

Às 23h47, estás a olhar para um anúncio que diz “Acessório de Dobradora Hidráulica com Dedos”. As fotos mostram uma dobradora básica com uma punção e uma matriz retas. Sem dedos removíveis. Sem espaçamentos. Apenas uma barra de aço pesada que atravessa toda a largura.
Aproximas o zoom, como se os dedos estivessem escondidos.
Não são.
É exatamente nessa confusão que os projetos de garagem começam a gastar dinheiro à toa.
Verdade dura: estás à procura de uma categoria de máquina que não existe, e é esse mal-entendido que faz com que o teu projeto de caixa fique parado antes de a primeira peça impecável sair do banco de trabalho.
Eu costumava fabricar condutas para viver. Quando passei a dedicar-me a projetos automóveis aos fins de semana, pensei que podia “melhorar” a minha pequena dobradora manual de caixa e tampo adicionando-lhe força hidráulica. Imaginei um monstro compacto — dedos removíveis no topo, macaco de garrafa por baixo, carregar num pedal e dobrar chapa 16-gauge como uma caixa de pizza. Soa eficiente. Exceto que a indústria não fabrica isso — e por um bom motivo.
Porque o problema que estás a tentar resolver não é a força.
É o espaço.
E até separares essas duas ideias na tua cabeça, vais continuar à procura de um unicórnio.

Uma dobradora de prensa é construída em torno de uma punção reta e de uma matriz reta. As ferramentas percorrem toda a largura. Esse é o objetivo — empurrar o metal para dentro de um V com uma tonelagem controlada. Excelente para suportes, canais e longas dobras.
Uma dobradora de caixa e tampo — o que as pessoas chamam de “dobradora de dedos” — tem dedos removíveis na barra de fixação. Retiras alguns, deixas espaços, e de repente consegues dobrar os lados de uma caixa sem esmagar as paredes que já formaste. É como dobrar uma caixa de pizza: precisas de pequenas abas e folga, não apenas de pressão.
São duas filosofias de design diferentes.
Quando escreves “kit de dobradora de dedos hidráulica”, estás a juntar os nomes como se fossem os pacotes de acabamento do mesmo veículo. Não são. Uma resolve um problema de potência com hidráulica. A outra resolve um problema de geometria com dedos removíveis e espaço aberto.
Os fabricantes não ignoram o híbrido por preguiça. Evitam-no porque, assim que fixas uma configuração de prensa hidráulica reta, perdes o acesso aberto que torna os dedos úteis em primeiro lugar.
Então o que acontece quando ignoras isso e tentas improvisar na garagem?
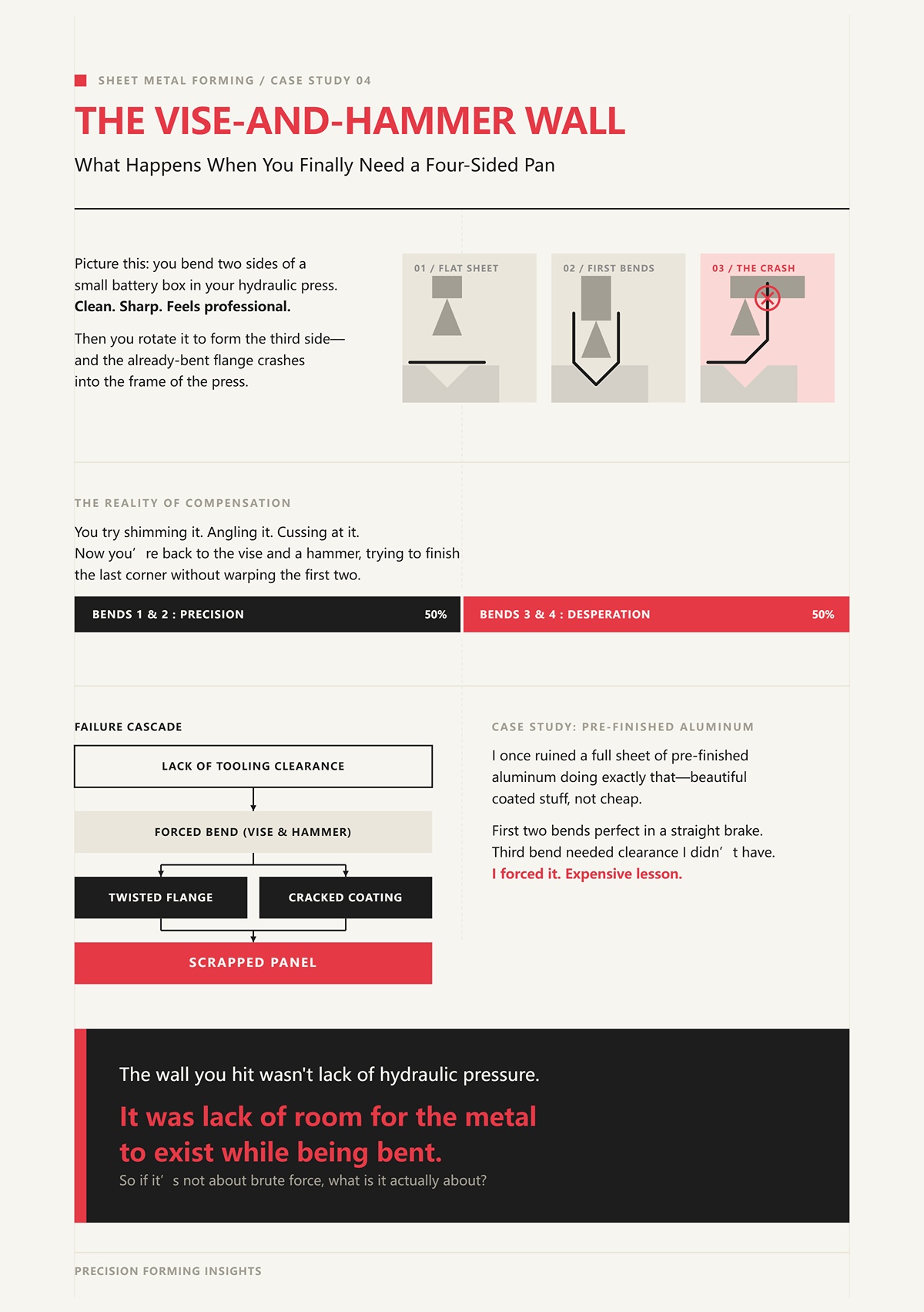
Imagina isto: dobras dois lados de uma pequena caixa de bateria na tua prensa hidráulica. Limpo. Preciso. Parece profissional. Depois rodas a peça para formar o terceiro lado — e a aba já dobrada bate na estrutura da prensa.
