

أقسم أنه فعل كل شيء بنفس الطريقة.
نفس برنامج 90 درجة. نفس الفولاذ المقاوم للصدأ 304. نفس القالب والمطرقة. ولكن على المكبس الهيدروليكي الأقدم، خرجت أجزاؤه مفتوحة ثلاث درجات. ضغط على الدواسة بقوة أكبر، وركب الشوط بعمق أكبر، وحاول “الإحساس” بها في مكانها.
بحلول وقت الغداء، كان لدينا كومة من الخردة اللامعة التي بدت كأنها علامات باهظة الثمن.
إذًا، ما الذي تغيّر؟
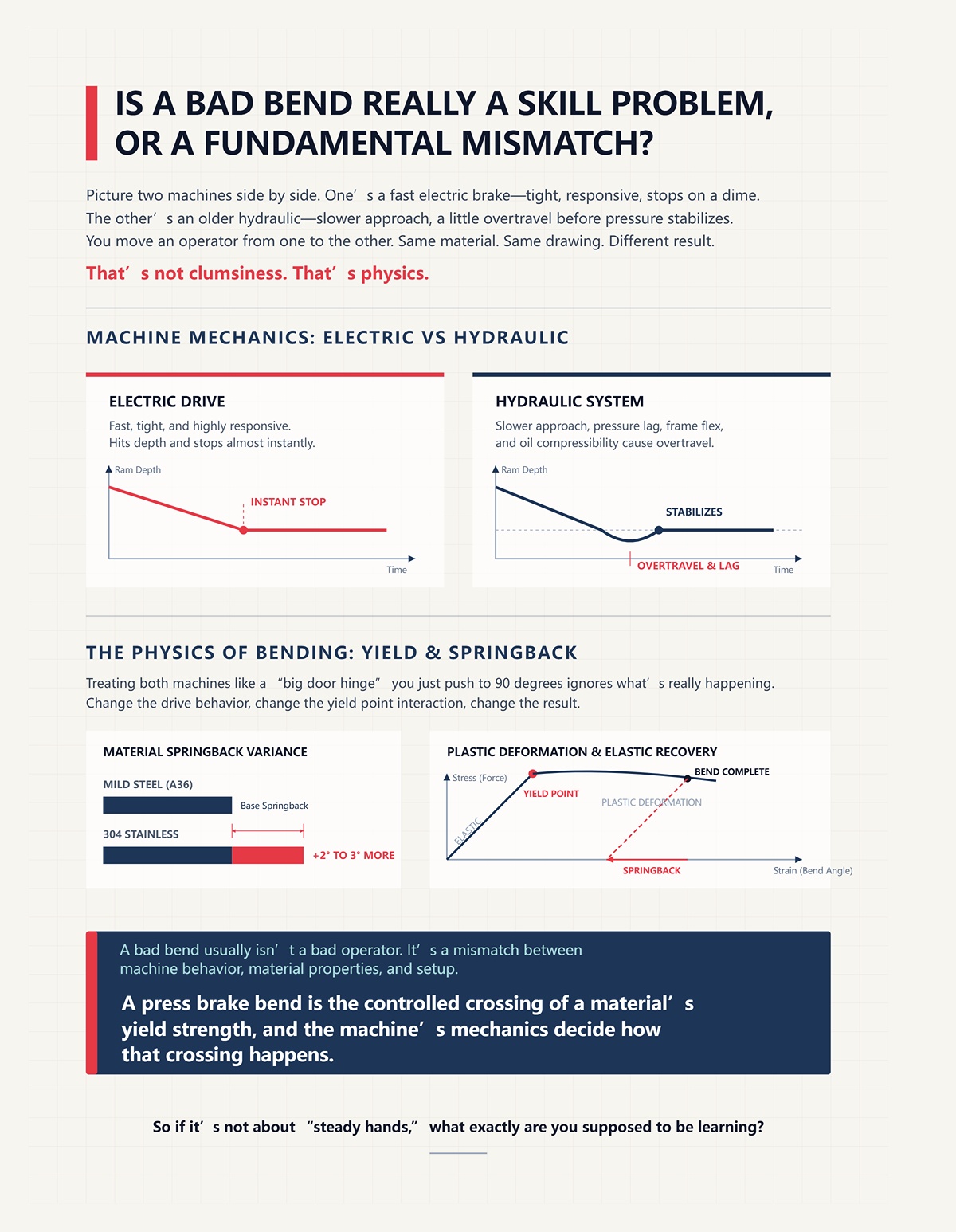
تخيل جهازين بجانب بعضهما. أحدهما مكبس كهربائي سريع - محكم، سريع الاستجابة، يتوقف على الفور. والآخر هيدروليكي قديم - نهج أبطأ، مع قليل من الحركة الزائدة قبل استقرار الضغط. تنقل مشغلًا من واحد إلى الآخر. نفس المادة. نفس الرسم.
نتيجة مختلفة.
هذا ليس عدم مهارة. هذا هو الفيزياء.
يصل المحرك الكهربائي إلى العمق ويتوقف تقريبًا على الفور. يبني النظام الهيدروليكي الضغط بشكل مختلف؛ هناك تأخير، ومرونة في الإطار، وضغط الزيت. تلك الفروق الصغيرة تغير مقدار ما تستسلم له المادة قبل أن تعود إلى وضعها الأصلي. مع الفولاذ المقاوم للصدأ 304، الذي يعود 2-3 درجات أكثر من الفولاذ العادي مثل A36، فإن هذا التأخير مهم. كثيرًا.
التعامل مع كلا الجهازين كأنه “مفصلة باب كبيرة” تدفعها إلى 90 درجة يتجاهل ما يحدث حقًا: أنت تضغط على المادة لتتجاوز قوتها الاستسلامية حتى تتشوه بلاستيكيًا، ثم تتوقع مقدار ما ستعود به بشكل مرن.
غير سلوك القيادة، غير تفاعل نقطة الاستسلام، غير النتيجة.
الانحناء السيء عادة ليس بسبب مشغل سيء. إنه عدم توافق بين سلوك الآلة، وخصائص المادة، وافتراضات الإعداد. الانحناء في مكبس الضغط هو عبور محكوم لقوة استسلام المادة، وميكانيكا الآلة تحدد كيف يحدث هذا العبور.
لذا إذا لم يكن الأمر يتعلق بـ “الأيادي الثابتة”، فما الذي يُفترض بك أن تتعلمه بالضبط؟
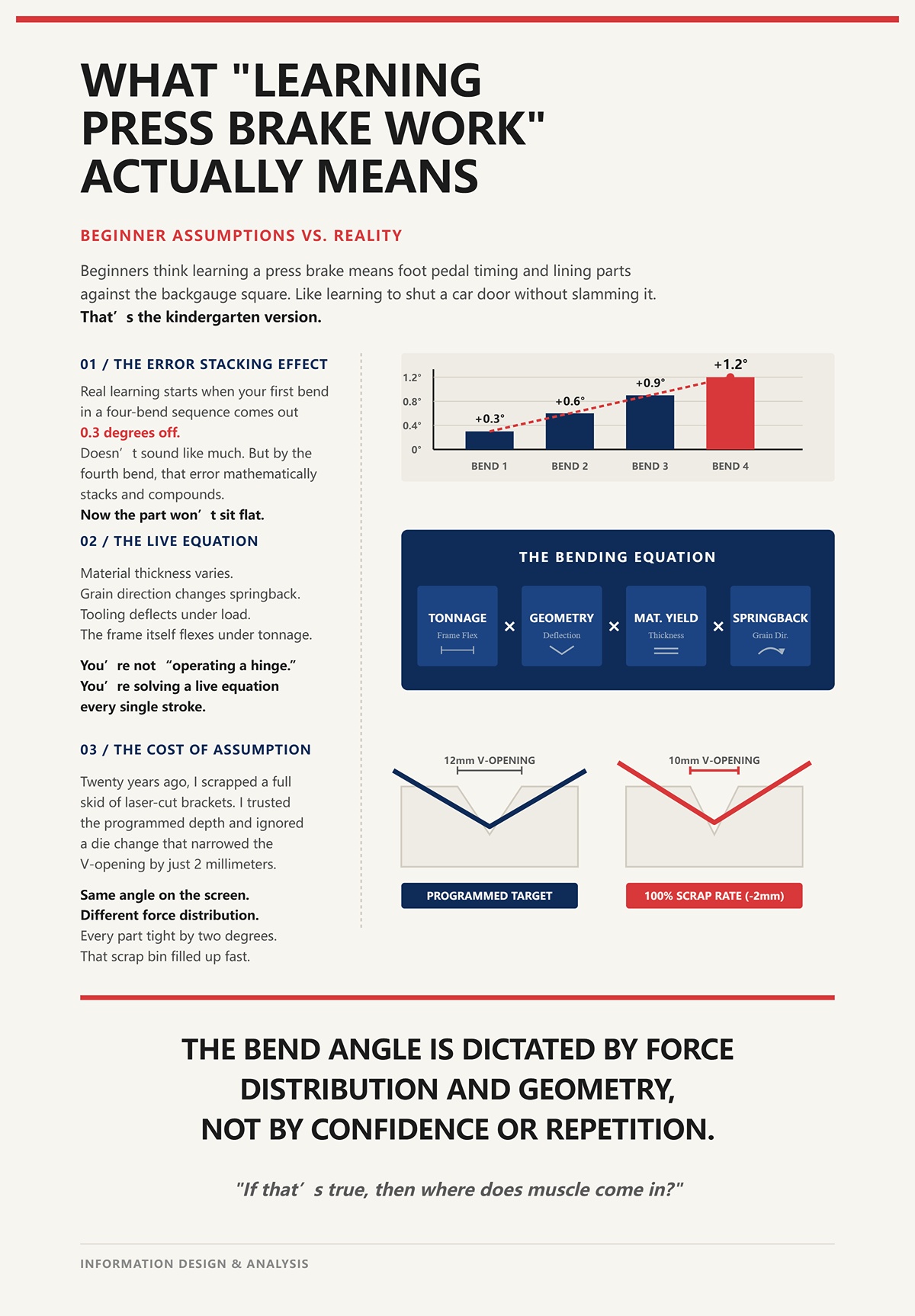
يعتقد المبتدئون أن تعلم مكبس الضغط يعني توقيت دواسة القدم ومحاذاة الأجزاء ضد المقياس الخلفي. مثل تعلم إغلاق باب السيارة دون أن تصطدم به.
