

私は10ゲージのブラケット、1.000インチのVダイの上に立ち、図面上の数字は完璧だった。(V − MT) / 2 によると、内側のRは0.433インチになるはずだった。.
ノギスで測ると0.470インチ。すべての部品が同じだった。.
あなたは計算を確認し、ダイの刻印を確認し、材料ロットのせいにする。その間にも、スクラップ箱は静かに満ちていく。200トンの真実機械に、あなたが負けている静かな論争のように。.
何かが合わない――それは算数の話ではない。.
この計算式は馬鹿ではない。むしろ正確すぎる。それが問題なのだ。.
(V − MT) / 2 は、ダイの開口幅と材料の板厚との間に固定的な幾何学的関係があると仮定している。この式は、素材が工具によって定義された予測可能な形に押し付けられていると想定している。つまり、ダイが支配しているという前提だ。.
だが、現代のほとんどの製作工場に行って実際の様子を見てみよう。ベンドの九割はエアーベンドだ。パンチが底まで届くことはない。材料はダイの肩にわずかに触れるだけ。角度はストロークの深さ――つまりラムの移動量――で制御される。板をV字に押し潰して得られるものではない。.
私たちは、エアーベンドの世界でボトミングの式を使っている。.
スクラップ箱現実チェック:もしその式が本当に正確なら、あなたの初品はストローク深さを3回も調整せずに図面どおりになるはずだ。今朝はテストヒットを何回行った?
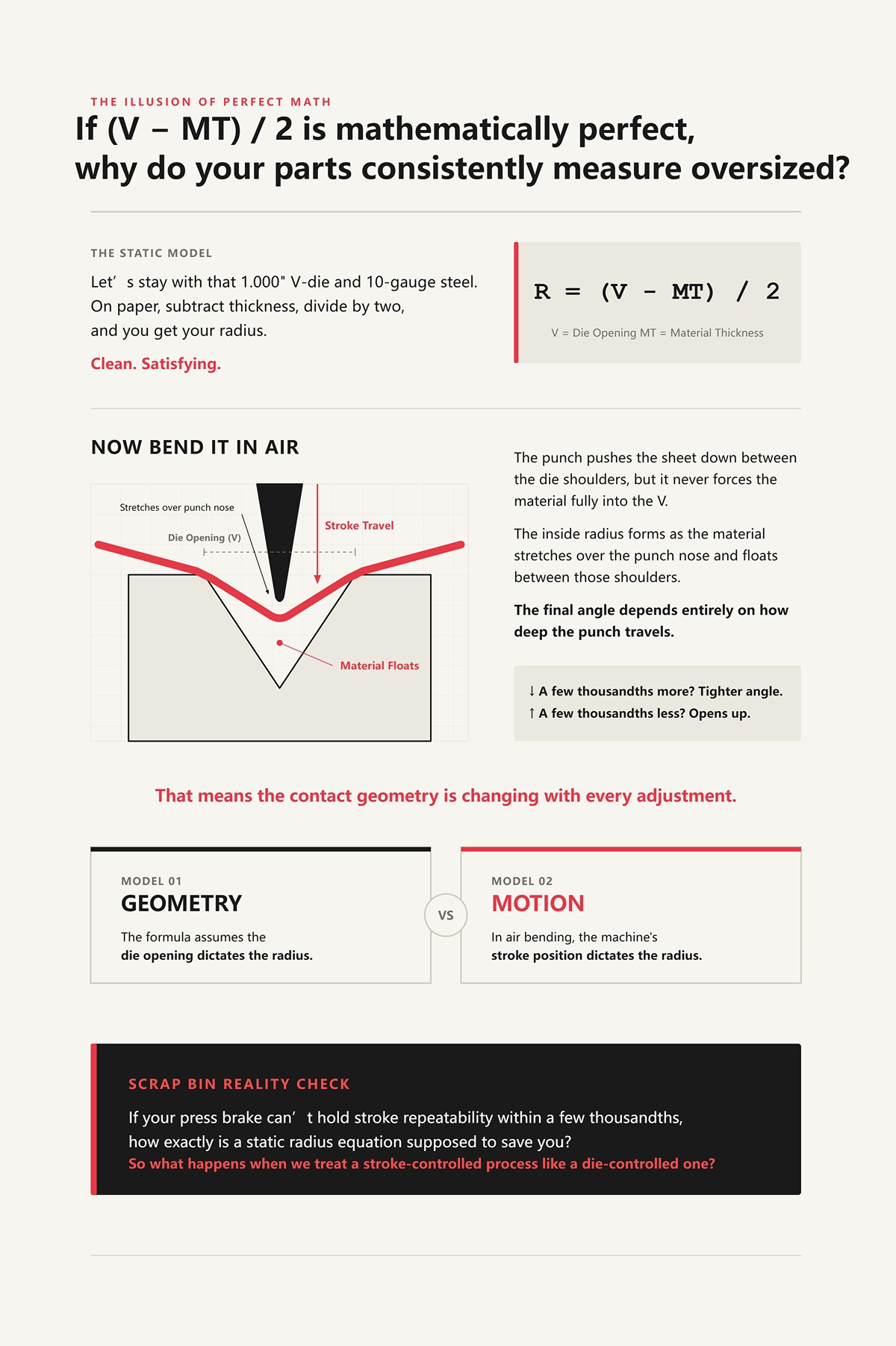
その1.000インチのVダイと10ゲージ鋼板の例を使い続けよう。紙の上では、板厚を引き、二で割ればRが出る。すっきりとして気持ちがいい。.
では実際にエアーベンドで曲げてみよう。.
