

Uma prensa dobradeira de 10 pés, chapa de 3/8 polegada, novo operador. Ele carrega um programa que construiu a partir de um manual de “modelo semelhante” que encontrou online. Primeiro ciclo, os dedos do aparo traseiro não passam pela ferramenta em V. Partem-se limpos como parafusos baratos.
Ele jura que os números coincidiam.
Coincidiam. Só que não da máquina dele.
O manual que ele usou não estava errado. Era preciso — mas para um número de série diferente.
Prensas dobradeiras que partilham a marca e a cor da pintura podem ter cilindros diferentes, limites de curso diferentes, revisões de controlador diferentes. Uma pode ter uma altura aberta de 7 polegadas, outra de 8. Uma pode permitir retração de 0,5 polegada do aparo na aproximação, outra requer 1,2. No papel, essas diferenças parecem pequenas. No chão da fábrica, são medidas em ferramentas partidas e guias deformadas.
Usar um PDF genérico não é como faltar uma página. É como fazer manutenção num avião com o manual de voo errado porque o cockpit “parece estar certo”. Os limites são onde vive o perigo. Então, onde é que esse perigo aparece primeiro?
Vi um aparo traseiro de 6 eixos avançar diretamente contra uma ferramenta em V de 2 polegadas porque o parâmetro de distância de aproximação foi copiado de um manual “quase igual”. Esse modelo retraía automaticamente o aparo a 0,200 polegadas acima do ponto mudo. O nosso não. O nosso precisava de um comando de retração explícito na sequência.
Antes de tocar no controlador, confirma o envelope mecânico: altura aberta, luz, limites de deslocamento do aparo, comprimento dos dedos, altura da ferramenta. Não o que a internet diz. O que a tua máquina diz.
Aviso de Colisão: Uma única colisão do aparo traseiro pode torcer os trilhos lineares e desalinhá-los. Isso não é um erro de $300. São dias de inatividade e dezenas de milhares em peças enquanto a produção explica as entregas falhadas.
Se duas máquinas parecem idênticas a três metros de distância, o que mais estão os operadores a assumir que é intercambiável?
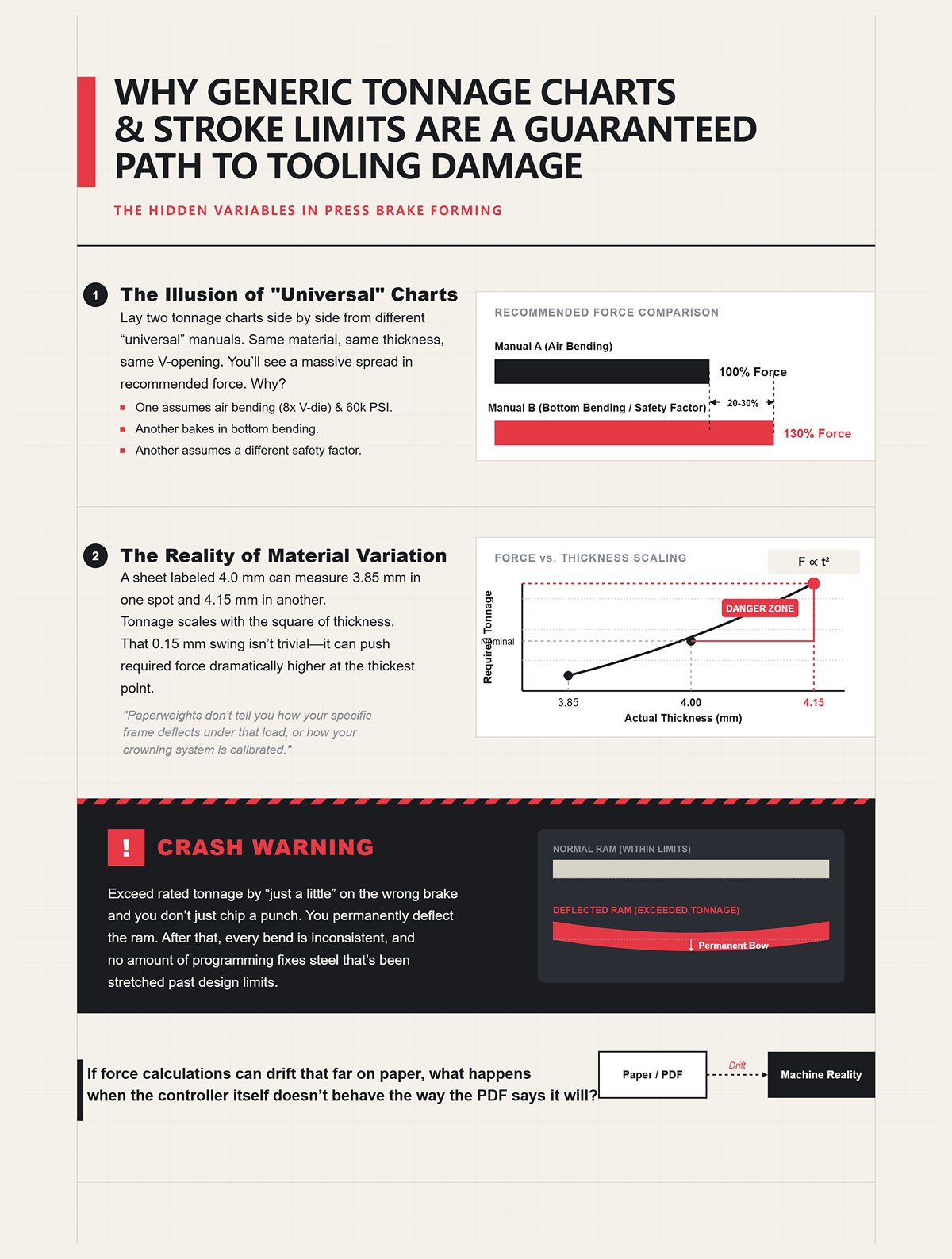
Coloca lado a lado duas tabelas de tonelagem de diferentes manuais “universais”. Mesmo material, mesma espessura, mesma abertura em V. Verás uma diferença de 20–30% na força recomendada. Porquê? Uma assume dobra por ar com a regra do V 8x e aço macio de 60.000 PSI. Outra presume dobra inferior. Outra usa um fator de segurança diferente.
