

Eine 10-Fuß-Abkantpresse, 3/8-Zoll-Blech, neuer Bediener. Er lädt ein Programm, das er anhand eines Handbuchs eines “ähnlichen Modells” erstellt hat, das er online gefunden hat. Im ersten Zyklus streifen die Hinteranschlagfinger nicht am V-Matrizen vorbei. Sie werden sauber abgeschert wie billige Schrauben.
Er schwört, die Zahlen hätten übereingestimmt.
Das taten sie auch. Nur nicht mit seiner Maschine.
Das Handbuch, das er verwendete, war nicht falsch. Es war präzise – für eine andere Seriennummer.
Abkantpressen derselben Marke und Farbe können unterschiedliche Zylinder, unterschiedliche Hubgrenzen, verschiedene Controller-Revisionen haben. Eine hat vielleicht eine lichte Höhe von 7 Zoll, die andere 8. Eine erlaubt 0,5 Zoll Anschlagrückzug beim Anfahren, eine andere erfordert 1,2. Auf dem Papier wirken diese Unterschiede gering. Auf dem Werkstattboden werden sie in zerbrochenem Werkzeug und verbogenen Anschlagschienen gemessen.
Ein generisches PDF zu verwenden ist nicht so, als würde man nur eine Seite vermissen. Es ist, als würde man ein Flugzeug mit dem falschen Flughandbuch warten, weil das Cockpit “ungefähr gleich aussieht”. Die Grenzen sind dort, wo die Gefahr lauert. Also – wo taucht sie zuerst auf?
Ich habe gesehen, wie ein 6-Achsen-Hinteranschlag direkt in eine 2-Zoll-V-Matrize gefahren ist, weil der Annäherungsparameter aus einem “fast passenden” Handbuch kopiert wurde. Dieses Modell zog den Anschlag automatisch bei 0,200 Zoll über Mute zurück. Unseres nicht. Unseres benötigte einen expliziten Rückzugsbefehl in der Sequenz.
Bevor du den Controller berührst, bestätige den mechanischen Arbeitsraum: lichte Höhe, Öffnung, Anschlagbewegung, Fingerlänge, Matrizenhöhe. Nicht das, was das Internet sagt. Das, was deine Maschine sagt.
Crash-Warnung: Ein einziger Hinteranschlagscrash kann die Linearführungen verziehen und die Kugelgewindespindeln aus der Ausrichtung bringen. Das ist kein $300-Fehler. Das sind Tage an Ausfallzeit und fünfstellige Ersatzteilkosten, während die Produktion die verpassten Lieferungen erklärt.
Wenn zwei Maschinen aus zehn Fuß Entfernung identisch aussehen, was nehmen Bediener sonst noch an, sei austauschbar?
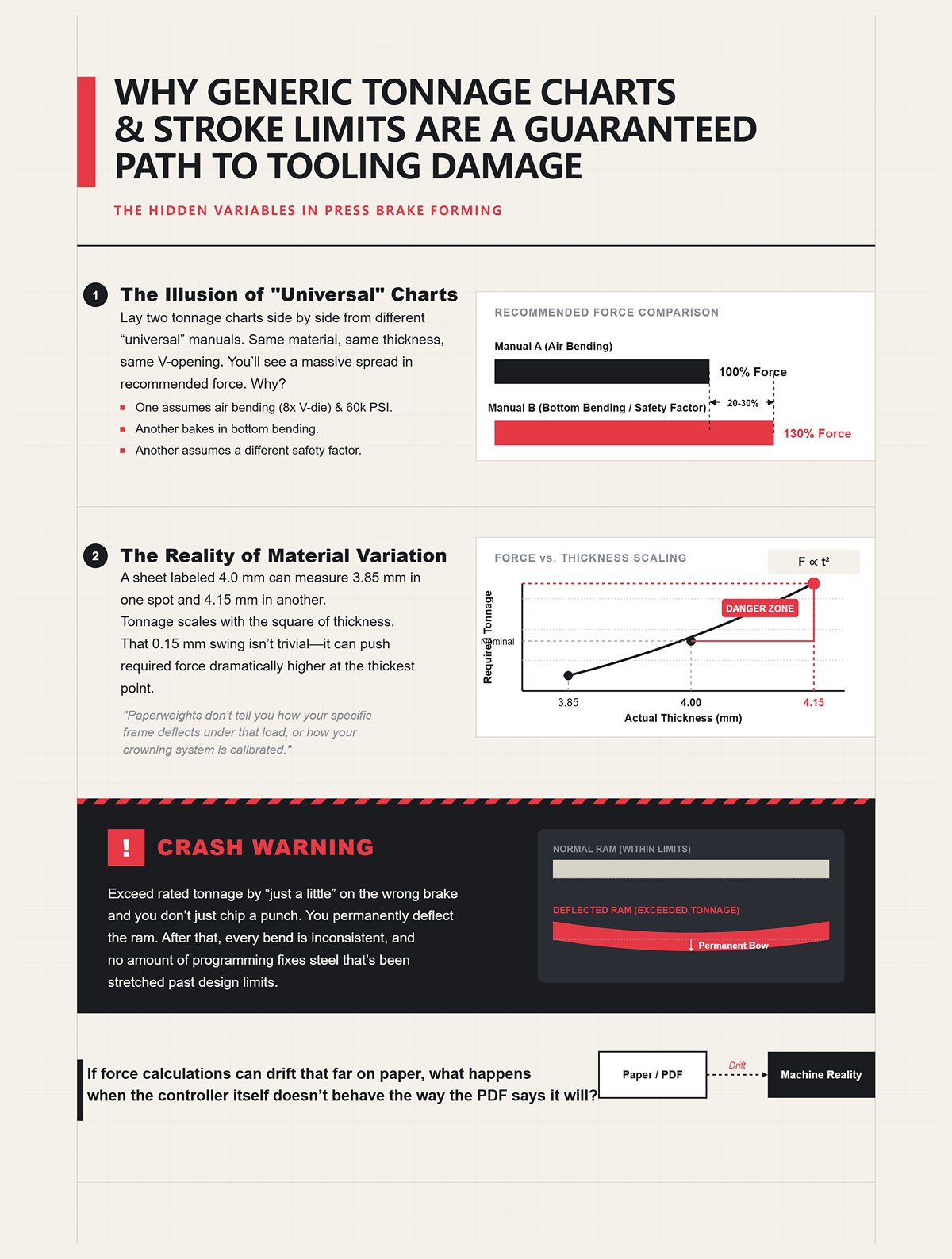
Lege zwei Tonnage-Diagramme nebeneinander aus unterschiedlichen “Universal”-Handbüchern. Gleiches Material, gleiche Dicke, gleiche V-Öffnung. Du wirst eine Streuung von 20–30% in der empfohlenen Kraft sehen. Warum? Eines geht von Luftbiegen mit der 8x-V-Matrizen-Regel und 60.000 PSI Baustahl aus. Ein anderes berücksichtigt Bodenbiegen. Ein weiteres verwendet einen anderen Sicherheitsfaktor.
