

Rem rem 10 kaki, pelat 3/8 inci, operator baru. Ia memuat program yang ia buat dari manual “model serupa” yang ia temukan online. Siklus pertama, jari belakang pengukur tidak melewati V-die. Mereka terpotong bersih seperti baut murahan.
Dia bersumpah angka-angkanya cocok.
Memang cocok. Tapi bukan untuk mesinnya.
Manual yang dia gunakan tidak salah. Itu tepat—untuk nomor seri yang berbeda.
Press brake yang berbagi merek dan warna cat bisa memiliki silinder berbeda, batas stroke berbeda, revisi pengendali berbeda. Satu mungkin memiliki tinggi buka 7 inci, yang lain 8. Satu mungkin memungkinkan penarikan pengukur 0,5 inci saat pendekatan, yang lain membutuhkan 1,2. Di atas kertas, perbedaan itu tampak kecil. Di lantai produksi, perbedaan itu diukur dengan perkakas yang hancur dan rel pengukur yang bengkok.
Menggunakan PDF umum bukan seperti kehilangan satu halaman. Itu seperti melakukan perawatan pesawat dengan manual penerbangan yang salah karena kokpitnya “kelihatannya sama saja.” Batasan adalah tempat bahaya berada. Jadi di mana bahaya itu muncul pertama kali?
Saya melihat backgauge 6 sumbu bergerak langsung ke V-die 2 inci karena parameter jarak pendekatan disalin dari manual “hampir sama.” Model itu menarik pengukur secara otomatis pada 0,200 inci di atas titik mute. Mesin kami tidak. Mesin kami memerlukan perintah penarikan eksplisit dalam urutan.
Sebelum Anda menyentuh pengendali, pastikan batas mekanis: tinggi buka, jarak siang, batas perjalanan pengukur, panjang jari, tinggi die. Bukan yang dikatakan internet. Tapi yang dikatakan mesin Anda.
Peringatan Tabrakan: Satu kali tabrakan backgauge dapat menggeser rel linear dan membuat ballscrew tidak sejajar. Itu bukan kesalahan kecil $300. Itu berarti berhari-hari waktu henti dan biaya puluhan ribu dolar sementara produksi menjelaskan pengiriman yang terlewat.
Jika dua mesin terlihat identik dari jarak sepuluh kaki, apa lagi yang diasumsikan operator bisa dipertukarkan?
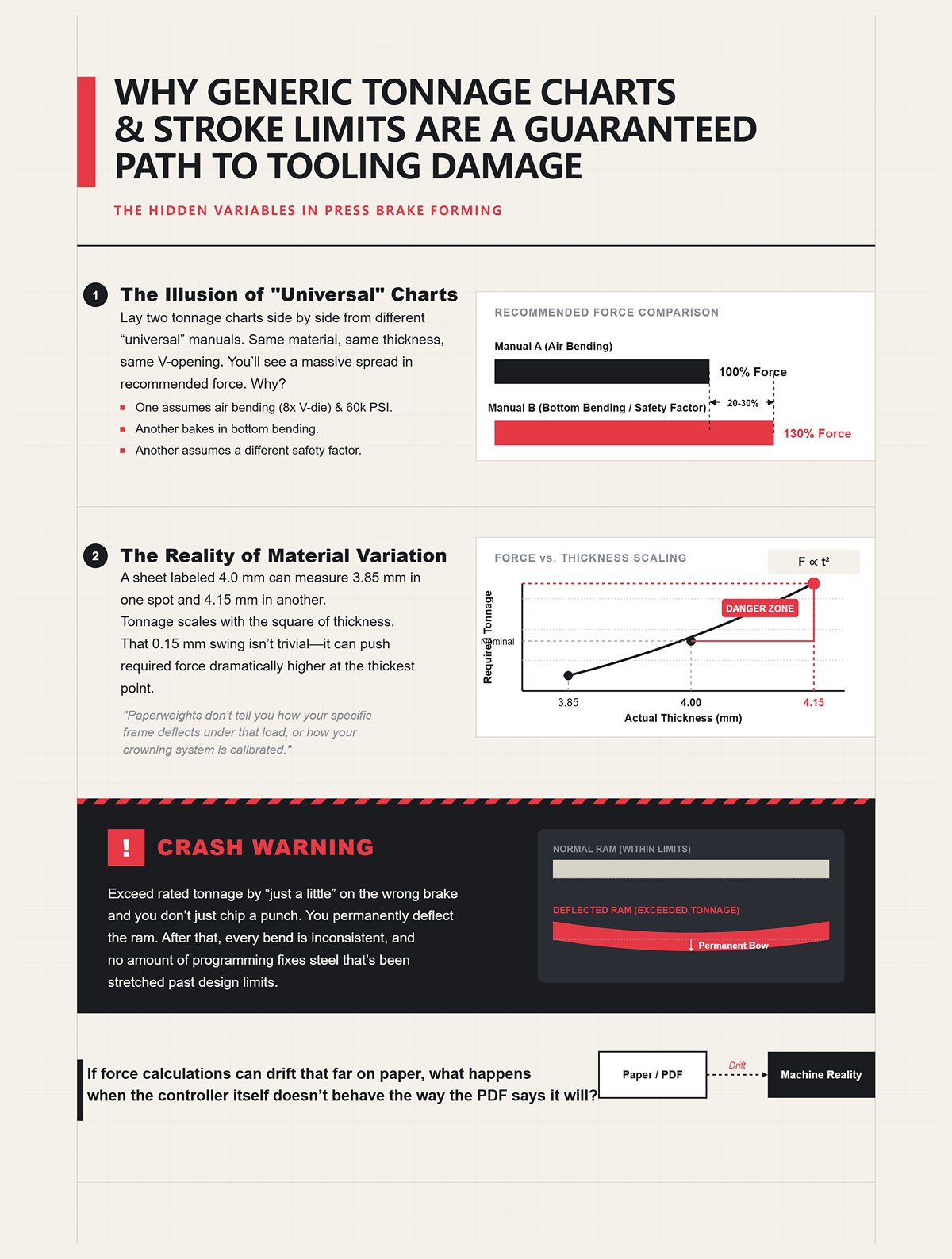
Letakkan dua grafik tonase berdampingan dari dua manual “universal” berbeda. Bahan sama, ketebalan sama, bukaan V sama. Anda akan melihat perbedaan 20–30% dalam gaya yang direkomendasikan. Mengapa? Satu mengasumsikan pembengkokan udara dengan aturan V-die 8x dan baja lunak 60.000 PSI. Yang lain memperhitungkan pembengkokan bawah. Yang satunya lagi mengasumsikan faktor keselamatan berbeda.
