

الأجزاء العشرة الأولى تبدو مثالية. الثنية مسطحة، مشدودة، ونظيفة بما يكفي لتصويرها من أجل كتيب المبيعات.
بعد مئتي لوحة، تمسك واحدة مقابل الضوء وها هو هناك—شق رفيع جدًا يسير على نصف القطر الخارجي مثل خط صدع في أرض جافة. نفس القالب. نفس الإعدادات. نفس المشغل. إذًا، ما الذي تغيّر؟
إذا كنت تظن أن الإجابة هي “السطح المسطح ليس مسطحًا بما فيه الكفاية”، فأنت تسير بالفعل نحو سلة الخردة.
لقد رأيت مشغلين ماهرين يربتون على قالب الثني أحادي المرحلة كما لو كان كلبًا وفيًا. “سطح مسطح. جميل ومتجانس. نحن بخير.” كان هذا التفكير صالحًا عندما كان الفولاذ اللين هو السيد وكانت قوة الشد تدور حول 340 ميغاباسكال قوة شد. كان المعدن يتمدد، ويخضع، ويغفر لك.
ألواح السيارات الخارجية الحديثة؟ أنت تنظر إلى 980 ميغاباسكال قوة شد وتبتسم لأن الثنية تبدو مسطحة.
السطح المسطح يخبرك بما حدث على السطح. لا يخبرك شيئًا عما حدث داخل ألياف المعدن أثناء تلك الحركة العنيفة الواحدة المكونة من الانحناء المسبق والتسطيح معًا. وهنا تبدأ المشكلة.
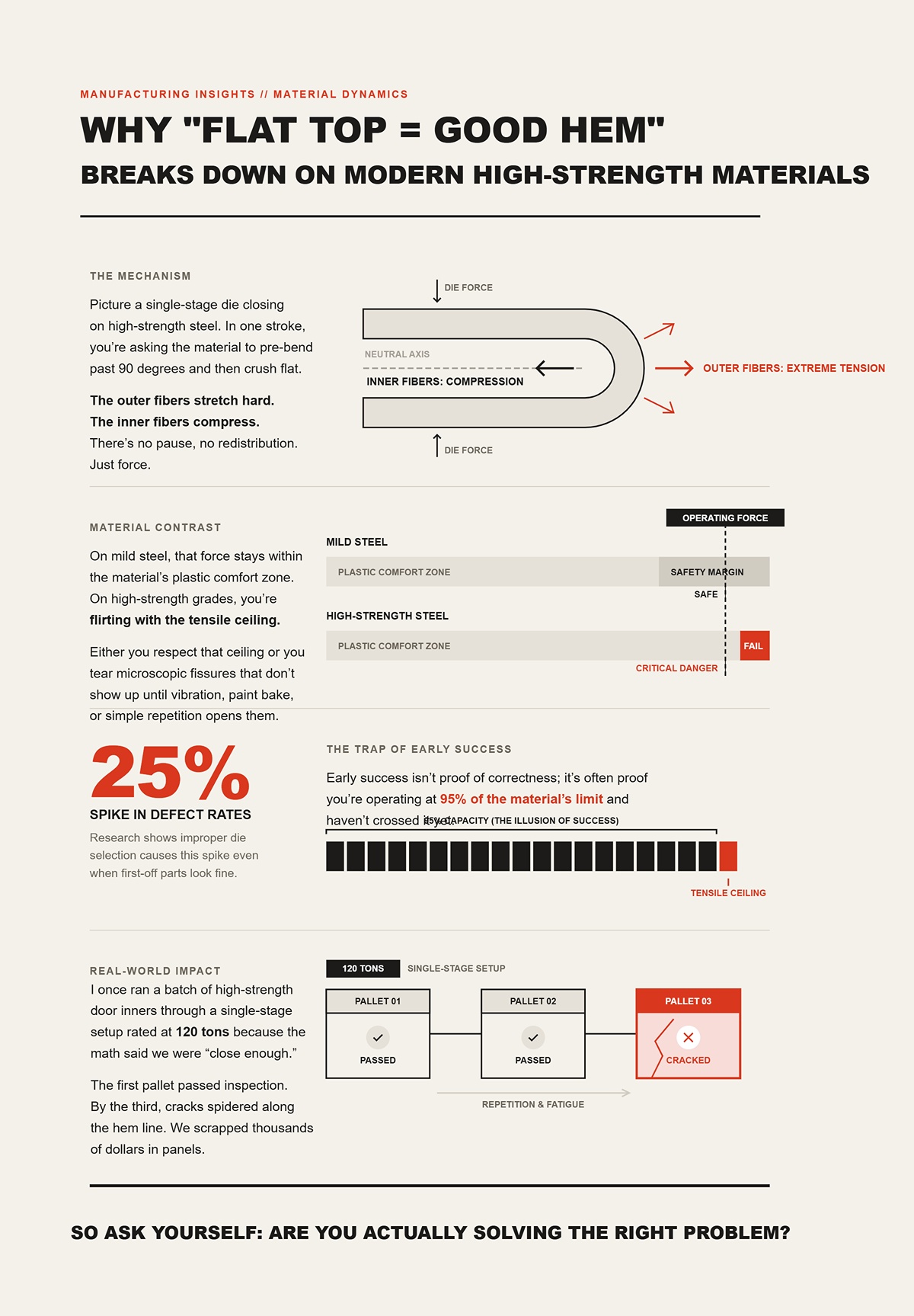
تخيل قالبًا أحادي المرحلة يغلق على فولاذ عالي القوة. في ضربة واحدة، تطلب من المادة أن تنحني مسبقًا بما يتجاوز 90 درجة ثم تُسحق حتى تصبح مسطحة. الألياف الخارجية تتمدد بقوة. والألياف الداخلية تنضغط. لا توجد لحظة توقف، ولا إعادة توزيع. فقط قوة.
في الفولاذ اللين، تظل هذه القوة ضمن منطقة اللدونة المريحة للمادة. في الدرجات عالية القوة، أنت تقترب من الحد الأقصى للشد. إما أن تحترم هذا الحد أو تمزق شقوقًا مجهرية لا تظهر حتى تفتحها الاهتزازات أو حرارة الطلاء أو التكرار البسيط.
تُظهر الأبحاث أن اختيار القالب غير المناسب يمكن أن يزيد معدلات العيب بنسبة 25% حتى عندما تبدو القطع الأولى جيدة. تلك هي الفخاخ. النجاح المبكر ليس دليلًا على الصواب؛ بل غالبًا دليل على أنك تعمل عند 95% من حد المادة ولم تتجاوزه بعد.
في مرة من المرات، أدرت دفعة من الأبواب الداخلية عالية القوة عبر إعداد أحادي المرحلة مُصنَّف عند 120 طنًا لأن الحسابات قالت إننا “قريبون بما فيه الكفاية”. اجتاز أول طبل التفتيش. وبحلول الثالث، انتشرت الشقوق على طول خط الثنية. تخلصنا من آلاف الدولارات من الألواح لأنني وثقت في السطح المسطح بدلًا من حد الشد. لم تكن تلك التجربة رخيصة.