Nun zur Realität: Ein Blech, das als 4,0 mm gekennzeichnet ist, kann an einer Stelle 3,85 und an einer anderen 4,15 mm messen. Die benötigte Presskraft skaliert mit dem Quadrat der Dicke. Diese 0,15 mm Schwankung ist nicht trivial – sie kann die erforderliche Kraft am dicksten Punkt erheblich erhöhen. Die konservative Vorgehensweise ist, mehrere Punkte zu messen und den Maximalwert zu verwenden. Generische Diagramme sagen dir das zwar, Papiergewichte jedoch nicht, wie genau dein spezifischer Rahmen sich unter dieser Last durchbiegt oder wie dein Bombiersystem kalibriert ist.
Crash-Warnung: Übersteige die Nennpresskraft um “nur ein wenig” bei der falschen Abkantpresse, und du beschädigst nicht nur den Stempel. Du verbiegst dauerhaft den Pressbalken. Danach ist jeder Biegevorgang inkonsistent, und kein Programmieren der Welt kann Stahl reparieren, der über die Konstruktionsgrenzen hinaus gedehnt wurde.
Wenn Kraftberechnungen auf dem Papier schon so stark abweichen können – was passiert, wenn der Controller selbst nicht so funktioniert, wie es das PDF behauptet?
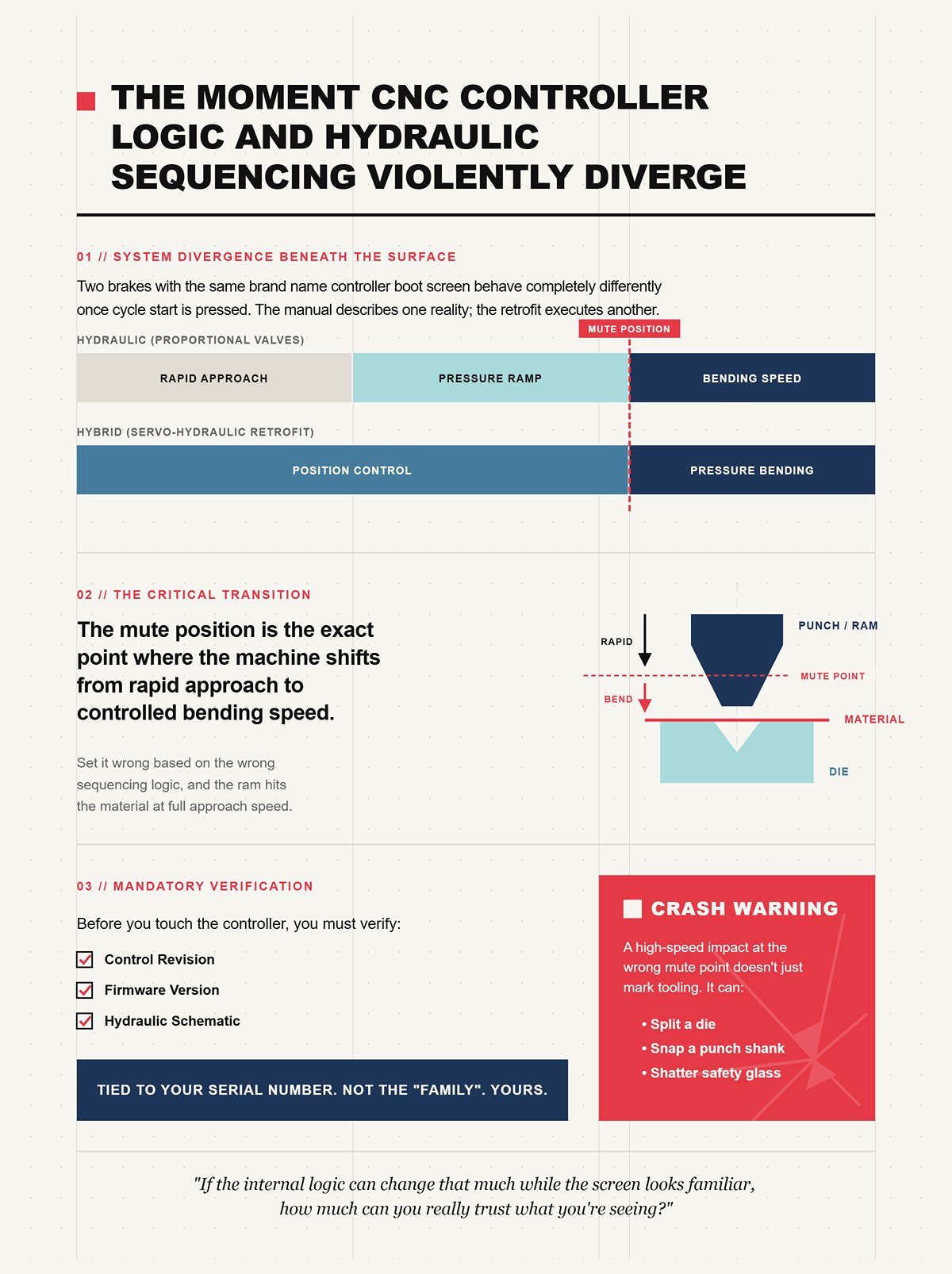
Ich habe zwei Abkantpressen mit demselben Markennamen am Controller-Startbildschirm völlig unterschiedlich arbeiten sehen, sobald der Zyklusstart gedrückt wurde. Eine war hydraulisch mit Proportionalventilen. Die andere ein hybrider Servo-Hydraulik-Retrofit. Das generische Handbuch beschrieb einen Druckanstieg während der Annäherung. Der Retrofit nutzte Positionssteuerung bis „Mute“ und wechselte dann zu Drucksteuerung.
Dieser Unterschied ist entscheidend, wenn Sie die Mute-Position einstellen – den Punkt, an dem die Maschine vom schnellen Anfahren auf die Biegeschwindigkeit umschaltet. Stellen Sie sie falsch ein, basierend auf einer falschen Ablauf-Logik, und der Stößel trifft das Material mit voller Annäherungsgeschwindigkeit.
Bevor Sie den Controller berühren, prüfen Sie die Kontrollrevision, Firmware und den Hydraulikplan, die an Ihre Seriennummer gebunden sind. Nicht die “Familie” der Maschinen. Ihre.
Crash-Warnung: Ein Aufprall mit hoher Geschwindigkeit am falschen Mute-Punkt beschädigt nicht nur das Werkzeug. Er kann eine Matrize spalten oder einen Stempelhalter abbrechen. Ich habe gesehen, wie Fragmente das Sicherheitsglas so hart trafen, dass es gesprungen ist.
Wenn sich die interne Logik so stark ändern kann, während der Bildschirm vertraut aussieht, wie sehr können Sie dem, was Sie sehen, wirklich vertrauen?
Bediener vertrauen dem, was sie erkennen. Gleiche Softkeys. Gleiche Menüstruktur. Gleiche Parameternamen.
Aber eine Revision könnte den unteren Totpunkt vom mechanischen Nullpunkt des Encoders definieren. Eine andere definiert ihn aus einem Software-Offset nach dem Homing. Der Bildschirm zeigt weiterhin “BDC”. Die Zahl ändert sich immer noch, wenn Sie verfahren. Darunter ist die Mathematik, die entscheidet, wo der Stößel stoppt, eine andere.