Sekarang tambahkan kenyataan. Lembaran yang dilabeli 4,0 mm dapat terukur 3,85 di satu titik dan 4,15 di titik lain. Tonase meningkat dengan kuadrat ketebalan. Perbedaan 0,15 mm itu tidak sepele—dapat mendorong gaya yang dibutuhkan jauh lebih tinggi di titik paling tebal. Langkah konservatif adalah mengukur di beberapa titik dan menggunakan nilai maksimum. Grafik umum akan memberi tahu itu. Benda kertas tidak memberi tahu seberapa jauh rangka spesifik Anda melentur di bawah beban itu, atau bagaimana sistem crowning Anda dikalibrasi.
Peringatan Tabrakan: Melebihi tonase yang ditentukan “sedikit saja” pada rem yang salah tidak hanya membuat punch tercongkel. Anda bisa melengkungkan ram secara permanen. Setelah itu, setiap tekukan tidak konsisten, dan tidak ada pemrograman yang dapat memperbaiki baja yang telah diregangkan melampaui batas desain.
Jika perhitungan gaya bisa meleset sejauh itu di atas kertas, apa yang terjadi ketika pengendali itu sendiri tidak berperilaku seperti yang dikatakan PDF?
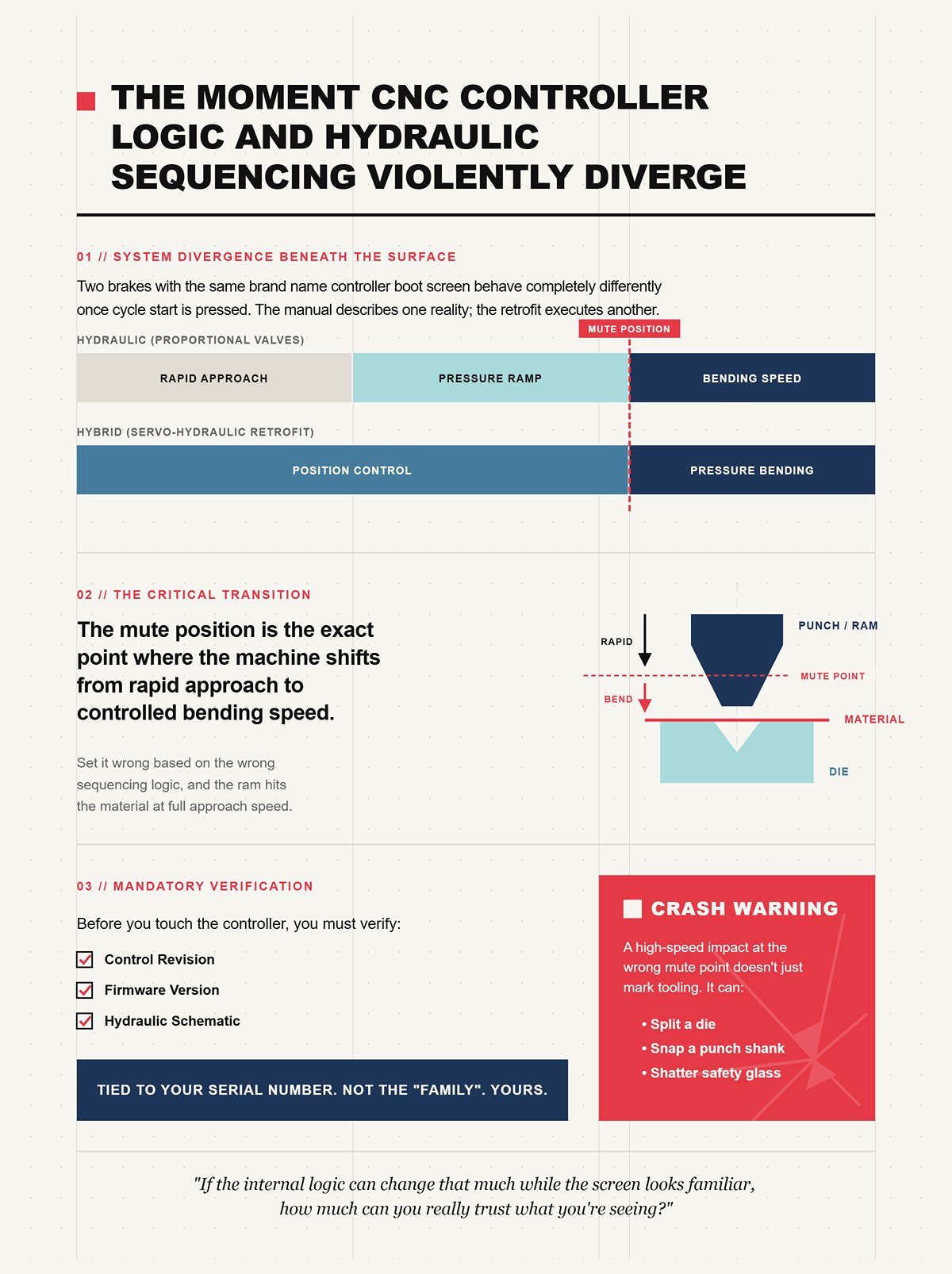
Saya pernah melihat dua rem dengan layar boot pengendali merek sama berperilaku sangat berbeda setelah tombol start ditekan. Satu hidrolik dengan katup proporsional. Yang lain retrofit servo-hidrolik hibrid. Manual umum menjelaskan adanya kenaikan tekanan selama pendekatan. Retrofit menggunakan kontrol posisi hingga titik mute, lalu beralih ke tekanan.
Perbedaan itu penting saat Anda mengatur posisi mute—titik di mana mesin beralih dari pendekatan cepat ke kecepatan tekuk. Jika diatur salah berdasarkan logika urutan yang keliru, ram menabrak material pada kecepatan pendekatan penuh.
Sebelum Anda menyentuh pengendali, Anda memverifikasi revisi kontrol, firmware, dan skema hidraulik yang terkait dengan nomor seri Anda. Bukan “keluarga” mesin. Milik Anda.
Peringatan Tabrakan: Tabrakan berkecepatan tinggi pada titik bisu yang salah tidak hanya meninggalkan bekas pada perkakas. Itu dapat membelah sebuah cetakan atau mematahkan batang pukulan. Saya pernah melihat pecahan menghantam kaca pelindung sampai membentuk retakan seperti jaring laba-laba.
Jika logika internal dapat berubah sedemikian rupa sementara layar terlihat familiar, seberapa besar Anda benar-benar bisa mempercayai apa yang Anda lihat?
