

لقد وقفت فوق دعامة بسماكة 10، وموت V بقطر 1.000 بوصة، وأرقام واضحة على الرسم. قالت الصيغة (V − MT) / 2 إن نصف القطر الداخلي يجب أن يكون 0.433 بوصة.
قالت الفرجار 0.470 بوصة. في كل قطعة.
تتحقق من الحسابات. تتحقق من ختم القالب. تلوم دفعة المواد. وفي الوقت نفسه يمتلئ صندوق الخردة مثل جدال صامت تخسره أمام آلة حقيقة بقوة 200 طن.
هناك شيء لا يتطابق—وليس الحسابات.
الصيغة ليست غبية. إنها دقيقة. وهذه هي المشكلة.
تفترض صيغة (V − MT) / 2 علاقة هندسية ثابتة بين فتحة القالب وسماكة المادة. فهي تفترض أن الصفيحة تُجبر على اتخاذ شكل يمكن التنبؤ به تحدده الأدوات. وبعبارة أخرى، تفترض أن القالب هو المتحكم.
لكن ادخل أي ورشة تصنيع حديثة تقريباً وشاهد ما يحدث فعلياً. تسعين بالمئة من الانحناءات هي انحناءات هوائية. لا يصل المكبس إلى القاع. المادة بالكاد تلامس كتفي القالب. يتم التحكم في الزاوية من خلال عمق الضربة—أي حركة المكبس القصوى—وليس عن طريق سحق الصفيحة داخل الـ V.
نحن نستخدم معادلة خاصة بالتشكيل حتى القاع في عالم يتحكم فيه الهواء بالانحناء.
واقع صندوق الخردة: لو كانت تلك الصيغة دقيقة فعلاً، لكانت أول قطعة تتطابق مع الرسم دون الحاجة إلى تعديل عمق الضربة ثلاث مرات. كم تجربة أجريتها هذا الصباح؟
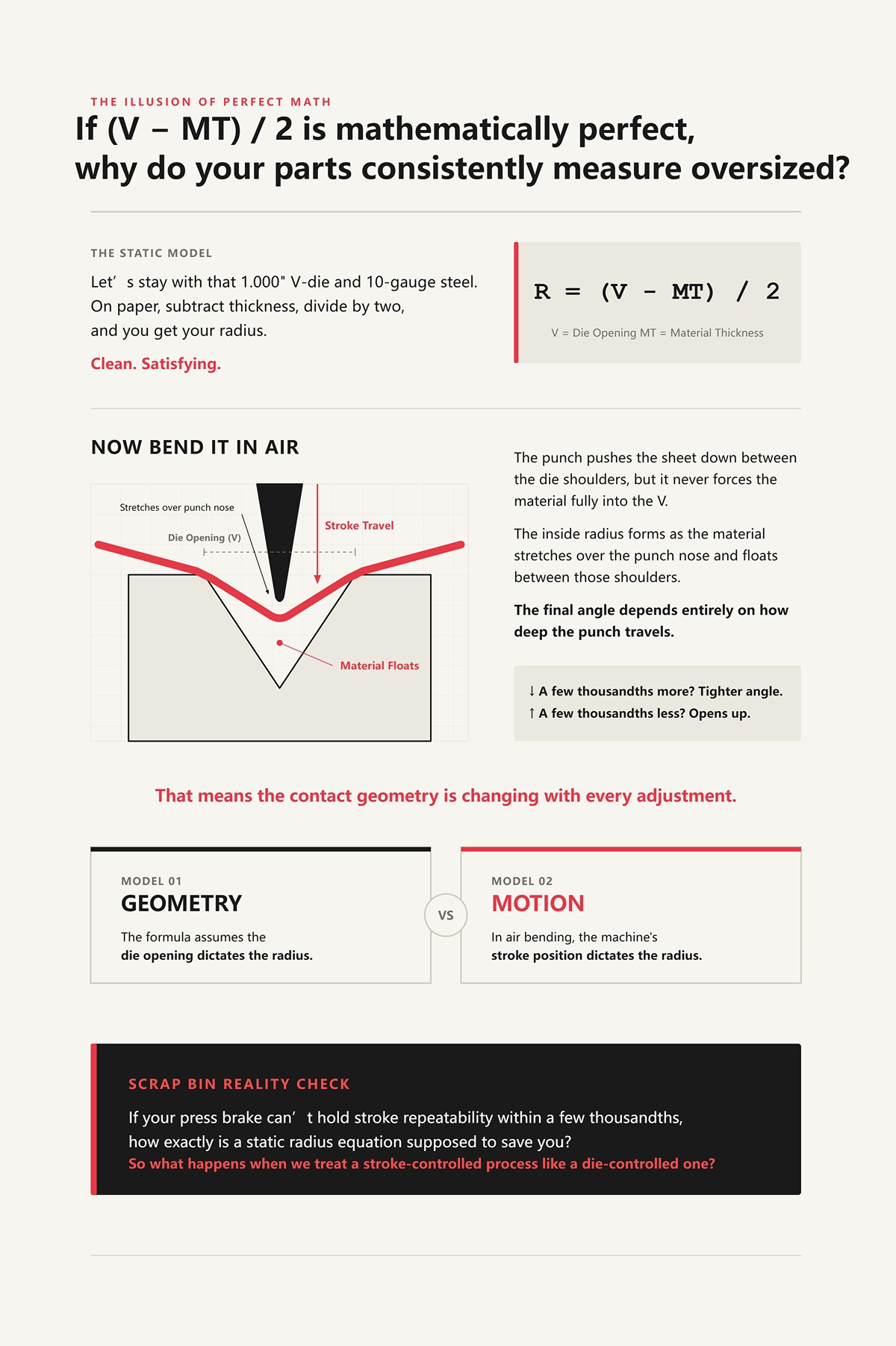
دعنا نبقى مع قالب V قطره 1.000 بوصة وفولاذ سماكة 10 جَيْج. على الورق، اطرح السماكة، واقسم الناتج على اثنين، وستحصل على نصف القطر المطلوب. واضح. ومُرضٍ.
الآن قم بثنيه هوائياً.
يدفع المكبس الصفيحة إلى أسفل ما بين كتفي القالب، لكنه لا يجبر المادة على الدخول الكامل في الـ V. يتكوّن نصف القطر الداخلي بينما تتمدد المادة فوق رأس المكبس وتطفو بين تلك الكتفين. الزاوية النهائية تعتمد كلياً على مدى عمق حركة المكبس. بضع آلاف من البوصة زيادة في العمق؟ زاوية أكثر انغلاقاً. بضع آلاف أقل؟ الزاوية تنفتح.
هذا يعني أن الهندسة عند نقاط التلامس تتغير مع كل تعديل.
تفترض الصيغة أن فتحة القالب هي التي تحدد نصف القطر. في الانحناء الهوائي، موقع ضربة الماكينة هو الذي يحدد نصف القطر. هذان نموذجان مختلفان. أحدهما هندسة، والآخر حركة.
