

İlk on parça mükemmel görünüyor. Kenar düz, sıkı, satış broşürü için fotoğraflanmaya yetecek kadar temiz.
İki yüz panel sonra, birini ışığa tutuyorsun ve işte orada—dış yarıçap boyunca kuru topraktaki bir fay hattı gibi uzanan bir kıl çatlak. Aynı kalıp. Aynı ayarlar. Aynı operatör. Peki ne değişti?
Eğer cevabın “düz üst yeterince düz değil” olduğunu düşünüyorsan, çoktan hurda kutusuna doğru yürüyorsun demektir.
İyi operatörlerin tek aşamalı kenar kıvırma kalıbını sadık bir köpek gibi okşadığını gördüm. “Düz üst. Güzel ve eşit. Tamamız.” Bu düşünce, yumuşak çeliğin kral olduğu ve çekme dayanımının yaklaşık 340 MPa çekme dayanımı. olduğu zamanlarda işe yarardı. Malzeme uzar, şekil değiştirir, sizi affederdi.
Modern otomotiv dış panelleri mi? Şuna bakıyorsunuz: 980 MPa çekme dayanımı ve kenar düz göründüğü için gülümsüyorsunuz.
Düz bir üst yüzey size yüzeyde olanı söyler. Metal liflerinin içinde, o tek şiddetli, birleşik ön bükme ve düzleştirme hareketi sırasında olanı ise hiçbir şey söylemez. Ve işte sorun orada başlar.
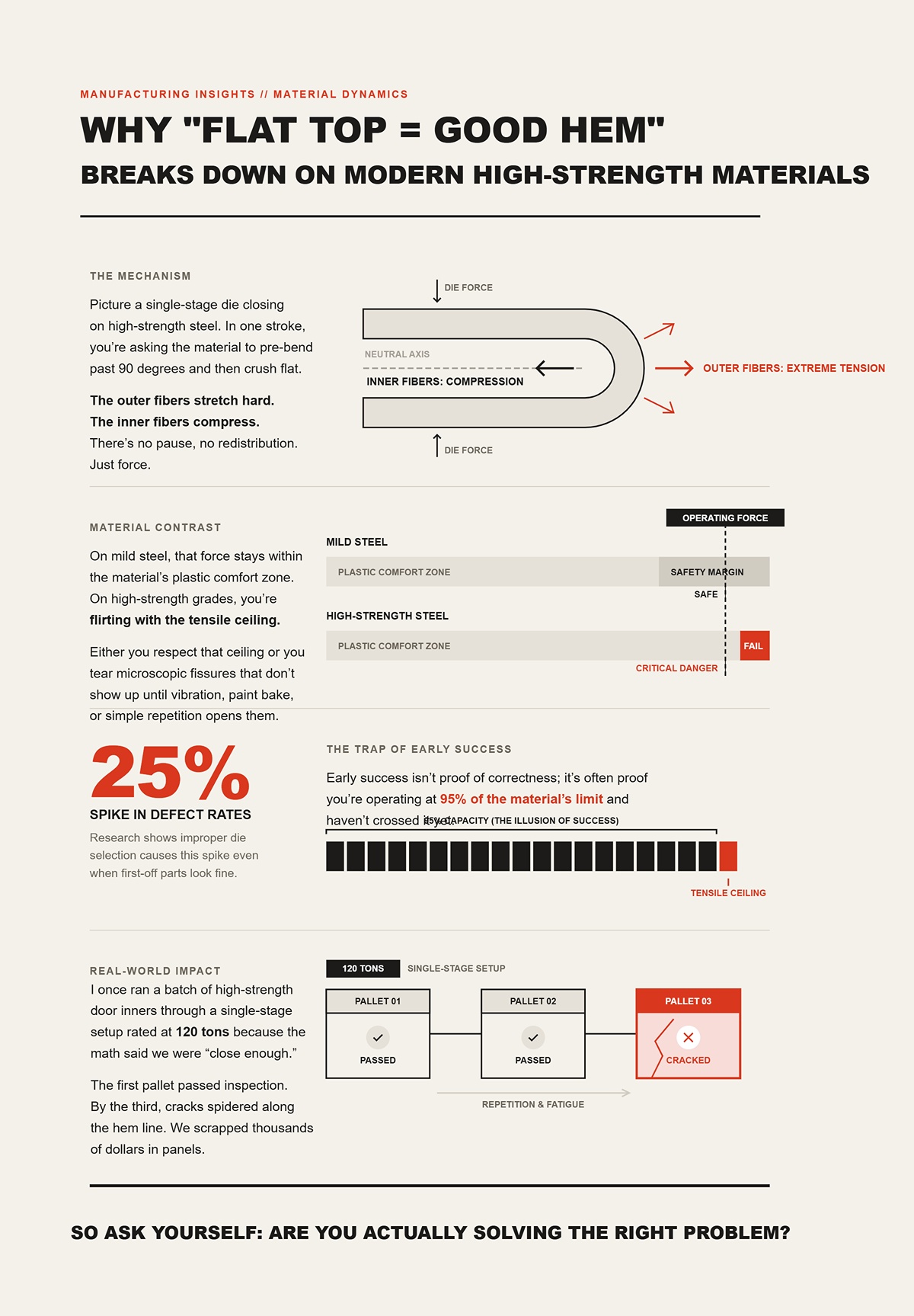
Yüksek dayanımlı çelik üzerinde kapanan tek aşamalı bir kalıbı hayal edin. Tek darbede, malzemeyi 90 dereceden fazla önceden bükmesini ve ardından düzleştirmesini istiyorsunuz. Dış lifler sert şekilde uzar. İç lifler sıkışır. Hiç duraksama yok, yeniden dağılım yok. Sadece kuvvet.
Yumuşak çelikte, bu kuvvet malzemenin plastik rahatlık alanı içinde kalır. Yüksek dayanımlı kalitelerde ise çekme tavanıyla flört ediyorsunuz. Ya o tavana saygı gösterirsiniz ya da titreşim, boya fırını veya basit tekrarlama onları açana kadar görünmeyen mikroskobik çatlaklar oluşturursunuz.
Araştırmalar, yanlış kalıp seçiminin, ilk parçalar iyi görünse bile kusur oranlarını 25% kadar artırabileceğini gösteriyor. İşte tuzak bu. İlk başarı, doğruluğun kanıtı değildir; çoğu zaman malzemenin sınırının %’sinde çalıştığınızın ve henüz o noktayı aşmadığınızın kanıtıdır.
Bir keresinde yüksek dayanımlı kapı içlerini, matematik “yeterince yakın” dediği için tek aşamalı bir sistemden geçirdim. 120 ton İlk palet denetimi geçti. Üçüncüde ise çatlaklar kenar çizgisi boyunca örümcek ağı gibi yayıldı. Düz üst yerine çekme sınırına güvendiğim için binlerce dolarlık paneli hurdaya çıkardık. O ders ucuz değildi.
O halde kendinize şu soruyu sorun: gerçekte doğru problemi mi çözüyorsunuz?