فاسأل نفسك: هل تحل فعلاً المشكلة الصحيحة؟
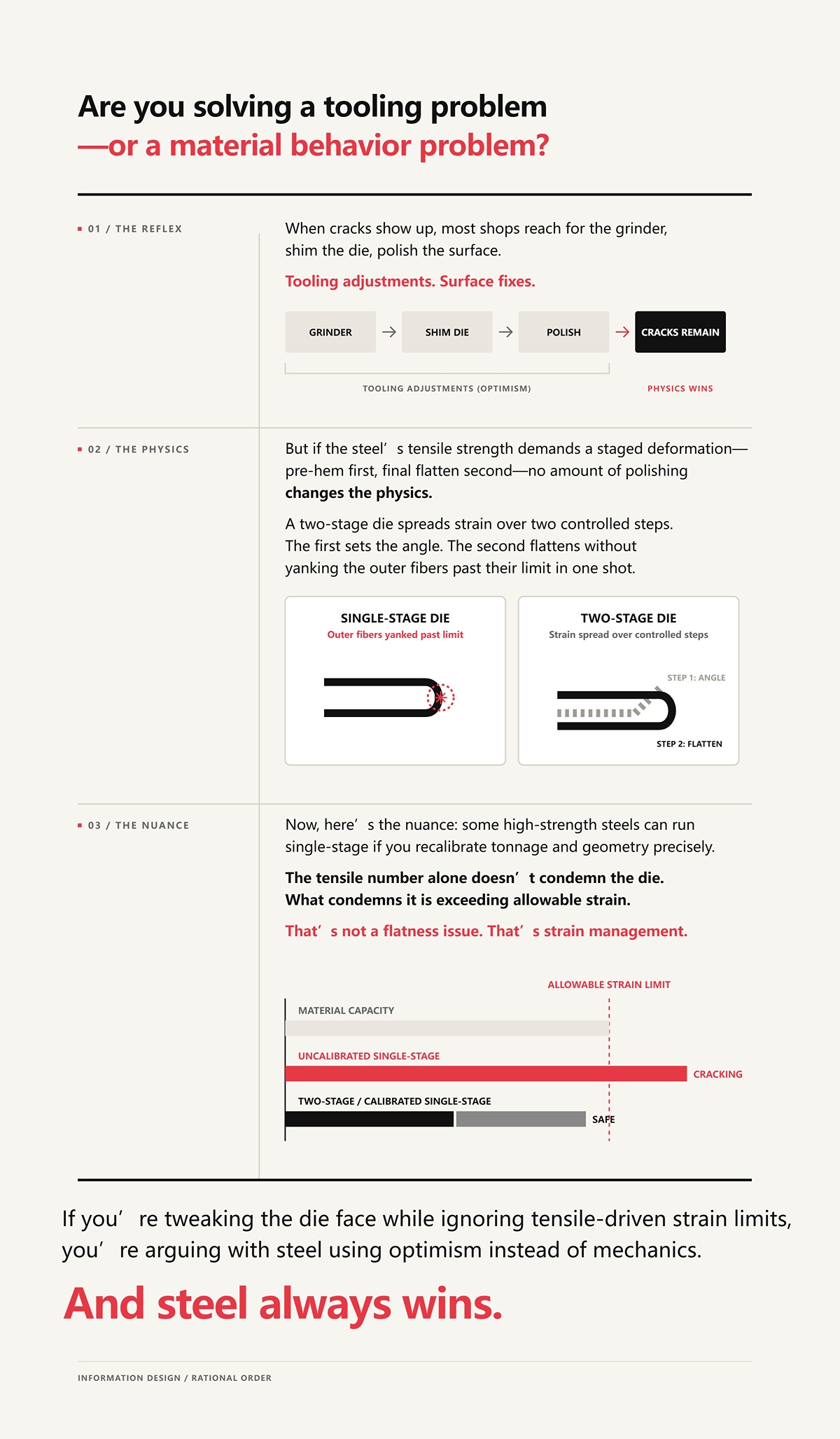
عندما تظهر الشقوق، تلجأ معظم الورش إلى الصنفرة، أو رفع القالب، أو تلميع السطح. تعديلات على الأدوات. حلول سطحية.
لكن إذا كانت مقاومة الشد للفولاذ تتطلب تشوهاً مرحلياً — طيّاً أولياً ثم تسوية نهائية — فلن يغيّر أي قدر من التلميع قوانين الفيزياء. القالب ذو المرحلتين يوزع الإجهاد على خطوتين مضبوطتين. المرحلة الأولى تحدد الزاوية. المرحلة الثانية تسوّي دون أن تشد الألياف الخارجية إلى ما بعد حدها الأقصى في خطوة واحدة.
والآن، إليك الفارق الدقيق: بعض أنواع الفولاذ عالية المقاومة يمكن تشغيلها في مرحلة واحدة إذا أُعيدت معايرة الحمولة والهندسة بدقة. رقم الشد وحده لا يحكم على القالب. ما يدينه هو تجاوز الحد المسموح للإجهاد في أثناء تلك الحركة المزدوجة.
هذه ليست مشكلة تسوية. إنها مشكلة إدارة الإجهاد.
إذا كنت تعدّل سطح القالب بينما تتجاهل حدود الإجهاد الناتجة عن مقاومة الشد، فأنت تجادل الفولاذ بالتفاؤل بدلاً من الميكانيكا.
والفولاذ دائماً هو من ينتصر.
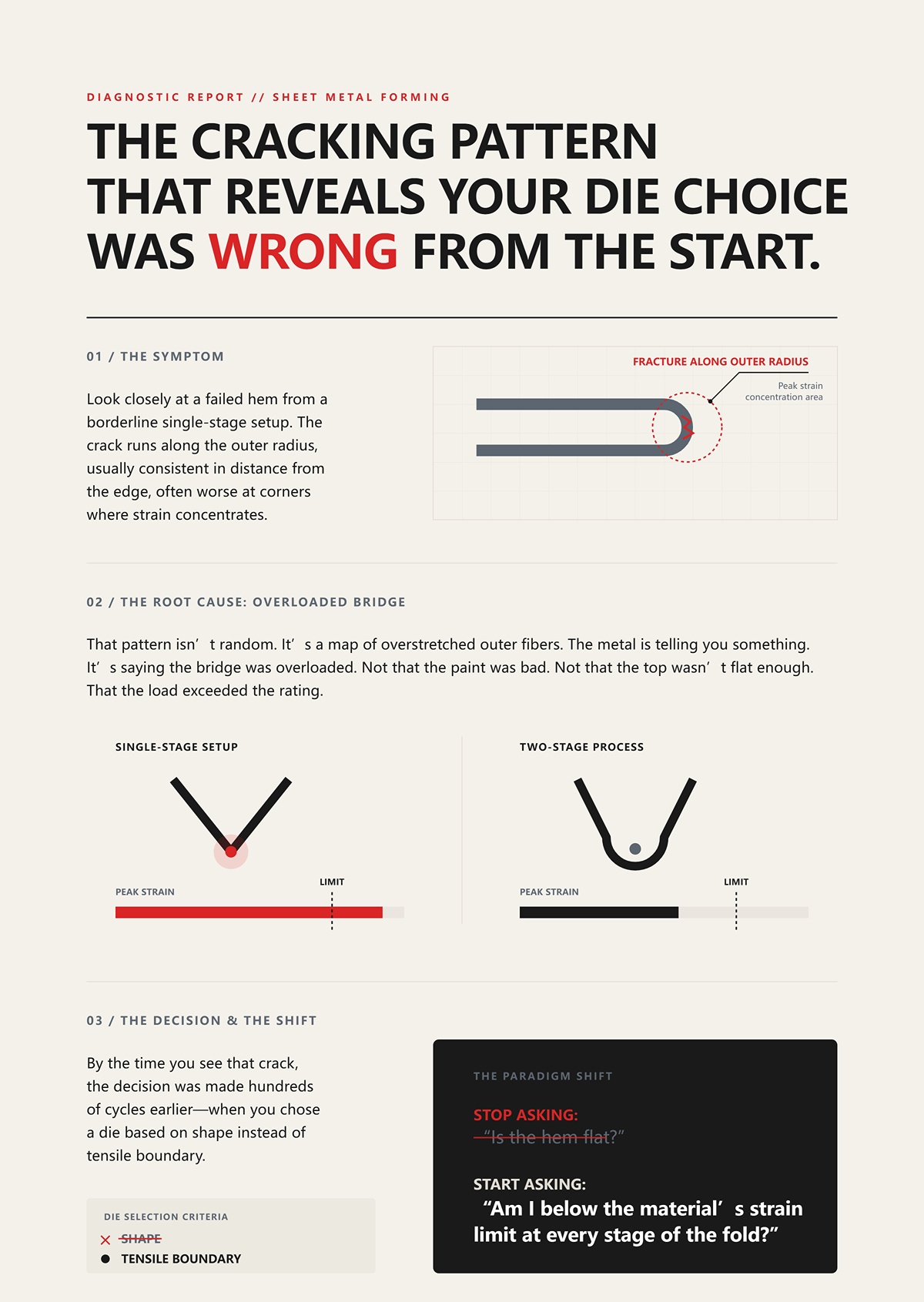
انظر عن قرب إلى طية فاشلة من إعداد أحادي المرحلة على الحافة. يمتد الشق على طول نصف القطر الخارجي، غالباً على مسافة ثابتة من الحافة، ويكون أسوأ عادةً عند الزوايا حيث يتركز الإجهاد.