واقع صندوق الخردة: إذا لم يكن مكبس الثني لديك قادراً على الحفاظ على تكرار الضربة ضمن بضعة آلاف من البوصة، فكيف بالضبط يمكن لمعادلة نصف قطر ثابتة أن تنقذك؟
فما الذي يحدث عندما نتعامل مع عملية خاضعة للضربة كما لو كانت عملية خاضعة للقالب؟
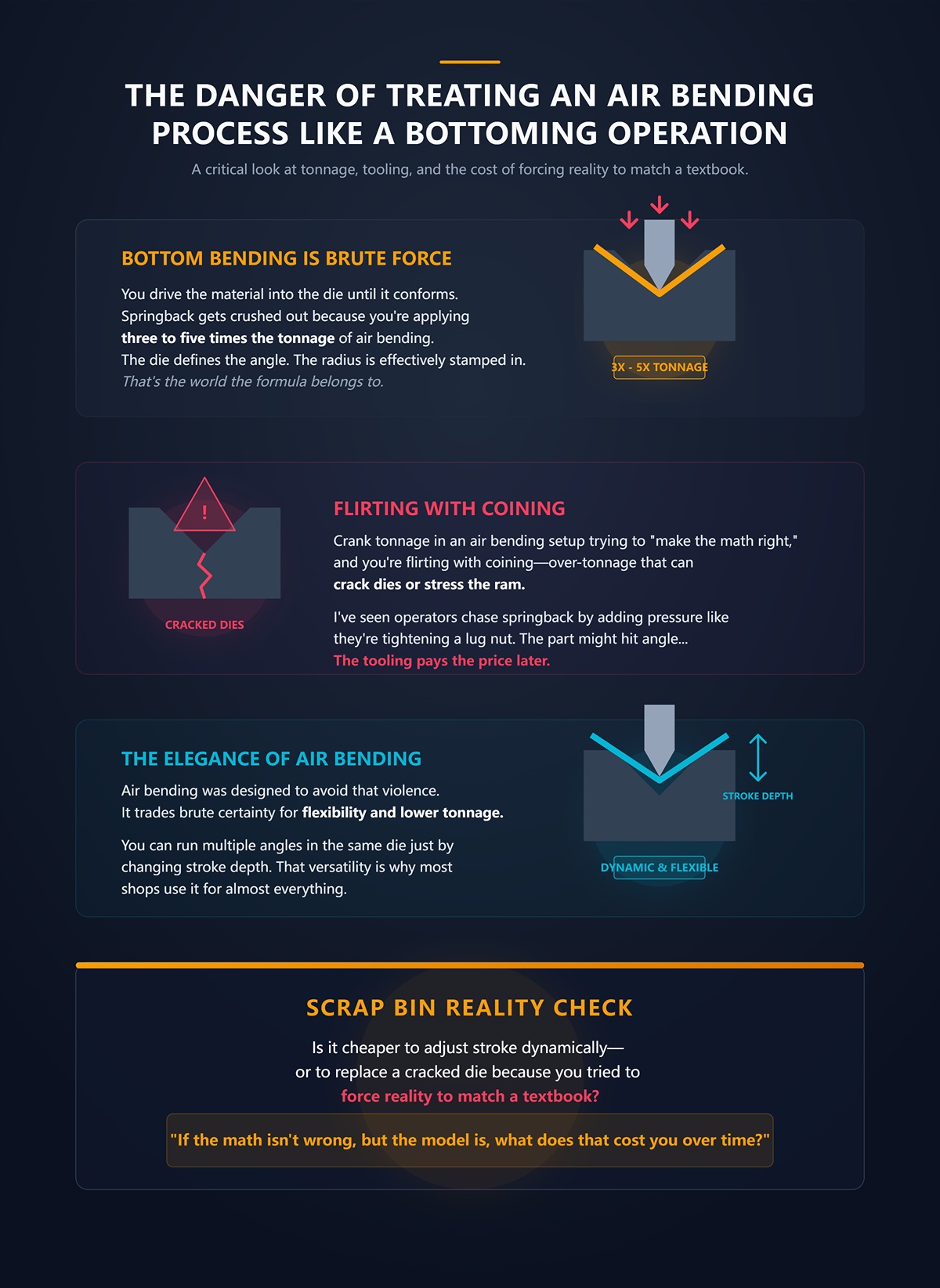
الانحناء حتى القاع هو قوة غاشمة. تدفع المادة إلى داخل القالب حتى تتخذ شكله. يتم سحق ارتداد الزنبرك لأنك تطبق قوة ثلاثة إلى خمسة أضعاف قوة الانحناء الهوائي. القالب هو الذي يحدد الزاوية. ويُطبع نصف القطر فعلياً في المادة.
هذا هو العالم الذي تنتمي إليه الصيغة.
لكن عندما ترفع حمولة المكبس في إعداد الانحناء الهوائي محاولةً “جعل الحسابات صحيحة”، فأنت تقترب من مرحلة الحدّ المفرط—حمولة زائدة يمكن أن تتسبب في تشقق القوالب أو إجهاد الكباس. لقد رأيت مشغلين يحاولون تصحيح ارتداد الانحناء بإضافة الضغط كما لو أنهم يشدّون صامولة عجلة. قد يحقق الجزء الزاوية المطلوبة، لكن الأدوات تتحمل الثمن لاحقًا.
تم تصميم الانحناء الهوائي لتجنب تلك القسوة. إنه يستبدل اليقين القسري بالمرونة وحمولة أقل. يمكنك تنفيذ زوايا متعددة في نفس القالب فقط بتغيير عمق الضربة. هذه المرونة هي السبب وراء استخدام معظم الورش لهذه الطريقة في كل شيء تقريبًا.
ومع ذلك ما زلنا نتشبث بصيغة تم تصميمها لعملية لا نستخدمها.
حقيقة سلة الخردة: هل من الأرخص ضبط عمق الضربة بشكل ديناميكي—أم استبدال قالب متشقق لأنك حاولت إجبار الواقع على مطابقة ما ورد في الكتاب؟
إذا لم تكن الحسابات خاطئة، ولكن النموذج كذلك، فما تكلفة ذلك مع مرور الوقت؟

إليك ما لا تراه الصيغة: تباين مقاومة الشد بين اللفات، سرير ذو انحناء طفيف، رؤوس لكمة مهترئة، أو انحراف هيدروليكي في ظهيرة حارة. لا شيء من ذلك يظهر في (V − MT) / 2.
لكنها تظهر في القطع التي تنتجها.
يجعل الانحناء الهوائي مكبح الضغط نفسه هو المتغير الحاسم. دقة الضربة. توازي الكباس. ثبات الموجه الخلفي. في الانحناء السفلي، القالب هو الذي يقوم بالجزء الأصعب. في الانحناء الهوائي، الآلة هي التي تعمل. الصيغة الأنظف لا تصلح آلة لا يمكنها التكرار ضمن حدود السماح. ولهذا تتحرك العديد من الورش نحو أنظمة يتحكم بها الحاسوب بالكامل ومصممة للانحناء عالي الدقة والأتمتة—مثل تلك الموجودة في تشكيلة مكابح الضغط CN-HAWE—حيث يصبح التحكم في عمق الضربة، والتوازي، وقابلية التكرار قدرة قابلة للقياس، لا مجرد تخمين.
التكلفة الخفية ليست مجرد خردة. إنها الوقت الذي يُقضى في مطاردة أرقام لم تُصمم أصلًا للتنبؤ بهذه العملية. إنها ثقة زائفة. إنها لوم المشغلين على “الانحناءات السيئة” بينما المشكلة الحقيقية هي استخدام معادلة ثابتة في نظام ديناميكي.