Tentas calçar. Inclinar. Pragas e mais pragas.
Agora estás de volta ao torno e ao martelo, a tentar acabar o último canto sem empenar os dois primeiros. Isso não é precisão. É desespero.
Uma vez estraguei uma chapa inteira de alumínio pré-acabado a fazer exatamente isso — material lindo, revestido, nada barato. As duas primeiras dobras perfeitas numa dobradora reta. A terceira precisava de uma folga que eu não tinha. Forcei. A aba torceu, o revestimento rachou, o painel inteiro foi para o lixo. Aula cara.
A parede que atingiste não era falta de pressão hidráulica.
Era falta de espaço para o metal existir enquanto estava a ser dobrado.
Então, se não se trata de força bruta, do que se trata realmente?
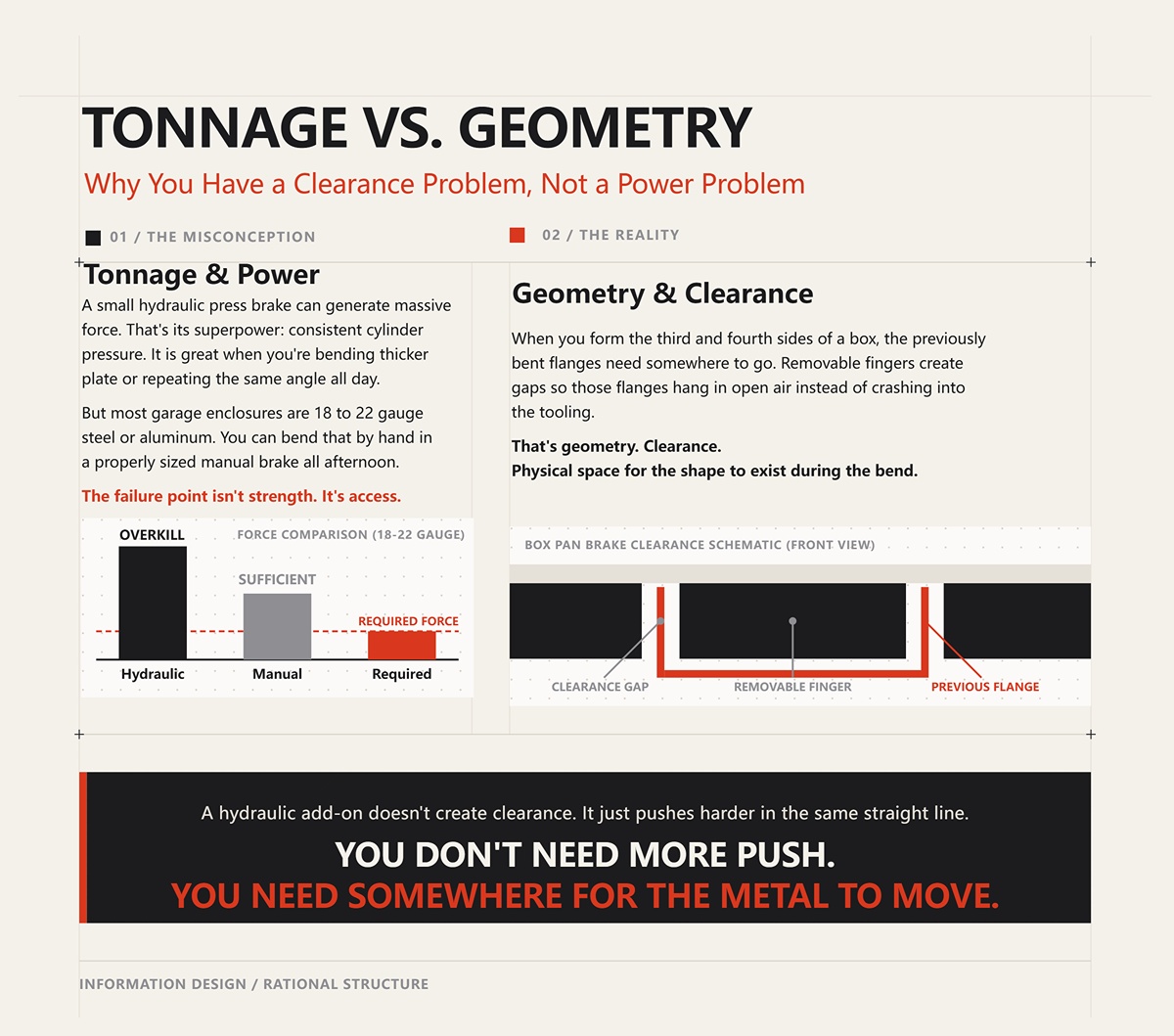
Uma pequena prensa hidráulica pode gerar mais força do que os teus braços alguma vez irão produzir. Esse é o seu superpoder: pressão consistente nos cilindros. Ótimo quando estás a dobrar chapa mais grossa ou a repetir o mesmo ângulo o dia todo.
Mas a maioria das estruturas de garagem são de aço ou alumínio de calibre 18 a 22. Podes dobrar isso à mão num travão manual devidamente dimensionado durante toda a tarde. O ponto de falha não é força. É acesso.
Quando formas a terceira e quarta faces de uma caixa, as abas dobradas anteriormente precisam de um lugar para ir. Os dedos removíveis criam folgas para que essas abas fiquem suspensas no ar em vez de chocarem com a ferramenta. Isso é geometria. Folga. Espaço físico para a forma existir durante a dobra.
Um complemento hidráulico não cria folga. Apenas empurra mais forte na mesma linha reta.
Não precisas de mais força.
Precisas de um lugar para o metal se mover.
Tens uma caixa de bateria meio formada sobre a bancada. Dois lados levantados, cantos nítidos. Deslizas a peça num travão reto para formar a terceira parede — e a primeira aba bate na barra de fixação. Não há fisicamente lugar para ela existir enquanto tentas fazer a próxima dobra.
Essa é a armadilha da geometria.