Operator mempercayai apa yang mereka kenali. Tombol lembut yang sama. Pohon menu yang sama. Nama parameter yang sama.
Namun satu revisi mungkin mendefinisikan titik mati bawah dari nol mekanis enkoder. Yang lain mendefinisikannya dari offset perangkat lunak setelah melakukan homing. Layar tetap menampilkan “BDC.” Angkanya tetap berubah ketika Anda menggerakkan ram. Di bawahnya, perhitungan yang menentukan di mana ram berhenti berbeda.
Begitulah cara Anda berakhir dengan program yang berjalan aman di satu mesin namun menenggelamkan pukulan ke dalam cetakan di mesin lain—karena referensi nol bergeser satu milimeter dan tidak ada yang menyadari rutinitas homing telah berubah di antara revisi.
Manual PDF rem press yang generik tidak terasa berbahaya. Terasa membantu. Itulah masalahnya. Ia memberikan cukup banyak kebenaran untuk membuat Anda percaya diri dan cukup banyak ketidaksesuaian untuk membuat Anda salah.
Pada saat sebagian besar operator menyadarinya, tabrakan sudah terjadi.
Anda ingin tahu bagaimana cara membuktikan bahwa manual di tangan Anda benar-benar milik mesin di depan Anda.
Mulailah dengan pelat nama yang dibaut ke rangka. Bukan brosur penjualan. Bukan stiker di bezel pengendali. Pelat bertanda di badan mesin yang mencantumkan model, nomor seri, tegangan, dan tahun. Nomor seri itu adalah sidik jari mesin; semuanya yang lain hanya kemiripan keluarga.
Jika nomor seri di rangka tidak cocok dengan dokumentasi, Anda sedang menebak.
Dan menebak adalah bagaimana backgauge harus dibangun ulang.
Sebelum Anda menyentuh pengendali, tulis tiga hal persis seperti yang dinyatakan mesin: penunjukan model lengkap, nomor seri, dan merek serta versi pengendali dari layar boot. Kemudian hubungi pabrikan atau distributor dan minta dokumentasi yang terkait dengan nomor seri itu — bukan “model itu,” bukan “seri itu,” nomor itu. Jika mereka mengirim PDF, halaman pertama harus merujuk pada nomor seri Anda atau setidaknya rentang batch produksi Anda. Jika tidak, Anda harus menolak.
Peringatan Tabrakan: Saya pernah melihat bengkel mengira bahwa manual “model yang sama” mencakup mesin mereka, melewatkan selisih spesifikasi tinggi terbuka 1 inci, dan mendorong satu set cetakan tinggi langsung ke rumah ram. Mereka patah bersih seperti baut murah ketika Anda melewati batas antara baja keras dan besi cor.
Jadi, nomor mana di antara itu yang benar-benar menentukan bagaimana Anda menyiapkan mesin?
Nomor model memberi tahu Anda kelas mesin.
Nomor seri memberi tahu Anda rakitan yang tepat.
Jenis pengontrol memberi tahu Anda bagaimana cara berpikirnya.
Yang terakhir itu adalah hal yang paling sering membuat orang kecolongan. Rem NC mungkin hanya mengontrol X (backgauge) dan satu kedalaman Y tunggal. Rem CNC mungkin mengontrol Y1, Y2, X, R, Z1, Z2, plus crowning. Catnya sama. Logika kalibrasi sepenuhnya berbeda. Manual “NC press brake” generic tidak akan menjelaskan cara menyinkronkan sumbu Y ganda dengan linear encoder karena mesin NC sering menggunakan batang torsi mekanis untuk sinkronisasi paksa. Arsitektur berbeda, mode kegagalan berbeda, langkah pengaturan berbeda.
Dan ini semakin ketat. Mesin CNC dengan rasio silinder 13:1 atau 15:1 turun lebih cepat daripada desain lama 6:1 atau 8:1. Itu mengubah kecepatan pendekatan, waktu mute, dan berapa banyak waktu reaksi yang Anda miliki jika terjadi kesalahan. Spesifikasi tersebut bukan hal sepele. Mereka menentukan apakah posisi mute Anda konservatif atau katastrofik.
Sebelum Anda menyentuh pengontrol, konfirmasi: Apakah ini hidrolik nut-stop atau synchro hidrolik? Apakah sinkronisasi mekanis atau dikontrol oleh valve dengan umpan balik encoder? Jawaban-jawaban itu menentukan bagian mana dari dokumentasi OEM yang berlaku untuk Anda.
Peringatan Tabrakan: Mengkalibrasi kesetaraan Y1/Y2 menggunakan prosedur encoder CNC pada mesin batang torsi tidak akan membuat Anda “menyempurnakannya.” Anda akan memutar batang keluar dari spesifikasi dan mengejar bengkok taper selama berbulan-bulan sambil tumpukan scrap menumpuk.
Jika model dan pengontrol dapat berbeda sejauh itu, apa yang terjadi saat mesin bahkan tidak dalam konfigurasi aslinya?
Di sinilah pemberat kertas benar-benar mendapatkan julukannya.
Sebuah mesin bisa keluar dari pabrik sebagai NC dengan sinkronisasi mekanis, kemudian di-retrofit sepuluh tahun kemudian dengan pengontrol CNC dan valve proporsional. Nomor seri pada rangka tidak berubah. Jiwa mesin berubah.
Sekarang “manual OEM asli” Anda menjelaskan stop mekanis dan pengaturan kedalaman manual dengan busur derajat, sementara mesin di depan Anda mengharapkan homing elektronik dan zeroing encoder. Atau sebaliknya — kontrol diturunkan pada rangka yang dirancang untuk umpan balik closed-loop. PDF tidak hanya tidak lengkap. Ia secara aktif menyesatkan.
Sebelum Anda menyentuh pengontrol, secara fisik verifikasi apa yang terpasang: cari linear encoder di sisi ram, identifikasi tipe blok valve, periksa apakah ada batang torsi yang melintang di belakang. Jangan berasumsi. Periksa.
Peringatan Tabrakan: Saya pernah melihat sebuah bengkel mempercayai dokumentasi CNC asli pada sebuah brake yang telah sebagian dilucuti kembali ke sinkronisasi mekanis setelah kegagalan valve. Mereka mencoba kalibrasi sumbu Y elektronik pada sistem yang sudah tidak memiliki umpan balik aktif. Hasilnya adalah ram yang menyentuh bawah dengan tidak merata dan memecahkan satu set dies tersegmentasi pada pukulan penuh pertama.
Besi bekas membawa sejarah. Anda harus membacanya pada baja, bukan pada PDF.
Jadi apa yang Anda lakukan ketika pabrikan tidak mau bekerja sama dan distributor hanya mengangkat bahu?
