

Er war stolz auf diese Maschine. Europäisches Emblem. Sechsstellige Anzahlung. ±0,002 Wiederholgenauigkeit laut Datenblatt.
Sechs Monate später bestanden 80% von dem, was seine Leute in der Werkhalle bogen, aus 3/16-Zoll-Stahlwinkeln mit einer Toleranz von ±0,010. Die Teile passten. Sie hätten auch auf einer mittelklassigen 175-Tonnen-Maschine gepasst. Die Ratenzahlung jedoch schrumpfte nicht, um zur Arbeit zu passen.
Diese Lücke – zwischen dem, was man gekauft hat, und dem, was man tatsächlich biegt – ist der Punkt, an dem Prestige beginnt, die Marge ausbluten zu lassen.
Gehen Sie in ein beliebiges Zerspanungsforum, und Sie werden immer dieselben Namen ganz oben sehen: Trumpf. Amada. Das “High-End”. Niemand bestreitet, dass sie präzise sind. Niemand bestreitet, dass sie wunderschön konstruiert sind.
Aber Präzision bringt nur dann Geld, wenn Ihnen jemand dafür bezahlt.
Wenn die Toleranz Ihres Kunden ±0,010 beträgt und Ihre Abkantpresse den ganzen Tag ±0,002 hält, haben Sie nicht um acht Tausendstel an Wert gewonnen. Sie haben eine Fähigkeit gekauft, die Ihre Rechnung nicht abrechnen kann. In der Zwischenzeit beträgt Ihre monatliche Rate $4.870 statt $3.100 für eine vergleichbare Maschine der mittleren Preisklasse. Diese Differenz von $1.770? Über fünf Jahre sind das $106.200 vor Zinsen – Geld, das einen weiteren Bediener hätte bezahlen oder ein Faserlaser-Upgrade finanzieren können.
Prestige fühlt sich sicher an. Der Cashflow hält jedoch das Licht an.
Altmetall-Realitätscheck: Wenn Ihre Kunden keine Luft- und Raumfahrtpreise zahlen, kommen Zahlungen für Luft- und Raumfahrtausrüstung direkt aus Ihrer Marge.
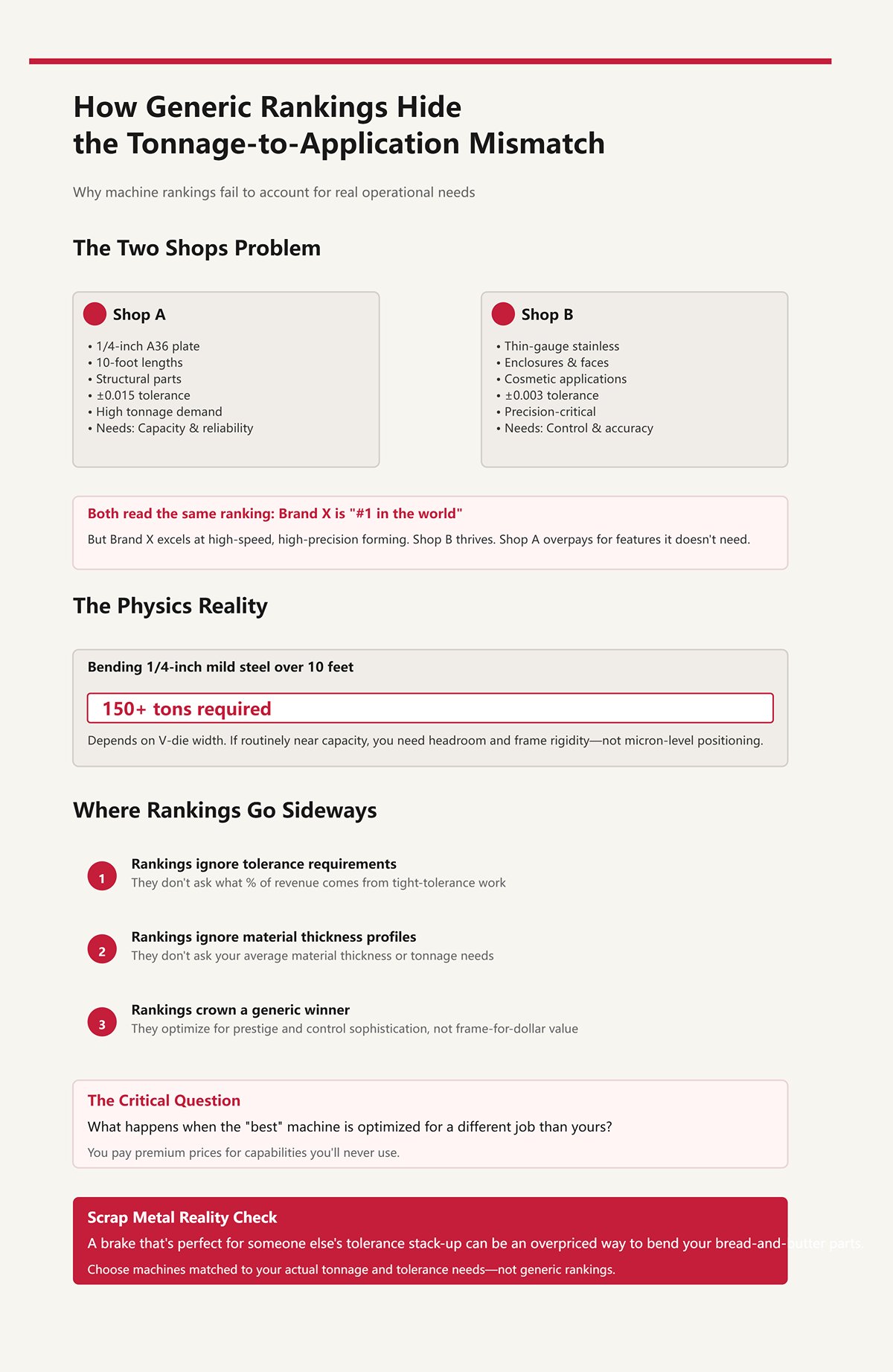
Stellen Sie sich zwei Werkstätten vor.