So kommt es, dass ein Programm, das auf einer Maschine sicher lief, auf einer anderen einen Stempel in eine Matrize treibt – weil sich die Nullreferenz um einen Millimeter verschoben hat und niemand bemerkte, dass sich die Homing-Routine zwischen den Revisionen geändert hat.
Ein generisches Pressenhandbuch-PDF fühlt sich nicht gefährlich an. Es wirkt hilfreich. Genau das ist das Problem. Es vermittelt gerade genug Wahrheit, um Ihnen Sicherheit zu geben, und gerade genug Abweichung, um Sie falschliegen zu lassen.
Wenn die meisten Bediener das merken, ist der Crash bereits passiert.
Sie wollen wissen, wie Sie beweisen können, dass das Handbuch in Ihrer Hand tatsächlich zu der Maschine vor Ihnen gehört.
Beginnen Sie mit dem Typenschild, das am Rahmen angebracht ist. Nicht die Verkaufsbroschüre. Nicht den Aufkleber am Controllerrahmen. Die geprägte Platte am Maschinengehäuse, die Modell, Seriennummer, Spannung und Baujahr angibt. Diese Seriennummer ist der Fingerabdruck der Maschine; alles andere ist nur eine Familienähnlichkeit.
Wenn die Seriennummer am Rahmen nicht mit der Dokumentation übereinstimmt, raten Sie.
Und Raten ist der Grund, warum Hinteranschläge neu aufgebaut werden müssen.
Bevor Sie den Controller berühren, schreiben Sie drei Dinge exakt so auf, wie die Maschine sie angibt: vollständige Modellbezeichnung, Seriennummer sowie Hersteller und Version des Controllers vom Startbildschirm. Dann rufen Sie den Hersteller oder Händler an und verlangen Dokumentation, die an diese Seriennummer gebunden ist — nicht “dieses Modell”, nicht “diese Baureihe”, diese Nummer. Wenn sie Ihnen ein PDF schicken, sollte die erste Seite Ihre Seriennummer oder zumindest Ihre Produktionschargen-Reihe nennen. Wenn nicht, bestehen Sie darauf.
Crash-Warnung: Ich habe erlebt, dass eine Werkstatt annahm, ein “gleiches Modell”-Handbuch decke ihre Maschine ab, und einen 1-Zoll-Unterschied in der offenen Höhe übersah — und einen hohen Werkzeugsatz direkt in das Stößelgehäuse trieb. Sie brechen sauber wie billige Bolzen, wenn Sie gehärteten Stahl gegen Gusseisen überfahren.
Also, welche dieser Nummern bestimmt tatsächlich, wie Sie die Maschine einstellen?
Die Modellnummer sagt Ihnen die Maschinenklasse.
Die Seriennummer gibt Ihnen den genauen Bauzustand an.
Der Steuerungstyp sagt Ihnen, wie sie „denkt“.
Bei diesem letzten Punkt werden die meisten Leute überrascht. Eine NC-Biegemaschine könnte nur X (Anschlag) und eine einzelne Y-Tiefe steuern. Eine CNC-Biegemaschine könnte Y1, Y2, X, R, Z1, Z2 plus Bombierung steuern. Gleiche Lackierung. Völlig andere Kalibrierlogik. Ein generisches “NC-Biegemaschinen”-Handbuch wird nicht erklären, wie man zwei Y-Achsen mit Linear-Encodern synchronisiert, da NC-Maschinen oft mechanische Torsionsstangen für die erzwungene Synchronisierung verwenden. Andere Architektur, andere Fehlerarten, andere Einrichtungsschritte.
Und es wird noch enger. CNC-Maschinen mit 13:1- oder 15:1-Zylinderverhältnissen fahren schneller ab als ältere 6:1- oder 8:1-Modelle. Das verändert die Annäherungsgeschwindigkeit, das Stummschalt-Timing und wie viel Reaktionszeit Sie haben, wenn etwas nicht stimmt. Diese Spezifikationen sind kein Kleinkram. Sie entscheiden, ob Ihre Stummschaltposition konservativ oder katastrophal ist.
Bevor Sie die Steuerung anfassen, bestätigen Sie: Ist diese Hydraulik mit Endanschlag oder Synchronhydraulik? Ist die Synchronisierung mechanisch oder ventilgesteuert mit Encoder-Feedback? Diese Antworten bestimmen, welche Abschnitte der OEM-Dokumentation überhaupt für Sie relevant sind.
Crash-Warnung: Wenn Sie die Parallelität von Y1/Y2 auf einer Torsionsstangen-Maschine mit einem CNC-Encoderverfahren kalibrieren, werden Sie sie nicht “einstellen”. Sie werden die Stange aus der Spezifikation drehen und monatelang schief gebogene Teile verfolgen, während sich der Ausschuss anhäuft.
Wenn Modell und Steuerung so stark voneinander abweichen können, was passiert, wenn die Maschine nicht einmal mehr in ihrer ursprünglichen Konfiguration ist?
Hier verdienen Papiergewichte wirklich ihren Spitznamen.
Eine Maschine kann das Werk als NC mit mechanischer Synchronisierung verlassen und dann zehn Jahre später mit einer CNC-Steuerung und Proportionalventilen nachgerüstet werden. Die Seriennummer am Rahmen ändert sich nicht. Die „Seele“ der Maschine schon.
Jetzt erklärt Ihnen Ihr “originales OEM-Handbuch” mechanische Anschläge und manuelles Einstellen der Tiefe mit einem Winkelmesser, während die Maschine vor Ihnen elektronisches Homing und Encoder-Nullung erwartet. Oder umgekehrt — eine heruntergestufte Steuerung auf einem Rahmen, der für Closed-Loop-Feedback ausgelegt ist. Das PDF ist nicht nur unvollständig. Es ist aktiv irreführend.
Bevor Sie die Steuerung anfassen, überprüfen Sie physisch, was installiert ist: Suchen Sie nach Linear-Encodern an den Seiten des Stößels, identifizieren Sie den Ventilblocktyp, prüfen Sie, ob ein Torsionsstab über den Rücken verläuft. Nicht annehmen. Prüfen.
Crash-Warnung: Ich habe miterlebt, wie ein Betrieb dem ursprünglichen CNC-Handbuch auf einer Biegemaschine vertraute, die nach einem Ventilausfall teilweise zurück auf mechanische Synchronisierung umgebaut worden war. Sie versuchten eine elektronische Y-Achsenkalibrierung an einem System, das kein aktives Feedback mehr hatte. Das Ergebnis war ein Stößel, der ungleichmäßig unten anschlug und bei der ersten Volllast einen segmentierten Gesenkensatz zerbrach.
Gebrautes Eisen trägt Geschichte. Sie müssen diese im Stahl lesen, nicht in PDFs.
Also: Was tun, wenn der Hersteller nicht kooperiert und der Händler nur die Schultern zuckt?
So verhindern Sie, dass Sie abgewimmelt werden.
Sie hören auf, nach “dem Handbuch” zu fragen.”