Inilah cara Anda berhenti diabaikan.
Anda berhenti meminta “manual.”
Anda meminta dokumentasi yang terikat dengan nomor seri Anda termasuk: revisi skema hidrolik, revisi skema elektrik, daftar kompatibilitas firmware pengontrol, dan lembar spesifikasi mekanis yang mencantumkan rasio silinder dan tinggi buka yang terukur. Dokumen spesifik dengan nama spesifik. Saat Anda meminta secara tepat, itu memberi sinyal bahwa Anda tahu apa yang Anda bicarakan.
Jika mereka mengklaim bahwa manual generic mencakup unit Anda, minta mereka mengonfirmasi secara tertulis bahwa rasio silinder, metode sinkronisasi, dan konfigurasi sumbu untuk nomor seri Anda sesuai dengan PDF. Sebagian besar tidak akan mengambil risiko itu kecuali memang benar.
Sebelum Anda menyentuh pengontrol, ambil foto nameplate, layar boot pengontrol, blok valve, dan sisi ram, lalu lampirkan pada permintaan Anda. Anda menghilangkan ruang gerak mereka. Anda mengatakan: ini mesinnya; kirimkan saya dokumen yang menggambarkan mesin ini.
Peringatan Kecelakaan: Menjalankan rem dengan firmware dan tabel parameter yang tidak cocok karena “mirip” dapat merusak batas sumbu. Saat backgauge bergerak berlebihan dan menghantam ujung relnya, Anda tidak sedang berdebat dengan dukungan teknis — Anda sedang menghitung harga ballscrew baru.
Beban kertas tidak memberi tahu Anda bagaimana rangka spesifik Anda melentur di bawah beban tersebut, atau bagaimana sistem crowning Anda dikalibrasi. Dokumentasi OEM yang tepat — jika Anda memaksa mendapatkannya — yang memberikan informasi tersebut.
Setelah Anda memilikinya, pekerjaan yang sebenarnya dimulai.
Karena sebuah PDF yang benar namun tidak dibuka di desktop hanyalah beban kertas lain, dan pertanyaan selanjutnya adalah bagaimana menerjemahkan spesifikasi serial-spesifik tersebut ke dalam urutan pengaturan yang membuat baja tetap membengkok, bukan patah.
Sekarang Anda memiliki manual yang benar — nomor seri cocok dengan pelat nama, firmware kontrol cocok dengan layar boot, hidrolik cocok dengan yang terpasang pada rangka.
Bagus.
Sekarang Anda berhenti memperlakukannya seperti bahan bacaan dan mulai memperlakukannya seperti daftar periksa yang berdiri di antara Anda dan ram yang bengkok.
Saya telah menyaksikan operator mengunduh PDF OEM yang benar lalu mengatur mesin dengan cara yang “selalu mereka lakukan.” Oli terlihat baik. Pengukur terlihat baik. Gerakkan ke bawah, lihat apa yang terjadi. Begitulah cara Anda mengubah dokumentasi akurat menjadi beban kertas lain. Inti dari mengaitkan manual ke nomor seri Anda adalah menghilangkan tebakan. Jadi pertanyaannya adalah: bagaimana Anda mengubah spesifikasi tersebut menjadi verifikasi fisik sebelum baja bertemu dengan tooling?
Pada satu mesin 175-ton yang kami bawa, pelat di reservoir meminta oli hidrolik ISO 46. Manual generik yang digunakan bengkel sebelumnya mencantumkan ISO 32. Mereka pikir cukup mirip. Ternyata tidak.
ISO 32 mengalir lebih tipis pada suhu operasi. Pada mesin tersebut — rasio silinder 15:1, pendekatan cepat — katup disetel untuk kurva viskositas ISO 46. Dengan 32 di tangki, ram turun lebih cepat saat pendekatan dan melewati titik deselerasi. Waktu mute tidak berubah. Oli yang berubah. Begitulah cara Anda mendapat “ciuman” pada dies yang tidak pernah Anda program.
Sebelum Anda menyentuh pengontrol, buka manual khusus serial Anda dan konfirmasi tiga hal terhadap logam di depan Anda:
Kemudian pasang pengukur terkalibrasi pada port uji dan verifikasi pengaturan relief sesuai dengan lembar spesifikasi. Jangan percaya tampilan panel. “Apa yang dikatakan mesin Anda” di layar adalah perangkat lunak. Tekanan relief adalah fisika.
Peringatan Kecelakaan: Jalankan mesin yang disetel untuk 3.000 psi pada 3.300 karena “membengkok dengan baik,” dan Anda tidak akan melihat kerusakan segera. Anda akan meregangkan tie rod dan memberi beban berlebihan pada seal sampai suatu pagi ram turun tidak merata dan memutar set dies tersegmentasi $6,000. Mereka patah bersih seperti baut murah saat diberi beban samping.
Viskositas oli memengaruhi respons katup. Respons katup memengaruhi kontrol ram. Kontrol ram menentukan apakah kedalaman yang Anda programkan nyata atau teoritis. Jadi setelah hidrolik diverifikasi, apa yang menjaga ram dari bergerak lebih jauh daripada yang bisa dimaafkan oleh baja?
Saya pernah mengukur mesin yang menunjukkan posisi Y1 dan Y2 identik pada pengontrol — sama persis hingga tiga angka desimal. Pada benda kerja, kami memiliki taper 0,5 derajat sepanjang delapan kaki. Angkanya cocok. Baja tidak.
Inilah alasannya.
Dokumentasi khusus seri Anda mencantumkan:
Sebelum Anda menyentuh pengendali, gerakkan ram turun dalam mode pengaturan dan verifikasi secara fisik titik mati bawah terhadap referensi mekanis yang dijelaskan dalam manual Anda. Pada mesin dengan batang torsi, itu bisa berarti memastikan kontak baut penghenti. Pada sistem loop tertutup, itu berarti memastikan encoder berada di nol setelah siklus homing yang tepat — tepat seperti yang diharuskan oleh pengendali Anda, bukan yang Anda ingat dari merek lain.
Kemudian Anda memetakan langkah yang dapat digunakan. Bukan hanya “turun 8 inci.” Anda memastikan di mana tinggi perkakas ditambah ketebalan material menempatkan tekukan relatif terhadap langkah maksimum dan ruang terbuka (daylight). Jika manual Anda mencantumkan ketinggian terbuka 18 inci dan Anda memasang tumpukan cetakan tinggi yang memakan 17,5 inci, Anda tidak memiliki toleransi untuk defleksi atau kesalahan pengaturan mute.
