

La nuova piegatrice CNC da 175 tonnellate era ancora calda dall’installazione quando il proprietario mi ha detto: “Ora possiamo piegare qualsiasi cosa.”
Quella settimana lavorarono con scatole elettriche da 20 gauge. Cinquanta qui. Trenta là. Quattro varianti di flange. Entro venerdì, l’operatore aveva passato più tempo a cercare punzoni e sostituire matrici che a piegare davvero il metallo. La macchina poteva formare lamiere da mezzo pollice tutto il giorno. Solo che non lo faceva mai.
La potenza non è prestazione. Non se resta ferma in attesa dell’attrezzatura.
I produttori amano vendere tonnellaggio. Le officine amano comprare margine di sicurezza. Ho visto proprietari sovradimensionare le piegatrici del 20–30 percento “per il futuro”, convinti che più forza significhi più opportunità. In realtà ciò che hanno davvero comprato è stato un errore di attrezzaggio da $4,000 quando il primo set di matrici sovradimensionate non corrispondeva al lavoro su lamiera sottile che effettivamente eseguivano.
Ascolta, una piegatrice che può piegare una lamiera da mezzo pollice su tre metri è un prodigio. Ma se l’80 percento del tuo programma comprende staffe, coperture e scatole da 18 a 22 gauge, quel prodigio si trasforma in una costosissima stazione di cambio matrici. Una capacità superiore al tuo carico di lavoro non è neutra: trascina il flusso operativo dietro di sé come un rimorchio pieno di ferro.
Quindi, se le piegatrici sono così superiori, perché le migliori officine che conosco tengono ancora una piegatrice a dita imbullonata al pavimento?
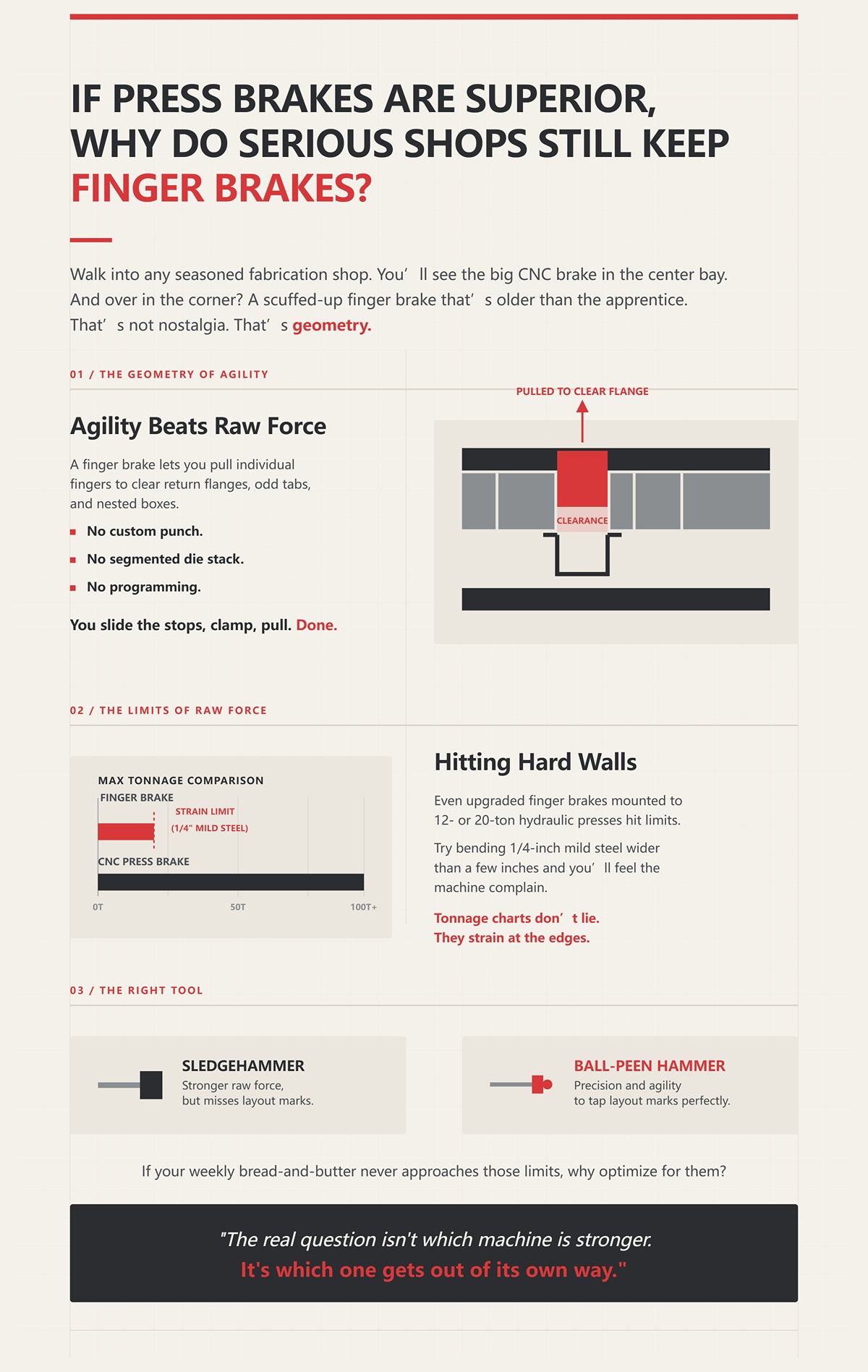
Entra in qualsiasi officina di carpenteria esperta. Vedrai la grande piegatrice CNC nella baia centrale. E in un angolo? Una piegatrice a dita tutta graffiata, più vecchia dell’apprendista.
Non è nostalgia. È geometria.
Una piegatrice a dita ti permette di rimuovere singole dita per liberare flange di ritorno, linguette irregolari, scatole annidate—nessun punzone speciale, nessuna pila di matrici segmentate, nessuna programmazione. Regoli i fermi, blocchi, tiri. Fatto. Per i pezzi a basso volume, quella agilità geometrica batte la forza bruta ogni volta.