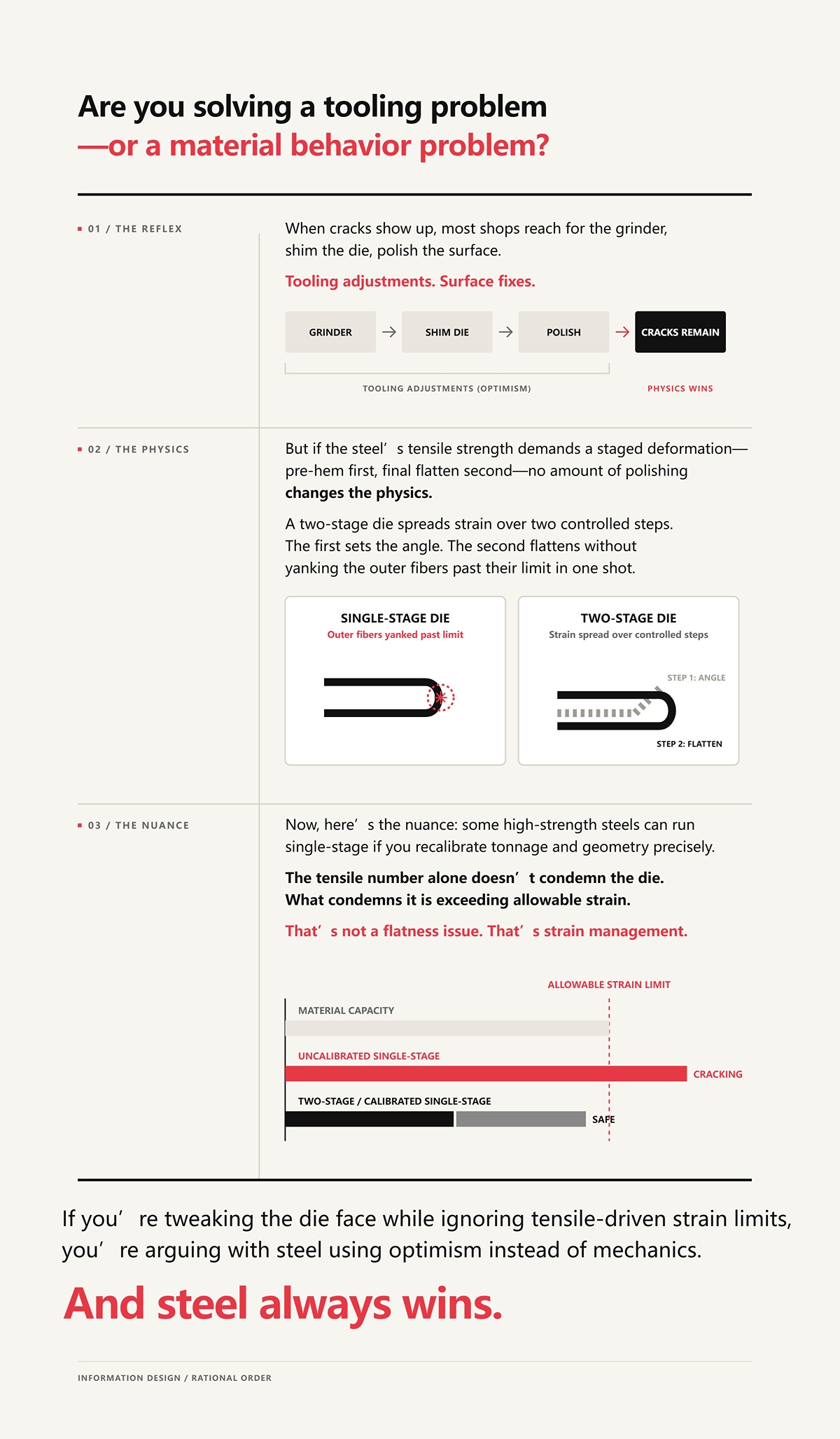
Çatlaklar ortaya çıktığında, çoğu atölye taşlama makinesine yönelir, kalıbı takozlar, yüzeyi parlatır. Takım ayarlamaları. Yüzey düzeltmeleri.
Ama çeliğin çekme dayanımı aşamalı bir deformasyon gerektiriyorsa — önce ön kıvrım, sonra nihai düzleştirme — hiçbir miktarda cilalama fiziği değiştirmez. İki aşamalı bir kalıp, gerilmeyi iki kontrollü adımda yayar. İlk aşama açıyı belirler. İkinci aşama ise dış lifleri tek seferde sınırlarının ötesine çekmeden düzleştirir.
Şimdi, ince fark şudur: bazı yüksek dayanımlı çelikler, tonajı ve geometrisi tam olarak yeniden ayarlandığında tek aşamalı çalışabilir. Yalnızca çekme değerine bakarak kalıp mahkûm edilmez. Onu mahkûm eden şey, o birleşik hareket sırasında malzemenin izin verilen gerilme limitinin aşılmasıdır.
Bu, düzlüğün değil, gerilme yönetiminin meselesidir.
Eğer kalıp yüzeyini düzeltmeye çalışırken çekme kaynaklı gerilme sınırlarını görmezden geliyorsanız, çelikle mekanik yerine iyimserlikle tartışıyorsunuz demektir.
Ve çelik her zaman kazanır.