هذه هي النسخة الابتدائية.
يبدأ التعلم الحقيقي عندما يأتي أول انحناء في تسلسل من أربعة انحناءات بزاوية 0.3 درجة. لا يبدو الأمر كثيرًا. ولكن بحلول الانحناء الرابع، تتراكم تلك الخطأ. الآن لن تجلس القطعة بشكل مسطح. حتى المشغلون ذوو الخبرة يتوقفون، ويعيدون حساب عمق المكبس، ويضبطون المقياس الخلفي، ويعدلون البرنامج يدويًا.
لماذا؟ لأن الورقة لم تقرأ الكتاب المدرسي.
سماكة المادة تختلف. اتجاه الحبوب يغير الارتداد. الأدوات تنحرف تحت الحمل. الإطار نفسه ينحني تحت الوزن. أنت لا “تشغل مفصلة”. أنت تحل معادلة حية في كل شوط: الوزن × هندسة الأدوات × استسلام المادة × انحراف الآلة.
قبل عشرين عامًا، قمت بإلغاء مجموعة كاملة من الحوامل المقطوعة بالليزر لأنني وثقت في العمق المبرمج وتجاهلت تغيير القالب الذي ضيق الفتحة على شكل V بمقدار 2 ملليمتر. نفس الزاوية على الشاشة. توزيع القوة مختلف في المعدن. كل جزء ضيق بمقدار درجتين. امتلأت سلة الخردة بسرعة، ولم يكن ذلك لأن قدمي انزلقت.
تعلم العمل على مكبس الفرامل يعني تعلم المتغيرات التي تحرك المعدن - وأي منها لا يهتم بمدى خبرتك. زاوية الانحناء تحددها توزيع القوة والهندسة، وليس الثقة أو التكرار.
إذا كان هذا صحيحًا، فأين يأتي دور العضلات؟

لقد رأيت رجالًا جددًا يميلون إلى جزء كما لو كانوا يحاولون ثني عارضة على ركبهم. الأكتاف مشدودة. الفك مثبت. كما لو أن الجهد يمكن أن يقنع الفولاذ.
الفولاذ لا يتفاوض.
عندما تصل المكبس إلى نقطة القاع، تكون الآلة قد قدمت وزنًا محددًا بناءً على عمق الضربة والأدوات. سواء كنت مبنيًا مثل لاعب كرة قدم أو محاسب، فإن المادة تستجيب فقط للقوة والهندسة. يديك موجودتان للتوجيه، وليس للقوة.
فكر في الأمر مثل ميزان الحمام. يمكنك التحديق فيه، أو الدوس عليه، أو همس التشجيع - لا يزال يقيس أي قوة تطبقها بالفعل. مكبس الفرامل هو نفسه. يقيس القوة في المادة. لا يقيس مدى رغبتك في الحصول على الزاوية.
في عمليات الإنتاج عالية الحجم على مكبس يدوي، حيث يبقى كل شيء كما هو - نفس القالب، نفس دفعة المادة، نفس الزاوية - يمكنك أن تبدو كبطل فقط من خلال تكرار إعداد ثابت. هذا ليس انتصار القوة الغاشمة. هذه فيزياء تبقى مقيدة حتى لا تفاجئك.
في اللحظة التي تغير فيها السماكة أو السبيكة أو عرض القالب أو الآلة، تتوقف العضلات عن كونها مهمة. فقط الإعداد هو المهم. مكبس الفرامل يقدم قوة قابلة للقياس من خلال هندسة ثابتة؛ القوة البشرية لا يمكن أن تغير تلك المعادلة.
لذا إذا لم تكن يديك هي التي تقرر الانحناء، فما الذي يحدد ذلك داخل الآلة؟
أنت واقف عند التحكم، قدمك معلقة، تحدق في 3 ملليمترات من الفولاذ الطري فوق قالب V بعرض 24 ملليمتر. بطول متر واحد. على الورق، يحتاج ذلك الانحناء حوالي 20 طنًا. ليس 10. ليس “حوالي ذلك.” عشرون. إذا ضاعفت السماكة إلى 6 ملليمترات فلن تضاعف الوزن - بل ستضاعفه تقريبًا أربع مرات.
تلك القفزة ليست موقفًا. إنها رياضيات مدمجة في الآلة والمعدن.
عندما تضغط على الدواسة، أنت لا “تنحني الفولاذ.” أنت تغلق نظامًا: المكبس يتحرك للأسفل، السرير ثابت، الدبوس يدفع إلى الورقة، القالب يقاوم من الأسفل. أربع قطع من الفولاذ المقسى تقرر أين تذهب القوة وكيف تنتشر. قبل أن تلمس يديك الورقة، العلاقة بين نصف قطر الدبوس وفتحة القالب تحدد بالفعل ما هي الزاوية الممكنة عند عمق معين.
لذا عندما تسأل ما الذي يحدد الانحناء داخل الآلة، توقف عن النظر إلى حذائك وابدأ في النظر إلى تلك الأجزاء الأربعة.
لأنهم هم من يقومون بالعمل.
راقب الرام على انحناءة طويلة - لنقل 8 أقدام من فولاذ 4 مم. عندما ينخفض تحت الحمل، يمكنك قياس الانحراف في المركز. بضع آلاف من البوصات. لا يبدو أن ذلك كثير. لكن على طول، يعني أن المركز يتعرض لقوة أقل من الأطراف ما لم تعوض ذلك بالتاج.
هذه هي فيزياء الإطار.
الرام هو الشعاع المتحرك. السرير هو الشعاع الثابت. عندما يتزايد الوزن، ينحني كلاهما. تبني الآلات الهيدروليكية الضغط من خلال الزيت؛ هناك قابلية للانضغاط وتأخير طفيف قبل أن يستقر الوزن بالكامل. تصل المحركات الكهربائية إلى الموضع أسرع وتثبت بقوة، لكنها لا تزال تحمل الإطار بنفس الطريقة بمجرد أن يرتفع الوزن. شعور مختلف. نفس الشعاع ينحني تحت الحمل.
أقسم أنه فعل كل شيء بنفس الطريقة.
لكن في الفرامل الهيدروليكية القديمة، كانت أجزاؤه تخرج مفتوحة ثلاث درجات.
ما تغير لم يكن قدمه. بل كان كيفية توصيل الرام وتثبيت القوة قبل أن يتم تحميل الإطار بالكامل. إذا توقف الرام عند العمق قبل أن يتساوى الوزن عبر السرير، فلن يعبر المادة بالكامل نقطة الخضوع في المركز. ستحصل على تباين عبر الجزء.
ذات مرة تجاهلت الجيب المتآكل - تلك الأسطح الموجهة التي تحافظ على تتبع الرام بشكل مستقيم. تحت حمل ثقيل، التوى الرام بما يكفي لتحيز جانب واحد. قمنا بتشغيل 200 جزء قبل فحص الزاوية من جانب إلى آخر.