المكبس ذو الـ200 طن لا يهتم بمدى أناقة الجبر لديك. كل ما يهتم به هو المكان الذي تتوقف عنده اللكمة.
إذن إذا لم يكن القالب هو من يحدد نصف القطر فعليًا في الانحناء الهوائي، فمن أين يأتي هذا نصف القطر بالفعل؟
خذ نفس قالب الـV بعرض 1.000 بوصة وصفائح فولاذية ملفوفة على البارد بسمك عشرة قياسات ومقاومة شد 60 ألف رطل لكل بوصة مربعة. قِس نصف القطر الداخلي عبر عشرة أجزاء منحنية هوائيًا. لن تحصل على 0.433 بوصة. ولن تحصل على نصف قطر رأس اللكمة أيضًا. ستجد النتيجة في حدود 0.160 إلى 0.200 بوصة—أي تقريبًا من 16 إلى 20% من فتحة القالب.
تظهر تلك النسبة كثيرًا لدرجة أنها تتوقف عن كونها مصادفة.
ليس لأن القالب يطبع ذلك الرقم سحريًا. وليس لأن أنف اللكمة يطابقه. بل لأن الصفيحة عندما تنخفض بين كتفي القالب، تجد تقوسًا طبيعيًا يعتمد على مدى قدرتها على الامتداد عبر تلك الفتحة تحت الحمل. عرض القالب يحدد الإطار. شد المادة يحدد مدى ضيق الانحناء عبر ذلك الامتداد. نصف القطر يتكون في الهواء، معلقًا بين الكتفين، تتحكم فيه درجة الاختراق.
في الانحناء الهوائي، فتحة القالب—وليس طرف اللكمة ولا الحاسبة—هي ما يحدد الأساس لنصف القطر الداخلي. كل ما عدا ذلك يعتمد عليها.
إذا كنت تطارد (V − MT)/2، فأنت تحلّ لمعادلة الآلية الخطأ.
لقد وقفت فوق قوس من قياس 10، وعلى تحته قالب V بعرض 1 بوصة، لأن قياس 10 بسماكة 0.135 بوصة مضروبًا في 8 يعطينا حوالي 1.08 بوصة. قريب بما فيه الكفاية. قاعدة 8× ليست خرافة. إنها تُبقي الحمل معقولًا وعادةً ما تضعك في نطاق انحناء مستقر.
قم بإجراء الحساب إلى الأمام بدلاً من العودة إلى الوراء.
إذا كان قالب V بعرض 1.000 بوصة مناسبًا لتلك السماكة، وكان الانحناء الهوائي ينتج نصف قطر داخلي يقارب 16–20% من عرض V للفولاذ بقوة شد 60‑KSI، فأنت تتوقع نصف قطر من 0.160″ إلى 0.200″ قبل أن تلمس الكبس. هذا بالفعل بعيد كل البعد عن (V − MT)/2.
الآن ضيّق القالب إلى 0.800 بوصة — أي حوالي 6× السماكة. ينخفض نصف القطر الطبيعي إلى حوالي 0.128″–0.160″. افتحه إلى 1.250 بوصة — أي حوالي 10× — وستكون عند نصف قطر حوالي 0.200″–0.250″.
النسبة (8×، 10×، 12×) لا تتعلق بالأناقة. إنها تتعلق بالتحكم في أمرين في آن واحد: الحمل بالطن لكل قدم والنسبة المئوية لنصف القطر الناتج عن هذا الامتداد. إذا كان القالب ضيقًا جدًا فسيزداد الحمل بسرعة. وإذا كان واسعًا جدًا فسيتضخم نصف القطر سواء أعجبك ذلك أو لا.
التحقق الواقعي من حاوية الخردة: هل فتح القالب “فقط لتكون آمنًا من الحمل” ثم تساءلت لماذا لم يعد الحافة تناسب الجزء المقابل؟ لم يكن ذلك خطأ المشغل. كانت تلك الهندسة تزيد نصف القطر سواءً طلبت ذلك أم لا.
لذا، إذا كان عرض القالب يحدد النسبة المئوية الأساسية، فماذا يحدث عندما يقاوم المعدن نفسه الانحناء أكثر — أو أقل — من العمل السابق؟
بدّل الفولاذ المدرفل على البارد بقوة شد 60‑KSI إلى فولاذ مقاوم للصدأ نوع 304 في نفس قالب V بعرض 1.000 بوصة. نفس السماكة. نفس القالب العلوي. نفس عمق الضربة المبرمج للوصول إلى زاوية 90°.
قِس نصف القطر.
إنه يتّسع.
يحمل الفولاذ المقاوم للصدأ قوة شد أعلى ويتصلّب بالعمل بسرعة. أثناء دفع القالب، يقاوم المعدن الانحناء أكثر من الفولاذ المعتدل. لن يحتضن بسهولة النطاق الأدنى البالغ 16%. قد تلاحظ انجرافه نحو 20% أو أعلى قليلاً. المعدن يتمدد تحت ضغط داخلي أعلى قبل أن يستسلم ليشكل القوس الأكثر إحكامًا.
الآن ضع ألومنيوم 5052 الطري. قوة شد منخفضة. حد خضوع منخفض. مقاومة أقل. سينحني أكثر لنفس عمق الاختراق، غالبًا ما ينتج نصف قطر أقرب إلى نهاية النطاق الدنيا للنسبة المئوية — أو حتى أقل قليلاً في بعض الحالات.
نفس القالب. مضاعف مختلف.
هذا هو التغير الذي يتجاهله معظم الحاسبات. فهي تعتبر V المتغير الوحيد والسماكة مجرد عنصر طرح. في الواقع، قوة الشد تحدد أين داخل نطاق 16–20% ستقع. المعدن الأقوى يدفعك نحو الحد الأعلى من النطاق. المعدن الأطرى يسمح لك بالتضييق أكثر.
هنا تظهر قواعد “1× سماكة تحت 6 مم” أحيانًا وكأنها تعمل في السماكات الرقيقة. الفولاذ المعتدل الرقيق في قالب بحجم مناسب غالبًا ما يصل إلى نصف قطر قريب من السماكة نفسها. لكن هذا مجرد توافق للمتغيرات، وليس دليلاً على قانون شامل. غيّر القوة أو عرض V وسيتلاشى ذلك التطابق المفترض.
التحقق الواقعي من حاوية الخردة: كم مرة استخدمت فولاذًا مقاومًا للصدأ في قالب عمل بشكل مثالي مع الفولاذ المعتدل، ثم طاردت الزاوية وشاهدت نصف القطر ينمو رغم ذلك؟
وإذا لم يكن طرف القالب هو ما يشكّل ذلك القوس، فما الدور الذي يلعبه فعليًا؟
انظر إلى أنف لكمة بقطر 0.062 بوصة تحت نفس فتحة V مقاس 1.000 بوصة. قم بثني الصفيحة من نوع قياس 10 في الهواء. قم بقياس الجزء.
لن تجد 0.062 بوصة في الداخل.
تدفع اللكمة الصفيحة إلى الأسفل بين كتفي القالب، لكنها لا تجبر المادة على الدخول الكامل في شكل الـ V. يكون التلامس عند الأنف موضعياً. ومع زيادة عمق الاختراق، تلتف الصفيحة جزئياً حول اللكمة، ثم تتحول إلى امتداد حر بين الكتفين. الجزء الأكبر من نصف القطر الداخلي النهائي يتكوّن بفعل ذلك الامتداد، وليس من نقش اللكمة لشكلها كما في الختم.