パンチが素材をダイの肩の間に押し下げるが、材料を完全にV字形に押し込むことはない。内Rは、素材がパンチノーズをまたいで引き伸ばされ、肩の間で浮くことで形成される。最終的な角度は、パンチがどこまでストロークするかに完全に依存する。ストロークが数千分の数インチ深ければ角度はきつくなり、浅ければ開く。.
つまり、調整のたびに接触形状が変化しているということだ。.
計算式は、ダイの開口がRを決定すると仮定している。エアーベンドでは、機械のストローク位置がRを決定する。これは同じモデルではない。一方は幾何学、もう一方は運動である。.
スクラップ箱現実チェック:もしプレスブレーキが数千分の数インチ以内にストロークの再現性を保持できないのなら、静的なR式がどうやってあなたを救うというのか?
では、ストローク制御のプロセスをダイ制御のものとして扱うとどうなるか?
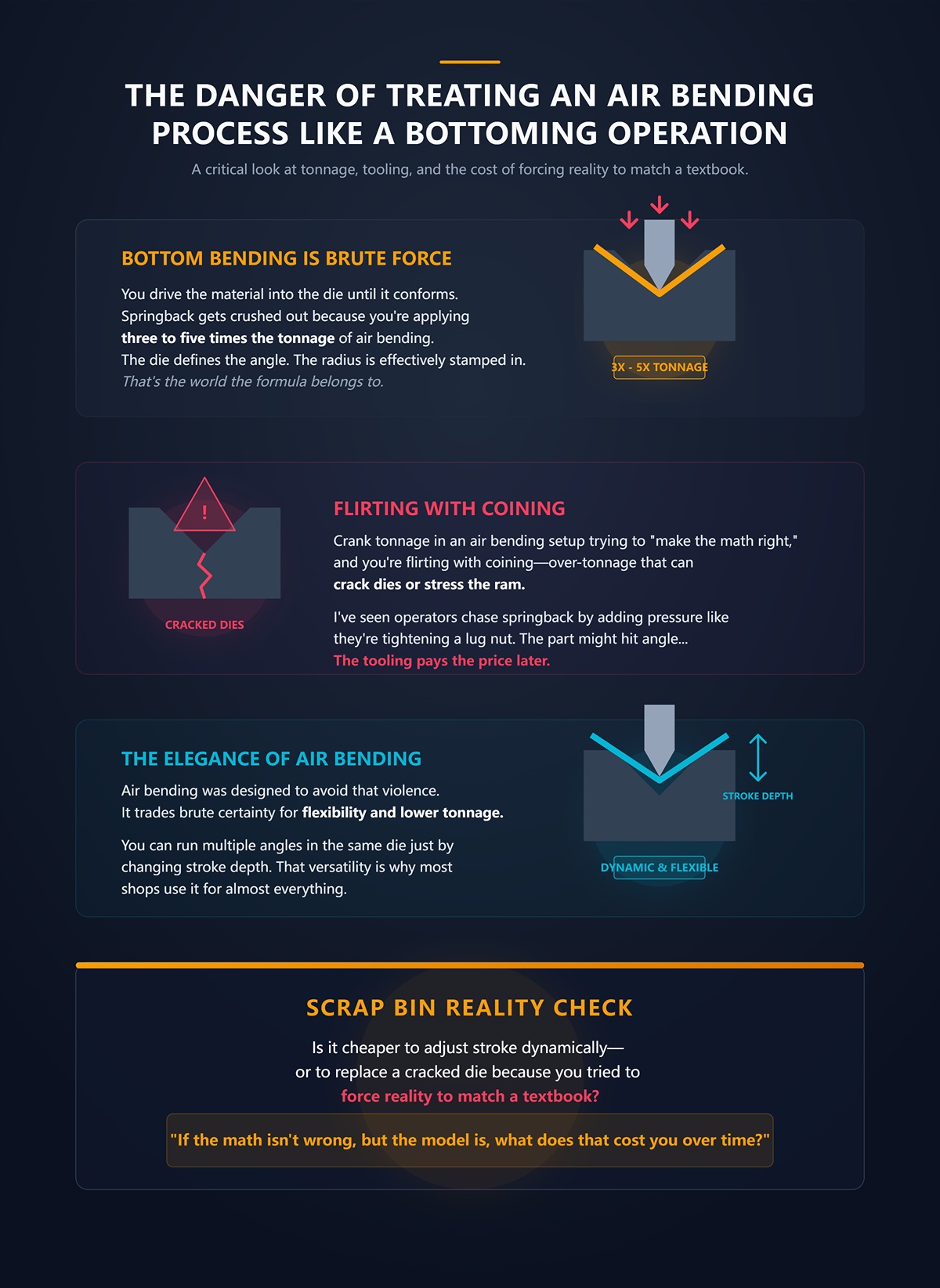
ボトミングベンドは力ずくの加工だ。材料をダイに押し込み、完全に形状を合わせる。スプリングバックは、エアーベンドの3〜5倍のトン数で押し潰されるため、ほとんど発生しない。角度はダイによって定義され、Rは事実上打刻される。.
それが、その数式が属している世界だ。.
しかし、エアーベンディングの設定で「計算を正しくしよう」としてプレスのトン数を上げていくと、コイニング(過剰な加圧で金型を破損させたりラムにストレスを与えたりすること)に片足を突っ込むことになる。私はオペレーターたちが、スプリングバックを補正しようとして、まるでホイールナットを締めるように圧力を加えていくのを何度も見てきた。部品の角度は狙い通りになるかもしれない。だが、その代償は後になって金型が払うのだ。.
エアーベンディングは、そうした暴力的な力を避けるために設計された。強引な確実性を捨てる代わりに、柔軟性と低トン数を得ることができる。同じ金型であっても、ストロークの深さを変えるだけで複数の角度を曲げることができる。その汎用性こそが、ほとんどの工場があらゆる作業にこれを使う理由だ。.