كلها خردة. مباشرة إلى الحاوية.
الرام والسرير ليسا مجرد “حاملين” للأدوات. إنهما شعاعان متضادان في نظام انحناء مُتحكم فيه. إذا انحرفا، تتغير توزيع القوة. إذا تغير توزيع القوة، تتحرك خط الخضوع في المعدن. القوة حقيقية فقط في النقطة واللحظة التي يتم دعمها بالتساوي بين الرام والسرير.
وإذا كان يجب أن تمر القوة عبر تلك الشعاعات، ما الذي يشكلها بعد ذلك؟
خذ قالب V بقطر 12 مم واستبدله بقالب V بقطر 16 مم. نفس اللكم. نفس المادة. نفس الزاوية المبرمجة.
تتغير زاوية الانحناء لديك.
لماذا؟ لأنه في الانحناء الهوائي، يتصل اللوح فقط بطرف اللكم وكتفي القالب. وهذا يجعل فتحة القالب قاعدة مثلث. نصف قطر اللكم هو القمة. الزاوية التي يشكلها هذا المثلث عند عمق معين هي هندسة، وليست حماسًا.
اضغط أسرع. اضغط أبطأ. المثلث لا يهتم.
يعتقد المبتدئون أن السرعة “تقرص” المعدن في مكانه. لا تفعل. السرعة تغير زمن الدورة. الهندسة تحدد الزاوية. مع V أوسع، تغوص المادة أعمق قبل أن تصل إلى نفس الزاوية المضمنة. هذا الاختراق الأعمق يغير مقدار المقطع العرضي الذي يصبح بلاستيكيًا مقابل مرن، مما يغير الارتداد.
قبل عشرين عامًا، قمت بتقليص قالب V بمقدار 2 مم دون تعديل البرنامج. نفس زاوية الشاشة. نفس العمق.
خرجت كل دعامة مشدودة بمقدار درجتين.
لم يكن ذلك بسبب الجن. القالب الأضيق يركز القوة على مدى أصغر، مما يزيد من الاختراق لنفس الشوط. مزيد من التشوه البلاستيكي. أقل ارتداد. نتيجة مختلفة. تحركت الهندسة؛ وتبعتها الزاوية.
فكر في الأمر كما لو كنت تقسم الخشب. يركز الوتر الأكثر حدة (تأثير القالب الأضيق) القوة ويدفع أعمق لنفس الضربة. الوتر البليد يوزعها. لا تصلح ذلك من خلال الضرب بقوة أكبر. تصلح ذلك من خلال اختيار الوتر المناسب.
في انحناء الهواء، الزاوية النهائية تحددها العلاقة الهندسية بين نصف قطر الضرب وفتحة القالب عند عمق اختراق محدد.
لذا إذا كانت الهندسة تحدد الزاوية، لماذا يتفاخر بعض الرجال بـ “الضغط حتى القاع” كما لو كان ذلك عضلاً حقيقياً؟
قم بإعداد وظيفتين من الفولاذ المعتدل بسمك 3 مم.
الوظيفة الأولى: انحناء الهواء إلى 90 درجة فوق قالب على شكل V بسمك 24 مم.
الوظيفة الثانية: الضغط حتى القاع في قالب ضيق حيث يجبر الضرب الورقة بالكامل في زاوية القالب.
قد يحتاج انحناء الهواء إلى حوالي 20 طن لكل متر.
الضغط حتى القاع؟ بسهولة ثلاثة إلى خمسة أضعاف ذلك، اعتمادًا على المادة.
يستخدم انحناء الهواء نقطة تماس ثلاثية. أنت تشكل قوسًا محكومًا وتسمح بحدوث ارتداد، ثم تعوض عنه بالعمق. الضغط حتى القاع يجبر المادة على الاتصال الكامل مع زاوية القالب. أنت لا تتجاوز فقط نقطة الخضوع—بل تقوم بكي المادة لتأخذ الشكل. هذا يتطلب وزنًا كبيرًا.
وهنا المفاجأة: العملية التي تحتاج إلى قوة أقل—انحناء الهواء—هي التي تستخدمها معظم الأعمال الدقيقة.
لماذا؟ لأنها قابلة للتعديل. تغييرات صغيرة في العمق—بأجزاء من البوصة—تترجم إلى أجزاء من الدرجة. أنت تضبط الاختراق، وليس سحق الورقة لتستسلم.
شاهدت رجلًا يضغط الفولاذ المقاوم للصدأ الرقيق على مكبس خفيف لأنه اعتقد أن “الأصعب يعني الدقة”. لقد حمل الآلة أكثر من طاقتها، وانحرف الإطار، وانتهى به الأمر بزوايا غير متناسقة على أي حال.
بالإضافة إلى مكالمة خدمة.
الضغط حتى القاع يبدو حاسمًا. انحناء الهواء يبدو لطيفًا. لكن الدقة تفضل الاختراق المحكوم على القوة القصوى. كلما قللت من الاتصال السطحي الذي تجبره، كلما قل الوزن الذي تحتاجه، وكلما أصبحت الهندسة أكثر قابلية للتنبؤ.
وهذا يقودنا إلى اللحظة التي تهم حقًا—اللحظة التي يتخلى فيها المعدن ويخضع.
قم بإبطاء الحركة في ذهنك.
طرف الضرب يلمس الورقة. لا شيء دائم بعد—هذا هو التشوه المرن. المعدن يتمدد على السطح الخارجي، وينضغط من الداخل، لكنه سيعود مباشرة إذا توقفت.
اذهب أعمق.
عند إجهاد محدد - قوة الخضوع - لا يمكن للألياف الخارجية العودة. إنها تتشوه بلاستيكيًا. هذه هي نقطة اللاعودة. الجزء الداخلي لا يزال مرنًا في البداية. مع زيادة الاختراق، تنمو المنطقة البلاستيكية عبر السماكة. حيث تقع تلك النقطة الانتقالية - التي تُسمى تحول المحور المحايد - يعتمد على عرض القالب ونصف قطر البكرة.
قالب أوسع؟ يتحول المحور المحايد بشكل مختلف. المزيد من الارتداد.
بكرة أكثر حدة؟ إجهاد محلي أعلى. أقل ارتداد.
هذا ليس فلسفة. إنه توزيع الإجهاد عبر مقطع عرضي. مثل ثني مسطرة بلاستيكية: الجزء العلوي يتحول إلى اللون الأبيض حيث يمتد بعد نقطة الخضوع. ذلك التبييض هو خط الخضوع الخاص بك في الوقت الحقيقي.
إذا توقفت المكبس قبل أن يتحول ما يكفي من السماكة إلى بلاستيك، فإن الانتعاش المرن يهيمن وتفتح الزاوية. إذا ذهب أعمق، يبقى المزيد من المواد مشوهة بشكل دائم ويقل الارتداد.
كما لو أن الجهد يمكن أن يقنع الصلب.
لا يمكن. فقط الإجهاد الذي يتجاوز الخضوع عند العمق الصحيح، عبر الهندسة الصحيحة، سيقفل الزاوية. وهذا الإجهاد يتم توصيله من خلال المكبس، والسرير، والبكرة، والقالب كمعادلة ميكانيكية مغلقة.
تتحول الانحناءة إلى دائمة فقط عندما يتجاوز الإجهاد المطبق قوة الخضوع عبر جزء كافٍ من سماكة المادة - يتم التحكم فيه من خلال عمق الاختراق وهندسة الأدوات، وليس قوة المشغل.
الآن بعد أن رأيت المكونات الأربعة واللحظة الدقيقة التي يستسلم فيها المعدن، فإن السؤال التالي ليس عن المهارة.
إنه عن السعة.
كم من الوزن يمكن لآلتك أن تحتفظ به فعليًا في الاحتياط قبل أن تتحول هذه المعادلة الجميلة إلى رحلة أخرى إلى حاوية الخردة؟
هل تريد أن تعرف ما الذي يقرر داخل الآلة ما إذا كان ذلك الانحناء يحدث بشكل نظيف أو يتحول إلى خردة؟
ليس موقفك على دواسة القدم. إنه منحنى القوة الذي يمكن أن يقدمه المكبس، وصلابة الإطار تحت الحمل، وكيف تنتقل تلك القوة عبر البكرة، والصفائح، والقالب كحلقة مغلقة. تدفع الأسطوانات الهيدروليكية (أو براغي الكرة السيرفو على الكهربائية) لأسفل. يدفع السرير للأعلى. يتمدد الإطار ميكروسكوبياً. تركز الأدوات تلك القوة في خط ضيق. إذا كانت أي جزء من تلك السلسلة أصغر من المطلوب رياضيًا، فإن الزاوية تخدعك.