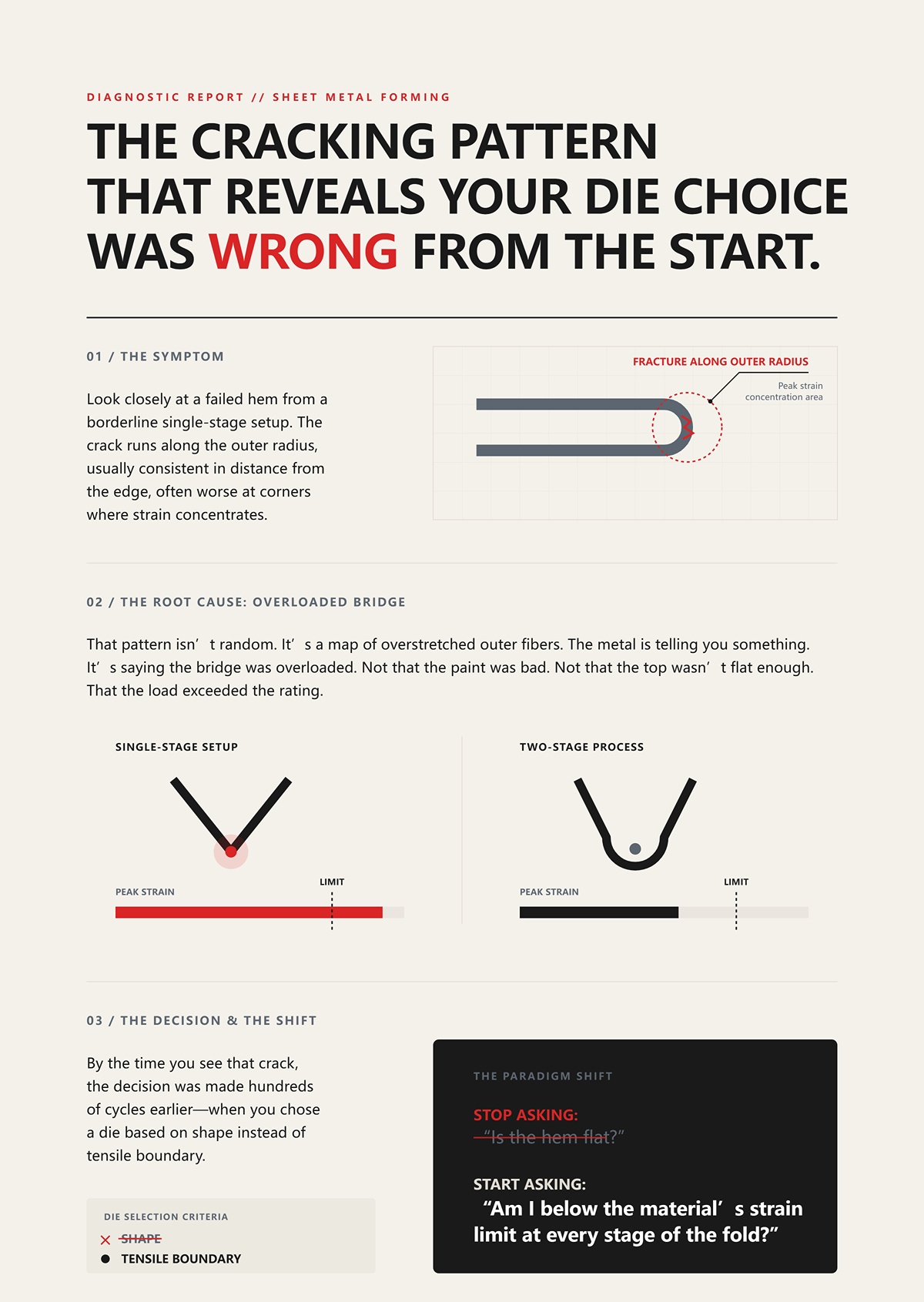
Sınırda olan tek aşamalı bir ayardan kaynaklanan başarısız bir kenar kıvrımına yakından bakın. Çatlak, genellikle kenardan belirli bir mesafede sabit bir şekilde dış yarıçap boyunca uzanır, gerilmenin yoğunlaştığı köşelerde ise daha kötüdür.
Bu desen rastgele değildir. Bu, aşırı gerilmiş dış liflerin bir haritasıdır. İki aşamalı bir süreç, ilk kıvrımdaki tepe gerilmesini azaltır ve düzleştirme gerçekleşmeden önce stresi düşürürdü.
Metal size bir şey söylüyor. Köprünün aşırı yüklendiğini söylüyor. Boyanın kötü olduğunu değil. Üst yüzeyin yeterince düz olmadığını değil. Yükün derecelendirmeyi aştığını söylüyor.
O çatlağı gördüğünüzde, karar yüzlerce çevrim önce verilmiştir — kalıbı şekle göre, çekme sınırına göre değil seçtiğinizde.
Bu yüzden ihtiyacınız olan değişim basit ve acımasızdır: “Kıvrım düz mü?” diye sormayı bırakın ve “Katlamanın her aşamasında malzemenin gerilme sınırının altında mıyım?” diye sormaya başlayın.”
Her aşamada malzemenin gerilme sınırının altında olduğunuzu nasıl doğrulayacağınızı mı bilmek istiyorsunuz?
Kıvrım yarıçapı ve çekme değerinden başlayın. 1,2 mm çeliği kıvırıyorsanız 980 MPa çekme dayanımı, ve ön kıvrım sırasında etkin iç yarıçap yaklaşık olarak kalınlığın 1×’inin altına düşüyorsa, dış lif gerilmesini zaten –20 civarına itiyorsunuz demektir. Bu bir tahmin değil; kıvrımda dış gerilme yaklaşık olarak kalınlığın iki kat iç yarıçapa bölünmesiyle belirlenir. Yarıçapı yarıya indirin, gerilmeyi iki katına çıkarın. Çelik, bu konuda ne kadar kendinize güvendiğinizle ilgilenmez.
Şimdi, o ön kıvrımı ve nihai ezmeyi tek kesintisiz vuruşta yaptığınızı hayal edin.
Tek aşamalı bir kalıpta, malzeme 90 dereceyi geçecek şekilde zorlanır ve ilk kıvrımdan hâlâ elastik yük altındayken düzleştirilir. Duraklama yoktur. Yeniden dağılım yoktur. Birikmiş gerilme vardır. Ve o birikmiş gerilme, 980 MPa çekme dayanımı plastik olarak tolere edebileceği sınırı aştığında, kumpasınız size bir şeyin yanlış olduğunu söylemeden çok önce mikro çatlaklar oluşmaya başlar.
Dolayısıyla gerçek karşılaştırma hız değil. Mimarinin metale darbeler arasında gevşeme fırsatı verip vermemesi — ya da onları üst üste bindirmesidir.
Tek aşamalı bir kıvrımı yavaşça çalıştırın ve yan profili izleyin. Zımba aşağı inerken, sac önce kalıp kenarı etrafında dönmeye başlar. Nötr eksen—kalınlığın içinde sıfır gerinim yaşayan tabaka—dış liflerde çekme gerilimi arttıkça iç yarıçapa doğru kayar.
Sonra kalıp hareket etmeye devam eder.
Nötr eksen temiz bir 30–45 derece ön-kıvrım pozisyonunda dengelenemeden önce, düz tepe geometrisi bacağın çökmesine neden olur. Artık malzeme sadece bükülmüyor; aynı zamanda ezilerek ters eğrilikte yeniden bükülüyor. Nötr eksen, gerinim durumu saf bükülmeden bükme artı sıkıştırmaya geçtiği için ani bir şekilde tekrar yer değiştirir.
Dış liflerden bükümü oluşturmak için uzamalarını ve bacak düzleştikçe ek yer değiştirmeyi tolere etmelerini istiyorsunuz—ilk olaydan gelen çekme gerilimini boşaltmadan. Tek vuruşta, dış liflerin hem uzamasını hem çökmesini istiyorsunuz—ve yüksek mukavemetli çelik bu talebi affetmez.
Bu kurulumdan çatlamış bir kıvrım kesiti alırsanız, kırık hattı orijinal bükülmeden gelen dış yarıçapı takip eder, son düzleştirmeyi değil. Bu, hatanın kozmetik düzleştirme sırasında değil, maksimum çekme gerilimi sırasında başladığını gösterir.
Peki her iki olayı aynı mekanik ana zorlamayı bırakmayı durdurursanız ne değişir?
Doğru bir iki aşamalı kalıp önce belirlenmiş bir V-açıklığıyla—genellikle 30 ila 45 derece—keskin bir açı oluşturur. Bu V-açıklığı önemlidir. Daha geniş bir V kol uzunluğunu artırır, gerekli tonajı azaltır ve bükümü daha geniş bir yarıçapa yayar. V'yi daraltırsanız gerekli tonaj hızla artar. Kuvveti yeterince yoğunlaştırın ve en yumuşak çelik bile şikayet eder.