それなのに私たちは、実際には使っていない加工法のために作られた数式に未だしがみついている。.
スクラップビン現実チェック:動的にストロークを調整するのと、教科書通りの理論を現実に無理やり合わせようとして金型を割ってしまうのと、どちらが安上がりだろう?
もし計算式が間違っていないとしても、モデルそのものが間違っていたら、それが長期的にどれほどのコストになるだろう?

数式が見落としているものを挙げよう。コイルごとの引張強度のばらつき、わずかに山形になったベッド、摩耗したパンチ先端、暑い午後の油圧ドリフト。そうしたものは (V − MT) / 2 の中には一切現れない。.
だが、それらは確実にあなたの部品に現れる。.
エアーベンディングでは、プレスブレーキそのものが重要な変数になる。ストローク精度。ラムの平行度。バックゲージの再現性。ボトムベンディングでは金型が主役だが、エアーベンディングでは機械自体が担う。いくらきれいな数式でも、許容誤差内で再現できない機械を直すことはできない。だから多くの工場が、高精度曲げと自動化のために設計された完全CNC制御システムへ移行しているのだ — 例えば CN-HAWEプレスブレーキシリーズ— ストローク深さ、平行度、再現性の制御が憶測ではなく、計測可能な能力になるような環境へ。.
隠れたコストはスクラップだけではない。このプロセスを予測する意図のなかった数値を追い回す時間も含まれる。それは偽りの自信だ。そして実際には動的なシステムに静的な方程式を当てはめていることが問題なのに、「曲げが悪い」とオペレーターを責めることにもつながる。.
200トンプレスは、あなたの代数がどれほど美しく見えようと気にしない。気にするのはパンチがどこで止まるかだけだ。.
では、エアーベンディングで金型が本当に曲げ半径を決めていないのなら、その半径は実際のところどこから来るのだろう?
同じ1.000インチのVダイと10ゲージ、60KSIの冷間圧延鋼を用いて、エアーベンディングで10個の部品について内側半径を測定してみよう。0.433インチにはならない。パンチ先端の半径にもならない。おそらく0.160インチから0.200インチ、すなわち金型開口幅の約16〜20%付近に落ち着くだろう。.
その割合が頻繁に現れるのは、もはや偶然ではない。.
それは金型が魔法のようにその数値を刻んでいるからでも、パンチの先端形状がそれと一致しているからでもない。板材がダイショルダー間に沈み込むとき、その開口幅に応じてどれだけしなれるかに基づき、自然な曲率を見つけるからだ。金型の幅が舞台を設定し、材料の張力がそのスパン上でどれだけ強く曲げられるかを決める。半径は肩の間の空中に形成され、貫入深さによって制御される。.
エアーベンディングでは、基準となる内側半径を決定するのはパンチ先端でも計算機でもなく、金型の開口部なのだ。その上に他のすべてが積み重なる。.
もしあなたが (V − MT)/2 を追いかけていたのなら、それは間違った仕組みを解こうとしていたことになる。.
私は10ゲージのブラケットの上で、1インチのVダイを下にして立ってきた。なぜなら10ゲージ(厚さ0.135インチ)に8を掛けると約1.08インチになるからだ。ほぼピッタリだ。この8倍則は伝承ではない。トン数を妥当に保ち、通常は安定した曲げ範囲に収まる。.
逆算ではなく、順算してみよう。.
その厚みに対して1.000インチVが妥当な範囲であり、エアベンディングで60‑KSIの鋼材ならVの約16~20%の内半径が生成されるとすれば、ラムを下げる前にすでに0.160~0.200インチの半径が予測される。それはすでに(V − MT)/2とは大きくかけ離れている。.
ダイを0.800インチ(厚さの約6倍)に締めると、自然半径は約0.128~0.160インチに下がる。1.250インチ(約10倍)に広げると、0.200~0.250インチほどになる。.
比率(8倍、10倍、12倍)は美しさのためではない。1フィートあたりのトン数と、そのスパンから生じる割合ベースの半径という2つの要素を同時に制御するためのものだ。狭すぎるとトン数は急上昇し、広すぎると図面に関係なく半径が膨らむ。.
スクラップ箱の現実チェック:トン数を「安全のために」と思ってダイを開けた結果、フランジが相手部品に突然合わなくなったことはないだろうか?それはオペレーターのミスではない。それはジオメトリがあなたの意図に関係なく半径を拡張した結果だ。.
では、ダイ幅が基準の割合を決めているなら、材料自体が以前の作業より曲げにくい、あるいは曲げやすい場合はどうなるのだろう?
同じ1.000インチVで、60‑KSIの冷間圧延鋼を304ステンレスに置き換える。厚みもパンチも同じ。90°まで曲げる同じプログラムされたストローク深さ。.
半径を測定する。.
開く。.
ステンレスは高い引張強度を持ち、加工硬化が激しい。パンチが下がるにつれ、材料は軟鋼よりも強く曲率に抵抗する。16%の下限には容易に密着しない。20%またはそれ以上へとずれることもある。金属がより強い内部応力のもとで伸び、より狭い弧に達する前に変形しているのだ。.
軟質5052アルミニウムを入れてみよう。引張強度は低く、降伏点も低い。抵抗が少ない。同じ押し込み深さならより深く沈み込み、割合帯の下側に近い半径を、場合によってはさらに小さい半径を生み出す。.
同じダイ。異なる乗数。.
これが多くの計算式が無視しているシフトだ。彼らはVを唯一の変数として扱い、厚みを減算項として扱う。しかし実際には、引張強度がその16~20%範囲のどこに着地するかを変える。強い材料ほど範囲の上側に、軟らかい材料ほど下側に寄る。.