Esta secção estabelece que o ponto de falha na fabricação de caixas em garagens é geometria e acesso, não falta de potência hidráulica. Portanto, a verdadeira questão não é “Como posso empurrar mais forte?”, mas sim “Como posso dar ao metal um lugar para ir?”
Os dedos removíveis respondem a isso da forma mais simples e mecânica possível: retiram o aço do caminho.
Remove dois dedos do centro de um travão de caixa e bandeja e crias uma folga. Essa folga é espaço vazio. Quando levantas a aba para dobrar o terceiro lado, as paredes já formadas caem nessa folga em vez de chocarem contra a ferramenta. É a diferença entre dobrar uma caixa de pizza ao longo das suas linhas vincadas e tentar esmagá-la plana com um tijolo.
Uma máquina cria espaço para a forma.
A outra apenas aplica força numa linha reta.
Então, qual mecanismo de dobra te perdoa realmente quando as tuas medições não são perfeitas?
Imagina que cortaste um painel com 6 polegadas de profundidade em vez de 5-7/8 porque leste mal a fita métrica. Num travão de aba — o estilo com avental articulado usado em máquinas de caixa e bandeja — prendes a chapa ao longo de uma aresta reta e giras a aba para cima. A linha de dobra é definida por onde a prendes. Se errares um pouco, desapertas, ajustas e voltas a dobrar. O metal não fica preso dentro de uma cavidade de matriz.
Uma matriz em V numa quinadora de prensa funciona de forma diferente. O punção força a chapa para dentro de uma abertura em forma de V. O ângulo da curvatura depende da profundidade do punção, da largura da matriz e da espessura do material. Pequenos erros de cálculo acumulam-se. Se o teu flange já estiver levantado e bater no ombro da matriz, acabou-se. Não há “empurrar e tentar outra vez” porque a peça fica presa entre as ferramentas.
Verdade dura: os principiantes não têm dificuldades com tabelas de tonelagem — têm dificuldades com desvios de alinhamento, erros de corte e interferência dos flanges.
A curvatura com folha é fisicamente mais tolerante porque a chapa é apoiada ao longo de uma barra de aperto plana e balançada no ar. Não há um ombro de matriz inferior à espera para riscar a superfície acabada. Isso é importante quando se trabalha com aço pré-pintado ou alumínio macio.
Uma vez tentei formar uma pequena caixa de ECU na prensa hidráulica de um amigo com um conjunto de matriz em V padrão. Primeira curvatura, impecável. Segunda, boa. Terceira? O primeiro flange subiu pelo ombro da matriz e deixou um brilho polido bem no meio da face visível. Aquela chapa não foi barata. Mais uma para o monte de sucata. A prensa tinha toda a potência do mundo. Simplesmente não tinha tolerância para a minha geometria.
Agora pergunta a ti mesmo: se a curvatura com folha é mais tolerante na montagem, o que exatamente fazem esses dedos removíveis que uma quinadora reta ainda não consegue fazer?
Pega numa quinadora reta. Uma barra de aperto sólida ao longo de toda a largura. Sem dedos removíveis. Tenta formar uma caixa de quatro lados com 6x4x3 polegadas.
Dobra o primeiro lado. Bom.
O segundo lado. Ok.
Roda para o terceiro lado — e os dois primeiros flanges bloqueiam a superfície de aperto. A barra não consegue fechar porque as paredes verticais estão no caminho. Fisicamente não consegues voltar a prender a peça plana.
Isto não tem a ver com precisão angular. Tem a ver com colisão.
Os dedos segmentados resolvem isso transformando a barra de aperto em “dentes” ajustáveis. Retiras os dentes do meio onde as paredes da tua caixa precisam passar. Agora, quando prendes para a terceira curvatura, as paredes levantadas descem entre os dedos para o espaço livre. A quinadora ainda aperta nas partes restantes e a folha ainda roda suavemente.
É uma folga modular.
Mas é aqui que os principiantes se iludem: as quinadoras de dedos são flexíveis para formas personalizadas, sim — mas não são mágicas. Têm dificuldade com rebordos complexos de múltiplos ângulos ou em manter repetibilidade na produção. Uma quinadora de prensa com ferramentas adequadas supera uma quinadora de dedos o dia todo numa oficina que faz 600 curvaturas por hora. Isso é real. Em produção, atingir o fundo repetidamente numa matriz em V vence.
Mas tu não estás a gerir uma célula de produção numa garagem de dois carros.
Estás a fazer uma bandeja de bateria, duas caixas de relé, talvez uma conduta de ventilador. Lotes variáveis. Peças únicas. Dimensões diferentes todos os fins de semana. Nesse ambiente, o acesso geométrico supera a repetibilidade industrial.
O que nos leva de volta à desculpa que ouço todos os meses: “Sim, mas os hidráulicos tornariam isso mais fácil.”
Será?
Coloca-te à frente de uma quinadora manual de caixa e painel de 30 polegadas, classificada para aço de 18 gauge. Prende uma tira de 20 gauge. Agarra no braço da folha. Estás provavelmente a aplicar entre 18 e 27 quilos de força no braço, multiplicados pelo comprimento da alavanca. A geometria da dobradiça converte isso em centenas de quilos ao longo da linha de dobra.
Isso já é mais do que o material requer.
Mas a maioria dos invólucros de garagem são feitos de aço ou alumínio de calibre 18 a 22. Com uma prensa manual de tamanho adequado, está muito longe do limite de conformação do material. Os pinos de dobradiça, a pressão de fixação e a rigidez dos dedos são mais importantes do que adicionar um cilindro hidráulico.
A hidráulica destaca-se quando se está a fazer dobras no ar em chapas mais grossas ou a procurar ângulos idênticos em dezenas de peças. Elas resolvem a consistência sob carga.
Não criam espaço livre entre abas já dobradas.
Certa vez pensei que adicionar um macaco de garrafa a uma pequena prensa me permitiria “atualizar” para trabalhos mais pesados. Tudo o que fez foi fletir a estrutura e criar uma ligeira curvatura na barra de fixação, porque a estrutura não foi projetada para essa carga pontual. As dobras não ficaram mais acentuadas. Ficaram irregulares. O metal não precisava de mais força. A máquina precisava de uma geometria mais inteligente.
Verdade difícil: adicionar hidráulicos a trabalhos com chapa fina é como trazer uma marreta para dobrar uma caixa de pizza. Vais sentir-te poderoso. Não vais resolver a verdadeira limitação.