يغيّر عمق الاختراق كل شيء. فبضع أجزاء من الألف من البوصة في ضربة أعمق تزيد الالتفاف، وتقلل طول الامتداد، وتشدد الزاوية—لكن نصف القطر يظل يُحدد كنتيجة لعرض القالب ومقاومة المادة. ما لم تصل إلى التحزيز الكامل أو الكويننغ—حيث تُسحق المادة لتلامس القالب بشكل كامل—تبقى طرف اللكمة مجرد مُحرّك وليس قالباً.
لهذا السبب، في الثني الهوائي الصحيح يجب أن يكون نصف قطر اللكمة أصغر من نصف القطر الداخلي المتوقع. فهي تحتاج إلى بدء عملية الثني دون فرض شكلها عليه. إذا تطابقا تماماً، فأنت إما تقوم بالتحزيز الكامل عن غير قصد أو تقترب من قوة الكويننغ.
مكبح الضغط هو آلة حقيقة بقوة 200 طن. فهي تكشف ما إذا كان نموذجك يتطابق مع الفيزياء أم لا. وفي الثني الهوائي، تقول الفيزياء هذا: إن فتحة القالب تحدد الامتداد الأساسي، وقوة شد المادة تغيّر النسبة داخل ذلك الامتداد، واللكمة تتحكم فقط بعمق الدخول في هذا النظام.
إذا كانت رسوماتك تتطلب نصف قطر ضيقاً بينما نسبة القالب الطبيعية تميل للتجاوز، فهل ستستمر في الوثوق بمعادلة ثابتة—أم ستغيّر القالب قبل أن يصوّت صندوق الخردة مرة أخرى؟
لقد رأيت قوساً من الفولاذ الطري بزاوية 90° يخرج من المكبح عند زاوية 92° بمجرد رفع الكباس. نفس القالب. نفس البرنامج. نفس المشغل. تحت ضغط 200 طن، كانت الزاوية دقيقة تماماً. وبعد خمس ثوانٍ، لم تعد كذلك.
هذا هو السؤال الحقيقي الذي تطرحه عندما لا يتطابق نصف القطر الناتج من القالب مع الرسم: هل تحل مشكلة ما يحدث أثناء التحميل، أم لما يقيسه العميل بعد زوال الحمل؟
نصف القطر والزاوية اللذان تراهما بينما تكون اللكمة غارسة في الـ V ليسا هما نصف القطر والزاوية اللذان تسلّم بهما الجزء. ففي اللحظة التي يزول فيها الضغط، يتحرر الإجهاد المرن. الألياف الخارجية التي كانت متمددة تحاول أن تقصر، والألياف الداخلية التي كانت مضغوطة تحاول أن تتعافى. فيفتح الجزء قليلاً. هذا هو ارتداد الزنبرك، ولا يهتم بحسابك النظيف (V − MT)/2.
اختبار واقع صندوق الخردة: هل وصلت إلى الزاوية تماماً حسب قراءة العمق، ثم رأيت الفاحص يخبرك أن كل حافة مفتوحة بمقدار 1.5 درجة؟ الفولاذ لم يخالف الشاشة. لقد أطاع الفيزياء.
تفترض الآلات الحاسبة الثابتة أن الشكل الذي تكون تحت الضغط يبقى كما هو. ولكنه لا يبقى. وإذا لم تدخل التعويض في الخطة، فلن تتنبأ بنصف قطر مكتمل—بل تتنبأ بواحد مؤقت.
إذن المعركة الحقيقية ليست في نصف القطر الذي تحصل عليه عند نهاية الشوط، بل في نصف القطر الذي يبقى بعد فك التحميل.
تخيل صفيحة باردّة بسمك 0.125 بوصة في فتحة V مقاس 1.000 بوصة. تدفع إلى عمق يعطيك زاوية 90° بينما تكون اللكمة إلى الأسفل. ارفع الكباس وستجد نفسك عند زاوية 91.5°. هذا يعني أن الزاوية تحت الحمل كانت أقرب إلى 88.5°.
الآن اسأل نفسك: أي زاوية تنبأت بها معادلتك؟
إذا كنت قد حسبت خصم الثني، وبدل الثني، وأطوال الحواف بافتراض هندسة صحيحة بزاوية 90° دون إدخال ارتداد الزنبرك بمقدار 1.5°، فكل حافة ستكون أطول. ليس بفارق كبير، ولكن بما يكفي لتدمير التجميع.
الثني الزائد هو الأداة البسيطة التي نستخدمها جميعاً. برمج زاوية 88.5° حتى تسترخي إلى 90°. لكن هنا تكمن المصيدة: هذا التعويض ليس ثابتاً عبر جميع الأعمال. افتح القالب إلى 1.250 بوصة، وقد ترتد المادة نفسها بمقدار درجتين أو أكثر لأن نصف القطر الأكبر يقلل التشوه البلاستيكي ويترك طاقة مرنة أكثر مخزنة في المقطع. مادة أرق؟ ارتداد أكبر. نصف قطر داخلي أكبر؟ ارتداد أكبر. تم إثبات أن تلك العلاقة تظهر في الفولاذ البارد حيث ينمو ارتداد الزنبرك مع نسبة نصف القطر إلى السمك، وليس مع القوة فقط.
لذا، إذا كنت تحسب خصم الثني على أساس زاوية اسمية 90° ثم تضيف يدوياً 1.5° من الثني الزائد على الماكينة، فقد انقسمت حساباتك إلى نصفين. النموذج المسطح يفكر بشيء، بينما الكباس يقوم بشيء آخر.
أي رقم يقود هندستك — زاوية الطباعة أم الزاوية التي تبرمجها فعليًا؟
استبدل ذلك الفولاذ الطري بـ 304 من الفولاذ المقاوم للصدأ. نفس السماكة. نفس القالب. نفس زاوية الهدف.
ستلاحظ ارتدادًا أكبر. الجميع يلاحظ ذلك. الغريزة تميل إلى إلقاء اللوم على قوة الشد لأنها أكبر رقم في الشهادة. كلما زادت قوة الشد، زاد "المقاومة"، وزاد الفتح.
ولكن لاحظ ما يحدث عندما تشغل دفعتين من فولاذ “نفس” 60‑KSI. أحدهما ينحني بسهولة. والآخر يرتد بدرجة إضافية. قوة الشد لم تقفز 10 KSI بين عشية وضحاها. ما تغير هو نسبة الخضوع إلى الشد — نسبة الخضوع.
الارتداد يُحرك بناءً على مقدار التشوه المرن مقابل التشوه البلاستيكي. المواد ذات مقاومة الخضوع العالية مقارنة بمقاومة الشد تدخل مرحلة التشوه البلاستيكي لاحقًا وتخزن طاقة مرنة أكثر قبل أن تخضع بعمق. تلك الطاقة المخزنة هي ما يفتح زاويتك عند زوال الحمل.
الهندسة تضخم الأمر. فتحات القالب الأوسع تخلق أنصاف أقطار داخلية أكبر. الأنصاف الأكبر تعني إجهادًا بلاستيكيًا أقل لنفس الزاوية. الإجهاد البلاستيكي الأقل يعني نسبة أعلى من الاسترجاع المرن. لهذا السبب، الانحناء بنصف قطر واسع مع قوالب V‑الواسعة يمكن أن يرتد بشكل كبير مقارنة بإعدادات 6× الضيقة.
