnés entre les montants.
Les deux prétendent plier le métal. Une seule vous permettra de finir un coffret à quatre côtés sans jurer.
Quand vous tapez “kit de plieuse à doigts”, vous fusionnez les noms comme s’il s’agissait de finitions d’un même camion. Ce n’est pas le cas. L’une est conçue autour du dégagement et de la géométrie. L’autre est conçue autour de la force verticale. Si vous fabriquez des boîtes de batterie, des boîtiers de relais, des panneaux de tableau de bord — tôle mince, quatre plis, parfois un ourlet —, vous avez plus besoin d’accès entre les parois que de tonnage.
Alors, que devriez-vous réellement rechercher ?
Pour les travaux de boîtiers en acier ou aluminium de calibre 18 à 22, la liste courte est simple : doigts segmentés de largeurs variées, au moins 30 pouces de largeur de travail, une capacité réaliste pour l’acier de calibre 18 (et non “max 20 gauge”), des butées réglables pour répétition des angles, et une barre de serrage qui reste droite sous pression. Tout le reste est du bruit.
Pourquoi l’accessoire de presse ne figure-t-il pas sur cette liste ?
Visualisez l’intérieur d’une presse d’atelier typique de 20 tonnes. Deux montants verticaux. Un lit que l’on fixe à différentes hauteurs. Un cric bouteille qui pousse droit vers le bas.
Maintenant, boulonnez un jeu de matrices en V.
Vous venez de créer un canyon étroit entre des colonnes d’acier. Votre tôle doit glisser par l’avant, se centrer sous le vérin, puis se plier vers le bas dans une ouverture en V fixe. C’est parfait pour une équerre plate. C’est un cauchemar pour une boîte à moitié formée.
Pliez un côté d’un panneau de 6×6 pouces à 90 degrés. Maintenant, essayez de faire pivoter la pièce pour le deuxième pli. Ce premier rebord ressort et vient immédiatement buter contre le montant de la presse avant que la ligne de pli ne parvienne même à l’axe central du moule. La machine vous bloque physiquement.
Ce n’est pas théorique. Un bricoleur sur un forum de machinistes possède à la fois une presse plieuse hydro-mécanique de 17 tonnes et une presse plieuse pneumatique de 35 tonnes — du matériel sérieux — et il garde pourtant une plieuse à doigts de 4 pieds pour travailler la tôle de 18 gauge. Pas parce que la presse manque de force. Parce qu’une fois que les pièces commencent à se dresser, la presse manque d’accès.
Dure réalité : un accessoire de presse en A offre plus de force que nécessaire et moins d’accès que vous ne pouvez vous permettre.
Et la force est un excès absurde pour ce que vous faites. Une presse de 20 tonnes équivaut à 40 000 livres de force. Plier une tôle d’acier doux de 20 gauge sur 24 pouces ne nécessite qu’une fraction de cela, surtout en pliage à l’air. Mais la presse ne dose pas “juste assez” de manière conviviale. Vous contrôlez la profondeur avec un levier de cric, observez l’angle à l’œil, compensez le retour élastique manuellement. Il n’y a pas de butée à feuille. Pas de large surface de serrage pour répartir la pression comme lorsqu’on plie une boîte à pizza le long d’un bord droit. C’est un système à point coercitif qui force la tôle dans un V.
J’ai essayé une fois de fabriquer de petits supports en U en aluminium préfinis sur une presse de 12 tonnes avec un kit de frein à plier boulonné. La première pièce est sortie correctement. La deuxième, j’ai mal évalué la profondeur d’un rien. Le poinçon est allé plus bas que prévu et a laissé une légère ligne de pli au-delà du rayon de courbure. Pas catastrophique. Juste laid. Cette tôle coûtait cher. J’ai mis au rebut le lot parce que chaque pièce avait un angle légèrement différent et une marque visible. La puissance n’était pas le problème. C’était le contrôle et le support.
Vous pouvez tout à fait plier du métal avec une presse d’atelier. La question est : pouvez-vous plier proprement et de façon répétée un boîtier à quatre côtés sans lutter contre le cadre de la machine ?