Birinci aşamada, iç yarıçapı kontrol edersiniz. Dış lif gerinimini hesaplayın. Malzemenin kopma uzamasıyla karşılaştırın. Eğer 1.2 mm, 980 MPa çekme dayanımı çelik, boyun verme öncesi örneğin 12% gerçek gerinimi güvenle taşıyabiliyorsa, ilk kıvrımı bunun oldukça altında tutacak şekilde tasarlarsınız—belki 8–9% civarında. Tutucu. Sıkıcı. Karlı.
Sonra koçu serbest bırakın.
Bu serbest bırakma bir formalite değildir. Elastik enerjinin dağılmasına izin verir. Nötr eksen yeni konumunda dengelenir. Kalınlık boyunca artık gerilmeler üst üste binmek yerine yeniden dağılır.
İkinci aşama başka bir agresif büküm değildir. Düz yüzeyler arasında kontrollü bir sıkıştırmadır. Dış liflerden artık eğrilik oluşturmak için uzamaları istenmez; temas yönlendirilir. Farklı bir gerinim modu. Daha düşük çekme talebi.
İki aşamalı mimari elastik enerji yönetimidir. Operatör tercihi değil. Gelenek değil. Yönetimdir.
Bu sizi, yüksek mukavemetli panelleri gün boyu çalıştırdığınızda karşılaşacağınız pratik bir baş ağrısına götürür.
İlk keskin vuruş sırasında, malzeme sadece aşağı doğru bükülmek istemez. Yanlara doğru hareket etmek ister. Bu yanal itki, çekme dayanımı ve kalınlık arttıkça artar çünkü biriken elastik enerji daha yüksektir. 980 MPa çekme dayanımı, ile, o yan kuvvet kibar değildir.
Temel bir kızaklı iki aşamalı kalıp mekanik boşluğa dayanır. Hizalamanız bozuksa veya yağlama tutarsızsa, yanal itki üst kısmı eğebilir ve yüzeyleri aşındırabilir. Bunu soldan sağa değişken kıvrım kalınlığı olarak hissedersiniz.
Yay yüklü iki bölümlü bir kalıp geçişi farklı şekilde yönetir. Üst bölüm, V’sindeki ön-kıvrımı oluşturur. Tonaj arttıkça, yaylar sıkışır ve üst takım düzleştirme durumuna geçerken yönlendirilmiş hizalamayı korur. Kalıp, o yanal darbenin bir kısmını çerçeveye iletmek veya omuzlarda sıkışmak yerine kendisi emer.
Bu önemlidir çünkü sıkışma yalnızca bir rahatsızlık değildir. Bağlanma, yerel basınç dağılımını değiştirir. Basınç dağılımını değiştirirseniz, yerel gerinimi değiştirirsiniz. Yerel gerinimi değiştirirseniz, ya çekme sınırını korursunuz ya da partiyi hurdaya ayırırsınız.
Bu sınır çizgisidir: Mimariniz birinci aşamada yarıçapı kontrol edemiyor, ikinci aşamadan önce elastik enerjiyi serbest bırakamıyor ve yerel basıncı artırmadan yanal itkiyi yönetemiyorsa, tek aşamalı işlem yüksek dayanımlı çelikle kumar oynamaktır. İki aşamalı işlem ise buna mühendislik çözümü getirmektir.
O halde bir sonraki soru “Hangi kalıp daha hızlı?” değildir.”
Şu sorudur: Belirli kalınlığınız ve çekme dayanımı sayısı altında, her aşamada dış lifteki tepe gerinimin malzeme sınırının altında kaldığını matematiksel ve mekanik olarak kanıtlayabilir misiniz, yoksa ilk on parça mükemmel görünüyor diye mi güveniyorsunuz?
Çeliği kesmeden önce dış lifteki tepe gerinimi nasıl hesaplayacağınızı bilmek istersiniz, kırdıktan sonra değil.
Yalan söylemeyen tek sayıyla başlayın: bükülmede dış lif gerçek gerinimi ≈ kalınlık ÷ (2 × iç yarıçap).
1.2 mm sacı tek vuruşta 0.6 mm iç yarıçap üzerinde katlıyorsanız, bu 1.2 ÷ (2 × 0.6) = 1.0 demektir. Yüzeyde yüzde yüz mühendislik gerinimi. Gerçek gerinime dönüştürün ve hâlâ hiçbir yüksek dayanımlı otomotiv sacının tolere edemeyeceği değerlerle flört ediyorsunuz. Yumuşak çelik, 45.000 PSI çekme dayanımıyla cömert uzama kapasitesi nedeniyle zarifçe boyun yapabilir ve dayanabilir. Aynı geometrinin 80.000 PSI çekme dayanımı ve üzeri malzemeye uygulanmasıyla uzama kapasitesi çöker. Matematik, presinizin ne kadar hızlı çalıştığıyla ilgilenmez.
Sonra tek aşamalı kalıbın gerçekte ne yaptığına bakalım: sadece o yarıçapı oluşturmaz. Bacağı hemen ezip tekrar bükerek düzleştirir, vuruş ortasında etkili yarıçapı daraltır. Temiz 0.6 mm tasarım yarıçapınız yük altında 0.4 mm’ye düşer. Matematiği yeniden çalıştırın: 1.2 ÷ (2 × 0.4) = 1.5. Bu artış, malzeme boşalmadan önce gerçekleşir. Bu verimlilik değil. Bu bir gerinim çarpanıdır.
Peki tek aşamalı işlem gerçekten nerede anlam kazanır?
0.8 mm düşük karbonlu çeliği, çekme dayanımı 40.000–50.000 PSI, civarında olanı, malzeme kalınlığına yakın gerçek iç yarıçaplı bir kalıp üzerinde katladığınızı hayal edin. Aynı denklemi kullanın: 0.8 ÷ (2 × 0.8) = 0.5. Dış liftte yüzde elli mühendislik gerinimi yüksek görünür, ancak düşük karbonlu sacın çekme testinde uzamaya sahip olabileceğini ve bükülme sırasında kalınlık boyunca gerinimi yeniden dağıtabileceğini hatırlayın. Cömert bir V-açıklığı—6× kalınlık—ekleyin ve keskin kenarlı bir yarıçapı zorlamıyorsunuz. Yönlendiriyorsunuz.
O pencerede—ince sac, yumuşak çelik, geniş açıklık—tek darbe izin verilen gerilme sınırları içinde kalır. Dış lifler uzar, evet, ama aynı anda hem süneklik sınırının ötesine çekilip hem de ezilip yassılaştırılmazlar. Geometri hoşgörülüdür, malzeme hoşgörülüdür ve yapı, sacın emebileceğinden fazla yük bindirmez.
İşte tek kademenin parladığı nokta budur. Kısa çevrim. Daha az bileşen. Daha az bakım gereksinimi.
Ama o sadeliğin tadını sadece malzeme size pay bırakıyorsa çıkarabilirsiniz.
Peki bırakmadığında ne olur?
1,4 mm kalınlığında, sınıfı belirtilmiş çift fazlı bir çelik alın. 80.000 PSI çekme dayanımı. Tipik toplam uzama yaklaşık –14 civarında olabilir. Gerçek sınırınız budur, sertifikaya basılmış çekme dayanımı rakamı değil.