Ora, siamo onesti riguardo ai limiti. Anche le piegatrici a dita potenziate, montate su presse idrauliche da 12 o 20 tonnellate, raggiungono muri duri. Prova a piegare acciaio dolce da 1/4 di pollice più largo di qualche centimetro e sentirai la macchina lamentarsi. Le tabelle del tonnellaggio non mentono. Si tendono ai margini.
Ma è proprio questo il punto.
Se il tuo lavoro settimanale principale non si avvicina mai a quei limiti, perché ottimizzare per essi? Un mazzuolo è più forte di un martello a penna sferica, ma non si segnano i riferimenti con un mazzuolo. È così che si sbaglia.
La vera domanda non è quale macchina sia più potente. È quale riesce a togliersi di mezzo.
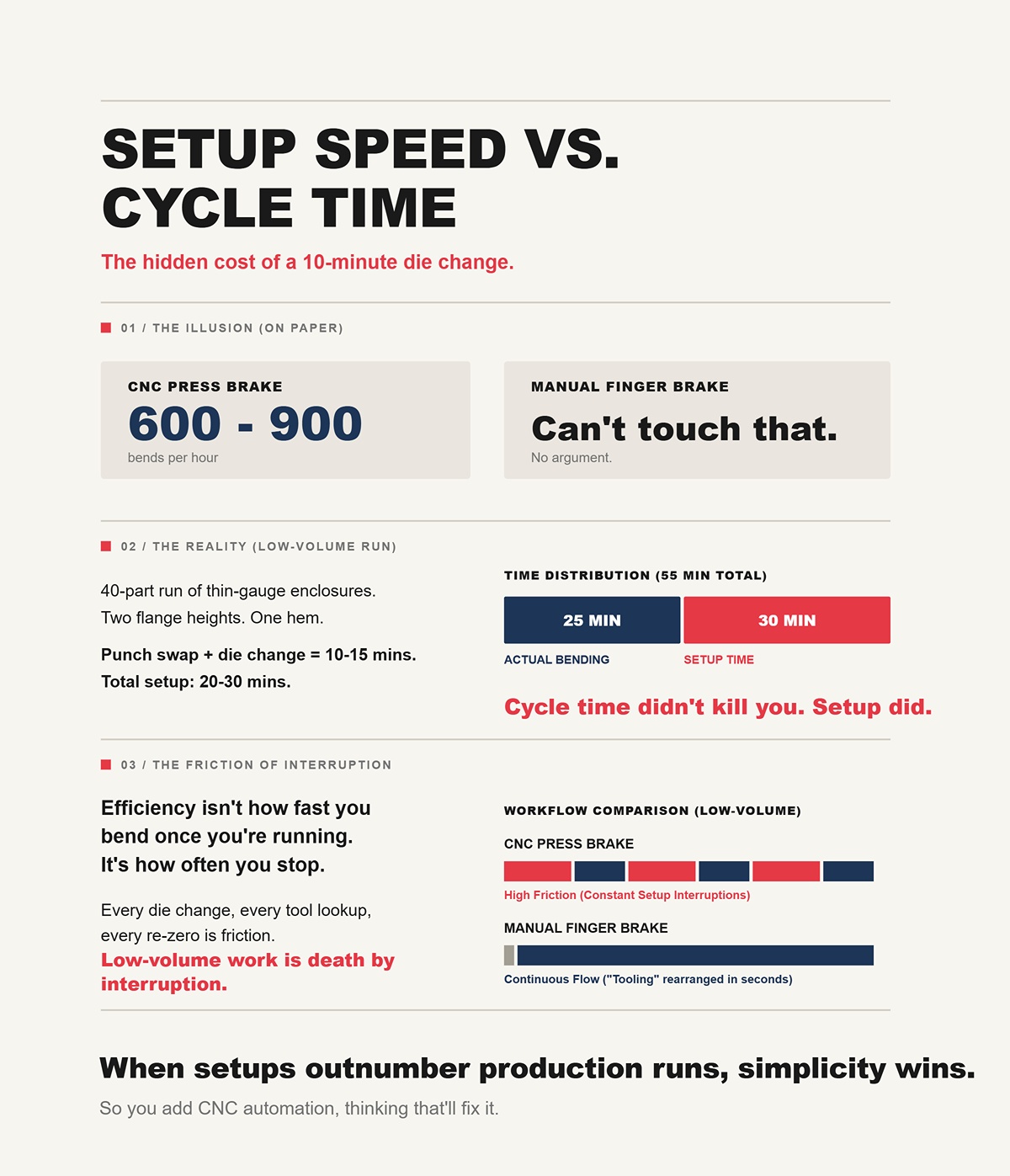
Sulla carta, una piegatrice CNC può fare da 600 a 900 pieghe all’ora. Una piegatrice a dita manuale non può nemmeno avvicinarsi. Nessuna discussione.
Ora immagina questo: una serie da 40 pezzi di carter a spessore sottile. Due altezze di flange. Un orlo. Sulla piegatrice CNC, significa un cambio punzone e un cambio matrice. Diciamo 10 minuti se l’operatore è sveglio. Quindici se è umano.
Sono 20–30 minuti di preparazione per un lavoro che potrebbe richiedere solo 25 minuti di piegatura effettiva.
Non è stato il tempo di ciclo a distruggerti. È stato il setup.
Ascolta, l’efficienza non consiste in quanto velocemente pieghi una volta che sei in funzione. Consiste in quanto spesso smetti di lavorare. Il lavoro a basso volume è una morte per interruzione. Ogni cambio di matrice, ogni ricerca di utensile, ogni re-zero è attrito. La pressa a dita evita la maggior parte di tutto ciò perché il “tooling” è già lì — dita segmentate che puoi riordinare a mano in pochi secondi.