Placez une plieuse à doigts de 30 pouces sur votre établi. Desserrez la barre de serrage. Retirez deux doigts du milieu. Laissez un espace de 6 pouces entre les segments. Serrez votre panneau de façon à ce que les futures parois latérales pendent dans cet espace.
Maintenant, faites pivoter le tablier.
Les deux premières parois descendent entre les doigts pendant que le troisième côté se relève. Rien ne heurte. La pression de serrage est répartie le long des doigts restants, de sorte que la ligne de pli reste droite. Vous ne forcez pas la tôle dans une cavité ; vous la faites pivoter dans l’air libre.
C’est tout le principe.
Les doigts amovibles sont généralement proposés en segments de 1 pouce, 2 pouces, 3 pouces ou plus longs. Ce mélange compte bien plus que le tonnage mis en avant par le marketing. Il vous permet de “programmer” des espaces physiques là où les rebords doivent passer. Si votre boîtier a une paroi décalée ou étagée, vous réarrangez les dents. Sans doigts amovibles, vous revenez à la géométrie des collisions.
Et la précision ? Vous verrez des affirmations selon lesquelles les presses plieuses hydrauliques ou électriques peuvent tenir des tolérances jusqu’au micron. C’est vrai — pour les machines CNC de production. Mais ici, nous parlons d’enceintes fabriquées à la main dans un garage. L’erreur de votre mètre à ruban est supérieure à la différence entre la répétabilité d’un vérin hydraulique et la butée manuelle d’un tablier. La spécification importante sur une plieuse manuelle n’est pas la précision au micron ; c’est la rectitude de la barre de serrage sous charge et la fermeté des axes de charnière pour éviter la torsion sur 30 pouces.
Dure réalité : pour les travaux de boîtiers en tôle fine, la rigidité l’emporte sur le tonnage brut à tous les coups.
La capacité d’épaisseur est votre limite. Si la plieuse est honnêtement donnée pour l’acier doux de 18 gauge sur toute sa largeur, elle s’amusera avec du 20 ou du 22 gauge. Si vous prévoyez régulièrement de plier de l’acier de 14 gauge, vous entrez dans le domaine des presses plieuses. Mais la plupart des boîtiers de garage sont en acier ou aluminium de 18 à 22 gauge. Cela relève clairement de la plieuse à doigts manuelle. N’achetez pas une capacité que vous n’utiliserez pas et ne sacrifiez pas la géométrie des doigts dont vous avez réellement besoin.
Il y a des années, avant de savoir, j’ai économisé sur une plieuse droite sans segmentation parce qu’elle avait une capacité légèrement supérieure. J’ai essayé de fabriquer un plateau électronique à quatre côtés. Le troisième pli bloqué par la barre de serrage pleine. J’ai forcé, pensant pouvoir contourner le manque de dégagement. Tout ce que j’ai fait, c’est déformer le deuxième rebord et plisser la ligne de pli. La tôle s’est cabossée juste à l’angle. À la casse. J’ai économisé sur l’outil et payé en métal gâché.
La plieuse à doigts d’établi coûte plus cher au départ qu’un accessoire de presse basique. Mais elle vous offre un accès répétable aux formes tridimensionnelles — ce qui est précisément le but de la fabrication de boîtiers.
Passons en revue deux flux de travail réels.
Avec une presse d’atelier : déroulez-la, bloquez la hauteur du lit, installez le jeu de matrices, centrez le poinçon, testez la course sur une chute, ajustez pour l’angle, puis commencez à introduire les pièces une par une. Chaque pli signifie aligner la ligne de pli sous une pointe de poinçon étroite. Si votre pièce forme des parois, vous travaillez avec des angles et des cales autour des montants.
Avec une plieuse à doigts de table : desserrez deux boutons, réarrangez les doigts, serrez, tirez la feuille jusqu’à une butée préréglée. Faites pivoter la pièce. Serrez. Tirez à nouveau.
Pas de goupilles de lit. Pas d’échange de matrices. Pas de lutte avec des colonnes.
Pour un seul support, la différence de temps est minime. Pour un boîtier unique avec quatre côtés et peut‑être un ourlet de retour, les frictions de configuration sur la presse s’additionnent. Et chaque étape de réglage supplémentaire est une occasion de plus de mal aligner et d’abîmer la face finie.
Vérité difficile : la commodité n’est pas de la paresse — c’est une réduction des erreurs.