Então, se os dedos removíveis resolvem o problema de colisão e a alavanca manual já cobre o requisito de força, o que deverias realmente procurar em vez desse mítico híbrido?
Estás de pé num corredor de ferramentas a olhar para duas etiquetas de preço.
Uma é uma prensa de bancada de 30 polegadas tipo caixa e painel, com dedos segmentados, classificada para aço macio de calibre 18. A ficha técnica indica: dedos removíveis de várias larguras, dobra máxima de 90 graus, parafusos de ajuste da lâmina, pinos de dobradiça substituíveis.
A outra é uma prensa hidráulica tipo A-frame de 20 toneladas com um “acessório de prensa” — basicamente uma matriz em V e um punção que se aparafusa entre as colunas verticais.
Ambas afirmam dobrar metal. Só uma permitirá concluir uma caixa com quatro lados sem praguejar contra ela.
Quando escreves “kit de prensa de dedos”, estás a juntar os nomes como se fossem pacotes de acabamento do mesmo camião. Não são. Uma é construída com foco em espaço livre e geometria. A outra é construída com foco em força vertical. Se estás a fabricar caixas de bateria, invólucros de relé, painéis de instrumentos — chapa fina, quatro dobras, às vezes uma aba — precisas de acesso entre paredes mais do que precisas de tonelagem.
Então, o que deverias realmente procurar?
Para trabalhos de invólucros em aço ou alumínio de calibre 18–22, a lista curta é simples: dedos segmentados de várias larguras, pelo menos 30 polegadas de largura útil, uma classificação realista para aço de calibre 18 (não “máximo calibre 20”), paragens ajustáveis da lâmina para ângulos repetidos e uma barra de fixação que se mantenha reta sob pressão. Tudo o resto é ruído.
Porque é que o acessório de prensa não está nessa lista?
Imagina o interior de uma prensa típica de oficina de 20 toneladas. Duas colunas verticais. Uma bancada que se fixa a diferentes alturas. Um macaco de garrafa que empurra diretamente para baixo.
Agora aparafusa um conjunto de matriz em V.
Acabaste de criar um desfiladeiro estreito entre colunas de aço. A tua chapa tem de deslizar pela frente, ficar centrada sob o êmbolo e dobrar-se para baixo numa abertura fixa em V. Isso é ótimo para um suporte plano. É um pesadelo para uma caixa meio formada.
Dobre um lado de um painel de 6×6 em 90 graus. Agora tente rodar a peça para a segunda dobra. Essa primeira aba fica levantada e imediatamente colide com a coluna da prensa antes mesmo de a linha de dobra alcançar a linha central da matriz. A máquina bloqueia-o fisicamente.
Isto não é teórico. Um fabricante amador num fórum de maquinistas possui tanto uma prensa dobradeira hidromecânica de 17 toneladas como uma pneumática de 35 toneladas — equipamento sério — e ainda assim mantém uma dobradeira de dedos de 1,2 metros para o seu trabalho com chapa de 18 gauge. Não porque à prensa falte força. Mas porque à prensa falta acesso assim que as peças começam a erguer-se.
Dura realidade: um acessório de prensa em forma de A dá-lhe mais força do que precisa e menos acesso do que pode dispensar.
E a força é um exagero absurdo para o que está a fazer. Uma prensa de 20 toneladas equivale a 40.000 libras de força. Dobrar aço macio de 20 gauge em 60 centímetros requer apenas uma fração disso, especialmente em dobra ao ar. Mas a prensa não dosa “apenas o suficiente” de forma intuitiva. Está a controlar a profundidade com uma manivela de macaco, a observar o ângulo a olho e a compensar manualmente o retorno elástico. Não há batente de folha. Não há uma superfície de aperto larga a distribuir a pressão, como dobrar uma caixa de pizza ao longo de uma aresta reta. É um sistema de força pontual que obriga a chapa a entrar num V.
Uma vez tentei fazer pequenos suportes em U a partir de alumínio pré-acabado numa prensa de 12 toneladas com um kit de dobra aparafusado. A primeira peça saiu aceitável. A segunda, enganei-me na profundidade por um fio de cabelo. O punção desceu mais do que esperava e deixou uma ligeira marca além do raio de dobra. Nada catastrófico. Apenas feio. Aquela chapa era cara. Deitei fora o lote porque cada peça tinha um ângulo e uma marca de impressão ligeiramente diferentes. O problema não era a potência. Era o controlo e o apoio.
Pode, sem dúvida, dobrar metal numa prensa de oficina. A questão é: consegue dobrar uma caixa de quatro lados de forma limpa, repetida, sem lutar contra a estrutura da máquina?
Coloque uma dobradeira de caixa e painel de 30 polegadas no seu banco. Solte a barra de aperto. Retire dois dedos do meio. Deixe uma abertura de 15 centímetros entre os segmentos. Aperte a chapa de forma que as futuras paredes laterais fiquem suspensas nessa abertura.
Agora rode a folha móvel.
As duas primeiras paredes descem entre os dedos enquanto o terceiro lado se ergue. Nada colide. A pressão de aperto é distribuída ao longo dos dedos restantes, por isso a linha de dobra mantém-se reta. Não está a empurrar a chapa para dentro de uma cavidade; está a rodá-la pelo ar livre.
Esse é todo o segredo.
Os dedos removíveis geralmente vêm em segmentos de 1, 2, 3 polegadas e maiores. Essa variedade importa mais do que a tonelagem anunciada. Permite-lhe “programar” aberturas físicas onde as abas precisam de passar. Se a sua caixa tiver uma parede recuada ou escalonada, rearranja os dentes. Sem dedos removíveis, volta à matemática das colisões.
E quanto à precisão? Verá alegações de que prensas hidráulicas ou elétricas podem manter tolerâncias até aos mícrons. É verdade — nas máquinas CNC de produção. Mas estamos a falar de caixas construídas manualmente numa garagem. O erro da sua fita métrica é maior do que a diferença entre a repetibilidade do êmbolo hidráulico e o batente manual de uma dobradeira. A especificação que realmente importa numa dobradeira manual não é a precisão em mícrons; é se a barra de aperto se mantém reta sob carga e se os pinos da dobradiça estão suficientemente justos para evitar torção ao longo de 76 centímetros.
Dura realidade: para trabalhos com chapas finas, a rigidez vence a potência bruta todas as vezes.
