

Her şeyin aynı olduğunu yemin etti.
Aynı 90 derecelik program. Aynı 304 paslanmaz çelik. Aynı punch ve die. Ama eski hidrolik frenle, parçaları üç derece açık çıktı. Pedala daha fazla bastı, stroke'u daha derinlemesine kullandı, onu yerine “hissetmeye” çalıştı.
Öğle yemeğine kadar, pahalı ayraçlar gibi görünen parlak atık yığınlarımız vardı.
Peki ne değişti?
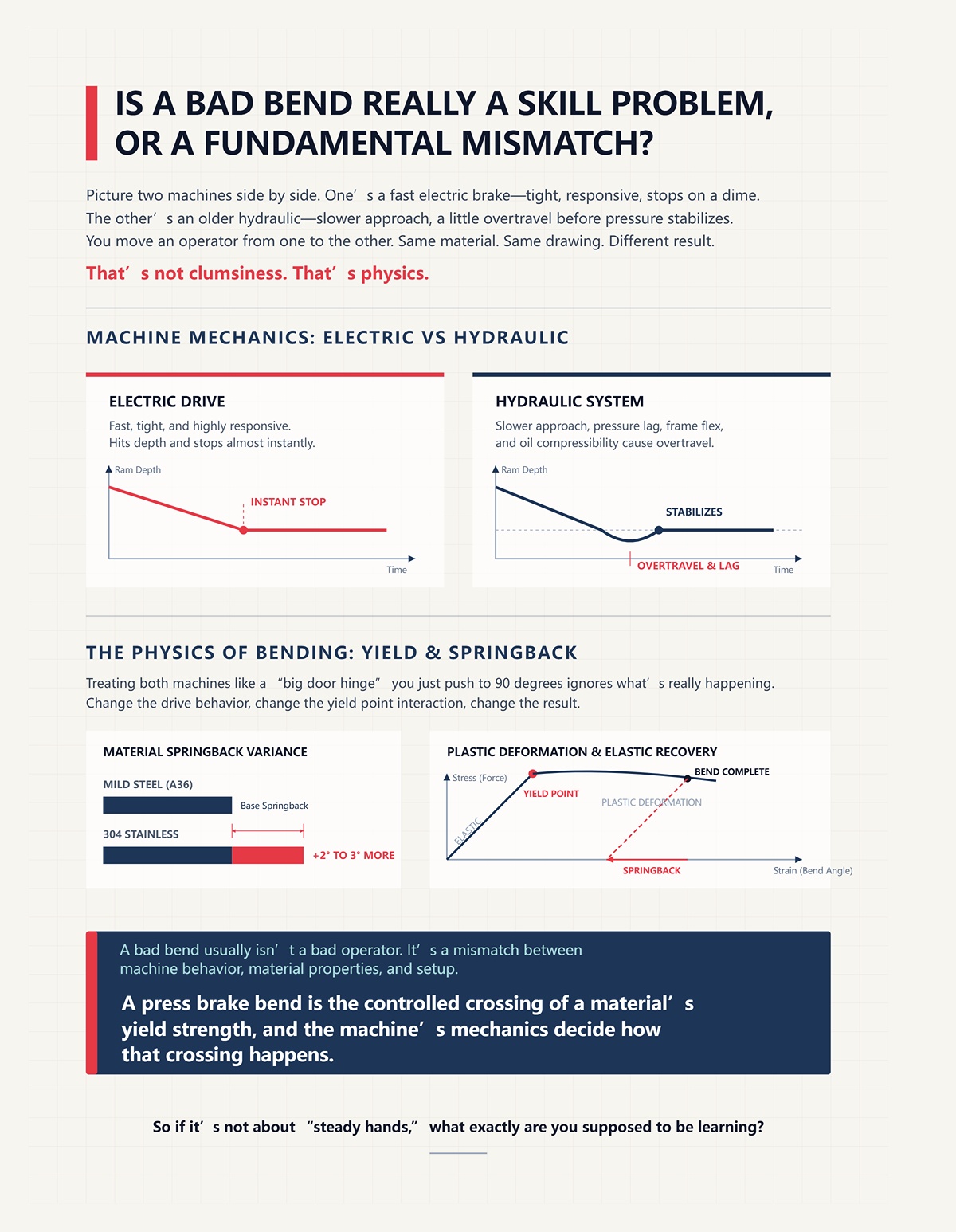
Yan yana iki makineyi hayal edin. Biri hızlı bir elektrikli fren—sıkı, duyarlı, bir kuruşluk duruyor. Diğeri eski bir hidrolik—daha yavaş bir yaklaşım, basınç stabil hale gelmeden önce biraz aşım. Bir operatörü birinden diğerine taşıyorsunuz. Aynı malzeme. Aynı çizim.
Farklı sonuç.
Bu sakarlık değil. Bu fizik.
Elektrikli sürüş derinliğe ulaşıp neredeyse anında duruyor. Hidrolik sistem basıncı farklı bir şekilde oluşturuyor; gecikme, çerçevede esneme, yağın sıkışabilirliği var. O küçük fark, malzemenin aslında ne kadar verim verdiğini değiştiriyor. 304 paslanmaz çelik ile, A36 gibi hafif çelikten 2-3 derece daha fazla geri sıçradığı için, o gecikme önemlidir. Çok.
Her iki makineyi de 90 dereceye itip geçebileceğiniz “büyük kapı menteşesi” gibi kullanmak, gerçekten olanı göz ardı ediyor: malzemeyi akma dayanımının ötesine zorlayarak plastik deformasyona uğratıyorsunuz, sonra elastik olarak ne kadar geri sıçrayacağını tahmin ediyorsunuz.
Sürüş davranışını değiştirin, akma noktası etkileşimini değiştirin, sonucu değiştirin.
Kötü bir büküm genellikle kötü bir operatör değildir. Bu, makine davranışı, malzeme özellikleri ve kurulum varsayımları arasındaki bir uyumsuzluktur. Bir pres fren bükümü, bir malzemenin akma dayanımının kontrollü bir şekilde aşılmasıdır ve makinenin mekaniği bu aşamanın nasıl gerçekleşeceğini belirler.
Yani “sabit eller” ile ilgili değilse, neyi öğrenmeniz bekleniyor?