Quando i setup superano le produzioni effettive, vince la semplicità.
Quindi aggiungi l’automazione CNC, pensando che risolverà il problema.
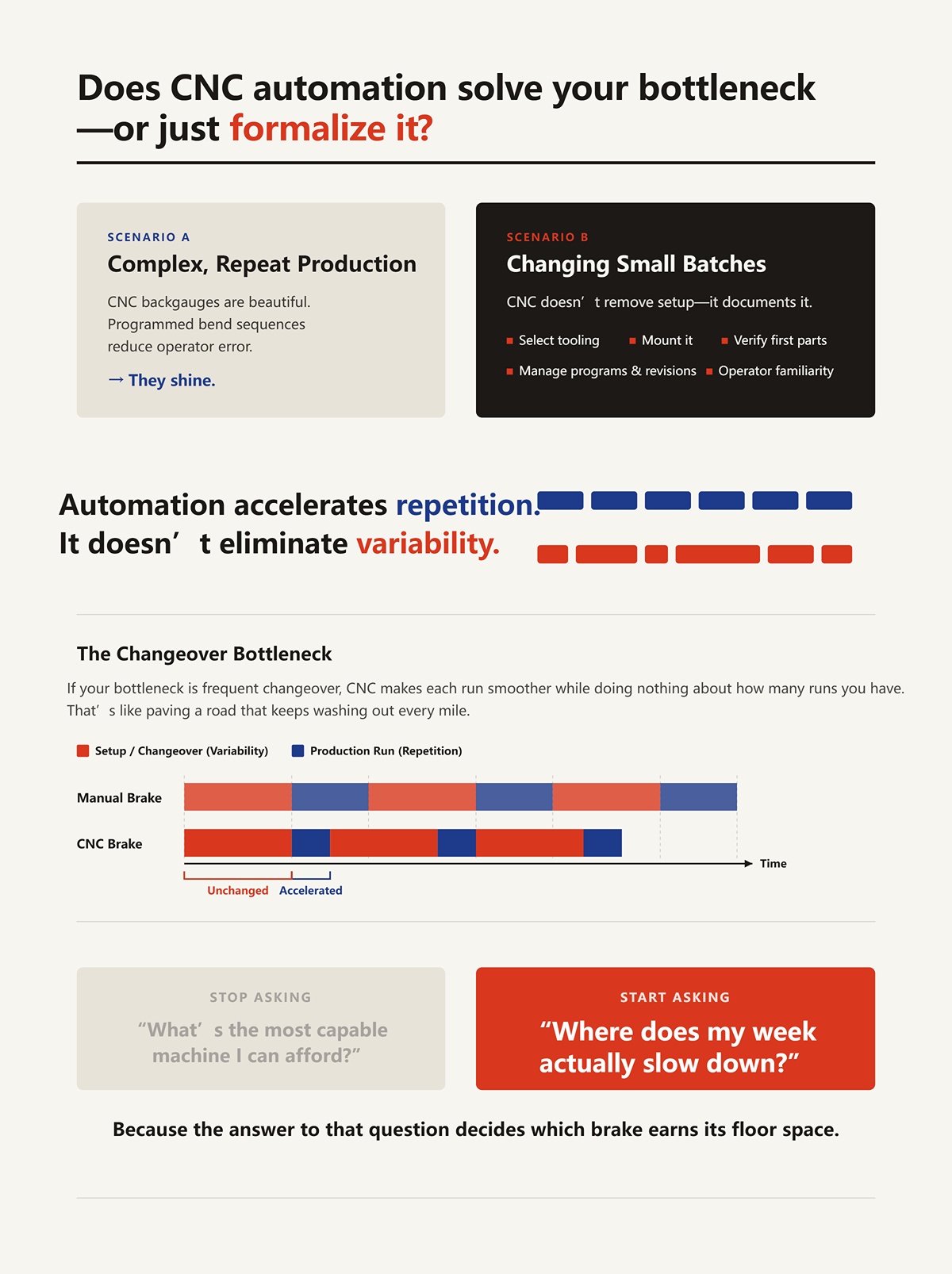
I sistemi di controbattuta CNC sono splendidi. Le sequenze di piega programmate riducono l’errore dell’operatore. Su produzioni complesse e ripetitive? Sono eccezionali.
Ma su piccoli lotti che cambiano continuamente, il CNC non elimina il setup — lo documenta. Devi comunque selezionare gli utensili. Devi comunque montarli. Devi comunque verificare i primi pezzi. Ora devi anche gestire programmi, revisioni e la familiarità dell’operatore.
L’automazione accelera la ripetizione. Non elimina la variabilità.
Se il tuo collo di bottiglia è il cambio frequente, il CNC può rendere ogni ciclo più fluido senza fare nulla per ridurre il numero di cicli. È come asfaltare una strada che si erode ogni miglio.
Alla fine di tutto questo, voglio che percepisca il cambiamento: smetti di chiederti “Qual è la macchina più capace che posso permettermi?” e inizia a chiederti “Dove rallenta davvero la mia settimana?”
Perché la risposta a quella domanda decide quale pressa si meriti il suo spazio sul pavimento.
Vuoi un modo pratico per decidere quale pressa si adatta al tuo carico di lavoro?
Parti da un singolo pezzo. Un contenitore elettrico in lamiera da 20 gauge, largo 12 pollici, profondo 8 pollici, lati da 4 pollici, quattro pieghe di ritorno. Cinquanta pezzi. Poi la settimana successiva, stessa impronta ma un bordo è da 5 pollici e c’è una linguetta di knockout sul lato.
Su una pressa idraulica, quel pezzo vive o muore in base alla geometria dell’utensile. Su una pressa a dita, vive o muore in base al fatto che tu possa rimuovere due dita e lasciare uno spazio.
Questa differenza non riguarda la forza. Riguarda l’accesso fisico.