قبل بضع سنوات، أخذ طفل في الوردية الثانية صلبًا معتدلًا بسمك 6 مم وقال: “فقط زِد الوزن.” أقسم أنه فعل كل شيء بنفس الطريقة. نفس البكرة. نفس العمق. نفس الآلة. لكنه استبدل بقالب أضيق لأنه أراد نصف قطر داخلي أكثر ضيقًا. بعد عشرة أجزاء، كان لدينا حواف متشققة وضغط مكبس يئن.
لم تكن تلك مشكلة قوة. كانت مشكلة هندسية تتظاهر بأنها مشكلة قوة.
دعنا نكسر الفخ.
خذ صلبًا معتدلًا بسمك 3 مم. ضعها فوق قالب V بسمك 24 مم. هذه هي القاعدة القديمة - حوالي 8× سماكة المادة للثني الهوائي. الآن استبدل ذلك القالب بقالب V بسمك 12 مم لأنك “تريده أكثر حدة.”
راقب ما يحدث.
تقلل القالب الأضيق من الفجوة بين نقاط الاتصال. نفس قوة المكبس، لكن الآن تلك القوة مركزة على عرض أصغر. الضغط - القوة مقسومة على المساحة - يرتفع بسرعة. ترى المادة إجهادًا محليًا أعلى. تزداد الاختراق لنفس الشوط. ينخفض الارتداد. يبدو الأمر جيدًا.
حتى تنظر إلى جدول الوزن.
بالنسبة لثني الفولاذ اللين، يتبع الوزن المطلوب لكل متر تقريبًا:
الوزن ∝ (سمك المادة²) ÷ فتحة القالب على شكل V
يتم تربيع السمك. فتحة القالب في المقام. إذا قطعت V إلى نصفين، فإنك تقريبًا تضاعف الوزن المطلوب.
هذا يعني أن مكبس الـ 50 طن الذي كان مريحًا على V بسمك 24 مم قد يكون قريبًا من حدوده على V بسمك 12 مم - على الرغم من أن سمك اللوح لم يتغير.
لقد تخلصت من دفعة من الأقواس المجلفنة قبل سنوات لأنني لاحقت نصف قطر أصغر بقالب أصغر. وصلت الآلة إلى حد الوزن في منتصف الشوط، انحنى الإطار، وتغيرت الزوايا بمقدار درجتين عبر الطول. بدا الأمر وكأنه خطأ من المشغل.
كان ذلك رياضيات.
لا تحدد فتحة القالب شكل الثني فقط. إنها تحدد مقدار الطاقة المصنفة لآلتك التي تستهلكها. تزداد قوة الثني المطلوبة مع تربيع السمك وتنخفض مع زيادة فتحة القالب - الهندسة تحدد الحمل قبل أن تلمس قدمك الدواسة.
ماذا يحدث إذن عندما تتجاهل ذلك وتقوم فقط بـ “إرسالها”؟
عندما تفرط في تحميل مكبس، فإنه لا ينفجر مثل الرسوم المتحركة. إنه يكذب عليك.
عندما تتجاوز الوزن المصنف، يتمدد الإطار - ميكرونات، لكن بما يكفي. ينحني السرير والمكبس في المنتصف. تضرب الأطراف الزاوية. يفتح المنتصف. تقوم بتعديل. تقوم بتعديل التاج. تطارد الأشباح.
على المدى الطويل، تتآكل الدبابيس والمحامل وختمات الأسطوانة. تفقد الآلة القدرة على التكرار لأنها تم ثنيها خارج منطقة الراحة الخاصة بها مرات عديدة.
الآن الوزن غير الكافي - مما يعني أنك لا تطبق ما يكفي من القوة للقالب والسمك المختارين - ويبدو الفشل مختلفًا. يصل المكبس إلى العمق المبرمج، لكن المادة لم تصبح بلاستيكية بما يكفي عبر سمكها. تحصل على ارتداد ثقيل. تفتح الزوايا ثلاث درجات. يبدأ المشغلون في ثنيها بشكل عشوائي.
لكن في الفرامل الهيدروليكية القديمة، كانت أجزاؤه تخرج مفتوحة ثلاث درجات.
لقد ألقى اللوم على الهيدروليكيات. الواقع؟ لقد انتقل من A36 إلى الفولاذ المقاوم للصدأ 304 واحتفظ بنفس القالب والعمق. الفولاذ المقاوم للصدأ لديه قوة عائد أعلى. يقاوم التشوه البلاستيكي لفترة أطول. كان يحتاج إلى مزيد من القوة أو مزيد من الاختراق. قدمت الآلة ما قيل لها. لم تتشوه المادة كما هو متوقع.
فشل التحميل الزائد يشوه الآلة. فشل الوزن غير الكافي يشوه الجزء.
كلاهما يُلقى عليه اللوم بسبب “المكابس السيئة” أو “المادة الحساسة”.”
لا يتعلق أي منهما بمدى صرامتك في التحديق في لوحة التحكم. تجاوز الوزن المقدر وتبدأ الآلة في الانحراف؛ إذا كان الوزن المطلوب أقل، فإن المادة تعود إلى وضعها الأصلي - يجب أن يتجاوز القوة حد الخضوع دون تجاوز حدود الإطار.
وهذا يقود مباشرة إلى طرف الثقب.
امسك ثقبًا بطرف حاد كالشفرات وادفعه في ألمنيوم بسمك 4 مم عبر قالب ضيق.
سترى خطًا ساطعًا يتشكل على طول الجزء الخارجي من الانحناء. ثم ربما تظهر شقوق.
لماذا؟
نصف قطر الثقب الحاد يركز الضغط على الألياف الخارجية. هل تذكر تحول المحور المحايد الذي تحدثنا عنه؟ كلما كان نصف القطر الداخلي أصغر، كلما كان على السطح الخارجي أن يتمدد أكثر. إذا تجاوزت الإطالة المطلوبة قابلية المادة للتمدد - قدرتها على التمدد قبل أن تتشقق - فإنها تفشل.
إنه مثل ثني مشبك ورق ببطء مقابل ثنيه بشدة في نقطة واحدة. كلما كان نصف القطر أكثر ضيقًا، زادت تركيز الضغط.
الآن هنا حيث يشتد فخ الوزن: غالبًا ما يتطلب الثقب الأكثر حدة قالبًا أضيق لدعم ذلك النصف القطر. القالب الأضيق يعني متطلبات وزن أعلى. الوزن الأعلى يعني إجهاد أعلى في كل من المادة والآلة.
لقد قمت ذات مرة بتشغيل فولاذ عالي القوة مع نصف قطر ثقب ضيق جدًا بالنسبة لتصنيف الإطالة الخاص به. كانت القطعة الأولى تبدو جيدة. الثانية كانت بها شقوق دقيقة. الثالثة انقسمت بشكل نظيف. تم إطعام سلة الخردة لأنني حاولت “إجبار” نصف قطر لم تستطع المادة فعليًا التمدد إليه.
كما لو أن الجهد يمكن أن يقنع الصلب.
لا يمكنها ذلك. النصف القطر الداخلي في الثني الهوائي يعتمد إلى حد كبير على فتح القالب، وليس حدة الثقب وحدها. لا يمكنك أن تطلب نصف قطر داخلي 1 مم من لوح بسمك 5 مم لمجرد أن طرف الثقب 1 مم. المادة والقالب يقرران معًا.
أدنى نصف قطر داخلي يمكن تحقيقه يتحدد بواسطة قابلية المادة للتمدد وعرض القالب - تركيز الضغط، وليس إرادة المشغل، هو الذي يحدد ما إذا كان ينحني أو ينكسر.
فكيف يمكنك التوقف عن التخمين وحساب ما يمكن لفراملتك تحمله فعلاً؟
دعنا نبدأ بشكل واضح.
لنقل لديك:
سيقوم جدول الوزن القياسي لثني الفولاذ الخفيف بالهواء بإدراج شيء حول 20 طن لكل متر لهذا الإعداد. هذا ضمن النطاق لفرامل بوزن 50 طن وطول 2 متر - بافتراض تحميل متساوي وحالة جيدة.
نظرًا لأن CN-HAWE تعمل في أكثر من 50 نقطة بيع وخدمة في الصين وخارجها. تُباع منتجاتها في أكثر من 100 دولة ومنطقة، للقراء الذين يرغبون في الحصول على مواد مفصلة،, الكتيبات هي مورد مفيد للمتابعة.
الآن قم بتغيير متغير واحد.