Agora adiciona a realidade. Uma chapa rotulada como 4,0 mm pode medir 3,85 num ponto e 4,15 noutro. A tonelagem varia com o quadrado da espessura. Essa variação de 0,15 mm não é trivial — pode aumentar dramaticamente a força necessária no ponto mais espesso. A medida conservadora é medir vários pontos e usar o valor máximo. As tabelas genéricas dir-te-ão isso. Os papéis não te dizem como o teu quadro específico se deflete sob essa carga, ou como o teu sistema de compensação está calibrado.
Aviso de Colisão: Exceder a tonelagem nominal “só um pouco” na prensa errada não parte apenas o punção. Deforma permanentemente o martelo. Depois disso, cada dobra será inconsistente, e nenhum programa corrige o aço que foi esticado além dos limites de projeto.
Se os cálculos de força podem divergir tanto no papel, o que acontece quando o próprio controlador não se comporta como o PDF diz que deveria?
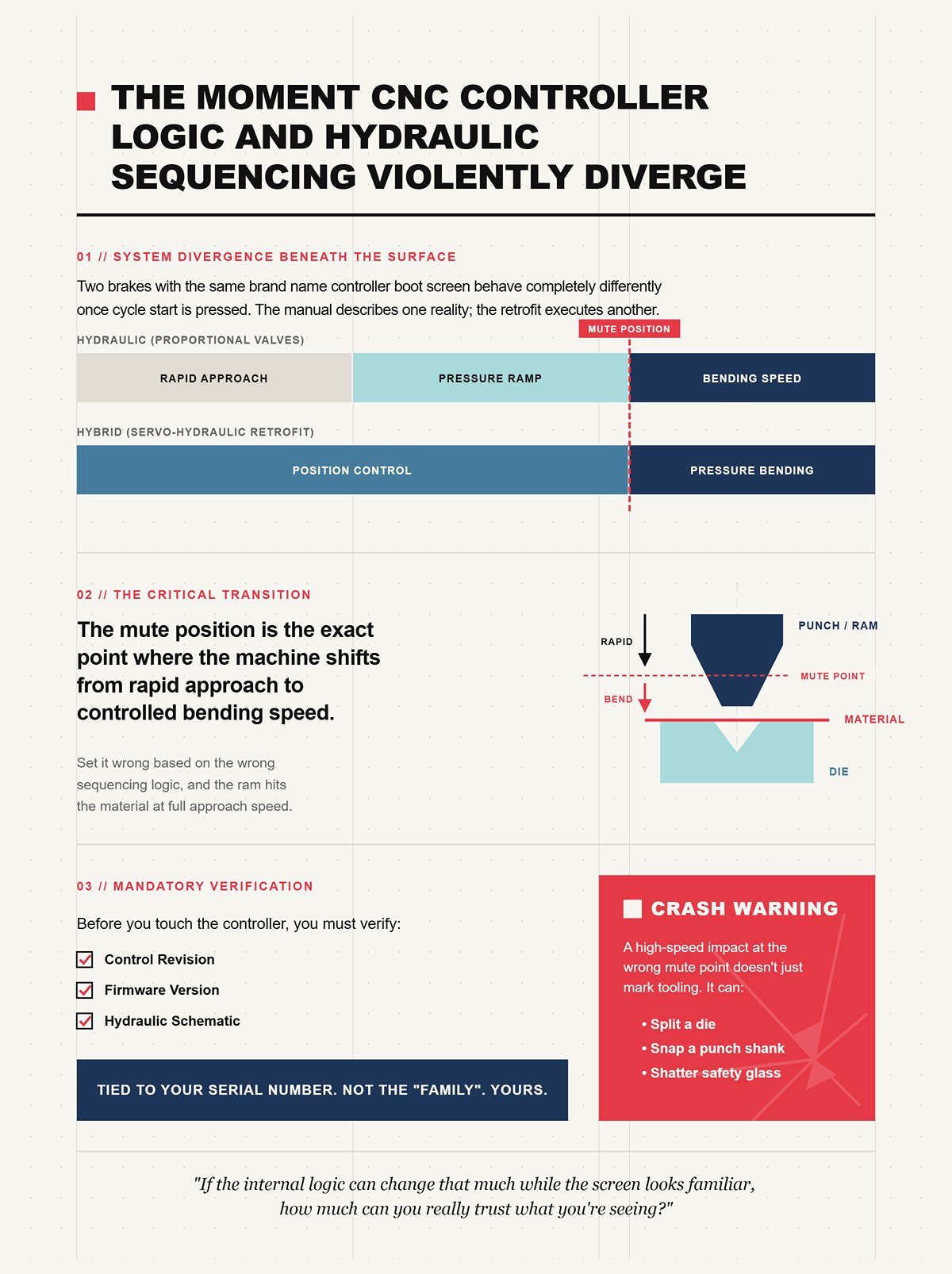
Vi duas prensas com o mesmo ecrã de inicialização de controlador de marca comportarem-se de forma completamente diferente assim que se pressionava início de ciclo. Uma era hidráulica com válvulas proporcionais. A outra era uma versão híbrida servo-hidráulica retrofitada. O manual genérico descrevia uma rampa de pressão durante a aproximação. A retrofit usava controlo de posição até ao ponto mudo, depois mudava para pressão.