これが、厚みに基づく「6mm以下は1×材料」ルールが薄板でうまく見える理由だ。適切サイズのダイで薄い軟鋼は半径が厚さに近い値に落ち着くことが多い。しかしそれは変数の整合であって、普遍法則の証明ではない。強度やV幅を変えれば、そのきれいな1×関係は消える。.
スクラップ箱の現実チェック:軟鋼で完璧に動作したダイでステンレスを曲げたとき、角度が狂って半径が大きくなるのを追いかけたことは何度あるだろうか?
そして、パンチ先端がその弧を刻んでいないなら、それは実際にどんな役割を果たしているのだろう?
同じ 1.000″ V ダイで 0.062″ のパンチノーズを見てみよう。10 ゲージ材をエア曲げする。製品を測定してみる。.
内側に 0.062″ は見つからない。.
パンチはシートをダイのショルダーの間に押し込むが、素材を完全に V 字に押し込むことはない。ノーズでの接触は局所的だ。押し込みが深くなるにつれて、シートはパンチの周りに部分的に巻き付き、その後ショルダー間の自由スパンに移行する。最終的な内側半径の大部分は、このスパン動作によって形成されるものであり、パンチがスタンプのように自分の形を刻印して作るものではない。.
押し込み深さがすべてを変える。わずか数千分の数インチ深くストロークすると、巻き付きが増え、スパン長が短くなり、角度が締まる — だが半径は依然としてダイ幅と材料抵抗の関数として決まる。ボトム曲げやコイニングのように、素材をダイの全面に押し潰す場合を除き、パンチ先端は成形の駆動要素であって、金型そのものではない。.
だからこそ、正しいエア曲げではパンチ半径は予想される内径半径よりも小さくなければならない。曲げを開始させる必要があるが、それを支配してはならない。もし完全に一致しているなら、意図せずボトミングしているか、またはコイニング荷重に近づいている可能性がある。.
プレスブレーキは 200 トンの「真実のマシン」だ。それは、あなたのモデルが物理に一致しているかを暴き出す。エア曲げにおいて物理が示すのはこうだ:ダイ開口が基本のスパンを定義し、素材の引張強度がそのスパン内での割合を変化させ、パンチはそのシステムにどれだけ深く入るかを制御するにすぎない。.
もし図面が求める厳しい半径が、あなたのダイ比が自然に作り出す値を超えているなら、あなたは静的な公式を信じ続けるのか? それとも、スクラップ箱が再び満杯になる前にダイを変えるのか?
私は、90° の軟鋼ブラケットが、ラムが上がった瞬間に 92° でブレーキから出てくるのを見た。同じダイ。同じプログラム。同じオペレーター。200 トンの下では正確だった。だが 5 秒後には違っていた。.
それが本当にあなたが問うていることだ。自然なダイベースの半径が図面と一致しないとき、あなたは荷重がかかっているときの状態を解こうとしているのか、それとも荷重がなくなったあとで客が測定する状態を解こうとしているのか?
パンチが V に埋まっている間に見える半径と角度は、出荷する半径と角度ではない。圧力が抜けた瞬間、弾性ひずみが解放される。伸ばされていた外側繊維は短くなろうとし、圧縮された内側繊維は元に戻ろうとする。部品は開く。これがスプリングバックの影響であり、あなたのきれいな (V − MT)/2 の計算などお構いなしだ。.
スクラップ箱の現実確認:深さ表示で角度が完璧に出たと思ったのに、検査員に「フランジが全部 1.5° 開いている」と言われたことは? 鋼材が画面の命令に従わなかったわけではない。物理法則に従ったのだ。.
静的計算機は、圧力下で形成されたジオメトリがそのまま維持されると仮定する。だが実際はそうではない。もし補正を設計に組み込まなければ、あなたが予測しているのは完成半径ではなく、一時的な半径にすぎない。.
だから本当の勝負は、ボトムストロークで得られる半径ではない。荷重解除後に残る半径なのだ。.
0.125″ の冷間圧延材を 1.000″ V ダイで想像してみよう。パンチが下がっているときに 90° が出る深さまで押し込む。ラムを引き上げると 91.5° になっている。つまり荷重下の角度は約 88.5° だったということだ。.
さあ、自分に問おう:あなたの公式はどの角度を予測していた?
もし曲げ代、曲げ伸び量、フランジ長を、真の 90° 形状を前提に計算し、その 1.5° のスプリングバックを考慮していなかったとしたら、すべてのフランジは長くなる。わずかの差だが、それで組立が台無しになる。.
過曲げは私たち全員が使う鈍器のような補正方法だ。88.5° にプログラムすれば 90° に戻る。しかしここに落とし穴がある:その補正量はジョブごとに一定ではない。ダイを 1.250″ に開けば、同じ材料でも 2° 以上スプリングバックする可能性がある。なぜなら半径が大きくなることで塑性ひずみが減少し、断面内により多くの弾性エネルギーが蓄えられるからだ。薄い材料? スプリングバック増加。大きい内側半径? スプリングバック増加。この関係は、スプリングバックが強度だけでなく半径対板厚比によっても増大することが、冷間圧延鋼で確認されている。.
だから、90° を基準に曲げ代を計算し、現場で手動で 1.5° の過曲げを入れているなら、あなたは自分の計算を半分に割ってしまっている。展開図は一つの計算を信じ、ラムは別のことをしているのだ。.
あなたのジオメトリを決定しているのはどちらの数値ですか——印刷された角度ですか、それとも実際にプログラムしている角度ですか?
やわらかい鋼を304ステンレスに置き換えてみてください。同じ板厚。同じ金型。同じ目標角度。.
スプリングバック(戻り)は増えるでしょう。誰もがそう経験します。本能的には、引張強さの値が一番大きいので、それを原因として疑いたくなります。引張強さが高いほど、抵抗が強く、角度が開くと思いがちです。.
