

Je me suis tenu au-dessus d’un support de calibre 10, matrice en V de 1,000″, des chiffres nets sur le plan. (V − MT) / 2 indiquait que le rayon intérieur devait être de 0,433″.
Les pieds à coulisse indiquaient 0,470″. Chaque pièce.
Tu vérifies tes calculs. Tu vérifies le marquage de la matrice. Tu accuses le lot de matériau. Pendant ce temps, la benne à rebut se remplit comme un débat silencieux que tu es en train de perdre contre une machine de vérité de 200 tonnes.
Quelque chose ne tourne pas rond — et ce n’est pas l’arithmétique.
La formule n’est pas stupide. Elle est précise. C’est là le problème.
(V − MT) / 2 suppose une relation géométrique fixe entre l’ouverture de la matrice et l’épaisseur du matériau. Elle suppose que la tôle est forcée dans une forme prévisible définie par l’outillage. En d’autres termes, elle suppose que la matrice commande.
Mais entre dans presque n’importe quel atelier de fabrication moderne et regarde ce qu’il se passe réellement. Quatre-vingt-dix pour cent des pliages sont des pliages en l’air. Le poinçon ne touche jamais le fond. Le matériau effleure à peine les épaules de la matrice. L’angle est contrôlé par la profondeur de la course — le déplacement du vérin — et non par l’écrasement de la tôle dans le V.
Nous utilisons une équation de pliage en fond dans un monde de pliage en l’air.
Vérification de la réalité de la benne à rebut : si cette formule était vraiment exacte, ton premier article correspondrait au plan sans ajuster la profondeur de course trois fois. Combien d’essais as-tu effectués ce matin ?
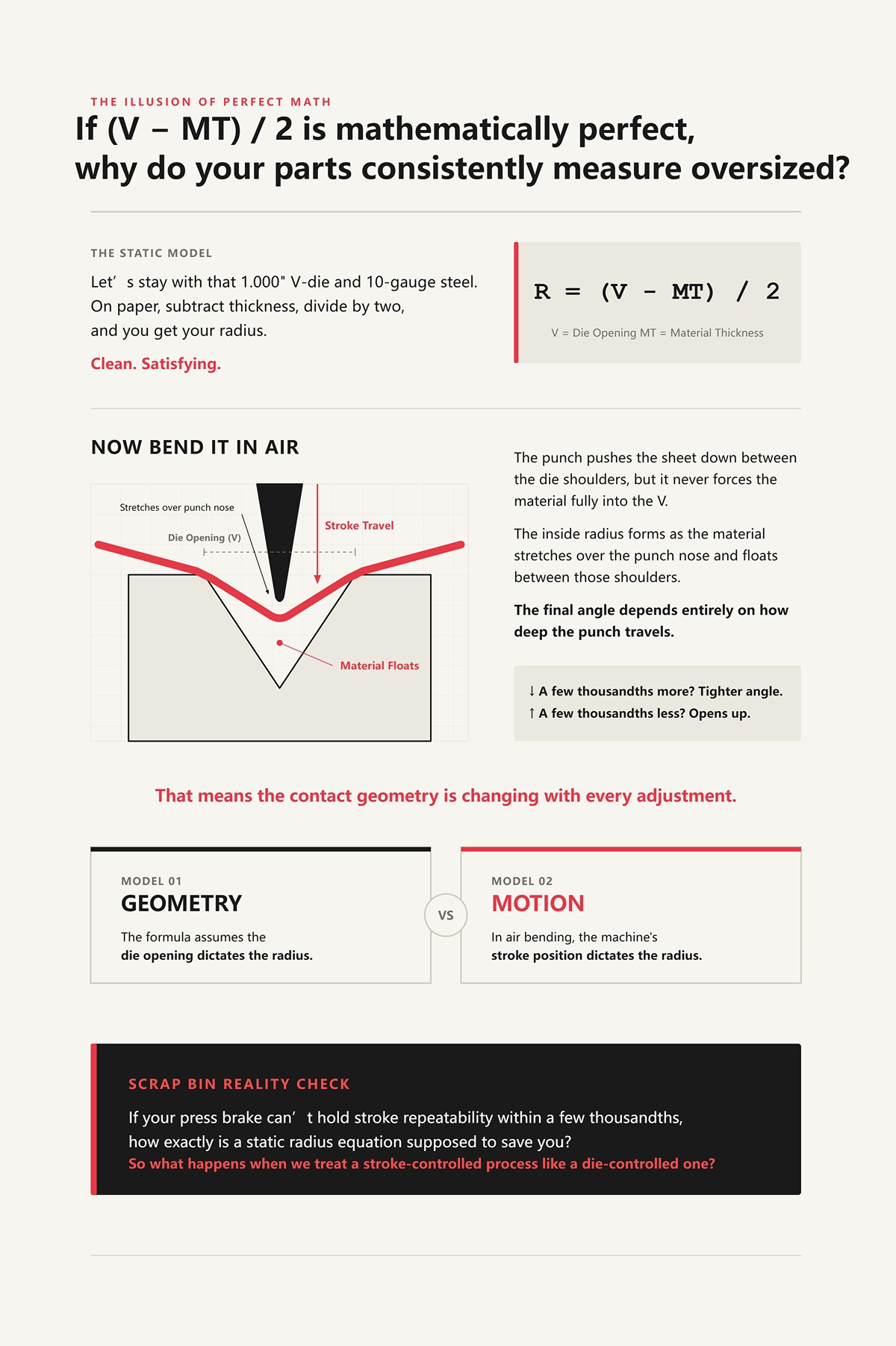
Restons avec cette matrice en V de 1,000″ et cet acier de calibre 10. Sur le papier, soustrais l’épaisseur, divise par deux, et tu obtiens ton rayon. Propre. Satisfaisant.
Maintenant, plie-la en l’air.
Le poinçon pousse la tôle entre les épaules de la matrice, mais ne la force jamais complètement dans le V. Le rayon intérieur se forme lorsque le matériau s’étire sur le nez du poinçon et flotte entre les épaules. L’angle final dépend entièrement de la profondeur de la course du poinçon. Quelques millièmes de plus ? Angle plus fermé. Quelques millièmes de moins ? Il s’ouvre.
Cela signifie que la géométrie de contact change à chaque réglage.