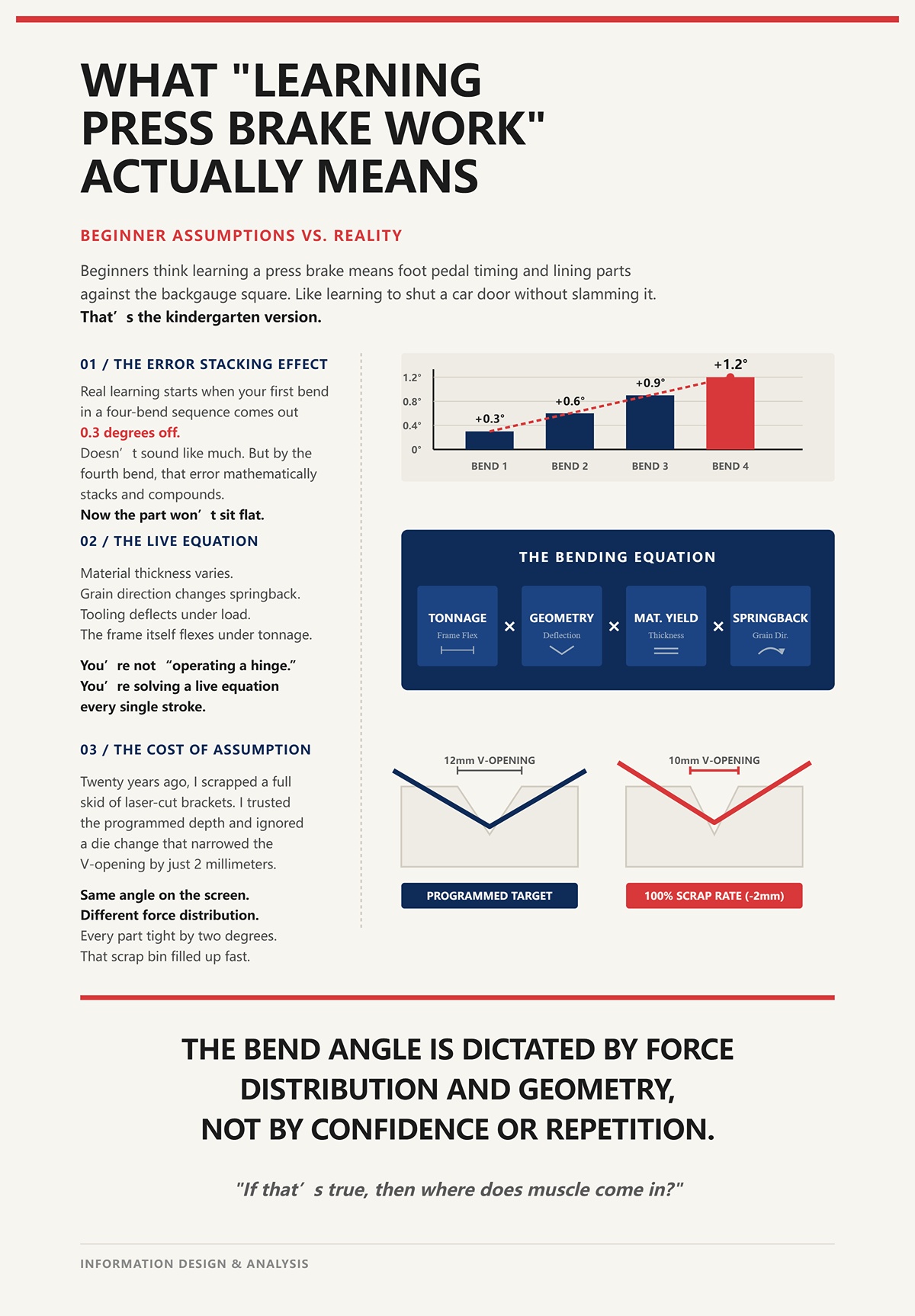
Yeni başlayanlar, bir pres fren öğrenmenin ayak pedalı zamanlaması ve parçaları arka ölçüye kare olarak hizalamak anlamına geldiğini düşünüyor. Bir araba kapısını çarpmadan kapatmayı öğrenmek gibi.
Bu, anaokulu versiyonu.
Gerçek öğrenme, dört büküm sırasındaki ilk bükümünüz 0.3 derece hatalı çıktığında başlar. Çok gibi görünmüyor. Ama dördüncü bükümde, o hata birikir. Artık parça düz durmuyor. Hatta deneyimli operatörler durur, ram derinliğini yeniden hesaplar, arka ölçüyü ayarlar ve programı manuel olarak düzeltir.
Neden? Çünkü levha ders kitabını okumadı.
Malzeme kalınlığı değişir. Tahıl yönü geri sıçramayı değiştirir. Alet yük altında sapar. Çerçeve kendisi tonaj altında esner. Siz “bir menteşe işletmiyorsunuz.” Her stroke'da canlı bir denklemi çözüyorsunuz: tonaj × alet geometrisi × malzeme akma dayanımı × makine sapması.
Yirmi yıl önce, programlanmış derinliğe güvendiğim ve V-açılımını 2 milimetre daraltan bir die değişikliğini göz ardı ettiğim için bir tam lazer kesim braket skidini atmıştım. Ekranda aynı açı. Metalde farklı kuvvet dağılımı. Her parça iki derece sıkı. O atık kutusu hızlıca doldu ve bu benim ayağımın kaymasından dolayı değildi.
Press brake işini öğrenmek, metalin hangi değişkenlerle hareket ettiğini ve hangilerinin deneyiminiz ne olursa olsun umursamadığını öğrenmek demektir. Bükme açısı, güven veya tekrar ile değil, kuvvet dağılımı ve geometri ile belirlenir.
Eğer bu doğruysa, o zaman kas gücü nerede devreye giriyor?

Yeni başlayanların bir parçaya, sanki dizlerinin üzerinde bir demir çubuk bükmeye çalışıyormuş gibi yaslandıklarını gördüm. Omuzlar gergin. Çene sıkı. Sanki çaba çeliği ikna edebilir.
Çelik müzakere etmez.
Ram alt ölü merkezine ulaştığında, makine, strok derinliği ve aletlere dayalı olarak belirli bir tonaj sağlamıştır. İster bir linebacker gibi yapılı olun, ister bir muhasebeci gibi, malzeme yalnızca kuvvet ve geometriye yanıt verir. Ellerinizi konumlandırmak için oradasınız, güç için değil.
Bunu bir banyo terazisi gibi düşünün. Ona dik dik bakabilirsiniz, üzerine basabilirsiniz, cesaret verebilirsiniz—yine de uyguladığınız gerçek kuvveti okur. Pres fren de aynı. Malzemeye uygulanan kuvveti ölçer. Açıyı ne kadar çok istediğinizi ölçmez.
Her şeyin aynı kaldığı, yüksek hacimli manuel bir presde—aynı kalıp, aynı malzeme partisi, aynı açı—sabit bir kurulum tekrarlayarak kahraman gibi görünebilirsiniz. Bu kaba kuvvetin kazanması değil. Bu, fiziğin kısıtlı kalmasıdır, böylece sizi şaşırtmaz.
Kalınlığı, alaşımı, V-kalıp genişliğini veya makineyi değiştirdiğiniz an, kas gücünün önemi kalmaz. Sadece kurulum önemlidir. Bir pres fren, sabit geometri aracılığıyla ölçülebilir kuvvet sağlar; insan gücü bu denklemi değiştiremez.
Eğer bükümü belirleyen elleriniz değilse, makinenin içinde tam olarak ne var?
Kontrol panelinde duruyorsunuz, ayağınız havada, 24 mm V-kalıp üzerinde 3 mm yumuşak çeliğe bakıyorsunuz. Bir metre uzunluğunda. Kağıt üzerinde, o büküm yaklaşık 20 ton gerektiriyor. 10 değil. “Yaklaşık o kadar” değil. Yirmi. Kalınlığı 6 mm'ye iki katına çıkardığınızda, tonajı iki katına çıkarmıyorsunuz—yaklaşık dört katına çıkarıyorsunuz.
Bu sıçrama bir tutum değil. Bu, makineye ve metale yerleşmiş bir matematik.
Pedala bastığınızda, “çelik bükmüyorsunuz.” Bir sistemi kapatıyorsunuz: ram aşağı iniyor, yatak sabit kalıyor, delgi levhaya sürülüyor, kalıp alttan direniyor. Kuvvetin nereye gideceğini ve nasıl yayıldığını belirleyen dört sert çelik parça. Ellerinizi levhaya hiç dokunmadan önce, delgi yarıçapı ile kalıp açıklığı arasındaki ilişki, belirli bir derinlikte hangi açının mümkün olduğunu zaten sınırlar.
Bu yüzden makinenin içinde bükümü gerçekten belirleyen şeyin ne olduğunu sorduğunuzda, botlarınıza bakmayı bırakın ve o dört parçaya bakmaya başlayın.
Çünkü iş yapanlar onlardır.
Uzun bir bükümde ramı izleyin—örneğin 4 mm çelikten 8 fit. Yük altında aşağı inerken, merkezdeki sapmayı ölçebilirsiniz. Birkaç bininci inç. Çok gibi görünmüyor. Ama uzunluk boyunca, bu, merkezde uçlardan daha az kuvvet göründüğü anlamına gelir, aksi takdirde taçlandırma ile telafi etmeniz gerekir.
Bu çerçeve fiziği.
Ram hareket eden kiriştir. Yatak sabit kiriştir. Tonaj arttıkça, her ikisi de esner. Hidrolik makineler, yağ aracılığıyla basınç oluşturur; sıkıştırılabilirlik vardır ve tam tonajın dengelenmeden önce hafif bir gecikme olur. Elektrikli sürücüler pozisyona daha hızlı ulaşır ve sıkı tutar, ancak tonaj arttığında çerçeveyi aynı şekilde yüklerler. Farklı bir his. Yük altında bükülen aynı kiriş.
Her şeyin aynı olduğunu yemin etti.
Ama eski hidrolik freninde, parçaları üç derece açık çıktı.