Werkstatt A biegt den ganzen Tag 1/4-Zoll-A36-Platten, 3-Meter-Längen, Strukturteile, ±0,015 Toleranz. Werkstatt B biegt dünnes Edelstahlblech, Blenden mit Sichtflächen, ±0,003 Toleranz.
Beide lesen ein Ranking, das besagt, Marke X sei “#1 der Welt”.”
Marke X mag phänomenal sein bei Hochgeschwindigkeits-, Hochpräzisionsumformung mit fortschrittlicher Bombierung und Servosteuerung. Werkstatt B macht damit Geld. Werkstatt A braucht nur konstante Tonnage und zuverlässige Hinteranschläge.
Hier läuft es schief: Tonnage ist Physik. Als grobe Regel – das Biegen von 1/4-Zoll-Mildstahl über 10 Fuß kann je nach V-Düsenbreite mehr als 150 Tonnen erfordern. Wenn Sie regelmäßig nahe der Kapazität arbeiten, dimensionieren Sie größer – für Reserven und Rahmensteifigkeit. Viele Prestige-Maschinen verdanken ihren Ruf jedoch ihrer Steuerungskomplexität, nicht ihrem Rahmenwert pro Dollar. Sie bezahlen für Mikrometer-genaue Positionierung, wenn Sie in Wirklichkeit Masse aus Stahl und einen Zylinder brauchen, der nicht nachgibt.
Rankings fragen nicht, wie viel Prozent Ihres Umsatzes aus Arbeiten mit engen Toleranzen stammen. Sie fragen nicht nach Ihrer durchschnittlichen Materialstärke. Sie küren einfach einen Sieger.
Was passiert also, wenn die “beste” Maschine für eine andere Aufgabe optimiert ist als Ihre?
Altmetall-Realitätscheck: Eine Abkantpresse, die perfekt für die Toleranzstapelung eines anderen geeignet ist, kann ein überteuertes Mittel sein, um Ihre alltäglichen Teile zu biegen.

Lass uns über Werkzeuge sprechen.
Einige erstklassige Marken bauen wunderschöne, proprietäre Werkzeugsysteme – Schnellwechsel, präzisionsgeschliffen, perfekt integriert in ihre Steuerungssoftware. Die Demo ist beeindruckend. Werkzeug-ID-Chips. Automatische Einrichtungsvorschläge. Minimale Probeabkantungen.
Stellen Sie sich Folgendes vor: Ein spezieller Stempel reißt. Nicht katastrophal, aber genug, um einen Auftrag zu stoppen. Ersatz liegt nicht bei Ihrem örtlichen Lieferanten. Er wird aus dem Ausland versendet. Drei Wochen.
Ihre Leute auf dem Hallenboden fegen um eine stille Abkantpresse, die $280.000 gekostet hat. Nehmen wir an, diese Maschine arbeitet normalerweise 6 Stunden am Tag zu einem Stundensatz von $150. Das sind $900 pro Tag an produktiver Kapazität. Fünfzehn Arbeitstage Ausfall bedeuten $13.500 an potenziellem Bruttoumsatz – und das noch bevor Lohnkosten und Gemeinkosten daran knabbern.
Integrierte Ökosysteme sind leistungsstark, wenn die Betriebszeit absolut zuverlässig ist und Teile lokal verfügbar sind. Sie sind teuer, wenn man an eine einzige Versorgungskette für Verbrauchsmaterialien und Service gebunden ist.
Ja, Integration reduziert Einrichtungsfehler. Ja, sie kann die Wiederholgenauigkeit verbessern. Aber wenn der lokale Service-Radius bedeutet, dass ein Techniker fliegen muss statt mit dem Truck zu fahren, wird diese Eleganz schnell fragil.
Die eigentliche Frage lautet also nicht: “Ist dieses Ökosystem fortschrittlich?” Sondern: “Wer repariert es um 2:00 Uhr morgens, wenn ein Servomotor ausfällt?”
Altmetall-Realitätscheck: Jedes proprietäre Merkmal, das Sie nicht lokal warten können, ist eine zukünftige Rechnung ohne Verhandlungsspielraum.