La formule suppose que l’ouverture de la matrice dicte le rayon. En pliage en l’air, la position de course de la machine dicte le rayon. Ce ne sont pas les mêmes modèles. L’un relève de la géométrie. L’autre du mouvement.
Vérification de la réalité de la benne à rebut : si ta presse plieuse ne peut pas maintenir la répétabilité de course à quelques millièmes près, comment une équation de rayon statique est-elle censée te sauver ?
Alors, que se passe-t-il lorsque nous traitons un processus contrôlé par la course comme un processus contrôlé par la matrice ?
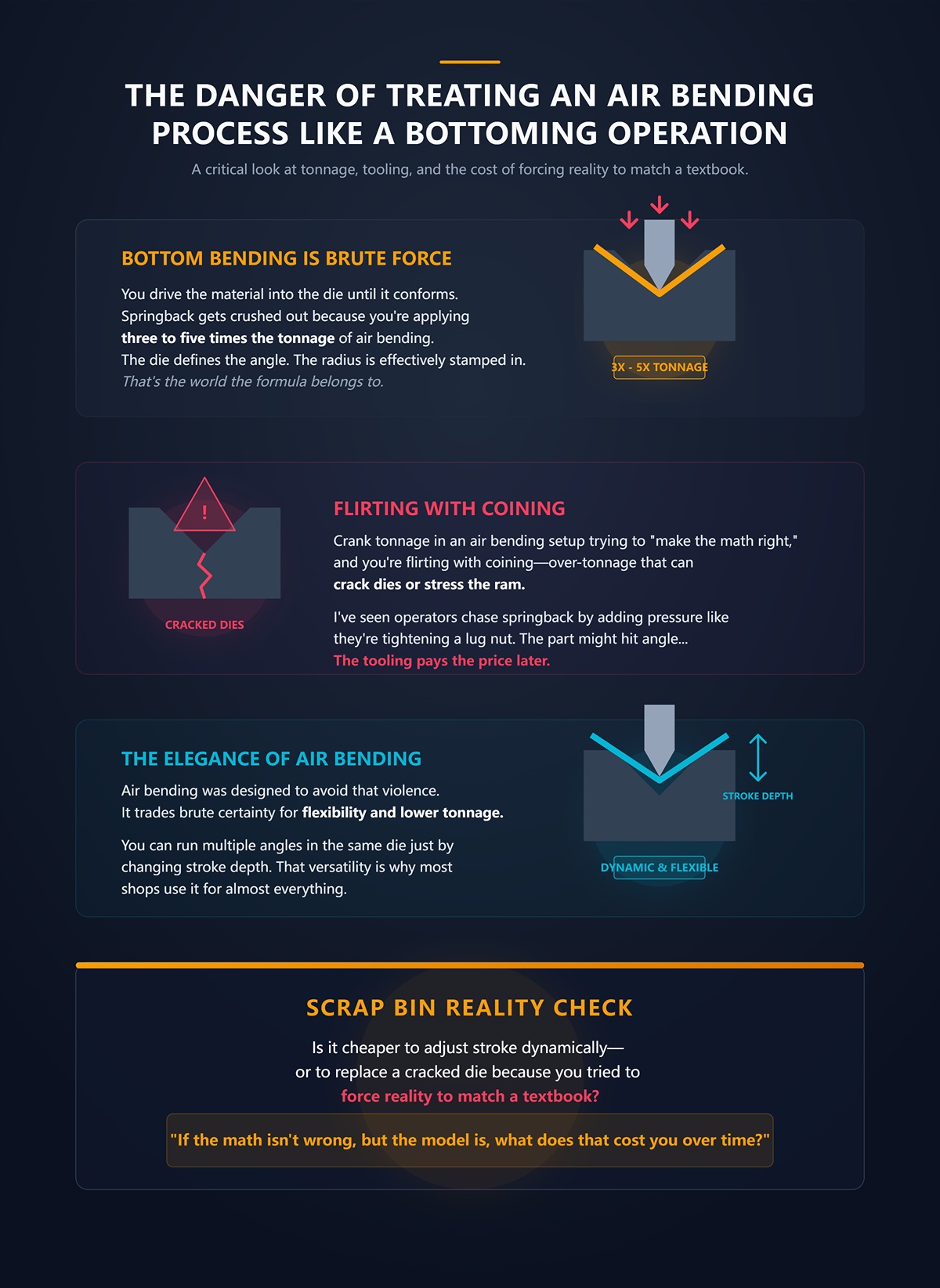
Le pliage en fond, c’est de la force brute. Tu pousses le matériau dans la matrice jusqu’à ce qu’il prenne sa forme. Le retour élastique est écrasé car tu appliques trois à cinq fois le tonnage d’un pliage en l’air. La matrice définit l’angle. Le rayon est effectivement estampé.
C’est le monde auquel appartient la formule.
Mais augmenter la tonnage de la presse dans un montage de pliage en l’air pour “faire correspondre les calculs” revient à flirter avec le matriçage — une sur-tonnage qui peut fissurer les matrices ou solliciter le vérin. J’ai vu des opérateurs poursuivre le phénomène de retour élastique en ajoutant de la pression comme s’ils resserraient un écrou de roue. La pièce peut atteindre l’angle souhaité. L’outillage, lui, en paiera le prix plus tard.
Le pliage en l’air a été conçu pour éviter cette violence. Il échange la certitude brute contre la flexibilité et une plus faible tonnage. Vous pouvez effectuer plusieurs angles dans la même matrice simplement en modifiant la profondeur de la course. Cette polyvalence explique pourquoi la plupart des ateliers l’utilisent pour presque tout.
Et pourtant, nous restons attachés à une formule conçue pour un procédé que nous n’utilisons pas.
Contrôle de la réalité du bac de rebut : est-il moins coûteux d’ajuster la course dynamiquement — ou de remplacer une matrice fissurée parce que vous avez tenté de forcer la réalité à coïncider avec un manuel de cours ?
Si les calculs ne sont pas faux, mais que le modèle l’est, combien cela vous coûte-t-il à long terme ?

Voici ce que la formule ne voit pas : les variations de résistance à la traction entre les bobines, un lit légèrement bombé, des pointes de poinçons usées, une dérive hydraulique par un après-midi chaud. Rien de cela n’apparaît dans (V − MT) / 2.
