

Le prime dieci parti sembrano perfette. L’orlo è piatto, stretto, abbastanza pulito da poter essere fotografato per la brochure di vendita.
Duecento pannelli dopo, ne tieni uno contro la luce e eccolo là—una spaccatura sottile come un capello che percorre il raggio esterno come una faglia in una terra arida. Stessa matrice. Stesse impostazioni. Stesso operatore. Allora, cosa è cambiato?
Se pensi che la risposta sia “la parte superiore piatta non deve essere abbastanza piatta”, stai già camminando verso il contenitore degli scarti.
Ho visto bravi operatori accarezzare una matrice di orlatura a stadio singolo come un cane leale. “Top piatto. Bello e uniforme. Siamo a posto.” Quel modo di pensare funzionava quando l’acciaio dolce era il re e la resistenza alla trazione si aggirava intorno a 340 MPa di resistenza alla trazione. Il materiale si allungava, cedeva, ti perdonava.
Pannelli esterni automobilistici moderni? Ti trovi di fronte a 980 MPa di resistenza alla trazione e sorridi perché l’orlo sembra piatto.
Un top piatto ti dice cosa è successo sulla superficie. Non ti dice nulla su cosa è accaduto all’interno delle fibre metalliche durante quel singolo, violento movimento combinato di pre-piegatura e schiacciamento. Ed è lì che iniziano i problemi.
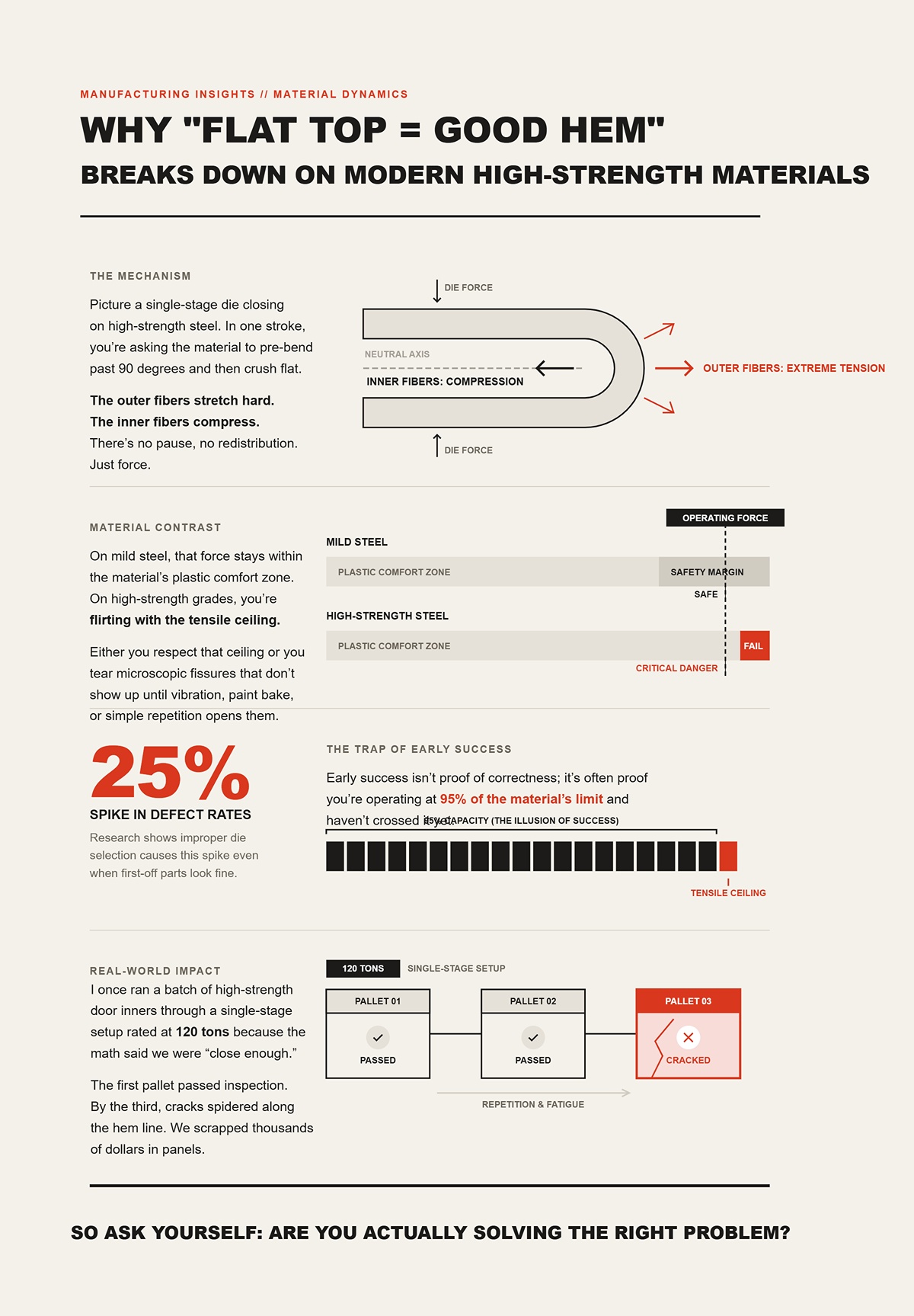
Immagina una matrice a stadio singolo che si chiude su acciaio ad alta resistenza. In una sola corsa, stai chiedendo al materiale di pre-piegarsi oltre i 90 gradi e poi di schiacciarsi completamente. Le fibre esterne si allungano fortemente. Le fibre interne si comprimono. Nessuna pausa, nessuna redistribuzione. Solo forza.
Con l’acciaio dolce, quella forza rimane entro la zona plastica di comfort del materiale. Con i gradi ad alta resistenza, stai flirtando con il limite di trazione. O rispetti quel limite oppure crei microfessure che non compaiono finché la vibrazione, la cottura della vernice o la semplice ripetizione non le aprono.
Ci sono ricerche che mostrano come una scelta impropria della matrice possa far salire i tassi di difetti del 25% anche quando i primi pezzi sembrano a posto. È questa la trappola. Il successo iniziale non è prova di correttezza; è spesso la prova che stai operando al 95% del limite del materiale e non l’hai ancora superato.