0,7 mm etkin iç yarıçaplı bir kıvırma tasarlayın. Kâğıt üzerinde, 1,4 ÷ (2 × 0,7) = 1,0 mühendislik gerinimi, yani düzleştirme öncesi yüzeydeki gerinimdir. Nötr eksen kaymasının bunu biraz azalttığını iddia etseniz bile, civarına yaklaşamıyorsunuz. Tek kademeli bir vuruş sırasında zirve eğrilik noktasında bunun birkaç katına çıkıyorsunuz. Hemen yırtılmamasının tek nedeni, gerinimin yerel olarak yoğunlaşıp yeniden dağılmasıdır—ta ki bunu yapamayıncaya kadar.
Şimdi kozmetik boşluğu kontrol etmek için kalıbı sıkılaştırın, çalışırken yarıçap düşer. Gerinim yeniden fırlar. İşte burada köprü benzetmesi sevimli olmaktan çıkar. Ya yük oranı altında kalırsınız ya da betonu çatlatırsınız. Bunu değiştirecek hiçbir motive edici konuşma yoktur.
Sahadan: yaklaşık 80.000 PSI çekme dayanımı otomotiv kenar kıvırmaları 1,2 mm’nin üzerine çıktığında, gerçek bir tek kademeli mimari ya (a) yarıçapı artırmak için kalıbı ciddi biçimde açmalıdır—bu da baskı tonajını ve aşınmayı tavan yaptırır—ya da (b) malzemenin uzama sınırını aşan dış lif gerinimine razı olur. Seçenek A takım ve pres kapasitesini yıpratır. Seçenek B parçayı yıpratır. Ya çekme sınırına saygı duyun ya da partiyi hurdaya çıkarın.
Araştırmalar, yanlış kalıp seçiminin, ilk çıkan parçalar güzel görünse bile hatalı parça oranını artırabileceğini gösteriyor. Yüksek dayanımlı kenar kıvırmalarında bu artış kozmetik sapma değildir. Bu, o birleşik hareket sırasında zirve gerinimde başlayan gizli bir çatlamadır.
Bunu zor yoldan öğrendim. Bir defasında yüksek dayanımlı bir partiyi tek kademeli düzende çalıştırdım çünkü ilk on parça mükemmel görünüyordu. Elli parçaya geldiğimizde, mikro çatlaklar e-kaplama sonrası boyanın altından görünmeye başladı. Bir vardiyanın tüm üretimini hurdaya çıkardık ve gerçekte suçlu olmayan bir kalıbı yeniden taşladık. Asıl suçlu, bunu 80.000 PSI çekme dayanımı yumuşak çelikmiş gibi görmezden gelen bendim.
Peki çatlakları görmeden önce o görünmez çizgiyi geçtiğinizi nasıl anlarsınız?
Şüpheli bir kenar kıvırmasını kesip kesitini parlatın. Eğer çatlak yolu ilk dış bükülme yarıçapına yakın seyrediyorsa—nihai düzleme değil—ilk kıvrılma olayında izin verilen gerinim sınırını aşmışsınız demektir. Sorunu damgalayan şey, o birleşik hareket sırasında malzemenin izin verilen gerinimini aşmanızdır, sonunda oluşan kozmetik düzleşme değil.
Geri yaylanma değerlerine de dikkat edin. Yüksek çekme dayanımlı sacda tek kademeli kenar kıvırmadan sonra fazla geri yaylanma görüyorsanız, elastik enerjinin boşalmadığını, üst üste bindiğini anlatır. Ne kadar çok enerji hapsolduysa, şekillendirme sırasında zirve gerilmesi o kadar yüksek olmuş demektir. Bu bir ipucudur, rahatsızlık değil.
Bir de kenar tutarlılığı vardır. Yüksek dayanımlı malzemeyi tek kademeli kalıptan geçirirseniz, yağlama veya hizalamadaki küçük farklılıkların sol-sağ yönünde değişkenlik yarattığını görürsünüz. Bu farklılıklar yerel basınç sıçramalarına, bu da doğrudan uzama sınırını aşan yerel gerinim sıçramalarına dönüşür. İki kademeli işlem bu riski olaylar arasında yayar. Tek kademeli ise hepsini tek bir anda yoğunlaştırır.
Gerinimi hesaplayabilirsiniz. Yük altındaki yarıçapı ölçebilirsiniz. Bunu çeliğinizin belirli ergitmesi için belgelenmiş uzama değeriyle karşılaştırabilirsiniz. Ya da çevrim süresine güvenip şansa bırakabilirsiniz.
Ve eğer üstündeysen 80.000 PSI çekme dayanımı, umut bir süreç değildir.
Hesapları yaptın. 1.2–1.4 mm sacın 80.000 PSI çekme dayanımı üzerine çıktığında ne olduğunu gördün ve dış lif gerilimi tek bir vuruşta uzama sınırını aştı. Peki süreci nasıl yeniden tasarlarsın?
İki işi bir vuruşa yaptırmayı bırakırsın.
İki aşamalı kıvırma kalıbı işlemi, kontrol edilen bir ön bükme—genellikle 30° ila 45°—takiben ayrı bir düzleştirme vuruşu olarak ayırır. Bu, tek aşamalı ezmenin şiddetine kıyasla neredeyse nazik geliyor. Fakat mekanik olarak fark, gerçekten önemli bir yerden gelir.
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, Abkant Pres ilgili bir sonraki adımdır.
İlk aşamada, radyusu oluşturur ve durursun. Malzemenin şekil değiştirmesine, nötr eksenini kaydırmasına ve kısmen yükünü boşaltmasına izin verirsin. Elastik enerji ikinci vuruş başlamadan önce dağılır. İkinci aşamada ise düzden en yüksek eğriliği yaratmazsın; zaten şekil değiştirmiş bir bacağı kapatırsın. Tepe gerilmesi aynı anda üst üste binmez.
Bu ayrım, uzama sınırlarıyla flört etmekle onları aşmak arasındaki farktır.
Ve bir kere 100.000 PSI çekme mukavemetini, aştığında, artık orta yol yoktur—ya ön bükmeyi düzleştirme vuruşundan ayırırsın ya da mikro çatlakları üretim özelliği olarak kabul edersin.
1.6 mm gelişmiş yüksek mukavemetli çeliği 100.000 PSI çekme mukavemetini. noktasında hayal et. Toplam uzama yaklaşık 10% olabilir. Malzeme kalınlığına eşit bir yarıçap etrafında—1.6 mm diyelim—özel bir istasyonda ön bükme uygularsın. Yüzey gerilmesi yaklaşımın t/(2R): 1.6 ÷ (2 × 1.6) = 0.5. Tepe eğrilik sırasında dış lifte yüzde elli mühendislik gerilimi felaket gibi gelir ama saf bükmede gerilimin kalınlık boyunca yeniden dağıldığını, yüzeyde kısa süreli yoğunlaştığını ve parçanın yükü boşaldıkça kısmen gevşediğini hatırlarsın.