Essa diferença importa quando se define a posição muda — o ponto onde a máquina passa da aproximação rápida para a velocidade de dobra. Definir errado com base na lógica de sequência errada, e o martelo atinge o material à velocidade total de aproximação.
Antes de tocar no controlador, verifique a revisão de controlo, o firmware e o esquema hidráulico ligados ao seu número de série. Não a “família” de máquinas. A sua.
Aviso de colisão: Um impacto a alta velocidade no ponto errado de silêncio não apenas marca a ferramenta. Pode rachar uma matriz ou partir o corpo de um punção. Já vi fragmentos atingirem o vidro de segurança com força suficiente para o estilhaçar.
Se a lógica interna pode mudar tanto enquanto o ecrã parece familiar, até que ponto pode confiar realmente no que está a ver?
Os operadores confiam no que reconhecem. As mesmas teclas suaves. A mesma árvore de menus. Os mesmos nomes de parâmetros.
Mas uma revisão pode definir o ponto morto inferior a partir do zero mecânico do codificador. Outra define-o a partir de um desvio de software após o homing. O ecrã continua a dizer “PMI”. O número continua a mudar quando faz movimentos. Por baixo, a matemática que decide onde a prensa pára é diferente.
É assim que acaba com um programa que funcionava de forma segura numa máquina a enterrar um punção numa matriz noutra — porque a referência zero mudou um milímetro e ninguém percebeu que a rotina de homing mudou entre revisões.
Um manual genérico de prensa dobradeira em PDF não parece perigoso. Parece útil. Esse é o problema. Dá apenas verdade suficiente para lhe dar confiança e apenas discrepância suficiente para o induzir em erro.
Quando a maioria dos operadores percebe isso, a colisão já aconteceu.
Quer saber como provar que o manual na sua mão pertence realmente à máquina à sua frente.
Comece pela placa de identificação aparafusada ao chassis. Não a brochura de vendas. Não o autocolante na moldura do controlador. A placa estampada no corpo da máquina que lista modelo, número de série, voltagem e ano. Esse número de série é a impressão digital da máquina; tudo o resto é semelhança de família.
Se o número de série no chassis não corresponder à documentação, está a adivinhar.
E adivinhar é como os sistemas de avanço traseiro são reconstruídos.
Antes de tocar no controlador, anote três coisas exatamente como a máquina as indica: designação completa do modelo, número de série e marca e versão do controlador a partir do ecrã de arranque. Depois contacte o fabricante ou distribuidor e peça documentação ligada a esse número de série — não “esse modelo”, não “essa série”, esse número. Se lhe enviarem um PDF, a primeira página deve referir o seu número de série ou pelo menos o intervalo de lote de produção. Se não o fizer, insista.
Aviso de colisão: Já vi uma oficina assumir que um manual de “mesmo modelo” cobria a sua máquina, não reparar numa diferença de 1 polegada na especificação de altura aberta e conduzir um conjunto de matriz alta diretamente contra a estrutura da prensa. Elas cortam limpo como parafusos baratos quando se ultrapassa o limite entre aço endurecido e ferro fundido.
Então, qual desses números dita realmente como configurar a máquina?
O número de modelo indica a classe da máquina.
O número de série indica a construção exata.
O tipo de controlador indica-lhe como ele “pensa”.
É nesse último ponto que a maioria das pessoas é apanhada de surpresa. Um travão NC pode controlar apenas o eixo X (backgauge) e uma única profundidade Y. Um travão CNC pode controlar Y1, Y2, X, R, Z1, Z2, além da compensação (crowning). Mesma pintura. Lógica de calibração completamente diferente. Um manual genérico de “travão de prensa NC” não explicará como sincronizar eixos duplos Y com codificadores lineares, porque as máquinas NC costumam usar barras de torção mecânicas para sincronização forçada. Arquitetura diferente, modos de falha diferentes, etapas de configuração diferentes.
E fica ainda mais restrito. Máquinas CNC com rácios de cilindro de 13:1 ou 15:1 descem mais rápido do que modelos antigos de 6:1 ou 8:1. Isso altera a velocidade de aproximação, o tempo de silenciamento (mute) e a margem de reação caso algo esteja errado. Essas especificações não são triviais. Elas determinam se a sua posição de silenciamento é conservadora ou catastrófica.
Antes de tocar no controlador, confirme: este sistema é hidráulico com paragem por porca ou hidráulico síncrono? A sincronização é mecânica ou controlada por válvula com feedback de codificador? Essas respostas determinam quais secções da documentação do fabricante (OEM) se aplicam ao seu caso.
Aviso de colisão: calibrar o paralelismo Y1/Y2 usando um procedimento de codificador CNC numa máquina com barra de torção não vai “ajustá-la”. Vai torcer a barra fora da especificação e andar meses a perseguir dobras com conicidade enquanto o desperdício se acumula.
Se o modelo e o controlador podem divergir tanto, o que acontece quando a máquina já nem está na sua configuração original?
É aqui que os “pesos de papel” merecem realmente o nome.
Uma máquina pode sair de fábrica como NC com sincronização mecânica e, dez anos depois, ser adaptada com um controlador CNC e válvulas proporcionais. O número de série no chassis não muda. A alma da máquina muda.
Agora, o seu “manual original do fabricante” explica batentes mecânicos e definição manual de profundidade com um transferidor, enquanto a máquina à sua frente espera homing eletrónico e zeragem de codificador. Ou o inverso — um controlo desatualizado num chassis projetado para feedback em circuito fechado. O PDF não é apenas incompleto. É ativamente enganador.