Dan jangan abaikan geometri. Kesejajaran paralel bukan pemeriksaan titik tunggal. Ukur jarak ram ke meja di tengah dan di dekat kedua ujung pada posisi kontak ringan. Jika dokumentasi Anda menentukan toleransi — banyak yang berada di kisaran 0,05–0,10 mm di sepanjang panjangnya — Anda memverifikasinya sebelum tonase produksi. Pembacaan pengendali Y = 0,000 tidak berarti apa pun jika satu sisi tertinggal secara mekanis.
Peringatan Tabrakan: Mengatur kedalaman langkah dengan “mendekatinya” menggunakan cetakan tinggi tanpa referensi bawah yang terkonfirmasi, dan pukulan pertama dengan tonase penuh dapat mendorong bahu punch ke radius cetakan. Anda tidak akan meretaknya. Anda akan mengkraterkannya.
Jadi kedalaman Y Anda nyata. Batas-batas Anda diketahui. Ram berhenti di tempat yang disebutkan dalam manual. Sekarang bagian tersebut masih harus jatuh di tempat yang sama setiap siklus, yang membawa kita ke backgauge.
Sebuah bengkel menelepon saya tentang kesalahan flensa konsisten 2 mm. Program sama. Material sama. Operator sama. Mereka telah men-nol-kan backgauge sesuai rutinitas homing umum dari pengendali. Sumbu X menunjukkan 0,000 di pelat referensi.
Masalahnya adalah mekanis, bukan digital.
Pada mesin itu, setiap jari penghenti dapat disesuaikan mikro dengan sekrup. Satu jari meleset 2 mm dari penyelarasan meskipun kereta sejajar. Pengendali men-nol-kan kereta, bukan jari-jarinya. Manual yang terkait dengan nomor seri tersebut menjelaskan kalibrasi jari individual. Buku pengendali umum tidak melakukannya.
Sebelum Anda menyentuh pengendali, konfirmasikan apakah mesin Anda menggunakan:
Setiap arsitektur memiliki urutan penetralan yang berbeda. Pada beberapa sistem, Anda harus mengunci sirkuit STOP backgauge sebelum melakukan penyesuaian mekanis belakang. Pada sistem lain, proses homing harus dilakukan dengan ram sepenuhnya naik untuk menghindari benturan dengan perkakas tinggi. Dokumentasi khusus seri Anda menjelaskan hal tersebut karena interlock berbeda sesuai tipe produksi.
Dan jika Anda menggunakan backgauge manual — masih umum untuk batch kecil — konfigurasi pin OEM sangat berpengaruh. Beberapa dirancang untuk didorong ke posisi; lainnya ditahan dengan cara berbeda. Tarik jenis yang salah saat beban dan komponen bergeser di tengah siklus. Mesin tidak “kehilangan nol.” Anda salah memahami perangkat kerasnya.
Peringatan Tabrakan: Mempercayai nol elektronik saja pada mesin dengan jari stop yang dapat disesuaikan akan membuat Anda mengejar kesalahan dimensi sampai seseorang mengimbangi berlebihan dengan memperdalam tekukan. Saat itulah punch menyentuh dasar die dan Anda mendengar suara retakan.
Backgauge menentukan lokasi komponen. Ram menentukan sudut tekukan. Perkakas menentukan bagaimana gaya berpindah di antara keduanya. Di situlah sebagian besar kesalahan mahal tersembunyi.
Saya pernah melihat punch gaya Eropa sepanjang 12 kaki yang tampak terpasang sempurna namun sebenarnya menonjol kurang dari satu milimeter karena ada kotoran di bawah tang. Terlihat terpasang. Ternyata tidak.
Saat beban bekerja, celah kecil itu menutup secara tiba-tiba. Punch bergeser ke samping dan meninggalkan bekas pada setiap komponen di batch.
Manual khusus seri Anda akan menyebutkan gaya penjepitan:
Sebelum Anda menyentuh kontroler, bersihkan permukaan penjepitan dan pastikan pemasangan sesuai prosedur OEM. Sistem Eropa memerlukan keterlibatan penuh tang sepanjang panjangnya. Sistem Amerika menuntut torsi baut yang merata untuk mencegah pengangkatan lokal. Jika menggunakan penjepitan hidrolik, pastikan tekanan penjepitan sesuai spesifikasi — bukan hanya memastikan lampu hijau menyala.
Tinggi perkakas juga penting. Tinggi terbuka dan pemetaan langkah dari Langkah 2 hanya melindungi Anda jika punch dan die yang terpasang sesuai dengan tinggi yang diasumsikan di lembar pengaturan. Die yang lebih tinggi 1 inci dari yang diprogram secara efektif menghapus 1 inci ruang siang. Begitulah set die tinggi bisa masuk ke rumah ram.
Peringatan Tabrakan: Mencampur perkakas Amerika dan Eropa tanpa adaptor yang tepat karena “cocok” akan membuat penjepit terbebani ke samping. Di bawah 100 ton, ketidakcocokan itu tidak membengkok — melainkan terlempar.
Pada titik ini, sistem hidrolik telah diverifikasi, batas Y telah dipetakan, backgauge secara mekanis tepat, dan perkakas benar-benar terpasang — bukan diasumsikan.
Sekarang mesin siap untuk menekuk.
Dan pertanyaan berikutnya bukanlah tentang pengaturan hari ini. Ini tentang apa yang terjadi setelah 10.000 siklus, ketika keausan, panas, dan pergeseran mulai mendorong angka-angka yang telah diverifikasi tadi keluar dari spesifikasi.