Değişen onun ayağı değildi. Ramın kuvveti çerçeve tam olarak yüklenmeden önce nasıl ilettiği ve stabilize ettiğiydi. Eğer ram, tonaj yatakta eşitlenmeden önce derinlikte durursa, malzeme merkezde asla tam olarak akma noktasını geçmez. Parçada varyasyon elde edersiniz.
Bir zamanlar aşınmış gibsleri göz ardı etmiştim - ramın düzgün bir şekilde izlenmesini sağlayan o kılavuz yüzeyler. Aşırı yük altında, ram bir tarafı öne çıkaracak kadar döndü. Açıyı yan yana kontrol etmeden önce 200 parça ürettik.
Hepsi atık. Doğrudan kutuya.
Ram ve yatak sadece aletleri “tutmak” için değildir. Kontrol edilen bir esneme sisteminde karşıt kirişlerdir. Eğer saparlarsa, kuvvet dağılımı değişir. Kuvvet dağılımı değişirse, metaldeki akma hattı kayar. Kuvvet, yalnızca ram ve yatak arasında eşit şekilde desteklendiği noktada ve anda gerçektir.
Ve eğer kuvvet bu kirişlerden geçmek zorundaysa, onu bir sonraki ne şekillendirir?
12 mm V-kalıbı alın ve bunu 16 mm V-kalıbı ile değiştirin. Aynı makas. Aynı malzeme. Aynı programlanmış açı.
Büküm açınız değişir.
Neden? Çünkü hava bükümünde, levha yalnızca makas ucuna ve iki kalıp omzuna temas eder. Bu, kalıp açısını bir üçgenin tabanı yapar. Makas yarıçapı zirvedir. Verilen bir derinlikte o üçgenin oluşturduğu açı geometri, heves değil.
Daha hızlı basın. Daha yavaş basın. Üçgenin umurunda değil.
Yeni başlayanlar hızın metali yerine “snap” yaptığını düşünür. Yapmaz. Hız döngü süresini değiştirir. Geometri açıyı belirler. Daha geniş bir V ile, malzeme aynı dahil açıyı elde etmeden önce daha derin bir şekilde çöker. O daha derin penetrasyon, kesit alanının ne kadarının plastik ve ne kadarının elastik gideceğini değiştirir, bu da geri yayılmayı değiştirir.
Yirmi yıl önce, bir V-kalıbını programı ayarlamadan 2 mm daralttım. Aynı ekran açısı. Aynı derinlik.
Her braket iki derece sıkı çıktı.
Bu gremlinler değildi. Daha dar bir kalıp, kuvveti daha küçük bir alanda yoğunlaştırır, aynı strok için penetrasyonu artırır. Daha fazla plastik deformasyon. Daha az geri yayılma. Farklı sonuç. Geometri hareket etti; açı takip etti.
Bunu odun kesmek gibi düşünün. Daha keskin bir wedge (dar kalıp etkisi) kuvveti yoğunlaştırır ve aynı salınım için daha derinlemesine iter. Kör bir wedge yayar. Bunu daha sert sallayarak düzeltmezsiniz. Doğru wedge'i seçerek düzeltirsiniz.
Hava bükümünde, son açı, belirli bir penetrasyon derinliğinde makas yarıçapı ile kalıp açısı arasındaki geometrik ilişki tarafından belirlenir.
Yani geometri açıyı belirliyorsa, bazı adamlar neden “tamamen bastırmak” gibi bir şeyden övünüyorlar, bu gerçek kas mı?
3 mm yumuşak çelikte iki iş ayarlayın.
İlk iş: 24 mm V-die üzerinde 90 derece hava bükme.
İkinci iş: metal levhayı tamamen die açısına zorlayan bir sıkı kalıpta tam bastırma.
Hava bükme, metre başına yaklaşık 20 ton gerektirebilir.
Tam bastırma? Malzemeye bağlı olarak kolayca üç ila beş katı.
Hava bükme üç nokta temasını kullanır. Kontrol edilen bir yay oluşturuyorsunuz ve geri yaylanmaya izin veriyorsunuz, ardından derinlikle bunun telafisini yapıyorsunuz. Tam bastırma, malzemeyi kalıp açısıyla tam yüzey temasına zorlar. Sadece akma noktasını geçmiyorsunuz—malzemeyi şekillendirmek için düzleştiriyorsunuz. Bu ciddi tonaj gerektirir.
Ve işte buradaki sürpriz: Daha az kaba güç gerektiren işlem—hava bükme—en çok hassas işlerin kullandığı işlemdir.
Neden? Çünkü ayarlanabilir. Küçük derinlik değişiklikleri—bir inçin binde biri—derecelerde onunculara dönüşür. Sızmayı ayarlıyorsunuz, levhayı teslim almak için ezmiyorsunuz.
Bir adamın hafif hizmet tipi bir frenle ince paslanmaz çeliği tam bastırdığını izledim çünkü “daha sert, daha doğru” düşündü. Makineyi aşırı yükledi, çerçeveyi saptırdı ve sonuçta tutarsız açılarla karşılaştı.
Artı bir servis çağrısı.
Tam bastırma kararlı hissedilir. Hava bükme nazik görünür. Ama hassasiyet, maksimum güçten ziyade kontrollü sızmayı tercih eder. Zorladığınız yüzey teması ne kadar az olursa, o kadar az tonaj gerektirir ve geometri o kadar öngörülebilir hale gelir.
Bu da bizi gerçekten önemli olan anı getiriyor—metal teslim olup akma noktasına geldiği o an.
Vuruşu kafanızda yavaşlatın.
Makas ucu levhaya dokunur. Henüz kalıcı bir şey yok—bu elastik deformasyon. Metal dış yüzeyde geriliyor, içte sıkışıyor, ama durursanız hemen geri yaylanır.
Daha derine inin.
Belirli bir gerilmede—akma dayanımı—dış lifler geri dönemez. Plastik deformasyona uğrarlar. Bu geri dönüş noktasıdır. İç kısım ilk başta hala çoğunlukla elastiktir. Sızma arttıkça, plastik bölge kalınlık boyunca büyür. O geçişin nerede olduğu—nötr eksen kayması olarak adlandırılır—kalıp genişliğine ve makas çapına bağlıdır.
Daha geniş bir kalıp mı? Nötr eksen farklı kayar. Daha fazla geri yayılma.
Daha keskin bir delik mi? Daha yüksek yerel gerilme. Daha az geri yayılma.
Bu felsefe değil. Bu, bir kesit boyunca gerilimin dağılımıdır. Bir plastik cetveli bükmek gibi: üst kısım, akma noktasını geçtiğinde beyazlaşır. O beyazlaşma, gerçek zamanlı akma çizginizdir.
Eğer ram, kalınlığın yeterince plastik hale gelmeden durursa, elastik geri kazanım baskın gelir ve açı açılır. Daha derine giderse, daha fazla malzeme kalıcı olarak şekil değiştirir ve geri yayılma azalır.
Sanki çaba çeliği ikna edebilir gibi.
Edemez. Sadece doğru derinlikte, doğru geometri boyunca akmayı aşan gerilim açıyı kilitleyecektir. Ve o gerilim, ram, yatak, delik ve kalıp aracılığıyla kapalı bir mekanik denklem olarak iletilir.
Bir bükme, uygulanan gerilim, malzemenin kalınlığının yeterli bir kısmında akma dayanımını aştığında kalıcı hale gelir—bu da penetrasyon derinliği ve alet geometrisi tarafından kontrol edilir, operatör kuvvetiyle değil.
Artık dört bileşeni ve metalin ne zaman teslim olduğunu tam olarak gördüğünüze göre, bir sonraki soru beceriyle ilgili değil.
Kapasite ile ilgili.
Makinenizin bu düzenli küçük denklemin başka bir hurda kutusuna dönüşmeden önce gerçekten ne kadar tonajı var?
O bükmenin temiz bir şekilde olup olmayacağını gerçekten makinenin içinde neyin belirlediğini bilmek ister misiniz?