Antes de tocar no controlador, verifique fisicamente o que está instalado: procure codificadores lineares nos lados do martelo (ram), identifique o tipo de bloco de válvulas, veja se há uma barra de torção atravessando a parte traseira. Não presuma. Inspecione.
Aviso de colisão: vi uma oficina confiar na documentação CNC original de um travão que tinha sido parcialmente revertido para sincronização mecânica após uma avaria numa válvula. Tentaram calibrar eletronicamente o eixo Y num sistema que já não tinha feedback ativo. O resultado foi um martelo que tocou o fundo de forma desigual e rachou um conjunto de matrizes segmentadas no primeiro golpe a tonelagem total.
Ferro usado traz história. Tem de a ler no aço, não em PDFs.
Então, o que faz quando o fabricante não coopera e o distribuidor encolhe os ombros?
Eis como deixar de ser despachado.
Deixe de pedir “o manual”.”
Peça documentação associada ao seu número de série, incluindo: revisão do esquema hidráulico, revisão do esquema elétrico, lista de compatibilidade de firmware do controlador e folha de especificação mecânica com o rácio dos cilindros e altura aberta nominal. Documentos específicos com nomes específicos. Quando pede de forma precisa, mostra que sabe do que fala.
Se afirmarem que o manual genérico cobre o seu equipamento, peça confirmação por escrito de que o rácio dos cilindros, o método de sincronização e a configuração dos eixos para o seu número de série coincidem com o PDF. A maioria não arriscará essa declaração a menos que seja verdade.
Antes de tocar no controlador, tire fotografias da chapa de identificação, do ecrã de inicialização do controlador, do bloco de válvulas e dos lados do martelo, e anexe-as ao seu pedido. Está a eliminar margens de manobra. Está a dizer: esta é a máquina; enviem-me os documentos que descrevem esta máquina.
Aviso de Colisão: Operar uma prensa com firmware e tabelas de parâmetros incompatíveis porque “é quase igual” pode corromper os limites do eixo. Quando o medidor traseiro ultrapassa o curso e embate no fim dos seus carris, não vais discutir com o suporte técnico — vais calcular o preço de novos fusos de esferas.
Os pesos de papel não te dizem como o teu quadro específico deflecte sob essa carga, nem como o teu sistema de compensação está calibrado. A documentação exata do fabricante original diz — se a forçares a cair nas tuas mãos.
Quando a tiveres, o verdadeiro trabalho começa.
Porque um PDF correto parado e fechado no ambiente de trabalho é apenas mais um peso de papel, e a próxima questão é como traduzir essas especificações específicas por número de série numa sequência de configuração que mantenha o aço a dobrar em vez de a partir.
Agora tens o manual certo — o número de série corresponde à placa de identificação, o firmware do controlador corresponde ao ecrã de arranque, as hidráulicas correspondem ao que está aparafusado à estrutura.
Bom.
Agora deixas de o tratar como material de leitura e passas a tratá-lo como uma lista de verificação que se interpõe entre ti e um martelo empenado.
Já vi operadores descarregar o PDF correto do fabricante e depois configurar a máquina do mesmo modo que “sempre fazem”. O óleo parece bom. Os manómetros parecem bons. Fazer descer, ver o que acontece. É assim que transformas documentação precisa noutro peso de papel. Todo o objetivo de associar o manual ao teu número de série foi eliminar as suposições. Então, a questão passa a ser: como transformas essas especificações em verificação física antes de o aço tocar nas ferramentas?
Numa máquina de 175 toneladas que recebemos, a placa no reservatório indicava óleo hidráulico ISO 46. O manual genérico que a oficina anterior usava indicava ISO 32. “Suficientemente próximo”, pensaram. Não era.
O ISO 32 flui mais fino à temperatura de operação. Nessa máquina — relação de cilindro 15:1, aproximação rápida — as válvulas estavam afinadas para a curva de viscosidade do ISO 46. Com 32 no depósito, o êmbolo descia mais rápido na aproximação e passava o ponto de desaceleração. O tempo de silêncio (mute) não mudou. O óleo sim. É assim que se obtém um toque de matriz que nunca foi programado.
Antes de tocares no controlador, abre o teu manual específico por número de série e confirma três coisas em relação ao metal à tua frente:
Depois, coloca um manómetro calibrado na porta de teste e verifica se a configuração de descarga corresponde à folha de especificações. Não confies no ecrã do painel. “O que a tua máquina diz” no ecrã é software. A pressão de descarga é física.
Aviso de Colisão: Operar uma máquina configurada para 3.000 psi a 3.300 porque “dobra bem” e não verás os danos imediatamente. Vais esticar as hastes de tração e sobrecarregar vedantes até, numa manhã, o êmbolo descer de forma desigual e torcer um conjunto de matriz segmentado $6,000. Cortam-se limpos como parafusos baratos sob carga lateral.
A viscosidade do óleo afeta a resposta das válvulas. A resposta das válvulas afeta o controlo do êmbolo. O controlo do êmbolo determina se a profundidade programada é real ou teórica. Assim, uma vez verificadas as hidráulicas, o que impede o êmbolo de viajar mais do que o aço pode perdoar?
Medi uma vez uma máquina que mostrava posições Y1 e Y2 idênticas no controlador — exatamente iguais até três casas decimais. Na peça, tínhamos um desvio de 0,5 grau ao longo de oito pés. Os números batiam certo. O aço não.
Aqui está o motivo.
A documentação específica do seu número de série lista:
Antes de tocar no controlador, mova o êmbolo manualmente para baixo no modo de configuração e verifique fisicamente o ponto morto inferior em relação à referência mecânica descrita no seu manual. Numa máquina com barra de torção, isso pode significar confirmar o contacto do parafuso de paragem. Num sistema de circuito fechado, significa confirmar o zero do codificador após um ciclo de homing adequado — exatamente o que o seu controlador exige, não o que se lembra de outra marca.