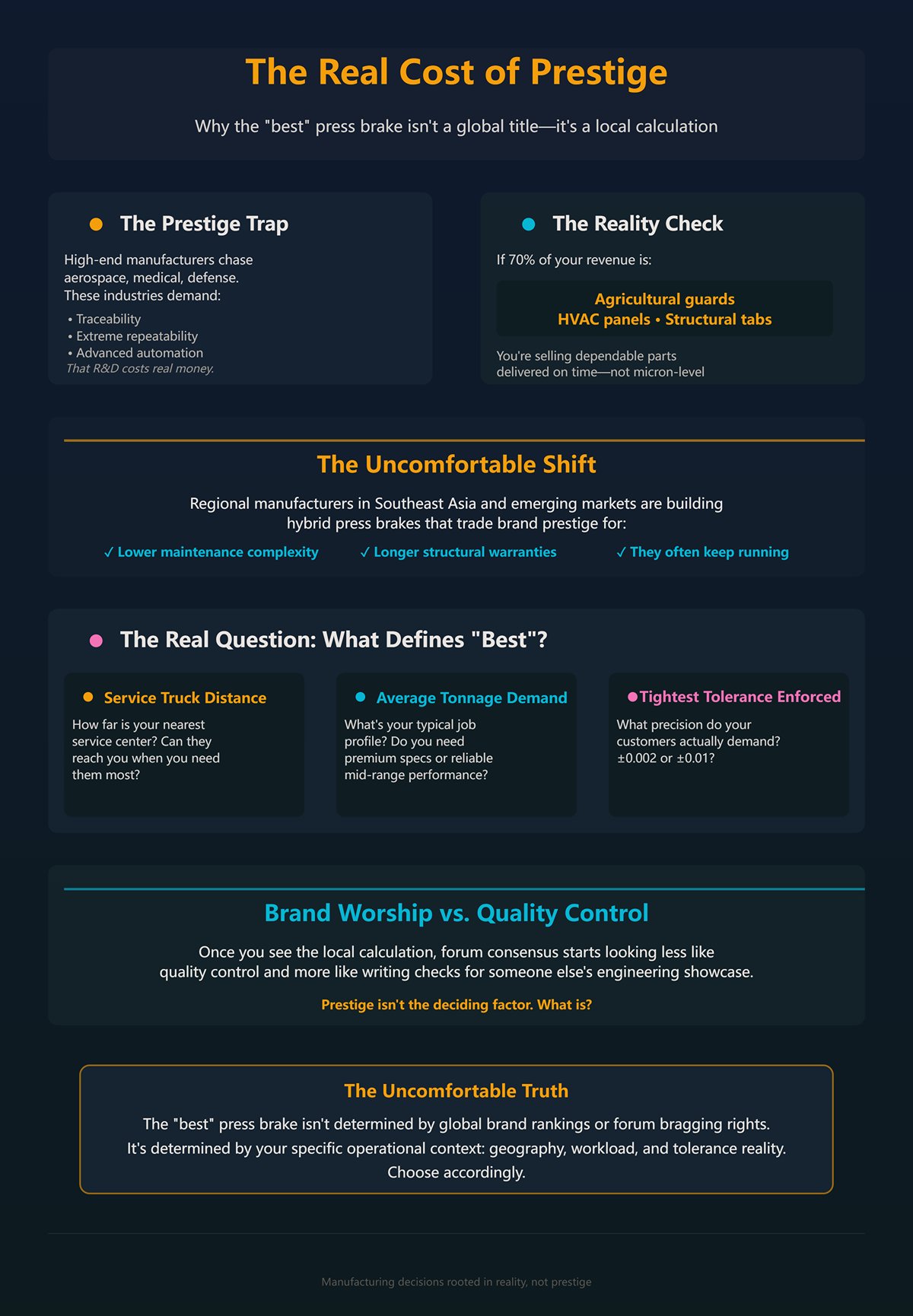
Hochwertige Hersteller konzentrieren sich auf Luft- und Raumfahrt, Medizin, Verteidigung – Branchen, die Rückverfolgbarkeit, extreme Wiederholgenauigkeit und fortschrittliche Automatisierung verlangen. Diese Forschung und Entwicklung kostet echtes Geld.
Wenn Sie Flugzeughalterungen biegen, die ±0,002 über Temperaturschwankungen halten müssen, wollen Sie diese Ingenieurskunst. Sie berechnen sie weiter. Der Konsens in Foren, der diese Maschinen lobt, ist in diesem Kontext nachvollziehbar.
Aber wenn 70% Ihres Umsatzes aus landwirtschaftlichen Schutzblechen, HVAC-Paneelen und Strukturwinkeln besteht, verkaufen Sie keine Präzision im Mikrometerbereich. Sie verkaufen zuverlässige Teile, die pünktlich geliefert werden.
Es gibt regionale Hersteller – einige wachsen schnell in Südostasien und anderen Märkten –, die hybride Abkantpressen bauen, die etwas Markenprestige gegen geringere Wartungskomplexität und längere Strukturgarantien eintauschen. Sie dominieren keine Foren mit Prahlerei. Aber sie laufen oft zuverlässig weiter.
Das ist die unbequeme Verschiebung: Die “beste” Abkantpresse ist kein globaler Titel. Sie ist eine lokale Berechnung – Entfernung zum Service-Lkw, durchschnittlicher Tonnagebedarf und die engste Toleranz, die Ihre Kunden tatsächlich verlangen.
Wenn Sie das einmal erkannt haben, wirkt Markentreue weniger wie Qualitätskontrolle und mehr wie das Schreiben von Schecks für die Ingenieursausstellung eines anderen.
Und wenn Prestige nicht der entscheidende Faktor ist – was dann?
Ein Werkstattbesitzer schob mir einmal ein Angebot über den Tisch – 320 Tonnen, 14 Fuß, europäisches Emblem an der Seite, knapp $480.000. Er war stolz auf diese Maschine auf dem Papier. Dann fragte ich ihn nach seinen letzten 12 Monaten Biegedaten: stärkstes Material, längstes Teil, engste von Kunden tatsächlich abgelehnte Toleranz. Wir erstellten ein einfaches Raster auf einem gelben Block – maximale erforderliche Tonnage auf der einen Achse, engste wiederholbare kundenseitige Toleranz auf der anderen.
Solange Sie dieses Raster nicht zeichnen, kaufen Sie keine Abkantpresse. Sie raten mit einem sechsstelligen Scheck.