A classificação de espessura é a sua linha de limite. Se a dobradeira for genuinamente classificada para aço macio de 18 gauge em toda a sua largura, irá achá-lo fácil com 20 ou 22 gauge. Se planeia dobrar regularmente aço de 14 gauge, então entra em território de prensas de dobra. Mas a maioria das caixas feitas em garagens é de aço ou alumínio de 18 a 22 gauge. Isso está claramente no domínio das dobradeiras manuais de caixa e painel. Não compre capacidade que não vai usar e depois sacrifique a geometria dos dedos que realmente precisa.
Há anos, antes de saber melhor, comprei uma dobradeira simples sem segmentação porque tinha uma classificação um pouco mais espessa. Tentei fazer uma bandeja eletrónica de quatro lados. A terceira dobra foi bloqueada pela barra de aperto sólida. Forcei, pensando que podia enganar a folga. Tudo o que fiz foi deformar a segunda aba e enrugar a linha de dobra. A chapa vincou bem no canto. Sucata. Poupei dinheiro na ferramenta e paguei-o em metal arruinado.
A dobradeira de dedos de bancada custa mais à partida do que um acessório básico de prensa. Mas dá-lhe acesso repetível a formas tridimensionais — que é precisamente o objetivo da fabricação de caixas.
Vamos percorrer dois fluxos de trabalho reais.
Com uma prensa de oficina: empurre-a para fora, fixe a altura da mesa, instale o conjunto de matrizes, alinhe o punção, teste o curso numa amostra, ajuste o ângulo e só então comece a alimentar as peças uma de cada vez. Cada dobra implica alinhar a linha de dobra sob uma ponta de punção estreita. Se a sua peça ganhar paredes, ficará a ajustar a inclinação e a colocar calços em redor das colunas.
Com um travão de dedos de bancada: desaperte dois botões, reorganize os dedos, aperte, puxe a aba até ao batente pré‑definido. Rode a peça. Aperte novamente. Puxe outra vez.
Sem pinos de cama. Sem trocas de matrizes. Sem lutar com colunas.
Para um único suporte, a diferença de tempo é pequena. Para um invólucro único com quatro lados e talvez uma dobra de retorno, a fricção da configuração da prensa acumula-se. E cada etapa extra de configuração é mais uma oportunidade de desalinhamento e de marcar a face acabada.
Verdade dura: conveniência não é preguiça — é redução de erros.
Uma vez tentei produzir pequenas caixas de interruptores em série numa prensa porque pensei que o êmbolo hidráulico a tornaria “profissional”. À terceira peça, já estava a verificar o alinhamento a cada dobra porque não confiava no meu centramento visual. Os ângulos variavam alguns graus. Nada catastrófico. Apenas o suficiente para que as tampas não assentassem planas sem ajustes. Rejeitei duas peças a tentar alcançar uma consistência que um batente de aba teria fornecido automaticamente.
A força bruta parece séria. Um kit manual dedicado parece simples. Mas é precisamente a simplicidade que protege os principiantes de transformar pequenos erros acumulados em desperdício caro.
Então, aqui está o limite que não podemos evitar: o que acontece quando realmente precisa de material mais espesso do que 18 gauge — e isso muda a recomendação?
Aperta uma tira de aço macio verdadeiro de 16‑gauge e 30 polegadas num travão de dedos leve de bancada. Pressiona a aba. Ela move-se, mas a linha de dobra no centro atrasa-se em relação às extremidades. Então pressiona mais. Os pinos da dobradiça queixam-se. A barra de aperto levanta-se um pouco no meio. Quando a solta, o aço está dobrado — só que não de forma uniforme. A máquina ficou deformada sem que ainda se note.
É nesse momento que os principiantes pensam: “Devia ter comprado uma hidráulica.”
Verdade dura: às vezes devia mesmo. Mas não tão frequentemente como pensa.
A parede física de um travão de dedos manual não é algo místico. É alavanca e deflexão de viga. A aba é uma alavanca longa. A barra de aperto e a estrutura são vigas. À medida que a espessura e o comprimento da dobra aumentam, o momento de flexão necessário sobe rapidamente. Se a estrutura da máquina ceder antes da chapa, não dobra o aço — dobra o travão. E uma vez que um travão fica empenado, nunca mais volta verdadeiramente a estar a prumo.
Então onde exatamente está essa parede?
Imagine dois trabalhos.
Trabalho um: aço macio de 16‑gauge, 4 polegadas de largura. Trabalho dois: aço macio de 20‑gauge, 30 polegadas de largura.
A maioria dos principiantes presume que o primeiro trabalho é mais difícil porque o metal é mais espesso. Na prática, o segundo pode forçar mais um pequeno travão porque a carga é distribuída por toda a largura. A força de dobra aumenta com a espessura, sim — mas também aumenta com o comprimento da dobra. Dobre o comprimento, dobre a força total a tentar levantar a barra de aperto.
Um fabricante pode afirmar que um travão de dedos robusto pode lidar com até cerca de 4 mm de aço macio em toda a largura. Isso já é território industrial. O seu kit de importação $200 não é essa máquina. Tem placas laterais mais finas, pinos de dobradiça menores e uma viga de aperto que se comporta como uma régua ligeiramente flexível. Sob carga, o meio tende a levantar-se.
Aprendi essa lição num travão de 24 polegadas que comprei usado. Tentei dobrar uma longa bandeja de bateria de chapa mais grossa do que devia. As extremidades chegaram aos 90 graus. O centro parou talvez nos 82. Forcei mais. A bandeja dobrou. O travão também. A partir daí, até as dobras em 20‑gauge tinham uma ligeira barriga no meio. Não ultrapassei o limite do metal. Ultrapassei a rigidez da máquina.
Essa é a verdadeira variável: não apenas a espessura, mas a espessura multiplicada pelo comprimento. O que significa que a sua afirmação “só preciso de 16‑gauge ocasionalmente” precisa de um segundo número a seguir — qual a largura?
Vamos ser concretos.
Um típico travão de dedos de bancada de 30 polegadas, modelo $200, pesa talvez entre 70 e 90 libras. Placas laterais finas. Varões de pivô pequenos. A barra de fixação é frequentemente uma secção retangular simples. Funciona bem para chapas de 18–22 gauge em toda a largura.