Depois, mapeie o curso utilizável. Não apenas “desce 8 polegadas”. Confirme onde a altura das ferramentas mais a espessura do material posicionam a dobra em relação ao curso máximo e à abertura máxima. Se o seu manual indica 18 polegadas de altura aberta e instala uma pilha de matrizes alta que consome 17,5, não tem margem para deflexão ou mute incorretamente definido.
E não ignore a geometria. O paralelismo não é uma verificação num único ponto. Meça a distância do êmbolo à mesa ao centro e perto de ambas as extremidades numa posição de contacto leve. Se a sua documentação especifica uma tolerância — muitas indicam algo entre 0,05 e 0,10 mm em todo o comprimento — verifique-a antes da tonelagem de produção. Uma leitura do controlador de Y = 0,000 não significa nada se um dos lados estiver mecanicamente atrasado.
Aviso de colisão: Ajustar a profundidade do curso “aproximando-se” com uma matriz alta e sem referência confirmada de fundo pode fazer com que o primeiro golpe em plena tonelagem force o ombro do punção contra o raio da matriz. Não o vai lascar. Vai craterá-lo.
Assim, a profundidade Y é real. Os seus limites são conhecidos. O êmbolo para onde o manual indica que deve parar. Agora a peça ainda tem de assentar no mesmo lugar a cada ciclo, o que nos leva ao batente traseiro.
Uma oficina ligou-me acerca de um erro constante de aba de 2 mm. Mesmo programa. Mesmo material. Mesmo operador. Tinham colocado o batente traseiro a zero segundo o procedimento genérico de homing do controlador. O eixo X lia 0,000 na placa de referência.
O problema era mecânico, não digital.
Nessa máquina, cada dedo de paragem podia ser microajustado com um parafuso. Um dos dedos estava desalinhado 2 mm apesar de o carro estar a 90°. O controlador pôs o carro a zero, não os dedos. O manual associado a esse número de série descrevia a calibração individual dos dedos. O manual genérico do controlador não o fazia.
Antes de tocar no controlador, confirme se a sua máquina utiliza:
Cada arquitetura tem uma sequência de zeragem diferente. Em alguns sistemas, é necessário bloquear o circuito STOP do calibrador de posição traseiro antes de efetuar ajustes mecânicos traseiros. Noutros, a referenciação deve ocorrer com o êmbolo totalmente levantado para evitar colisão com ferramentas altas. A documentação específica do seu número de série explica isso, porque os interbloqueios variam consoante a construção.
E se estiver a utilizar um calibrador traseiro manual — ainda comum para pequenas séries — a configuração dos pinos do OEM é importante. Alguns foram concebidos para serem empurrados para a posição; outros são fixados de forma diferente. Retirar o tipo errado sob carga e a peça desloca-se a meio do ciclo. A máquina não “perdeu o zero”. Você interpretou mal o hardware.
Aviso de colisão: Confiar apenas no zero eletrónico numa máquina com dedos de paragem ajustáveis vai fazê-lo perseguir erros dimensionais até que alguém compense em excesso aprofundando a curva. É nessa altura que o punção encosta no ferro e se ouve o estalo.
O calibrador traseiro define a posição da peça. O êmbolo define o ângulo da curva. As ferramentas definem como a força é transferida entre eles. É aí que se escondem a maioria dos erros dispendiosos.
Já vi um punção europeu de 12 pés com menos de um milímetro sobressalente porque havia detritos sob a lingueta. Parecia assente. Não estava.
Sob carga, essa pequena folga fechou-se violentamente. O punção deslocou-se lateralmente e marcou todas as peças do lote.
O manual específico do seu número de série indicará o estilo de fixação:
Antes de tocar no controlador, limpe as superfícies de fixação e verifique o assento conforme o procedimento do OEM. Os sistemas europeus exigem o total engate da lingueta ao longo de todo o comprimento. Os sistemas americanos requerem um torque uniforme dos pernos para evitar levantamento localizado. Se for utilizada fixação hidráulica, confirme que a pressão corresponde à especificação — não apenas que a luz está verde.
A altura das ferramentas também é importante. A altura de abertura e o mapeamento de curso do Passo 2 só o protegem se o punção e matriz instalados corresponderem às alturas assumidas na sua ficha de configuração. Uma matriz 1 polegada mais alta do que a programada elimina efetivamente 1 polegada de folga. É assim que conjuntos de matrizes altas são empurrados para as caixas do êmbolo.
Aviso de colisão: Misture ferramentas americanas e europeias sem adaptadores adequados porque “cabe”, e vai carregar lateralmente a fixação. Com menos de 100 toneladas, esse encaixe errado não curva — ejecta.
Neste ponto, os hidráulicos estão verificados, os limites Y estão mapeados, o calibrador traseiro está mecanicamente honesto, e as ferramentas estão verdadeiramente assentes — não assumidas como tal.
Agora a máquina está pronta para curvar.