Sie verlangen Dokumentation, die an Ihre Seriennummer gebunden ist, einschließlich: Hydraulik-Schema-Revision, Elektrik-Schema-Revision, Liste der Steuerungs-Firmware-Kompatibilität und mechanisches Datenblatt mit Zylinderverhältnis und Nennoffenhöhe. Bestimmte Dokumente mit bestimmten Namen. Wenn Sie präzise fragen, signalisiert das, dass Sie wissen, wovon Sie sprechen.
Falls sie behaupten, das generische Handbuch passe zu Ihrem Gerät, bitten Sie sie schriftlich zu bestätigen, dass Zylinderverhältnis, Synchronisationsmethode und Achskonfiguration Ihrer Seriennummer mit dem PDF übereinstimmen. Die meisten werden darauf nicht wetten, es sei denn, es stimmt tatsächlich.
Bevor Sie den Controller berühren, fotografieren Sie das Typenschild, den Controller-Startbildschirm, den Ventilblock und die Seiten des Stößels und fügen Sie diese Ihrer Anfrage hinzu. Sie nehmen ihnen den Spielraum. Sie sagen: Das ist die Maschine; schicken Sie mir die Dokumente, die diese Maschine beschreiben.
Crash-Warnung: Eine Bremse mit nicht übereinstimmender Firmware und Parametertabellen zu betreiben, nur weil “es ist nah dran”, kann die Achslimits beschädigen. Wenn der Hinteranschlag über seinen Weg hinausfährt und am Ende seiner Schienen aufschlägt, diskutieren Sie nicht mit dem technischen Support – Sie kalkulieren neue Kugelspindeln.
Briefbeschwerer sagen Ihnen nicht, wie sich Ihr spezifischer Rahmen unter dieser Last durchbiegt oder wie Ihr Bombiersystem kalibriert ist. Die genaue OEM-Dokumentation tut das – wenn Sie sie in Ihre Hände zwingen.
Sobald Sie sie haben, beginnt die eigentliche Arbeit.
Denn ein korrektes PDF, das unberührt auf einem Desktop liegt, ist nur ein weiterer Briefbeschwerer, und die nächste Frage ist, wie man diese seriennummerspezifischen Spezifikationen in eine Einrichtungsequenz übersetzt, die Stahl biegt statt bricht.
Sie haben jetzt das richtige Handbuch — Seriennummer stimmt mit dem Typenschild überein, Controller-Firmware stimmt mit dem Startbildschirm überein, Hydraulik passt zu dem, was am Rahmen befestigt ist.
Gut.
Jetzt hören Sie auf, es wie Lesematerial zu behandeln, und beginnen, es wie eine Checkliste zu behandeln, die zwischen Ihnen und einem verbogenen Stößel steht.
Ich habe gesehen, wie Bediener das richtige OEM-PDF herunterladen und dann die Maschine genauso einstellen, wie sie es “immer tun”. Öl sieht gut aus. Anzeigen sehen gut aus. Kurz abwärts joggen, sehen was passiert. So verwandeln Sie präzise Dokumentation in einen weiteren Briefbeschwerer. Der ganze Sinn, das Handbuch an Ihre Seriennummer zu binden, war das Raten zu eliminieren. Also wird die Frage: Wie machen Sie aus diesen Spezifikationen eine physische Überprüfung, bevor Stahl jemals auf Werkzeuge trifft?
Bei einer 175-Tonnen-Maschine, die wir eingeführt haben, verlangte die Platte am Tank ISO 46 Hydrauliköl. Das generische Handbuch, das die vorherige Werkstatt verwendet hatte, führte ISO 32 auf. Nah genug, dachten sie. War es nicht.
ISO 32 fließt bei Betriebstemperatur dünner. Bei dieser Maschine — 15:1 Zylinderverhältnis, schneller Anlauf — waren die Ventile auf die Viskositätskurve von ISO 46 abgestimmt. Mit 32 im Tank sank der Stößel während des Anlaufs schneller ab und überschritt den Abbremspunkt. Das StummschaltTiming änderte sich nicht. Das Öl schon. So bekommen Sie einen Matrizenkontakt, den Sie nie programmiert haben.
Bevor Sie den Controller berühren, öffnen Sie Ihr seriennummerkonkretes Handbuch und bestätigen Sie drei Dinge anhand des Metalls vor Ihnen:
Dann schließen Sie ein kalibriertes Manometer am Prüfanschluss an und verifizieren Sie, dass die Überdruckeinstellung mit dem Datenblatt übereinstimmt. Vertrauen Sie nicht der Anzeige am Panel. “Was Ihre Maschine sagt” auf dem Bildschirm ist Software. Überdruck ist Physik.
Crash-Warnung: Eine Maschine, die für 3.000 psi eingestellt ist, mit 3.300 zu betreiben, weil “sie biegt gut”, verursacht nicht sofort sichtbaren Schaden. Sie dehnen Zugstangen und überlasten Dichtungen, bis eines Morgens der Stößel ungleichmäßig fällt und einen $6,000 teilbaren Matrizensatz verdreht. Diese reißen sauber ab wie billige Schrauben, wenn sie seitlich geladen werden.
Ölviskosität beeinflusst das Ventilverhalten. Ventilverhalten beeinflusst die Stößelsteuerung. Stößelsteuerung bestimmt, ob Ihre programmierte Tiefe real oder theoretisch ist. Sobald die Hydraulik überprüft ist, bleibt die Frage: Was hält den Stößel davon ab, weiter zu fahren, als der Stahl verzeihen kann?
Ich habe einmal eine Maschine vermessen, deren Steuerung identische Y1- und Y2-Positionen anzeigte – exakt gleich bis auf drei Dezimalstellen. Am Werkstück hatten wir jedoch über eine Länge von acht Fuß eine Verjüngung von 0,5 Grad. Die Zahlen stimmten überein. Der Stahl nicht.
Hier ist der Grund.
Ihre serienbezogene Dokumentation listet Folgendes auf:
Bevor Sie die Steuerung anfassen, fahren Sie den Stößel im Einrichtmodus nach unten und prüfen Sie physisch den unteren Totpunkt anhand der in Ihrem Handbuch beschriebenen mechanischen Referenz. Bei einer Torsionswellenmaschine bedeutet das möglicherweise, den Kontakt des Anschlagschraubens zu bestätigen. Bei einem geschlossenen Regelkreis bedeutet es, die Encoder-Nullstellung nach einem korrekten Referenzlauf zu bestätigen – genau dem, den Ihre Steuerung erfordert, nicht dem, den Sie von einer anderen Marke in Erinnerung haben.
Dann erfassen Sie den nutzbaren Hub. Nicht einfach “er fährt 8 Zoll nach unten”. Sie bestätigen, wo Werkzeughöhe plus Materialdicke die Biegung in Bezug auf den maximalen Nennhub und den Durchgang (Daylight) positionieren. Wenn Ihr Handbuch eine Öffnungshöhe von 18 Zoll angibt und Sie einen hohen Matrizenstapel einbauen, der 17,5 verbraucht, bleibt kein Spielraum für Durchbiegung oder falsch gesetzte Abschaltung.