Ao passar para uma máquina $600–$800 da mesma largura, nota-se imediatamente três coisas: estruturas laterais mais espessas, pinos de articulação maiores e uma viga de fixação mais profunda. Mais massa onde se concentra a tensão de flexão. Essa massa não é decoração — é resistência à deformação elástica.
Quando se trabalha com chapa real de 16 gauge (cerca de 1,5 mm) ao longo de 24–30 polegadas, o travão barato flete o suficiente para que o ângulo da dobra varie ao longo do comprimento. O travão mais pesado mantém-se dentro dos limites elásticos, por isso, quando se liberta a lâmina, ela retorna à posição reta em vez de permanecer ligeiramente arqueada.
Verdade dura: 16 gauge é a linha divisória onde a qualidade da construção deixa de ser cosmética e passa a ser estrutural.
Agora vem o detalhe que os principiantes ignoram. Mesmo os acessórios hidráulicos de travão de prensa para prensas de oficina de 20 toneladas enfrentam o mesmo problema de rigidez. Quem tenta dobrar chapa de 1/4 de polegada sobre 6 polegadas acaba por reforçar a estrutura da prensa com pilares 4×4 porque os montantes abrem. O êmbolo tem força. A estrutura não tem rigidez. Potência sem rigidez apenas desloca a deformação para outro sítio.
Então, se a sua necessidade real é dobragens frequentes, em toda a largura, de 14 ou 16 gauge, sim — os sistemas hidráulicos começam a fazer sentido. Mas apenas se a estrutura que suporta o êmbolo for concebida para resistir à abertura. Caso contrário, apenas troca um ponto de flexão por outro.
O que nos leva a outro problema que o metal mais espesso introduz.
Dobre uma tira de aço macio de 16 gauge a 90 graus. Liberte-a. Ela relaxa alguns graus. Esse é o retorno elástico — recuperação após remoção da força.
Agora substitua essa chapa por inox da mesma espessura. Mesma dobra. Mesmo ângulo alvo. Liberte-a, e o retorno pode ser visivelmente maior, porque o inox tem maior limite de escoamento. Alumínio? Menos força necessária para dobrar, mas pode rachar se o raio da dobra for demasiado apertado.
Num travão de dedos manual, compensa-se dobrando um pouco mais. Aprende-se a máquina. Talvez 92 graus na lâmina dêem um verdadeiro 90 em aço macio. É memória muscular.
Os travões hidráulicos compensam isto com controlo da profundidade do êmbolo. As máquinas industriais ajustam até em tempo real. Isso é precisão verdadeira. Se estiver a produzir em série com ligas variadas, esse controlo é importante.
Mas numa garagem a fazer caixas, normalmente trabalha-se com um material de cada vez. Ajusta-se com sucata e segue-se em frente. O maior problema com material espesso não é o retorno elástico — é se o travão consegue dobrar o suficiente sem torcer a estrutura.
Uma vez tentei dobrar dedos de inox mais grossos para um painel personalizado porque “é só uma peça”. Forcei demais para vencer o retorno elástico. O inox riu-se. Os dedos do travão deixaram marcas ligeiras de pressão desigual porque a viga de fixação levantava ao centro. Chapa cara. Acabamento arruinado. O problema não era a precisão do ângulo. Era a rigidez da fixação sob carga elevada.
Portanto, sim, os sistemas hidráulicos vencem pela força calculável e repetibilidade em ligas espessas e de alta resistência. Mas isso é um argumento de produção. Não automaticamente um argumento de fabrico de caixas.
E mesmo que o seu travão seja suficientemente rígido, há mais um “gremlin” à espera em dobras longas.
Imagine apertar uma sargento longa sobre uma tábua. As extremidades prendem primeiro. O meio demora mais a assentar. Um travão longo comporta-se da mesma forma.
Sob carga, a barra de fixação e a lâmina fletem ligeiramente ao centro. O resultado? O meio de uma dobra de 30 polegadas fica um ou dois graus aquém. Isso é arqueamento — o oposto do que se pretende.
As prensas industriais resolvem isto com sistemas de compensação ajustáveis que pré-carregam intencionalmente a mesa para que esta fique plana sob força. As tuas ferramentas de garagem não têm isso. Mas podes enganar a física.
Num travão manual de dedos, podes calçar o centro por baixo da barra de aperto com material fino para o pré‑carregar. Ou podes fazer a dobra ligeiramente além dos 90 graus nas extremidades e dividir a diferença. Em dobras curtas — larguras típicas de suportes — isto quase não se nota. Em lados de caixas de largura total com chapa mais espessa, nota-se.
Verdade dura: dobras longas, espessas e em largura total são onde as máquinas leves revelam as suas limitações.
Agora chegamos ao verdadeiro ponto de decisão. Se dobras regularmente chapa de 14‑gauge em 30 polegadas para peças estruturais, estás fora da categoria de travões de dedos para hobby. É aí que uma prensa de dobragem devidamente construída — ou um travão manual muito pesado — justifica o seu espaço no chão. Entrar numa plataforma CNC como a prensa dobradora CN-HAWE leva-te para o território de produção real, onde a tonelagem controlada, o posicionamento repetível do batente traseiro e as opções de automação são concebidos para dobras estruturais de largura total, em vez de projetos ocasionais de oficina.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e abrange cenários de alto nível em corte a laser, dobragem, canalização e corte, se o próximo passo for falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
Mas se o teu trabalho são principalmente caixas com ocasional suporte mais espesso abaixo de 6 polegadas de largura, não precisas de abandonar os dedos removíveis e a geometria só para perseguir a tonelagem. Precisas de combinar espessura e comprimento com a rigidez da máquina.
O que levanta a questão prática: como escolher uma configuração sub‑$500 realista que não te iluda quanto ao 16‑gauge?
Já não estás a comprar potência. Estás a comprar rigidez.
Se queres um travão de dedos sub‑$500 que aguente ocasionalmente chapa de 16‑gauge sem se transformar numa banana, eis o que realmente importa: peso real nas estruturas laterais, pinos de dobradiça que não consigas fletir com os dedos, uma barra de aperto que pareça profunda e robusta em vez de plana e delicada, e uma capacidade nominal que mencione 16‑gauge em largura parcial, não em toda a mesa. Ignora afirmações brilhantes sobre “compatível com 20 toneladas”. Isso é outro tipo de máquina.
Verdade dura: abaixo de $500, não estás a comprar capacidade de largura total para 16‑gauge — estás a comprar uma máquina que não se deformará permanentemente quando dobrares suportes de 16‑gauge com 4 a 8 polegadas de largura.