واقع سلة الخردة: هل سبق أن استخدمت قالبًا واسعًا لتوفير الحمل، وضبطت الزاوية على الشاشة، ثم طاردت ارتدادًا بمقدار 3° عبر جزء طوله 10 أقدام؟ لم تكن صدفة سيئة. كان ذلك إجهادًا بلاستيكيًا منخفضًا أعاد التحكم إلى المرونة.
فأيّهما يؤثر أكثر — أرقام القوة على الورق أم نسبة نصف القطر إلى السماكة التي اخترتها بأدواتك؟ في الممارسة العملية، الهندسة تضع المسرح، والخصائص المادية تحدد مدى قوة الارتداد.
وإذا تغير ذلك الارتداد، فماذا يحدث لكل رقم نمط مسطح كنت تثق به؟
خذ قناة ذات أربعة انحناءات. بدون أجنحة إرجاع. كل انحناءة ترتد بدرجتين. هذا ليس دراميًا. هذا طبيعي في بعض مشاريع الفولاذ المقاوم للصدأ.
الآن اجمعها.
أربعة انحناءات عند 2° لكل منها يعني أن الجناح الأخير يمكن أن يكون خارجًا بمقدار 8° بالنسبة إلى المرجع الأول إذا لم تُعوض بشكل صحيح في كل خطوة. لقد رأيت أجزاء بدا فيها النموذج الأولي “قريبًا بما فيه الكفاية” لكل انحناءة، ولكن الخطأ المتراكم جعل التجميع يلتوي مثل المروحة.
خصم الانحناء وعامل K يفترضان نصف قطر داخلي معروف وزاوية نهائية معروفة. إذا غيّر الارتداد أيًا منهما ولم تحدّث الأرقام، فإن موقع المحور المحايد ينتقل في الواقع ولكن ليس في برنامجك. الطول المسطح الذي تقطعه يعتمد على قوس أطول مما يوجد فعلاً بعد الاسترخاء. ضاعف ذلك عبر انحناءات متعددة، وستختفي التسامحات بسرعة.
لهذا السبب، عوامل K الموحدة للجميع هي خيال. غيّر عرض القالب، تتغير نصف القطر. غيّر نصف القطر، يتغير الارتداد. غيّر الارتداد، تتغير الزاوية النهائية وبدل الانحناء الفعلي. إذا لم يُغلق نظامك تلك الحلقة — يقيس الزاوية ونصف القطر بعد الاسترخاء ويعيدها إلى خصم الانحناء — فأنت تقطع أنماطًا مسطحة لجزء موجود فقط تحت ضغط 200 طن.
آلة الكبس هي آلة حقيقة بقوة 200 طن. تخبرك بما سيفعله المعدن حقًا. وسلة الخردة هي القاضي النهائي فيما إذا كنت استمعت أم لا.
إذا كان نصف القطر الذي يبقى بعد التفريغ هو الوحيد الذي يهم، فلماذا لا تزال تبني الأنماط المسطحة بناءً على ذلك الذي يختفي بمجرد رفع الكباس؟
لقد وقفت فوق حامل بسمك 10‑غاوج، مع قالب V‑بمقدار 1.000″ تحته، أراقب أول قطعة تخرج بزاوية 92° بينما الرسم يصرخ بأنها 90°. المبرمج أقسم أن النمط المسطح صحيح. الحاسبة أقسمت أن نصف القطر الداخلي “دقيق”. وسلة الخردة لم تهتم.
أنت تريد أن تعرف كيف تُدخل الارتداد الحقيقي (springback) في حساب خصم الانحناء ومعامل K بحيث يتطابق الشكل المسطح مع الجزء الذي ارتد إلى وضعه المريح. جيد. لأنك طالما لم تُغلق تلك الدورة، فأنت لا تقوم بالحساب فعلاً—بل تراهن على الصفيحة المعدنية.
إليك الطريقة التي أستخدمها على آلة حقيقة ذات قدرة 200 طن لا تتحمل الصيغ النظرية الجميلة.
ضع قطعة من فولاذ معتدل بسماكة 0.125″ فوق قالبين: أحدهما بفتحة 0.750″ V، والآخر 1.000″ V. نفس الكبسولة (السن). نفس الزاوية المستهدفة. لن تخرج القطع بنفس نصف القطر الداخلي. يستحيل ذلك. فتحة القالب تحدد هندسة طريقة تدفق الصفيحة.
في عملية الثني الهوائي، فتحة القالب تتحكم بشكل كبير في نصف القطر الداخلي الناتج. القاعدة الشائعة في العالم الحقيقي هي نسبة 6:1 من الفتحة إلى السماكة للفولاذ المعتدل الرقيق، و8:1 مع زيادة السماكة. إذن لمادة 0.125″؟ عادةً تكون في فتحة 0.750″ إلى 1.000″. هذه النسبة ليست اقتراحًا—إنها حدود الانفعال المسموح. إذا كانت ضيقة جدًا، تخاطر بالتشقق. وإن كانت واسعة جدًا، تقلل من الانفعال اللدن وتعرّض نفسك لمشكلة ارتداد أكبر.
والآن انظر لما يحدث عندما يبدأ شخص من الرسم الفني بدلًا من القالب. “أحتاج إلى نصف قطر 0.125.” حسنًا. ولكن إن اخترت فتحة 1.250″ V لتخفيف الحمولة، فقد ينتهي نصف القطر الطبيعي الناتج عن الثني الهوائي قريبًا من 0.200″+ حسب المادة. لا يمكن لأي تفكير رغبي أن يغيّر ذلك. الهندسة حسمت الأمر مسبقًا.
واقع سلة الخردة: رأيت ورشًا تستخدم قالبًا عريضًا لأنه مُركّب بالفعل في الآلة، ثم تضبط الزاوية على الشاشة، وبعدها ترى الحواف تطول لأن نصف القطر بعد الارتداد كان أكبر من الذي يفترضه نموذج الشكل المسطح. الصيغة لم تكن خاطئة. الافتراض الابتدائي هو الذي كان كذلك.
إذا كانت عرض القالب يحدد حالة الانفعال، فلماذا تبدأ بنصف قطر مستهدف لا علاقة له بذلك القالب؟
بمجرد اختيار القالب، يمكنك الآن التحدث عن الرياضيات.
في الثني الهوائي، لا يدخل رأس الكباسة تمامًا إلى داخل فتحة القالب. يدفع الرأس الصفيحة بين كتفي القالب، لكنه لا يجبر المادة على الدخول الكامل في الفتحة. الصفيحة تُشكل جسرًا. ذلك الجسر يخلق علاقة يمكن التنبؤ بها بين فتحة القالب ونصف القطر الداخلي أثناء التحميل.
في الفولاذ المعتدل، القاعدة الأساسية الشائعة هي أن نصف القطر الداخلي أثناء التحميل سيكون في حدود 16–20% من فتحة القالب. لذا فإن فتحة 1.000″ V قد تنتج نصف قطر يقارب 0.160″–0.200″ أثناء ضغط الكباس للأسفل. ليست قيمة دقيقة، بل نطاق. لأن السماكة، والمتانة، ونصف قطر كتف القالب كلها تؤثر.