Die Matrix zwingt zwei unbequeme Zahlen in dasselbe Gespräch: Ihre tatsächliche Spitzen-Tonnage (mit 20% Reserve) und Ihre engste umsatzrelevante Toleranz. Das ist der Moment wie beim Kauf eines Trucks. Pferdestärken ohne Treibstoffzugang sind nutzlos. Kontrolle im Mikrometerbereich ohne bezahlte Nachfrage ist Eitelkeit. Und das falsche Quadrant kostet nicht nur am Anfang mehr – es wirkt sich über Ausschuss, langsamere Zyklen und überdimensionierte Zahlungen aus, die Ihre Margen nicht abfedern können.
Altmetall-Realitätscheck: Wenn du deine höchste Tonnage nicht mit deiner engsten bezahlten Toleranz abgeglichen hast, wird jeder Dollar über diesem Schnittpunkt durch Ego zu kommerziellen Zinssätzen finanziert.
Lassen Sie uns konkret werden.
Nimm 1/4-Zoll A36 über 10 Fuß. Abhängig von der V-Matrizenbreite liegst du über 150 Tonnen. Verdopple nun die Dicke auf 1/2 Zoll. Die Tonnage verdoppelt sich nicht – sie steigt um etwa das Vierfache. Dicke ist der dominante Faktor in der Gleichung. Länge skaliert nur linear. Starke Biegungen unter 90 Grad? Etwa 1,5-fache Kraft hinzufügen. Das ist Physik, kein Marketing.
Schau dir nun an, wie die meisten Werkstätten das “lösen”. Sie kaufen eine 300-Tonnen-Maschine, weil ein oder zwei Mal im Monat ein Auftrag 240 Tonnen erfordert. Das bedeutet, dass deine Mitarbeiter an vollen Tagen mit 80–100 % Kapazität arbeiten. Das Problem? Eine gesunde Abkantpresse sollte bei maximal 80 % laufen, um Reservekapazität zu bewahren – nenne es Prozessversicherung gegen härtere Materialchargen oder verschlissene Werkzeuge. Wenn du regelmäßig auf 100 % gehst, beweist du keine Stärke. Du beschleunigst Durchbiegung, Dichtungsverschleiß und ungleichmäßige Winkel.
Aber hier wird es interessant.
Einige Werkstätten geben Winkelschwankungen der “unzureichenden Tonnage” die Schuld und rüsten erneut auf, obwohl der eigentliche Engpass die Toleranzkontrolle bei dünneren, optisch anspruchsvollen Teilen ist. Sie versuchen, ein Präzisionsproblem mit roher Gewalt zu lösen.
Stell dir wieder zwei Werkstätten vor. Die eine verliert Zeit, weil dicke Blechteile mehrere Hübe benötigen, um eine Überlastung zu vermeiden. Die andere verliert Zeit, weil die Bediener dünnen Edelstahl unterlegen und nachbiegen, um ±0,003 zu erreichen. Beide klagen über Produktivität. Nur eine ist tatsächlich tonnagebegrenzt.
Und Tonnagetabellen sind Schätzungen. Edelstahl Typ 201 kann bis zu 50 % mehr Kraft benötigen als 304. Eine Basis von 15,3 Tonnen pro Fuß kann je nach Güte zu 23 Tonnen pro Fuß werden. Wenn deine Matrix auf Katalogzahlen statt auf tatsächlichen Lieferchargen basiert, baust du auf Sand.
Also lautet die Frage nicht “Wie viele Tonnen kann diese Maschine liefern?”, sondern “Bei welcher Dicke, Länge und Materialvariabilität erreiche ich 80 % – und liegt dort mein Umsatz?”
Altmetall-Realitätscheck: Wenn du Tonnage überkaufst, um einen Präzisionsengpass zu beheben, besitzt du Leerkapazität, die deinen Schrottbehälter trotzdem nicht am Überlaufen hindert.
| Abschnitt | Inhalt |
|---|---|
| Titel | Hohe Tonnage vs. hohe Präzision: Welcher Engpass drosselt tatsächlich deinen Fertigungsbereich? |
| Einfluss von Dicke vs. Länge | Nimm 1/4-Zoll A36 über 10 Fuß. Abhängig von der V-Matrizenbreite liegst du über 150 Tonnen. Verdopple die Dicke auf 1/2 Zoll und die Tonnage steigt ungefähr auf das Vierfache – nicht nur das Doppelte. Dicke dominiert die Gleichung; Länge skaliert linear. Starke Biegungen unter 90° erhöhen die Kraft um etwa das 1,5-Fache. Das ist Physik. |
| Typisches Kaufverhalten | Viele Werkstätten kaufen eine 300-Tonnen-Maschine, weil gelegentliche Aufträge 240 Tonnen erfordern. Bediener arbeiten dann an vollen Tagen mit 80–100 % Kapazität. Eine gesunde Abkantpresse sollte bei maximal 80 % laufen, um Reservekapazität für härtere Materialchargen oder verschlissene Werkzeuge zu bewahren. Der Betrieb bei 100 % beschleunigt Durchbiegung, Dichtungsverschleiß und ungleichmäßige Winkel. |
| Fehldiagnose des Problems | Einige Werkstätten machen Winkelschwankungen fälschlicherweise für unzureichende Tonnage verantwortlich und rüsten ihre Maschinen auf, obwohl das eigentliche Problem die Toleranzkontrolle bei dünneren, optischen Teilen ist. Sie versuchen, ein Präzisionsproblem mit roher Gewalt zu lösen. |
| Zwei-Werkstätten-Szenario | Eine Werkstatt verliert Zeit, weil dicke Platten mehrere Hübe benötigen, um die Kapazität nicht auszureizen. Eine andere verliert Zeit, weil die Bediener dünnen Edelstahl unterlegen und nachbiegen, um ±0,003 zu erreichen. Beide nennen Produktivitätsprobleme – aber nur eine ist tatsächlich tonnagebegrenzt. |
| Materialvariabilität | Tonnagetabellen sind Schätzungen. Edelstahl Typ 201 kann bis zu 50 % mehr Kraft erfordern als 304. Eine Basis von 15,3 Tonnen pro Fuß kann je nach Güte auf 23 Tonnen pro Fuß steigen. Berechnungen auf Basis von Katalogdaten statt tatsächlicher Lieferchargen bergen Risiken. |
| Die eigentliche Frage | Die entscheidende Frage ist nicht “Wie viele Tonnen kann diese Maschine liefern?”, sondern “Bei welcher Blechdicke, Länge und Materialvarianz erreiche ich die 80%-Kapazität – und liegt dort mein Umsatz?” |
| Schrottmetall-Realitätscheck | Wenn Sie mehr Tonnage kaufen, um ein Präzisions-Engpassproblem zu beheben, besitzen Sie ungenutzte Kapazitäten – und dennoch wird Ihr Schrottbehälter sich weiter füllen. |
Ich sah ein 12-Fuß-Teil von einer mittelklassigen Abkantpresse kommen: exakter Winkel an den Enden, zwei Grad offen in der Mitte. Klassische Durchbiegung. Der Rahmen biegt sich unter Last; Stößel und Tisch bleiben nicht perfekt parallel. Ohne Kompensation täuschen Sie sich bei langen Teilen selbst.