احتفظ بسماكة 3 مم. احتفظ بطول 1 متر. استبدل إلى قالب على شكل V بسمك 12 مم.
الرسم البياني يقفز بالقرب من 40 طن لكل متر.
لم يصبح أي شيء أكثر سمكًا. لم تطلب “زيادة الانحناء”. لقد غيرت الهندسة. المعادلة استجابت.
الآن قم بتغيير المادة.
نفس السماكة 3 مم. نفس القالب بسمك 24 مم. ولكن استبدل إلى الفولاذ المقاوم للصدأ 304.
نظرًا لأن قوة الخضوع له أعلى، فإن الوزن المطلوب يزيد - غالبًا 30-50 طنًا أكثر من الفولاذ العادي، اعتمادًا على الحالة. قد يرتفع وزنك المريح البالغ 20 طنًا لكل متر نحو 28 أو 30.
إذا كانت ماكينتك مصنفة بـ 25 طنًا لكل متر عبر هذا الطول، فأنت لم تعد آمنًا. ليس لأنك تفتقر إلى الشجاعة. لأن الأرقام لا تتناسب.
هنا يقع المشغلون الجدد في الفخ. يرون الوزن كرقم كبير على شارة الماكينة. لا يقسمون على طول الانحناء. لا يعدلون لعرض القالب. لا يأخذون في الاعتبار قوة الخضوع للمادة.
يعاملون الوزن مثل قوة الحصان في شاحنة بيك أب.
ليست قوة حصان. إنها القوة المسموح بها موزعة عبر مدى، تحكمها الهندسة وخصائص المادة. معادلة صارمة.
وبمجرد أن تفهم أن فتحة القالب، وقوة الخضوع للمادة، وطول الانحناء، والسماكة جميعها تغذي حمولة قابلة للحساب، فإن السؤال التالي يتوقف عن كونه “هل يمكنني تجاوز هذا؟”
يصبح: كيف تولد هذه المكابح المحددة وتتحكم في تلك القوة من خلال نظام القيادة الخاص بها - وكم يمكنها الاحتفاظ بها بدقة في أسفل الشوط؟ هنا تهم تصميم الماكينة والتحقق منها. في نظام حديث مثل مكبس الثني CN-HAWE, ، يتم التحقق من قوة الإطار والرام من خلال تحليل العناصر المحدودة ويتم بناؤها تحت عملية صارمة لمراقبة الجودة، لذا فإن الوزن المصنف ليس مجرد نظري - إنه قوة يمكنك تطبيقها وتكرارها بثقة.
في مكبس ميكانيكي، يرتبط الرام بعجلة دوارة من خلال ذراع متأرجحة. بمجرد أن تسقط تلك القابض، فإن الرام ينزل سواء أحببت ذلك أم لا. شوط كامل. مسار ثابت. منحنى الوزن يصل إلى ذروته بالقرب من مركز الموت السفلي لأن هذه هي النقطة التي تعطيك فيها هندسة الذراع أقصى ميزة ميكانيكية.
في المكابح الهيدروليكية، يدفع أسطوانتان الرام لأسفل باستخدام زيت مضغوط. يتزايد الضغط مع زيادة المقاومة. يمكنك التوقف في منتصف الشوط. يمكنك الانتظار في الأسفل. القوة هي ما يقوله ضغط الهيدروليك مضروبًا في مساحة المكبس.
في المكابح الكهربائية ذات السيرفو، تقوم براغي الكرة المدفوعة بواسطة محركات السيرفو بتحويل الحركة الدورانية إلى قوة خطية. يقيس التحكم عزم الدوران وموقع المحرك في الوقت الحقيقي. يعرف بالضبط أين يوجد الرام وكم من القوة يطبقها في تلك اللحظة.
نفس الورقة. نفس القالب. نفس جدول الوزن. ثلاث طرق مختلفة تمامًا لتوصيل تلك القوة المحسوبة.
وهذا الاختلاف هو هامش الخطأ لديك.
معادلة الوزن التي ناقشناها للتو لا تهتم بموقفك. إنها تفترض أن الآلة يمكن أن تقدم قوة محددة في موقع محدد وتحافظ عليها دون تجاوز أو انحناء أو تجاوز النقطة التي ينحني عندها المادة. إذا كان نظام القيادة لا يمكنه التحكم في القوة والموقع معًا، فإن حساباتك صحيحة وقطعتك لا تزال خاطئة.
هذه هي المفصلة: نظام القيادة هو الآلية التي تحول الوزن النظري إلى تشوه حقيقي ومتحكم فيه. يجب توليد القوة وتحديد موقعها والحفاظ عليها متزامنة مع انحناء المادة - التحكم، وليس الجهد، هو ما يحدد الدقة.
بدأت على مكبس ميكانيكي. عجلة طيران كبيرة تطن فوق الرأس مثل مروحة السقف التي يمكن أن تقتلك. تحدد ارتفاع الإغلاق، وتقوم بمحاذاة القالب، وعندما تضغط على الدواسة، يتعهد ذلك المكبس.
أقسم أنه فعل كل شيء بنفس الطريقة.
طفل جديد. نفس الفولاذ اللين بسمك 2 مم. نفس القالب على شكل V بسمك 20 مم. نفس توقف الخلفية. كانت الدفعة الأولى جيدة. الدفعة الثانية؟ انحنت أكثر من درجتين. ماذا تغير؟ قام بضبط ارتفاع الإغلاق قليلاً “لتشديده”. على المكبس الميكانيكي، هذا التعديل الطفيف يغير مكان وصول الوزن الأقصى بالنسبة لنقطة القاع الميتة. تستمر العجلة في الحركة. لا يوجد توقف. لا تعديل للضغط. يمر عبر الانحناء ويتجاوز.
هذه هي الخطورة. المكبس الميكانيكي يقدم أقصى قوة عند نقطة هندسية ثابتة في دورانه. إذا كان ارتفاع القالب أو سمك المادة أو موقع التوقف الخلفي غير صحيح، فإن الآلة لا تعوض. تكمل الشوط. كما لو أن الجهد يمكن أن يقنع الفولاذ.
ألغيت مجموعة من الأقواس المجلفنة لأن المكبس الميكانيكي لا يهتم بتوقيت ارتداد الزنبرك. عدم وجود توقف في الأسفل يعني أن المادة تبدأ في التعافي المرن في اللحظة التي تنخفض فيها القوة. تحصل على تباين لا يمكنك ضبطه دون تغيير ارتفاع الإغلاق جسديًا والمحاولة مرة أخرى. امتلأت سلة الخردة بسرعة ذلك الأسبوع.
وأين السلامة؟ بمجرد أن يتم تفعيله، فإن ذلك المكبس ينزل. إذا أخطأ مبتدئ في تقدير الإعداد، فإن الآلة لا تسامح. إنها تتعهد.
المكابس الميكانيكية ليست عتيقة لأنها ضعيفة. إنها عتيقة لأن منحنى قوتها مقفل على هندسة العجلة. لا يوجد تحكم ديناميكي، فقط ذروة القوة المعتمدة على الموقع. عندما يتم تحديد تسليم القوة بواسطة هندسة الربط، فإن هامش الخطأ لديك يتقلص إلى الصفر.
فما الذي يحل محل هذه الصلابة دون تحويل الآلة إلى لعبة تخمين؟
شاهدت المتدربين ينتقلون من مكبس كهربائي حديث إلى هيدروليكي قديم. نفس البرنامج. نفس الأرقام. لكن على المكبس الهيدروليكي القديم، جاءت أجزاؤه مفتوحة ثلاث درجات.
ألصق اللوم على الهيدروليك.
الواقع؟ كانت السيرفو الكهربائي قد وصلت إلى القاع، واستشعرت زيادة العزم، وحافظت على الموقع لفترة مبرمجة قدرها 0.5 ثانية. هذا التوقف سمح للمادة بالانحناء بالكامل قبل التراجع. كان الهيدروليكي معدًا لدورة أسرع، وتوقف أقل. وصل إلى العمق وعاد. لم تستقر المادة بالكامل تحت الحمل. ارتداد الزنبرك أوقعه.
غير نظام القيادة مدة تطبيق الوزن الكامل.
تولد الهيدروليك القوة مع زيادة الضغط. إذا كان النظام يحتوي على صمامات متناسبة جيدة وتحكم CNC، يمكنه تقليل السرعة بالقرب من القاع، وتطبيق الضغط الكامل، والحفاظ عليه. هذه القدرة على الاحتفاظ هي التسامح. إذا أخطأت بمقدار بعض أجزاء من المليمتر، يمكنك تعديل العمق وإعادة الضرب دون الالتزام بشوط عنيف كامل.