Şimdi bunu tek aşamalı bir kalıpla karşılaştır, tek harekette biçimlendirip ezer, yük altında yarıçapı örneğin 1.0 mm’ye sıkılaştırır. Tekrar çalıştır: 1.6 ÷ (2 × 1.0) = 0.8. Tepe yüzey gerilmesini 60% oranında artırdın—ve düzleştirmeden kaynaklanan kalınlık boyunca basınç gerilmelerini henüz hesaba katmadın bile. Bu durumun mahvolmasına neden olan, bu birleşik hareket sırasında malzemenin izin verdiği gerilme sınırının aşılmasıdır.
Yekpare tek aşamalı bir blok bu darbeler arasında duraklayamaz. Onları katlar.
İki aşamalı mimaride, ikinci vuruş zaten şekil değiştirmiş ve nötr eksenini bükmenin iç tarafına kaydırmış bir bacakta çalışır. 45°’den düz hale getirmek için gereken gerilme, esasen iç yüzeyde döngüsel ve basma yönündedir; orijinal dış yarıçapta yeni bir tepe çekilme değil. Gerilmenin nereye gideceğini yönetiyorsun, kalıp geometrisinin belirlediği yerde tepe yapmasına izin vermiyorsun.
Bu, gerilme dağılımı kontrolüdür. Zarafet değil. Kontrol.
Ve eğer gerçek hedef gerilme kontrolüyse, çevrim hızını yavaşlatmak seni otomatik olarak daha mı güvenli yapar?
Atkı çevriminden 0,8 saniye kazandıklarını, iki istasyonu tek bir istasyonda birleştirerek övünen atölyeler gördüm. 0,9 mm yumuşak çelikte 45.000 PSI çekme dayanımıyla, sorun değil. Malzemenin 30% uzama kapasitesi var ve kalıp açıklığı 6–8× kalınlıkta sorunsuz şekilde durabilir.
Şimdi bu hileyi 1,4 mm çift fazlı çelikte deneyin 80.000 PSI çekme dayanımı.
Evet, iki aşamalı kalıp genellikle çevrim süresinin katlama bölümüne 30–40% ekler. Ancak “yavaş” olan şey güvenlik mekanizması değildir. Güvenlik, tek bir olayda eş zamanlı çekme ve basma gerinimlerinin tepe noktasını azaltmaktan gelir. İki aşamalı kalıbı hızlı çalıştırabilir ve yine de başarı elde edebilirsiniz—çünkü gerinim yığılmasını sınırlayan şey kronometre değil, mimaridir.
Bazı sınır durumları vardır. Tek aşamalı kalıp açıklığını 10–12× kalınlığa genişletmek, bazı yüksek dayanımlı çeliklerde eğrilik şiddetini azaltabilir ve yaylanmayı kontrol altına alabilir. Bu size bir tampon kazandırır. Bazen yeterlidir.
Ancak tonaj ve kalıp yorgunluğu olarak bedel ödersiniz. Kalıbı nominal kapasitenin –100%“inde çalıştırmak onu bir günde patlatmaz; sadece aşınmayı hızlandırır. Şimdi ”hızlı” kurulumunuz hem kalıbı yiyor hem de dış fiber gerinim sınırlarıyla flört ediyor. Ya çekme sınırına saygı gösterin ya da partiyi hurdaya çıkarın.
Özel hibrit tasarımlar—yuvarlanan çubuklar, poliüretan ek parçalar—teması yumuşatabilir ve özel parçalarda yüzey izlerinin oluşmasını önleyebilir. Bunları kendim de belirttim. Kozmetik ve basınç dağılımına yardımcı olurlar. Ancak gerilme–gerinim eğrisini ortadan kaldırmazlar. Bir kez altı haneli çekme dayanımı bölgesine girdiğinizde, gerinim olaylarının ayrılması isteğe bağlı olmaktan çıkar, yapısal bir gereklilik haline gelir.
Peki bu üretim rakamlarında nasıl görülür?
Varsayımsal ama gerçekçi bir senaryo: 1,5 mm martensitik çelikte 110.000 PSI çekme dayanımı, otomotiv dış panel kenar katlama. Tek aşamalı kalıp. İlk parça görsel kontrolden geçer. İlk on parça mükemmel görünür. 200. parçada, boya penetrant testi altında orijinal dış yarıçap boyunca mikro çatlaklar belirir. Boyadan sonra bunlar görünür hale gelir. Hurda %’ye yükselir.
İki aşamalı kalıba geçin. Katlama çevrimi % artar. Saatte çıktınız düşer. Hurda oranı %2%’ye düşer çünkü tepe gerilimi artık tek bir birikmiş olay sırasında malzeme uzama değerini aşmamaktadır.
10.000 parçalık bir parti için hesap yapın. Tam dolar değerlerini atamadan bile hangi sütunun daha çok acı verdiğini bilirsiniz: % daha fazla katlama süresi mi, yoksa yüksek dayanımlı çelikte % ek hurda artı sonraki düzeltme ve boya kayıpları mı.
Yanlış kalıp seçiminin, ilk parçalar iyi görünse bile hata oranlarını % artırabileceğini gösteren araştırmalar var. Yüksek verimli katlamalarda bu artış neredeyse her zaman bir gerinim yönetimi hatasıdır, operatör hatası değil.
Evet, iki aşama zaman maliyetlidir. Daha fazla bakım noktası gerekebilir. İstasyonlar arasında daha sıkı hizalama talep edebilir. Ancak çekme dayanımı 100.000 PSI, ’ı aştığında, bu verimlilik için bir yükseltme değildir. Halihazırda çatlamakta olan bir köprüye daha düşük ağırlık sınırı koymak gibi yapısal bir gerekliliktir.
Mevcut katlama kurulumunuzun 100.000 PSI üzerindeki sürekli çalışmalara dayanıp dayanamayacağını değerlendiriyorsanız, bu noktada ekipman ortağınızı devreye sokmalısınız—hurda oranları yükseldikten sonra değil. CN-HAWE’nin 0% CNC tabanlı portföyü, gelişmiş bükme sistemlerini ve sac metal otomasyonunu kapsar, yüksek gerinimli uygulamaları üretim hattınıza ulaşmadan önce doğrulamak için özel Ar-Ge ve kurum içi test yetenekleriyle desteklenir. Kalıp mimarisi, makine uyumluluğu veya iki aşamalı yükseltme için fiyat teklifi hakkında teknik bir görüşme yapmak isterseniz, bizimle iletişime geçebilirsiniz. CN-HAWE ile iletişime geçebilirsiniz malzeme özelliklerinizi ve üretim hedeflerinizi ayrıntılı olarak gözden geçirmek için.
Ve doğru yapı yerinde olsa bile, tane yönünü, yağlamayı ve kalıp aşınmasını görmezden gelirseniz partiyi yine de mahvedebilirsiniz—çünkü teoride gerinimi kontrol etmek, sahada onu kontrol ettiğiniz anlamına gelmez.
İki aşamalı kalıbı kurdunuz. Kapanma yüksekliğini kontrol ettiniz. Malzeme sertifikası diyor ki 110.000 PSI çekme dayanımı. Yapı doğru.