Crowning ist die Lösung – mechanische Keile oder Hydrauliksysteme, die eine kontrollierte Gegenbiegung einführen, damit der Biegewinkel über die gesamte Länge gleich bleibt. Hier trennen sich die Wege von der $200.000-Maschine und der $500.000-Maschine stillschweigend.
Manuelles Crowning funktioniert. Sie stellen anhand der Tonnage und Erfahrung ein. Es ist langsamer, aber vorhersehbar, wenn Ihre Leute auf dem Boden das Material kennen. CNC-gesteuertes dynamisches Crowning passt sich automatisch basierend auf der berechneten Last über den Tisch an. Schnellere Einrichtung. Bessere Wiederholgenauigkeit bei langen Teilen mit engen Toleranzen.
Aber Präzision bringt nur dann Geld, wenn Ihnen jemand dafür bezahlt.
Wenn 70% Ihres Umsatzes aus Teilen unter 6 Fuß mit ±0,015 Toleranz besteht, beanspruchen Sie nur selten die volle Tischlänge. Die Rahmendurchbiegung ist minimal. Für dynamisches Crowning $300.000 mehr zu bezahlen, spart eventuell Minuten pro Einrichtung – Minuten, die Ihr aktueller Zeitplan nicht zu Geld macht.
Drehen wir es um. Wenn Sie regelmäßig 10–12-Fuß-Edelstahlplatten mit ±0,005 biegen und jede 25. Platte aufgrund eines Winkeldrifts in der Mitte verschrotten müssen, und jede Platte $420 an Material und Arbeit kostet, verlieren Sie durchschnittlich $16,80 pro Zyklus. Führen Sie 1.000 dieser Teile pro Jahr aus, verbrennen Sie $16.800. Über fünf Jahre sind das $84.000 – und das noch vor der Nacharbeitszeit. Plötzlich ist Crowning-Präzision kein Luxus mehr. Es ist eine Versicherung.
Die Matrix zwingt Sie, Biegelänge und Toleranz mit dem Durchbiegungsrisiko zu verknüpfen. Nicht Markenprospekte. Nicht Showroom-Demos.
Schrottmetall-Realitätscheck: Wenn Durchbiegungen bei langen Teilen Sie über fünf Jahre $84.000 kosten, ist das Auslassen von fortschrittlichem Crowning teuer; wenn nicht, ist das Bezahlen dafür teuer.
Eine hochwertige Steuerung mit Offline-Programmierung, Werkzeug-ID-Chips, automatischer Biegefolge und Roboterschnittstellen – beeindruckend. Ich habe sie gesehen. Sanft. Schnell. Integriert.
Dann gehe ich sechs Monate später in die Werkhalle.
Ihre Leute auf dem Boden verfahren die Achsen immer noch manuell, weil es “schneller” ist. Werkzeugbibliotheken werden nicht aktualisiert. Offline-Programme verstauben digital, weil niemand Zeit hat, genaue Werkzeugdaten zu pflegen. Das Roboterangebot liegt in einem Ordner mit der Aufschrift “Phase 2”.”
Automatisierung lohnt sich nur, wenn drei Bedingungen zusammenkommen: konstante Wiederholaufträge, disziplinierte Datenverwaltung und Bediener, die geschult – und motiviert – sind, dem System zu vertrauen. Fehlt eine dieser Bedingungen, wird die Funktion zur Dekoration.
Nehmen wir an, das Automatisierungspaket erhöht den Kaufpreis um $120.000. Wenn es pro Einrichtung 5 Minuten spart und Sie 6 Einrichtungen pro Schicht fahren, sparen Sie täglich 30 Minuten. Bei einem Stundensatz von $150 entspricht das einer Kapazität von $75 pro Tag. Rund $18.750 pro Jahr bei 250 Arbeitstagen. Sie brauchen über sechs Jahre, um die Kosten wieder hereinzuholen – und das setzt perfekte Nutzung voraus.
Wenn Ihr Auftragsmix stark variiert, kurze Serien und häufige Einzelanfertigungen umfasst, schlägt die manuelle Flexibilität oft die theoretische Automatisierungsgeschwindigkeit. Sie zahlen für ein Rennfahrwerks-Paket, um auf Schotter zu fahren.