Mais cela apparaît dans vos pièces.
Le pliage en l’air fait de la presse plieuse elle-même la variable critique. Précision de la course. Parallélisme du vérin. Cohérence du butée arrière. En pliage à fond, la matrice fait le gros du travail. En pliage en l’air, c’est la machine qui le fait. Une formule plus propre ne résout pas une machine incapable de répéter à l’intérieur des tolérances. C’est pourquoi de nombreux ateliers se tournent vers des systèmes entièrement commandés par CNC, conçus pour le pliage et l’automatisation de haute précision — comme ceux présents dans le CN‑HAWE press brake lineup— où le contrôle de la profondeur de course, du parallélisme et de la répétabilité devient une capacité mesurable, et non une supposition.
Le coût caché n’est pas seulement la ferraille. C’est le temps passé à poursuivre des chiffres qui n’étaient jamais censés prédire ce procédé. C’est une fausse confiance. C’est accuser les opérateurs de “mauvais plis” alors que le vrai problème est l’utilisation d’une équation statique dans un système dynamique.
Une presse de 200 tonnes se moque de l’élégance de votre algèbre. Elle ne s’intéresse qu’à l’endroit où le poinçon s’arrête.
Alors, si la matrice ne définit pas réellement le rayon en pliage en l’air, d’où vient ce rayon exactement ?
Prenez cette même matrice en V de 1,000″ et de l’acier laminé à froid de 10‑gauge 60‑KSI. Mesurez le rayon intérieur sur dix pièces pliées en l’air. Vous n’obtiendrez pas 0,433″. Vous n’obtiendrez pas non plus le rayon de la pointe du poinçon. Vous arriverez à environ 0,160″ à 0,200″—soit environ 16–20 % de l’ouverture de la matrice.
Ce pourcentage revient si souvent qu’il cesse d’être une coïncidence.
Non pas parce que la matrice estampille magiquement ce nombre. Non pas parce que le nez du poinçon le correspond. Mais parce que lorsque la tôle s’enfonce entre les épaules de la matrice, elle trouve une courbure naturelle selon la distance qu’elle peut franchir sous charge. La largeur de la matrice prépare la scène. La tension du matériau détermine à quel point elle peut se plier sur cette portée. Le rayon se forme dans l’air, suspendu entre les épaules, contrôlé par la profondeur de pénétration.
En pliage en l’air, l’ouverture de la matrice — ni la pointe de votre poinçon, ni votre calculatrice — est ce qui établit le rayon intérieur de base. Tout le reste s’y ajoute.
Si vous poursuivez (V − MT)/2, vous avez cherché le mauvais mécanisme.
Je me suis tenu au-dessus d’un support de calibre 10, matrice V de 1″ en dessous, parce que le calibre 10 à 0,135″ d’épaisseur multiplié par 8 donne environ 1,08″. Suffisamment proche. Cette règle du 8× n’est pas du folklore. Elle garde la tonnage raisonnable et conduit généralement à une fenêtre de pliage stable.
Faites le calcul en avant plutôt qu’en arrière.
Si une matrice V de 1,000″ est dans la bonne zone pour cette épaisseur et que le pliage à l’air produit un rayon intérieur d’environ 16–20% de V pour de l’acier de 60 KSI, vous prédisez un rayon de 0,160″–0,200″ avant même de toucher le coulisseau. Ce n’est déjà plus du tout proche de (V − MT)/2.
Réduisez maintenant la matrice à 0,800″ — environ 6× l’épaisseur. Votre rayon naturel chute à environ 0,128″–0,160″. Ouvrez-la à 1,250″ — près de 10× — et vous êtes autour de 0,200″–0,250″.
Le ratio (8×, 10×, 12×) n’a rien d’élégant. Il sert à contrôler deux choses à la fois : la tonnage par pied et le rayon en pourcentage qui émergera de cet intervalle. Trop étroit et la tonnage grimpe rapidement. Trop large et votre rayon gonfle, que le plan l’accepte ou non.
Vérification du bac à rebuts : Vous avez déjà ouvert la matrice “ juste pour être sûr côté tonnage ” puis vous êtes‑vous demandé pourquoi votre bride ne s’adaptait soudainement plus à la pièce correspondante ? Ce n’était pas une erreur d’opérateur. C’était la géométrie qui faisait varier votre rayon, que vous le vouliez ou non.
Alors si la largeur de la matrice fixe le pourcentage de base, que se passe‑t‑il lorsque le matériau lui‑même résiste au pliage plus fortement — ou plus faiblement — que votre dernier travail ?
Remplacez ce laminé à froid de 60 KSI par de l’inox 304 dans la même matrice V de 1,000″. Même épaisseur. Même poinçon. Même profondeur de course programmée pour atteindre 90°.
Mesurez le rayon.
Il s’ouvre.
L’inox possède une résistance à la traction plus élevée et s’écrouit rapidement. À mesure que le poinçon descend, le matériau combat la courbure davantage que l’acier doux. Il n’épousera pas aussi facilement la bande inférieure 16%. Vous pouvez le voir dériver vers 20% ou légèrement au‑dessus. Le métal se tend sous une contrainte interne plus forte avant de céder à cet arc plus serré.
Introduisez maintenant de l’aluminium 5052 doux. Résistance à la traction plus faible. Limite élastique plus basse. Moins de résistance. Il s’enfoncera plus profondément pour la même pénétration, produisant souvent un rayon plus proche de l’extrémité inférieure de la bande de pourcentage — voire légèrement en dessous dans certains cas.
Même matrice. Multiplicateur différent.
C’est le décalage que la plupart des calculateurs ignorent. Ils traitent V comme la seule variable et l’épaisseur comme un terme de soustraction. En réalité, la résistance à la traction détermine où, à l’intérieur de cette fenêtre 16–20%, vous vous situerez. Un matériau plus résistant pousse vers la partie supérieure de la plage. Un matériau plus tendre permet de resserrer.
C’est là que les règles basées sur l’épaisseur “ 1× le matériau sous 6 mm ” semblent parfois fonctionner pour les faibles épaisseurs. L’acier doux fin dans une matrice correctement dimensionnée aboutit souvent à un rayon proche de l’épaisseur. Mais c’est un alignement de variables, pas la preuve d’une loi universelle. Changez la résistance ou la largeur V et cette belle relation 1× disparaît.