Bu, ayak pedalı üzerindeki duruşunuz değil. Bu, ramın iletebileceği kuvvet eğrisi, yük altındaki çerçevenin sertliği ve o kuvvetin delik, levha ve kalıp boyunca kapalı bir döngü olarak nasıl hareket ettiğidir. Hidrolik silindirler (veya elektrikli servo vida vidaları) aşağı doğru itiyor. Yatak yukarı doğru itiyor. Çerçeve mikroskobik olarak geriliyor. Alet, o kuvveti dar bir çizgiye yoğunlaştırıyor. Eğer o zincirin herhangi bir parçası matematik için yetersizse, açı size yalan söyler.
Birkaç yıl önce, ikinci vardiyada bir çocuk 6 mm yumuşak çelik aldı ve “Sadece daha fazla tonaj ayarla.” dedi. Her şeyi aynı yaptığını yemin etti. Aynı delik. Aynı derinlik. Aynı makine. Ama daha dar bir kalıba geçti çünkü daha sıkı bir iç yarıçap istiyordu. On parça sonra, çatlamış kenarlar ve inleyen bir pres frenimiz oldu.
Bu bir güç sorunu değildi. Bu, bir güç sorunu gibi davranan bir geometri sorunu idi.
Tuzağı kırmaya başlayalım.
3 mm yumuşak çeliği alın. 24 mm V-kalıp üzerine koyun. Bu, hava bükme için yaklaşık 8× malzeme kalınlığı olan eski bir kuraldır. Şimdi o kalıbı “daha keskin istiyorum” diyerek 12 mm V ile değiştirin.”
Ne olduğunu izleyin.
Daha dar kalıp, temas noktaları arasındaki mesafeyi azaltır. Aynı ram kuvveti, ama şimdi o kuvvet daha küçük bir genişlikte yoğunlaşmıştır. Basınç—alanla bölünmüş kuvvet—hızla artar. Malzeme daha yüksek yerel gerilme görür. Aynı strok için penetrasyon artar. Geri yayılma azalır. Kulağa hoş geliyor.
Tonnaj grafiğine bakana kadar.
Hava bükme yumuşak çelik için, gereken tonaj metre başına kabaca şöyle gider:
Tonaj ∝ (Malzeme Kalınlığı²) ÷ V-die Açıklığı
Kalınlık kare alınıyor. Kalıp açıklığı paydada. V'yi yarıya indirirseniz, gereken tonajı neredeyse iki katına çıkarırsınız.
Bu, 24 mm V üzerinde rahat olan 50 tonluk freninizin, 12 mm V üzerinde sınırına yaklaşabileceği anlamına geliyor—oysa levha kalınlığı hiç değişmedi.
Yıllar önce daha küçük bir kalıp ile daha sıkı bir yarıçap peşinde koştuğum için bir parti galvanizli braketleri hurdaya çıkardım. Makine, vuruş ortasında tonaj limitine ulaştı, çerçeve sarktı, açı iki derece boyunca kaydı. Operatör hatası gibi görünüyordu.
Bu matematikti.
Kalıp açıklığı sadece bükümü şekillendirmez. Makinenizin belirtilen kapasitesinin ne kadarını kullandığınızı belirler. Gerekli bükme kuvveti, kalınlık kare olarak artar ve kalıp açıklığı arttıkça azalır—geometri, ayağınız pedala değmeden yükü belirler.
Peki, bunu göz ardı edip sadece “gönderirseniz” ne olur?
Bir freni aşırı yükleyin ve patlamaz, bir karikatür gibi. Size yalan söyler.
Belirtilen tonajı aştığınızda, çerçeve uzar—mikronlar, ama yeterince. Yatak ve piston merkezde sarkar. Uçlar açıya çarpar. Ortası açılır. Shim yaparsınız. Taçlamayı ayarlarsınız. Hayaletleri kovalarsınız.
Uzun vadede, pimleri, bushing'leri, silindir contalarını aşındırırsınız. Makine, konfor alanının dışına çok fazla esnetildiği için tekrar edilebilirliğini kaybeder.
Şimdi yetersiz tonajdan bahsedelim—yani seçilen kalıp ve kalınlık için yeterince kuvvet uygulamıyorsunuz—ve arıza farklı görünür. Piston programlanan derinliğe ulaşır, ancak malzeme kalınlığının yeterince plastik hale gelmemiştir. Aşırı yaylanma alırsınız. Açı üç derece açılır. Operatörler rastgele aşırı bükmeye başlar.
Ama eski hidrolik freninde, parçaları üç derece açık çıktı.
O hidrolikleri suçladı. Gerçek? A36'dan 304 paslanmaz çeliğe geçti ve aynı kalıp ve derinliği korudu. Paslanmaz çeliğin daha yüksek akma dayanımı vardır. Plastik deformasyona daha uzun süre direnç gösterir. Daha fazla kuvvet veya daha fazla penetrasyon gerekiyordu. Makine, kendisine söyleneni yerine getirdi. Malzeme beklenildiği gibi akmadı.
Aşırı yükleme arızası makineyi deforme eder. Yetersiz tonaj arızası parçayı deforme eder.
Her ikisi de “kötü frenler” veya “hassas malzeme” olarak suçlanır.”
Hiçbiri, kontrol paneline ne kadar sert baktığınızla ilgili değildir. Belirtilen tonajı aşın ve makine sarkar; gereken tonajı karşılamayın ve malzeme geri yaylanır—kuvvet, çerçeve limitlerini aşmadan akma dayanımını aşmalıdır.
Ve bu, yumruğun burnuna doğrudan götürür.
Keskin bir uca sahip bir yumruğu alın ve dar bir kalıp üzerinden 4 mm alüminyumun içine itin.
Bükümün dış kısmında parlak bir çizgi oluştuğunu göreceksiniz. Sonra belki bir çatlak.
Neden?
Keskin bir yumruk yarıçapı, dış liflerde gerilimi yoğunlaştırır. Bahsettiğimiz nötr eksen kaymasını hatırlıyor musunuz? İç yarıçap ne kadar küçükse, dış yüzeyin o kadar çok gerilmesi gerekir. Gerekli uzama, malzemenin çatlamadan önce uzama yeteneğini—duktilitesini—aşarsa, malzeme başarısız olur.
Bu, bir ataşeyi yavaşça bükmek ile bir noktada sertçe bükmek gibidir. Büküm yarıçapı ne kadar sıkı olursa, gerilim o kadar yerelleşir.
Şimdi tonaj tuzağının sıkılaştığı yer burası: daha keskin bir yumruk genellikle o yarıçapı desteklemek için daha dar bir kalıp gerektirir. Daha dar kalıp, daha yüksek tonaj gereksinimi demektir. Daha yüksek tonaj, hem malzeme hem de makinede daha yüksek stres anlamına gelir.
Bir zamanlar uzama derecesi için çok sıkı bir yumruk yarıçapıyla yüksek mukavemetli çelik çalıştırdım. İlk parça iyi görünüyordu. İkincisinde mikro çatlaklar vardı. Üçüncüsü temiz bir şekilde yarıldı. Malzemenin fiziksel olarak uzayamayacağı bir yarıçapı “zorlamaya” çalıştığım için atık kutusuna gitti.
Sanki çaba çeliği ikna edebilir gibi.
Olamaz. Hava bükümündeki iç yarıçap, büyük ölçüde kalıp açıklığına bağlıdır, sadece yumruk keskinliği ile değil. Yumruk ucu 1 mm olduğu için 5 mm plaka ile 1 mm iç yarıçap talep edemezsiniz. Malzeme ve kalıp birlikte karar verir.
Elde edilebilecek minimum iç yarıçap, malzeme duktilitesi ve kalıp genişliği ile belirlenir—gerilim yoğunlaşması, operatör iradesi değil, bükülüp bükülmeyeceğini belirler.
Peki, tahmin yapmayı nasıl durdurup gerçekten freninizin neyi kaldırabileceğini nasıl hesaplayabilirsiniz?
Bunu temiz bir şekilde yapalım.
Diyelim ki elinizde:
Hava büküm hafif çelik için standart bir tonaj grafiği, bu kurulum için yaklaşık 20 ton civarında bir değer listeleyecektir. Bu, 50 tonluk, 2 metrelik bir fren için uygun bir aralıktadır—eşit yük ve iyi koşullar varsayılarak.