J’ai essayé une fois d’enchaîner des petites boîtes de commutateur sur une presse parce que je pensais que le vérin hydraulique rendrait cela “professionnel”. Au troisième morceau, je vérifiais l’alignement à chaque pli car je ne faisais pas confiance à mon centrage visuel. Les angles variaient de quelques degrés. Rien de catastrophique. Juste assez pour que les couvercles ne se posent pas bien sans ajustement. J’ai mis au rebut deux pièces en cherchant une constance qu’une butée de feuille m’aurait donnée automatiquement.
La puissance brute semble sérieuse. Un kit manuel dédié semble simple. Mais la simplicité est justement ce qui protège les débutants de transformer de petites erreurs accumulées en chutes coûteuses.
Voici donc la limite que nous ne pouvons pas éviter : que se passe‑t‑il quand vous avez réellement besoin d’un matériau plus épais que du 18‑gauge — et est‑ce que cela change la recommandation ?
Vous serrez une bande de 30 pouces d’acier doux véritable de calibre 16 dans une plieuse légère à doigts de table. Vous appuyez sur la feuille. Elle bouge, mais la ligne de pli au centre retarde par rapport aux extrémités. Alors vous forcez davantage. Les axes de charnière se plaignent. La barre de serrage se soulève légèrement au milieu. Quand vous la relâchez, l’acier est plié — mais pas uniformément. La machine a pris une déformation invisible pour l’instant.
C’est à ce moment‑là que les débutants pensent : “J’aurais dû acheter de l’hydraulique.”
Vérité difficile : parfois vous devriez. Mais pas aussi souvent que vous le pensez.
Le mur physique d’une plieuse manuelle à doigts n’a rien de mystique. C’est une question de levier et de fléchissement de poutre. La feuille est un long levier. La barre de serrage et le châssis sont des poutres. À mesure que l’épaisseur et la longueur du pli augmentent, le moment de flexion requis grimpe rapidement. Si le châssis de la machine se déforme avant la tôle, vous ne pliez pas l’acier — vous pliez la plieuse. Et une fois qu’une plieuse est faussée, elle ne revient jamais vraiment d’équerre.
Alors, où se trouve exactement cette limite ?
Imaginez deux travaux.
Travail un : acier doux de calibre 16, largeur de 4 pouces. Travail deux : acier doux de calibre 20, largeur de 30 pouces.
La plupart des débutants pensent que le premier travail est plus difficile parce que le métal est plus épais. En pratique, le deuxième peut solliciter davantage une petite plieuse parce que la charge est répartie sur toute la largeur. La force de pliage augmente avec l’épaisseur, oui — mais aussi avec la longueur de pli. Si vous doublez la longueur, vous doublez la force totale qui tente de soulever la barre de serrage.
Un fabricant peut affirmer qu’une plieuse à doigts renforcée peut gérer jusqu’à environ 4 mm d’acier doux sur toute la largeur. C’est du matériel industriel. Votre kit d’importation $200 n’est pas cette machine. Il a des plaques latérales plus fines, des axes de charnières plus petits et une poutre de serrage qui se comporte comme une règle légèrement flexible. Sous charge, le milieu tend à se soulever.
J’ai appris cette leçon sur une plieuse de 24 pouces que j’ai achetée d’occasion. J’ai essayé de plier un long bac de batterie avec une tôle plus épaisse que ce qu’il fallait. Les extrémités ont atteint 90 degrés. Le centre s’est arrêté autour de 82. J’ai forcé davantage. Le bac s’est plié. La plieuse aussi. À partir de là, même les plis en calibre 20 présentaient un creux léger au milieu. Je n’ai pas dépassé la limite du métal. J’ai dépassé la rigidité de la machine.
C’est la véritable variable : non seulement le calibre, mais le calibre multiplié par la longueur. Ce qui signifie que votre affirmation “je n’ai besoin du calibre 16 qu’occasionnellement” doit être suivie d’un deuxième nombre — quelle largeur ?
Restons concrets.
Un frein à doigts de table typique de 30 pouces, modèle $200, pèse environ 70 à 90 livres. Des plaques latérales fines. De petites tiges de pivot. La barre de serrage est souvent une simple section rectangulaire. Il fonctionne bien pour du 18–22 gauge sur toute la largeur.