لاحظ ما فعلناه للتو: ربطنا نصف القطر بعرض القالب أولاً، وليس بـ(V − MT)/2، وليس برأس الكباسة. الصيغة القديمة (V − MT)/2 يمكن أن تُظهر أرقامًا دقيقة ظاهريًا، لكن إذا تغيّرت نسبة V/T من 6:1 إلى 8:1، يتغيّر توزيع الانفعال ويبتعد الناتج المنمّق عن الواقع بسرعة.
ولا يزال ذلك أثناء التحميل.
نصف القطر الأساسي هو لقطة عند 200 طن من الضغط. الجزء الذي تشحنه هو بعد رفع الكباس. فماذا يحدث عندما يعود ذلك الجزء من الطاقة المرنة المختزنة؟
خذ فولاذًا مُبردًا بسماكة 0.125″ في فتحة 1.000″ V. أثناء التحميل، تقيس زاوية قدرها 90°. بعد التحرير تصل إلى 91.5°. ذلك الارتداد بمقدار 1.5° يخبرك بشيء أعمق: نصف القطر قد ازداد أيضًا.
عندما تفتح الزاوية، يزداد نصف القطر الداخلي. ينزاح المحور المتعادل قليلًا لأن الجزء المرن من الانفعال يستعيد شكله. المواد التي تمتلك قوة خضوع أعلى نسبةً إلى قوة الشد المكتسبة تخزن طاقة مرنة أكثر قبل الوصول إلى الخضوع الكامل. الفولاذ المقاوم للصدأ عادةً يرتد أكثر من الفولاذ المعتدل في نفس القالب. والألمنيوم يمكن أن يفاجئك عندما ترتفع نسبة نصف القطر إلى السماكة.
لكن هذا الجزء تتجاهله الكتب الدراسية: الارتداد يتناسب بشكل قوي مع نسبة نصف القطر إلى السماكة. عندما تفتح القالب أكثر، تزداد نصف القطر الداخلي. ومع زيادة نصف القطر، يقل الانفعال اللدن عند زاوية معينة. انخفاض الانفعال اللدن يعني زيادة نسبة الاسترداد المرن. ارتداد أكبر. إنها الهندسة التي تضخّم سلوك المادة.
إذن تسلسل التعويض سيكون كالتالي:
قم الآن بتحديث خصم الانحناء وعامل K باستخدام نصف القطر المريح والزاوية النهائية—وليس الهندسة أثناء التحميل. هذه هي الحلقة المغلقة. إذا كانت الزاوية المقاسة للارتداد المرن هي 1.5°، فيجب أن يعكس نمطك المسطح طول القوس للقطعة عند 90° في الوضع المريح، وليس 88.5° أثناء التحميل.
نظرًا لأن محفظة منتجات CN‑HAWE تعتمد على CNC 100% وتشمل السيناريوهات عالية المستوى في القطع بالليزر، والانحناء، والتخديد، والقص، للقراء الذين يرغبون في مواد تفصيلية،, الكتيبات هي مورد مفيد للمتابعة.
اختبار واقع صندوق الخردة: لقد شاهدت قنوات ذات أربعة انحناءات تخطئ في العرض الكلي بأكثر من 0.060″ لأن المبرمج استخدم عامل K ثابتًا من جدول بينما نسبة القالب تغيّرت. نفس المادة. V مختلف. نصف قطر مريح مختلف. والمعادلة لم تكن تعلم ذلك.
إذا كان الارتداد المرن يعتمد على خصائص المادة ونصف القطر الذي أنشأته بواسطة القالب، فلماذا ينجو عامل K ثابت واحد في كل مهمة؟
اقطع شريطًا بعرض 2″. نفس السمك. نفس اتجاه الحبيبات كما في الإنتاج. قم بثنيه في القالب المختار إلى زاوية الانحناء المبرمجة الزائدة—قل 88.5° إذا كنت تتوقع ارتدادًا مرنًا مقداره 1.5°. قم بقياس الزاوية المريحة وقياس نصف القطر الداخلي باستخدام مقاييس صحيحة.
الآن لديك ثلاثة أرقام حقيقية: عرض القالب، الزاوية المريحة، نصف القطر المريح.
أدخلها مرة أخرى في حساب بدل الانحناء. اضبط عامل K حتى تتطابق أطوال الحافة المحسوبة مع قطعة الاختبار المقاسة. يصبح عامل K المُعاير صالحًا لتلك حرارة المادة، وذلك القالب، وذلك السمك، وذلك الإعداد.
هذا ليس تخمينًا. إنه تكرار مضبوط. شريط واحد يُضحّى به ليبقى مئة قطعة سليمة.
ونعم، تفاصيل الماكينة مهمة. تآكل كتف القالب، انحراف الكباس، إعدادات التتويج—كلها تؤثر على ما تفعله القطعة. ولهذا بالتحديد يجب إجراء الانحناء الاختباري على نفس الماكينة، ونفس مجموعة الأدوات، ونفس الإعداد. أنت تقوم بمعايرة النظام بأكمله، وليس مجرد معادلة.
لأن الحقيقة هي: حتى سلسلة تنبؤ جيدة يمكن أن يتم تخريبها بواسطة متغيرات لم تقم بنمذجتها.
لذا، بعد أن تثبت نسبة القالب، ونصف القطر الأساسي، وتعويض الارتداد المرن، وعامل K المُتحقق منه، ما العوامل الخفية التي ما زالت تنتظر لإزاحة نمطك المسطح “المثالي” بمقدار ثلاثين ألف جزء من البوصة—وكم من المادة أنت مستعد لإهدارها لاكتشاف ذلك؟
نظرًا لأن CN‑HAWE تستثمر أكثر من 8% من إيرادات المبيعات السنوية في البحث والتطوير. تدير ADH قدرات بحث وتطوير عبر مكابح الضغط، فإذا كانت الخطوة التالية هي التحدث مباشرة مع الفريق،, اتصل بنا فهي تتناسب بشكل طبيعي هنا.
لقد اخترت القالب. قست الارتداد المرن. ضبطت عامل K حتى تطابق شريط الاختبار المواصفات.
ومع ذلك، يظل التشغيل الإنتاجي ينحرف.
هنا تكتسب آلة الحقيقة التي تزن 200 طن اسمها. يمكنك تزويدها بمدخلات نظيفة، وأنصاف أقطار مُعايرة، وتعديل انحناء محسوب — ومع ذلك، ستكشف الافتراضات الضعيفة المختبئة داخل المعدن نفسه أو في العتاد الذي يمسكه. الصيغة لا تفشل بصخب. الأجزاء فقط تنحرف وتخرج عن حدود السُمَاح.
نظرًا لأن قاعدة عملاء CN-HAWE تغطي صناعات مثل آلات البناء، وصناعة السيارات، وبناء السفن، والجسور، والفضاء الجوي، فإن هذا ما يقيم عليه الفرق خياراتهم العملية هنا., ماكينة قطع بالليزر هي الخطوة التالية ذات الصلة.
الرياضيات المثالية لا تصمد إلا في ظروف مثالية.
المشكلة هي أن لا شيء في ورشة التصنيع يبقى مثاليًا لفترة طويلة.