Und ignorieren Sie die Geometrie nicht. Parallelität ist keine Einpunktprüfung. Messen Sie den Abstand zwischen Stößel und Tisch in der Mitte und an beiden Enden bei leichtem Kontakt. Wenn Ihre Dokumentation eine Toleranz angibt – viele liegen im Bereich von 0,05–0,10 mm über die gesamte Länge – prüfen Sie diese vor Produktionskraft. Eine Steuerungsanzeige von Y = 0,000 bedeutet nichts, wenn eine Seite mechanisch nachhinkt.
Crash-Warnung: Wenn Sie die Hubtiefe durch “Herantasten” mit einem hohen Werkzeug und ohne bestätigte Bodenreferenz einstellen, kann der erste Schlag mit voller Tonnage die Stempelschulter in den Matrizenradius treiben. Er wird nicht absplittern. Er wird eintrichtern.
Damit ist Ihre Y-Tiefe real. Ihre Grenzen sind bekannt. Der Stößel stoppt an der Stelle, die das Handbuch vorgibt. Nun muss das Teil bei jedem Zyklus noch an derselben Position liegen – und damit kommen wir zum Hinteranschlag.
Eine Werkstatt rief mich wegen eines konstanten Flanschfehlers von 2 mm an. Dasselbe Programm. Dasselbe Material. Derselbe Bediener. Sie hatten den Hinteranschlag gemäß der generischen Referenzroutine der Steuerung genullt. Die X-Achse zeigte 0,000 an der Referenzplatte.
Das Problem war mechanisch, nicht digital.
An dieser Maschine konnte jeder Anschlagfinger über eine Schraube feinjustiert werden. Ein Finger war um 2 mm falsch ausgerichtet, obwohl der Schlitten im Winkel stand. Die Steuerung nullte den Schlitten, nicht die Finger. Das zum Seriennummer gehörende Handbuch beschrieb die Kalibrierung der einzelnen Finger. Das generische Steuerungshandbuch tat das nicht.
Bevor Sie die Steuerung anfassen, prüfen Sie, ob Ihre Maschine Folgendes verwendet:
Jede Maschine hat eine andere Nullstellsequenz. Bei einigen Systemen muss der STOP-Kreis des Hinteranschlags gesperrt werden, bevor mechanische Einstellungen hinten vorgenommen werden. Bei anderen muss das Referenzieren mit vollständig angehobenem Stößel erfolgen, um Kollisionen mit hohem Werkzeug zu vermeiden. Die serienspezifische Dokumentation beschreibt das im Detail, da die Verriegelungen je nach Ausführung unterschiedlich sind.
Und wenn Sie mit einem manuellen Hinteranschlag arbeiten – immer noch üblich für Kleinserien – ist die OEM-Pin-Konfiguration entscheidend. Einige sind dafür ausgelegt, in Position geschoben zu werden; andere werden anders gehalten. Zieht man den falschen Typ unter Last heraus, verschiebt sich das Werkstück während des Zyklus. Die Maschine hat nicht “die Null verloren”. Sie haben die Hardware falsch verstanden.
Crash-Warnung: Wenn Sie sich ausschließlich auf den elektronischen Nullpunkt einer Maschine mit verstellbaren Anschlagfingern verlassen, jagen Sie Maßfehlern hinterher, bis jemand überkompensiert, indem er die Biegung vertieft. Dann trifft der Stempel auf die Matrize – und man hört den Knall.
Der Hinteranschlag definiert die Werkstückposition. Der Stößel definiert den Biegewinkel. Das Werkzeug bestimmt, wie die Kraft zwischen ihnen übertragen wird. Und genau dort verstecken sich die teuersten Fehler.
Ich habe einen 12-Fuß-Stempel im europäischen Stil gesehen, der weniger als einen Millimeter überstand, weil Schmutz unter dem Zapfen lag. Sah eingespannt aus – war es aber nicht.
Unter Last schloss sich dieser winzige Spalt gewaltsam. Der Stempel verschob sich seitlich und hinterließ Markierungen auf allen Teilen der Serie.
Das serienspezifische Handbuch gibt die Spannart an:
Bevor Sie den Controller berühren, reinigen Sie die Spannflächen und überprüfen Sie die Auflage gemäß den OEM-Vorgaben. Europäische Systeme erfordern eine vollständige Einspannung des Zapfens über die gesamte Länge. Amerikanische Systeme verlangen ein gleichmäßiges Drehmoment der Schrauben, um lokale Anhebungen zu vermeiden. Bei hydraulischer Spannung muss der Druck dem Sollwert entsprechen – nicht nur die Kontrollleuchte grün sein.
Auch die Werkzeughöhe ist wichtig. Ihre in Schritt 2 ermittelte offene Höhe und Hubzuordnung schützen Sie nur, wenn der eingesetzte Stempel und die Matrize den in Ihrem Rüstblatt angenommenen Höhen entsprechen. Eine um 1 Zoll höhere Matrize als programmiert verkleinert den Tageslichtabstand effektiv um 1 Zoll. So werden hohe Werkzeugsätze in die Stößelgehäuse getrieben.
Crash-Warnung: Kombinieren Sie amerikanische und europäische Werkzeuge ohne passende Adapter, nur weil “es passt”, und Sie belasten die Spannvorrichtung seitlich. Unter 100 Tonnen biegt sich diese Fehlpassung nicht – sie wird herausgeschleudert.
An diesem Punkt sind Hydraulik geprüft, Y-Grenzen erfasst, der Hinteranschlag mechanisch korrekt eingestellt und das Werkzeug wirklich eingespannt – nicht nur angenommen.
Jetzt ist die Maschine bereit zum Biegen.
Und die nächste Frage betrifft nicht den heutigen Aufbau. Sie betrifft, was nach 10.000 Zyklen passiert, wenn Verschleiß, Wärme und Drift beginnen, diese zuvor geprüften Werte aus der Toleranz zu schieben.