Vérification du bac à rebuts : Combien de fois avez‑vous travaillé l’inox dans une matrice qui fonctionnait parfaitement pour l’acier doux, pour ensuite courir après l’angle et voir le rayon augmenter quand même ?
Et si la pointe du poinçon n’est pas ce qui sculpte cet arc, quel rôle joue‑t‑elle réellement ?
Regardez un nez de poinçon de 0,062″ sous ce même V de 1,000″. Pliez de la tôle de calibre 10 en l’air. Mesurez la pièce.
Vous ne trouverez pas de 0,062″ à l’intérieur.
Le poinçon pousse la tôle entre les épaules de la matrice, mais il ne force jamais le matériau à s’engager entièrement dans le V. Le contact au nez est localisé. À mesure que la pénétration augmente, la tôle s’enroule partiellement autour du poinçon, puis passe à une portée libre entre les épaules. La majorité du rayon intérieur final est formée par cette action de portée, non par le poinçon imprimant sa forme comme un tampon.
La profondeur de pénétration change tout. Quelques millièmes de course supplémentaires augmentent l’enroulement, réduisent la longueur de portée et serrent l’angle — mais le rayon reste défini comme une fonction de la largeur de la matrice et de la résistance du matériau. À moins d’être en matriçage complet ou en « coining » — où le matériau est écrasé pour un contact total avec la matrice — la pointe du poinçon est un moteur, pas un moule.
C’est pourquoi, dans un pliage en l’air correct, le rayon du poinçon doit être plus petit que le rayon intérieur attendu. Il doit initier le pli sans le dicter. S’ils correspondent exactement, vous êtes soit en train de matriçer sans le vouloir, soit de frôler la charge de « coining ».
La presse plieuse est une machine de vérité de 200 tonnes. Elle révèle si votre modèle correspond à la physique. En pliage en l’air, la physique dit ceci : l’ouverture de la matrice définit la portée de base, la résistance à la traction du matériau déplace le pourcentage à l’intérieur de cette portée, et le poinçon ne contrôle que la profondeur à laquelle vous plongez dans ce système.
Si votre plan demande un rayon serré que votre ratio de matrice tend naturellement à dépasser, allez-vous continuer à faire confiance à une formule statique — ou allez-vous changer la matrice avant que la benne à rebut ne vote à nouveau ?
J’ai vu un équerre en acier doux à 90° sortir de la presse plieuse à 92° dès que le coulisseau s’est relevé. Même matrice. Même programme. Même opérateur. Sous 200 tonnes, c’était parfait. Cinq secondes plus tard, ça ne l’était plus.
C’est la véritable question que vous posez quand le rayon naturel défini par la matrice ne correspond pas au plan : résolvez-vous pour ce qui se passe sous charge, ou pour ce que le client mesure une fois la charge relâchée ?
Le rayon et l’angle que vous voyez pendant que le poinçon est enfoncé dans le V ne sont pas ceux que vous expédiez. Au moment où la pression cesse, la déformation élastique se libère. Les fibres extérieures qui étaient étirées tentent de se raccourcir. Les fibres intérieures qui étaient comprimées tentent de récupérer. La pièce s’ouvre. C’est la morsure du retour élastique, et elle se moque de votre petit calcul propre (V − MT)/2.
Vérification réalité benne à rebut : avez-vous déjà atteint l’angle parfait sur l’affichage de profondeur, pour ensuite voir l’inspecteur vous dire que chaque bride est ouverte de 1,5° ? L’acier n’a pas désobéi à l’écran. Il a obéi à la physique.
Les calculateurs statiques supposent que la géométrie obtenue sous pression reste en place. Ce n’est pas le cas. Et si vous n’intégrez pas une compensation dans le plan, vous ne prédisez pas un rayon fini — vous prédisez un rayon temporaire.
Donc le véritable enjeu n’est pas le rayon que vous obtenez en fin de course, mais celui qui subsiste après le déchargement.
Imaginez du laminé à froid de 0,125″ dans un V de 1,000″. Vous atteignez une profondeur donnant 90° pendant la descente du poinçon. Remontez le coulisseau et vous obtenez 91,5°. Cela signifie que votre angle sous charge était plus proche de 88,5°.
Maintenant, demandez‑vous : quel angle votre formule a‑t‑elle prédit ?
Si vous avez calculé la déduction de pli, l’allocation de pli et les longueurs de brides en supposant une géométrie réelle de 90° sans prendre en compte ce retour élastique de 1,5°, chaque bride est trop longue. Pas de beaucoup. Juste assez pour ruiner un assemblage.
Le sur‑pliage est l’instrument brut que nous utilisons tous. Programmez 88,5° pour qu’il se détende à 90°. Mais voici le piège : cette compensation n’est pas constante d’un travail à l’autre. Ouvrez la matrice à 1,250″, et le même matériau peut se détendre de 2° ou plus, car le rayon plus grand réduit la déformation plastique et laisse davantage d’énergie élastique stockée dans la section. Matériau plus mince ? Plus de retour élastique. Rayon intérieur plus grand ? Plus de retour élastique. Cette relation a été démontrée dans l’acier laminé à froid où le retour élastique augmente avec le rapport rayon/épaisseur, pas seulement avec la résistance.
Donc, si vous calculez la déduction de pli à partir d’un nominal de 90° puis ajoutez manuellement 1,5° de sur‑pliage à la machine, vous venez de diviser vos calculs par deux. Le patron de découpe pense une chose. Le coulisseau en fait une autre.
Quel nombre dirige votre géométrie – l’angle d’impression ou l’angle que vous programmez réellement ?
Remplacez cet acier doux par de l’inox 304. Même épaisseur. Même matrice. Même angle cible.
Vous verrez plus de retour élastique. Tout le monde en voit. L’instinct est de blâmer la résistance à la traction parce que c’est le plus grand chiffre sur le certificat. Plus de traction, plus de résistance, plus d’ouverture.
Mais regardez ce qui se passe lorsque vous traitez deux coulées du même acier de 60 KSI. L’un se plie facilement. L’autre revient d’un degré supplémentaire. La traction n’a pas bondi de 10 KSI en une nuit. Ce qui a changé, c’est le rapport limite d’élasticité/traction – le rapport d’écoulement.