Una pressa idraulica è un sistema a binario — punzone sopra, matrice sotto. Tutto ciò che formi deve passare tra quei binari senza urtare l’acciaio che non si muove. Una pressa a dita è una staccionata — rimuovi i pioli che non ti servono e il metallo si muove in aria aperta. Sistema a binario contro staccionata. Stesso nome di lavoro. Diverse libertà.
Quando la tua settimana è piena di scatole, coperture, staffe e revisioni a basso volume, la libertà geometrica non è un lusso. È ciò che ti impedisce di ridisegnare il pezzo per adattarlo alla macchina invece che il contrario.
Allora, dove si manifesta davvero questa libertà nel metallo reale?
Immagina una semplice scatola: quattro lati piegati verso l’alto, poi vuoi chiudere l’ultimo angolo con una piccola flangia di ritorno che si ripiega all’interno.
Su una pressa piegatrice, quando hai formato tre lati, la scatola parzialmente formata ha già delle pareti sporgenti. Ora provi a farla scivolare sotto un punzone diritto e in una matrice dritta. Quelle pareti si scontrano con il portapunzone o con il telaio prima ancora che tu tocchi il pedale. Puoi acquistare punzoni a collo d’oca per liberare parte di quello spazio. Puoi segmentare le matrici. Puoi eseguire le pieghe in sequenza.
Ma l’acciaio non mente. Se le pareti formate sono più alte dello spazio libero disponibile e della distanza di sicurezza del punzone, sei finito. Tutta la potenza del mondo non salverà quel pezzo.
Ascolta, ho visto officine inseguire questo problema con utensili personalizzati. Punzoni speciali con offset. Pile di matrici lavorate su misura. Soluzioni uniche per un prodotto che vendeva 200 unità all’anno. È così che ti ritrovi a fissare un errore di attrezzaggio da $4,000 perché la revisione ha cambiato l’altezza di una flangia di mezzo pollice.
Ora vai verso la piegatrice a dita. Rimuovi le due dita dove serve spazio per quella flangia di ritorno. Piega tre lati. Solleva l’ultima flangia nello spazio che hai creato. Nessuna collisione. Nessun acciaio su misura. Solo spazio vuoto dove ti serve.
Questo è il paradosso del box-and-pan: la macchina più grande e potente è a volte quella intrappolata nella scatola.
Ma la geometria non riguarda solo se il pezzo entra o no. Riguarda se l’attrezzatura ti consente di finire ciò che hai iniziato.
Prendi acciaio dolce da 16 gauge — circa il limite superiore di comfort per la maggior parte delle piegatrici manuali a dita. Vuoi una flangia da 3 pollici lungo un bordo, poi un ritorno da 1 pollice su quella flangia.
Su una pressa piegatrice, la potenza richiesta è banale. La piegatura in aria di lamiera da 16 gauge su un piede può richiedere qualche tonnellata, a seconda dell’apertura della matrice a V. Nessun problema anche per una piccola unità idraulica. Il problema non è la forza. È la luce — lo spazio verticale aperto tra il martello e il banco — e il profilo del punzone.
Se il tuo punzone non ha sufficiente profondità di gola, quella flangia da 3 pollici colpisce il corpo del punzone prima che il ritorno da 1 pollice raggiunga i 90 gradi. Allora passi a un punzone a collo d’oca più profondo. Ciò cambia la deduzione di piega. Ora il tuo modello piano si sposta. Modifichi il programma. Il primo pezzo è lungo di 0,030 pollici perché l’acciaio inossidabile ha un ritorno elastico maggiore dell’acciaio dolce — circa 1,5 volte la forza, e più recupero elastico. Ora stai spessorando il riscontro.
Sono tre regolazioni prima di aver prodotto cinque pezzi.
Su una piegatrice a dita, la luce libera è integrata nel progetto. Le dita rimovibili creano spazi verticali dove le flange alte possono passare. Non stai combattendo contro un profilo di punzone fisso. Stai decidendo quale acciaio resta e quale acciaio se ne va.
Ma non fingiamo che le piegatrici a dita siano magiche. La maggior parte delle box-and-pan da 24 pollici arriva al massimo fino a lamiere da 16 gauge in acciaio dolce perché il sistema idraulico sei tu. Le tue braccia sono la tabella delle tonnellate. Prova con lamiera da 10 gauge e ti fermerai a metà della trazione.
Quella è la linea di confine. La libertà geometrica vince nel territorio delle lamiere sottili. Oltrepassa nel piatto più spesso e la pressa piegatrice non diventa solo conveniente — diventa necessaria.
Quindi, se le piegatrici a dita non possono gestire pezzi singoli più spessi, perché dominano comunque il lavoro personalizzato nella fase iniziale?
Un cliente entra con uno schizzo su un tovagliolo. Pannello in alluminio, 0,090 pollici di spessore. Tre pieghe. Un lato potrebbe cambiare a seconda di come si adatta sul campo.
Sulla pressa piegatrice, scegli un punzone, scegli un’apertura di matrice per ottenere il raggio interno desiderato, imposti il riscontro posteriore, programmi la sequenza, esegui una piega di prova, misuri il ritorno elastico e regoli. Dieci o quindici minuti se sei rapido. Più a lungo se stai passando da un lavoro precedente con utensili diversi.
Sulla piegatrice a dita, imposti il fine corsa con un metro a nastro, rimuovi le dita che non ti servono, blocchi e pieghi. Se la flangia deve essere più lunga di 1/8 di pollice, sposti il fine corsa e rifai il tiro. Nessun magazzino utensili. Nessuna modifica al programma. Nessuna attesa per il ciclo del pistone.
Ascolta, il tempo ciclo su una pressa piegatrice CNC batte alla grande una macchina manuale quando arrivi a centinaia di pezzi. Trenta lì. Cinquanta qui. Non c’è paragone.
Ma è proprio questo il punto.