E a próxima questão não tem a ver com a configuração de hoje. Tem a ver com o que acontece após 10.000 ciclos, quando o desgaste, o calor e o desvio começam a empurrar esses mesmos números verificados para fora da especificação.
| Passo | Título | Verificações e Ações-Chave | Especificações Críticas a Verificar | Aviso de Colisão / Risco |
|---|---|---|---|---|
| Passo 1 | Verificação do tipo, nível e especificações de pressão do óleo hidráulico antes da partida | Confirmar o tipo de óleo de acordo com o manual específico para o número de série; verificar a capacidade do reservatório e a faixa do visor; verificar a pressão do sistema com um manómetro calibrado no ponto de teste | Precisão na classificação ISO do óleo (por exemplo, ISO 46 vs ISO 32); capacidade do reservatório e faixa adequada de nível; pressão máxima da válvula de alívio; pressão de trabalho de conformação | Viscosidade incorreta do óleo altera a resposta das válvulas e a velocidade do êmbolo, causando excesso de curso e danos na matriz; pressão excessiva (por exemplo, 3.300 psi vs 3.000 psi) pode alongar as hastes de amarração, sobrecarregar as juntas e causar queda desigual do êmbolo, levando à falha da ferramenta |
| Passo 2 | Mapeamento dos limites do eixo Y e definição da profundidade do curso | Verificar o ponto morto inferior em relação à referência mecânica; realizar o ciclo de homing adequado; medir o paralelismo entre o êmbolo e a cama em vários pontos; mapear o curso utilizável considerando a altura da ferramenta e a espessura do material | Altura máxima de abertura; curso máximo; referência de paragem mecânica ou zero do codificador; método de sincronização (barra de torção ou circuito fechado); tolerância de paralelismo (por exemplo, 0,05–0,10 mm) | Mapeamento incorreto do curso ou paralelismo pode fazer com que o ombro do punção bata no raio da matriz, causando crateras ou danos graves na ferramenta |
| Passo 3 | Referência e zeragem específicas do controlador para o batente traseiro | Identificar a arquitetura do batente traseiro (X, R, Z1/Z2 ou manual); verificar o alinhamento individual dos dedos de paragem; seguir a sequência de zeragem específica para o número de série; garantir ajustes mecânicos adequados antes do homing | Configuração de eixos; método de calibração dos dedos; requisitos do circuito STOP; requisitos de posição para homing (por exemplo, êmbolo totalmente levantado) | Dedos de paragem desalinhados ou zeragem incorreta causam erros dimensionais; a compensação excessiva aprofundando a dobra pode causar o toque total do punção e fissuras |
| Passo 4 | Procedimentos de assentamento de ferramentas (fixação europeia vs americana) | Limpar as superfícies de fixação; verificar o assentamento completo de acordo com o método do fabricante; confirmar a pressão de fixação ou o torque dos parafusos; garantir que a altura das ferramentas corresponde às suposições da configuração | Estilo de fixação (Europeu/Promecam, Americano, coroamento hidráulico/mecânico); pressão de fixação; torque dos parafusos; altura do punção e da matriz | Ferramentas mal assentadas ou incompatíveis podem deslocar-se sob carga, marcar peças, sobrecarregar lateralmente as fixações ou ejetar as ferramentas sob alta tonelagem |
Dez mil ciclos após o início de uma produção, as peças ainda parecem “razoáveis”. O ângulo está a variar meio grau. As abas variam um milímetro ao longo de uma chapa de três metros. O operador ajusta a profundidade mais 0,2 mm e continua.
É assim que a deriva se instala — não com um estrondo, mas com um empurrão.
Você verificou tudo no primeiro dia. Os limites em Y eram reais. O batente traseiro estava mecanicamente correto. As ferramentas estavam assentadas. Agora o calor afinou o óleo, as juntas desgastaram-se e a estrutura flexionou sob carga milhares de vezes. A base que estabeleceu só é tão boa quanto o seu plano para a proteger. E esse plano está na documentação associada ao seu número de série — não num PDF genérico que serve de peso para papéis.
Porque a manutenção não é feita para marcar caixas. É feita para evitar que a verdade calibrada se degrade silenciosamente em ficção dispendiosa.
Entrei numa oficina que operava uma prensa de 175 toneladas com óleo ISO 46 porque a tabela genérica dizia “tipicamente ISO VG 46”. A bomba gemia nas manhãs frias. A pressão atrasava na aproximação rápida. Estavam a mudar o óleo a cada 2.500 horas, religiosamente.
O problema é que essa configuração específica saiu da fábrica com especificação para ISO 32 devido a folgas mais apertadas nas válvulas e uma gama de temperaturas ambiente diferente. Óleo mais espesso no arranque a frio significa maior resistência de sucção na entrada da bomba. Maior resistência de sucção significa cavitação — microbolhas de vapor a colapsar contra superfícies metálicas. Rompem-se como parafusos baratos. Não se vê de imediato. Ouve-se como um ligeiro rosnar.
Agora junte “verificações hidráulicas padrão” de 500 horas. Em algumas máquinas, 500 horas está bem. Noutras, com reservatórios menores e ciclos de serviço mais intensos, a temperatura do óleo sobe mais rapidamente, a oxidação acelera e forma-se verniz nas válvulas servo. Um intervalo genérico assume carga média, ambiente médio, ciclo de trabalho médio. A sua bomba não vive na média.
Aviso de Colisão: Se utilizar a viscosidade errada para o seu bloco de válvulas específico e ignorar o intervalo de substituição de filtro mais curto do fabricante, não perderá apenas estabilidade de pressão — marcará o corpo da bomba. Isso é uma reparação de cinco dígitos e semanas de paragem porque alguém confiou em “tipicamente”.”
Portanto, quando o manual diz 2.000–3.000 horas, essa faixa não é permissão. É um limite. As suas notas de serviço específicas do número de série indicam onde dentro desse limite a sua máquina sobrevive.
E a hidráulica é apenas metade da história. E o metal que desliza sobre metal a cada ciclo?
Num dos modelos que operámos, havia oito pontos de lubrificação ao longo do sistema de guias do pistão — dois deles escondidos atrás de tampas removíveis junto ao montante esquerdo. Se os ignorar, o pistão desgasta-se de forma desigual desse lado. Demorou cerca de seis meses até alguém notar que os ângulos das flanges esquerdas estavam consistentemente errados em peças compridas.
O manual genérico dizia: “Lubrifique as guias do pistão semanalmente.” Útil. Onde, exatamente?