تقوم الأنظمة الكهربائية بقياس عزم المحرك مباشرة. إنها دقيقة بشكل صارم في الموقع - غالبًا في حدود الميكرونات. لكنها تمتلك وزنًا أقصى أقل في العديد من النماذج وتعتمد على حدود عزم المحرك. بالنسبة للمواد الرقيقة والحواف القصيرة، تكون جراحية. بالنسبة للوحة بسمك 12 مم عبر سرير طويل، لا تزال الهيدروليك تهيمن لأن الأسطوانات يمكن أن تولد وتحافظ على قوة هائلة دون تسخين المحركات.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC 100% وتشمل سيناريوهات عالية المستوى في القطع بالليزر، والانحناء، والتخديد، والقص، فإذا كانت الخطوة التالية هي التحدث مباشرة مع الفريق،, اتصل بنا فهي تتناسب بشكل طبيعي هنا.
الآن هنا حيث يُخدع المبتدئون: يعتقدون أن الهيدروليك “أكثر ليونة” لأن الزيت ينضغط قليلاً. في الواقع، الهيدروليك الحديثة ذات الحلقة المغلقة مع مشفرات خطية تصحح ذلك في الوقت الحقيقي. يأتي التسامح من الضغط القابل للتحكم والتوقف، وليس من الفوضى.
لقد قمت بتبديل 3 مم من الصلب اللين بصفائح عالية القوة على فرامل هيدروليكية مصنفة بشكل مريح للوظيفة. جاءت الضربة الأولى تحت الانحناء. بدلاً من إعادة ضبط التوقفات الصلبة كما هو الحال في الميكانيكية، أضفت عمق 0.3 مم ووقت سكون لمدة ثانية واحدة. الجزء الثاني كان دقيقًا. حصل صندوق الخردة على قطعة واحدة فقط بدلاً من خمسين.
المغفرة ليست سحرًا. إنها القدرة على ضبط القوة ووقت الثبات دون تغيير الهندسة الصلبة. محرك يمكنه تعديل واستدامة القوة عند نقطة الموت السفلي يوسع من تسامح إعدادك.
لكن ماذا عن الآلات التي تحاول تحقيق التوازن؟
تستخدم الأنظمة الهجينة محركات سيرفو لتشغيل المضخات الهيدروليكية فقط عند الحاجة إلى الحركة. تحصل على أسطوانات هيدروليكية للقوة، ولكن تحكم كهربائي على سرعة المضخة واستخدام الطاقة.
على الورق، يبدو أن هذا هو الأفضل من كلا العالمين. وفي ورش العمل ذات الخلط العالي التي تسعى لتوفير الطاقة وتقليل الضوضاء، يبدو ذلك منطقيًا.
بالنسبة للحوامل الأساسية والأغلفة؟ الفيزياء لا تتغير. لا تزال لديك أسطوانات تدفع مكبسًا. لا تزال تعتمد على الضغط مضروبًا في مساحة المكبس للحصول على القوة. الميزة الهجينة هي الكفاءة وأحيانًا سرعة الاقتراب الأسرع، وليس سلوك القوة المختلف عند خط الانحناء.
رأيت ورشة عمل صغيرة تشتري نظامًا هجينيًا معتقدة أنه سيحل “عدم الاتساق”. كانت مشكلتهم الحقيقية هي عدم تطابق القوالب وتجاهل القوة لكل متر. كانت الآلة الجديدة أكثر هدوءًا. أكثر كفاءة. كانت الأجزاء لا تزال خاطئة حتى أصلحوا حساباتهم.
الأنظمة الهجينة لا تعيد كتابة المعادلة. إنها تصقل كيفية توفير الطاقة لنفس الآلية الهيدروليكية. إذا كانت أعمالك تحت 6 مم من الصلب اللين وأطوال انحناء معتدلة، فإن التعقيد لا يشتري الدقة بمفرده.
السؤال ليس “هل هي حديثة؟” بل “هل تتحكم في القوة والموقع بدقة كافية لنطاق تحميلك؟”
لأن القطعة الأخيرة ليست مجرد مغفرة. إنها القابلية للتكرار.
زمن الدورة يخبرك بما تقدر عليه الآلة.
تكون الفرامل الميكانيكية سريعة بمجرد تفعيلها. تخزن العجلة الطائرة الطاقة. بانغ - الانتهاء من الشوط. رائع للانحناءات الضحلة المتكررة حيث لا تتغير الأدوات والمواد. فظيع عندما تحتاج إلى تغيير عمق مضبوط.
يمكن للهيدروليك الاقتراب بسرعة، ببطء بالقرب من الاتصال، الضغط، الثبات، السحب. تلك الحركة المجزأة قابلة للبرمجة. تعتمد القابلية للتكرار على جودة المشفر وصلابة الإطار، لكن الهيدروليك CNC الحديثة ستصل إلى العمق ضمن أجزاء من المليمتر طوال اليوم - إذا تم صيانتها.
تتألق الأنظمة الكهربائية في الوظائف ذات الشوط القصير والتكرار العالي. لا حاجة للإحماء للزيت. لا تأخير في الصمامات. الموقع مباشر من السيرفو إلى اللولب. بالنسبة للألواح الفولاذية الرفيعة، رأيت الأنظمة الكهربائية تحافظ على تباين الزاوية بشكل أكثر دقة من الهيدروليك القديمة ببساطة لأن هناك تأخير ديناميكي أقل للسوائل.
لكن هنا السقف: غالبًا ما تكون الأنظمة الكهربائية لديها قدرة قصوى أقل على الوزن للأسرّة الكبيرة. تهيمن الهيدروليك على الصفائح الثقيلة لأنها يمكن أن تستمر في 250 طن متري وما فوق دون حرق المحركات. يمكن للميكانيكية تقديم قوة ذروة عالية، لكن ليس مع التحكم التكيفي.
يحدد نظام القيادة لديك حدين صارمين: أقصى قوة قابلة للتحكم وأدنى زيادة قابلة للتحكم في الموقع. هذه هي نافذة دقتك.
اختر بشكل خاطئ، وستقاتل إما ضد الارتداد الذي لا يمكنك الثبات ضده، أو تزحف عبر الدورات لأن هيدروليكك الثقيلة مبالغ فيها بالنسبة للألمنيوم 1 مم.
الآلة هي نظام مقياس وروافع. إنها تستجيب فقط للمدخلات القابلة للقياس - الضغط، والعزم، والموقع. اختر المحرك الذي يمكنه توليد القوة المطلوبة في معادلتك والحفاظ عليها، ضمن التسامح الموضعي الذي يتطلبه الجزء الخاص بك.
لأنه بمجرد أن يعود المكبس إلى الأعلى، لا يزال المادة تتحدث. إنها ترتد.
لقد طرحت السؤال الصحيح: إذا كانت الآلة تستطيع الوصول إلى العمق ضمن أجزاء من المليمتر، لماذا يتغير الزاوية بعد أن يعود المكبس إلى الأعلى؟
لأن الفولاذ ليس طينًا.
عندما يدفع المكبس إلى قالب V، تتمدد الألياف الخارجية للورقة وتضغط الألياف الداخلية. في مركز القاع، بعض من هذا التشوه دائم - لقد تجاوزنا نقطة الخضوع - لكن ليس كله. جزء منه مرن، مثل شريط مطاطي مشدود مختبئ داخل الانحناء. في اللحظة التي يتم فيها تحرير الضغط، يعود ذلك الجزء المرن إلى وضعه، مما يفتح الزاوية درجة أو ثلاث درجات اعتمادًا على المادة.
تلك العودة هي الارتداد.
لقد شاهدت طفلًا يحدق في زاوية مثالية 90 تحت الحمل، مبتسمًا كما لو أنه حل الكون. يعود المكبس إلى الأعلى. الآن هي 92. لقد أقسم أنه فعل كل شيء بنفس الطريقة. فعل. الآلة فعلت أيضًا. المعدن أنهى جملته بعد أن توقفت الأداة عن التحدث.
إليك الجزء الذي تحتاج إلى حفره في ذهنك: الدقة عند القوة الكاملة لا تضمن الدقة بعد التفريغ. يمكن لنظام القيادة التحكم في القوة والموقع بدقة جراحية، ولكن بمجرد أن تصبح القوة صفرًا، فإن قوة الخضوع للمادة تحدد مدى استعادتها. تلك الاستعادة ليست رأيًا. إنها فيزياء.
فكر في الأمر كما لو كنت تنحني مسطرة بلاستيكية على حافة طاولة. ادفعها إلى 90، اتركها، وستفتح. ادفعها بعد 90، اتركها، وربما تستقر حيث تريد. لا تتجادل مع المسطرة. أنت تدفع بعد الهدف عن قصد.