Una volta ho lavorato un lotto di interni porta ad alta resistenza con un setup a stadio singolo valutato a 120 tonnellate perché i calcoli dicevano che eravamo “abbastanza vicini”. Il primo pallet ha superato l’ispezione. Al terzo, le crepe si sono propagate lungo la linea dell’orlo come ragnatele. Abbiamo scartato migliaia di dollari di pannelli perché mi sono fidato del top piatto invece del limite di trazione. Quella lezione non è stata economica.
Quindi chiediti: stai davvero risolvendo il problema giusto?
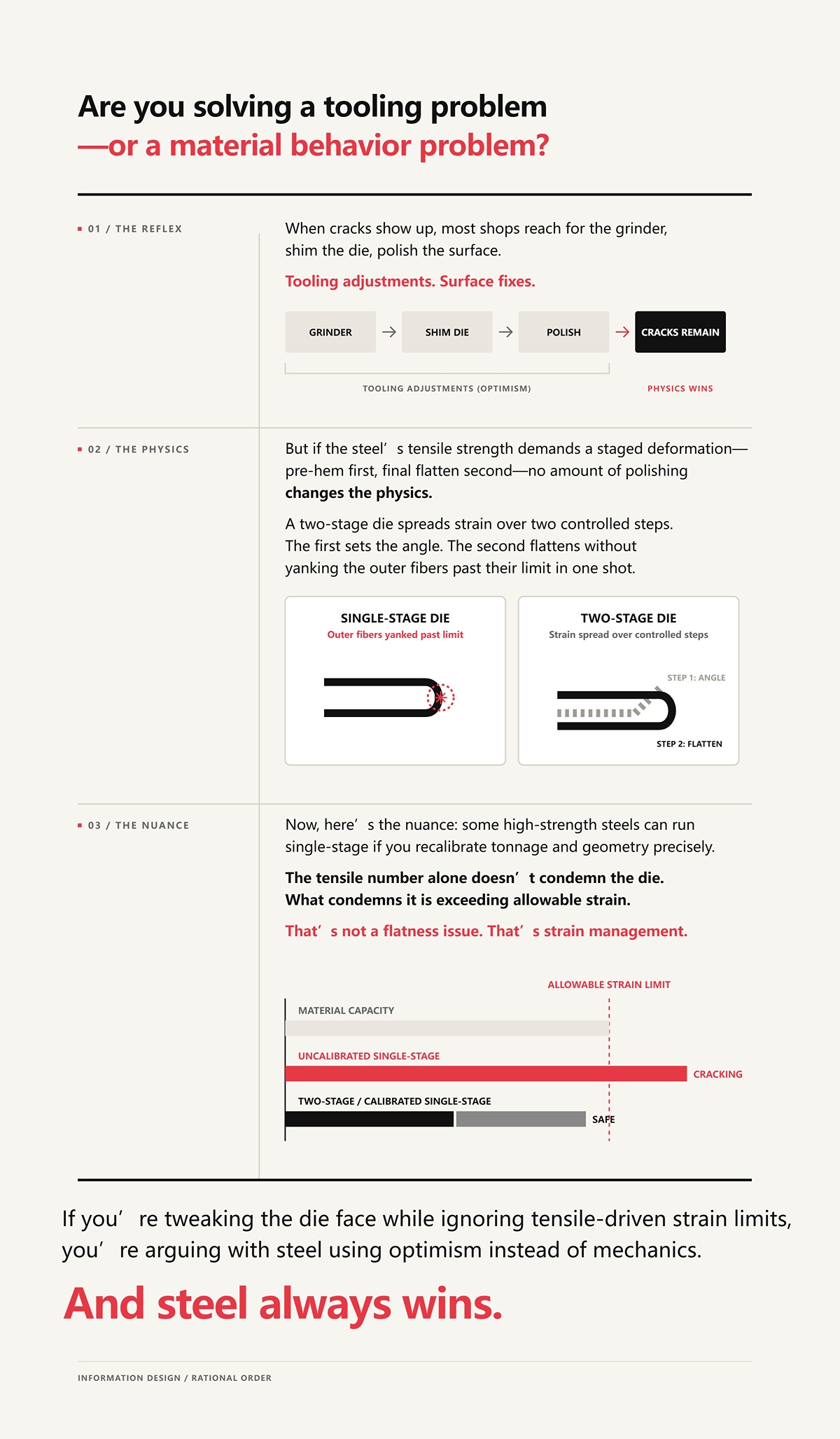
Quando compaiono le crepe, la maggior parte delle officine prende la smerigliatrice, inserisce spessori nella matrice, lucida la superficie. Regolazioni dell’attrezzatura. Correzioni superficiali.
Ma se la resistenza alla trazione dell’acciaio richiede una deformazione in più fasi — prima pre-piega, poi schiacciatura finale — nessuna lucidatura può cambiare la fisica. Una matrice a due stadi distribuisce la deformazione in due passaggi controllati. Il primo stadio imposta l’angolo. Il secondo appiattisce senza tirare le fibre esterne oltre il loro limite in un solo colpo.
Ecco la sfumatura: alcuni acciai ad alta resistenza possono essere lavorati in un solo stadio se si ricalibrano con precisione tonnellaggio e geometria. Il valore di trazione, da solo, non condanna la matrice. Ciò che la condanna è superare la deformazione ammissibile del materiale durante quel movimento combinato.
Non è un problema di planarità. È un problema di gestione della deformazione.
Se stai modificando la superficie della matrice ignorando i limiti di deformazione dettati dalla trazione, stai discutendo con l’acciaio usando l’ottimismo invece della meccanica.
E l’acciaio vince sempre.