Passez à une machine $600–$800 de la même largeur et vous remarquerez immédiatement trois choses : des cadres latéraux plus épais, des axes de charnière plus grands, et une poutre de serrage plus profonde. Plus de masse là où la contrainte de flexion se concentre. Cette masse n’est pas décorative — c’est une résistance à la déformation élastique.
Quand vous attaquez du vrai 16 gauge (environ 1,5 mm) sur 24–30 pouces, le frein bon marché fléchit suffisamment pour que l’angle de pliage varie le long de la pièce. Le frein plus lourd reste dans les limites élastiques, donc quand vous relâchez la lèvre, il revient droit au lieu de rester légèrement voûté.
La dure réalité : le 16 gauge est la ligne de séparation où la qualité de fabrication cesse d’être cosmétique et devient structurelle.
Voici maintenant le détail que les débutants ignorent. Même les accessoires de frein hydraulique pour presses d’atelier de 20 tonnes rencontrent le même problème de rigidité. Ceux qui essaient de plier une plaque de 1/4 de pouce sur 6 pouces finissent par renforcer le bâti de la presse avec des poteaux 4×4 parce que les montants s’écartent. Le vérin a de la force. Le châssis n’a pas de rigidité. La puissance sans rigidité ne fait que déplacer la déflexion ailleurs.
Donc si votre besoin réel est des pliages fréquents, sur toute la largeur, en 14 ou 16 gauge, oui — l’hydraulique commence à avoir du sens. Mais seulement si le cadre qui soutient le vérin est conçu pour résister à l’écartement. Sinon, vous avez simplement déplacé le point de flexion.
Ce qui nous amène à un autre problème que le métal plus épais introduit.
Pliez une bande d’acier doux de 16 gauge à 90 degrés. Relâchez-la. Elle se redresse de quelques degrés. C’est le ressort — la récupération élastique une fois la force retirée.
Remplacez maintenant cette tôle par de l’inox de la même épaisseur. Même pli, même angle cible. Relâchez, et elle peut revenir davantage parce que l’inox a une limite élastique plus élevée. L’aluminium ? Moins de force pour plier, mais il peut fissurer si votre rayon de pliage est trop serré.
Sur un frein manuel à doigts, on compense en sur-pliant légèrement. Vous apprenez à connaître votre machine. Peut-être que 92 degrés à la lèvre donnent un vrai 90 en acier doux. C’est une mémoire musculaire.
Les freins hydrauliques compensent cela par une profondeur de vérin contrôlée. Les machines industrielles ajustent même en temps réel. C’est la véritable précision. Si vous faites de la production répétée avec des alliages variés, ce contrôle est important.
Mais dans un garage fabriquant des boîtiers, vous travaillez généralement un seul matériau à la fois. Vous réglez avec des chutes et vous continuez. Le problème majeur avec le matériau plus épais n’est pas le ressort — c’est de savoir si votre frein peut physiquement sur-plier suffisamment sans que le cadre ne se déforme.
J’ai essayé une fois de plier des doigts en inox plus épais pour un panneau sur mesure en me disant “ ce n’est qu’une pièce ”. J’ai trop tiré pour lutter contre le ressort. L’inox a résisté. Les doigts du frein ont laissé de légères marques de pression inégale parce que la poutre de serrage se soulevait au centre. Tôle coûteuse. Finition ruinée. Le problème n’était pas la précision de l’angle. C’était la rigidité du serrage sous forte charge.
Donc oui, l’hydraulique gagne sur la force calculable et la répétabilité dans les alliages épais à haute résistance. Mais c’est un argument de production. Pas automatiquement un argument pour les boîtiers.
Et même si votre frein est suffisamment rigide, il y a encore un autre gremlin qui vous attend sur les longs pliages.
Imaginez serrer un long serre-joint en C sur une planche. Les extrémités mordent d’abord. Le milieu met plus de temps à s’appuyer. Un long frein se comporte de la même manière.
Sous charge, la barre de serrage et la feuille fléchissent légèrement au centre. Le résultat ? Le milieu d’un pli de 30 pouces se retrouve un ou deux degrés en dessous de ce qu’il devrait être. C’est le flambement — l’opposé de ce que vous voulez.