ذلك “بعد” ليس تخمينًا. إنه تعويض.
وهذا يقودنا إلى السؤال العملي الأول الذي يجب على كل مشغل فرامل الإجابة عليه.
أنت لا تستهدف 90 إذا كنت تريد 90.
أنت تستهدف ما بعده.
مدى البعد يعتمد على قوة الخضوع - الضغط الذي تتوقف عنده المادة عن التصرف كزنبرك وتبدأ في التصرف كما لو كانت مثنية بشكل دائم. قد يرتد الفولاذ المعتدل A36 درجة واحدة. الفولاذ المقاوم للصدأ 304؟ درجتين، أحيانًا ثلاث. هذا ليس شخصية. هذه قوة خضوع أعلى تخزن المزيد من الطاقة المرنة قبل أن تتخلى.
ذات مرة، حصلت على دفعة من الأقواس الفولاذية المقاومة للصدأ جاءت عند 88 عندما برمجنا 90. بدلاً من التحقق من الشهادات، استمر المشغل في دفع العمق بشكل أعمى. بعد خمس قطع، كان صندوق الخردة يحتوي على مروحة صغيرة مرتبة من الأخطاء اللامعة. قمنا بقياس الانحناء الأول بشكل صحيح، ورأينا أنه يرتد 2.5 درجة، وبرمجنا هدف 92.5، وكانت الجولة التالية محكمة. كان تعديل واحد مقاسًا سيوفر الكومة.
إليك ما يحدث تحت الغطاء: عندما تنحني بشكل زائد، فإنك تضغط المزيد من المقطع العرضي بعد قوة الخضوع بحيث عندما يسترخي الجزء المرن، ما يتبقى هو الزاوية التي كنت تنويها. القليل جدًا من الانحناء الزائد يؤدي إلى فتح الزاوية. الكثير منه يؤدي إلى سحق نصف القطر الداخلي أو الضغط الزائد على الحبوب.
إذًا كم تحتاج؟
تقيس الجزء الأول باستخدام بروتراكتور رقمي. تقارن الهدف مقابل الفعلي. تعدل عمق المكبس وفقًا لذلك. حتى أن أنظمة CNC الحديثة تسمح لك ببرمجة تعويض الارتداد مباشرة. لكن تلك القطعة الأولى لا تزال تخبر الحقيقة. ليس حدسك.
لأن الارتداد يتناسب مع قوة الخضوع وهندسة الانحناء، وليس مع ثقتك في لوحة التحكم.
الآن قد تفكر — حسنًا، يمكنني الانحناء الزائد. تم حل المشكلة.
ليس تمامًا.
تخيل رف كتب طويل يتدلى في المنتصف تحت ثقل الكتب الثقيلة.
هذا هو مكبس الانحناء الخاص بك تحت الحمل.
عندما تقوم بانحناء جزء طويل، يتحرك المكبس والسرير قليلاً في المنتصف لأن هذه هي النقطة التي يتركز فيها القوة. حتى الإطار الثقيل يتحرك قليلاً تحت 200 طن. النتيجة؟ الجزء الأوسط يشهد اختراقًا أقل فعالية من الأطراف.
لذا، الأطراف تصل إلى 90 تحت الحمل. المركز يصل ربما إلى 89. ثم تقوم بالإفراج. كل شيء يرتد — لكن بشكل غير متساوٍ. الآن الأطراف هي 92 والمركز هو 94.
لم تغير المادة. لم تغير العمق. الآلة انحنت.
أنظمة التقوس — الأوتاد الميكانيكية أو التعويض الهيدروليكي على طول السرير — تضع الحمل المسبق على المركز لأعلى لمواجهة ذلك الانحناء. أنت تقوم عمدًا بانحناء الآلة عكس الانحراف المتوقع بحيث تتقوس تحت الوزن الكامل.
عدم وجود تقوس في انحناء طويل وثقيل هو كيف تبني بهدوء مجموعة من الأجزاء “تقريبًا صحيحة” التي لن تجلس بشكل مسطح في التجميع. لقد قمت بإلغاء لوحة غلاف بطول 2 متر منذ سنوات لأنني وثقت في جدول الوزن وتجاهلت انحراف السرير. إنهاء جميل. هندسة خاطئة. صندوق الخردة لا يهتم بمدى لمعانه.
القاعدة هنا بسيطة وقاسية: انحراف الإطار يغير عمق الانحناء الفعال، وعمق الانحناء الفعال يتحكم في نتيجة الارتداد.
لذا حتى لو كان نظام القيادة لديك مثاليًا، فإن الهيكل الذي يحمل تلك القوة له رأي.
والهيكل ليس المتغير الخفي الوحيد.
نعم.
قم بتمرير ورقة من خلال مطحنة وستقوم بتمديد هيكل الحبيبات على طول اتجاه الدرفلة. انحني بالتوازي مع تلك الحبيبات وأنت تنحني على طول الألياف. انحني عموديًا وأنت تنحني عبرها.
إنه مثل تقطيع الخشب.
اضرب مع اتجاه الحبوب، سيفتح بسهولة. عبر الحبوب، يقاومك.
عندما تنحني عموديًا على الحبوب، تحصل غالبًا على مقاومة أكبر قليلاً وأحيانًا على ارتداد أكبر. الفرق ليس كبيرًا في الفولاذ الطري الرقيق، ولكن في المواد عالية القوة يكفي لإخراج تحمل دقيق إذا تظاهرت أنه غير موجود.
كان لدي مجموعة من الأجزاء التي تصرفت بطريقة في النماذج الأولية وأخرى في الإنتاج. نفس السماكة. نفس المواصفات. التغيير الوحيد؟ كانت الألواح موضوعة بشكل مختلف، لذا خط الانحناء يدور 90 درجة بالنسبة لاتجاه الدرفلة. جاءت الدفعة الأولى من الإنتاج واسعة في الزاوية. تم إطعام حاوية الخردة حتى اكتشفنا تغيير الاتجاه.
اتجاه الحبوب لا يعيد كتابة المعادلة، لكنه يعدل الثوابت. تجاهله، وستنجرف تعويضاتك “المثالية”.
لأن الأنيسوتروبي للمواد - الخصائص الاتجاهية الناتجة عن الدرفلة - تغير قليلاً سلوك الخضوع وبالتالي الارتداد.
الآن دعنا نتحدث عن المادة التي تختبر صدقك حقًا.
الفولاذ عالي الشد هو الكاذب الأفضل.
الفولاذ الطري ينحني ويظل في الغالب في مكانه. قوته المنخفضة تعني طاقة مرنة مخزنة أقل بنفس الهندسة. إذا انحنيت أكثر من درجة أو نحو ذلك، فإنه يستقر قريبًا.
الفولاذ عالي الشد يخزن المزيد من الطاقة قبل الخضوع. تحت الحمل، يبدو مطيعًا. ارفع المكبس، وسيفتح مثل وعد سيء.
انتقلت من 3 مم فولاذ طري إلى لوحة عالية القوة مرة واحدة دون تغيير تعويض الارتداد. ولكن على الفرامل الهيدروليكية القديمة، جاءت أجزاؤه مفتوحة ثلاث درجات. نفس العمق. نفس الأدوات. قوة خضوع مختلفة. في تلك اللحظة نظر إلي المتدرب كما لو أن الجهد يمكن أن يقنع الفولاذ.
لا يمكن.
الفولاذ المقاوم للصدأ 304 عادةً يرتد بضع درجات أكثر من الفولاذ الطري. يمكن أن تكون الفولاذات عالية القوة المتقدمة أسوأ. كلما كانت المادة أقوى، كلما تصرفت مثل المسطرة البلاستيكية التي تقاوم العودة إلى الاستقامة.
فأيها يكذب أكثر؟
الأقوى.
لأن كلما زادت قوة الخضوع، زادت الاستعادة المرنة بعد إزالة الحمل.
وهذا هو اختبار الواقع: حتى مع التحكم المثالي في القوة، والموقع المثالي، والأدوات الصلبة، لا يزال المعدن يحصل على الكلمة الأخيرة عندما تختفي الضغط.
لذا فإن السؤال الحقيقي ليس “هل يمكن لآلتي الوصول إلى العمق؟”
إنه هذا: هل تفكر من حيث القوة، والبنية، وسلوك المادة كمعادلة واحدة - أم أنك لا تزال تأمل أن يبقى الفولاذ حيث دفعته؟
تريد أن تعرف كيف تتنبأ بالارتداد قبل أن تبدأ في إطعام حاوية الخردة.
جيد. هذا هو السؤال الصحيح.