هذا النمط ليس عشوائياً. إنه خريطة للألياف الخارجية المتمددة أكثر من اللازم. كانت عملية من مرحلتين ستقلل الإجهاد الأقصى في ذلك الانحناء الأول، ما يخفض الجهد قبل وقوع عملية التسوية أصلاً.
المعدن يقول لك شيئاً. يقول إن الجسر كان محمّلاً فوق طاقته. وليس أن الطلاء كان سيئاً. ولا أن السطح لم يكن مستوياً بما فيه الكفاية. بل أن الحمل تجاوز الحد المقرر.
بحلول الوقت الذي ترى فيه ذلك الشق، يكون القرار قد اتُّخذ منذ مئات الدورات السابقة — عندما اخترت القالب بناءً على الشكل بدلاً من حدود الشد.
إذن التغيير الذي تحتاجه بسيط وحاد: توقف عن السؤال “هل الحافة مستوية؟” وابدأ بالسؤال “هل أنا تحت حد الإجهاد المسموح للمادة في كل مرحلة من مراحل الطي؟”
هل تريد أن تعرف كيف تتحقق من أنك تحت حد الإجهاد للمادة في كل مرحلة؟
ابدأ بنصف قطر الانحناء ورقم مقاومة الشد. إذا كنت تطوي فولاذاً بسماكة 1.2 مم عند 980 ميغاباسكال قوة شد, ، وكان نصف القطر الفعلي الداخلي أثناء الانحناء الأولي يقل عن ما يقارب ضعف السمك (1× السمك)، فأنت تدفع بالفعل إجهاد الألياف الخارجية نحو 15–20%. هذا ليس تخميناً؛ فالإجهاد الخارجي في الانحناء يُقدّر تقريباً بسمك المادة مقسوماً على ضعفي نصف القطر الداخلي. إذا خفّضت نصف القطر إلى النصف، تضاعف الإجهاد. والفولاذ لا يهتم أبداً بمدى ثقتك في ذلك.
تخيل الآن تنفيذ ذلك الانحناء الأولي والتسوية النهائية في ضربة واحدة متصلة دون توقف.
في القالب أحادي المرحلة، يُجبر المعدن على تجاوز 90 درجة ثم يُسطّح بينما لا يزال محمّلاً مرناً من الانحناء الأولي. لا تحصل على توقف. لا يحدث توزيع جديد. بل تحصل على إجهاد تراكمي. وعندما يتجاوز ذلك الإجهاد التراكمي ما يمكن أن يتحمله 980 ميغاباسكال قوة شد بشكل لدن، تبدأ الشقوق المجهرية بالتكوّن قبل وقت طويل من أن تخبرك الفرجارات بوجود أي خلل.
إذن المقارنة الحقيقية ليست في السرعة. بل في ما إذا كانت البنية تسمح للمعدن بالاسترخاء بين "الضربات" — أم أنها تراكمها عليه.
شغّل عملية الحرف الأحادي المرحلة ببطء وراقب الشكل الجانبي. عندما ينزل المكبس، يبدأ الصفيح أولاً بالدوران حول حافة القالب. المحور المحايد — الطبقة داخل السماكة التي لا تتعرض لأي إجهاد — ينتقل نحو نصف القطر الداخلي مع تراكم الشد على الألياف الخارجية.
ثم يواصل القالب حركته.
قبل أن يتمكن المحور المحايد من الاستقرار عند زاوية حَرف أوّلي نظيفة بين 30–45 درجة، تُجبر الهندسة ذات القمة المسطحة الرجل على الانهيار. الآن المادة لم تعد تنحني فقط؛ بل تُسحق وتُعاد ثنيها في تقوس معاكس أثناء استوائها. يهاجر المحور المحايد مرة أخرى، وبشكل مفاجئ، لأن حالة الإجهاد تتغير من انحناء خالص إلى انحناء مضاف إليه ضغط.
أنت تطلب من الألياف الخارجية أن تتمدد لتشكيل الانحناء ثم تستوعب إزاحة إضافية أثناء تسطيح الرجل — من دون إزالة إجهاد الشد الناتج عن الحدث الأول. في ضربة واحدة، تطلب من الألياف الخارجية أن تتمدد وتنهار في الوقت ذاته — والفولاذ عالي المقاومة لا يغفر هذا الطلب.
إذا قطعت مقطعاً من حافة متشققة من هذا الإعداد، فستجد أن خط الكسر يتتبع نصف القطر الخارجي من الانحناء الأصلي، وليس السطح المسطح النهائي. هذا يخبرك أن الفشل بدأ أثناء أقصى إجهاد شد، وليس أثناء التسطيح التجميلي.
إذن، ما الذي يتغير إذا توقفت عن إجبار الحدثين على الحدوث في اللحظة الميكانيكية نفسها؟
القالب الثنائي المرحلة الصحيح يُشكل زاوية حادة أولاً — عادة بين 30 و45 درجة — بفتحة V محددة. فتحة الـV هذه مهمة. زيادة عرضها يزيد ذراع العزم، ما يقلل القوة المطلوبة ويُوزع الانحناء على نصف قطر أكبر. تقليص عرض الـV يجعل القوة المطلوبة ترتفع بسرعة. ركّز القوة بشكل كبير وستجد أن حتى الفولاذ اللين يعترض.
في المرحلة الأولى، تتحكم في نصف القطر الداخلي. تحسب إجهاد الألياف الخارجية. وتراجعه مقابل استطالة المادة عند الكسر. إذا كان فولاذك بسماكة 1.2 مم،, 980 ميغاباسكال قوة شد يمكنه أن يتحمل بأمان، لنفرض، 12% إجهادًا حقيقيًا قبل بدء الترقق، فتصمم ذلك الانحناء الأول ليبقى دون هذا الحد بهامش مريح — ربما 8–9%. نهج محافظ. ممل. مربح.
ثم تُطلق كبّاس المكبس.