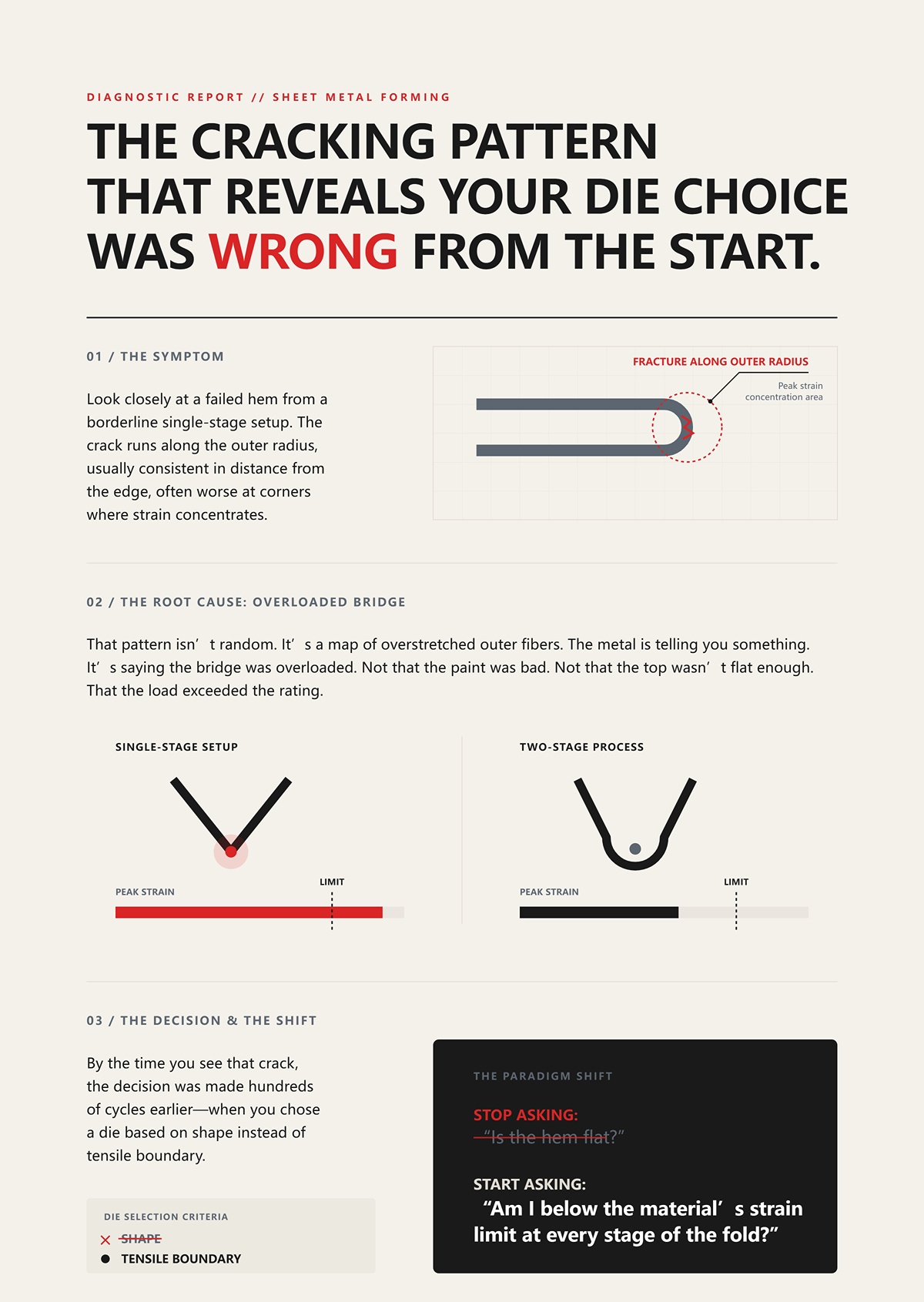
Osserva da vicino una piegatura fallita proveniente da una configurazione al limite di una singola fase. La crepa corre lungo il raggio esterno, di solito a una distanza costante dal bordo, e spesso peggiora negli angoli dove si concentra la deformazione.
Quel modello non è casuale. È una mappa delle fibre esterne sovrallungate. Un processo a due stadi avrebbe ridotto la deformazione di picco in quella prima piega, diminuendo la tensione prima che lo schiacciamento finale avvenisse.
Il metallo ti sta dicendo qualcosa. Ti sta dicendo che il ponte era sovraccaricato. Non che la vernice fosse difettosa. Non che la parte superiore non fosse abbastanza piatta. Ma che il carico superava la portata.
Quando vedi quella crepa, la decisione è stata presa centinaia di cicli prima — quando hai scelto la matrice in base alla forma invece che al limite di trazione.
Quindi il cambiamento di mentalità necessario è semplice e brutale: smetti di chiederti “Il bordo è piatto?” e comincia a chiederti “Sono al di sotto del limite di deformazione del materiale in ogni fase della piegatura?”
Vuoi sapere come verificare di essere al di sotto del limite di deformazione del materiale a ogni fase?
Inizia con il raggio di curvatura e il valore di trazione. Se stai piegando acciaio da 1,2 mm a 980 MPa di resistenza alla trazione, e il tuo raggio interno effettivo durante la pre-piega scende sotto circa 1× lo spessore, stai già spingendo la deformazione delle fibre esterne verso il 15–20 %. Non è un’ipotesi; la deformazione esterna in flessione è approssimativamente pari allo spessore diviso per due volte il raggio interno. Dimezza il raggio, raddoppia la deformazione. All’acciaio non importa quanto tu sia fiducioso a riguardo.
Ora immagina di eseguire quella pre-piega e la schiacciatura finale in un unico colpo continuo.
In una matrice a singolo stadio, il materiale è forzato oltre i 90 gradi e appiattito mentre è ancora caricato elasticamente dalla piega iniziale. Non hai una pausa. Non hai ridistribuzione. Hai deformazione accumulata. E quando quella deformazione accumulata supera ciò che 980 MPa di resistenza alla trazione può accettare plasticamente, le microfratture iniziano a formarsi molto prima che il calibro ti dica che qualcosa non va.
Quindi il confronto reale non è sulla velocità. È se l’architettura permette al metallo di rilassarsi tra un insulto e l’altro — oppure li somma.
Esegui lentamente un orlo a singolo stadio e osserva il profilo laterale. Mentre il punzone scende, il foglio inizia prima a ruotare attorno al bordo della matrice. L’asse neutro — lo strato all’interno dello spessore che non subisce deformazioni — si sposta verso il raggio interno man mano che la trazione aumenta sulle fibre esterne.
Poi la matrice continua a muoversi.
Prima che l’asse neutro possa stabilizzarsi in una posizione di pre-orlatura pulita di 30–45 gradi, la geometria a sommità piatta costringe la gamba a collassare. Ora il materiale non si sta solo piegando; viene schiacciato e ripiegato nella curvatura opposta mentre si adagia. L’asse neutro migra nuovamente, in modo brusco, perché lo stato di deformazione cambia da pura flessione a flessione più compressione.