Les presses plieuses industrielles résolvent ce problème grâce à des systèmes de compensation réglables qui précontraignent volontairement le banc afin qu’il s’aplatisse sous l’effort. Vos outils de garage n’ont pas cela. Mais vous pouvez contourner la physique.
Sur une plieuse manuelle à doigts, vous pouvez caler le centre sous la barre de serrage avec un matériau fin pour la précontraindre. Ou vous pouvez plier légèrement au‑delà de 90 ° aux extrémités et partager la différence. Sur les plis courts — tailles typiques de supports — cela se remarque à peine. Sur des côtés de boîtiers pleine largeur en tôle plus épaisse, oui.
Vérité difficile : les plis longs, épais et pleine largeur sont ceux où les machines légères révèlent leurs limites.
Nous arrivons maintenant au vrai point de décision. Si vous pliez régulièrement de la tôle de 14 gauge sur 30 pouces pour des pièces structurelles, vous êtes hors du domaine des plieuses à doigts pour amateurs. C’est là qu’une presse plieuse correctement conçue — ou une plieuse manuelle très lourde — mérite son espace au sol. Passer à une plateforme CNC telle que la presse plieuse CN-HAWE vous fait entrer dans le véritable domaine de la production, où la force de poussée contrôlée, la position répétable du butoir arrière et les options d’automatisation sont conçues pour des plis structurels pleine largeur plutôt que pour des projets occasionnels d’atelier.
Étant donné que le portefeuille de produits de CN‑HAWE est à 100 % basé sur les CNC et couvre des scénarios haut de gamme dans la découpe laser, le pliage, le rainurage et la découpe, si l’étape suivante consiste à parler directement avec l’équipe, Contactez‑nous s’intègre naturellement ici.
Mais si votre travail consiste principalement en boîtiers avec parfois un support plus épais de moins de 6 pouces de large, vous n’avez pas besoin d’abandonner les doigts amovibles et la géométrie juste pour courir après la tonnage. Vous devez adapter épaisseur et longueur à la rigidité de la machine.
Ce qui pose la question pratique : comment choisir une configuration sub‑$500 réaliste qui ne vous mentira pas sur le 16 gauge ?
Vous ne cherchez plus la puissance. Vous cherchez la rigidité.
Si vous voulez une plieuse à doigts sub‑$500 capable de supporter occasionnellement du 16 gauge sans se transformer en banane, voici ce qui compte réellement : un véritable poids dans les montants latéraux, des axes de charnière qu’on ne peut pas fléchir avec les doigts, une barre de serrage qui paraît profonde et robuste plutôt que plate et délicate, et une capacité nominale mentionnant le 16 gauge à largeur partielle, et non sur toute la longueur du banc. Ignorez les belles promesses concernant tout ce qui est “ compatible 20 tonnes ”. C’est un tout autre appareil.
Vérité difficile : sous $500, vous n’achetez pas une capacité 16 gauge pleine largeur — vous achetez une machine qui ne se déformera pas de façon permanente lorsque vous plierez des supports de 16 gauge de 4 à 8 pouces de large.
C’est suffisant pour la plupart des boîtiers de garage.
Mais la plupart des boîtiers de garage sont en acier ou en aluminium de 18 à 22 gauge. Les moments en 16 gauge concernent généralement les plaques de charnière, les pattes de fixation, les plateaux de batterie — des plis courts. La vraie question devient donc : comment repérer la plieuse qui fléchira de façon élastique et reviendra droite, au lieu de céder et rester tordue ?
Commencez par les montants latéraux. C’est la colonne vertébrale.
Les cadres en fonte paraissent grossiers, parfois même rugueux, mais ils sont épais et résistent à l’écartement sous charge. Les cadres en acier soudé peuvent être excellents — s’ils utilisent une tôle suffisamment épaisse et des renforts appropriés. Dans le monde des budgets, cependant, “ acier soudé ” signifie souvent tôle mince assemblée pour avoir l’air industriel.
La flexion se cache dans les montants verticaux.