ذلك الإطلاق ليس إجراءً شكليًا. فهو يسمح للطاقة المرنة بالتبدد. يستقر المحور المحايد في موضعه الجديد. يُعاد توزيع الإجهادات المتبقية عبر السماكة بدلاً من تراكمها.
المرحلة الثانية ليست انحناءً عدوانيًا آخر. إنها عملية ضغط خاضعة للتحكم بين أسطح مستوية. لم تعد الألياف الخارجية مطالبة بالتمدد لخلق الانحناء؛ بل تُوجَّه إلى التلامس. وضع إجهاد مختلف. طلب شد أقل.
الهيكل ثنائي المرحلة هو إدارة للطاقة المرنة. ليس تفضيل المشغّل. ولا مجرد تقليد. بل إدارة.
وهذا يقودنا إلى صداع عملي ستواجهه أول مرة تُشغّل فيها ألواح فولاذ عالية المقاومة طوال اليوم.
أثناء تلك الضربة الحادة الأولى، لا تنحني المادة إلى الأسفل فقط. بل تسعى للتحرك جانبياً أيضاً. يزداد هذا الدفع الجانبي مع مقاومة الشد والسماكة لأن الطاقة المرنة المختزنة أعلى. مع 980 ميغاباسكال قوة شد, ، تلك القوة الجانبية ليست لطيفة.
القالب الثنائي المرحلة الانزلاقي الأساسي يعتمد على خلوص ميكانيكي. إذا كان محاذاتك غير دقيقة أو كانت عملية التزييت غير مستقرة، يمكن للدفع الجانبي أن يُميل الجزء العلوي ويُسبب خدوشاً على الأسطح. ستشعر بذلك في عدم انتظام سماكة الحرف من اليسار إلى اليمين.
القالب الثنائي المرحلة ذو النابض يتعامل مع الانتقال بطريقة مختلفة. يشكل القسم العلوي الحرف المبدئي داخل فتحة الـV الخاصة به. ومع زيادة القوة، تنضغط النوابض وتسمح للمجموعة العليا بالانتقال إلى وضع التسطيح مع الحفاظ على المحاذاة الموجهة. القالب نفسه يمتص جزءًا من تلك الدفعة الجانبية بدلاً من نقلها إلى الإطار أو التسبب بانحشار عند الأكتاف.
هذا الأمر مهم لأن الانسداد لا يُعد مجرد مصدر إزعاج. التقييد يغيّر توزيع الضغط المحلي. عندما تغيّر توزيع الضغط، فإنك تغيّر الانفعال المحلي. وعندما تغيّر الانفعال المحلي، فعندها إما أن تحترم حد الشد أو تتخلّى عن الدفعة بأكملها.
هذه هي خط الحدود: إذا لم يكن بمقدور هندستك التحكم في نصف القطر في المرحلة الأولى، وإطلاق الطاقة المرنة قبل المرحلة الثانية، وإدارة الدفع الجانبي دون التسبب في ارتفاع الضغط المحلي، فإن القالب أحادي المرحلة يُعد مقامرة عند العمل بالفولاذ عالي المقاومة. أما القالب ثنائي المرحلة فهو نهج هندسي للتعامل مع ذلك.
إذن السؤال التالي ليس “أي قالب أسرع؟”
بل هو هذا: تحت سُمكك المحدد و قيمة مقاومة الشد هل يمكنك أن تثبت — رياضياً وميكانيكياً — أن أقصى انفعال في الألياف الخارجية في كل مرحلة يبقى تحت حد المادة، أم أنك تثق فقط في أن أول عشرة أجزاء بدت مثالية؟
يجب أن تعرف كيف تحسب أقصى انفعال في الألياف الخارجية قبل أن تقطع الفولاذ، لا بعد أن تشقّه.
ابدأ بالرقم الوحيد الذي لا يكذب: الانفعال الحقيقي في الألياف الخارجية أثناء الثني ≈ السُمك ÷ (2 × نصف القطر الداخلي).
إذا كنت تطوي صفيحة بسمك 1.2 مم على نصف قطر داخلي يبلغ 0.6 مم بضربة واحدة، فالحساب هو 1.2 ÷ (2 × 0.6) = 1.0. أي 100% انفعال هندسي عند السطح. وعند تحويله إلى انفعال حقيقي ستبقى تتعامل مع أرقام لا يمكن لأي صفائح فولاذية عالية المقاومة للسيارات تحملها. الفولاذ الطري ذو مقاومة شد تبلغ 45,000 رطل لكل بوصة مربعة قد يحدث فيه تضيق في المقطع لكنه ينجو لأنه يمتلك قابلية استطالة كافية. لكن إذا استخدمت نفس الهندسة على مادة ذات 80,000 رطل لكل بوصة مربعة أو أكثر، فإن الاستطالة تنهار. الحسابات لا تهتم بسرعة دوران مكبسك.
ثم أضف إلى ذلك ما يفعله القالب أحادي المرحلة فعلياً: فهو لا يشكل نصف القطر فقط، بل يسحق الساق ويعيد ثنيها لتصبح مسطّحة فوراً، مما يضيّق نصف القطر الفعلي في منتصف الضربة. نصف القطر التصميمي النظيف 0.6 مم يصبح 0.4 مم تحت الحمل. أعد الحساب: 1.2 ÷ (2 × 0.4) = 1.5. تحدث هذه الزيادة قبل أن تتمكن المادة من تفريغ الإجهاد. هذا ليس كفاءة. بل هو مضاعف انفعال.
إذن، متى يكون القالب أحادي المرحلة منطقياً فعلاً؟
تخيّل صفيحة فولاذ منخفض الكربون بسُمك 0.8 مم ومقاومة شد تقارب 40,000–50,000 رطل لكل بوصة مربعة, مطوية على قالب بنصف قطر داخلي حقيقي يقارب سُمك المادة. أجرِ نفس المعادلة: 0.8 ÷ (2 × 0.8) = 0.5. خمسون بالمئة انفعال هندسي في الألياف الخارجية تبدو عالية حتى تتذكر أن الصفيحة منخفضة الكربون قد تُظهر استطالة بنسبة 30% في اختبار الشد وتعيد توزيع الانفعال عبر السماكة أثناء الثني. أضف فتحة على شكل V واسعة — تعادل 6× السماكة — وستجد أنك لا تفرض نصف قطر حاد كالسكين، بل توجهه بلطف.
في تلك النافذة — مقياس رقيق، فولاذ طري، فتحة واسعة — تبقى الضربة الواحدة ضمن حدود الانفعال المسموح به. نعم، الألياف الخارجية تتمدد، لكنها لا تُسحب إلى ما بعد حد الليونة في الوقت نفسه الذي تُسحق فيه تمامًا. الهندسة متسامحة، والمادة متسامحة، والتصميم لا يُراكم الضغوط إلى ما يتجاوز قدرة الصفيحة على الامتصاص.
هذا هو الوقت الذي يتألق فيه النظام أحادي المرحلة. دورة قصيرة. مكوّنات أقل. صيانة أقل.
لكن لا يمكنك الاستمتاع بتلك البساطة إلا إذا منحك المعدن هامشاً كافياً.
فماذا يحدث عندما لا يمنحك ذلك الهامش؟
خذ فولاذاً ذا طور مزدوج بسُمك 1.4 ملم مصنّف عند 80,000 رطل لكل بوصة مربعة. الاستطالة الكلية النموذجية قد تكون حوالي 12–14٪. ذلك هو سقفك الحقيقي، وليس رقم الشد المطبوع على شهادة الاعتماد.