Stai chiedendo alle fibre esterne di allungarsi per formare la piega e poi di sopportare uno spostamento aggiuntivo mentre la gamba viene appiattita — senza scaricare la tensione del primo evento. In un solo colpo, stai chiedendo alle fibre esterne di allungarsi e collassare allo stesso tempo — e l’acciaio ad alta resistenza non perdona questa richiesta.
Se sezioni un orlo incrinato proveniente da questa configurazione, la linea di frattura segue il raggio esterno della piega originale, non la superficie finale piatta. Ciò ti indica che il cedimento è iniziato durante il picco di deformazione a trazione, non durante l’appiattimento cosmetico.
Quindi, cosa cambia se smetti di forzare entrambi gli eventi nello stesso momento meccanico?
Una matrice corretta a due stadi forma prima un angolo acuto — tipicamente da 30 a 45 gradi — con una apertura a V definita. Quell’apertura a V è importante. Una V più ampia aumenta il braccio di leva, riducendo la tonnellaggio necessario e distribuendo la piegatura su un raggio maggiore. Restringendo la V, il tonnellaggio richiesto aumenta rapidamente. Se si concentra la forza abbastanza, anche l’acciaio dolce si lamenta.
Nel primo stadio controlli il raggio interno. Calcoli la deformazione delle fibre esterne. La confronti con l’allungamento a frattura del materiale. Se il tuo, 980 MPa di resistenza alla trazione acciaio da 1,2 mm può sopportare, diciamo, 12% di deformazione reale prima di imbozzarsi, progetti quella prima piega per restare comodamente al di sotto — magari 8–9%. Conservativo. Noioso. Redditizio.
Poi rilasci il pistone.
Quel rilascio non è una formalità. Permette all’energia elastica di dissiparsi. L’asse neutro si stabilizza nella sua nuova posizione. Le tensioni residue si ridistribuiscono attraverso lo spessore invece di accumularsi.
Il secondo stadio non è un’altra piega aggressiva. È una compressione controllata tra superfici piane. Le fibre esterne non vengono più sollecitate ad allungarsi per creare la curvatura; vengono guidate verso il contatto. Modalità di deformazione diversa. Minore richiesta di trazione.
L’architettura a due stadi è gestione dell’energia elastica. Non una preferenza dell’operatore. Non una tradizione. Gestione.
Il che porta a un problema pratico che incontrerai la prima volta che lavorerai pannelli ad alta resistenza per tutto il giorno.
Durante il primo colpo acuto, il materiale non si piega solo verso il basso. Tende a muoversi lateralmente. Quella spinta laterale aumenta con la resistenza alla trazione e con lo spessore, perché l’energia elastica immagazzinata è maggiore. Con 980 MPa di resistenza alla trazione, quella forza laterale non è gentile.
Una matrice a due stadi scorrevole di base si affida a giochi meccanici. Se l’allineamento è fuori o la lubrificazione è incoerente, la spinta laterale può inclinare la sezione superiore e graffiare le superfici. Lo noterai come una variazione irregolare dello spessore dell’orlo da sinistra a destra.
Una matrice a due sezioni con molle gestisce la transizione in modo diverso. La sezione superiore forma la pre-orlatura nella sua V. Con l’aumento del tonnellaggio, le molle si comprimono e permettono all’assieme superiore di passare allo stato di appiattimento mantenendo l’allineamento guidato. La matrice stessa assorbe parte di quell’impulso laterale invece di trasmetterlo al telaio o provocare un grippaggio alle spalle.
Questo è importante perché l’incastro non è solo una seccatura. Il bloccaggio modifica la distribuzione locale della pressione. Cambia la distribuzione della pressione e cambierai la deformazione locale. Cambia la deformazione locale e o rispetti il limite di trazione oppure scarti il lotto.
Questa è la linea di confine: se la tua architettura non può controllare il raggio nella prima fase, rilasciare energia elastica prima della seconda fase e gestire la spinta laterale senza far salire la pressione locale, lo stampo a singola fase è un azzardo con acciaio ad alta resistenza. Quello a doppia fase è ingegneria per evitarlo.
Quindi la prossima domanda non è “Quale stampo è più veloce?”
È questa: sotto il tuo specifico spessore e resistenza a trazione puoi dimostrare—matematicamente e meccanicamente—che la deformazione massima della fibra esterna in ciascuna fase rimane al di sotto del limite del materiale, oppure ti fidi del fatto che i primi dieci pezzi sembrano perfetti?
Vuoi sapere come calcolare la deformazione massima della fibra esterna prima di tagliare l’acciaio, non dopo averlo incrinato.
Inizia con l’unico numero che non mente: deformazione vera della fibra esterna in piegatura ≈ spessore ÷ (2 × raggio interno).
Se stai bordando una lamiera da 1,2 mm su un raggio interno di 0,6 mm in un solo colpo, è 1,2 ÷ (2 × 0,6) = 1,0. Cento per cento di deformazione ingegneristica sulla superficie. Converti in deformazione vera e stai comunque flirtando con valori che nessuna lamiera automobilistica ad alta resistenza tollererà. Acciaio dolce con resistenza a trazione di 45.000 PSI potrebbe imbozzarsi dolcemente e sopravvivere perché ha un’elongazione generosa. Spingi la stessa geometria su resistenza a trazione di 80.000 PSI e oltre, e l’elongazione crolla. La matematica non si preoccupa di quanto velocemente cicla la tua pressa.
Poi aggiungi ciò che fa realmente uno stampo a singola fase: non forma solo quel raggio. Schiaccia e ripiega immediatamente il lembo piatto, riducendo il raggio effettivo a metà corsa. Il tuo pulito raggio di progetto da 0,6 mm diventa 0,4 mm sotto carico. Riesegui il calcolo: 1,2 ÷ (2 × 0,4) = 1,5. Quel picco avviene prima che il materiale possa scaricarsi. Non è efficienza. È un moltiplicatore di deformazione.
Quindi, quando ha davvero senso la singola fase?
Immagina acciaio dolce da 0,8 mm, con resistenza a trazione intorno a 40.000–50.000 PSI, bordato su uno stampo con un vero raggio interno vicino allo spessore del materiale. Esegui la stessa equazione: 0,8 ÷ (2 × 0,8) = 0,5. Cinquanta percento di deformazione ingegneristica sulla fibra esterna sembra alto finché non ricordi che la lamiera a basso tenore di carbonio può avere una elongazione del 30 % in una prova a trazione e redistribuire la deformazione attraverso lo spessore durante la piegatura. Aggiungi un’apertura a V generosa—6× lo spessore—e non stai forzando un raggio come un filo di coltello. Lo stai guidando.