Imaginez plier du métal calibre 16 sur 10 pouces. La lame veut tourner. La poutre de serrage pousse vers le bas. Les cadres latéraux essaient de s’écarter, comme les couvertures d’un livre qu’on force à ouvrir. Si ces côtés fléchissent ne serait-ce que d’un millimètre, votre angle de pliage change sur toute la longueur. Répétez cela suffisamment de fois et les trous de pivot deviennent ovales. Vous n’avez alors plus de flexibilité. Vous avez du jeu.
J’ai acheté une fois une plieuse à cadre soudé bon marché qui paraissait robuste sur les photos. Premier vrai support en tôle calibre 16, peut‑être 15 cm de large, et j’ai senti le montant droit céder — pas beaucoup, juste un souffle. Au troisième morceau, la lame ne revenait plus parfaitement à plat. Le cadre n’avait pas fissuré. Il avait subi une déformation permanente. Cette machine est devenue du jour au lendemain spécialiste du calibre 18.
Le poids est votre indicateur grossier mais utile. Deux plieuses de 76 cm avec la même capacité annoncée — l’une pèse 38 kg, l’autre 64 kg. La plus lourde est presque toujours la plus rigide. La masse est la résistance à la contrainte de flexion. Pas du glamour. De la physique.
Et non, un modèle à assistance électrique avec une capacité inférieure à $500 ne corrige pas magiquement un cadre fragile. Un moteur peut tirer plus fort que vos bras. Il ne peut pas rendre les flancs plus épais.
Alors, une fois que vous avez choisi le cadre le plus lourd et le plus rigide que vous pouvez vous permettre, qu’est‑ce qui détermine réellement si les bords de votre boîtier seront nets ?
L’alignement est l’endroit où les débutants accusent l’outil de leur propre impatience.
Les doigts amovibles sont toute la raison d’être d’une plieuse à doigts et à panneaux. Pas de doigts amovibles, pas d’angles de boîtier. Mais chaque doigt doit être parfaitement affleurant avec ses voisins et parfaitement perpendiculaire au bord de serrage. Si l’un est légèrement plus bas, la tôle s’affaisse à cet endroit lors du serrage. Quand vous pliez, cet affaissement devient une vague.
Pensez au couvercle d’une boîte à pizza qu’on replie. Si le bord de la boîte est irrégulier, la ligne de pliage dévie. Même métal. Même force. Résultat différent.
Les kits économiques arrivent rarement bien réglés. Prévoyez de desserrer les boulons des doigts, de faire glisser une bande droite de rebut le long du bord de serrage et de tapoter chaque doigt jusqu’à ce que toute la rangée paraisse une surface continue. Ensuite, serrez une chute et faites un pli d’essai. Ajustez. Répétez. Ce sont les vraies 15 minutes — parfois 30 si vous débutez.
J’ai abîmé une fois un panneau d’aluminium pré‑finitionné parce que j’ai fait confiance à l’alignement d’usine. Un doigt était juste assez haut pour laisser une fine marque de pression sur la face pendant le serrage. L’angle de pliage était correct. La surface, non. Leçon coûteuse pour avoir sauté les essais sur chute.
Voici le point que la plupart des gens oublient : changer les doigts pour une largeur de boîte différente prend quelques minutes. Plus rapide que le changement d’outils sur une presse‑plieuse dans bien des cas. Dans un atelier domestique réalisant des boîtiers uniques, la vitesse de reconfiguration l’emporte presque toujours sur la puissance brute.
Ce qui nous amène à un aspect auquel personne ne pense avant la première traction sérieuse.
Quand vous relevez la lame sur du calibre 16, la plieuse ne pousse pas seulement sur le métal. Elle cherche à se soulever de l’établi.
Cette force vers le haut surprend les gens.
La poutre de serrage pousse sur la tôle. La lame tourne vers le haut. Les forces de réaction passent par les pivots, dans les cadres latéraux, puis dans les boulons de fixation. Si votre établi est une surface en contreplaqué légère posée sur des pieds en bois de 2×4, l’ensemble peut se déformer vers l’arrière ou même basculer légèrement lors d’un pliage lourd.
J’ai vu des gens accuser des “ plieuses faibles ” alors que le vrai coupable était un établi trop souple agissant comme un ressort sous l’outil.