Le retour élastique est déterminé par la part de la déformation qui est élastique par rapport à celle qui est plastique. Un matériau à haute limite d’élasticité par rapport à sa résistance à la traction entre plus tard dans la déformation plastique et emmagasine plus d’énergie élastique avant de s’y engager fortement. Cette énergie stockée est ce qui rouvre votre angle lorsque la charge est relâchée.
La géométrie amplifie ce phénomène. Des ouvertures de matrice plus grandes créent des rayons intérieurs plus larges. Des rayons plus grands signifient une déformation plastique plus faible pour le même angle. Une plus faible déformation plastique signifie une proportion plus élevée de récupération élastique. C’est pourquoi le pliage à grand rayon avec des matrices en V larges peut présenter un retour élastique spectaculaire comparé à des configurations serrées à 6×.
Vérification réaliste de la benne à rebut : vous est-il déjà arrivé d’utiliser une matrice large pour économiser du tonnage, d’obtenir le bon angle à l’écran, puis de courir après 3° de retour élastique sur une pièce de trois mètres ? Ce n’était pas de la malchance. C’était une faible déformation plastique redonnant le contrôle à l’élasticité.
Alors, qu’est-ce qui influence le plus : les chiffres de résistance sur le papier ou le rapport rayon/épaisseur que vous avez choisi avec votre outillage ? En pratique, la géométrie fixe la base. Les propriétés du matériau décident de la force du rebond.
Et si ce rebond change, que se passe-t-il pour chaque cote de développé en laquelle vous aviez confiance ?
Prenons un profilé à quatre plis. Pas de retours. Chaque pli revient de 2°. Ce n’est pas spectaculaire. C’est normal dans certains travaux en inox.
Maintenant empilez-le.
Quatre plis à 2° chacun signifient que votre dernier flanc peut être décalé de 8° par rapport à la première référence si vous n’avez jamais compensé correctement à chaque étape. J’ai vu des pièces où le premier article semblait “ assez bon ” par pli, mais où l’erreur cumulée faisait vriller l’assemblage comme une hélice.
La déduction de pli et le facteur K supposent un rayon intérieur et un angle final connus. Si le retour élastique modifie l’un ou l’autre et que vous ne mettez pas à jour les valeurs, la position de l’axe neutre change en réalité mais pas dans votre logiciel. La longueur à plat que vous découpez est basée sur une longueur d’arc plus petite que celle qui existe réellement après relaxation. Multipliez cela par plusieurs plis et les tolérances disparaissent rapidement.
C’est pourquoi les facteurs K universels relèvent du fantasme. Changez la largeur de la matrice, vous changez le rayon. Changez le rayon, vous changez le retour élastique. Changez le retour élastique, vous changez l’angle final et la valeur effective de compensation de pli. Si votre système ne boucle pas cette boucle – mesurer l’angle et le rayon détendus, les réintégrer dans la déduction – vous découpez des développés pour une pièce qui n’existe que sous 200 tonnes.
La presse plieuse est une machine de vérité de 200 tonnes. Elle vous montre ce que le matériau fera réellement. La benne à rebut est le juge final qui dit si vous avez écouté.
Si le rayon qui subsiste après le déchargement est le seul qui compte, pourquoi continuez-vous à établir vos développés à partir de celui qui disparaît dès que le vérin se relève ?
Je me suis tenu au-dessus d’un support en tôle de 10 gauge, avec une matrice en V de 1,000″ dessous, regardant la première pièce sortir à 92° alors que le plan exigeait 90°. Le programmeur jurait que le développé était correct. Le calculateur assurait que le rayon intérieur était “ exact ”. La benne à rebut, elle, s’en moquait.
Vous voulez savoir comment réinjecter le véritable retour élastique dans votre déduction de pli et votre facteur K afin que le développé corresponde à la pièce détendue. Parfait. Parce que tant que vous ne bouclerez pas cette boucle, vous ne calculez pas : vous jouez à la roulette avec de la tôle.
Voici la méthode que j’utilise sur une machine de vérité de 200 tonnes qui n’a aucune patience pour les jolies formules.
Placez une pièce d’acier doux de 0,125″ sur deux matrices : une ouverture en V de 0,750″, une autre de 1,000″. Même poinçon. Même angle visé. Les pièces n’ont pas le même rayon intérieur à la sortie. C’est impossible. L’ouverture de la matrice détermine la géométrie de la façon dont la tôle est autorisée à s’écouler.
En pliage à l’air, l’ouverture de la matrice détermine en grande partie le rayon intérieur obtenu. Une règle de base couramment utilisée dans la réalité est un rapport V‑à‑épaisseur de 6:1 pour l’acier doux mince, 8:1 quand l’épaisseur augmente. Donc pour une matière de 0,125″ ? Vous êtes généralement sur une ouverture V de 0,750″ à 1,000″. Ce rapport n’est pas une suggestion – c’est la plage de déformation. Trop serré et vous risquez la fissure. Trop large et vous réduisez la déformation plastique, ce qui favorise le retour élastique.
Regardez maintenant ce qui se passe quand quelqu’un part du plan à la place. “ J’ai besoin d’un rayon de 0,125. ” Très bien. Mais si vous choisissez une ouverture V de 1,250″ pour économiser de la tonnage, votre rayon d’air formé naturel peut se rapprocher de 0,200″ + selon le matériau. Aucun vœu pieux n’y changera rien. La géométrie a déjà décidé.
Vérification de la réalité du bac à rebut : J’ai vu des ateliers forcer une matrice large parce qu’elle est déjà installée dans la machine, atteindre l’angle sur l’écran, puis voir les brides s’allonger parce que le rayon détendu était plus grand que celui supposé dans le développement à plat. La formule n’était pas fausse. L’hypothèse de départ l’était.
Si la largeur de matrice détermine l’état de contrainte, pourquoi commencer avec un rayon cible dissocié de cette matrice ?
Une fois la matrice choisie, vous avez le droit de parler mathématiques.
Le pliage à l’air ne pousse pas le nez du poinçon complètement dans le V. Le poinçon pousse la tôle vers le bas entre les épaules de la matrice, mais ne force jamais le matériau entièrement dans le V. La tôle forme un pont. Ce pontage crée une relation prévisible entre l’ouverture en V et le rayon intérieur sous charge.