صمّم حافة مطوية بنصف قطر داخلي فعّال مقداره 0.7 ملم. على الورق، 1.4 ÷ (2 × 0.7) = 1.0 انفعال هندسي عند السطح قبل التسطيح. حتى لو جادلت بأن انتقال المحور المحايد يقلل ذلك بعض الشيء، فأنت بعيد تماماً عن 12٪. أنت تتجاوزها بعدة أضعاف أثناء أقصى انحناء في ضربة أحادية المرحلة. والسبب الوحيد في أنها لا تنشق فوراً هو أن الانفعال يتركز ويُعاد توزيعه — إلى أن يتوقف ذلك.
الآن شدّد القالب للتحكم في الفجوة الشكلية وسينخفض نصف القطر الفعلي تحت الحمل. ترتفع قيمة الانفعال مجدداً. هنا يتوقف تشبيه الجسر عن أن يكون لطيفاً. إما أن تبقى تحت حدّ الحمولة أو أنك ستكسر الخرسانة. لا يوجد خطاب تحفيزي يمكنه تغيير هذه الحقيقة.
من الميدان: بمجرد أن تتجاوز 80,000 رطل لكل بوصة مربعة سماكات حواف السيارات التي تزيد عن حوالي 1.2 ملم، فإن بنية أحادية المرحلة حقيقية يجب أن تختار إما (أ) فتح القالب بشكل كبير لزيادة نصف القطر — مما يرفع الحمل والتآكل إلى أقصى الحدود — أو (ب) تقبّل انفعال الألياف الخارجية الذي يتجاوز استطالة المادة. الخيار (أ) يستهلك الأدوات وقدرة المكبس. الخيار (ب) يستهلك القطع. إما أن تحترم حدّ الشد أو أن تتخلص من الدفعة بالكامل.
تُظهر أبحاث أن اختيار قالب غير ملائم يمكن أن يرفع معدل العيوب بنسبة 25٪ حتى عندما تبدو القطع الأولى جيدة. في الحواف عالية المقاومة، هذا الارتفاع ليس تدهوراً تجميلياً، بل تشققاً كامناً يبدأ عند أقصى انفعال أثناء الحركة المركبة.
لقد تعلمت ذلك بالطريقة الصعبة. ذات مرة شغلت دفعة فولاذ عالي المقاومة على إعداد أحادي المرحلة لأن أول عشر قطع بدت مثالية. عند القطعة الخمسين، بدأت الشقوق الدقيقة بالظهور عبر الطلاء بعد طلاء الإلكترولاك. تخلصنا من إنتاج نوبة كاملة وأعدنا تلميع قالب لم يكن المذنب الحقيقي. المذنب كان أنا لإهمالي 80,000 رطل لكل بوصة مربعة وكأنه فولاذ طري.
إذاً كيف تعرف أنك تجاوزت ذلك الخط غير المرئي قبل أن ترى التشققات؟
اقطع حافة مشكوك فيها وصقل المقطع العرضي. إذا تبع مسار الكسر نصف القطر الخارجي الأصلي للانحناء — وليس السطح المسطّح النهائي — فقد تجاوزت حدّ الانفعال المسموح به أثناء الحدث الأولي للانحناء. ما يدين العملية هو تجاوز الانفعال المسموح للمادة أثناء تلك الحركة المزدوجة، وليس فقط عيباً تجميلياً في نهاية التسطيح.
راقب أيضاً قيم الارتداد المرن. الارتداد العالي بعد عملية طي أحادية المرحلة على صفيحة ذات مقاومة شد عالية يخبرك أن الطاقة المرنة ما تزال مخزّنة ولم تُطلق. كلما ازدادت الطاقة المحبوسة، كان إجهاد القمة أعلى أثناء التشكيل. هذه إشارة، لا إزعاج.
ثم هناك اتساق الحافة. في المواد عالية المقاومة المُجبرة على المرور في قالب أحادي المرحلة، سترى تفاوتاً من اليسار إلى اليمين لأن فروقاً طفيفة في التشحيم أو المحاذاة تولّد ارتفاعات محلية في الضغط. وهذه الارتفاعات تتحول مباشرة إلى تجاوزات محلية في الانفعال تتخطى حدود الاستطالة. عملية المرحلتين توزّع هذا الخطر عبر حدثين. أما أحادية المرحلة فتركّزه في لحظة حقيقة واحدة.
يمكنك حساب الانفعال. يمكنك قياس نصف القطر تحت الحمل. يمكنك مقارنته باستطالة موثقة للدفعة المحددة من الفولاذ لديك. أو يمكنك الاعتماد على زمن الدورة والأمل فقط.
وإذا كنتَ أعلى 80,000 رطل لكل بوصة مربعة, ، فالأمل ليس عملية.
لقد أجريتَ الحسابات. وقد رأيتَ ما يحدث عندما ترتفع الصفيحة بسُمك 1.2–1.4 مم إلى ما بعد 80,000 رطل لكل بوصة مربعة ويخترق إجهاد الألياف الخارجية حد الاستطالة في ضربة واحدة. فكيف تعيد تصميم العملية؟
تتوقف عن مطالبة ضربة واحدة بأداء وظيفتين.
يقسم قالب الثني على مرحلتين العملية إلى انحناء تمهيدي مُتحكم به — عادة بزاوية تتراوح بين 30° و45° — يتبعه شوط تسطيح منفصل. يبدو ذلك مهذبًا تقريبًا مقارنة بعنف عملية السحق ذات المرحلة الواحدة. لكن الميكانيكا تختلف بطريقة تُحدث فرقًا.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة ثني الصفائح هي الخطوة التالية ذات الصلة.
في المرحلة الأولى، تُشكِّل نصف القطر وتتوقف. تتيح للمادة أن تخضع، وتُحوِّل محورها المحايد، وتُخفّف من التحميل جزئيًا. تتبدد الطاقة المرنة قبل أن تبدأ الضربة الثانية. في المرحلة الثانية، لا تُنتج انحناءً عظيمًا انطلاقًا من سطح مستوٍ، بل تُغلق ساقًا سبق أن خضعت للإجهاد. لا يتراكم الإجهاد الأقصى في اللحظة نفسها.
ذلك الفصل هو الفارق بين الاقتراب من حدود الاستطالة وتجاوزها.
وبمجرد أن تتجاوز قوة شد مقدارها 100,000 PSI, ، لا يوجد حل وسط — إما أن تفصل الانحناء التمهيدي عن شوط التسطيح، أو تقبل بوجود الشقوق المجهرية كخاصية إنتاجية.
تصوّر صفيحة من الفولاذ عالي المقاومة المتقدمة بسُماكة 1.6 مم عند قوة شد مقدارها 100,000 PSI. قد يكون إجمالي الاستطالة 10%. تقوم بثنيها في محطة مخصصة على نصف قطر يساوي سُمك المادة — لنقل 1.6 مم. تقريب إجهاد السطح لديك هو t/(2R): 1.6 ÷ (2 × 1.6) = 0.5. يبدو إجهاد هندسي بنسبة 50٪ عند الليف الخارجي أثناء أقصى انحناء كارثيًا حتى تتذكر أنه في الانحناء النقي، يُعاد توزيع الإجهاد عبر السُّمك ويتمركز مؤقتًا عند السطح، ثم يرتخي جزئيًا عند فك التحميل.