إليك ما يجب أن تفعله: توقف عن السؤال “كم سيعود هذا المعدن؟” وابدأ في السؤال “ما هي الطاقة المرنة التي أخزنها في هذه الهندسة على هذه الآلة؟” الارتداد ليس سمة شخصية من الفولاذ المقاوم للصدأ 304 أو لوح عالي الشد. إنه النتيجة المرئية للطاقة الناتجة عن الإجهاد المرن المخزنة عند تحرير القالب. إذا كنت تتحكم في الطاقة الداخلة - من خلال القوة، عرض القالب على شكل V، نصف قطر القالب، سمك المادة، والانحراف الفعلي للآلة - فإنك تتحكم في الزاوية التي تعود للخارج.
هذا ليس واضحًا لأن معظم المبتدئين يعاملون الارتداد مثل الطقس. تتحقق من جدول. تأمل.
الجداول لا تعرف مدى تمدد إطار الآلة عند 180 طن عبر 8 أقدام. الجداول لا تعرف أن أكتاف القالب لديك مرتدية بمقدار 0.2 مم من جانب واحد. الجداول لا تعرف أن القالب الخاص بك تم قطعه عبر الحبوب هذه المرة. أنت تعرف.
لذا النموذج الجديد هو: آلة الكبح هي نظام رافعة ومائل مضبوط. المعدن هو زنبرك تقوم بتمديده جزئيًا. مهمتك هي قياس وتوحيد المدخلات التي تحدد مقدار الطاقة المرنة المتبقية عند التفريغ. لا تخمن الناتج.
بمجرد أن ترى الأمر بهذه الطريقة، يتغير السؤال من “ما هو الانحناء الصحيح؟” إلى “كيف يمكنني تثبيت المتغيرات بحيث يكون الانحناء قابلًا للتنبؤ في كل مرة؟”
عندما تقول “أنا أثني المعدن”، تتخيل دفع شيء حتى يبقى في مكانه.
تلك الصورة خاطئة.
أنت تدفع وتد (القالب) في فتحة محكومة (القالب على شكل V)، باستخدام نظام رافعة (المكبس والإطار)، لتجاوز قوة الخضوع في منطقة ضيقة بينما تترك الطاقة المرنة في المادة المحيطة. هذه هي الميكانيكا، وليست القوة العضلية.
شاهدت مرة طفلًا يحاول التحكم، مطاردًا العمق بالشعور. أقسم أنه فعل كل شيء بنفس الطريقة. ومع ذلك، كانت الأجزاء لا تزال تخرج مفتوحة بدرجة ونصف. ألقى اللوم على الفولاذ. قمت بتفكيك الإعداد. قالب مختلف عن الوظيفة السابقة - 16 مم بدلاً من 20 مم. ذلك غير نصف القطر الداخلي، مما غير توزيع الإجهاد، مما غير الاسترداد المرن. قمنا بإلغاء نصف حاوية قبل أن يتوقف عن معاملته مثل مصارعة الذراع وبدأ في معاملته مثل الهندسة. درس حاوية الخردة: إذا قمت بتغيير عرض القالب، فقد غيرت المعادلة سواء اعترفت بذلك أم لا.
إليك التحول العملي: توحد الإعدادات بالطريقة التي يحدد بها الميكانيكي تعويضات الأدوات. نفس مواصفات المادة. نفس دفعة السمك. نفس اتجاه الحبوب. نفس قاعدة الفتحة على شكل V (على سبيل المثال، 8× سمك للفولاذ اللين - خط أساس افتراضي). نفس نصف قطر القالب. سجل الارتداد الفعلي من أول جزء تم التحقق منه، وليس الأول الذي تأمل فيه.
ثم تقوم بإنشاء جدول ارتداد محدد للورشة. ليس من كتيب. من آلتك، أدواتك، ومورديك.
لأن الارتداد يتناسب مع الطاقة المرنة المخزنة، والطاقة المخزنة تحددها القوة، والهندسة، وخصائص المادة - وليس من خلال جهد المشغل..
بمجرد أن تبدأ في إدارة الطاقة بدلاً من “الثني”، يتوقف التنبؤ عن كونه غامضًا. يصبح قابلاً للتكرار. لكن قابل للتكرار ضمن أي حدود؟
المخطط يقول 90 درجة.
الآلة تقول، “تحت أي ظروف؟”
هنا حيث يتعرض المشغلون الجدد للخداع. يقومون بتصميم تسلسل الانحناء حول الرسم، وليس حول سعة وسلوك المكبس.
قائمتك قبل الضربة الأولى:
لماذا 80%؟ لأنه كلما اقتربت من الحد الأقصى للوزن، ينمو انحراف الإطار بشكل غير خطي. يتغير اختراقك الفعال أكثر لكل طن. هذا يعني أن تعويض الارتداد لديك لكل ألف من عمق الرام يصبح أكثر حساسية.
قمت بإلغاء عملية قنوات طويلة لأنني لاحقت نصف قطر داخلي ضيق على مكابح كانت ببساطة خفيفة جدًا للطول. كنا نعمل على الحافة. كان المركز عائمًا. كانت الأطراف تعض بشدة. كل تعديل أصلح شيئًا ودمر الآخر. سلة الخردة لا تتفاوض مع الفيزياء.
صمم حول الآلة وسيتصرف الجهاز. صمم حول الرسم فقط وستقاتل حركة غير مرئية.
وهنا الجزء غير الواضح: إذا قمت بتوحيد نطاق الوزن، ونسبة عرض القالب، ودفعة المواد لعائلة المنتجات، يصبح تعويض الارتداد لديك تعويضًا ثابتًا بالإضافة إلى تعديل دقيق — وليس تجربة يومية.
لأن تأتي القابلية للتكرار من العمل داخل غلاف قوة ثابت حيث يبقى انحراف الآلة واستجابة المواد متسقة..
لكن ماذا لو كان الغلاف نفسه خاطئًا؟
هناك لحظة يجب أن تعترف بها.
إذا كنت بحاجة إلى نصف قطر ضيق وقابل للتكرار في مواد عالية القوة عبر أطوال طويلة، وأنت تصل إلى الحد الأقصى للوزن في كل دورة، فالمشكلة ليست في حساب التعويض الخاص بك.
إنها اختيار الآلة.
تتألق المكابح اليدوية في الانحناءات البسيطة والمتكررة حيث يبقى الإعداد ثابتًا. تتعامل مكابح CNC مع التسلسلات المعقدة لأنها تزيل خطأ إعادة وضع الإنسان. لكن لا يمكن لأي منهما خداع السعة. إذا كانت قطعتك تتطلب قوة التشكيل وكان إطارك مصممًا للانحناء الهوائي، فأنت تخزن الطاقة في أماكن لا تتحكم بها — في الآلة نفسها.
عندها تتوقف عن تعديل التعويضات وتبدأ في السؤال عما إذا كانت مكابح الإطار الأثقل، أو نظام القيادة المختلف، أو حتى طريقة التشكيل المختلفة لها معنى.
تعلمت ذلك بالطريقة المكلفة على دفعة من الأقواس الفولاذية السميكة. كنا نضيف انحناء زائد. كنا نقاتل الارتداد. ولكن على المكبس الهيدروليكي الأقدم، كانت قطعته تخرج مفتوحة ثلاث درجات بمجرد أن تسخن الزيت وتتغير الاستجابة قليلاً. نفس البرنامج. سلوك ديناميكي مختلف. كنا نحاول جعل مكبس متوسط المدى يتصرف مثل مكبس تشكيل. امتلأت سلة الخردة بينما كنا نتظاهر أن الإصرار كان استراتيجية.
إليك العدسة التي أريدك أن تحملها إلى الأمام:
آلة الكبح الصحفي ليست أداة ثني. إنها نظام توصيل القوة مع حدود هيكلية. إما أن تناسب جزءك ضمن النطاق المتوقع لذلك النظام - أو لا.
عند تقييم وظيفة، لا تسأل، “هل يمكننا ثني هذا؟”
اسأل، “هل يمكننا التحكم في القوة، والهندسة، والانحراف بدقة كافية بحيث يصبح الارتداد ثابتًا، ومقاسًا بدلاً من أن يكون هدفًا متحركًا؟”
لأن الدقة هي ناتج ثانوي للقوة المتحكم بها ضمن حدود الآلة - ولا يمكن لأي قدر من جهد المشغل أن يتجاوز تلك المعادلة.
الآن أنت لا تثني الأجزاء فقط.
أنت تقرر ما إذا كانت الفيزياء ستتعاون قبل أن تضغط على الدواسة.


