Isso é suficiente para a maioria das caixas de garagem.
Mas a maioria das caixas de garagem são de aço ou alumínio de 18 a 22‑gauge. Os momentos de 16‑gauge são geralmente chapas de dobradiça, abas de montagem, suportes de bateria — dobras curtas. Então, a verdadeira questão torna-se: como identificar o travão que irá fletir elasticamente e recuperar a forma, em vez de ceder e permanecer torcido?
Começa pelas estruturas laterais. Elas são a coluna vertebral.
As estruturas de ferro fundido parecem rudes, às vezes até ásperas nas bordas, mas são espessas e resistem à abertura sob carga. As estruturas de aço soldado podem ser excelentes — se usarem chapa suficientemente espessa e reforços adequados. No mundo dos orçamentos, contudo, “aço soldado” muitas vezes significa chapa fina soldada para parecer industrial.
A flexão esconde-se nos pilares verticais.
Imagina dobrar chapa de 16‑gauge em 10 polegadas. A folha quer rodar. A viga de aperto empurra para baixo. As estruturas laterais tentam abrir-se como as capas de um livro que estás a forçar. Se essas laterais fletirem mesmo um milímetro, o ângulo da dobra muda ao longo do comprimento. Faz isso vezes suficientes e os furos de pivô tornam-se ovais. Agora já não tens flexão. Tens folga.
Comprei uma vez um travão de estrutura soldada em saldo que parecia robusto nas fotos. Primeiro suporte real de chapa de 16‑gauge, talvez com 6 polegadas de largura, e senti o montante direito ceder — pouco, só um sussurro. À terceira peça, a lâmina já não voltava perfeitamente plana. A estrutura não tinha rachado. Tinha cedido. Essa máquina tornou‑se num especialista em chapa de 18‑gauge da noite para o dia.
O peso é o teu indicador grosseiro mas útil. Dois travões de 30 polegadas com a mesma capacidade anunciada — um pesa 85 libras, o outro 140. O mais pesado é quase sempre o mais rígido. Massa é resistência à tensão de flexão. Não é glamour. É física.
E não, um modelo com assistência elétrica abaixo de $500 não corrige magicamente uma estrutura frágil. Um motor pode puxar mais forte que os teus braços. Mas não pode tornar mais grossas as placas laterais finas.
Por isso, depois de escolheres a estrutura mais pesada e rígida que conseguires pagar, o que realmente determina se as arestas das tuas caixas ficam limpas?
O alinhamento é onde os principiantes culpam a ferramenta pela sua própria impaciência.
Os dedos removíveis são a razão de existir de um travão de caixa e painéis. Sem dedos removíveis, sem cantos de caixa. Mas cada dedo tem de assentar perfeitamente nivelado com os vizinhos e perfeitamente perpendicular à aresta de fixação. Se um estiver um pouco mais baixo, a chapa afunda‑se nesse ponto durante o aperto. Quando se dobra, esse afundamento transforma‑se numa onda.
Pensa em dobrar a tampa de uma caixa de pizza. Se a aresta da caixa for irregular, a linha de dobra desvia‑se. Mesmo metal. Mesma força. Resultado diferente.
Os kits de baixo custo raramente chegam afinados. Conta em desapertar os parafusos dos dedos, deslizar uma tira de sucata reta ao longo da aresta de fixação e bater em cada dedo até que toda a fila pareça uma única superfície contínua. Depois prende uma peça de sucata e faz uma dobra de teste. Ajusta. Repete. Esses são os verdadeiros 15 minutos — às vezes 30 se fores novo nisto.
Arruinei uma vez um painel de alumínio pré‑acabado porque confiei no alinhamento de fábrica. Um dedo estava ligeiramente saliente e deixou uma marca de pressão ténue na face durante o aperto. O ângulo da dobra estava bom. A superfície não. Lição cara por ter saltado os testes com sucata.
Aqui está a vantagem que a maioria perde: trocar dedos para uma largura de caixa diferente leva minutos. Mais rápido do que mudar matrizes num travão de prensa em muitos casos. Numa oficina doméstica que faz caixas únicas, a velocidade de reconfiguração ultrapassa quase sempre o poder bruto.
O que traz à tona algo que ninguém pensa até à primeira puxada séria.
Quando puxas a lâmina num 16‑gauge, o travão não empurra apenas para baixo sobre o metal. Tenta levantar‑se da bancada.
Essa força ascendente surpreende as pessoas.
A viga de aperto empurra para baixo na chapa. A lâmina roda para cima. As forças de reação percorrem os pivôs até às armações laterais e depois até aos parafusos de fixação. Se a tua bancada for uma tampa de contraplacado leve sobre pernas de 2×4, todo o conjunto pode torcer‑se para trás ou até inclinar‑se ligeiramente durante uma dobra pesada.
Já vi pessoas culparem “travões fracos” quando o verdadeiro culpado era uma bancada flexível a atuar como uma mola sob a ferramenta.
Montei uma vez um pequeno travão de ferro fundido numa bancada de empreiteiro com parafusos de lagre no contraplacado. Primeiro 16‑gauge a sério, as pernas traseiras levantaram apenas o suficiente para me assustar. O travão estava bem. A bancada não foi feita para esse momento ascendente. Acabei por aparafusar através de um tampo reforçado que ligava aos barrotes da parede. Problema resolvido.
Verdade dura: o teu travão é apenas tão rígido quanto aquilo a que está aparafusado.
Apara com parafusos passantes classe 5 ou classe 8. Usa grandes anilhas ou placas de reforço sob o tampo da bancada. Melhor ainda, fixa a bancada à parede ou ao chão se pretenderes trabalhar com 16‑gauge regularmente. Não estás a adicionar potência. Estás a fechar o último ponto de flexão do sistema.
E quando a estrutura está rígida, os dedos estão alinhados e o banco não se move, finalmente vês o que um travão manual devidamente ajustado consegue realmente fazer — e, igualmente importante, onde ele honestamente atinge o seu limite.
Reforçaste a estrutura. Alinhaste os dedos. Fixaste o equipamento a um banco que nem se mexe. Então até onde vai realmente um travão de dedos sub‑$500 bem configurado antes de bater na parede?