CN-HAWE'nin Çin ve yurtdışında 50'den fazla satış ve servis noktası işlettiği göz önüne alındığında. Ürünleri 100'den fazla ülke ve bölgede satılmaktadır, detaylı malzemeler isteyen okuyucular için, Broşürler yararlı bir tamamlayıcı kaynaktır.
Şimdi bir değişkeni değiştirin.
3 mm kalınlığını koruyun. 1 metre uzunluğunu koruyun. 12 mm V-die'ye geçin.
Grafik, metre başına 40 ton civarına sıçrıyor.
Hiçbir şey kalınlaşmadı. “Daha fazla eğilme istemediniz.” Geometriyi değiştirdiniz. Denklem buna yanıt verdi.
Şimdi malzemeyi değiştirin.
Aynı 3 mm kalınlık. Aynı 24 mm die. Ama 304 paslanmaz çeliğe geçin.
Akma dayanımı daha yüksek olduğu için gereken tonaj artar - genellikle hafif çeliğe göre 30-50% daha fazla, duruma bağlı olarak. Rahat 20 ton/metre, 28 veya 30'a doğru yükselebilir.
Makineniz o uzunluk boyunca 25 ton/metre olarak derecelendirilmişse, artık güvende değilsiniz. Cesaret eksikliğinden değil. Çünkü sayılar uymuyor.
İşte burada yeşil operatörler tuzağa düşer. Tonajı makine amblemindeki büyük bir tavan sayısı olarak görürler. Eğilme uzunluğuna bölmezler. Die genişliği için ayarlama yapmazlar. Malzeme akmasını hesaba katmazlar.
Tonajı bir pikap kamyonundaki beygir gücü gibi ele alırlar.
Bu beygir gücü değil. Bu, geometri ve malzeme özellikleri tarafından yönetilen bir açıklık boyunca dağıtılan izin verilen kuvvettir. Katı bir denklem.
Ve die açıklığının, malzeme akma dayanımının, eğilme uzunluğunun ve kalınlığının hepsinin hesaplanabilir bir yük oluşturduğunu anladığınızda, bir sonraki soru “Bunun üstesinden gelebilir miyim?” olmaktan çıkar.”
Bu olur: bu belirli fren, o kuvveti sürüş sistemi aracılığıyla nasıl üretir ve kontrol eder - ve bunu vuruşun en alt noktasında ne kadar hassas bir şekilde tutabilir? İşte burada makine tasarımı ve doğrulama önem kazanır. Modern bir sistemde, böyle bir CN-HAWE abkant pres, çerçeve ve ram dayanımı sonlu eleman analizi ile doğrulanır ve disiplinli bir kalite kontrol süreci altında inşa edilir, böylece derecelendirilen tonaj sadece teorik değil - uygulayabileceğiniz ve güvenle tekrarlayabileceğiniz bir kuvvettir.
Mekanik bir pres freninde, ram bir krank aracılığıyla dönen bir flywheel'e bağlıdır. O debriyaj düştüğünde, ram iniyor, ister istemez. Tam vuruş. Sabit yol. Tonaj eğrisi, krank geometrisinin maksimum mekanik avantaj sağladığı yer olan alt ölü merkez yakınında zirve yapar.
Hidrolik bir frende, iki silindir ram'i basınçlı yağ ile aşağı iter. Direnç arttıkça basınç artar. Vuruş ortasında durabilirsiniz. Alt kısımda bekleyebilirsiniz. Kuvvet, hidrolik basıncın piston alanı ile çarpımıdır.
Elektrik servo freninde, servo motorlar tarafından tahrik edilen bilyalı vidalar, döner hareketi lineer kuvvete dönüştürür. Kontrol, motor torkunu ve konumunu gerçek zamanlı olarak ölçer. Ram'in tam olarak nerede olduğunu ve o anda ne kadar kuvvet uyguladığını bilir.
Aynı levha. Aynı die. Aynı tonaj grafiği. O hesaplanan kuvveti iletmenin üç tamamen farklı yolu.
Ve o fark, hata payınızdır.
Yeni geçtiğimiz tonaj denklemi, tutumunuzla ilgilenmez. Makinenin belirli bir konumda belirli bir kuvvet sağlayabileceğini ve orada aşırıya kaçmadan, sarkmadan veya malzemenin akma noktasını geçmeden tutabileceğini varsayar. Sürüş sistemi kuvveti ve konumu birlikte kontrol edemiyorsa, matematiğiniz doğru ve parçanız hala yanlış.
Bu menteşe: sürücü sistemi teorik tonajı gerçek, kontrollü deformasyona dönüştüren mekanizmadır. Kuvvet üretilmeli, konumlandırılmalı ve malzeme akma noktasıyla senkronize tutulmalıdır - kontrol, çaba değil, doğruluğu belirler.
Ben mekanik bir makinede başladım. Üstteki büyük flywheel, sizi öldürebilecek bir tavan fanı gibi vızıldıyordu. Kesme yüksekliğinizi ayarlıyorsunuz, kalıbı hizalıyorsunuz ve pedala bastığınızda, o piston harekete geçiyor.
Her şeyin aynı olduğunu yemin etti.
Yeni çocuk. Aynı 2 mm yumuşak çelik. Aynı 20 mm V-kalıp. Aynı arka ölçüm durdurma. İlk parti iyiydi. İkinci parti? Neredeyse iki derece fazla bükülmüş. Ne değişti? Kesme yüksekliğini biraz “sıkılaştırmak” için ayarladı. Mekanik bir makinede, o küçük ayar, zirve tonajının alt ölü merkezle ilgili olarak nerede vurduğunu değiştirir. Krank hareket etmeye devam eder. Duruş yok. Basınç modülasyonu yok. Akma noktasını aşar ve kayar.
İşte tehlike bu. Mekanik bir fren, dönüşündeki sabit geometrik noktada maksimum kuvvet sağlar. Eğer kalıp yüksekliğiniz, malzeme kalınlığınız veya arka ölçüm pozisyonunuz yanlışsa, makine telafi etmez. Vuruşu tamamlar. Sanki çaba çeliği ikna edebilir gibi.
Bir dizi galvanizli braket çöpe attım çünkü mekanik bir fren, geri yaylanma zamanlamasıyla ilgilenmez. Alt duruş yoksa, malzeme kuvvet düştüğü anda elastik geri kazanıma başlar. Fiziksel olarak kesme yüksekliğini değiştirmeden ve tekrar denemeden ayarlayamayacağınız değişkenlik elde edersiniz. O hafta hurda kutusu hızla doldu.
Ve güvenlik? Bir kez devreye girdiğinde, o piston aşağı iniyor. Bir acemi kurulumda hata yaparsa, makine affetmez. O, harekete geçer.
Mekanik frenler zayıf oldukları için modası geçmiş değildir. Güç eğrileri krank geometrisine kilitlenmiş olduğu için modası geçmiştir. Dinamik kontrol yoktur, yalnızca konuma dayalı kuvvet zirvesi vardır. Eğer kuvvet iletimi bağlantı geometrisi tarafından sabitlenmişse, hata payınız sıfıra iner.
Peki, bu sertliği ne değiştirir ve makineyi bir tahmin oyunu haline getirmez?
Modern bir elektrikli frenden daha eski bir hidrolik frene geçiş yapan stajyerleri izledim. Aynı program. Aynı sayılar. Ancak eski hidrolik fren üzerinde, parçaları üç derece açık çıktı.
Hidrolikleri suçladı.
Gerçek? Elektrik servosu, tork zirvesini hissedip, 0.5 saniyelik programlı bir duruş için pozisyonu tutarak alt noktaya kadar iniyordu. O duruş, malzemenin tamamen akmasını sağladıktan sonra geri çekilmesine izin verdi. Hidrolik, daha hızlı döngü ve minimum duruş için ayarlanmıştı. Derinliğe ulaştı ve geri geldi. Malzeme yük altında tamamen stabilize olmamıştı. Geri yaylanma onu yakaladı.
Sürücü sistemi, tam tonajın ne kadar süreyle uygulandığını değiştirdi.