Nel prototipaggio, l’operazione più lenta non è la piegatura. È decidere. Più velocemente puoi cambiare idea, più velocemente il pezzo converge verso qualcosa di utilizzabile. Una pressa piegatrice premia la certezza. Una piegatrice a dita tollera il dubbio.
Ecco dunque il test pratico che hai richiesto: guarda i lavori del mese scorso. Quanti erano sotto i 100 pezzi? Quanti erano da 18 a 22 gauge? Con quale frequenza le altezze delle flange o le posizioni delle linguette cambiavano dopo il primo pezzo?
Se la maggior parte delle tue risposte riguarda lamiere sottili e revisioni costanti, la libertà geometrica ti ripagherà ogni settimana.
E se non è così — se il tuo lavoro tende verso spessori maggiori, lunghezze più grandi e maggiore ripetibilità — a che punto la libertà smette di bastare?
Un’officina con cui ho lavorato piegava staffe zincate da 18 gauge per un rack di telecomunicazioni — quattro pieghe ciascuna, niente di complicato. Prima settimana: 40 pezzi. Seconda settimana: 120. Entro tre mesi, spedivano 600 pezzi a settimana, stesso disegno, stesso materiale, nessuna revisione.
A 40 pezzi, la piegatrice a dita aveva senso. Blocca, piega, sblocca. Dieci secondi a piega se l’operatore era costante. Ma a 600 pezzi a settimana, sono 2.400 pieghe. Anche a 8 secondi netti per piega, ti ritrovi con più di cinque ore di soli tiri di braccia — e questo prima che la fatica ti faccia perdere un grado di angolo al pezzo numero 317.
Questa è la soglia.
Quando i tuoi pezzi smettono di cambiare e la tua produzione supera più o meno 300–500 pezzi identici a settimana in lamiera sottile, o oltre 100 in spessore medio, la domanda passa da “Posso farlo?” a “Posso farlo uguale il venerdì alle 16:30 come lo facevo il lunedì alle 8?”. È lì che la pressa piegatrice si guadagna il suo spazio in officina.
Ma cosa si rompe per primo, in realtà — la macchina o l’essere umano?
Ho visto un buon operatore mantenere ±1 grado su una piegatrice a dita per tutta la mattina su lamiera 20 gauge. All’ora di pranzo, quella costanza cala. Non perché abbia dimenticato come si fa. Perché l’acciaio reagisce.
Le piegatrici manuali dipendono dalla forza muscolare e dal tatto. Anche una piccola variazione nella velocità del tiro cambia il modo in cui si flette la lama. La barra di serraggio si flette leggermente sotto carico. Il ritorno elastico — la tendenza del metallo ad aprirsi dopo la piega — varia da lamiera a lamiera. Su acciaio dolce da 18 gauge, un errore di un grado su una flangia da 1 pollice sposta la posizione del bordo di circa 0,017 pollici. Con quattro pieghe, quell’errore si accumula in assemblaggi che ti danno filo da torcere.
Una pressa piegatrice idraulica non si stanca. Il pistone percorre la stessa corsa ogni volta. Anche una macchina base non CNC applica una forza costante tramite cilindri anziché spalle. Aggiungi un riscontro posteriore — un fine corsa motorizzato che posiziona il pezzo — e la lunghezza della flangia non viene stimata con un metro, ma viene portata a una posizione programmata con pochi millesimi di tolleranza.
Ascolta, il muro della ripetibilità non riguarda l’orgoglio. È una questione di matematica e fatica.
Una volta che produci oltre 500 staffe identiche, il costo di un lotto che esce dalla tolleranza può spazzare via il guadagno della settimana. Ho visto officine scartare 150 pezzi perché l’operatore non si era accorto che l’angolo si apriva di 1,5 gradi dopo il passaggio a una nuova bobina. È stato un $3,200 lotto di scarto— tutto perché il processo dipendeva dal tatto invece che dal controllo della corsa.
Il confronto tra una piegatrice a dita e una pressa piegatrice è come quello tra una chiave dinamometrica e una leva di forza. Una applica la forza in modo preciso e ripetibile; l’altra dipende da quanto ti ci appoggi quel giorno.
Quindi il volume mette in evidenza i limiti umani. Lo spessore mette in evidenza quelli fisici.
Prendi un acciaio dolce calibro 10—circa 0,135 pollici di spessore. Prova a piegare un pezzo largo 24 pollici a 90 gradi su una piegatrice scatolatrice standard da 24 pollici valutata per calibro 16. Arriverai a metà corsa e sentirai tutta la struttura protestare. La barra di serraggio si solleva. La lama si flette. Ti fermi prima che qualcosa si rompa.
Quella valutazione non è un’esagerazione di marketing. È progettazione strutturale. I perni di rotazione, la rigidità della lama, la pressione di serraggio—tutti dimensionati per un momento flettente massimo. Superalo, e non ottieni solo una piega sbagliata. Deformi permanentemente la macchina.
Le presse piegatrici calcolano la forza in tonnellate in base allo spessore del materiale, alla resistenza a trazione, alla lunghezza della piega e all’apertura della matrice. Ad esempio, piegare a aria acciaio dolce calibro 10 su una matrice a V da 1 pollice può richiedere circa 12–15 tonnellate per piede. Se pieghi 4 piedi, sei nell’intervallo 50–60 tonnellate. Un lavoro semplice anche per una pressa idraulica di media dimensione.
Ascolta, una volta che i tuoi lavori abituali si stabilizzano sul calibro 12 o più spesso, la conversazione è finita. Ti serve una forza controllata.
E non si tratta solo di “riesce a piegarlo”. Il materiale più spesso amplifica il ritorno elastico. L’acciaio inox calibro 12 può ritornare di 2–3 gradi. Su una pressa piegatrice si compensa programmando una corsa più profonda. Su una piegatrice a dita, indovini, tiri più forte, controlli con una squadra, ripieghi. Ogni correzione incrudisce la linea di piega e rischia di farla fessurare.
La geometria vince nella lamiera sottile. La fisica vince nella lamiera spessa.