Aqui está a resposta clara: domina tudo na faixa de 18–22 gauge em larguras práticas, lida com 16‑gauge em vãos curtos sem drama, e começa a queixar-se quando pedes 16 de largura total ou algo mais espesso. Não explode. Não parte. Apenas flete o suficiente para que a consistência do ângulo e o esforço se tornem os fatores limitantes.
Esse é o limite real.
A parte não óbvia é esta: esse limite tem mais que ver com geometria e vão do que com força bruta. Dobrar 16‑gauge em 8 polegadas é algo totalmente diferente de 16 em 30. Mesma espessura. Trajeto de carga completamente distinto através da estrutura. Quando percebes isso, deixas de perguntar “Quantas toneladas?” e começas a perguntar “Qual é a largura da minha linha de dobra?”
O que significa que a ferramenta certa não depende do que poderás fazer uma vez, mas do que fazes na maior parte das vezes.
Mas a maioria das caixas de garagem são de aço ou alumínio entre 18 e 22 gauge.
Caixas de ECU. Painéis de relés. Bandejas de bateria. Pequenas caixas de controlo. Trabalho tipo caixa de pizza — quatro lados para cima, fundo plano, cantos livres graças a dedos removíveis para que o metal possa dobrar sem bater numa mandíbula sólida. Um travão manual tipo “box‑and‑pan” foi feito exatamente para essa geometria.
Verdade dura: uma prensa hidráulica não torna a geometria da caixa mais fácil. Apenas torna as dobras retas mais fortes.
Quando escreves “kit de travão de dedos com prensa”, estás a juntar nomes como se fossem versões do mesmo veículo. Resolvem problemas diferentes. O travão de dedos resolve a folga — permitindo que abas previamente dobradas fiquem suspensas enquanto formas o lado seguinte. Um travão de prensa com matriz em V resolve a força — empurrando material espesso para dentro da abertura da matriz.
Se 80% dos teus projetos parecem caixas de pizza dobradas em chapa de 20‑gauge ou mais fina, um travão manual de dedos não é um compromisso. É a resposta certa.
Uma vez tentei “atualizar” um simples trabalho de caixa de 20‑gauge para uma prensa hidráulica de um amigo com uma matriz em V genérica porque pensei que mais força significava dobras mais limpas. Esqueci-me da folga das abas. A segunda dobra esmagou a primeira aba contra o ombro da matriz e deixou um risco brilhante bem na face. O mesmo metal que podia ter dobrado facilmente num travão manual de dedos. Chapa cara, riscada sem qualquer ganho.
Em condições reais, um travão económico de 30 polegadas bem afinado faz 20‑gauge em largura total o dia todo. Faz 18 sem queixas. Faz 16‑gauge em 10–12 polegadas para suportes e pequenas bandejas se aplicares força e aceitares que estás perto do limite de conforto. O que não fará com elegância é 16 em largura total repetidamente como se fosse uma máquina de produção.
Se essa descrição soa como 80% do que construis, por que estás à procura de tonelagem que nunca vais usar?
Agora vira o cenário.
Se não fazes caixas — apenas suportes retos, abas, reforços — não precisas de dedos removíveis. Nenhum dedo removível.
Um travão reto sólido é mais rígido ao longo da aresta de fixação porque não há juntas entre segmentos. Menos uniões. Menos variáveis de alinhamento. Melhor distribuição de carga. Para dobras retas, essa simplicidade é força.
E é aqui que os principiantes se atrapalham: os travões de prensa têm a sua própria curva de aprendizagem. Seleção de matriz, largura da matriz versus espessura do material, compensação de retorno elástico, calibragem traseira. Podes perfeitamente dobrar suportes simples numa prensa. Mas para material fino, um travão manual reto dá-te retorno tátil que sentes nas mãos. Sabes quando o metal cede. Aproximas-te do ângulo em vez de adivinhar a tonelagem.
Uma vez empenei uma chapa de 18 gauge ao tentar “bater” uma dobra rasa de suporte numa prensa cujo V‑die era demasiado largo. O metal afundou‑se mais do que eu esperava antes de ceder, e ultrapassei o ângulo num piscar de olhos. Num travão manual, teria sentido essa transição.
Se tudo o que fazes são suportes retos em chapas de 14 a 16 gauge, claro — um travão de prensa começa a fazer mais sentido. Mas se trabalhas com chapas finas, dedos removíveis são uma complexidade desnecessária, e a força hidráulica resolve um problema que raramente enfrentas.
E se o teu trabalho não for assim tão claramente dividido?
É aqui que vive a tomada de decisão madura.
Verdade dura: não se protege o futuro de uma oficina caseira comprando capacidade industrial que se usa duas vezes por ano.
Se a maioria do teu trabalho consiste em invólucros finos, compra o melhor travão manual de caixa e bandeja que o teu orçamento permitir e monta‑o corretamente. Deixa‑o dominar o mundo do 18–20 gauge. Aceita que o 16 de largura total é o seu limite superior, não o pão de cada dia.
Depois, quando precisares de dobrar chapa de 1/4 de polegada ou longos trechos de 14 gauge, aluga tempo de prensa ou paga a uma oficina local para essas dobras específicas. Mesmo com os travões de prensa elétricos modernos mais limpos e de baixa manutenção, continuam a custar dinheiro real, ocupar espaço real e só compensam quando lhes forneces trabalho pesado constante.
Uma vez tentei justificar a compra de um sistema hidráulico de 20 toneladas porque tinha dois projetos de 3/16 de polegada no horizonte. Quando calculei o preço das ferramentas e o reforço do espaço no chão que exigia, percebi que podia pagar a uma oficina para dobrar essas peças durante anos antes de empatar. Fiquei com o meu travão manual. Não me arrependi.
Aqui está a perspetiva que quero que leves contigo: separa a geometria da força na tua cabeça.
Travão manual de dedos = resolve a geometria para caixas de chapa fina.
Travão de prensa = resolve a força para material espesso e aumento de produção.
Quando deixas de misturar essas duas coisas num híbrido mítico de “travão de prensa com dedos”, a decisão de compra torna‑se aborrecida no melhor sentido. Olha para os teus últimos dez projetos. Conta quantos eram caixas tipo pizza em menos de 20 gauge. Se esse número for oito ou mais, já sabes a resposta.
E se um dia essa proporção se inverter — se a chapa grossa se tornar o teu normal — isso não é um problema de atualização.
É outra oficina.


