In quella finestra—spessore sottile, acciaio dolce, ampia apertura—il singolo colpo rimane entro la deformazione consentita. Le fibre esterne si allungano, sì, ma non vengono tirate oltre il limite di duttilità mentre vengono contemporaneamente schiacciate. La geometria è tollerante, il materiale è tollerante e l’architettura non accumula sollecitazioni oltre ciò che il lamierino può assorbire.
È allora che il singolo stadio brilla. Ciclo breve. Meno componenti. Meno manutenzione.
Ma puoi goderti quella semplicità solo se il materiale ti concede margine.
Cosa succede quando non lo fa?
Prendiamo un acciaio a doppia fase da 1,4 mm con una resistenza nominale a resistenza a trazione di 80.000 PSI. L’allungamento totale tipico può aggirarsi intorno al 12–14%. Questo è il tuo vero limite, non il numero di trazione stampato sul certificato.
Progetta un orlo con un raggio interno effettivo di 0,7 mm. Sulla carta, 1,4 ÷ (2 × 0,7) = 1,0 di deformazione ingegneristica alla superficie prima dell’appiattimento. Anche se si sostiene che lo spostamento dell’asse neutro riduca in parte, non ci si avvicina affatto al 12%. Lo superi più volte durante la curvatura massima in un colpo a singolo stadio. L’unico motivo per cui non si strappa subito è perché la deformazione si localizza e si ridistribuisce—finché non lo fa più.
Ora stringi la matrice per controllare il gioco estetico e il raggio operativo cala sotto carico. La deformazione risale bruscamente. Qui l’analogia con il ponte smette di essere carina. O rimani sotto il carico nominale oppure rompi il cemento. Non esiste un discorso motivazionale che cambi questa realtà.
Dal campo: una volta superata resistenza a trazione di 80.000 PSI con spessori di orlo automobilistico superiori a circa 1,2 mm, un’architettura a singolo stadio deve o (a) aprire significativamente la matrice per aumentare il raggio—incrementando forza e usura oltre misura—oppure (b) accettare una deformazione delle fibre esterne che supera l’allungamento del materiale. L’opzione A consuma utensili e capacità della pressa. L’opzione B consuma i pezzi. Rispetta il limite di trazione o scarta il lotto.
Ci sono ricerche che mostrano come una scelta errata della matrice possa aumentare i difetti del 25% anche quando i primi pezzi sembrano perfetti. Negli orli ad alta resistenza, quel picco non è una deriva estetica. È una criccatura latente iniziata al picco di deformazione durante quel moto composto.
L’ho imparato a mie spese. Una volta ho lavorato un lotto ad alta resistenza su un setup a singolo stadio perché i primi dieci pezzi sembravano perfetti. Al pezzo cinquanta, le microfessure cominciavano a emergere attraverso la vernice dopo l’e-coat. Abbiamo scartato la produzione di un intero turno e rilavorato una matrice che non era la vera colpevole. Il colpevole ero io, che ignoravo resistenza a trazione di 80.000 PSI come se fosse acciaio dolce.
Quindi, come sapere di aver superato quella linea invisibile prima di vedere le crepe?
Seziona un orlo sospetto e lucida la sezione trasversale. Se il percorso della frattura segue il raggio esterno originario della piega—non la parte finale appiattita—hai superato la deformazione consentita durante il primo evento di curvatura. Ciò che lo condanna è il superamento della deformazione ammissibile del materiale durante quel moto combinato, non un semplice problema estetico alla fine.
Osserva anche i valori di ritorno elastico. Un elevato ritorno elastico dopo un orlo a singolo stadio su lamiera ad alta resistenza indica che l’energia elastica è accumulata, non rilasciata. Più energia è intrappolata, maggiore era la tensione di picco durante la formatura. È un indizio, non un fastidio.
E poi c’è la coerenza del bordo. Su materiale ad alta resistenza forzato attraverso una matrice a singolo stadio, noterai una variabilità da sinistra a destra: minime differenze di lubrificazione o allineamento creano picchi di pressione locali. Quei picchi si traducono direttamente in escursioni di deformazione locali oltre i limiti di allungamento. Il doppio stadio distribuisce quel rischio su più eventi. Il singolo stadio lo concentra in un unico momento di verità.
Puoi calcolare la deformazione. Puoi misurare il raggio sotto carico. Puoi confrontarlo con l’allungamento documentato per il tuo specifico lotto di acciaio. Oppure puoi fidarti del tempo ciclo e sperare.
E se sei sopra resistenza a trazione di 80.000 PSI, la speranza non è un processo.
Hai fatto i calcoli. Hai visto cosa succede quando un foglio da 1,2–1,4 mm supera resistenza a trazione di 80.000 PSI e la deformazione della fibra esterna supera il limite di allungamento in un solo colpo. Quindi come si ridisegna il processo?
Smetti di chiedere a un solo colpo di fare due lavori.
Uno stampo di bordatura a due stadi suddivide l’operazione in una pre-piegatura controllata—tipicamente da 30° a 45°—seguita da un’ulteriore corsa di schiacciamento. Sembra quasi garbato rispetto alla violenza di una bordatura a singolo stadio. Ma la meccanica è diversa in modo sostanziale.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Pressa Piegatrice è un prossimo passo rilevante.
Nella prima fase, formi il raggio e ti fermi. Lasci che il materiale si deformi plasticamente, sposti il suo asse neutro e si scarichi parzialmente. L’energia elastica si dissipa prima che inizi il secondo colpo. Nella seconda fase, non stai creando la curvatura massima a partire dal piano; stai chiudendo un lembo già deformato. La deformazione massima non si accumula nello stesso istante.
Quella separazione è la differenza tra sfiorare i limiti di allungamento e superarli.
E una volta che superi 100.000 PSI di resistenza a trazione, non esistono vie di mezzo: o separi la pre-piegatura dalla corsa di schiacciamento finale, oppure accetti le microfratture come caratteristica di produzione.