Pour l’acier doux, une base courante est que le rayon intérieur sous charge se situe environ entre 16 – 20 % de l’ouverture en V. Ainsi, un V de 1,000″ pourrait produire un rayon d’environ 0,160″ – 0,200″ pendant que le vérin est abaissé. Pas exact. Une plage. Parce que l’épaisseur, la résistance et le rayon des épaules de matrice influencent le résultat.
Remarquez ce que nous venons de faire : nous avons relié le rayon à la largeur de la matrice en premier, pas à (V − MT)/2, ni à la pointe du poinçon. L’ancienne formule (V − MT)/2 peut fournir des valeurs qui semblent précises, mais si votre rapport V/T passe de 6:1 à 8:1, la distribution des contraintes change et ce résultat soigné s’éloigne rapidement de la réalité.
Et cela reste sous charge.
Le rayon de base est une image instantanée à 200 tonnes. La pièce que vous expédiez est celle après la remontée du vérin. Que se passe‑t‑il quand cette énergie élastique accumulée se libère ?
Prenez une tôle laminée à froid de 0,125″ dans cette ouverture V de 1,000″. Sous charge, vous mesurez 90°. Relâchez‑la, et vous obtenez 91,5°. Ce retour élastique de 1,5° révèle quelque chose de plus profond : le rayon a également augmenté.
Quand l’angle s’ouvre, le rayon intérieur augmente. L’axe neutre se déplace légèrement car la portion élastique de la déformation se rétablit. Les matériaux dont la limite d’élasticité est plus élevée par rapport à leur résistance à la traction emmagasinent plus d’énergie élastique avant de céder complètement. L’acier inoxydable rebondira généralement davantage que l’acier doux dans la même matrice. L’aluminium peut vous surprendre lorsque le rapport rayon‑épaisseur augmente.
Mais voici la partie que les manuels omettent : le retour élastique dépend fortement du rapport rayon‑épaisseur. Plus la matrice est ouverte, plus le rayon intérieur augmente. En augmentant le rayon, vous réduisez la déformation plastique pour un angle donné. Moins de déformation plastique signifie une plus grande part de récupération élastique. Davantage de retour élastique. C’est la géométrie qui amplifie le comportement du matériau.
Ainsi, la séquence de compensation se déroule comme suit :
Mettez à jour maintenant votre déduction de pli et votre facteur K en utilisant le rayon détendu et l’angle final — et non la géométrie sous charge. C’est la boucle fermée. Si votre retour élastique mesuré est de 1,5°, votre développement à plat doit refléter la longueur d’arc de la pièce à 90° détendu, pas 88,5° sous charge.
Étant donné que le portefeuille de produits CN-HAWE est basé sur la CNC 100% et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage, cisaillage, pour les lecteurs qui souhaitent des documents détaillés, Brochures est une ressource de suivi utile.
Vérification de la réalité dans la benne à rebut : j’ai vu des profilés à quatre plis rater la largeur totale de plus de 0,060″ parce que le programmeur avait utilisé un facteur K fixe issu d’un tableau alors que le rapport du vé d’outil avait changé. Même matériau. Différent V. Différent rayon détendu. Le calcul n’en savait rien.
Si le retour élastique dépend à la fois des propriétés du matériau et du rayon créé par votre matrice, pourquoi un seul facteur K statique survivrait‑il à chaque travail ?
Découpez une bande de 2″ de large. Même épaisseur. Même direction de fibre que pour la production. Pliez‑la dans la matrice choisie selon votre sur‑pliage programmé — disons 88,5° si vous attendez 1,5° de retour élastique. Mesurez l’angle détendu et mesurez le rayon intérieur avec des jauges appropriées.
Vous disposez maintenant de trois valeurs réelles : largeur de matrice, angle détendu, rayon détendu.
Réinjectez‑les dans votre calcul d’allongement de pli. Ajustez le facteur K jusqu’à ce que les longueurs d’aile calculées correspondent à la pièce d’essai mesurée. Ce facteur K calibré devient valable pour cette coulée de matériau, cette matrice, cette épaisseur, cette configuration.
Ce n’est pas du tâtonnement. C’est une itération contrôlée. Une bande sacrifiée pour que cent pièces soient sauvées.
Et oui, les spécificités de la machine comptent. L’usure des épaules de matrice, la flèche du vérin, les réglages de bombage — tout cela influence le comportement de la pièce. C’est précisément pour cela que le pli d’essai doit être effectué sur la même machine, avec le même outillage et le même montage. Vous calibrez tout le système, pas seulement une formule.
Parce que voici la vérité : même une chaîne de prédiction bien établie peut être sabotée par des variables que vous n’avez pas modélisées.
Alors, une fois que vous avez verrouillé le rapport de matrice, le rayon de référence, la compensation du retour élastique et un facteur K validé, quelles variables cachées attendent encore de faire dévier votre “parfait” développé à plat de trente millièmes — et combien de matière êtes‑vous prêt à gaspiller pour le découvrir ?
Étant donné que CN‑HAWE investit plus de 81 % de son chiffre d’affaires annuel dans la recherche et le développement, et qu’ADH dispose de capacités R&D couvrant les presses plieuses, si l’étape suivante consiste à parler directement avec l’équipe, Contactez‑nous s’intègre naturellement ici.
Vous avez choisi la matrice. Vous avez mesuré le retour élastique. Vous avez ajusté le facteur K jusqu’à ce que la bande d’essai corresponde au plan.
Et la production dérive quand même.
C’est là que la machine de vérité de 200 tonnes mérite son nom. Vous pouvez lui fournir des données propres, des rayons calibrés, un sur‑pliage mesuré — et elle révèlera encore des hypothèses faibles cachées dans le métal lui‑même ou dans la quincaillerie qui le maintient. La formule ne tombe pas en panne bruyamment. Les pièces prennent simplement des jambes et sortent des tolérances.
Étant donné que la clientèle de CN‑HAWE couvre des secteurs tels que la machinerie de construction, la fabrication automobile, la construction navale, les ponts, l’aérospatiale, pour les équipes évaluant ici des options pratiques, Machine de découpe laser est une prochaine étape pertinente.
Les mathématiques parfaites ne survivent qu’à des conditions parfaites.