Parçalar hâlâ çatlıyor.
İşte o anda genç mühendisler ısı partilerini ve takım çeliği sınıflarını suçlamaya başlar, çünkü şu gerçeği kabul etmekten daha kolaydır: çekme mukavemeti altı haneli değerlere ulaştığında, kalıp seçimi artık hikâyenin tamamı olmaktan çıkar. Yapı yüke göre sınıflandırılmış olabilir, ancak bir köprünün üzerinden kamyonu yanlamasına geçirip o gerilimi taşımak için tasarlanmamış bir şeyi kesebilirsiniz. İki aşamalı süreç o hattın üzerinde zorunludur, evet—ama metalurjiyi, geometrimizi veya makine gövdesindeki fiziği ortadan kaldırmaz.
Peki kalıp “doğruyken” partiyi gerçekten ne öldürüyor?
Kısa cevap: yüksek dayanımlı çelikte, genellikle evet.
Çelik sac, haddeleme yönünden kaynaklanan bir tane yönüne sahiptir. Dikine bükerseniz, liflerin üzerinden gerersiniz. Paralel bükerseniz, aralarındaki birleşimleri açmaya çalışırsınız. Yumuşak 45.000 PSI çekme dayanımıyla 30% uzamalı malzemede, bu hatayı tolere edebilirsiniz. Ancak 100.000+ PSI çekme dayanımlı ve 8–12% uzamalı stokta, görünmeyen mikroskobik sınırlar üzerinde tüm siparişi kumar masasına koyuyorsunuz demektir.
Atölyelerin yarıçapı genişlettiğini, darbe hızını yavaşlattığını, zımbayı parlatıp her kitaplık yöntemi uyguladığını ama yine de dış yarıçap boyunca mükemmel şekilde uzanan kılcal çatlakların peşinden koştuğunu gördüm. Kalıp düzgündü. Yapı düzgündü. Büküm hattı tane yönüyle paraleldi.
Bu bir takım sorunu değil. Bu, takım sorunu gibi davranan bir malzeme yönelimi sorunu.
Ve işte tuzak: ilk on parça kusursuz görünür. Mikro çatlaklar, parçalar gevşemeden, kaplanmadan veya titreşim görmeden önce her zaman ortaya çıkmaz. O zamana kadar paletleri ayıklamaya başlamışsınızdır.
Paralel bükme her seferinde arızayı garanti eder mi? Hayır. Tane boyutu önemlidir. İnce taneli yüksek dayanımlı çelikler, aynı çekme değerine sahip iri taneli muadillerine göre daha fazla hatayı tolere eder. İri taneler iyi dayanım sağlar, ama dar dış yarıçaplarda yırtılır ve portakal kabuğu gibi olur. Kâğıt üzerinde aynı 110.000 PSI çekme dayanımı . Kenar kıvrımında farklı davranış.
Ya bükümü tane yönüne dik hizalayın ya da iç yarıçapı artırarak yüzey gerinimini izin verilen uzama sınırının altına düşürün. Seçenekleriniz bunlar. Diğer her şey dilekten ibaret.
Ve eğer yönelim ve tane boyutu, sac yerleşimiyle belirlenmişse, metale tutturmaya çalıştığınız şekil ne olacak?
Her kenar aynı şekilde yaratılmaz.
Gözyaşı tipi kenar, küçük bir iç boşluk bırakır—daha az sıkışma, daha kontrollü kapanma. Düz kenar ise o bacağı sıkıca bastırmanızı ister, iç yarıçap ne varsa çökerterek madeni para kenarı gibi davranmasını sağlar. O son düzleştirme hareketi nazik bir dönme değildir; içte yerel bir sıkıştırmadır ve hâlâ eğrilik hafızası taşıyan dış lifte yeniden gerilim oluşturur.
Düşük dayanımlı çeliklerde metal akar. Yüksek akma dayanımlı sınıflarda ise direnç gösterir ve ardından kırılır.
Bir yayı, kendi yük sınırı için derecelendirildiği hâlde, yalnızca bükülmesini değil, kendine gömülmesini de istemek gibi düşünün. İki kademeli kalıp ilk hareketi mükemmel şekilde yönetir. Ancak teknik çiziminiz, minimum kalınlık yığılmasıyla tamamen düz bir kenar gerektiriyorsa, yüzey gerilimini birinci aşamada kaçınmak için harcadığınız sınırın tam eşiğine geri itiyor olabilirsiniz.
İşte köprü benzetmesinin işe yaradığı yer burasıdır. Yapı, düz bir trafikte belirtilen yükü taşıyabilir. Şimdi burulma ekleyin. Frenlemeyi ekleyin. Yandan esen rüzgârı ekleyin. Yükler birleşir.
Ona zarar veren, bu birleşik hareket sırasında malzemenin izin verilen şekil değiştirme sınırının aşılmasıdır.
Bazen en akıllıca hareket, alaşımın o kalınlıkta fiziksel olarak dayanamayacağı kozmetik mükemmellikte ısrar etmek yerine tasarımla gözyaşı profili üzerinde anlaşmaktır. Çünkü geometrinin kendisi, iki kademeli kalıbınızın korumaya çalıştığı gerilim yönetimini sessizce bozabilir.
Ve sonra, aslında malzeme ya da geometriden kaynaklanmayan o tür bir hata vardır.
İki kademeli kenar kıvırma işlemi sıraya bağlıdır. Kontrollü bir yarıçap altında ön bükme yapılır. Ardından ayrı bir yüzeyle düzleştirme uygulanır. Bu kalıpların birçoğu, o geçişi kontrol etmek için yaylara veya azot silindirlerine güvenir.
Bu elemanlar yıprandığında, kalıp bunu duyurmaz.
Sadece gerinme olaylarını düzgün şekilde ayırmayı bırakır.
Ben bunu pahalı şekilde öğrendim. Yıllar önce bir parti yüksek dayanımlı panel çalıştırıyordum—sertifika şöyle diyordu 980 MPa çekme dayanımı—güvendiğim iki kademeli bir düzende. Üretim ortasında, parçalar dış yarıçapta ince çatlaklar göstermeye başladı. Malzeme sertifikalarını inceledik, yağlamayı suçladık, hatta bobin karışımını sorguladık. Meğerse üst bölümdeki bir yay paketi gevşemiş. Ön bükme, düzleştirme devreye girmeden önce tam açıya ulaşmıyormuş. Kalıp, yük altında fiilen tek kademeli bir blok hâline gelmişti.
Partiyi hurdaya çıkardık.
Aşınma deseni incedir: ilk temas noktasına daha yakın parlaklaşmış düzleştirme yüzeyleri, düzensiz izler, biraz daha yüksek gereken pres kuvveti—belki 120 ton alışılagelmiş değerin yerine 105 ton aynı strok için. O ek yük “daha güvenli” değildir. Bu, makinenin kaybolan sıralamayı telafi etmesidir.