| Langkah | Judul | Pemeriksaan & Tindakan Utama | Spesifikasi Kritis untuk Diverifikasi | Peringatan Tabrakan / Risiko |
|---|---|---|---|---|
| Langkah 1 | Memeriksa jenis, level, dan spesifikasi tekanan oli hidrolik sebelum memulai | Konfirmasikan jenis oli sesuai manual spesifik nomor seri; periksa kapasitas tangki dan rentang kaca pengintai; verifikasi tekanan sistem menggunakan pengukur terkalibrasi pada port uji | Tingkat oli ISO yang tepat (misalnya, ISO 46 vs ISO 32); kapasitas tangki dan rentang level yang sesuai; tekanan pelepas maksimum; tekanan pembentukan kerja | Viskositas oli yang salah mengubah respons katup dan kecepatan ram, menyebabkan kelebihan gerak dan kerusakan cetakan; tekanan berlebih (misalnya, 3.300 psi vs 3.000 psi) dapat meregangkan batang pengikat, memberi tekanan berlebih pada segel, dan menyebabkan penurunan ram tidak merata yang mengakibatkan kegagalan perkakas |
| Langkah 2 | Pemetaan batas sumbu-Y dan penyetelan kedalaman langkah | Verifikasi titik mati bawah terhadap referensi mekanis; lakukan siklus homing yang benar; ukur kesejajaran ram terhadap meja di beberapa titik; petakan langkah yang dapat digunakan dengan mempertimbangkan tinggi perkakas dan ketebalan material | Tinggi buka maksimum; langkah maksimum; penghentian mekanis atau referensi nol encoder; metode sinkronisasi (batang torsi atau loop tertutup); toleransi kesejajaran (misalnya, 0,05–0,10 mm) | Pemetaan langkah atau kesejajaran yang salah dapat menyebabkan bahu punch mengenai radius die, menimbulkan lubang atau kerusakan alat berat |
| Langkah 3 | Referensi backgauge khusus pengendali dan penentuan nol | Identifikasi arsitektur backgauge (X, R, Z1/Z2, atau manual); verifikasi penyelarasan jari penghenti individu; ikuti urutan penentuan nol sesuai nomor seri; pastikan penyesuaian mekanis yang tepat sebelum homing | Konfigurasi sumbu; metode kalibrasi jari; persyaratan rangkaian STOP; persyaratan posisi homing (misalnya, ram sepenuhnya naik) | Jari penghenti yang tidak sejajar atau penentuan nol yang tidak tepat menyebabkan kesalahan dimensi; kompensasi berlebih dengan memperdalam tekukan dapat menyebabkan punch menyentuh dasar dan retak |
| Langkah 4 | Prosedur pemasangan alat (penjepitan Eropa vs. Amerika) | Bersihkan permukaan penjepitan; verifikasi pemasangan penuh sesuai metode OEM; konfirmasikan tekanan penjepit atau torsi baut; pastikan tinggi alat sesuai dengan asumsi pengaturan | Gaya penjepitan (Eropa/Promecam, Amerika, penyesuaian hidrolik/mekanis); tekanan penjepitan; torsi baut; tinggi punch dan die | Alat yang tidak terpasang dengan benar atau tidak cocok dapat bergeser di bawah beban, meninggalkan bekas pada bagian, memberi beban samping pada penjepit, atau mengeluarkan alat di bawah tonase tinggi |
Sepuluh ribu siklus dalam proses produksi, bagian masih terlihat “cukup baik.” Sudut bergeser setengah derajat. Flensa bervariasi satu milimeter di sepanjang lembaran 10 kaki. Operator menyesuaikan kedalaman lagi 0,2 mm dan terus bekerja.
Begitulah cara pergeseran terjadi — bukan dengan ledakan, tetapi dengan dorongan kecil.
Anda telah memverifikasi semuanya pada hari pertama. Batas Y sudah benar. Backgauge jujur secara mekanis. Alat sudah terpasang. Sekarang panas telah mengencerkan oli, segel sudah aus, dan rangka telah melengkung di bawah beban ribuan kali. Basis yang Anda tetapkan hanya sebaik rencana Anda untuk melindunginya. Dan rencana itu ada dalam dokumentasi yang terikat pada nomor seri Anda — bukan dalam PDF umum yang hanya menjadi pemberat kertas.
Karena perawatan bukan tentang mencentang kotak. Ini tentang mencegah kebenaran yang telah dikalibrasi dari diam-diam membusuk menjadi fiksi yang mahal.
Saya masuk ke sebuah bengkel yang menjalankan rem 175 ton dengan oli ISO 46 karena grafik umum mengatakan “biasanya ISO VG 46.” Pompa berbunyi melengking pada pagi yang dingin. Tekanan tertinggal saat pendekatan cepat. Mereka mengganti oli setiap 2.500 jam tepat waktu.
Masalahnya, bangunan spesifik itu keluar dari pabrik dengan spesifikasi ISO 32 karena celah katup yang lebih rapat dan rentang suhu lingkungan yang berbeda. Oli yang lebih kental saat start dingin berarti resistansi hisap di saluran masuk pompa lebih tinggi. Resistansi hisap yang lebih tinggi berarti kavitasi — gelembung uap mikroskopis yang runtuh menghantam permukaan logam. Mereka terkelupas bersih seperti baut murah. Anda tidak langsung melihatnya. Anda mendengarnya sebagai geraman samar.
Sekarang tambahkan pemeriksaan hidrolik “standar” 500 jam. Pada beberapa mesin, 500 jam baik-baik saja. Pada yang lain dengan reservoir lebih kecil dan siklus kerja lebih tinggi, suhu oli melonjak lebih cepat, oksidasi meningkat, dan varnish terbentuk pada katup servo. Interval umum mengasumsikan beban rata-rata, lingkungan rata-rata, siklus kerja rata-rata. Pompa Anda tidak hidup dalam rata-rata.
Peringatan Kecelakaan: Jalankan viskositas yang salah untuk blok katup spesifik Anda dan abaikan interval filter yang lebih pendek dari OEM, dan Anda tidak hanya kehilangan kestabilan tekanan — Anda akan menggores rumah pompa. Itu adalah perbaikan bernilai puluhan ribu dan berminggu-minggu waktu henti karena seseorang mempercayai “biasanya.”
Jadi ketika manual mengatakan 2.000–3.000 jam, rentang itu bukan izin. Itu adalah batas. Catatan servis spesifik nomor seri Anda memberi tahu Anda di mana di dalam batas itu mesin Anda bertahan.
Dan hidrolik hanyalah setengah cerita. Bagaimana dengan logam yang bergesekan dengan logam setiap siklus?
Pada satu model yang kami jalankan, ada delapan titik grease di sepanjang sistem gib ram — dua di antaranya tersembunyi di belakang penutup yang dapat dilepas dekat tiang kiri. Melewatkan titik-titik tersebut, ram akan aus tidak merata di sisi itu. Butuh sekitar enam bulan sebelum seseorang menyadari sudut flange kiri selalu meleset pada bagian panjang.
Manual umum mengatakan, “Lumasi pemandu ram setiap minggu.” Membantu. Di mana, tepatnya?
Dokumentasi spesifik model menunjukkan peta sebenarnya: sekrup gib, rel linier backgauge, sekrup crowning di tempat tidur. Beberapa desain memiliki batang crowning mekanis dengan sekrup penyetelan terbuka yang membutuhkan inspeksi dan pelumasan. Lainnya hidrolik dan tertutup. Jika Anda memberi grease pada sistem tertutup karena melihatnya di manual lain, Anda mencemarinya. Jika Anda melewatkan sekrup yang terbuka karena PDF Anda tidak menyebutnya, mereka akan berkarat dan macet.