Le problème, c’est que rien dans un atelier de fabrication ne reste parfait bien longtemps.
Alors, qu’est‑ce qui peut encore modifier ton rayon après avoir “ tout bien fait ” ?
L’acier n’est pas isotrope. C’est une façon scolaire de dire une chose simple dans l’atelier : il se plie plus facilement dans un sens que dans l’autre.
Lorsque la tôle est laminée à l’usine, les grains s’allongent dans la direction du laminage. Plie perpendiculairement à ce grain et le matériau s’étire à travers ces fibres allongées. Plie parallèlement et tu essaies de les ouvrir comme une fermeture éclair. Même épaisseur. Même matrice. Différence de retour élastique.
J’ai vu de l’inox de 0,125″ tomber pile à 90° en travers du grain — puis revenir presque d’un degré complet dans le sens du grain dans la même matrice en V de 1,000″. Rien d’autre n’a changé. Même programme. Même opérateur. Même facteur K calibré depuis la pièce d’essai.
La seule différence était l’orientation.
Vérification de la réalité du bac à rebut : si ta bande d’essai a été coupée en travers du grain mais que les ébauches de production ont été orientées dans le sens du grain pour “ économiser de la matière ”, ta compensation de surpli est fausse avant même la première frappe. La presse se moque de la direction qui était la plus économique à imbriquer.
Les machines modernes avec sondes d’angle peuvent s’auto‑corriger en temps réel. Tant mieux. Cela prouve le point. Si le grain n’avait pas d’importance, elles n’auraient pas besoin de mesurer à chaque pli. Mais entre dans n’importe quel atelier de fabrication moderne et regarde ce qui se passe vraiment — beaucoup de presses plieuses fonctionnent encore sans correction d’angle en direct, en se fiant aux chiffres d’hier.
Si le métal lui‑même change de rigidité selon la direction, comment une formule de rayon statique peut‑elle prétendre que la tôle n’a aucune mémoire de sa naissance ?
Voici la manœuvre que je vois quand les angles s’ouvrent plus que prévu : augmenter le tonnage.
Plus de pression donne une impression de contrôle. Ce n’en est pas un.
En pliage à l’air, le tonnage ne fixe pas directement le rayon — c’est la largeur de la matrice qui le fait. Le poinçon pousse la tôle entre les épaulements de la matrice, mais elle n’est jamais forcée complètement au fond du V. Tu formes par géométrie, pas par force brute. En dépassant la pression nécessaire, tu ne “ figes ” pas magiquement l’angle : tu commences à frôler le matriçage complet, le marquage, et une contrainte irrégulière le long de la ligne de pliage.
Désormais, tes calculs calibrés de pliage à l’air se mélangent avec un comportement partiellement en matriçage.
Vérification de la réalité du bac à rebut : j’ai vu des opérateurs poursuivre un demi‑degré de retour élastique en ajoutant du tonnage, pour ensuite créer des angles plus serrés aux extrémités et plus lâches au centre à cause d’une légère flexion et d’un contact inégal. Les pièces semblaient correctes à la sortie de la presse. Elles ne s’assemblaient pas.
Plus de force amplifie les petits défauts de réglage. Légère différence de bombage. Légère variation d’épaisseur de matériau. Légère flexion du coulisseau. Ce qui était un retour élastique prévisible de 1,5° devient 1,2° ici et 1,8° là. Tu n’as pas corrigé la formule — tu as brouillé le schéma de contrainte.
Si ta méthode de compensation ne fonctionne que dans une fenêtre de pression spécifique, est‑ce vraiment une compensation — ou juste de la chance dans une plage étroite ?
Votre calculatrice pense que vous pliez dans un vé de 1,000″ avec des arêtes vives et régulières.
Allez mesurer cette matrice après deux ans de production.
Les épaules de la matrice s’usent. Elles s’évasent légèrement, se polissent, s’ouvrent de quelques millièmes. Un “ vé de 1,000 pouce ” peut désormais se comporter comme un 1,020″ au niveau des points de contact supérieurs. Cela élargit le rapport V/T effectif. Un rapport plus large signifie un rayon sous charge plus grand. Un rayon plus grand signifie plus de retour élastique.
Vos calculs utilisent toujours la géométrie d’hier.
Ajoutez ensuite les tolérances cumulées : un léger désalignement gauche-droite dans l’outillage sectionné, une cale sous un segment de matrice, un serrage pas complètement appuyé. La ligne de pliage ne subit donc pas des conditions uniformes sur toute sa longueur. Votre unique facteur K essaie de décrire une cible mouvante.
Vérification de la réalité du bac à rebuts : lorsque les longueurs de brides commencent à dériver de vingt ou trente millièmes sur une longue pièce, les ateliers blâment le programmeur. La moitié du temps, un segment de matrice neuf règle le problème. La feuille de calcul n’a jamais eu la moindre chance.
Oui, les presses à tablier montant plus récentes et les systèmes de compensation plus intelligents réduisent les problèmes historiques de flèche. De bonnes machines réduisent la bande d’erreur. Elles n’éliminent pas la physique. L’outillage s’use toujours. Les surfaces se déforment toujours sous charge. L’acier a toujours du grain.
La presse plieuse est un test de résistance pour vos hypothèses.
Vous pouvez poursuivre une formule de rayon universelle toute votre carrière, ou accepter ce que la machine ne cesse de vous répéter : le rayon n’est pas un nombre que l’on calcule une fois — c’est une condition que l’on contrôle, surveille et corrige.
Alors, si le grain modifie la rigidité, si le tonnage trouble la contrainte, et si la géométrie de l’outillage dérive avec le temps, pourquoi continuons-nous à faire semblant qu’une équation statique puisse nous protéger du bac à rebuts ?
On ne corrige pas un rayon changeant avec une meilleure calculatrice.
On le corrige en construisant un système qui part du principe que la presse plieuse vous mentira, à moins que vous ne la vérifiiez.
J’ai déjà observé un support en tôle de 10 gauge, après 1 000 pièces dans une série, tandis que les angles dérivaient d’un demi-degré à mesure que la dureté du coil changeait entre l’avant et l’arrière de la palette. La formule n’a pas changé. Le vé n’a pas changé. Le matériau, lui, a changé. C’est là que tout s’éclaire : vous ne résolvez pas un nombre — vous contrôlez un processus qui bouge.