| Schritt | Titel | Wichtige Prüfungen & Maßnahmen | Kritische Spezifikationen zur Überprüfung | Crash-Warnung / Risiko |
|---|---|---|---|---|
| Schritt 1 | Überprüfung des Hydraulikölt Typs, Ölstands und Druckspezifikationen vor dem Start | Bestätigen Sie den Öltyp gemäß dem seriennummernspezifischen Handbuch; prüfen Sie die Tankkapazität und den Schauglasbereich; verifizieren Sie den Systemdruck mit einem kalibrierten Manometer am Prüfanschluss | Exakte ISO-Ölklasse (z. B. ISO 46 vs. ISO 32); Tankkapazität und korrekter Füllstandbereich; maximaler Überdruck; Arbeitsformdruck | Falsche Ölviskosität verändert die Ventilreaktion und die Geschwindigkeit des Stößels, was zu Überschwingen und Werkzeugschäden führen kann; übermäßiger Druck (z. B. 3.300 psi vs. 3.000 psi) kann Zugstangen dehnen, Dichtungen überlasten und zu einem ungleichmäßigen Absenken des Stößels führen, was Werkzeugausfall verursacht |
| Schritt 2 | Abgrenzung der Y-Achsen-Grenzen und Einstellung der Hubtiefe | Vergleichen Sie den unteren Totpunkt mit dem mechanischen Referenzpunkt; führen Sie einen korrekten Homing-Zyklus durch; messen Sie die Parallelität zwischen Stößel und Tisch an mehreren Punkten; kartieren Sie den nutzbaren Hub unter Berücksichtigung der Werkzeughöhe und Materialdicke | Maximale Öffnungshöhe; maximaler Hub; mechanischer Anschlag oder Nullreferenz des Encoders; Synchronisationsmethode (Torsionsstab oder geschlossener Regelkreis); Parallelitätstoleranz (z. B. 0,05–0,10 mm) | Falsche Huberfassung oder mangelnde Parallelität kann dazu führen, dass die Schulter des Stempels in den Radius der Matrize fährt, was Kraterbildung oder schwere Werkzeugschäden verursacht |
| Schritt 3 | Controller-spezifischer Hinteranschlag-Referenzpunkt und Nullstellung | Identifizieren Sie die Hinteranschlag-Architektur (X, R, Z1/Z2 oder manuell); prüfen Sie die Ausrichtung der einzelnen Anschlagfinger; befolgen Sie die seriennummernspezifische Nullstellungssequenz; stellen Sie sicher, dass vor dem Homing die mechanischen Einstellungen korrekt sind | Achsenkonfiguration; Kalibriermethode der Finger; Anforderungen an den STOP-Kreis; Anforderungen an die Homing-Position (z. B. Stößel vollständig oben) | Fehl ausgerichtete Anschlagfinger oder falsche Nullstellung führen zu Maßabweichungen; übermäßige Tiefennachstellung kann zu Bodenberührung des Stempels und Rissbildung führen |
| Schritt 4 | Verfahren zum Einsetzen der Werkzeuge (europäische vs. amerikanische Spannsysteme) | Reinigen Sie die Spannflächen; überprüfen Sie die vollständige Sitzposition gemäß OEM-Verfahren; bestätigen Sie den Spannungsdruck oder das Schraubenmoment; stellen Sie sicher, dass die Werkzeughöhe den Einstellannahmen entspricht | Spannsystem (Europäisch/Promecam, Amerikanisch, hydraulisch/mechanische Bombierung); Spannungsdruck; Schraubenmoment; Stempel- und Matrizenhöhe | Unzureichend gesetzte oder nicht passende Werkzeuge können sich unter Belastung verschieben, Teile markieren, Spannvorrichtungen seitlich belasten oder Werkzeuge bei hoher Tonnage auswerfen |
Zehntausend Hübe nach Beginn der Produktion sehen die Teile immer noch “ziemlich gut” aus. Der Winkel driftet um ein halbes Grad. Die Flansche variieren um einen Millimeter über einen 3-Meter-Rohling. Der Bediener stellt die Tiefe um weitere 0,2 mm nach und arbeitet weiter.
So schleicht sich die Drift ein – nicht mit einem Knall, sondern mit einem Schubs.
Du hast am ersten Tag alles überprüft. Y‑Grenzen waren real. Der Hinteranschlag war mechanisch ehrlich. Die Werkzeuge waren eingesetzt. Jetzt hat Wärme das Öl verdünnt, Dichtungen haben sich eingelaufen, und der Rahmen hat sich unter Last tausende Male gebogen. Die Basis, die du geschaffen hast, ist nur so gut wie dein Plan, sie zu schützen. Und dieser Plan steckt in der Dokumentation, die an deine Seriennummer gebunden ist – nicht in einem generischen PDF, das nette Briefbeschwerer abgibt.
Denn Wartung bedeutet nicht, einfach Kästchen abzuhaken. Es geht darum, verhindern, dass kalibrierte Wahrheit leise zu teurer Fiktion verkommt.
Ich kam in eine Werkstatt, in der eine 175‑Tonnen‑Abkantpresse mit ISO 46 Öl lief, weil in der generischen Tabelle stand “typischerweise ISO VG 46”. Die Pumpe jaulte an kalten Morgen. Der Druck hinkte beim schnellen Anfahren hinterher. Sie wechselten das Öl alle 2.500 Stunden wie ein Uhrwerk.
Das Problem war: Dieser spezifische Aufbau verließ das Werk mit der Spezifikation für ISO 32 aufgrund engerer Ventilspielräume und einem anderen Umgebungstemperaturbereich. Dickflüssigeres Öl beim Kaltstart bedeutet höheren Saugwiderstand am Pumpeneinlass. Höherer Saugwiderstand bedeutet Kavitation – mikroskopisch kleine Dampfblasen, die an Metallflächen kollabieren. Sie reißen sie sauber ab wie billige Schrauben. Man sieht es nicht sofort. Man hört es als leises Knurren.
Nun füge “standardmäßige” hydraulische Kontrollen alle 500 Stunden hinzu. Bei manchen Maschinen sind 500 Stunden in Ordnung. Bei anderen mit kleineren Tanks und höherem Arbeitstakt steigt die Öltemperatur schneller, Oxidation beschleunigt sich, und Lackablagerungen bilden sich auf Servoventilen. Ein generisches Intervall geht von durchschnittlicher Belastung, durchschnittlicher Umgebung und durchschnittlichem Arbeitstakt aus. Deine Pumpe lebt nicht im Durchschnitt.
Crash‑Warnung: Verwende die falsche Viskosität für deinen spezifischen Ventilblock und ignoriere das kürzere Filterintervall des OEM, und du verlierst nicht nur die Druckstabilität – du verkratzt das Pumpengehäuse. Das ist eine Reparatur im fünfstelligen Bereich und Wochen Ausfallzeit, weil jemand “typischerweise” vertraute.”
Wenn im Handbuch 2.000–3.000 Stunden steht, ist dieser Bereich keine Erlaubnis. Es ist eine Grenze. Deine seriennummernspezifischen Wartungsnotizen sagen dir, wo innerhalb dieser Grenze deine Maschine überlebt.
Und Hydraulik ist nur die halbe Geschichte. Was ist mit Metall, das bei jedem Zyklus auf Metall gleitet?
Bei einem Modell, das wir betrieben, gab es acht Schmierstellen entlang des Ram‑Gibs‑Systems – zwei davon versteckt hinter abnehmbaren Abdeckungen nahe der linken Stütze. Wenn man diese vergisst, nutzt sich der Ram auf dieser Seite ungleich ab. Es dauerte etwa sechs Monate, bis jemand bemerkte, dass die linken Flansch‑Winkel bei langen Teilen konstant daneben lagen.
Das generische Handbuch sagte: “Ram‑Führungen wöchentlich schmieren.” Hilfreich. Wo genau?
Modellspezifische Dokumentation zeigt dir die tatsächliche Karte: Gib‑Schrauben, Hinteranschlags‑Linearführungen, Bombierungsschrauben im Bett. Manche Konstruktionen haben mechanische Bombierungsstangen mit freiliegenden Einstellschrauben, die inspiziert und geschmiert werden müssen. Andere sind hydraulisch und versiegelt. Wenn du ein versiegeltes System schmierst, weil du es in einem anderen Handbuch gesehen hast, verunreinigst du es. Wenn du freiliegende Schrauben auslässt, weil dein PDF sie nicht erwähnt, rosten sie und klemmen.