Ora abbiamo tracciato due linee nette: volume e spessore. Cosa rende la pressa piegatrice realmente redditizia una volta superati questi limiti?
Sono entrato in un’officina dove la pressa piegatrice non aveva cambiato configurazione da tre mesi. Stesso punzone, stessa matrice a V a 4 lati, stesse posizioni del riscontro posteriore. Lavoravano una famiglia di staffe—variazioni solo in lunghezza. L’operatore caricava, premeva il pedale, il pezzo cadeva, ripeteva. Facevano in media 700–800 pieghe all’ora su una pressa CNC. Non perché la macchina fosse magica. Perché nulla cambiava.
Questo è il ritmo.
Una pressa piegatrice si ripaga quando il tuo lavoro si stabilizza attorno a un’attrezzatura fissa. Scegli un’apertura della matrice che ti dia il raggio interno desiderato. Imposti le deduzioni di piega—la compensazione del modello piano per l’allungamento del materiale. Programmi il riscontro posteriore una volta sola. Dopo di che, il costo di setup viene ammortizzato su migliaia di cicli.
Sotto i 100 pezzi, il tempo di setup può divorarti i profitti. Sopra le 1.000 pieghe identiche, il setup scompare nel rumore.
Ecco dove le officine si ingannano: comprano la grande pressa aspettandosi che la flessibilità si traduca in profitto. Ma una pressa piegatrice è un sistema su rotaie. Funziona al meglio quando i binari sono fissi. Una piegatrice a dita è un pick-up—you puoi deviare attraverso un campo ogni volta che serve.
Quando il tuo modello di business dipende da ordini ripetitivi e prevedibili—500 questa settimana, 500 la prossima, stesso disegno—vince il sistema su rotaie. Profondità di corsa costante. Lunghezza delle flange costante. Varianza minima dell’operatore. Il lavoro diventa caricare e scaricare, non valutare e correggere.
Ma è proprio questo il punto che la maggior parte dei proprietari non coglie.
La soglia della pressa piegatrice non è emotiva. È operativa. Quando entri nella produzione ripetitiva, nello spessore maggiore e nelle tolleranze strette accoppiate tra assiemi, la forza e la ripetibilità smettono di essere lussi. Diventano il pavimento su cui stai in piedi.
E una volta deciso che ti serve quel pavimento, la domanda successiva non è “Devo comprare una pressa piegatrice?”
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Pressa Piegatrice è un prossimo passo rilevante.
È una questione di essere pronti a tutto ciò che arriva imbullonato con esso.
La nuova pressa piegatrice CNC da 175 tonnellate era ancora calda dall’installazione quando il proprietario mi disse: “Ora possiamo piegare qualsiasi cosa.” Tre settimane dopo, stavamo riorganizzando l’intera officina perché il muletto non riusciva a far passare un foglio da 10 piedi nella gola senza bloccare il laser. Nessuno include quella parte nel budget. Eppure la pressa piegatrice è solo metà dell’equazione: il taglio a monte deve essere dimensionato, formattato e automatizzato per alimentarla in modo efficiente. Abbinare la capacità di piegatura a un sistema ad alta potenza e grande formato come il macchina da taglio laser CN-HAWE—costruita per la produzione di lamiere completamente controllata da CNC—ti obbliga a pianificare la cella come un sistema, non come due acquisti indipendenti.
Hai superato la soglia in cui una pressa piegatrice non è più opzionale. Bene. Ma impegnarti con una cambia la disposizione del pavimento, il budget per gli utensili, il consumo di energia, la tempistica del flusso di lavoro e la competenza richiesta agli operatori. Il prezzo della macchina è l’anticipo; il portautensili è il mutuo che non avevi previsto.
Quindi, cosa viene effettivamente imbullonato a quell“”aggiornamento necessario”?
Una tipica pressa piegatrice idraulica da 10 piedi pesa più di 20.000 libbre e occupa circa 18–22 piedi di parete lineare, considerando lo spazio di servizio. E questo è solo il ferro. Ora aggiungi lo stoccaggio del materiale davanti—almeno la lunghezza totale di piegatura più il passaggio dell’operatore—e lo spazio di sicurezza dietro per i pezzi che si sollevano su flange lunghe. Realisticamente, hai impegnato un rettangolo di 10 per 25 piedi di spazio prezioso in officina.
Ascolta, la scheda tecnica ti dice la lunghezza del letto e la tonnellata. Non ti parla del raggio di rotazione.
La profondità della gola—la distanza tra il pistone e la struttura—può essere di 8 o 12 pollici. Sembra generosa finché non stai formando un pannello da 36 pollici con una flangia di ritorno. All’improvviso stai ruotando il pezzo a metà sequenza, spostandolo lateralmente o ripensando l’ordine di piegatura perché la struttura ti blocca. La pressa piegatrice ti dà forza; la piegatrice a dita ti offre geometria aperta. Una è una pressa a fossa; l’altra è una morsa aperta.
Quel compromesso si manifesta nel tempo di movimentazione del materiale. Su lavori a basso volume e lamiera sottile—ad esempio coperture elettriche da 20 gauge con bordi e flange di ritorno—il ciclo di piegatura effettivo può durare tre secondi sulla pressa piegatrice. Ma girare, ruotare, reimpostare? È lì che si perdono i minuti. Una piegatrice “box and pan” ti consente di lasciare il pezzo piatto sul piano e seguire la sequenza senza sollevare lamiere da 4 per 4 piedi all’altezza del petto.
Ma è proprio questo il punto.
Quando la tua officina si riempie di un sistema a binario fisso da 10 piedi, ogni lavoro di forma irregolare, soggetto a revisioni e lamiera sottile deve adattarsi a quel binario. La macchina non si muove. Il tuo flusso di lavoro sì. Sei pronto a progettare il tuo processo produttivo attorno a una spina dorsale immovibile?