La presse plieuse est une machine de vérité à 200 tonnes. Elle expose les hypothèses faibles comme un essai de traction révèle un acier faible. Si votre “ formule de rayon ” ne fonctionne que lorsque les planètes s’alignent — même coulée, même direction de grain, même usure de matrice, même plage de tonnage — alors vous n’avez pas une formule. Vous avez une coïncidence.
Alors, à quoi ressemble un système conçu pour la réalité plutôt que pour la théorie ?
Commencez par les sauts d’épaisseur.
Pour les tôles de moyenne gamme — disons de 6 à 12 mm — on voit souvent le rayon intérieur se situer autour de 1,5 × l’épaisseur du matériau lors du pliage à l’air avec des rapports de vé courants. Au-delà de 12 mm, ce rayon peut grimper vers 3 × l’épaisseur, même lorsque vous adaptez correctement l’ouverture du vé. Ce n’est pas une erreur d’arrondi. C’est un comportement non linéaire.
Les adeptes du calcul (V − MT)/2 traitent le matériau comme s’il se comportait de manière linéaire. L’acier réel, non.
À mesure que l’épaisseur augmente, vous ne pliez pas seulement plus de matière — vous modifiez la distribution de la déformation à travers la section. L’axe neutre se déplace. Le tonnage requis grimpe. Le retour élastique augmente parce que les fibres extérieures emmagasinent plus d’énergie élastique. Même rapport V/T sur le papier, mais image des contraintes internes différente sous la charge.
Ajoutez maintenant la résistance à la traction.
Un aluminium 5052 à faible limite d’élasticité et un acier inoxydable à haute résistance dans la même ouverture de matrice ne réagiront pas de la même manière au retour élastique. Le matériau le plus résistant emmagasine plus de déformation élastique avant la limite élastique. Cette énergie revient vers vous quand le poinçon se relève. Si votre calcul de rayon ignore la limite d’élasticité, il est aveugle.
Vérification de la réalité du bac à ferraille : j’ai vu deux lots d’un “même” A36 se comporter assez différemment pour déplacer la longueur du rebord de trente millièmes sur quatre plis. La feuille de calcul indiquait des entrées identiques. Les pièces disaient le contraire.
Et nous n’avons même pas abordé les erreurs matérielles. Un dixième de millimètre de désalignement de matrice peut fausser votre angle de plus d’un demi-degré. Votre formule universelle suppose une géométrie parfaite. Votre atelier, non.
Si les niveaux d’épaisseur se comportent de façon non linéaire, que la résistance à la traction modifie le retour élastique, et que l’alignement des outillages dérive chaque jour, que représente exactement cette équation unique et parfaite ?
Vous arrêtez de deviner et vous commencez à mesurer.
Choisissez vos rapports de matrices standards — ceux que vous utilisez réellement chaque jour. Pour chaque nuance de matériau et chaque plage d’épaisseur, découpez des bandes d’essai avec le sens du grain noté. Réalisez un pliage à l’air jusqu’à un angle contrôlé. Mesurez le rayon intérieur après retour élastique à l’aide de jauges de rayon ou par inspection optique. Notez le sur-pliage réel nécessaire pour atteindre 90° à l’état libre.
Faites cela une fois par famille de matériaux et par niveau d’épaisseur. Pas une fois par travail. Une fois par condition contrôlée.
Vous construisez alors un tableau qui indique, par exemple (valeurs hypothétiques) :
Ce tableau n’est pas une théorie. C’est une expérience gravée dans la pratique.
Quand un nouveau matériau arrive sans données de résistance à la traction certifiées, pliez un échantillon et voyez comment il réagit. Cinq minutes à la presse plieuse valent mieux que cinq heures à retoucher des pièces. Si vous disposez des valeurs de limite d’élasticité, parfait — comparez-les aux tendances de votre tableau. Avec le temps, vous observerez des corrélations entre la résistance et le retour élastique dans votre propre machine, avec vos propres outils.
Vérification de la réalité du bac à ferraille : les ateliers qui sautent cette étape finissent par “ajuster” chaque premier article directement sur les pièces de production. Ce n’est pas de la flexibilité. C’est jouer aux dés avec le stock de tôle.
Et voici le point que la plupart oublient : vous devez contrôler la machine avant de pouvoir faire confiance au tableau. Vérification quotidienne du butoir arrière. Outils bien en place et nettoyés. Vérifiez la largeur de matrice à l’aide de piges, pas d’hypothèses. Si votre matériel dérive, vos données se dégradent.
Un tableau fondé sur un réglage non contrôlé n’est que de la fiction organisée.
Alors, quand le calculateur demande le rayon intérieur, saisissez-vous une estimation — ou consultez-vous une base de données que votre presse plieuse a déjà validée ?
C’est le changement d’état d’esprit.
La calculatrice n’est pas fausse. Elle est incomplète. Elle suppose que vous avez déjà défini correctement le monde physique — largeur réelle du poinçon, comportement réel du matériau, alignement vérifié. La plupart des ateliers lui donnent des valeurs nominales et espèrent.
La maîtrise du procédé signifie que vous définissez et défendez ces paramètres.
Vous standardisez les rapports V/T au lieu d’échanger les matrices au hasard. Vous déterminez quels matériaux sont utilisés dans quelles ouvertures. Vous documentez les exigences de direction du grain sur les plans. Vous mettez en quarantaine les nouvelles coulées jusqu’à ce qu’elles réussissent un test de pliage. Vous considérez la déviation d’angle comme un signal — non comme une gêne à écraser avec plus de tonnage.
Et vous acceptez qu’il n’existe pas de formule universelle pour le rayon intérieur.
Il n’y a que votre rayon, dans vos matrices, sur votre presse plieuse, avec vos matériaux — validé sous charge par une machine de vérité de 200 tonnes qui se moque de ce que dit le manuel.
La seule chose à retenir est ceci : le rayon n’est pas un nombre que l’on calcule — c’est un comportement que l’on caractérise.
Une fois que vous le voyez de cette manière, la question cesse d’être “ Quelle est la formule ? ” et devient “ Mon procédé est-il assez maîtrisé pour que la formule ait un sens ? ”


