Bevor du den Controller berührst, solltest du wissen, wo Reibung konstruktiv vorgesehen ist und wo nicht. Das ist nicht universell. Das ist pro Rahmen konstruiert.
Ich habe gesehen, dass Hinteranschlags‑Schienen täglich bei einer Maschine abgewischt wurden, weil feiner Edelstahlstaub die Linear‑Lager verkratzen würde. Ein anderes Modell hatte Schutzbalg und benötigte diese Häufigkeit nicht. Gleiche Marke. Unterschiedlicher Aufbau.
Crash‑Warnung: Ignoriere eine versteckte Schmierstelle bei einer Langbettmaschine und der Ram beginnt unter Last aus der Parallelität zu laufen. Wenn du weiter mit Y‑Tiefe kompensierst, wirst du eines Tages einen Stempel seitlich so stark belasten, dass er über drei Stationen abplatzt.
Und das bringt uns zum stillen Killer der Genauigkeit – Parallelitätsdrift.
Eine überholte Abkantpresse kann nahezu wie neu arbeiten – ich habe hydraulische Leckageabweichungen unter ein paar Prozent gesehen, wenn sie richtig überholt wurde. Das Eisen ist stabil, wenn man es respektiert.
Aber Stabilität bedeutet nicht Selbstkorrektur.
Ich hatte eine Maschine, die einen konstanten Unterschied von 0,7 Grad zwischen dem linken und rechten Ende bei einem 3‑Meter‑Biegevorgang zeigte. Der Bediener hat ständig die Tiefe global angepasst. Das hat das Problem nur verlagert. Der Controller zeigte, dass Y1 und Y2 synchronisiert waren. Was deine Maschine sagt, ist nicht dasselbe wie das, was der Stahl tut.
Die Werkskalibrierungsanleitung für diese Seriennummer schrieb vor, den Abstand zwischen Stößel und Tisch an drei Positionen mit einer Messuhr bei leichtem Kontakt zu überprüfen, Toleranz 0,05 mm über die gesamte Länge. Sie enthielt auch die mechanische Einstellsequenz – welche Seite zuerst zu korrigieren ist, um zu vermeiden, dass der Fehler über den Hub verfolgt wird.
Ein generisches Controller‑Handbuch erklärt dir, wie du Encoder nullst. Es sagt dir jedoch nicht, welche mechanische Vorspannung in diesen Rahmen eingebaut ist oder welches Drehmoment für die Nachstellschrauben der Führungsleisten nach der Korrektur vorgeschrieben ist. Briefbeschwerer erklären dir nicht, wie dein spezifischer Rahmen unter dieser Last durchbiegt oder wie dein Bombierungssystem kalibriert ist.
Crash‑Warnung: Überspringe die mechanische Parallelitätsprüfung und verlasse dich nur auf die elektronische Synchronisation, und du wirst eine Seite vertiefen, um den Winkel zu korrigieren. Unter voller Tonnage verdreht diese ungleichmäßige Belastung den Stößel. Wenn du ihn oft genug verdrehst, kalibrierst du nicht mehr neu – du ersetzt.
Was passiert also, wenn du nicht einmal das richtige Service‑Diagramm vor dir hast?
Ich habe einmal einen jungen Bediener beobachtet, der eine schwache Schaummarke im Schauglas der Hydraulik übersah. “Der Flüssigkeitsstand ist in Ordnung”, sagte er. Der Stand war in Ordnung. Der Zustand nicht.
Schaumbildung kann auf Lufteintritt hinweisen – lose Sauganschlüsse, defekte Dichtungen. Bei einem Modell mit oben montierter Rückleitung bedeutet der Schaum etwas anderes als bei einer Konstruktion mit Rückleitung unten. Ohne Service‑Diagramm weißt du nicht, ob dieses Muster normale Turbulenz oder eine Warnung darstellt.
Ölverdunkelung? Bei einer Maschine war eine leichte Bernsteinverfärbung nach 1.000 Stunden wegen höherer Betriebstemperatur zu erwarten. Bei einer anderen mit größerem Reservoir und Kühler bedeutete eine frühe Verdunkelung Überhitzung. Dasselbe Symptom. Unterschiedliche Bedeutung.
Moderne CNC‑Abkantpressen zeigen Wartungserinnerungen auf dem Bildschirm an. Filterstunden. Pumpenlaufzeit. Temperaturgrenzen. Das ist keine Dekoration. Das ist eingebettetes OEM‑Wissen, das zu dir spricht. Wenn dein generisches PDF “jährlich prüfen” sagt, aber die Steuerung bei 1.200 Stunden eine Alarmmeldung für den Differenzdruck des Druckfilters anzeigt, folgst du der Maschine.
Bevor du den Controller berührst, sieh dir das Metall und das Öl an. Höre der Pumpe beim Kaltstart zu. Beobachte verzögerten Druckaufbau. Prüfe, ob die Kolbenstangen der Zylinder unterschiedlich glänzen – eine stärker polierte als die andere kann auf eine ungleiche Last hinweisen.
Crash‑Warnung: Ignoriere steigende Öltemperaturen, nur weil der generische Wartungsplan sagt, du seist “noch nicht fällig”, und du wirst Dichtungen beschädigen. Sobald ein Zylinder intern zu überströmen beginnt, verschwindet die Winkelkonstanz, und du wirst nicht wissen, warum, bis die Teile Ausschuss sind.
Dokumentation legt die Basis fest. Deine Sinne bestätigen den Trend. Aber irgendwann reicht das Lesen der Zeichen nicht mehr – wenn Drift, Alarmmeldungen oder mechanische Korrekturen in Bereiche übergehen, die nur der Hersteller lösen kann.
Und dort hört das Handbuch auf, eine Anleitung zu sein, und wird zur Grenze.
Du willst eine klare Linie. Einen Punkt, an dem du aufhörst zu schrauben und zum Hörer greifst.
Hier ist sie: der Moment, in dem du von der Zustandsüberprüfung zur Verhaltensänderung übergehst.
Schmierung, Ausrichtungsprüfungen, Filterwechsel – das ist Zustandsmanagement. Du erhältst das, was das Werk konstruiert hat. Aber sobald du erwägst, die Vorspannung des Proportionalventils, die Servoverstärkung, Druckgrenzen oder verborgene Systemparameter zu verändern, überschreibst du, wie die Maschine unter Last denkt und reagiert. Das ist keine Wartung. Das ist Chirurgie.
Ich habe die teuersten Abstürze gesehen, die mit den Worten begannen: “Es ist nur eine kleine Parameteranpassung.”
Selbst mit dem genauen OEM‑Handbuch für deine Seriennummer gibt es Abschnitte, die dazu dienen, Grenzen zu definieren, nicht zum Experimentieren einzuladen. Einige Prozeduren setzen Werksmessgeräte, proprietäre Software‑Zugriffsebenen oder Kalibriergeräte voraus, die du nicht besitzt. Das Handbuch beschreibt die Reihenfolge. Es vermittelt dir nicht das Gespür eines erfahrenen Servicetechnikers, der weiß, wie sich genau dieser Rahmen im warmen Zustand verhält oder wie diese Ventilgeneration reagiert, wenn Korrosion in der Spulengehäusebohrung beginnt.