Un cliente si vantava di aver ottenuto una pressa piegatrice usata da 150 tonnellate a buon prezzo. Sei mesi dopo aveva speso errore di attrezzaggio da $4,000 denaro perché aveva ordinato punzoni in stile europeo con capacità in tonnellate metriche per metro e li aveva abbinati a una pressa americana specificata in tonnellate corte per piede. Stessi numeri su carta. Fisica diversa nell’acciaio.
Le classificazioni degli utensili non sono universali. Un catalogo indica 60 tonnellate per metro. Un altro 20 tonnellate per piede. Senza conversione, rischi di sottodimensionare e rompere un punzone o di sovradimensionare la macchina perché pensi che le matrici siano deboli. Quella confusione spinge silenziosamente le officine a comprare presse più grandi del necessario.
Ora aggiungi la formula della tonnellaggio: la forza di piegatura cresce con il quadrato dello spessore del materiale e diminuisce man mano che si amplia l’apertura della matrice a V. Ho visto lamiere in A36 da 1/4 di pollice su 10 piedi richiedere quasi 200 tonnellate con una matrice a V da 2 pollici, poi scendere a circa 140 tonnellate con una da 3 pollici. Stesso materiale. Stessa lunghezza. Scelta dell’utensile diversa.
Allora qual è la vera variabile: la dimensione della macchina o la selezione della matrice?
Ascolta, ogni volta che insegui un raggio interno più stretto su lamiera sottile, restringi l’apertura a V. Apertura stretta significa maggiore domanda di tonnellaggio per piede. Ciò significa cambiare matrici. Ciò significa tempo di setup. Su una produzione personalizzata di 40 pezzi, un cambio di matrice da 20 minuti può divorare completamente il profitto.
Un freno a dita non si preoccupa delle aperture a V. Piega attorno alla geometria della lamella e alle dita rimovibili. Nessun supporto per matrici. Nessuna libreria di punzoni. Nessuno spessoramento per la bombatura. Il confronto tra pressa piegatrice e freno a dita è come tra un set di bussole e una chiave regolabile: una ti dà precisione su diverse dimensioni, ma solo se possiedi ogni bussola.
E ogni bussola costa denaro.
Una volta che entri nell’ecosistema di una pressa piegatrice — punzoni a collo d’oca per i ritorni, matrici per piegature a 180°, V strette per raggi ridotti, V larghe per riduzione del tonnellaggio — stai costruendo un inventario di utensili che deve restare organizzato, correttamente classificato e pronto per cambi rapidi. È tempo di manodopera e capitale fermi su un supporto. Nei lavori ripetitivi ad alto volume, quell’ecosistema funziona a meraviglia. Nei lavori a basso volume e lamiera sottile, diventa attrito.
Quindi, quando smette di essere attrito e diventa leva?
Ti faccio un’ipotesi. Stai piegando pezzi da 90 pollici di lamiera di spessore 10 gauge, pieghe a 90 gradi strette, lunghezze d’ala costanti. Una matrice standard a V ti porta vicino al limite del tuo curvometro di tonnellaggio. Passa a un’apertura da 1 pollice e il tonnellaggio per piede scende abbastanza da permettere a una piegatrice di medie dimensioni di gestirlo con migliore controllo del raggio. Un freno a dita non rientra nemmeno nella conversazione a quello spessore e lunghezza.
È lì che un kit idraulico per pressa piegatrice ha senso.
Non perché sia impressionante. Ma perché lo spessore del materiale, la lunghezza della piega e la somma delle tolleranze richiedono tonnellaggio controllato e raggi regolati dalla matrice. Il campo di forza della macchina corrisponde al campo di produzione.
Ma se il 70% del tuo lavoro settimanale è tra 18 e 22 gauge, sotto i 48 pollici, con linguette irregolari e modifiche ai disegni all’ultimo minuto, quello stesso kit idraulico diventa SWAG — scientific wild guess (congettura scientificamente azzardata) — ogni volta che scegli una matrice. Quale V stavolta? Quale punzone libera il ritorno? La profondità del collo bloccherà la sequenza?
Ascolta, lo SWAG funziona nella prototipazione. Dissangua denaro nella produzione.
Il terreno intermedio è la matematica onesta: monitora quanto spesso cambi le matrici, quante configurazioni eseguono meno di 100 pezzi, quanto spazio sul pavimento resta inattivo in attesa del prossimo “grande” lavoro. Se la tua piegatrice passa più tempo in setup che in corsa, hai acquistato una capacità che il tuo mix di lavoro non alimenta.
Una pressa piegatrice diventa strutturalmente necessaria a determinati volumi e spessori. Oltre quella soglia, è il pavimento su cui cammini. Ma al di sotto — lamiera sottile, produzioni brevi, alta variabilità geometrica — l’accesso aperto e il ritmo senza cambio utensili del freno a dita possono superare un monumento da 175 tonnellate.
Quindi, prima di firmare per il ferro, fatti una domanda scomoda: il tuo fatturato si basa sulla forza… o sulla flessibilità?
Vuoi un calcolo, non un discorso motivazionale. Bene. Perché qui non si tratta di ciò che una macchina può può fare. Si tratta di ciò che il tuo lavoro ti costringe a fare ogni giorno.
Se vuoi analizzare i numeri in base alle reali capacità delle macchine — presse piegatrici CNC, sistemi di taglio laser e automazione integrata per la lavorazione della lamiera — consulta i dettagli tecnici e le opzioni di configurazione nella documentazione scaricabile di CN-HAWE: Scarica le brochure e le specifiche tecniche. Avere i parametri reali davanti agli occhi rende più facile abbinare capacità, controllo e livello di automazione al lavoro che la tua officina effettivamente svolge.
L’errore che vedo — trenta su trenta, se l’ho visto una volta — è che i proprietari fissano il prezzo del ferro prima di aver valutato l’attrito. Guardano i grafici della tonnellata, non i fogli ore. Confrontano la capacità massima, non il vincolo dominante. Poi firmano per una macchina che risolve meravigliosamente il problema sbagliato.