Hidrolikler, basınç arttıkça kuvvet oluşturur. Eğer sistemin iyi orantılı valfleri ve CNC kontrolü varsa, derinliğe yakın hız azaltabilir, tam basıncı uygulayabilir ve tutabilir. O tutma yeteneği affetmedir. Birkaç ondalık milimetreyle hata yaparsanız, derinliği artırabilir ve tam şiddetli bir vuruş yapmadan yeniden vurabilirsiniz.
Elektrikler motor torkunu doğrudan ölçer. Pozisyonda acımasızca hassastırlar - genellikle mikronlar içinde. Ancak birçok modelde daha düşük zirve tonajına sahiptirler ve motor tork sınırlarına dayanırlar. İnce malzeme ve kısa flanşlar için cerrahidirler. Uzun bir masada 12 mm levha için, hidrolikler hala baskındır çünkü silindirler büyük kuvvet üretebilir ve motorları aşırı ısınmadan sürdürebilir.
CN-HAWE’nin ürün portföyünün 100% CNC tabanlı olduğunu ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsadığını göz önünde bulundurarak, bir sonraki adım doğrudan ekiple iletişime geçmekse, Bize ulaşın buraya doğal şekilde oturur.
Şimdi burada acemilerin kandığı yer: hidroliklerin “daha yumuşak” olduğunu düşünürler çünkü yağ biraz sıkışır. Gerçekte, modern kapalı döngü hidrolikleri, lineer kodlayıcılarla bunu gerçek zamanlı olarak düzeltir. Affetme, kontrol edilebilir basınç ve duruştan gelir, kaymadan değil.
Bir keresinde, hidrolik bir fren üzerinde yüksek dayanımlı levha için 3 mm yumuşak çeliği değiştirdim. İlk darbe az bükülmüş geldi. Mekanikteki gibi sert durakları sıfırlamak yerine, 0.3 mm derinlik ve bir saniyelik duruş ekledim. İkinci parça tam yerindeydi. Hurda kutusu sadece bir parça aldı, elli yerine.
Bağışlama sihir değildir. Sert geometrinin değişmeden kalmasını sağlarken kuvveti ayarlama ve zamanı tutabilme yeteneğidir. Aşağı ölü noktada kuvveti modüle edebilen ve sürdürebilen bir sürüş, kurulum toleransınızı genişletir.
Peki, farkı dengelemeye çalışan makineler hakkında ne düşünüyorsunuz?
Hibritler, hareket gerektiğinde hidrolik pompaları çalıştırmak için servo motorlar kullanır. Kuvvet için hidrolik silindirler alırsınız, ancak pompa hızı ve enerji kullanımı üzerinde elektrikli kontrol sağlarsınız.
Kağıt üzerinde, bu her iki dünyanın en iyisi gibi görünüyor. Enerji tasarrufu ve gürültü azaltma peşinde koşan yüksek karışımlı atölyelerde mantıklı.
Temel braketler ve muhafazalar için? Fizik değişmez. Hala bir ram iten silindirleriniz var. Hala tonaj için basınç ile piston alanına güveniyorsunuz. Hibrit avantajı verimlilik ve bazen daha hızlı yaklaşım hızı, büküm hattında farklı kuvvet davranışı değil.
Bir küçük iş atölyesinin hibrit bir makine alırken “tutarsızlığı çözeceğini” düşündüğünü gördüm. Gerçek sorunları, uyumsuz kalıplar ve metre başına tonajı göz ardı etmekti. Yeni makine daha sessizdi. Daha verimliydi. Parçalar hala yanlıştı ta ki matematiklerini düzeltene kadar.
Hibritler denklemi yeniden yazmaz. Aynı hidrolik mekanizmaya güç sağlama şeklini geliştirirler. İşiniz 6 mm mild çelik ve orta büküm uzunlukları altında yaşıyorsa, karmaşıklık tek başına doğruluk sağlamaz.
Soru “Modern mi?” değil. “Yük aralığınız için kuvveti ve konumu yeterince hassas bir şekilde kontrol ediyor mu?”
Çünkü son parça sadece bağışlama değil. Tekrar edilebilirliktir.
Döngü süresi, makinenin neyi değerli bulduğunu size söyler.
Mekanik frenler bir kez devreye girdiğinde hızlıdır. Flywheel enerji depolar. Bang—strok tamamlandı. Araç ve malzeme asla değişmediğinde tekrarlayan sığ bükümler için harika. Kontrol edilen derinlik varyasyonu gerektiğinde korkunç.
Hidrolikler hızlı yaklaşabilir, temasa yakın yavaşlayabilir, baskı yapabilir, bekleyebilir, geri çekilebilir. O bölümlü hareket programlanabilir. Tekrar edilebilirlik, kodlayıcı kalitesine ve çerçeve sertliğine bağlıdır, ancak modern CNC hidrolikleri, bakım yapıldığında gün boyunca milimetrenin yüzdeleri içinde derinliği yakalar.
Elektrikler kısa strok, yüksek tekrar işlerinde parlayabilir. Yağ için ısınma yok. Vana gecikmesi yok. Konum doğrudan servo'dan vida'ya geçer. İnce paslanmaz paneller için, elektrikleri, daha eski hidroliklere göre açı varyasyonunu daha sıkı tutarken gördüm, çünkü daha az sıvı dinamik gecikme var.
Ama işte tavan: elektrik sistemleri genellikle büyük yataklar için daha düşük maksimum tonaj sunar. Hidrolikler ağır plaka üzerinde baskın çünkü motorları pişirmeden 250 metrik ton ve daha fazlasını sürdürebilirler. Mekanik yüksek tepe kuvveti sağlayabilir, ancak adaptif kontrol ile değil.
Sürüş sisteminiz iki sert sınır belirler: maksimum kontrol edilebilir kuvvet ve konumun minimum kontrol edilebilir artışı. Bu, doğruluk penceresidir.
Yanlış seçerseniz, ya karşı koyamayacağınız bir yay geri dönüşü ile savaşacaksınız ya da ağır hidrolik sisteminiz 1 mm alüminyum için aşırı olduğundan döngülerde sürüneceksiniz.
Makine bir terazi ve kol sistemi. Sadece ölçülebilir girdilere yanıt verir—basınç, tork, konum. Denkleminizin talep ettiği kuvveti üretebilen ve tutabilen sürüşü seçin, parçanızın gerektirdiği konumsal tolerans içinde.
Çünkü o ram geri geldiğinde, malzeme konuşmayı bitirmemiştir. Sıçrar.
Doğru soruyu sordunuz: makine yüzde bir milimetre içinde derinliğe ulaşabiliyorsa, ram geri geldiğinde neden açı değişiyor?
Çünkü çelik, kil değildir.
Darbenin V-die'a girmesiyle, levhanın dış lifleri gerilir ve iç lifler sıkışır. Alt ölü merkezde, bu deformasyonun bir kısmı kalıcıdır — akma noktasını geçtik — ama hepsi değil. Bir kısmı elastik, bükümün içinde saklanan gerilmiş bir lastik bant gibi. Basınç serbest bırakıldığı anda, o elastik kısım geri sıçrar, malzemeye bağlı olarak açıyı bir veya üç derece açar.
O sıçrama geri yayılmadır.
Bir çocuğun yük altında mükemmel bir 90'a bakışını izledim, evreni çözdüğünü düşünerek gülümsüyor. Ram yukarı kalkıyor. Şimdi 92. Her şeyi aynı yaptığını yemin etti. Gerçekten de öyle yaptı. Makine de öyle yaptı. Metal, alet konuşmayı durdurduktan sonra cümlesini tamamladı.
İşte kafanıza kazınması gereken kısım: tam güçte hassasiyet, boşaltma sonrası hassasiyeti garanti etmez. Sürüş sistemi, kuvveti ve konumu cerrahi hassasiyetle kontrol edebilir, ancak kuvvet sıfıra düştüğünde, malzemenin akma dayanımı ne kadar geri kazanacağını belirler. O geri kazanım bir görüş değil. Bu fizik.
Bunu bir plastik cetveli bir masanın kenarında bükmek gibi düşünün. 90'a kadar ittirin, bırakın ve açılır. 90'ı geçin, bırakın ve belki istediğiniz yere yerleşir. Cetvelle tartışmazsınız. Hedefin üzerinden bilerek itersiniz.
O “geçme” tahmin değil. Bu bir telafidir.