A documentação específica do modelo mostra o mapa real: parafusos de guia, carris lineares do batente traseiro, parafusos de compensação na bancada. Alguns designs têm barras mecânicas de compensação com parafusos de ajuste expostos que precisam de inspeção e lubrificação. Outros são hidráulicos e selados. Se lubrificar um sistema selado porque viu isso noutro manual, vai contaminá-lo. Se ignorar parafusos expostos porque o seu PDF não os menciona, eles corroem e bloqueiam.
Antes de tocar no controlador, deve saber onde o atrito foi projetado para existir e onde não foi. Isso não é universal. É algo engenheirado para cada estrutura.
Vi carris do batente traseiro serem limpos diariamente numa máquina porque o pó fino de aço inoxidável riscava os rolamentos lineares. Outro modelo tinha foles protetores e não exigia essa frequência. Mesma marca. Construção diferente.
Aviso de Colisão: Ignorar um ponto de lubrificação oculto numa máquina de bancada comprida e o pistão começa a desalinhar-se sob carga. Se continuar a compensar com a profundidade Y, um dia acabará por aplicar uma carga lateral num punção forte o suficiente para o lascar em três estações.
E isso leva-nos ao assassino silencioso da precisão — o desvio de paralelismo.
Uma prensa dobradeira recondicionada pode funcionar quase como nova — já vi variação de fugas hidráulicas de apenas alguns por cento quando devidamente reconstruída. O ferro mantém-se estável se for tratado com respeito.
Mas estabilidade não significa autocorreção.
Tive uma máquina a apresentar uma diferença consistente de 0,7 graus entre as extremidades esquerda e direita numa dobra de 3 metros. O operador continuava a ajustar a profundidade globalmente. Isso apenas deslocava o problema. O controlador dizia que tanto Y1 como Y2 estavam sincronizados. O que a sua máquina diz não é o mesmo que o que o aço faz.
O guia de calibração de fábrica para esse número de série especificava a verificação da distância entre o carro e a mesa em três posições, com um relógio comparador em contacto leve, tolerância de 0,05 mm ao longo do comprimento. Também detalhava a sequência de ajuste mecânico — qual lado corrigir primeiro para evitar acompanhar o erro ao longo do curso.
Um manual genérico de controlador dir-te-á como zerar encoders. Não te dirá o desvio mecânico incorporado nessa estrutura, nem o torque especificado para os parafusos de ajuste da guia após a correção. Pesos de papel não te dizem como a tua estrutura específica se deforma sob essa carga, nem como o teu sistema de compensação está calibrado.
Aviso de Colisão: Ignora a verificação de paralelismo mecânico e confia apenas na sincronização eletrónica, e acabarás por aprofundar um lado para corrigir o ângulo. Sob carga total, essa força desigual torce o carro. Torce-o vezes suficientes e já não estarás a recalibrar — estarás a substituir.
Então, o que acontece quando nem sequer tens o gráfico de manutenção correto à tua frente?
Certa vez vi um operador jovem ignorar uma ténue linha de espuma no visor de óleo hidráulico. “O nível do fluido está bom,” disse ele. O nível estava bom. A condição não.
A formação de espuma pode indicar entrada de ar — ligações de sucção soltas, vedações degradadas. Num modelo com linha de retorno montada no topo, essa espuma significa algo diferente de num modelo com retorno inferior. Sem o gráfico de manutenção, não sabes se esse padrão é turbulência normal ou um aviso.
Escurecimento do óleo? Numa máquina, uma ligeira mudança para âmbar era esperada às 1.000 horas devido a temperaturas de funcionamento mais altas. Noutra, com um reservatório maior e refrigerador, o escurecimento tão cedo significava sobreaquecimento. Mesmo sintoma. Implicações diferentes.
Prensas CNC modernas exibem lembretes de manutenção no controlo. Horas do filtro. Tempo de funcionamento da bomba. Limiares de temperatura. Isso não é decoração. É o conhecimento incorporado do fabricante a falar contigo. Se o teu PDF genérico diz “inspecionar anualmente” mas o controlo assinala um alarme de diferença de pressão no filtro a 1.200 horas, segues a máquina.
Antes de tocares no controlador, observa o metal e o óleo. Ouve a bomba a frio ao arrancar. Repara se há demora na formação de pressão. Verifica se as hastes dos cilindros apresentam brilho desigual — uma mais polida do que a outra pode indicar desequilíbrio de carga.
Aviso de Colisão: Ignora o aumento da temperatura do óleo porque o plano genérico diz que “ainda não é hora”, e vais destruir as vedações. Assim que um cilindro começar a permitir bypass interno, a consistência do ângulo desaparece e não perceberás o motivo até as peças irem para o lixo.
A documentação define a referência. Os teus sentidos confirmam a tendência. Mas há um ponto em que ler sinais já não basta — quando o desvio, alarmes ou correções mecânicas cruzam para um território que só o fabricante pode resolver.
E é aí que o manual deixa de ser orientação e passa a ser um limite.
Queres uma linha clara. Um ponto onde deixas de usar a chave de bocas e pegas no telefone.
Aqui está: o momento em que passas de verificar a condição para alterar o comportamento.
Lubrificação, verificações de alinhamento, trocas de filtro — isso é gestão de condição. Estás a preservar o que a fábrica projetou. Mas no momento em que consideras alterar o desvio da válvula proporcional, o ganho do servo, os limites de pressão ou parâmetros ocultos do sistema, estás a reescrever como a máquina pensa e reage sob carga. Isso não é manutenção. É cirurgia.
Vi as colisões mais caras começarem com: “É só um pequeno ajuste de parâmetro.”