إذًا، ما الذي يمكن أن يغيّر نصف قطر الانحناء بعد أن تكون قد “فعلت كل شيء بشكل صحيح”؟
الصلب ليس متجانس الخواص. وهذه عبارة أكاديمية لحقيقة بسيطة في الورشة: إنه ينحني أسهل في اتجاه مقارنة بآخر.
عندما تُدرفل الصفائح في المطحنة، تستطيل الحبيبات على طول اتجاه الدرفلة. إذا ثنيت بشكل عمودي على اتجاه الحبيبات، يتمدد المعدن عبر هذه الألياف المستطيلة. أما إذا ثنيت موازٍ لاتجاهها، فأنت تحاول فتحها كالسحّاب. نفس السُمك، نفس القالب، لكن ارتداد نابضي مختلف.
لقد شاهدت فولاذًا مقاومًا للصدأ بسُمك 0.125 بوصة يصل إلى زاوية 90° بدقة عبر اتجاه الحبيبات — ثم يرتد تقريبًا درجة كاملة إضافية عند الثني مع اتجاه الحبيبات في نفس قالب V بعرض 1.000 بوصة. لم يتغير شيء آخر. نفس البرنامج. نفس المشغل. نفس عامل K المُعايَر من قطعة الاختبار.
الفرق الوحيد كان في الاتجاه.
فحص واقعي من سلة الخردة: إذا كانت شريحة الاختبار مُقطعة بعكس اتجاه الحبيبات، لكن القطع الإنتاجية تم ترتيبها بحيث تسير الحبيبات في الاتجاه الطولي “لتوفير المادة”، فتعويض الانحناء الزائد لديك سيكون خاطئًا قبل أول ضربة. المكبس لا يهتم بأي اتجاه كان أرخص في الترتيب.
الآلات الحديثة المزودة بمجسات زاوية يمكنها تصحيح نفسها بشكل تلقائي في الوقت الحقيقي. جيد. هذا يثبت الفكرة. لو أن اتجاه الحبيبات لم يكن مهمًا، لما احتاجت تلك الأنظمة إلى القياس في كل عملية ثني. لكن تجوّل في أي ورشة تصنيع حديثة وشاهد ما يحدث فعلاً — كثير من مكابح الثني ما تزال تعمل بدون تصحيح زاوي مباشر، معتمدة على أرقام الأمس.
إذا كان المعدن نفسه يغيّر صلابته تبعًا للاتجاه، فكيف يمكن لصيغة نصف قطر ثابتة أن تتظاهر بأن الصفيحة لا تتذكر كيف وُلدت؟
الخطوة التي أراها عندما تُفتح الزوايا أكثر مما هو متوقع: زيادة الضغط.
المزيد من الضغط يبدو كأنه تحكم. لكنه ليس كذلك.
في الثني بالهواء، لا يحدد الضغط مباشرة نصف القطر — بل عرض القالب هو الذي يفعل. يدفع المثقاب الصفيحة لأسفل بين كتفي القالب، لكنه لا يُدخل المادة كليًا في شكل الـV. أنت تُشكل بالهندسة، وليس بالقوة الغاشمة. عندما ترفع الضغط أكثر مما هو مطلوب، لن “تثبت” الزاوية سحريًا. بل تبدأ بمغازلة الانطباع الجزئي، والتشكيل بالقالب، وإجهاد غير متناسق على خط الانحناء.
الآن أصبحت رياضيات الثني بالهواء المُعايرة لديك مختلطة مع سلوك الانطباع الجزئي.
فحص واقعي من سلة الخردة: لقد شاهدت عاملين يطاردون نصف درجة من الارتداد النابضي عبر زيادة الضغط، لكنهم انتهوا بزوايا أضيق عند الأطراف وأوسع في المنتصف بسبب انحرافات دقيقة وتلامس غير متساوٍ. بدت القطع جيدة بعد الخروج من المكبح. لكنها لم تتطابق عند التجميع.
القوة الزائدة تضخّم العيوب الصغيرة في الإعداد. انحناء طفيف في التاج. اختلاف بسيط في سُمك المادة. انحراف طفيف في الكباس. ما كان ارتدادًا متوقعًا بمقدار 1.5° يصبح 1.2° هنا و1.8° هناك. لم تُصلح الصيغة — بل شوّهت نمط الإجهاد.
إذا كانت طريقة التعويض لديك تعمل فقط عند نافذة ضغط محددة، فهل هي فعلاً تعويض — أم مجرد حظ داخل نطاق ضيق؟
آلتك الحاسبة تعتقد أنك تقوم بالثني داخل فتحة على شكل V بمقدار 1.000 بوصة ذات أكتاف حادة ومتسقة.
اذهب وقِس ذلك القالب بعد عامين من الإنتاج.
أكتاف القالب تتآكل. تنتفخ قليلاً، تلمع بنعومة، وتفتح بضعة أجزاء من الألف من البوصة. فتحة “1.000 بوصة” على شكل V قد تتصرف الآن كأنها 1.020″ عند نقاط التماس العليا. هذا يوسع نسبة V/T الفعالة. النسبة الأوسع تعني نصف قطر أكبر أثناء التحميل. نصف القطر الأكبر يعني ارتداداً مرناً أكثر.
الرياضيات الخاصة بك لا تزال تستخدم هندسة الأمس.
ثم تأتي تراكمات التفاوتات: قليلاً من انزياح اليسار واليمين في الأدوات المجزأة، واسطة تحت أحد أجزاء القالب، ومشبك لم يُثبت تماماً. الآن خط الثني لا يواجه ظروفاً متجانسة عبر طوله. معامل K الواحد لديك يحاول وصف هدف متحرك.
اختبار واقع حاوية الخردة: عندما تبدأ أطوال الحواف بالانحراف بمقدار عشرين أو ثلاثين جزءاً من الألف على القطع الطويلة، تلوم الورش المبرمج. نصف الوقت، يقوم جزء قالب جديد بحل المشكلة. جدول البيانات لم يكن أمامه فرصة.
نعم، مكابح الرفع الحديثة وأنظمة التتويج الأذكى تقلل مشاكل الانحراف التاريخية. الآلات الجيدة تقلص نطاق الخطأ. لكنها لا تلغي الفيزياء. الأدوات لا تزال تتآكل. الأسطح لا تزال تتشوه تحت الحمل. والفولاذ لا يزال له اتجاه للحبيبات.
مكبح الضغط هو اختبار إجهاد لافتراضاتك.
يمكنك مطاردة صيغة نصف قطر شاملة لبقية حياتك المهنية، أو يمكنك قبول ما تستمر الآلة في قوله لك: نصف القطر ليس رقماً تحسبه مرة واحدة — إنه حالة تتحكم فيها، وتراقبها، وتصححها.
إذا كان اتجاه الحبيبات يغير الصلابة، والحمولة تعكر الإجهاد، وهندسة الأدوات تنجرف مع الزمن، فلماذا ما زلنا نتظاهر بأن معادلة ثابتة واحدة يمكن أن تحمينا من سلة الخردة؟
لا يمكنك إصلاح نصف قطر متغير باستخدام آلة حاسبة أفضل.
يمكنك إصلاحه ببناء نظام يفترض أن مكبح الضغط سيخدعك إلا إذا تحققّت منه.
لقد وقفت فوق حامل سماكة 10، بعد إنتاج 1,000 قطعة في دورة تشغيل، أراقب الزوايا تنحرف نصف درجة مع تغير صلابة الملف من مقدمة المنصة إلى نهايتها. الصيغة لم تتغير. قالب الـ V لم يتغير. المادة هي التي تغيرت. حينها تدرك الأمر: أنت لا تحل رقماً — أنت تتحكم بعملية متحركة.