الآن قارن ذلك بالقالب أحادي المرحلة الذي يقوم بالتشكيل والسحق في حركة واحدة، مما يضيّق نصف القطر تحت الحمل إلى نحو 1.0 مم. أعد الحساب: 1.6 ÷ (2 × 1.0) = 0.8. لقد رفعتَ إجهاد السطح الأقصى بنسبة 60% — ولم تأخذ حتى في الحسبان الإجهادات الانضغاطية عبر السُّمك الناتجة عن التسطيح. ما يَدين هذه الحالة هو تجاوز إجهاد المادة المسموح به أثناء تلك الحركة المركّبة.
الكتلة الصلبة أحادية المرحلة لا يمكنها التوقف بين هذه الإهانات. إنها تضاعفها.
في البنية ثنائية المرحلة، يعمل الشوط الثاني على ساق خضعت بالفعل للإجهاد وتحرك محورها المحايد نحو داخل الانحناء. إن الإجهاد المطلوب للغلق من 45° إلى الوضع المستوي يكون في الأساس دورانياً وانضغاطياً عند السطح الداخلي، وليس إجهاد شد جديداً عند نصف القطر الخارجي الأصلي. أنت تدير توزيع الإجهاد بدلاً من السماح له بالارتفاع العشوائي حيثما يفرضه شكل القالب.
هذا هو التحكم في توزيع الإجهاد. ليس أناقة، بل تحكم.
وإذا كان التحكم في الإجهاد هو الهدف الحقيقي، فهل يُجعل إبطاء الدورة تلقائيًا أكثر أمانًا؟
لقد رأيت ورشًا تتفاخر بتقليل 0.8 ثانية من دورة الثني عن طريق دمج محطتين في واحدة. في حالة الفولاذ الطري بسماكة 0.9 مم عند 45,000 رطل لكل بوصة مربعة, ، لا بأس. المادة تمتلك استطالة بنسبة 30٪ ولها قابلية كافية، ويمكن أن يكون فتح القالب عند 6–8× السماكة دون مشاكل.
الآن جرّب هذه الحيلة على فولاذ ثنائي الطور بسماكة 1.4 مم عند 80,000 رطل لكل بوصة مربعة.
نعم، القالب ذو المرحلتين غالبًا ما يضيف 30–40٪ إلى الجزء الخاص بالثني من زمن الدورة. لكن “الإبطاء” ليس آلية الأمان. الأمان يأتي من تقليل الإجهاد الشدّي والانضغاطي الأقصى المتزامن في حدث واحد. يمكنك تشغيل قالب ذي مرحلتين بسرعة وما زلت تكسب — لأن البنية، وليس المؤقت، هي ما يُحد من تراكم الإجهادات.
هناك حالات استثنائية. توسيع فتحة القالب أحادي المرحلة إلى 10–12× السماكة يمكن أن يقلل من شدة الانحناء ويحد من الارتداد في بعض أنواع الفولاذ عالي المقاومة. هذا يمنحك هامش أمان. أحيانًا يكون كافيًا.
لكن الثمن هو في الحمل والإنهاك للقالب. تشغيل القالب عند 95–100٪ من سعته الاسمية لا يدمّره في اليوم الأول؛ بل يسرّع التآكل. الآن إعدادك “السريع” يستهلك أدوات العمل وهو ما زال يقترب من حدود إجهاد الألياف الخارجية. إما أن تحترم الحد الشدّي أو تتخلص من الدفعة.
التصميمات الهجينة المخصصة — قضبان دحرجة، حشوات من البولي يوريثان — يمكن أن تُليّن التلامس وتمنع العلامات السطحية على الأجزاء الخاصة. لقد قمت بتحديدها بنفسي. إنها تساعد على المظهر وتوزيع الضغط. لكنها لا تلغي منحنى الإجهاد–الانفعال. عندما تصل إلى منطقة مقاومة شد من ستة أرقام، يصبح فصل أحداث الإجهاد أمرًا بنيويًا لا اختياريًا.
فكيف يبدو ذلك في الأرقام الإنتاجية؟
خذ سيناريو افتراضيًا واقعيًا: فولاذ مارتنسيتي بسماكة 1.5 مم عند مقاومة شد تبلغ 110,000 رطل/بوصة², ، مع ثني حافة لوحة خارجية للسيارة. أداة أحادية المرحلة. العينة الأولى تجتاز الفحص البصري. أول عشرة أجزاء تبدو مثالية. بحلول الجزء 200، تظهر شقوق دقيقة على نصف القطر الخارجي الأصلي تحت فحص الصبغة الكاشفة. بعد الطلاء، تظهر للعين. يرتفع الهدر إلى 12٪.
بدّل إلى قالب ثنائي المراحل. تزداد دورة الثني 35٪. الإنتاج في الساعة ينخفض. الهدر ينخفض إلى 2٪ لأن الإجهاد الأقصى لم يعد يتجاوز استطالة المادة خلال حدث مركّب واحد.
أجري الحساب على دفعة من 10,000 قطعة. حتى دون تحديد مبالغ مالية دقيقة، ستعرف أي عمود يؤلم أكثر: 35٪ وقت ثني إضافي، أم 10٪ هدر إضافي في فولاذ عالي المقاومة إلى جانب إعادة العمل والخسائر في الطلاء.
تشير أبحاث إلى أن اختيار القالب الخاطئ يمكن أن يرفع معدلات العيوب بنسبة 25٪ حتى عندما تبدو القطع الأولى جيدة. في عمليات الثني الدقيقة عالية الجودة، يكون هذا الارتفاع ناتجًا في الغالب عن فشل في إدارة الإجهاد، لا بسبب خطأ من المشغل.
نعم، القالب ذو المرحلتين يكلف وقتًا أكثر. وقد يتطلب نقاط صيانة إضافية. وقد يفرض محاذاة أكثر دقة بين المحطات. لكن عندما تتجاوز مقاومة الشد 100,000 رطل/بوصة², ، فهو ليس ترقية للكفاءة. إنه مطلب بنيوي، مثل وضع حد أدنى للوزن على جسر بدأ بالفعل في التصدع.
إذا كنت تقيّم ما إذا كان إعداد عملية الثني لديك يمكنه الصمود أمام تشغيلات طويلة فوق 100,000 رطل/بوصة²، فهذا هو الوقت لإشراك شريك المعدات — وليس بعد ارتفاع معدلات الهدر. مجموعة CN-HAWE القائمة على أنظمة CNC بنسبة 100٪ تشمل أنظمة الثني المتطورة وأتمتة صفائح المعدن، مدعومة ببحوث وتطوير واختبارات داخلية للتحقق من التطبيقات عالية الإجهاد قبل أن تصل إلى أرضية الإنتاج لديك. للحصول على مناقشة تقنية حول تصميم القوالب، أو توافق الماكينات، أو عرض سعر لترقية إلى نظام ثنائي المراحل، يمكنك تواصل مع CN-HAWE لمراجعة مواصفات المواد وأهداف الإنتاج الخاصة بك بالتفصيل.
وحتى مع وجود البنية الصحيحة في مكانها، لا يزال بإمكانك إفساد الدفعة إذا تجاهلت اتجاه الحبيبات، والتشحيم، وتآكل القالب—لأن التحكم في الإجهاد نظريًا لا يعني أنك تحكمت فيه فعليًا على أرض الواقع.
لقد قمت بتركيب القالب ثنائي المراحل. وتحققت من ارتفاع الإغلاق. شهادة المادة تقول مقاومة شد تبلغ 110,000 رطل/بوصة². البنية صحيحة.
ومع ذلك ما زالت الأجزاء تتشقق.