Bevor Sie also das Kästchen “automatisierungsbereit” ankreuzen, fragen Sie sich: Habe ich das Volumen und die Disziplin, um es zu rechtfertigen, oder kaufe ich eine zukünftige Fähigkeit, von der ich hoffe, hineinzuwachsen?
Denn Hoffnung bezahlt keine Leasingraten.
Und sobald Sie Tonnage, Toleranz, Durchbiegungsrisiko und die tatsächliche Disziplin im Arbeitsablauf erfasst haben, bleibt eine unangenehme Wahrheit bestehen: Selbst die perfekt spezifizierte Maschine ist wertlos, wenn sie stillsteht und auf einen Techniker wartet, der zwei Bundesstaaten entfernt ist.
Schrottmetall-Realitätscheck: Automatisierung, die Ihre Bediener umgehen, ist nur ein teurer Touchscreen, der an eine monatliche Zahlung geschraubt ist.
Eine Werkstatt, die ich letztes Jahr überprüft habe, kaufte eine $350.000 Hydraulik-Abkantpresse von einer weltweit angesehenen Marke. Perfekte Tonnage-Passung. Dynamische Bombierung. Automatisierungspaket, das sie tatsächlich nutzten. Auf dem Papier war sie bis auf den letzten Tausendstel auf den Umsatz abgestimmt.
Dann fiel ein Proportionalventil im Hydraulikkreis aus.
Der nächste zertifizierte Servicetechniker befand sich 640 Meilen entfernt. Reiseplanung plus Teilebestätigung dauerten neun Geschäftstage. Die Maschine stand 14 Kalendertage still. Die Werkstatt arbeitete in zwei Schichten, 8 Mitarbeiter auf dem Boden, die an diese Presse gebunden waren, mit durchschnittlichen Gesamtkosten von $38 pro Stunde. Das sind $608 pro Stunde in unproduktiver Arbeitszeit. Bei über 80 Produktionsstunden pro Woche ergibt das allein in der ersten Woche $48.640. Hinzu kommen Vertragsstrafen für verspätete Lieferungen und beschleunigte Fremdvergabe, und der Besitzer schätzte vorsichtig, dass $72.000 verschwanden, bevor der Stößel sich wieder bewegte.
Er war stolz auf diese Maschine.
Wenn Sie also Tonnage an Materialstärke, Toleranz an Bombierung und Automatisierung an Disziplin im Arbeitsablauf angepasst haben, lautet die eigentliche Frage nicht mehr Leistung. Sie lautet: Wie weit entfernt ist die Person, die rechtlich den Schaltschrank öffnen und das Problem beheben darf?
Schrottmetall-Realitätscheck: Eine perfekt spezifizierte $350.000 Presse mit einer zweiwöchigen MTTR hat gerade $72.000 echtes Geld gekostet — Prestige hat den Lohn nicht bezahlt.
Mittlere Reparaturzeit klingt wie etwas, worüber Ingenieure auf Messen diskutieren. In Ihrer Werkstatt ist es die Zahl der Tage, an denen Ihre Leute um eine ausgefallene Maschine herumfegen.
Stellen Sie sich zwei Werkstätten vor.
Werkstatt A hat einen regionalen Hersteller 90 Meilen entfernt. Ein dedizierter Abkantpressen-Techniker deckt ein Dreistaatgebiet ab, durchschnittliche Reaktionszeit vor Ort: 24–48 Stunden. Werkstatt B kauft einen Premium-Import mit werkseitig geschulten Technikern, die in der Nähe eines großen Flughafens 1.200 Meilen entfernt stationiert sind. Die Ferndiagnose ist gut, aber jedes hydraulische oder Hinteranschlag-Hardwareproblem erfordert einen Vor-Ort-Besuch.
Jetzt setzen Sie Zahlen an. Angenommen, Ihre Presse generiert $180 pro verrechenbarer Stunde an Deckungsbeitrag nach Material und direkter Arbeit. Wenn Sie 70 produktive Stunden pro Woche mit dieser Maschine fahren, sind das $12.600 wöchentlicher Beitrag, der an ihre Betriebszeit gebunden ist. Wenn Ihre akzeptable Ausfalltoleranz — basierend auf Auftragsrückstand und Kundenlieferzeiten — 48 Stunden beträgt, beträgt Ihre finanzielle Pufferzone etwa $5.040, bevor es beginnt, Lieferzusagen zu gefährden.
Eine 24-Stunden-MTTR passt in dieses Fenster. Eine 10-Tage-MTTR nicht.
Und hier ist der Punkt, den Käufer ignorieren: Entfernung multipliziert sich mit Komplexität. Hydrauliksysteme haben Pumpen, Dichtungen, Proportionalventile, Drucksensoren. Elektrische Pressen eliminieren Hydrauliköl und viele dieser Ausfallpunkte, was die Reparaturzeit oft verkürzt, weil weniger Teilsysteme ausfallen können. Das kann die Gleichung verändern. Aber selbst elektrische Antriebe haben Servoverstärker und Kugeltriebe, die nicht im örtlichen Baumarkt vorrätig sind.
Die richtige Frage lautet also nicht “Ist diese Marke zuverlässig?” Sondern: “Wenn sie ausfällt, wie viele Stunden kann ich überleben, bevor mein Zeitplan zusammenbricht — und unterstützt der Service-Radius das?”
Schrottmetall-Realitätscheck: Wenn Ihr Auftragsrückstand keinen fünftägigen Stillstand verkraften kann, ist der Kauf einer Maschine, die fünf Bundesstaaten entfernt betreut wird, gleichbedeutend mit einer Wette von $12.600 pro Woche auf Flugpläne.
Eine Broschüre wird sagen “landesweiter Support”. Dieser Ausdruck verbirgt jedoch einen strukturellen Unterschied, der zählt, wenn Öl auf den Boden tropft.