しかし、“同じ”60KSI鋼の2つのヒートを走らせてみるとどうなるでしょうか。一方はきれいに曲がるのに、もう一方は1°余分に戻ります。引張強さが一晩で10KSIも変化したわけではありません。変わったのは引張強さに対する降伏強さの比率——つまり降伏比(イールドレシオ)です。.
スプリングバックは、変形のうち弾性変形と塑性変形の割合によって決まります。引張強さに対して降伏強さの高い材料は、塑性変形に入るまでの弾性領域が長く、降伏するまでにより多くの弾性エネルギーを蓄えます。その蓄えられたエネルギーが、荷重を抜いたときに角度を押し戻す要因となるのです。.
ジオメトリがそれを増幅します。金型の開きが大きいほど、内側の曲げ半径は大きくなります。半径が大きいということは、同じ角度でも塑性ひずみが小さいということです。塑性ひずみが小さいほど、弾性回復の比率が高くなります。だからこそ、広いVダイを使ったラジウス曲げでは、6×の狭いセットアップに比べてスプリングバックが劇的に大きくなるのです。.
スクラップビン・リアリティチェック:トン数を節約しようとして広い金型を使い、画面上では角度バッチリなのに、10フィートの部品全体で3°の戻りを追いかけたことはありませんか?それは運が悪かったのではありません。塑性ひずみが少なかったために、弾性が主導権を取り戻したのです。.
では、より影響するのはどちらでしょう——図面上の強さの数値ですか、それともツーリングで選んだ半径と板厚の比率ですか?実際には、ジオメトリが舞台を設定し、材料特性がリコイル(戻り)の強さを決めます。.
そしてそのリコイルが変わった場合、あなたが信頼していたフラットパターンの数値はどうなるでしょうか?
4ベンドのチャンネルを考えてみましょう。リターンフランジなし。各ベンドで2°のスプリングバック。これは大きな変化ではありません。ステンレスの仕事ではよくある範囲です。.
さて、それを積み重ねてみましょう。.
4つのベンドで各2°戻る場合、各ステップで正しく補正を行わなければ、最後のフランジは最初の基準に対して8°ずれることになります。私が見た部品の中には、各ベンド単体では「十分近い」と見えたものの、累積誤差で組み立て時にプロペラのようにねじれてしまったものもあります。.
ベンドディダクションとKファクターは、既知の内側半径と最終角度を前提としています。スプリングバックによってそのいずれかが変化し、それを数値に反映しない場合、ニュートラル軸の位置は現実とソフト上でずれます。切り出した平板の長さは、実際に荷重解除後に存在するよりも短い円弧長を前提にしてしまうのです。これが複数のベンドで累積すると、許容差はあっという間に消えてしまいます。.
このため、「万能」Kファクターという考えは幻想です。金型幅を変えれば半径が変わる。半径が変わればスプリングバックが変わる。スプリングバックが変われば最終角度と有効ベンドアローワンスが変わる。もしあなたのシステムがそのループを閉じていない——つまり、解放後の角度と半径を測定し、それをディダクションに反映していない——なら、あなたが切っているのは200トンの荷重下でしか存在しない部品です。.
プレスブレーキは200トンの「真実を語る機械」です。材料が実際にどう振る舞うかを教えてくれます。そしてスクラップビンこそが、あなたがそれを聞いたかどうかの最終的な判定者です。.
荷重を解放しても残る半径こそが唯一意味のあるものなのに、なぜラムが上がった瞬間に消えてしまう半径からいまだにフラットパターンを作っているのですか?
10ゲージのブラケットに1.000インチのVダイをセットし、図面が90°を指定しているのに、最初の品が92°で上がってくるのを見たことがあります。プログラマーはフラットパターンは正しいと主張し、計算機も内側半径が「正確」だと保証していました。だが、スクラップビンはそんなことおかまいなしでした。.
あなたは、実際のスプリングバックをベンドディダクションとKファクターに反映させて、展開寸法がリラックス後の製品と一致するようにしたいわけですね。いいことです。そのループを閉じるまでは、計算しているのではなく、ただ板金で博打を打っているだけです。.
これが、計算式より真実を突きつける200トンプレスで私が使っている方法です。.
0.125インチの軟鋼を2つのダイにかけてみましょう。1つは0.750インチV、もう1つは1.000インチV。同じパンチ、同じ目標角度です。しかし、出来上がった部品の内Rは同じではありません。そうはならないのです。ダイ開口が、板がどう流れるかという幾何学を決定します。.
エアーベンディングでは、ダイ開口幅がほぼ内Rを決定します。実作業の世界では、薄い軟鋼なら「V開口:板厚=6:1」、厚くなるにつれて8:1というのが一般的な出発点です。したがって0.125インチ素材なら、通常0.750〜1.000インチVを使う範囲です。この比率は単なる目安ではなく、「ひずみの許容域」を意味します。狭すぎれば割れのリスク、広すぎれば塑性ひずみが減り、スプリングバックの影響を受けやすくなります。.
では、図面上のRから始めた場合を見てみましょう。「0.125Rが必要だ」と言われるとします。了解。でも、必要トン数を抑えるために1.250インチVを選んだら、実際のエアーベンドRは材質によっては0.200インチ以上になるかもしれません。どんなに願っても、それは変わりません。すでに形状的に決まっているのです。.
スクラップ置き場の現実チェック:既に機械にセットされているからと広いダイを使い、画面上では角度を合わせたのに、開放後のRが大きいためフランジ長が長くなってしまう――そんな工場を何度も見てきました。式が間違っていたのではありません。最初の前提が間違っていたのです。.