J’ai monté une fois une petite plieuse en fonte sur un établi de chantier, avec des tire‑fonds dans le contreplaqué. Premier pliage sérieux sur du calibre 16 : les pieds arrière se sont soulevés juste assez pour me faire peur. La plieuse allait bien. L’établi n’était pas conçu pour ce moment de levage. J’ai fini par boulonner à travers un dessus renforcé relié aux montants du mur. Problème résolu.
Vérité difficile : votre plieuse n’est aussi rigide que le support sur lequel elle est fixée.
Boulon traversant avec quincaillerie de qualité 5 ou 8. Utilisez de grandes rondelles ou des plaques de renfort sous le plateau de l’établi. Mieux encore, reliez l’établi au mur ou au sol si vous comptez travailler régulièrement avec du 16 gauge. Vous n’ajoutez pas de puissance. Vous éliminez le dernier point de flexion du système.
Et une fois que le châssis est rigide, que les doigts sont alignés et que l’établi ne bouge plus, vous découvrez enfin ce qu’un frein manuel correctement réglé peut réellement faire — et, tout aussi important, où sont ses vraies limites.
Vous avez rigidifié le châssis. Vous avez aligné les doigts. Vous avez fixé le tout sur un établi qui ne bronche pas. Alors, jusqu’où un frein à doigts sub‑$500 correctement configuré peut‑il vraiment aller avant de toucher ses limites ?
Voici la réponse claire : il domine tout ce qui est entre 18 et 22 gauge aux largeurs pratiques, gère le 16 gauge sur des portées plus courtes sans problème, et commence à se plaindre quand vous demandez du 16 pleine largeur ou plus épais. Sans exploser. Sans casser. Il fléchit juste assez pour que la constance de l’angle et l’effort deviennent les facteurs limitants.
C’est la véritable limite.
La partie moins évidente est celle‑ci : cette limite dépend de la géométrie et de la portée, pas de la force brute. Plier du 16 gauge sur 8 pouces n’a rien à voir avec du 16 sur 30. Même épaisseur. Chemin de charge totalement différent à travers le cadre. Une fois que vous voyez cela, vous cessez de demander “ Combien de tonnes ? ” et commencez à demander “ Quelle est la largeur de ma ligne de pliage ? ”
Ce qui signifie que le bon outil ne dépend pas de ce que vous pourriez faire une fois, mais de ce que vous faites le plus souvent.
Mais la plupart des boîtiers de garage sont en acier ou en aluminium de 18 à 22 gauge.
Boîtiers ECU. Panneaux de relais. Plateaux de batterie. Petits coffrets de commande. C’est du travail de type « boîte à pizza » — quatre côtés relevés, fond plat, coins libérés par des doigts amovibles pour que le métal se plie sans heurter une mâchoire pleine. Un frein « box‑and‑pan » manuel a été conçu exactement pour cette géométrie.
Vérité difficile : une presse hydraulique ne rend pas la géométrie de boîte plus facile. Elle ne fait que rendre les plis droits plus puissants.
Quand vous tapez “ finger press brake kit ”, vous fusionnez les noms comme s’il s’agissait d’options sur le même camion. Ils résolvent des problèmes différents. Le frein à doigts résout les questions de dégagement — permettant aux brides déjà pliées de rester en suspension pendant que vous formez le côté suivant. Un frein hydraulique avec une matrice en V résout la question de la force — en poussant le matériau épais dans une ouverture de matrice.
Si 80% de vos projets ressemblent à des boîtes à pizza pliées faites de 20 gauge ou plus fin, un frein à doigts manuel n’est pas un compromis. C’est la bonne réponse.
J’ai essayé une fois de “ mettre à niveau ” un simple travail d’enceinte en 20 gauge chez un ami, sur une presse hydraulique équipée d’une matrice en V générique, parce que je pensais que plus de puissance signifiait des plis plus propres. J’ai oublié le dégagement des brides. Le deuxième pli a écrasé la première bride contre l’épaule de la matrice et laissé une rayure brillante juste sur la face. Même métal que j’aurais pu plier proprement sur un frein à doigts manuel. Tôle coûteuse, abîmée sans aucun bénéfice.
Dans des conditions réelles, un frein économique de 30 pouces bien réglé fera du 20 gauge pleine largeur toute la journée. Il fera du 18 sans se plaindre. Il fera du 16 gauge sur 10–12 pouces pour des supports et petits plateaux si vous y mettez de la force et acceptez que vous soyez près de sa limite de confort. Ce qu’il ne fera pas avec aisance, c’est du 16 pleine largeur à répétition comme une machine de production.