مكبح الضغط هو آلة حقيقة بوزن 200 طن. يكشف الافتراضات الضعيفة كما يكشف اختبار الشد الفولاذ الضعيف. إذا كانت “صيغة نصف القطر” لديك تعمل فقط عندما تصطف النجوم — نفس الحرارة، نفس اتجاه الحبيبات، نفس تآكل القالب، نفس نافذة الحمولة — فليس لديك صيغة. لديك صدفة.
فما شكل النظام عندما يُبنى من أجل الواقع بدلاً من النظرية؟
ابدأ بالقفزات في السماكة.
بالنسبة للصفائح ذات السماكة المتوسطة — لنقل من 6 إلى 12 مم — غالبًا ما ترى نصف قطر داخلي يقارب 1.5× سماكة المادة في عملية الثني الهوائي باستخدام نسب قوالب شائعة. إذا تجاوزت 12 مم يمكن أن يقفز ذلك النصف القطر نحو 3× السماكة، حتى عندما تضبط فتحة القالب على النحو “الصحيح.” هذا ليس خطأ في التقريب، بل هو سلوك غير خطي.
فئة (V − MT)/2 تتعامل مع المادة وكأنها تتدرج بسلاسة. الفولاذ الحقيقي لا يفعل ذلك.
مع زيادة السماكة، أنت لا تقوم بثني كمية أكبر من المادة فحسب — بل تغيّر توزيع الإجهاد عبر المقطع. يتحرك المحور المحايد. يرتفع الحمل المطلوب. يزداد الارتداد لأن الألياف الخارجية تخزن طاقة مرنة أكبر. النسبة نفسها بين V/T على الورق، لكن صورة الإجهاد الداخلي مختلفة تحت الحمل.
الآن أضف عامل مقاومة الشد.
ألمنيوم 5052 منخفض الخضوع وفولاذ مقاوم للصدأ عالي القوة في نفس فتحة القالب لن يتصرفا بالارتداد ذاته. المادة الأقوى تخزن إجهادًا مرنًا أكبر قبل أن تخضع. تلك الطاقة تعود إليك عند رفع المكبس. إذا لم يأخذ حساب نصف القطر في الاعتبار مقاومة الخضوع، فسيكون أعمى.
تحقق من واقع سلة الخردة: رأيت دفعتين من فولاذ A36 “نفسه” تتصرفان بشكل مختلف بما يكفي لتحريك طول الحافة بمقدار ثلاثين ألف من البوصة عبر أربع ثنيات. جدول البيانات قال إن المدخلات متطابقة. الأجزاء قالت خلاف ذلك.
ولم نلمس بعد خطأ الأدوات. انحراف قدره عُشر مليمتر في محاذاة القالب يمكن أن يغيّر الزاوية بأكثر من نصف درجة. معادلتك العامة تفترض هندسة مثالية. أرض الورشة لديك لا تفعل ذلك.
إذا كانت مستويات السماكة تتصرف بشكل غير خطي، ومقاومة الشد تغيّر الارتداد، ومحاذاة الأدوات تتبدل يوميًا، فما الذي تمثله تلك المعادلة النظيفة الواحدة بالضبط؟
تتوقف عن التخمين وتبدأ في القياس.
اختر نسب القوالب القياسية لديك — تلك التي تستخدمها فعليًا كل يوم. لكل درجة مادة ونطاق سماكة، اقطع شرائط اختبار مع تحديد اتجاه الحبيبات. قم بعملية الثني الهوائي بزاوية مضبوطة. قس نصف القطر الداخلي بعد الارتداد باستخدام مقاييس نصف القطر أو الفحص البصري. سجّل مقدار الثني الزائد الفعلي المطلوب لتحقيق حالة 90° الحرة.
قم بذلك مرة واحدة لكل عائلة من المواد ومستوى سماكة. ليس مرة لكل مهمة. مرة واحدة لكل حالة مضبوطة.
الآن أنشئ جدولًا يقول، على سبيل المثال (أرقام افتراضية):
هذا الجدول ليس نظرية. إنه ندوب خبرة.
عندما تصل مادة جديدة دون بيانات مقاومة شد معتمدة، قم بثني عينة صغيرة وشاهد ما يحدث. خمس دقائق على المكبح أفضل من خمس ساعات لإعادة تصنيع القطع. إذا كانت لديك قيم خضوع، ممتاز — قارنها باتجاهات جدولك. مع الوقت سترى أنماطًا بين القوة والارتداد في ماكينتك باستخدام أدواتك الخاصة.
تحقق من واقع سلة الخردة: الورش التي تتجاوز هذه الخطوة تنتهي بـ “ضبط” كل قطعة أولى مباشرة على قطع الإنتاج. هذا ليس مرونة. هذا مقامرة بجلفنة الصفائح.
وهنا الجزء الذي يغفله معظم الناس: يجب أن تتحكم في الماكينة قبل أن تثق في الجدول. تحقق يومي من المؤخرة المتحركة. تأكد من جلوس الأدوات وتنظيفها. افحص عرض القالب باستخدام دبابيس، لا الافتراضات. إذا انحرفت أدواتك، تتلف بياناتك.
الجدول المبني على إعداد غير مضبوط هو مجرد خيال منظم.
إذن عندما يطلب الحاسبة نصف القطر الداخلي، هل تكتب تقديرًا عشوائيًا — أم تسحب القيم من قاعدة بيانات أثبت مكبس الثني لديك صحتها بالفعل؟
هذا هو التغير في طريقة التفكير.
الحاسبة ليست مخطئة. لكنها غير مكتملة. إنها تفترض أنك سبق أن عرّفت العالم الفيزيائي بشكل صحيح — عرض القالب الحقيقي، وسلوك المادة الواقعي، والمحاذاة التي تم التحقق منها. ومعظم الورش تغذيها بقيم اسمية وتأمل الأفضل.
ملكية العملية تعني أنك تحدد وتدافع عن تلك المُدخلات.
تعمل على توحيد نسب V/T بدلًا من تبديل القوالب عشوائيًا. وتثبت أي المواد تُشغّل في أي فتحات. وتوثّق متطلبات اتجاه الألياف على الرسومات. وتعزل الدفعات المعدنية الجديدة حتى تجتاز اختبار الثني. وتتعامل مع انحراف الزاوية كإشارة — لا كمصدر إزعاج تحاول قمعه بمزيد من القوة.
وتقبل أنه لا توجد معادلة عالمية لنصف القطر الداخلي.
هناك فقط نصف القطر الخاص بك، في قوالبك، على مكبس الثني لديك، باستخدام موادك — تم التحقق منه تحت الحمل بواسطة آلة حقيقة بقوة 200 طن لا تهتم بما قاله دليل التشغيل.
الشيء الوحيد الذي ينبغي التمسك به هو: نصف القطر ليس رقمًا تحسبه — بل سلوكًا تُعرّفه.
بمجرد أن تدرك ذلك، يتوقف السؤال عن أن يكون “ما هي الصيغة؟” ويصبح “هل عمليتي محكمة بما يكفي لدرجة أن تكون للصيغة أي معنى؟”


