ダイ幅がひずみ条件を決めるのなら、そのダイと切り離された目標Rからなぜ出発するのでしょうか?
ダイが決まったら、ここで初めて数学の話をしてよい段階になります。.
エアーベンディングでは、パンチ先端がVの底まで完全に押し込まれることはありません。パンチは板をダイ肩の間に押し下げますが、素材を完全にV形状に成形することはありません。板は肩の間に橋のようにかかり、その「浮き方」がV開口と荷重下での内Rとの予測可能な関係を生みます。.
軟鋼では、一般的に内R(荷重下)はV開口の16〜20%程度になるという経験則があります。したがって1.000インチVなら、ラムが下がっている間のRはおおよそ0.160〜0.200インチ程度になるでしょう。正確ではなく、範囲です。板厚、強度、ダイ肩Rなどによって変わります。.
ここで私たちがしたことに注目してください。Rをまずダイ幅に関連付けました。(V − MT)/2でもパンチ先端でもなく。古い(V − MT)/2の式は、見た目上は正確そうな数値を出しますが、V/T比が6:1から8:1に変わればひずみ分布も変化し、その美しい数値はたちまち現実からズレます。.
そしてこの状態はまだ「荷重下」です。.
基準Rは200トン荷重時のスナップショットです。出荷する部品は、ラムが上がった後のものです。では、その蓄えられた弾性エネルギーが解放されると何が起きるのでしょう?
0.125インチの冷間圧延鋼を1.000インチVで曲げます。荷重下で90°を測定、解放すると91.5°になります。その1.5°のスプリングバックが示すのは、角度だけでなくRも増えたということです。.
角度が開くと、内Rは大きくなります。中立軸がわずかに移動するのは、弾性部分のひずみが回復するからです。降伏強さに対して引張強さの高い材料ほど、完全降伏前により多くの弾性エネルギーを蓄えます。同じダイでもステンレスは軟鋼より戻りが強くなりがちです。アルミはR/板厚比が大きいと意外にスプリングバックが強く出ることもあります。.
しかし教科書が省略するのはここです。スプリングバックはR/板厚比に強く比例します。ダイを広げれば内Rが増え、Rが増えれば同一角度での塑性ひずみが減ります。塑性ひずみが減ると、弾性回復の割合が増えます。結果、スプリングバックが大きくなる。つまり、幾何学が材料特性を増幅させているのです。.
補正の流れは次のようになります。
次に、弾性戻り後の半径と最終角度を使用してベンド減少量とK係数を更新します—負荷時の形状ではなく。これが閉ループです。測定したスプリングバックが1.5°であるなら、あなたの展開図は、90°で弾性戻りした状態の部品の弧長を反映する必要があります。88.5°負荷時ではありません。.
CN-HAWE の製品ポートフォリオは 100% CNC ベースであり、レーザー切断・曲げ・溝加工・せん断などの高性能用途をカバーしています。詳細資料を求める読者には、, パンフレット が有用な参考資料となります。.
スクラップビン現実チェック:私は、4つの曲げを持つチャンネル部品が、図面上の全幅から0.060インチ以上外れたのを見たことがあります。プログラマーがチャートの固定K係数を使用し、金型比が変わったためです。同じ材料。異なるV。異なる弾性戻り後半径。数式はそれを知らなかったのです。.
スプリングバックが、材料特性と金型で作られる半径の両方に依存するなら、なぜ単一の静的なK係数がすべての作業で通用すると言えるのでしょうか?
幅2インチのストリップを切り出します。同じ板厚。同じ圧延方向。選択した金型でプログラムしたオーバーベンド角で曲げます—もし1.5°のスプリングバックを想定しているなら88.5°です。弾性戻り後の角度を測定し、適正なゲージで内側半径を測定します。.
ここで3つの実測値が得られます:金型幅、弾性戻り後角度、弾性戻り後半径。.
それらをベンドアローワンス計算にフィードバックします。計算したフランジ長が測定したテスト片と一致するまでK係数を調整します。その較正済みKは、その材料ロット、その金型、その板厚、そのセットアップのもとで有効になります。.
これは当て推量ではありません。制御された反復です。1枚のストリップを犠牲にして100個の部品を救うのです。.
そう、機械固有の要素も重要です。ダイショルダーの摩耗、ラムのたわみ、クラウニング設定—すべてが部品挙動に影響します。だからこそテストベンドは同じ機械、同じ工具スタック、同じセットアップで行う必要があります。あなたが較正しているのは単なる式ではなく、システム全体だからです。.
なぜなら真実はこうです:良い予測チェーンであっても、モデル化されていない変数によって台無しにされることがあるのです。.
したがって、金型比、基準半径、スプリングバック補正、および検証済みK係数が確立されたとしても、「完璧な」展開図を三十ミル(0.030インチ)ずらす隠れた要因はまだ潜んでいる—そしてそれを見つけるためにどれだけの材料を無駄にする覚悟がありますか?
CN-HAWEが年間売上の8%以上を研究開発に投資していることを踏まえ、ADHはプレスブレーキ全般で研究開発能力を展開しています。次のステップとしてチームと直接話す場合は、, お問い合わせ が自然な流れとなります。.
金型を選び、スプリングバックを測定し、テストストリップが図面通りになるまでK係数を調整しました。.
それでも量産ではずれていきます。.
ここで200トンの「真実のマシン」がその名の通りの役割を果たします。正確な入力、較正された半径、測定済みのオーバーベンドを与えても、金属内部や保持ハードウェアに潜む弱い仮定を暴き出します。数式は派手に失敗しません。部品が勝手に動いて公差を外すだけです。.
CN-HAWEの顧客基盤は、建設機械、自動車製造、造船、橋梁、航空宇宙などの産業を網羅しています。ここで実用的な選択肢を評価するチームのために、, レーザー切断機 ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
完全な数学は、完全な条件下でのみ成り立つ。.