Immagina un acciaio avanzato ad alta resistenza da 1,6 mm a 100.000 PSI di resistenza a trazione. L’allungamento totale potrebbe essere 10%. Lo pre-pieghi in una stazione dedicata su un raggio uguale allo spessore del materiale—diciamo 1,6 mm. L’approssimazione della deformazione superficiale è t/(2R): 1,6 ÷ (2 × 1,6) = 0,5. Una deformazione ingegneristica del 50% sulla fibra esterna durante la curvatura massima sembra catastrofica finché non si ricorda che, nella pura flessione, la deformazione si redistribuisce lungo lo spessore e si localizza momentaneamente sulla superficie, poi si rilassa parzialmente quando il pezzo si scarica.
Ora confrontalo con uno stampo a singolo stadio che forma e schiaccia in un solo movimento, restringendo efficacemente il raggio sotto carico, diciamo a 1,0 mm. Rifai il calcolo: 1,6 ÷ (2 × 1,0) = 0,8. Hai appena aumentato la deformazione superficiale di picco del 60%—e non hai nemmeno considerato le tensioni di compressione attraverso lo spessore dovute allo schiacciamento. Ciò che lo condanna è il superamento della deformazione ammissibile del materiale durante quel movimento combinato.
Un blocco solido a singolo stadio non può fermarsi tra queste aggressioni. Le moltiplica.
Nell’architettura a due stadi, la seconda corsa agisce su un lembo che si è già deformato plasticamente e ha spostato il proprio asse neutro verso l’interno della piega. La deformazione necessaria per chiudere da 45° a piatto è principalmente rotazionale e compressiva sulla superficie interna, non un nuovo picco di trazione al raggio esterno originale. Stai gestendo dove va la deformazione invece di lasciarla esplodere dove la geometria dello stampo la impone.
Questa è la gestione della distribuzione della deformazione. Non eleganza. Controllo.
E se il controllo della deformazione è l’obiettivo reale, rallentare il ciclo ti rende automaticamente più sicuro?
Ho visto officine vantarsi di aver ridotto di 0,8 secondi un ciclo di bordatura unendo due stazioni in una sola. Su acciaio dolce da 0,9 mm a resistenza a trazione di 45.000 PSI, va bene. Il materiale ha un allungamento del 30% da consumare e l’apertura della matrice può essere impostata a 6–8× lo spessore senza problemi.
Ora prova quel trucco su un dual-phase da 1,4 mm a resistenza a trazione di 80.000 PSI.
Sì, uno stampo a due stadi spesso aggiunge il 30–40% alla parte di bordatura del tempo di ciclo. Ma “più lento” non è il meccanismo di sicurezza. La sicurezza deriva dalla riduzione del picco simultaneo di deformazione a trazione e compressione in un singolo evento. Puoi far funzionare uno stampo a due stadi rapidamente e ottenere comunque un buon risultato—perché è l’architettura, non il cronometro, a limitare l’accumulo delle deformazioni.
Ci sono eccezioni. Allargare l’apertura di uno stampo a singolo stadio a 10–12× lo spessore può ridurre la severità della curvatura e limitare il ritorno elastico in alcuni acciai ad alta resistenza. Questo ti dà margine. A volte abbastanza.
Ma paghi in tonnellaggio e in fatica dello stampo. Far funzionare uno stampo al 95–100% della capacità nominale non lo fa esplodere il primo giorno; semplicemente accelera l’usura. Ora la tua configurazione “veloce” sta consumando gli utensili mentre continua a sfiorare i limiti di deformazione delle fibre esterne. O rispetti il limite di trazione o scarti il lotto.
Progetti ibridi personalizzati—aste a rullo, inserti in poliuretano—possono ammorbidire il contatto e prevenire segni superficiali su componenti speciali. Li ho specificati io stesso. Aiutano con l’estetica e la distribuzione della pressione. Non annullano però la curva sforzo–deformazione. Quando ci si trova nel territorio delle sei cifre di resistenza a trazione, la separazione degli eventi di deformazione smette di essere opzionale e diventa strutturale.
Quindi, come si traduce tutto questo in numeri di produzione?
Prendiamo uno scenario ipotetico ma realistico: acciaio martensitico da 1,5 mm a 110.000 PSI di resistenza a trazione, bordatura di un pannello esterno automobilistico. Utensile a singolo stadio. Il primo pezzo supera l’ispezione visiva. I primi dieci pezzi sembrano perfetti. Al pezzo 200 compaiono microfessure lungo il raggio esterno originale sotto il liquido penetrante. Dopo la verniciatura, affiorano. Lo scarto sale al 12%.
Passa a uno stampo a due stadi. Il ciclo di bordatura aumenta del 35%. La produzione oraria diminuisce. Lo scarto scende al 2% perché la deformazione di picco non supera più l’allungamento del materiale durante un singolo evento combinato.
Fai i conti su un lotto da 10.000 pezzi. Anche senza assegnare valori economici precisi, sai quale colonna fa più male: il 35% in più di tempo di bordatura o il 10% aggiuntivo di scarto in acciaio ad alta resistenza più rilavorazioni a valle e perdite di verniciatura.
Ci sono studi che mostrano come una scelta errata dello stampo possa far impennare i tassi di difetto del 25% anche quando i primi pezzi sembrano perfetti. Nelle bordature ad alta resa, quell’aumento è quasi sempre un fallimento nella gestione delle deformazioni, non un errore dell’operatore.
Quindi sì, due stadi costano tempo. Possono richiedere più punti di manutenzione. Possono richiedere un allineamento più preciso tra le stazioni. Ma una volta che la resistenza a trazione supera 100.000 PSI, non si tratta di un aggiornamento per l’efficienza. È un requisito strutturale, come impostare un limite di peso inferiore su un ponte che mostra già crepe.
Se stai valutando se la tua attuale configurazione di bordatura può sopportare produzioni continuative sopra i 100.000 PSI, questo è il momento di coinvolgere il tuo partner per le apparecchiature—non dopo che i tassi di scarto aumentano. Il portafoglio CNC-based di CN-HAWE al 100% comprende sistemi avanzati di piegatura e automazione della lamiera, supportato da R&D dedicato e capacità di test interne per validare le applicazioni ad alta deformazione prima che arrivino sul tuo pavimento. Per una discussione tecnica sull’architettura dello stampo, la compatibilità della macchina o un preventivo per un aggiornamento a due stadi, puoi contatta CN-HAWE per rivedere in dettaglio le specifiche dei materiali e gli obiettivi di produzione.