Der nicht offensichtliche Teil? Das richtige Handbuch macht dich nicht qualifiziert. Es zeigt dir, wo die Klippe ist.
Wo genau ist diese Kante?
Ein Proportionalventil dosiert den hydraulischen Durchfluss basierend auf dem Befehlssignal. In einer Abkantpresse bedeutet das, dass es steuert, wie sich der Druck aufbaut und zwischen den Zylindern ausgleicht. Änderst du seinen Bias oder Gain, veränderst du, wie die Kraft am Werkzeug ankommt.
Auf dem Papier kann die Einstellung wie eine saubere Lösung für Parallelitätsabweichung oder Druckungleichgewicht aussehen. Die Spezifikation könnte einen Zielwert für Spannung oder Strombereich bei einem bestimmten Druck auflisten. Sieht messbar aus. Sieht handhabbar aus.
Aber Proportionalventile fallen auf Arten aus, die sich als andere Probleme tarnen. Korrosion im Schieber. Schmutz, der teilweise eine Öffnung blockiert. Luft, die im Hydraulikkreis eingeschlossen ist und eine unsichtbare Kompressibilität erzeugt. Du kannst dem Handbuch genau folgen, die elektrischen Zielwerte erreichen, und trotzdem gibt es eine mechanische Einschränkung im Ventilgehäuse.
Also kompensieren Sie.
Du erhöhst die Einstellung, um den “Verzug” zu korrigieren. Der Druck steigt ungleichmäßig. Die langsame Seite holt auf — bis zur vollen Tonnage, wenn die blockierte Seite plötzlich frei wird und einen Spike verursacht.
Crash-Warnung: Proportionalventil-Kompensation auf Verdacht einstellen, und du kannst einen Zylinder unter Last vorschieben, den Stößel verdrehen und einen segmentierten Stempel über mehrere Stationen abschlagen. Sie brechen sauber ab wie billige Schrauben.
Hier ist die harte Grenze: Wenn die Einstellung bedeutet, dass du werkseitig festgelegte Parameter des Proportionalventils über dokumentierte Inspektionstoleranzen hinaus veränderst — stopp. Wenn die Reparatur erfordert, das Verhalten unter dynamischer Last statt unter statischer Messung zu interpretieren — stopp. Dann rufst du den Hersteller oder einen zertifizierten Hydrauliktechniker mit der richtigen Prüfausrüstung.
Denn die Frage lautet nicht “Kann ich diese Schraube drehen?”, sondern “Weiß ich, was sich sonst noch verändert hat, was ich nicht sehen kann?”
Und das führt direkt zu den Controller-Parametern.
Bevor du den Controller anfasst, dokumentierst du alles. Nicht die großen offensichtlichen Zahlen. Alles.
Y1/Y2-Gains. Druck-Sollwerte. Bombierungs-Offsets. Beschleunigungsrampen. Alle versteckten Service-Level-Parameter, auf die du Zugriff hast. Du erstellst einen Schnappschuss — Fotos, Exporte, handschriftliche Protokolle, wenn nötig.
Warum?
Denn Hardware verschleißt lautlos. Verstopfte Hydraulikkanäle können den effektiven Druck im Lauf der Zeit reduzieren. Luft im System kann einen Rückstoß erzeugen, der sich wie ein Überschwingen anfühlt. Ein Proportionalventil reagiert erst vollständig ab einem bestimmten Druckschwellenwert — das bedeutet, dass leichte Testbiegungen nicht einmal die Bedingung auslösen, die du verfolgst.
Wenn du Controller-Gains änderst, um die Bewegung zu “glätten”, ohne zu wissen, ob die Ursache elektrische Abstimmung oder hydraulische Einschränkung ist, baust du Korrektur auf Verfall.
Crash-Warnung: Servo-Gain anpassen, um ein klemmendes Ventil zu kaschieren, und die nächste Panikkorrektur bei voller Tonnage kann den unteren Totpunkt so stark überschreiten, dass sie ein hohes Werkzeug in das Stößelgehäuse treibt.
Basisdokumentation leistet eines Entscheidendes: Sie zeigt dir, ob sich die Maschine verändert hat — oder du es warst.
Aber hier ist die Linie, die die meisten Werkstätten verpassen — wenn die Wiederherstellung der Parameter auf dokumentierten OEM-Basiswert nicht zu stabilem, reproduzierbarem Verhalten führt, hast du es nicht mehr mit der Abstimmung zu tun. Du hast es mit einem Komponentenfehler oder einer strukturellen Verschiebung zu tun. Das ist kein PDF-Problem. Das ist ein Herstellerproblem.
Also wie verhinderst du, dass du diese Kante blind erreichst?
Die meisten Bediener behandeln das Handbuch wie einen Feuerlöscher. Scheibe einschlagen, wenn etwas heiß riecht.
Das ist verkehrt herum.
Ihr seriennummernspezifisches Handbuch sollte neben der Maschine als Arbeitsprotokoll liegen. Nicht nur Schmierintervalle, sondern aufgezeichnete Öltemperaturtrends. Druckmessungen bei bekannter Tonnage. Parallelitätsprüfungen in festgelegten Abständen. Notizen nach jeder nicht zusammenhängenden Reparatur — Pumpenaustausch, Dichtungswechsel, sogar beim Umsetzen der Maschine.
Denn hier ist, was Briefbeschwerer Ihnen nicht sagen: wie genau Ihr spezieller Rahmen sich unter dieser Belastung durchbiegt oder wie Ihr Bombiersystem kalibriert ist — aber Ihre eigenen historischen Daten werden es tun.
Hydraulische Systeme altern. Düsen verstopfen allmählich. Dichtungen härten aus. Ein heute aufgenommener Ausgangswert verhält sich in sechs Monaten möglicherweise nicht gleich unter identischen Einstellungen. Wenn Sie Trenddaten protokollieren, erkennen Sie Abweichungen früh. Wenn Sie es nicht tun, ist das erste Anzeichen Ausschuss oder ein Knall.
Und hier ist die nicht offensichtliche Schwelle: wenn Ihre protokollierten Trends Abweichungen außerhalb der Toleranz des Herstellers zeigen und die Wiederherstellung dokumentierter Spezifikationen die Kurve nicht stabilisiert, schließen Sie das PDF.
Nicht, weil Sie versagt haben.
Sondern weil Sie die Konstruktionsgrenze dessen erreicht haben, was die Instandhaltung im Hause sicher beeinflussen kann.
Das ist die eine Sache, die ich möchte, dass Sie mitnehmen: Das Handbuch ist eine Karte des vorgesehenen Verhaltens der Maschine, keine Lizenz, es neu zu definieren. In dem Moment, in dem Sie vom Erhalten der Werkseinstellung dazu übergehen, die Systemdynamik unter Last zu verändern, warten Sie nicht mehr — Sie entwickeln.
Und es sei denn, Sie haben das Flugzeug gebaut, schreiben Sie das Flughandbuch nicht mitten im Flug um.


