Ecco quindi il filtro che userei se fosse la mia officina e il mio mutuo.
Parti dalla fisica, non dall’orgoglio.
Recupera gli ultimi 90 giorni di lavori. Per ogni pezzo, annota tre numeri: tipo di materiale, spessore e lunghezza della singola piega più lunga. Ora applica la formula della tonnellata di piegatura in aria per l’acciaio dolce come riferimento: P = 650 × S² × L / V.
S è lo spessore in pollici. L è la lunghezza della piega in piedi. V è l’apertura della matrice in pollici. Poi adatta in base al materiale — moltiplica per 1,5 per l’acciaio inox, 0,55 per l’alluminio. Aggiungi un margine di sicurezza 20%. Questo è il tuo vere fabbisogno di tonnellaggio, non l’etichetta sulla macchina.
Ora guarda il valore di picco tra quei lavori.
Se anche il tuo pezzo peggiore rientra, diciamo, sotto le 12–16 tonnellate totali e sotto i 48 pollici di lunghezza, probabilmente il tuo problema non è la forza. È la geometria — ritorni, bordi ribattuti, angoli scatolati, linguette irregolari. Lì una piegatrice a dita è perfetta.
Ma se stai vedendo richieste di 80, 120, 180 tonnellate in lavori di routine — non pezzi “unicorno” annuali — allora la flessibilità di forma non ti salverà. Ti servono forza controllata e matrici adeguate.
Ecco la parte che la maggior parte della gente si perde: la capacità della pressa e la capacità dell’utensile sono due bestie diverse. Una pressa da 20 tonnellate con utensili da 12 tonnellate è comunque un sistema di piegatura da 12 tonnellate. Sovraccarica quel punzone e ti ritroverai un errore di attrezzaggio da $4,000 prima di pranzo. Il telaio non è il primo a cedere. Lo è l’utensile.
A questo punto, la differenza tra pressa piegatrice e piegatrice a dita è come tra una chiave dinamometrica e una leva di forza: una ti dà forza misurata, l’altra accesso e sensibilità. Se il tuo vincolo quotidiano è la coppia specificata, sai quale ti serve.
Quindi quale numero sta davvero soffocando i tuoi lavori — tonnellate per piede o spazio libero intorno a una flangia?
La forza ti dice cosa è possibile. Il setup ti dice cosa è redditizio.
Prendi gli stessi 90 giorni e conta quante volte hai cambiato i setup di punzone o matrice. Non i colpi. I setup. Se cambi utensili cinque volte al giorno per eseguire lotti da 20, 40, 80 pezzi, quella macchina vive in modalità setup.
Ora calcola questo: numero medio di pieghe identiche per setup ÷ minuti medi di setup.
Se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Se spendi 25 minuti per cambiare matrici e produrre 40 pezzi con quattro pieghe ciascuno, sono 160 colpi per pagare 25 minuti di fermo. Se ogni colpo richiede tre secondi, hai otto minuti di piegatura contro 25 di preparazione.
La macchina è un monumento. Il profitto sta dissanguandosi tutto intorno.
Su una piegatrice a dita, non c’è una libreria di matrici. Regoli le dita, blocchi, pieghi. L“”impostazione” è spesso la stessa sequenza di piegature. Nei lavori a basso volume e con lamiera sottile, quel ritmo vince perché i cambi di geometria non richiedono sostituzioni d’acciaio.
Ascolta, se la tua piegatrice passa più tempo con le chiavi inglesi sul pistone che con i pezzi sotto, hai comprato un’auto da corsa per il traffico cittadino.
Ma che succede se i tuoi lavori sono 400 pezzi identici, stesso materiale, stesse pieghe, settimana dopo settimana? Allora l’impostazione svanisce nel rumore. Prendono il sopravvento la velocità di corsa e la ripetibilità. È lì che la pressa piegatrice dimostra il suo valore.
Quindi, stai facendo produzione… o caos controllato?
Ora diventiamo sinceri.
Annota la percentuale di fatturato per intervallo di spessore. Non quello che speri di ottenere il prossimo anno. Quello che ti ha pagato in questo trimestre.
Se il 70% delle tue fatture riguarda lamiere da 18–22 gauge lunghe meno di quattro piedi, vivi nel paese della lamiera sottile. Una piegatrice a dita gestirà tutto il giorno quel lavoro con costi generali minimi. Comprare una piegatrice da 175 tonnellate perché è arrivato un preventivo per 1/4 di pollice oltre gli 8 piedi è come costruire una cattedrale per un matrimonio non ancora programmato.
Ma se il tuo pane quotidiano sono piastre da 3/16, 1/4, 5/16 — anche in lotti brevi — il percorso manuale diventa fatica, incoerenza e rischio. Non è romanticismo. È un infortunio sul lavoro che aspetta di accadere.
Ecco la struttura in una frase:
Compra la macchina che risolve il vincolo dominante di oggi per almeno il 60% del tuo fatturato.
Non il lavoro più rumoroso. Non il preventivo più grande. La maggioranza statistica dei tuoi lavori pagati.
Ascolta, la maggior parte dei fallimenti che ho visto non proveniva da carenza di capacità. Veniva da un eccesso di capacità che non veniva mai sfruttato. Le rate dei macchinari non si curano del tuo “potenziale”. Si curano dell’utilizzo.
Pressa piegatrice contro piegatrice a dita, alla fine della giornata, è una decisione simile a quella tra una fresatrice e un tornio. Non compri una perché è più impressionante. Comprala perché corrisponde al materiale che hai sullo scaffale adesso.
Quindi, prima di chiamare il rivenditore di macchinari, prendi le tue fatture e fai i conti. Il mix dei tuoi lavori ti sta già dicendo cosa comprare.
Sei disposto ad ascoltarlo?


