Ve bu, her fren operatörünün cevaplaması gereken ilk pratik soruya yol açar.
Eğer 90 istiyorsanız, asla 90'a hedef koymazsınız.
Onun ötesine hedef koyarsınız.
Ne kadar ileri gideceğiniz akma dayanımına bağlıdır — malzemenin yay gibi davranmayı bıraktığı ve kalıcı olarak bükülmeye başladığı stres. Hafif A36 bir derece geri yayılabilir. 304 paslanmaz çelik? İki, bazen üç. Bu kişilik değil. Bu, daha yüksek akma dayanımının daha fazla elastik enerji depolamasıyla ilgilidir.
Bir keresinde, 90 olarak programladığımızda 88'de çıkan bir grup paslanmaz braketim oldu. Sertifikaları kontrol etmek yerine, operatör derinliği körlemesine itmeye devam etti. Beş parça sonra, atık kutusunda düzgün bir şekilde parlayan hataların küçük bir fanı vardı. İlk bükümü doğru ölçtük, 2.5 derece geri yayılma olduğunu gördük, 92.5 hedefini programladık ve bir sonraki çalışmada kilitlendi. Tek bir ölçülen ayarlama yığını kurtarırdı.
İşte motorun altında olanlar: aşırı bükme yaptığınızda, kesit alanının daha fazla kısmını akma noktasının ötesine itiyorsunuz, böylece elastik kısım gevşediğinde geriye kalan, istediğiniz açıdır. Çok az aşırı bükme yaparsanız açılır. Çok fazla yaparsanız iç yarıçapı ezersiniz veya taneleri aşırı strese sokarsınız.
Peki ne kadar?
İlk parçayı dijital bir açıölçer ile ölçersiniz. Hedef ile gerçeği karşılaştırırsınız. Ram derinliğini buna göre ayarlarsınız. Modern CNC kontrol sistemleri, geri yayılma telafisini doğrudan programlamanıza bile izin verir. Ama o ilk parça hala gerçeği söyler. İçgüdünüz değil.
Çünkü geri dönüş, akma dayanımı ve bükme geometrisi ile orantılıdır, kontrol panelindeki güveninizle değil.
Şimdi düşünmüş olabilirsiniz — tamam, fazla bükebilirim. Sorun çözüldü.
Tam olarak değil.
Ağır ders kitapları altında ortası sarkan uzun bir kitap rafı hayal edin.
Bu, yük altında olan pres freninizdir.
Uzun bir parçayı bükerken, ram ve yatak ortada hafifçe sapar çünkü kuvvetin yoğunlaştığı yer burasıdır. Hatta ağır bir çerçeve bile 200 ton altında biraz hareket eder. Sonuç? Parçanızın ortası, uçlara göre daha az etkili penetrasyon görür.
Bu yüzden uçlar yük altında 90'a vurur. Ortası belki 89'a vurur. Sonra serbest bırakırsınız. Her şey geri sıçrar — ama eşit olmayan bir şekilde. Şimdi uçlarınız 92 ve ortanız 94.
Malzemeyi değiştirmediniz. Derinliği değiştirmediniz. Makine esnedi.
Kavrama sistemleri — mekanik kama veya yatak boyunca hidrolik telafi — o eğilmeyi dengelemek için ortayı yukarı doğru ön yükler. Makineyi beklenen sapmanın tersine bükerek, tam tonaj altında düzleşmesini sağlıyorsunuz.
Uzun, ağır bir bükme işlemi için kavrama yoksa, montajda düz durmayacak “neredeyse doğru” parçaların sessizce birikmesine neden olursunuz. Yıllar önce tonaj tablosuna güvendiğim ve yatak sapmasını görmezden geldiğim için 2 metrelik bir kapak panelini atmak zorunda kaldım. Güzel bir yüzey. Yanlış geometri. Atık kutusu ne kadar parlak olduğuna aldırmaz.
Buradaki kural basit ve acımasızdır: çerçeve sapması, etkili bükme derinliğini değiştirir ve etkili bükme derinliği geri dönüş sonucunu kontrol eder.
Bu nedenle, tahrik sisteminiz mükemmel olsa bile, o kuvveti taşıyan yapının da bir etkisi vardır.
Ve yapı, tek gizli değişken değildir.
Evet.
Bir levhayı bir değirmenden geçirirseniz, lif yapısını döndürme yönünde gerersiniz. O liflere paralel bükerseniz, lifler boyunca büküyorsunuz. Dikey bükerseniz, onlara karşı büküyorsunuz.
Bu, odun kesmeye benzer.
Lif yönünde vurduğunuzda, kolayca açılır. Lif yönünün tersinde, size karşı koyar.
Ahşap liflerine dik olarak büküldüğünde, genellikle biraz daha fazla direnç ve bazen daha fazla geri yaylanma elde edersiniz. İnce yumuşak çelikte fark büyük değildir, ancak yüksek mukavemetli malzemelerde, bunun var olmadığını varsayırsanız, sıkı toleransı bozacak kadar yeterlidir.
Prototiplerde bir şekilde davranan ve üretimde başka bir şekilde davranan bir parça serim vardı. Aynı kalınlık. Aynı spesifikasyon. Tek değişiklik? Parçalar farklı yerleştirildi, bu nedenle bükme hattı, haddeleme yönüne göre 90 derece döndü. İlk üretim partisi açılı olarak geniş çıktı. Yön değişikliğini fark edene kadar hurda kutusunu besledik.
Lif yönü denklemi yeniden yazmaz, ancak sabitleri ayarlar. Bunu göz ardı ederseniz, “mükemmel” telafi kayar.
Çünkü Malzeme anizotropisi — haddelemeden kaynaklanan yönsel özellikler — akma davranışını hafifçe kaydırır ve dolayısıyla geri yaylanmayı etkiler.
Şimdi dürüstlüğünüzü gerçekten test eden malzemeden bahsedelim.
Yüksek mukavemetli çelik daha iyi bir yalancıdır.
Yumuşak çelik bükülür ve çoğunlukla yerinde kalır. Daha düşük akma dayanımı, aynı geometride daha az depolanmış elastik enerji anlamına gelir. Bir derece kadar fazla bükerseniz, yakın bir konuma yerleşir.
Yüksek mukavemetli çelik, akma noktasına ulaşmadan önce daha fazla enerji depolar. Yük altında, itaatkar görünür. Basıncı artırdığınızda, kötü bir vaatte olduğu gibi açılır.
Bir kez 3 mm yumuşak çelikten yüksek mukavemetli bir levhaya geçtim, geri yaylanma telafisini değiştirmeden. Ancak eski hidrolik frende, parçaları üç derece açık çıktı. Aynı derinlik. Aynı aletler. Farklı akma dayanımı. O zaman çırak, çeliği ikna etmenin bir çaba ile mümkün olduğunu düşünerek bana baktı.
Bu mümkün değil.
304 paslanmaz çelik genellikle yumuşak çelikten birkaç derece daha fazla geri yaylanır. Gelişmiş yüksek mukavemetli çelikler daha kötü olabilir. Malzeme ne kadar güçlü olursa, o kadar plastik bir cetvel gibi düz durmaya çalışır.
O halde en çok kim yalan söyler?
Daha güçlü olan.
Çünkü Akma dayanımı ne kadar yüksekse, boşaltma sonrası elastik geri kazanım o kadar fazladır.
Ve işte gerçek kontrol: mükemmel kuvvet kontrolü, mükemmel pozisyon ve sert aletlerle bile, basınç kaybolduğunda metal hala son sözü söyler.
Yani gerçek soru “Makinem derinliğe ulaşabilir mi?” değil.”
Soru şu: kuvvet, yapı ve malzeme davranışını tek bir denklem olarak mı düşünüyorsunuz — yoksa çeliğin itildiği yerde kalmasını mı umuyorsunuz?
Hurda kutusunu beslemeye başlamadan önce geri yaylanmayı nasıl tahmin edeceğinizi bilmek istersiniz.
Güzel. Bu doğru soru.