Sebelum Anda menyentuh pengontrol, Anda harus tahu di mana gesekan dirancang untuk ada dan di mana tidak. Itu bukan universal. Itu dirancang secara khusus per rangka.
Saya pernah melihat rel backgauge dilap setiap hari pada satu mesin karena debu stainless halus akan menggores bantalan linier. Model lain memiliki bellows pelindung dan tidak memerlukan frekuensi itu. Merek yang sama. Bangunan berbeda.
Peringatan Kecelakaan: Abaikan titik pelumasan tersembunyi pada mesin long-bed dan ram mulai melacak keluar dari paralel di bawah beban. Terus mengimbangi dengan Y-depth, dan suatu hari Anda akan membebani samping punch cukup keras untuk membuatnya terkelupas di tiga stasiun.
Dan itu membawa kita pada pembunuh diam-diam akurasi — drift paralelisme.
Press brake yang telah direkondisi dapat bekerja hampir seperti baru — saya pernah melihat variasi kebocoran hidrolik di bawah beberapa persen ketika direkondisi dengan benar. Besi stabil jika Anda menghormatinya.
Namun stabilitas tidak berarti memperbaiki sendiri.
Saya memiliki mesin yang menunjukkan perbedaan konsisten 0,7 derajat antara ujung kiri dan kanan pada pembengkokan 3 meter. Operator terus menyesuaikan kedalaman secara global. Itu hanya memindahkan masalah. Pengontrol mengatakan baik Y1 maupun Y2 sinkron. Apa yang dikatakan mesin Anda tidak sama dengan apa yang dilakukan baja.
Panduan kalibrasi pabrik untuk nomor seri tersebut menetapkan pemeriksaan jarak antara ram dan bed di tiga posisi dengan indikator dial pada kontak ringan, toleransi 0,05 mm sepanjang panjangnya. Panduan itu juga merinci urutan penyesuaian mekanis — sisi mana yang harus dikoreksi terlebih dahulu agar tidak mengejar kesalahan di sepanjang stroke.
Manual pengendali umum akan memberi tahu cara men-‘zero’ encoder. Ia tidak akan memberi tahu tentang bias mekanis yang tertanam di rangka itu, atau spesifikasi torsi untuk baut penyesuaian gib setelah koreksi. Penahan kertas tidak akan memberi tahu bagaimana rangkamu secara spesifik melengkung di bawah beban itu, atau bagaimana sistem crowning-mu dikalibrasi.
Peringatan Tabrakan: Lewati pemeriksaan kesejajaran mekanis dan hanya mengandalkan sinkronisasi elektronik, dan kamu akan memperdalam satu sisi untuk memperbaiki sudut. Di bawah tonase penuh, beban tidak merata itu memutar ram. Putar cukup sering dan kamu tidak sedang melakukan kalibrasi ulang — kamu sedang mengganti.
Jadi apa yang terjadi ketika kamu bahkan tidak memiliki bagan layanan yang benar di depanmu?
Aku pernah melihat seorang operator muda mengabaikan garis busa samar di kaca pandang hidraulik. “Level fluida baik-baik saja,” katanya. Level memang baik. Kondisi tidak.
Pembusaan bisa berarti udara masuk — sambungan isap longgar, segel rusak. Pada model dengan saluran balik di bagian atas, busa itu menandakan sesuatu yang berbeda dibandingkan desain pengembalian bawah. Tanpa bagan layanan, kamu tidak tahu apakah pola itu turbulensi normal atau peringatan.
Minyak menggelap? Pada satu mesin, perubahan warna sedikit menjadi amber diharapkan pada 1.000 jam karena suhu operasi lebih tinggi. Pada mesin lain dengan reservoir dan pendingin yang lebih besar, penggelapan awal itu berarti terlalu panas. Gejala sama. Implikasi berbeda.
Rem CNC modern akan menampilkan pengingat perawatan di kontrol. Jam filter. Waktu operasi pompa. Ambang suhu. Itu bukan hiasan. Itu adalah pengetahuan OEM yang tertanam berbicara kembali kepadamu. Jika PDF umum-mu mengatakan “periksa setiap tahun” tetapi kontrol menandai alarm diferensial filter tekanan pada 1.200 jam, kamu mengikuti mesin.
Sebelum kamu menyentuh pengendali, lihat logamnya dan minyaknya. Dengarkan pompa saat start dingin. Perhatikan kenaikan tekanan yang tertunda. Periksa kilau batang silinder yang tidak simetris — satu lebih mengilap daripada yang lain bisa menunjukkan ketidakseimbangan beban.
Peringatan Tabrakan: Abaikan suhu minyak yang naik karena jadwal umum mengatakan kamu “belum waktunya,” dan kamu akan memanggang segel. Begitu silinder mulai bocor secara internal, konsistensi sudut hilang dan kamu tidak akan tahu mengapa sampai bagian menjadi rusak.
Dokumentasi menetapkan dasar. Indramu mengonfirmasi kecenderungan. Tapi ada titik di mana membaca tanda tidak cukup — ketika penyimpangan, alarm, atau koreksi mekanis memasuki wilayah yang hanya bisa diselesaikan oleh pembuatnya.
Dan di situlah manual berhenti menjadi panduan dan berubah menjadi batas.
Kamu ingin garis yang jelas. Titik di mana kamu berhenti memutar kunci dan mengangkat telepon.
Inilah dia: saat kamu beralih dari memverifikasi kondisi menjadi mengubah perilaku.
Pelumasan, pemeriksaan kesejajaran, penggantian filter — itu adalah manajemen kondisi. Kamu sedang mempertahankan apa yang direkayasa oleh pabrik. Tapi begitu kamu mempertimbangkan untuk mengubah bias katup proporsional, gain servo, batas tekanan, atau parameter sistem tersembunyi, kamu sedang menulis ulang cara mesin berpikir dan bereaksi di bawah beban. Itu bukan perawatan. Itu operasi.
Aku telah melihat tabrakan paling mahal dimulai dengan, “Ini hanya sedikit penyesuaian parameter.”
Bahkan dengan manual OEM yang tepat untuk nomor seri-mu, ada bagian yang dibuat untuk menentukan batas, bukan mengundang eksperimen. Beberapa prosedur mengasumsikan alat ukur pabrik, tingkat akses perangkat lunak kepemilikan, atau alat kalibrasi yang tidak kamu miliki. Manual memberi tahu urutannya. Ia tidak memberi kamu rasa dari teknisi lapangan berpengalaman yang tahu bagaimana rangka spesifik itu berperilaku saat hangat, atau bagaimana generasi katup itu macet ketika korosi mulai di lubang spool.