E anche con la giusta architettura in posizione, puoi comunque distruggere il lotto se ignori la direzione della grana, la lubrificazione e l’usura dello stampo—perché controllare la deformazione in teoria non significa averla controllata sul pavimento dell’officina.
Hai installato lo stampo a due stadi. Hai controllato l’altezza di chiusura. Il certificato del materiale dice 110.000 PSI di resistenza a trazione. L’architettura è corretta.
I pezzi si crepano comunque.
È in quel momento che i giovani ingegneri iniziano a incolpare i lotti termici e le qualità dell’acciaio per utensili, perché è più facile che ammettere questo: una volta superata la resistenza alla trazione a sei cifre, la scelta dello stampo smette di essere tutta la storia. La struttura può essere dimensionata per il carico, ma puoi comunque guidare un camion di traverso su un ponte e tranciare qualcosa che non era destinato a sopportare quel tipo di stress. Il due stadi è obbligatorio oltre quella soglia, sì—ma non abolisce la metallurgia, la geometria o la fisica nel telaio della macchina.
Allora cosa uccide effettivamente il lotto quando lo stampo è “giusto”?
Risposta breve: nell’acciaio ad alta resistenza, spesso sì.
Il foglio di acciaio ha una direzione di grana dovuta alla laminazione. Se pieghi perpendicolarmente, stai stirando attraverso le fibre. Se pieghi in parallelo, stai cercando di aprire le giunzioni tra di esse. Su materiale dolce resistenza a trazione di 45.000 PSI con allungamento 30%, puoi farla franca con quell’errore. Su resistenza a trazione di 100.000+ PSI con allungamento 8–12%, stai scommettendo l’intero ordine su confini microscopici che non puoi vedere.
Ho visto officine allargare i raggi, rallentare la corsa, lucidare il punzone—tutto secondo manuale—e inseguire ancora microfessure che seguivano perfettamente il raggio esterno. Lo stampo era a posto. L’architettura era a posto. La linea di piega correva parallela alla grana.
Non è un problema di utensileria. È un problema di orientamento del materiale che finge di essere un problema di utensileria.
Ed ecco la trappola: i primi dieci pezzi sembrano perfetti. Le microfratture non sempre si mostrano finché i pezzi non si rilassano, vengono rivestiti o subiscono vibrazioni. A quel punto, stai già selezionando pallet.
La piegatura parallela garantisce sempre un guasto? No. La dimensione dei grani conta. Gli acciai a grana fine e alta resistenza tollerano più abusi rispetto agli equivalenti a grana grossa con lo stesso valore di trazione. I grani grossi si rinforzano bene, ma si strappano e presentano buccia d’arancia ai raggi esterni stretti. Stessa resistenza 110.000 PSI di resistenza a trazione sulla carta. Comportamento diverso al bordo.
Allinea la piega attraverso la grana oppure aumenta il raggio interno finché la deformazione superficiale non scende sotto l’allungamento ammissibile. Queste sono le tue opzioni. Tutto il resto è pensiero illusorio.
E se l’orientamento e la dimensione del grano sono fissati dal layout del grezzo, che dire della forma che stai costringendo il metallo a mantenere?
Non tutti gli orli sono creati allo stesso modo.
Un orlo a goccia lascia una piccola cavità interna — meno schiacciamento, chiusura più controllata. Un orlo piatto richiede di stringere quella linguetta fino in fondo, collassando qualsiasi raggio interno finché si comporta come il bordo di una moneta. Quell’ultima parte di appiattimento non è una rotazione delicata; è una compressione localizzata all’interno e una rinnovata tensione su qualsiasi fibra esterna mantenga ancora memoria di curvatura.
Negli acciai a bassa resistenza, il metallo fluisce. Nei gradi ad alto limite di snervamento, resiste e poi si spezza.
Immagina di chiedere a una molla progettata per un certo carico non solo di piegarsi ma anche di scomparire su sé stessa. Lo stampo a due stadi gestisce benissimo il primo movimento. Ma se il tuo disegno richiede un orlo completamente piatto con spessore minimo, potresti riportare la deformazione superficiale proprio vicino al limite che hai faticato tanto ad evitare nel primo stadio.
È lì che la metafora del ponte trova il suo senso. La struttura può sopportare il carico dichiarato nel traffico rettilineo. Ora aggiungi torsione. Aggiungi frenata. Aggiungi vento laterale. I carichi si combinano.
Ciò che la condanna è il superamento della deformazione ammissibile del materiale durante quel movimento combinato.
A volte la scelta più intelligente è negoziare un profilo a goccia con il reparto progettazione invece di insistere su una perfezione estetica che la lega non può fisicamente sostenere a quello spessore. Perché la geometria può silenziosamente annullare la gestione della deformazione che il tuo stampo a due stadi era stato costruito per proteggere.
E poi c’è il guasto che sembra dovuto al materiale o alla geometria — ma non lo è.
La bordatura a due stadi dipende dalla sequenza. Pre-piega sotto un raggio controllato. Poi appiattisci sotto una superficie separata. Molti di questi stampi si affidano a molle o cilindri a gas azoto per controllare quella transizione.
Quando quegli elementi si affaticano, lo stampo non lo annuncia.
Smette semplicemente di separare gli eventi di deformazione in modo netto.
L’ho imparato a mie spese. Anni fa, ho eseguito una serie di pannelli ad alta resistenza — il certificato riportava 980 MPa di resistenza alla trazione— su un impianto a due stadi di cui mi fidavo. A metà lotto, i pezzi hanno iniziato a mostrare piccole crepe sul raggio esterno. Abbiamo controllato i certificati dei materiali, dato la colpa alla lubrificazione, persino messo in dubbio la miscelazione del coil. Si è scoperto che un pacco molle nella sezione superiore si era afflosciato. La pre-piega non raggiungeva più l’angolo completo prima che l’appiattimento iniziasse. Lo stampo era diventato, di fatto, un blocco a stadio singolo sotto carico.
Abbiamo scartato il lotto.
Il modello di usura è sottile: superfici di appiattimento lucidate più vicino al punto di contatto iniziale, segni irregolari, tonnellaggio richiesto leggermente più alto — forse 120 tonnellate invece del solito 105 tonnellate per la stessa corsa. Quel carico extra non è “più sicuro”. È la macchina che compensa la perdita di sequenza.