في تلك اللحظة يبدأ المهندسون الجدد بلوم دفعات المعالجة الحرارية وأنواع فولاذ الأدوات، لأن ذلك أسهل من الاعتراف بالحقيقة التالية: بمجرد أن تتجاوز قوة الشد ستة أرقام، يتوقف اختيار القالب عن كونه القصة الكاملة. قد تكون البنية مصنفة لتحمّل الحمل، لكن لا يزال بإمكانك قيادة شاحنة على جسر بشكل جانبي وقصّ شيء لم يُصمم لتحمّل ذلك الإجهاد. القالب ثنائي المراحل ضروري فوق هذا الحد، نعم—لكنه لا يلغي علم المعادن، أو الهندسة، أو الفيزياء في هيكل الماكينة.
إذن ما الذي يقتل الدفعة فعليًا عندما يكون القالب “صحيحًا”؟
الإجابة المختصرة: في الفولاذ عالي المقاومة، غالبًا نعم.
يمتلك لوح الفولاذ اتجاه حبيبات ناتج عن الدرفلة. عند الانحناء عموديًا على الاتجاه، فإنك تمد عبر الألياف. أما عند الانحناء موازيًا، فإنك تحاول فتح الوصلات بينها. في المواد اللينة 45,000 رطل لكل بوصة مربعة ذات استطالة 30%، يمكنك تجاوز هذا الخطأ. أما في مخزون بقدرة شد تتجاوز 100,000 PSI وباستطالة 8–12%، فأنت تراهن على الحدود المجهرية التي لا تراها.
لقد رأيت ورشًا توسّع أنصاف الأقطار، وتبطئ السرعة، وتلمّع القادح—كل ما في الكتب—ومع ذلك تظل تطارد شقوقًا دقيقة تتتبع بدقة نصف القطر الخارجي. القالب كان سليمًا. والبنية كانت سليمة. لكن خط الثني كان موازيًا لاتجاه الحبيبات.
هذه ليست مشكلة أدوات. هذه مشكلة اتجاه مادة تتنكر كمشكلة أدوات.
وإليك الفخ: الأجزاء العشرة الأولى تبدو مثالية. الشقوق المجهرية لا تظهر دائمًا إلا بعد أن تسترخي الأجزاء، أو تُطلى، أو تتعرض للاهتزاز. عندها تكون قد بدأت بفرز المنصات.
هل يضمن الانحناء الموازي الفشل في كل مرة؟ لا. حجم الحبيبات مهم. الفولاذ عالي المقاومة ذو الحبيبات الدقيقة يتحمّل الإجهاد أكثر من نظيره خشن الحبيبات عند نفس رقم الشد. الحبيبات الخشنة تقوّي جيدًا، لكنها تتمزق وتُظهر “قشر البرتقال” عند أنصاف الأقطار الضيقة. نفس المواصفات مقاومة شد تبلغ 110,000 رطل/بوصة² على الورق. لكن سلوك مختلف عند الحافة.
إما أن تُحاذي خط الثني عبر اتجاه الحبيبات، أو تزيد نصف القطر الداخلي حتى ينخفض إجهاد السطح تحت حدود الاستطالة المسموح بها. هذه هي خياراتك. وكل ما سواها مجرد أماني.
وإذا كانت الاتجاه وحجم الحبيبات محددين من خلال تخطيط الصفيحة، فماذا عن الشكل الذي تُجبر المعدن على الاحتفاظ به؟
ليست كل الثنيات متساوية.
الثنية على شكل دمعة تترك تجويفًا داخليًا صغيرًا—سحق أقل، وإغلاق أكثر تحكمًا. تتطلب الثنية المسطحة أن تضغط ذلك الطرف بإحكام، فتنهار أي دائرة داخلية حتى تتصرف مثل حافة عملة معدنية. تلك المرحلة الأخيرة من التسطيح ليست دورانًا لطيفًا؛ بل هي ضغط موضعي من الداخل وتوتر متجدد على أي ألياف خارجية لا تزال تحتفظ بذاكرة الانحناء.
في الفولاذ منخفض المقاومة، يتدفق المعدن. في الدرجات عالية الخضوع، يقاوم ثم ينكسر.
تخيل أنك تطلب من نابض مصمم لتحمل حمل معين ألا ينثني فقط، بل أن يختفي داخل نفسه أيضًا. القالب ذو المرحلتين يتعامل مع الحركة الأولى بشكل رائع. لكن إذا تطلب مخططك ثنية مسطحة تمامًا بحد أدنى من سمك التكديس، فقد تكون تعيد إجهاد السطح إلى الحد الذي حاولت جاهدًا تجنبه في المرحلة الأولى.
وهنا تبرز أهمية تشبيه الجسر. قد يدعم الهيكل الحمل المعلن في حركة مستقيمة. الآن أضف عزماً. أضف كبحًا. أضف رياحًا جانبية. الأحمال تتجمع.
ما يدينه هو تجاوز إجهاد المادة المسموح به أثناء تلك الحركة المركبة.
أحيانًا تكون الخطوة الأذكى هي التفاوض على شكل دمعة مع فريق التصميم بدلاً من الإصرار على الكمال الشكلي الذي لا يمكن للسبيكة تحمله فعليًا عند ذلك السمك. لأن الهندسة يمكنها أن تُبطل بصمت إدارة الإجهاد التي بُني قالبك ذو المرحلتين لحمايتها.
ثم هناك الفشل الذي يبدو كأنه ناتج عن المادة أو الهندسة—لكنه ليس كذلك.
تعتمد عملية الثني على مرحلتين على التسلسل. الانحناء المسبق تحت نصف قطر متحكم به. ثم التسطيح تحت سطح منفصل. يعتمد العديد من هذه القوالب على نوابض أو أسطوانات نيتروجين للتحكم في ذلك الانتقال.
عندما تتعب هذه العناصر، لا يعلن القالب عن ذلك.
فقط يتوقف عن فصل أحداث الإجهاد بشكل نظيف.
تعلمت ذلك بالطريقة الصعبة. منذ سنوات، شغّلت دفعة من الألواح عالية المقاومة—شهادة القراءة 980 ميغاباسكال قوة شد—على إعداد بمرحلتين كنت أثق به. في منتصف التشغيل، بدأت الأجزاء تظهر شقوقًا دقيقة عند نصف القطر الخارجي. فتشنا في شهادات المواد، ولُمنا مواد التزليق، بل وشككنا في خلط اللفائف. تبيّن أن مجموعة نوابض في الجزء العلوي قد ترهلت. لم يكن الانحناء المسبق يصل إلى الزاوية الكاملة قبل أن يبدأ التسطيح. لقد أصبح القالب فعليًا كتلة ذات مرحلة واحدة تحت الحمل.
قمنا بإتلاف الدفعة.
نمط التآكل دقيق: أسطح تسطيح مصقولة أقرب إلى نقطة الاتصال الأولية، علامات غير متجانسة، حاجة طفيفة إلى طنّاج أعلى—ربما 120 طنًا بدلاً من المعتاد 105 طنًا لنفس الضربة. ذلك الحمل الإضافي ليس “أكثر أمانًا”. إنها الآلة تعوّض عن تسلسل مفقود.
ولا تتجاهل مكبح الضغط نفسه. الانحناءات الطويلة الموازية لاتجاه الحبيبات المعدنية في الآلات القديمة التي تفتقر إلى التقوس المناسب يمكن أن تنحرف في المنتصف، مما يفتح الزاوية في منتصف الامتداد. سترى تشققات في المنتصف وتعتقد أنها تتعلق باتجاه الحبيبات، بينما هي في الواقع ناتجة عن مرونة الإطار. قم بوضع الحشوات في الأطراف أو صحح التقوس، وستختفي “مشكلة المادة”.