Bagian yang tidak jelas? Manual yang benar tidak membuatmu menjadi orang yang memenuhi syarat. Ia memberitahu di mana ujung tebingnya berada.
Jadi, di mana tepatnya batas itu?
Katup proporsional mengatur aliran hidrolik berdasarkan sinyal perintah. Dalam mesin press brake, itu berarti mengendalikan bagaimana tekanan terbentuk dan seimbang antara silinder. Ubah bias atau gain-nya, maka Anda mengubah cara gaya tiba di perkakas.
Secara teori, menyesuaikannya bisa terlihat seperti solusi rapi untuk penyimpangan paralelisme atau ketidakseimbangan tekanan. Spesifikasi mungkin mencantumkan rentang tegangan atau arus target pada tekanan tertentu. Terlihat dapat diukur. Terlihat dapat dikendalikan.
Namun katup proporsional bisa rusak dengan cara yang menyerupai masalah lain. Korosi pada spool. Kotoran yang sebagian menyumbat orifis. Udara yang terperangkap di sirkuit hidrolik menciptakan daya tekan yang tidak terlihat. Anda bisa mengikuti manual dengan tepat, mencapai target listrik, dan tetap memiliki hambatan mekanis di dalam rumah katup.
Jadi Anda mengkompensasi.
Anda meningkatkan pengaturan untuk “memperbaiki” kelambatan. Tekanan naik tidak merata. Sisi yang lambat mengejar — hingga tonase penuh, ketika sisi yang tersumbat tiba-tiba bebas dan melonjak.
Peringatan Tabrakan: Menebak kompensasi katup proporsional dapat membuat satu silinder bergerak lebih dulu di bawah beban, memutar batang tekan, dan membuat punch tersegmentasi terkelupas di beberapa stasiun. Mereka patah bersih seperti baut murah.
Inilah batas kerasnya: jika penyesuaian melibatkan perubahan parameter katup proporsional yang disetel pabrik melebihi toleransi inspeksi yang terdokumentasi — berhenti. Jika perbaikan membutuhkan interpretasi perilaku di bawah beban dinamis daripada pengukuran statis — berhenti. Saat itulah Anda perlu memanggil pabrikan atau teknisi hidrolik bersertifikat dengan peralatan uji yang tepat.
Karena pertanyaannya bukan “Bisakah saya memutar sekrup ini?” tetapi “Apakah saya tahu apa lagi yang berubah yang tidak bisa saya lihat?”
Dan itu langsung mengarah ke parameter pengendali.
Sebelum Anda menyentuh pengendali, Anda dokumentasikan semuanya. Bukan angka besar yang jelas. Semuanya.
Gain Y1/Y2. Setpoint tekanan. Offset crowning. Ramp percepatan. Parameter tingkat layanan tersembunyi apa pun yang dapat Anda akses. Anda membuat snapshot — foto, ekspor, catatan tulisan tangan jika perlu.
Mengapa?
Karena perangkat keras menurun secara diam-diam. Jalur hidrolik yang tersumbat dapat mengurangi tekanan efektif seiring waktu. Udara dalam sistem dapat menciptakan pantulan yang terasa seperti overshoot. Katup proporsional hanya bereaksi penuh setelah ambang tekanan tertentu — artinya uji tekukan ringan bahkan tidak akan memicu kondisi yang Anda cari.
Jika Anda mengubah gain pengendali untuk “merapikan” gerakan tanpa mengetahui apakah penyebab utamanya adalah penyetelan listrik atau hambatan hidrolik, Anda sedang membangun koreksi di atas kerusakan.
Peringatan Tabrakan: Menyesuaikan gain servo untuk menutupi katup yang lengket, dan koreksi mendadak berikutnya pada tonase penuh dapat melampaui titik mati bawah dengan cukup keras untuk mendorong cetakan tinggi ke rumah batang tekan.
Dokumentasi dasar melakukan satu hal penting: itu memberi tahu Anda apakah mesinnya yang berubah, atau Anda.
Namun inilah batas yang paling banyak dilewatkan oleh bengkel — jika pemulihan parameter ke dasar OEM yang terdokumentasi tidak mengembalikan mesin ke perilaku yang stabil dan dapat diulang, Anda tidak lagi berurusan dengan penyetelan. Anda berurusan dengan kegagalan komponen atau pergeseran struktural. Itu bukan masalah PDF. Itu masalah pabrikan.
Jadi bagaimana Anda menghindari mencapai batas itu secara membabi buta?
Kebanyakan operator memperlakukan buku manual seperti alat pemadam kebakaran. Pecahkan kaca saat ada bau panas.
Itu terbalik.
Manual khusus sesuai nomor seri Anda seharusnya berada di samping mesin sebagai catatan kerja. Bukan hanya interval pelumasan, tetapi juga tren suhu oli yang tercatat. Pembacaan tekanan pada tonase tertentu. Pemeriksaan keselarasan paralel pada interval yang ditentukan. Catatan setelah perbaikan yang tidak terkait — penggantian pompa, pergantian seal, bahkan memindahkan mesin.
Karena inilah yang tidak diberitahukan oleh pemberat kertas: bagaimana rangka spesifik Anda melengkung di bawah beban tersebut, atau bagaimana sistem crowning Anda dikalibrasi — tetapi data historis Anda sendiri akan memberitahukannya.
Sistem hidrolik menua. Orifice tersumbat secara bertahap. Seal mengeras. Titik acuan yang diambil hari ini mungkin tidak berperilaku sama dalam enam bulan dengan pengaturan identik. Jika Anda mencatat data tren, Anda akan melihat pergeseran lebih awal. Jika tidak, tanda pertama adalah produk scrap atau bunyi ledakan.
Dan inilah ambang batas yang tidak jelas: ketika tren yang Anda catat menunjukkan penyimpangan di luar toleransi OEM, dan mengembalikan spesifikasi yang terdokumentasi tidak menstabilkan grafik, Anda menutup PDF.
Bukan karena Anda gagal.
Karena Anda telah mencapai batas desain dari apa yang dapat dipengaruhi secara aman oleh perawatan internal.
Itu satu hal yang ingin saya tekankan: manual adalah peta perilaku mesin yang diinginkan, bukan lisensi untuk mendefinisikannya ulang. Saat Anda beralih dari menjaga niat pabrik menjadi mengubah dinamika sistem di bawah beban, Anda tidak lagi melakukan perawatan — Anda sedang melakukan rekayasa.
Dan kecuali Anda membangun pesawatnya, Anda tidak menulis ulang buku panduan penerbangan saat berada di udara.


