Ve abkant presin kendisini de göz ardı etmeyin. Uygun bombeleme olmadan daha eski makinelerde tane yönüne paralel uzun bükümler ortada esneyebilir ve ortada açı açılabilir. Ortada çatlaklar görürsünüz ve bunun tane yapısından kaynaklandığına yemin edersiniz, oysa aslında çerçeve esnemesidir. Uçları takozlayın veya bombelemeyi düzeltin, “malzeme sorunu” yok olur.
Yani yukarıda doğru şekilde belirlenmiş iki aşamalı kalıpta bir kıvırma başarısız olduğunda 100.000 PSI çekme mukavemetini, çeliği suçlamadan önce üç şeyi sorun: Büküm tane yönüne karşı mı savaşıyor? Geometri, alaşımın dayanabileceğinden daha fazla gerinim mi talep ediyor? Aşınma sessizce aşamalar arasındaki ayrımı mı sildi?
Çünkü tasarım doğru olduğunda, savaş alanı uygulamaya kayar.
Ve işte tam orada artık tepki vermeyi bırakır, ilk sac abkanta ulaşmadan önce karar vermeye başlarız.
Çatlakların en baştan hiç ortaya çıkmaması için yüksek dayanımlı bir kıvırma işini nasıl kuracağınızı bilmek istiyorsunuz.
Güzel. Bu, artık hurda kutusu dolduktan sonra değil, ilk sac abkanta ulaşmadan önce düşünmeye başladığınız anlamına geliyor.
Çerçeve şöyle: hangi kalıbın daha hızlı olduğunu sormayı bırakın ve malzemenizin, geometrinizin ve presinizin, çeliğin izin verilen gerinimini aşmadan düzleştirme strokunu tamamlayıp tamamlayamayacağını sormaya başlayın. Kıvırma, ağırlık sınırlı bir köprüdür. Sertifikadaki çekme dayanımı ilan edilen yük gibidir. Bükme ve ezme hareketinin birleşimi sırasında onun altında kalırsanız sorun yoktur, ancak aşarsanız mikroskobik bir şey çatlar ve zamanla büyüyüp diş çıkarır.
Bu tercih meselesi değil. Bu, sınırlar meselesidir.
Sertifikayı çıkarın. Tahmin etmeyin.
Eğer bakıyorsanız 80.000 PSI çekme dayanımlı düşük karbonlu çeliğe, 0,9 mm kalınlığında, tek aşamalı işlem uzun ömürlü olabilir—yarıçap ve yön disiplinliyse. 110.000 PSI ve üstüne doğru ilerledikçe, konuşma değişir. Bu dayanım seviyesinde, dış fiber uzaması azalır. Dün zararsız olan aynı düzleştirme stroku, şimdi gerinimi sınırın eşiğine iter.
Şimdi takım istifinizi katmanlayın.
Ön bükümünüz gerçekte hangi iç yarıçapı üretiyor? Katalog numarasını değil—yük altındaki ölçülmüş olanı. Daha büyük bir zımba yarıçapı, yüzeydeki tepe gerinimini azaltır fakat kıvırmayı bitirmek için daha fazla tonaj ister. Daha fazla tonaj, daha fazla çerçeve esnemesi, daha fazla düzensiz düzleştirme riski ve kalıp setinde daha yüksek kümülatif gerilim demektir. ADH’nin yorgunluk verileri şunu açıkça gösteriyor: kalıbı –100 kapasitede çalıştırırsanız, ilk günde hiçbir şey kırılmasa bile aşınmayı hızlandırırsınız.
Yani üç sayıyı yan yana eşle:
Eğer düzleştirme strokun gerektiriyorsa 120 ton şu rahat bir preste: 130 ton, “kapsam dahilindesin” değil. Kırmızı çizgide yaşıyorsun. Ya yarıçapı artır, iki aşamalı ayırmaya geç, ya da mikro-çatlakların işin doğasında olduğunu kabul et.
Ya çekme sınırına saygı duy ya da partiyi hurdaya ayır.
Ve malzemenin fiziksel olarak stroku kaldırabileceğini bildiğinde, aslında neyi sevk etmene izin var?
Çoğu atölye kendine burada yalan söyler.
“İlk on parça mükemmel görünüyor.” Bunu bin kez duydum.
Yanlış kalıp seçiminin, ilk çıkan parçalar iyi görünse bile, kusur oranlarını % oranında artırabileceğini gösteren araştırmalar var. Bunun nedeni mikro-çatlakların kaplama, titreşim veya zaman etkisiyle ortaya çıkmasıdır. Müşterin e-kaplamadan sonra sıfır kozmetik çatlağa izin veriyorsa, kusur toleransın aslında sıfırdır—üretim ne kadar hızlı olursa olsun.
Şimdi iki senaryoyu karşılaştır.
Tek aşamalı işlem % daha hızlıdır. Ancak eğme ve düzleştirmeyi tek bir elastik olayda birleştirir. İki aşamalı işlem bunları ayırarak gerilmeyi kontrol eder ama çevrim süresi ve kurulum disiplini ekler. Eğer düşük dayanımlı, uzama toleranslı çelikle çalışıyor ve boyanmayacak iç kenarlar katlıyorsan, hız kazandırabilir.
Ama yüksek dayanımlı dış panelleri 110.000 PSI çekme dayanımıyla, Sınıf A yüzey maruziyetiyle katlıyorsan, hızın önemi yoktur. Gerçek ölçütün, parçanın tüm yaşam döngüsü boyunca dayanılabilir gerilmedir.
Üretim hedefleri önemlidir. Sadece fiziğin önüne geçemezler.
O hâlde, bir üretimi başlamadan önce sahada sorman gereken gerçek soru nedir?
Yeterince bastırırsanız herhangi bir çelik bükülür.
Bu test değildir.
Test, son 10% hareket boyunca—içeride sıkışma ve dışarıda kalıcı gerilimin bir araya geldiği yassılaştırma strokunda—dayanıp dayanmadığıdır. Onu mahkûm eden şey, o birleşik hareket sırasında malzemenin izin verilen uzama sınırını aşmasıdır. Ön bükmede değil. Kurulumda değil. Ezilme anında.
İleriye taşıyacağınız çerçeve şudur:
Hesaplar sıkışıksa “tek aşamada deneyelim ve görelim” demeyin. Olayları iki aşamayla ayırın, yarıçapı artırın, tane yönünü yeniden ayarlayın veya geometriden yeniden pazarlık edin. Bunlar mühendislik hamleleridir. Diğer her şey pahalı çelikle kumar oynamaktır.
Görünmeyen kısım mı? İki aşama verimlilik artışı değildir. Bu, çekme mukavemeti size hata payı bırakmadığında pay kazandıran bir gerilme yönetimi aracıdır. Kalıp kategorisi sizi kurtarmaz—çünkü sizi sınırlayan çekme disiplini olur.
Bir kenar katlamayı tezgâhta ne kadar düz göründüğüne göre değerlendirmeyi bırakın.
Bunu, malzemenin strok boyunca yük sınırını aşmadan dayanıp dayanmadığına göre değerlendirmeye başlayın—ve koç düşmeden önce, gerçek payınızın nerede yaşadığını kendinize sorun.


