لذا عندما يفشل الطي المزدوج في قالب ثنائي المراحل محدد بشكل صحيح أعلاه قوة شد مقدارها 100,000 PSI, ، اسأل ثلاثة أشياء قبل أن تدين الفولاذ: هل الانحناء يقاوم اتجاه الحبيبات؟ هل الشكل الهندسي يتطلب إجهادًا يفوق ما يمكن للسبيكة تحمله؟ هل أدى التآكل بصمت إلى محو الفاصل بين المراحل؟
لأنه بمجرد أن تكون البنية الصحيحة، تنتقل ساحة المعركة إلى التنفيذ.
وهنا نتوقف عن ردّ الفعل ونبدأ باتخاذ القرار قبل أن تصل أول صفيحة إلى المكبح.
تريد أن تعرف كيفية إعداد عملية طي معدني عالي المقاومة بحيث لا تظهر التشققات منذ البداية.
جيد. هذا يعني أنك أخيرًا تفكر قبل أن تصل أول صفيحة إلى المكبح بدلاً من التفكير بعد امتلاء سلة الخردة.
إليك الإطار: توقف عن السؤال أي القوالب أسرع، وابدأ بالسؤال عمّا إذا كان بإمكان المادة والهندسة والمكبس إنهاء ضربة التسطيح دون تجاوز حد الإجهاد المسموح به للفولاذ. الطي المزدوج مثل جسر مرخَّص بالحمولة. مقاومة الشدّ في شهادة الاختبار هي الحمل المسموح به. إما أن تبقى دونه أثناء الحركة المزدوجة للانحناء والسحق، أو أنك ستكسر شيئًا مجهريًا سيكبر لاحقًا.
الأمر لا يتعلق بالتفضيل، بل بالحدود.
احصل على شهادة الاختبار. لا تُخمن.
إذا كنت تنظر إلى 80,000 رطل لكل بوصة مربعة لفولاذ طري بسماكة 0.9 مم، فقد يعيش القالب أحادي المرحلة عمرًا طويلاً — إذا كان نصف القطر والاتجاه مضبوطين. لكن عندما تبدأ بالاقتراب من 110,000 رطل لكل بوصة مربعة وأعلى، يتغير الحديث. عند تلك القوة، ينكمش الاستطالة في الألياف الخارجية. نفس ضربة التسطيح التي كانت آمنة بالأمس تدفع الإجهاد اليوم إلى الحد الأقصى.
الآن أضف طبقة أدواتك.
ما نصف القطر الداخلي الذي ينتجه الانحناء المسبق فعليًا؟ ليس الرقم الموجود في الكتالوج — بل المقاس الحقيقي أثناء التحميل. نصف قطر أكبر للبنش يقلل ذروة الإجهاد السطحي لكنه يتطلب قوة ضغط أكبر لإكمال الطي. زيادة القوة تعني مزيدًا من انحراف الإطار، خطرًا أكبر في عدم تسوية السطح، وإجهادًا تراكميًا أعلى على مجموعة القوالب. توضح بيانات الإجهاد من ADH بجلاء: تشغيل الأدوات عند سعة 95–100% يسرّع من التآكل حتى وإن لم ينكسر شيء في اليوم الأول.
إذن قم بوضع ثلاث قيم جنبًا إلى جنب:
إذا كانت ضربة التسوية لديك تتطلب 120 طنًا على مكبس مريح عند 130 طن, فأنت لست “ضمن النطاق”. أنت تعيش عند الحد الأقصى الأحمر. إما أن تزيد نصف القطر، أو تنتقل إلى فصل على مرحلتين، أو تقبل أن الشقوق المجهرية أصبحت جزءًا من العملية.
إما أن تحترم حد الشد أو تتخلص من الدفعة.
وبمجرد أن تعرف أن المادة يمكنها فعليًا تحمل الضربة، ما الذي يُسمح لك فعلاً بشحنه؟
هنا هو المكان الذي تخدع فيه معظم الورش أنفسها.
“الأجزاء العشرة الأولى تبدو مثالية.” سمعتها ألف مرة.
توجد أبحاث تُظهر أن اختيار القالب غير المناسب يمكن أن يرفع معدلات العيوب بنسبة 25% حتى عندما تبدو الأجزاء الأولى جيدة. ذلك لأن الشقوق المجهرية لا تُظهر نفسها إلا بعد الطلاء أو الاهتزاز أو مرور الوقت. إذا كان عميلك لا يسمح بأي تشققات تجميلية بعد الطلاء الكهربائي، فإن تحمل العيب لديك فعليًا يساوي صفرًا – حتى لو كانت وتيرة الإنتاج عالية جدًا.
الآن قارن بين سيناريوهين.
التشغيل أحادي المرحلة أسرع بنسبة 20%، لكنه يجمع بين الثني والتسوية في حدث مرن واحد. التشغيل على مرحلتين يفصل بينهما، فيتحكم في الإجهاد لكنه يضيف زمن دورة وانضباط إعداد. إذا كنت تعمل على فولاذ منخفض الشد بتمدد متسامح وطي داخلي لا يتعرض للطلاء، فقد تكون السرعة هي الفائز.
لكن إذا كنت تطوي ألواحًا خارجية عالية الشد عند 110,000 رطل لكل بوصة مربعة شد معرّض للفئة A، فالسرعة غير ذات صلة. المقياس الحقيقي هو مقدار الإجهاد القابل للبقاء خلال دورة حياة الجزء بأكملها.
أهداف الإنتاج مهمة، لكنها لا تتفوق على قوانين الفيزياء.
فما السؤال الذي يجب أن تطرحه في أرض المصنع قبل إعطاء الضوء الأخضر للتشغيل؟
أي فولاذ سينطوي إذا دفعت بقوة كافية.
هذا ليس الاختبار الحقيقي.
الاختبار هو ما إذا كان سيتحمل آخر 10% من الحركة — ضربة التسطيح التي تتراكم فيها الضغوط الداخلية والانفعالات الشدّية المتبقية في الخارج معًا. ما يدينه هو تجاوزه للانفعال المسموح به للمادة أثناء تلك الحركة المزدوجة. ليس أثناء ما قبل الانحناء. وليس أثناء الإعداد. بل أثناء السحق.
إليك الإطار الذي يجب أن تحمله معك:
إذا كانت الحسابات ضيقة، لا تقل “دعنا نجرب مرحلة واحدة ونرى”. افصل العمليات باستخدام مرحلتين، زِد نصف القطر، غيّر اتجاه الحبيبات، أو أعد التفاوض على الهندسة. تلك إجراءات هندسية. كل ما عداها مقامرة بفولاذ مكلف.
الجزء غير البديهي؟ نظام المرحلتين ليس وسيلة لزيادة الإنتاجية. إنه أداة لإدارة الانفعال تمنحك هامش أمان عندما لا تترك لك مقاومة الشد أي مجال للخطأ. فئة القالب لا تنقذك — الانضباط حول حدود الشد هو ما يفعل.
توقف عن تقييم الحافة بناءً على مدى تسطحها على الطاولة.
ابدأ بتقييمها من خلال ما إذا كانت المادة قد نجت من الضربة دون تجاوز تصنيف حملها — واسأل نفسك، قبل أن ينخفض المكبس، أين يكمن هامشك الحقيقي بالفعل.


