Si cette description ressemble à 80% de ce que vous fabriquez, pourquoi cherchez‑vous une capacité en tonnes que vous n’utiliserez pas ?
Maintenant, inversez la situation.
Si vous ne fabriquez pas de boîtes — juste des supports droits, des onglets, des goussets — vous n’avez pas besoin de doigts amovibles. Aucun doigt amovible.
Un frein droit solide est plus rigide le long du bord de serrage, car il n’y a pas de joints entre les segments. Moins de raccords. Moins de variables d’alignement. Meilleure répartition de la charge. Pour les plis droits, cette simplicité est une force.
Et c’est ici que les débutants se font piéger : les presses plieuses ont leur propre courbe d’apprentissage. Choix du poinçon, largeur du poinçon par rapport à l’épaisseur du matériau, compensation du retour élastique, réglage des butées arrière. Vous pouvez parfaitement plier de simples équerres sur une presse. Mais pour les matériaux fins, une plieuse manuelle droite vous offre un retour tactile que vous sentez dans vos mains. Vous savez quand le métal cède. Vous ajustez progressivement l’angle plutôt que de deviner la force nécessaire.
J’ai déjà déformé une tôle de 18‑gauge en essayant de “ taper ” un pli peu profond sur une presse équipée d’un poinçon en V trop large. Le métal s’est enfoncé plus que prévu avant de céder, et j’ai dépassé l’angle en un instant. Sur une plieuse manuelle, j’aurais senti cette transition.
Si tout ce que vous faites, ce sont des équerres droites en 14‑ à 16‑gauge, d’accord — une presse plieuse commence à avoir du sens. Mais si vous travaillez sur des tôles fines, les doigts amovibles sont une complexité inutile, et la force hydraulique résout un problème que vous rencontrez rarement.
Et si votre travail n’est pas aussi nettement divisé ?
C’est là que vivent les décisions d’adulte.
Vérité difficile : on ne « protège pas l’avenir » d’un atelier à domicile en achetant une capacité industrielle que l’on utilisera deux fois par an.
Si la majorité de votre travail concerne des boîtiers fins, achetez la meilleure plieuse manuelle à doigts et à panneaux que votre budget permet et installez‑la correctement. Laissez‑la dominer le monde du 18–20‑gauge. Acceptez que le 16 pleine largeur soit sa limite supérieure, pas son usage quotidien.
Puis, lorsque vous devez plier des plaques de 1/4‑pouce ou de longues séries de 14‑gauge, louez un temps de presse ou payez un atelier de fabrication local pour ces plis spécifiques. Même avec les presses plieuses électriques modernes, plus propres et plus faciles à entretenir, elles coûtent toujours cher, prennent de la place et ne sont rentables que si vous leur donnez du travail lourd régulier.
J’ai essayé une fois de justifier l’achat d’un ensemble hydraulique de 20 tonnes parce que j’avais deux projets en 3/16‑pouce à venir. Quand j’ai calculé le prix de l’outillage et le renforcement de l’espace nécessaire au sol, j’ai réalisé que je pouvais payer un atelier pour plier ces pièces pendant des années avant d’amortir l’investissement. J’ai gardé ma plieuse manuelle. Aucun regret.
Voici la perspective que je veux que vous gardiez : séparez la géométrie et la force dans votre esprit.
Plieuse manuelle à doigts = résout la géométrie pour les boîtes en tôle fine.
Presse plieuse = résout la force pour les matériaux épais et la production en série.
Lorsque vous cessez de mélanger ces deux notions en un hybride “ presse plieuse à doigts ” mythique, la décision d’achat devient ennuyeuse dans le bon sens. Regardez vos dix derniers projets. Comptez combien étaient des boîtes de type « pizza » en dessous de 20‑gauge. Si ce nombre est huit ou plus, vous connaissez déjà la réponse.
Et si un jour ce ratio s’inverse — si les plaques épaisses deviennent votre norme — ce n’est pas un problème de mise à niveau.
C’est un autre atelier.


