E non ignorare la pressa piegatrice stessa. Le pieghe lunghe parallele alla direzione della fibra su macchine più vecchie senza un adeguato bombamento possono flettersi al centro, aprendo l’angolo a metà della campata. Vedrai crepe nel mezzo e giurerai che è colpa della fibra, mentre in realtà è la flessione del telaio. Inserisci spessori alle estremità o correggi il bombamento, e il “problema del materiale” scompare.
Quindi, quando un’orlatura fallisce su una matrice a due stadi correttamente specificata sopra 100.000 PSI di resistenza a trazione, chiediti tre cose prima di condannare l’acciaio: la piegatura contrasta la fibra? La geometria richiede più deformazione di quella che la lega può sopportare? L’usura ha cancellato silenziosamente la separazione tra gli stadi?
Perché una volta che l’architettura è corretta, il campo di battaglia si sposta sull’esecuzione.
Ed è lì che smettiamo di reagire e iniziamo a decidere prima che il primo foglio tocchi la pressa piegatrice.
Vuoi sapere come impostare un lavoro di orlatura ad alta resistenza in modo che le crepe non si presentino affatto.
Bene. Significa che finalmente stai pensando prima che il primo foglio tocchi la pressa, invece di farlo dopo che il contenitore degli scarti si è riempito.
Ecco il quadro: smetti di chiederti quale matrice sia più veloce e inizia a chiederti se il tuo materiale, la tua geometria e la tua pressa possano completare la corsa di schiacciamento senza superare la deformazione ammissibile dell’acciaio. L’orlatura è un ponte con carico nominale. La resistenza alla trazione riportata sul certificato è il carico indicato. O rimani al di sotto di esso durante il movimento combinato di piegatura e schiacciamento, oppure fratturi qualcosa di microscopico che più tardi crescerà e “morderà”.
Non si tratta di preferenze. Si tratta di limiti.
Prendi il certificato. Non indovinare.
Se stai guardando 80.000 PSI acciaio dolce a trazione di 0,9 mm, la matrice a stadio singolo può vivere a lungo—se il raggio e l’orientamento sono disciplinati. Inizia a avvicinarti a 110.000 PSI e oltre, e la conversazione cambia. A quella resistenza, l’allungamento della fibra esterna si riduce. La stessa corsa di schiacciamento che ieri era innocua ora porta la deformazione proprio al limite.
Ora aggiungi il tuo pacco di utensili.
Che raggio interno produce effettivamente la tua pre‑piegatura? Non il numero del catalogo—quello misurato sotto carico. Un raggio del punzone più grande riduce la sollecitazione superficiale di picco ma richiede più tonnellaggio per completare l’orlatura. Più tonnellaggio significa più flessione del telaio, maggior rischio di schiacciamento non uniforme e maggiore stress cumulativo sul gruppo matrice. I dati di fatica di ADH lo rendono chiaro: far funzionare gli utensili al 95–100 % della capacità accelera l’usura anche se niente si rompe il primo giorno.
Quindi metti tre numeri uno accanto all’altro:
Se la corsa di appiattimento richiede 120 tonnellate su una piegatrice a suo agio con 130 tonnellate, non sei “entro il range”. Stai lavorando al limite rosso. Aumenta il raggio, passa a una separazione in due fasi o accetta che le micro-fratture siano inevitabili.
Rispetta il limite di trazione oppure scarta il lotto.
E una volta che sai che il materiale può fisicamente sopravvivere alla corsa, cosa ti è effettivamente consentito spedire?
È qui che la maggior parte delle officine si prende in giro da sola.
“I primi dieci pezzi sembrano perfetti.” L’ho sentito migliaia di volte.
Le ricerche dimostrano che una selezione impropria dello stampo può far aumentare i tassi di difetto del 25% anche quando i primi pezzi sembrano a posto. Questo perché le micro-fratture non si manifestano finché il rivestimento, le vibrazioni o il tempo non le fanno emergere. Se il tuo cliente non ammette crepe estetiche dopo l’e-coat, la tua tolleranza ai difetti è praticamente zero — anche se la produzione è rapidissima.
Ora confronta due scenari.
La corsa a singolo stadio è più veloce del 20%. Ma combina piegatura e appiattimento in un unico evento elastico. Il processo a due stadi li separa, controllando la deformazione ma aggiungendo tempo ciclo e disciplina di setup. Se lavori con acciaio a bassa resistenza, con buona allungazione e orli interni che non saranno verniciati, la velocità può vincere.
Ma se stai orlando pannelli esterni ad alta resistenza 110.000 PSI con trazione e esposizione di Classe A, la velocità è irrilevante. La tua vera metrica è la deformazione sostenibile durante l’intero ciclo di vita del pezzo.
Gli obiettivi di produzione contano. Semplicemente non superano le leggi della fisica.
Quindi, quale domanda dovresti porre sul campo prima di dare il via libera a una produzione?
Qualsiasi acciaio si piegherà se spingi abbastanza forte.
Questo non è il test.
Il vero test è se sopravvive agli ultimi 10% di corsa — la fase di schiacciamento in cui la compressione interna e la tensione residua esterna si sommano. Ciò che lo condanna è il superamento della deformazione ammissibile del materiale durante quel movimento combinato. Non durante la pre-piega. Non durante la regolazione. Durante la schiacciatura.
Ecco quindi il modello da portare avanti:
Se i calcoli sono al limite, non “provare la singola fase e vedere”. Separi gli eventi con due fasi, aumenti il raggio, riorienti la grana, o ridiscuti la geometria. Queste sono mosse ingegneristiche. Tutto il resto è gioco d’azzardo con acciaio costoso.
La parte non ovvia? La doppia fase non è un aggiornamento di produttività. È uno strumento di gestione della deformazione che compra margine quando la resistenza alla trazione non ti lascia spazio per errori. La categoria di stampo non ti salva — la disciplina sui limiti di trazione sì.
Smetti di giudicare un’orlo da quanto è piatto sul banco.
Inizia a giudicarlo dal fatto che il materiale sia sopravvissuto alla corsa senza superare il suo carico nominale — e chiediti, prima che il maglio scenda, dove vive davvero il tuo margine.


