問題は、製造現場では何も長く完璧なままではいられないということだ。.
では、「すべて正しく行った」後でも、依然として半径に影響を与える要因は何が残っているのか?
鋼材は等方性ではない。これは教科書的な言い方だが、現場の現実はこうだ――曲げやすい方向と曲げにくい方向がある。.
板材は圧延機で成形される際、結晶粒が圧延方向に沿って伸びる。結晶粒に対して垂直に曲げると、材料はその伸びた繊維を横断して引き伸ばされる。平行に曲げれば、それらをファスナーのように開こうとすることになる。同じ板厚。同じ金型。しかしスプリングバックの度合いは異なる。.
私は0.125インチのステンレスが結晶粒に対して垂直方向では正確に90°に曲がったのに、同じ1.000インチのVダイで結晶粒方向に曲げた時はほぼ1°多く戻ることを見たことがある。その他の条件はすべて同じ。プログラムも、オペレーターも、試験片から得た較正済みのK係数も同一。.
唯一の違いは、材料の向きだった。.
スクラップ箱の現実チェック:試験片を結晶粒方向に対して垂直に切っていたのに、量産用のブランク材では「材料を節約するため」に結晶粒方向に沿って配置していた場合、最初のプレスを入れる前からオーバーベンド補正が間違っている。プレス機は、どの方向にネストするのが安かったかなど気にしない。.
角度プローブを備えた最新の機械ならリアルタイムで自動補正できる。それは良いことだ。それこそが要点を証明している。結晶粒が関係なければ、毎回角度を測定する必要はないはずだ。だが現代の製造現場を覗けば、実際にはまだ多くのブレーキプレスがリアルタイム角度補正なしで稼働し、過去の数値を信頼しているのが現状だ。.
金属自体の剛性が方向によって変化するのなら、静的な半径の公式がその板がどのように「生まれたか」という記憶を持たないと仮定するのは、どう考えても無理がある。
角度が予想以上に開いてしまう時によく見る対処法――トン数を上げる。.
圧力を増やすと「制御できた気分」になる。実際は違う。.
エアベンディングでは、トン数が直接半径を決めるわけではない――決めるのは金型幅だ。パンチはダイの肩の間に板を押し込むが、材質を完全にVの底まで押し込むことはない。力技ではなく、形状によって曲げているのだ。必要以上に圧力を上げても角度が「固定」されるわけではなく、ボトミングやコイニング、曲げ線に沿ったひずみの不均一という問題を誘発し始める。.
そうなると、校正済みのエアベンド計算に部分的なボトミングの挙動が混ざってしまう。.
スクラップ箱の現実チェック:スプリングバックの半度を抑えるためにトン数を上げた結果、わずかなたわみや接触の不均一により端部では角度がきつく、中央では緩くなるケースを見たことがある。ブレーキから出した部品は見た目は良かったが、組み立てができなかった。.
加圧力を増やすことで、わずかなセットアップ不良が増幅される。わずかなクラウンの誤差。わずかな板厚のばらつき。わずかなラムのたわみ。本来予測可能だった1.5°のスプリングバックが、ここでは1.2°、あちらでは1.8°になる。公式を修正したわけではなく、ひずみパターンをぼかしただけだ。.
補正方法が特定の圧力範囲でしか機能しないのなら、それは本当に補正と言えるだろうか――それとも、狭い範囲内での偶然の一致に過ぎないのか?
あなたの計算機は、シャープで一貫したショルダーを持つ1.000インチのV溝で曲げていると思い込んでいる。.
2年間の生産の後、その金型を測ってみよう。.
金型のショルダーは摩耗する。わずかに膨らみ、滑らかに磨かれ、数千分の数インチだけ開く。名目「1.000インチ」のVは、接触点の上部で今や1.020インチのように振る舞うかもしれない。これは実効的なV/T比を広げる。比率が広がれば、荷重下での半径が大きくなる。半径が大きくなれば、スプリングバックも増える。.
あなたの計算式は、依然として昨日の形状を使っている。.
さらに公差が積み重なる:セクション化された金型でのわずかな左右のずれ、金型セグメントの下に挟まれたシム、完全に固定されていないクランプ。これで曲げ線が全長にわたって均一な条件を受けなくなる。あなたの単一のK値は、動き続けるターゲットを説明しようとしている。.
スクラップ箱での現実確認:長尺部品でフランジ長が0.020〜0.030インチも変動し始めると、現場ではプログラマーのせいにするものだ。しかし半分のケースでは、新しい金型セグメントに交換すれば解決する。スプレッドシートには勝ち目がなかった。.
もちろん、新型の上昇式ブレーキや高度なクラウニングシステムによって、従来のたわみ問題は軽減された。良い機械は誤差の幅を小さくするが、物理法則を消し去ることはできない。工具は依然として摩耗する。表面は荷重下で変形する。鋼には常に結晶粒がある。.
プレスブレーキは、あなたの前提を試すストレステストだ。.
職業人生の終わりまで万能半径式を追い求めることもできるが、機械が何度も教えてくれることを受け入れることもできる。それはこうだ:「半径は一度計算して終わりの数値ではない ―― 制御し、監視し、修正すべき状態である」ということを。.
では、結晶粒が剛性を変え、加圧力がひずみを混乱させ、工具形状が時間とともにずれていくのに、なぜ私たちはいまだに一つの静的な方程式だけでスクラップ箱から身を守れると思い込んでいるのだろうか?
変化する半径を、より優れた計算機で直すことはできない。.
それを直すには、「検証しない限りプレスブレーキは嘘をつく」と仮定したシステムを構築することだ。.