Einige Marken verkaufen direkt und entsenden Werkstechniker. Andere verlassen sich auf unabhängige Händler, die mehrere Linien vertreiben und eigene Serviceteams unterhalten. Auf dem Papier klingt Werksservice überlegen — werkseitig geschult, vom Hersteller unterstützt. In der Praxis habe ich gesehen, dass ein starker regionaler Händler mit drei Vollzeit-Abkantpressen-Technikern besser abschneidet als die zentrale Hotline einer globalen Marke, weil der Ruf des Händlers innerhalb eines 200-Meilen-Radius überlebt oder untergeht.
Hier ändert sich die finanzielle Situation.
Wenn der Support direkt ab Werk erfolgt, verläuft die Eskalation oft durch mehrere Ebenen: lokaler Vertreter → nationaler Servicekoordinator → Werksingenieur → Teilefreigabe. Jeder Übergang kostet Stunden. Manchmal Tage. Niemand vor Ort “besitzt” Ihre Ausfallzeit; sie verwalten sie nur.
Bei einem kompetenten Händler kennt der Serviceleiter Ihre Werkstatt, Ihre Leute auf dem Boden, Ihre typischen Materialien. Er lagert gängige Verschleißteile, weil fünf seiner Kunden die gleiche Steuerung betreiben. Er hat ein Interesse, das Problem schnell zu lösen, weil Sie ihn beim nächsten Tag der offenen Tür wiedersehen.
Aber es wirkt in beide Richtungen. Ein schwaches Händlernetz bedeutet zersplitterte Verantwortlichkeit. Der OEM gibt dem Händler die Schuld. Der Händler wartet auf die Teilefreigabe des OEM. Sie sitzen zwischen ihnen, während die Uhr weiterläuft.
Renommierte globale Marken mindern das mit starken Ersatzteilketten und Ferndiagnosen. Ich habe importierte Maschinen der mittleren Preisklasse gesehen, die Prestige-Namen übertrafen, einzig weil ihr lokaler Vertrieb gnadenlos schnell reagierte. Geografie bestraft Importe nicht automatisch; sie bestraft Importe ohne Unterstützung.
Fragen Sie also vor der Unterschrift nicht: “Ist das ein Hersteller der Spitzenklasse?” Fragen Sie: “Wessen Telefon klingelt um 6:30 Uhr morgens, wenn der Stößel sich nicht referenzieren lässt – und hat diese Person die Befugnis, das Problem zu lösen, ohne um Erlaubnis zu bitten?”
Schrottmetall-Realitätscheck: Wenn kein einzelner Mensch innerhalb von 200 Meilen eindeutig Ihre Ausfallzeit verantwortet, gehört sie Ihnen – zu $180 pro Stunde verlorenem Deckungsbeitrag.
Ein $4,800-Servoantrieb fiel in einer Werkstatt aus, die dünne Edelstahlgehäuse verarbeitete. Die Diagnose ging schnell. Das Ersatzteil nicht.
Es war proprietär. Nicht im Inland auf Lager. Geschätzte Lieferzeit: 18 bis 22 Wochen.
Die Maschine selbst war mechanisch in Ordnung. Die Steuerung konnte lediglich die Hinteranschlag-Achse nicht antreiben. Für fünf Monate wurde das $310,000-Vermögensgut zu einem 12-Fuß-Papiergewicht. Der Besitzer vergab die Biegearbeiten extern zu einem Aufpreis von $42 pro Stunde gegenüber seinen internen Kosten, um seine Kunden am Leben zu halten. Bei 60 Stunden pro Woche extern bedeutet das zusätzlich $2,520 pro Woche. Über 20 Wochen hinweg gingen $50,400 an Marge verloren – ohne die Opportunitätskosten der Aufträge zu berücksichtigen, die er ablehnen musste, weil die Kapazität instabil war.
Hier bricht die Markenmythologie zusammen.
Prestigehersteller verwenden oft proprietäre Platinen und Antriebe. Das kann bessere Integration und Leistung bedeuten. Es kann aber auch heißen, dass Sie an deren Ersatzteilkanal gebunden sind. Manche Hersteller aus der mittleren Preisklasse oder aus der Region setzen auf standardisierte Industriekomponenten – Siemens-Antriebe, Bosch-Rexroth-Ventile, gängige SPS-Plattformen. In kritischen Situationen können diese Teile über mehrere Vertriebspartner bezogen werden.
Elektrische Bremsen verkomplizieren dies zu Ihren Gunsten und zu Ihrem Nachteil. Weniger Hydraulikkomponenten bedeuten weniger Leck- und Dichtungsfehler. Aber wenn ein proprietäres Servomodul ausfällt und nur ein Lager in einem anderen Land es vorrätig hat, hilft die Einfachheit nicht.
Stellen Sie daher vor dem Kauf drei direkte Fragen:
Nicht die optimistische Antwort. Die dokumentierte.
Denn der Unterschied zwischen einem 24-Stunden-Teileaustausch und einer 24-Wochen-Wartezeit ist nicht technisch. Er ist existenziell für einen Produktionsplan.
Schrottmetall-Realitätscheck: Ein proprietäres Teil mit einer Lieferzeit von 20 Wochen kann eine Marge von $50.400 auslöschen — und kein Logo an der Seite des Rahmens ändert das.