İşte taşıma: “Bu metal ne kadar geri dönecek?” diye sormayı bırakın ve “Bu makinedeki bu geometride ne kadar elastik enerji depoluyorum?” diye sormaya başlayın. Geri dönüş, 304 paslanmaz çelik veya yüksek mukavemetli plakanın bir kişilik özelliği değildir. Bu, punch serbest bırakıldığında depolanan elastik gerilme enerjisinin boşaltılmasının görünür sonucudur. İçeri giren enerjiyi kontrol ederseniz — kuvvet, V-die genişliği, punch yarıçapı, malzeme kalınlığı ve gerçek makine sapması yoluyla — geri dönen açıyı kontrol edersiniz.
Bu açık değil çünkü çoğu acemi geri dönüşü hava durumu gibi ele alıyor. Bir tablo kontrol edersiniz. Umut edersiniz.
Tablolar, makinenizin 180 tonluk çerçeve gerilimini 8 fit boyunca bilmez. Tablolar, kalıp kenarlarınızın bir tarafında 0.2 mm aşındığını bilmez. Tablolar, boşluğun bu sefer tahıl yönünde kesildiğini bilmez. Siz bilirsiniz.
Yeni model şu: pres fren, kalibre edilmiş bir kol ve kama sistemidir. Metal, kısmen şekil verdiğiniz bir yay gibidir. Göreviniz, boşaltma sırasında ne kadar elastik enerjinin kalacağını belirleyen girdileri ölçmek ve standartlaştırmaktır. Çıktıyı tahmin etmek değil.
Bunu bu şekilde gördüğünüzde, soru “Doğru aşırı eğim nedir?” den “Aşırı eğimi her seferinde öngörülebilir hale getirmek için değişkenleri nasıl kilitlerim?” e dönüşür.”
“Metal büküyorum” dediğinizde, bir şeyi itip yerinde kalmasını sağladığınızı hayal edersiniz.
O görüntü yanlıştır.
Kontrollü bir açıklığa (V-die) bir kama (punch) sürüyorsunuz, bir kol sistemi (ram ve çerçeve) kullanarak dar bir bölgede akma dayanımını aşarken çevredeki malzemede elastik enerjiyi bırakıyorsunuz. Bu mekanik, kas gücü değil.
Bir keresinde bir çocuğun kontrolü zorlayarak derinliği hissetmeye çalıştığını izledim. Her şeyi aynı yaptığını yemin etti. Parçalar yine de bir buçuk derece açık çıktı. Çeliği suçladı. Kurulumu söktüm. Son işten farklı bir V-die — 20 mm yerine 16 mm. Bu, iç yarıçapı değiştirdi, bu da gerilme dağılımını değiştirdi, bu da elastik geri kazanımı değiştirdi. Arm-wrestling gibi değil, geometri gibi ele almaya başladığında yarım bir palet hurdaya çıkardık. Hurda kutusu dersi: kalıp genişliğini değiştirirseniz, bunu kabul etseniz de etmeseniz de denklemi değiştirmiş olursunuz.
İşte pratik değişim: kurulumları, bir makinistin alet ofsetlerini standartlaştırdığı gibi standartlaştırıyorsunuz. Aynı malzeme spesifikasyonu. Aynı kalınlık partisi. Aynı tahıl yönelimi. Aynı V-açıklık kuralı (örneğin, hafif çelik için 8× kalınlık — varsayımsal temel). Aynı punch yarıçapı. İlk doğrulanmış parçadan gerçek geri dönüşü kaydedin, ilk umut edilen parçadan değil.
Sonra, makineye, aletlerinize, tedarikçilerinize özel bir geri dönüş tablosu oluşturursunuz.
Çünkü Geri dönüş, depolanan elastik gerilme enerjisi ile orantılıdır ve depolanan enerji, kuvvet, geometri ve malzeme özellikleri tarafından belirlenir — operatör çabasıyla değil..
Enerjiyi “bükme” yerine yönetmeye başladığınızda, tahmin mistik olmaktan çıkar. Tekrar edilebilir hale gelir. Ama hangi sınırlar içinde tekrar edilebilir?
Mavi baskı 90 derece diyor.
Makine “Hangi koşullar altında?” diyor.”
İşte burada yeşil operatörler yanar. Büküm sırasını çizime göre değil, frenin kapasitesi ve davranışı etrafında tasarlıyorlar.
İlk darbe öncesi kontrol listeniz:
Neden 80%? Çünkü maksimum tonajına yaklaştıkça, çerçeve sapması doğrusal olmayan bir şekilde artar. Etkili penetrasyonunuz ton başına daha fazla değişir. Bu, ram derinliğinin her binlik kısmı için geri yayılma telafinizin daha hassas hale geldiği anlamına gelir.
Uzun kanalların bir çalışmasını iptal ettim çünkü uzunluk için basitçe çok hafif olan bir fren üzerinde sıkı bir iç yarıçap peşinde koştum. Kenarda çalışıyorduk. Merkez havada süzüldü. Uçlar sert bir şekilde bastı. Her ayar birini düzeltti ve diğerini mahvetti. Atık kutusu fiziği ile pazarlık yapmaz.
Makine etrafında tasarlayın ve makine davranır. Sadece baskı etrafında tasarlayın ve görünmeyen hareketle savaşmak zorunda kalırsınız.
Ve işte bariz olmayan kısım: Eğer bir ürün ailesi için tonaj aralığını, kalıp genişliği oranını ve malzeme partisini standart hale getirirseniz, geri yayılma telafiniz sabit bir offset artı ince bir ayar haline gelir — günlük bir deney değil.
Çünkü tekrarlanabilirlik, makine sapması ve malzeme tepkisinin tutarlı kaldığı stabil bir kuvvet zarfı içinde çalışmaktan gelir.
Ama ya zarfın kendisi yanlışsa?
Bunu kabul etmeniz gereken bir an var.
Eğer yüksek mukavemetli malzemede uzun uzunluklarda sıkı, tekrarlanabilir yarıçaplara ihtiyacınız varsa ve her döngüde maksimum tonajın yakınında dip bükme yapıyorsanız, sorun telafi matematiğiniz değil.
Sorun makine seçimidir.
Manuel frenler, kurulumun sabit kaldığı basit, tekrarlanan bükümlerde parlayarak öne çıkar. CNC frenler, insanın yeniden konumlandırma hatasını ortadan kaldırdıkları için karmaşık dizileri yönetir. Ama hiçbiri kapasiteyi aşamaz. Parçanız madeni para kuvveti gerektiriyorsa ve çerçeveniz hava bükme için inşa edildiyse, kontrol edemediğiniz yerlerde — makinenin kendisinde — enerji depoluyorsunuz.
O zaman offsetleri ayarlamayı bırakır ve daha ağır bir çerçeve freni, farklı bir sürüş sistemi veya hatta farklı bir şekillendirme yönteminin mantıklı olup olmadığını sormaya başlarsınız.
Bunu kalın paslanmaz braketler serisi üzerinde pahalı bir şekilde öğrendim. Sürekli aşırı bükme ekledik. Geri yayılma ile sürekli savaştık. Ama daha eski hidrolik fren üzerinde, parçaları yağ ısındığında ve tepki biraz değiştiğinde üç derece açık çıktı. Aynı program. Farklı dinamik davranış. Orta seviye bir freni, bir madeni para presi gibi çalıştırmaya çalışıyorduk. Sürekli çaba gösterdiğimizde atık kutusu dolup taştı.
İleriye taşımak istediğim mercek şu:
Bir pres freni bir bükme aracı değildir. Yapısal sınırlara sahip bir kuvvet iletim sistemidir. Parçanız ya o sistemin öngörülebilir aralığına uyar — ya da uymaz.
Bir işi değerlendirirken, “Bunu eğebilir miyiz?” diye sormayın.”
“Yükü, geometriyi ve sapmayı yeterince kontrol edebilir miyiz ki, geri yayılma sabit, ölçülen bir offset haline gelsin, hareketli bir hedef yerine?” diye sorun.”
Çünkü Hassasiyet, makine sınırları içinde kontrol edilen kuvvetin bir yan ürünüdür — ve hiçbir operatör azmi bu denklemi geçersiz kılmaz..
Artık sadece parçaları eğmiyorsunuz.
Pedala basmadan önce fiziğin iş birliği yapıp yapmayacağına karar veriyorsunuz.


