私は10ゲージのブラケットの1000個目を製造している最中に、コイルの硬さがパレットの前方から後方へと変わるにつれて角度が0.5°ずつずれていくのを見たことがある。式は変わらなかった。Vダイも変わらなかった。変わったのは材料だった。その時に気づくのだ――自分が求めているのは単なる数値ではなく、動くプロセスを制御しているのだと。.
プレスブレーキは200トン級の真実の機械だ。引張試験が弱い鋼をあぶり出すように、脆弱な前提を暴き出す。「半径の公式」が、同じヒート、同じ結晶方向、同じ金型摩耗、同じ加圧範囲という条件でしか通用しないなら、それは方程式ではない。ただの偶然の一致だ。.
では、理論ではなく現実のために構築されたシステムとは、どのようなものだろうか?
まず、板厚のジャンプから始めよう。.
中間厚さのプレート、たとえば6〜12mmの場合、一般的な金型比率でエアベンディングを行うと、内側半径はしばしば板厚の約1.5倍に落ち着く。12mmを超えると、その半径は「正しい」V開口比をスケールしても3倍程度まで跳ね上がることがある。これは丸め誤差ではない。非線形的な挙動なのだ。.
(V − MT)/2 のグループは、材料が滑らかにスケールするかのように扱う。実際の鋼はそうではない。.
板厚が増すと、単に材料が多くなるだけでなく、断面内のひずみ分布が変化する。中立軸が移動し、必要な加圧力が増加する。外側の繊維がより多くの弾性エネルギーを蓄えるため、スプリングバックも増加する。紙の上では同じ V/T 比でも、負荷下では内部応力状態が異なる。.
次に引張強さを加味してみよう。.
同じダイ開口で、低降伏の5052アルミと高強度ステンレスを使っても、スプリングバックは同じにならない。強い材料ほど、降伏前に多くの弾性ひずみを蓄える。そのエネルギーがパンチが上がるときに戻ってくる。半径計算が降伏強さを知らなければ、それは盲目だ。.
スクラップビン現実チェック:「同じ」A36の2ロットが、4回の曲げでフランジ長さが0.03インチずれるほど異なる挙動をしたのを見たことがある。スプレッドシート上では同一の入力条件だったが、部品はそうは言っていなかった。.
しかも、まだハードウェア誤差には触れていない。ダイのずれ0.1mmで角度が0.5°以上狂うこともある。普遍的な公式は完璧な幾何形状を前提にしている。実際の工場現場はそうではない。.
もし板厚ごとの挙動が非線形で、引張強さがスプリングバックを変化させ、工具のアライメントが日々ずれるなら、その「ひとつのきれいな方程式」は一体何を表しているというのか?
推測をやめて、測定を始めよう。.
普段実際に使用している標準ダイ比を選ぶ。各材料グレードと板厚範囲について、圧延方向を記録したテスト片を切り出し、制御角度までエアーベンドする。スプリングバック後の内Rをラジアスゲージまたは光学測定で測定し、90°フリーステートを得るために必要な実際のオーバーベンド量を記録する。.
これを、各材料系および板厚区分ごとに一度行う。仕事ごとではなく、制御条件ごとに一度。.
次に、たとえば(仮の数値として)次のようなチャートを作る。
そのチャートは理論ではない。それは経験の傷跡だ。.
認定引張データのない新しい材料が入荷したら、試験片を曲げて挙動を確認する。プレスブレーキで5分試す方が、部品を5時間手直しするよりずっとましだ。もし降伏強さの数値があるなら良い——チャートの傾向と比較せよ。時間をかけて、自分の機械と自分の工具における強度とスプリングバックの関係パターンが見えてくる。.
スクラップビン現実チェック:このステップを省く工場は、初品の都度「チューニング」を本番部品で行う羽目になる。それは柔軟性ではない。板材でギャンブルしているに過ぎない。.
そして多くの人が見落としているのが次の部分だ:チャートを信頼する前に、機械を管理しなければならない。バックゲージの毎日確認。工具は正しく装着・清掃。ダイ幅は推測ではなくピンで測定。ハードウェアがずれれば、データは腐る。.
制御されていないセッティングで作ったチャートは、単なる体系化された虚構だ。.
だから計算機が内Rを尋ねてきたとき、それは推測を入力しているのか——それともあなたのプレスブレーキが実証したデータベースから値を引いているのか?
これがマインドセットの変化である。.
計算機が間違っているわけではない。単に不完全なのだ。それは、あなたがすでに物理的な条件を正しく定義していると仮定している――真のダイ幅、実際の材料特性、検証済みの位置合わせ。多くの工場では、公称値を入力して結果を願うだけである。.
プロセスの責任を持つということは、それらの入力を自ら定義し、根拠を持って主張するということだ。.
ランダムにダイを入れ替えるのではなく、V/T比を標準化する。どの材料がどの開口で走るかを固定する。印刷物に材料の繊維方向の条件を明記する。新しいヒートは曲げ試験を通過するまで隔離する。角度のずれを煩わしいものとしてではなく、より多くの加圧で潰す対象としてでもなく、“シグナル”として扱う。.
そして、普遍的な内側半径の公式など存在しないことを受け入れる。.
存在するのは、あなたのダイ、あなたのブレーキ、あなたの材料で得られるあなた自身の半径だけだ――200トンの真実の機械によって荷重下で検証され、ハンドブックの記述など気にしない現実のものだ。.
これからも持ち続けるべき唯一の考え方はこうである:半径とは計算する数字ではなく、特性として把握すべき挙動である。.
そのように捉えられるようになれば、問いは「公式は何か?」ではなく、「私のプロセスは、その公式に意味を与えられるほど厳密だろうか?」に変わる。“


