Mesmo com o manual original exato para o teu número de série, há secções que existem para definir limites, não para convidar à experimentação. Alguns procedimentos pressupõem manómetros de fábrica, níveis de acesso a software proprietário ou bancadas de calibração que não tens. O manual diz-te a sequência. Não te dá a sensibilidade de um técnico de campo experiente que sabe como essa estrutura se comporta quando está quente, ou como aquela geração de válvulas emperra quando a corrosão começa no canal do carretel.
A parte não óbvia? O manual correto não te torna qualificado. Diz-te onde está o precipício.
Então, onde está exatamente esse limite?
Uma válvula proporcional mede o fluxo hidráulico com base no sinal de comando. Num prensa dobradeira, isso significa que regula como a pressão se acumula e se equilibra entre os cilindros. Muda-se o seu desvio ou ganho, e altera-se a forma como a força chega à ferramenta.
No papel, ajustá-la pode parecer uma solução arrumada para o desvio de paralelismo ou desequilíbrio de pressão. As especificações podem indicar uma faixa de tensão ou corrente-alvo a determinada pressão. Parece mensurável. Parece controlável.
Mas as válvulas proporcionais falham de maneiras que se disfarçam de outros problemas. Corrosão no carretel. Detritos a bloquear parcialmente um orifício. Ar preso no circuito hidráulico a criar uma compressibilidade invisível. Pode seguir o manual à risca, atingir os valores elétricos pretendidos e, ainda assim, ter uma restrição mecânica dentro do corpo da válvula.
Então compensa.
Ajusta a definição para “corrigir” o atraso. A pressão sobe de forma irregular. O lado lento apanha — até que, na tonagem total, o lado bloqueado se liberta subitamente e provoca um pico.
Aviso de Colisão: Se tentar compensar a válvula proporcional por adivinhação, pode fazer um cilindro avançar sob carga, torcer o martelo e lascar uma punção segmentada em várias estações. Elas partem limpas como parafusos baratos.
Eis o limite rígido: se o ajuste implicar alterar parâmetros da válvula proporcional definidos de fábrica para além das tolerâncias de inspeção documentadas — pare. Se a correção exigir interpretar o comportamento sob carga dinâmica em vez de medição estática — pare. É aí que deve contactar o fabricante ou um técnico hidráulico certificado com o equipamento de teste adequado.
Porque a questão não é “Posso girar este parafuso?” É “Sei o que mais mudou e que não consigo ver?”
E isso conduz diretamente aos parâmetros do controlador.
Antes de tocar no controlador, documente tudo. Não os números grandes e óbvios. Tudo.
Ganhos Y1/Y2. Pontos de definição de pressão. Compensações de curvatura. Rampas de aceleração. Quaisquer parâmetros ocultos de nível de serviço aos quais tenha acesso. Crie uma captura — fotos, exportações, registos manuscritos se for preciso.
Porquê?
Porque o hardware degrada-se silenciosamente. Passagens hidráulicas obstruídas podem reduzir a pressão efetiva ao longo do tempo. Ar no sistema pode criar um ressalto que parece excesso de curso. Uma válvula proporcional só reage completamente após atingir determinado limiar de pressão — o que significa que pequenas curvas de teste podem nem desencadear a condição que procura.
Se alterar os ganhos do controlador para “suavizar” o movimento sem saber se a causa está na afinação elétrica ou na restrição hidráulica, está a construir correção em cima de degradação.
Aviso de Colisão: Ajustar o ganho do servo para mascarar uma válvula presa pode fazer que a próxima correção de profundidade, em plena tonagem, ultrapasse o ponto morto inferior com força suficiente para empurrar uma matriz alta contra o corpo do martelo.
A documentação de base faz uma coisa crítica: indica se foi a máquina que mudou, ou você.
Mas aqui está o limite que a maioria das oficinas ignora — se restaurar os parâmetros para a base documentada pelo OEM não devolver à máquina comportamento estável e repetível, já não está a lidar com afinação. Está a lidar com falha de componente ou alteração estrutural. Isso não é um problema de PDF. É um problema de fabricante.
Então, como evitar chegar a esse limite às cegas?
A maioria dos operadores trata o manual como um extintor de incêndio. Partir o vidro quando algo cheira a queimado.
Isso é ao contrário.
O teu manual específico do número de série deve estar junto à máquina como um registo de trabalho. Não apenas os intervalos de lubrificação, mas também as tendências registadas da temperatura do óleo. Leituras de pressão a uma tonelagem conhecida. Verificações de paralelismo em intervalos definidos. Notas após qualquer reparação não relacionada — substituição de bomba, mudança de vedante, até mesmo movimentar a máquina.
Porque é isto que os pesos de papel não te dizem — como a tua estrutura específica se deforma sob essa carga, ou como o teu sistema de bombagem está calibrado — mas os teus próprios dados históricos dirão.
Os sistemas hidráulicos envelhecem. Os orifícios entopem gradualmente. As vedações endurecem. Uma linha de base tirada hoje pode não se comportar da mesma maneira dentro de seis meses com as mesmas configurações. Se registares dados de tendência, vês o desvio cedo. Se não, o primeiro sinal é sucata ou um estrondo.
E aqui está o limiar não óbvio: quando as tuas tendências registadas mostram desvio além da tolerância do fabricante original, e restaurar as especificações documentadas não estabiliza a curva, fechas o PDF.
Não porque tenhas falhado.
Porque atingiste o limite de conceção daquilo que a manutenção interna pode influenciar com segurança.
É isso que quero que leves contigo: o manual é um mapa do comportamento pretendido da máquina, não uma licença para o redefinir. No momento em que passas de preservar a intenção de fábrica para alterar a dinâmica do sistema sob carga, deixas de estar a fazer manutenção — estás a fazer engenharia.
E a menos que tenhas construído o avião, não reescreves o manual de voo em pleno ar.


