Eine Werkstatt in Ohio zeigte mir einmal zwei Angebote für eine 175-Tonnen-Abkantpresse mit 10 Fuß Länge. Ein Angebot von einer globalen Premiummarke mit einem Techniker vier Bundesstaaten entfernt. Das andere von einem weniger bekannten Hersteller, unterstützt von einem Händler 90 Minuten die Autobahn hinunter, mit drei Bremsenspezialisten und einem Lieferwagen voller gängiger Ventile und Antriebe. Die globale Maschine hatte eine strengere veröffentlichte Wiederholgenauigkeit. Die regionale Option hatte eine garantierte 24-Stunden-Reaktionszeit vor Ort, schriftlich im Kaufvertrag festgehalten.
Der Besitzer fragte immer wieder, welche Maschine “besser” sei.”
Falsche Frage.
Wenn dein Auftragsbestand nach 72 Stunden Stillstand zusammenbricht, bewertest du keine Marken – du bewertest die Wiederherstellungsgeschwindigkeit. Der Vergleich ergibt nur Sinn, wenn du drei Zahlen übereinanderlegst: deine maximal überlebbare Ausfallzeit (in Stunden), die dokumentierte mittlere Reparaturzeit (MTTR) des Herstellers und wo kritische Teile physisch gelagert sind. Alles andere ist Lackfarbe und Marketingtext.
Also lass uns die Stufen so aufschlüsseln, wie sie sich tatsächlich auf dem Werkboden ausspielen.
Er war stolz auf diese Maschine. Laserbasierte Winkelmessung. Automatische Bombierung, verknüpft mit der Materialdatenbank. Wiederholgenauigkeit so eng, dass sie in Mikrometern und nicht in Tausendstel gemessen wird.
Und für Luft- und Raumfahrtwinkelhalter mit ±0,2° über 8 Fuß ist diese Präzision kein Luxus – sondern Überlebensnotwendig.
Aber Präzision bringt nur dann Geld, wenn Ihnen jemand dafür bezahlt.
Hier ist der Mechanismus, den die meisten Käufer übersehen: Abkantpressen der Elite-Stufe bündeln oft proprietäre Steuerungen, Antriebe und Software-Ökosysteme. Diese Integration ist der Grund, warum sie diese Werte erreichen. Es ist auch der Grund, warum die Teilelieferketten eng werden. Wenn ein Servoverstärker oder eine Steuerplatine ausfällt, bist du nicht auf dem offenen Industriemarkt unterwegs; du trittst in einen kontrollierten Kanal ein.
In Nordamerika unterhalten diese Marken häufig starke Ersatzteillager und Ferndiagnosesysteme. Die MTTR kann hervorragend sein – wenn du dich innerhalb ihrer primären Servicekorridore befindest. Außerhalb dieser Korridore erfolgt die Eskalation über Unternehmensebenen. Die Diagnose ist remote. Die Teilefreigabe erfordert Fabrikbestätigung. Reisen werden geplant, nicht improvisiert.
Wenn deine Leute auf dem Werkboden 60 Stunden pro Woche an Verträgen arbeiten, die eine Woche Verzögerung tolerieren, funktioniert diese Struktur. Wenn du eine Jobshop mit hohem Mischanteil bist, der auf fünftägigen Lieferzeiten lebt, dehnt jede zusätzliche Genehmigungsebene dein Risiko-Fenster aus.
Jetzt teste das Gegenargument unter Stress. CNC-Abkantpressen dominieren den globalen Marktanteil. Reife Regionen kaufen weiterhin Premiummaschinen. Das sagt etwas Echtes: Viele Werkstätten brauchen diese Fähigkeit tatsächlich. Medizin, Luftfahrt, hochwertige Architektur – sie monetarisieren Präzision.
Aber stell dir zwei Werkstätten vor.
Eine biegt Strukturwinkel mit ±1°. Die andere formt Edelstahlgehäuse mit ±0,25° für Lebensmittelanlagen. Die erste Werkstatt kauft submikronische Wiederholgenauigkeit, die sie nie fakturiert. Die zweite verliert Aufträge ohne sie. Gleiche Maschine. Gegensätzlicher ROI.
Schrottmetall-Realitätscheck: Wenn deine Kunden keinen Aufpreis für ±0,2° Genauigkeit zahlen, sind $80.000–$150.000 an Elite-Präzision ego-finanziert – zu gewerblichen Zinssätzen.
Ich ging durch eine 20 Jahre alte nordamerikanische Abkantpresse, die immer noch den Winkel innerhalb der Spezifikation hielt. Kein Touchscreen-Glanz. Nur dicke Seitenrahmen, überdimensionierte Zylinder und eine Steuerung, die aussah, als hätte sie drei Besitzerwechsel überlebt.
Diese Maschinen sind aus gutem Grund schwer. Masse reduziert Durchbiegung. Einfachere Hydraulikkreise bedeuten weniger exotische Komponenten. Viele verwenden allgemein verfügbare Industrieventile, Pumpen und PLC-Plattformen. Wenn etwas ausfällt, starren deine Leute auf dem Werkboden nicht auf eine versiegelte Blackbox – sie verfolgen Druckleitungen und tauschen Teile, die von regionalen Händlern gelagert werden.
Das ist keine Nostalgie. Das ist Wartungsfreundlichkeit.
Aber Masse hat ihren Preis. Größerer Platzbedarf. Höhere Frachtkosten. Manchmal langsamere Stößelgeschwindigkeiten und weniger Automatisierungsoptionen. Wenn Sie auf vollautomatische Produktion mit Robotertending setzen, wirken manche robuste Modelle eher wie Nachrüstungen als wie integrierte Systeme.
Hinsichtlich Service verlassen sich regionale Hersteller oft auf dichte Händlernetzwerke. Wenn stark, ist das Gold wert. Der Händler lagert Dichtungen, Proportionalventile, gängige Platinen, weil zehn seiner Kunden die gleiche Plattform nutzen. Wenn schwach, stehen Sie zwischen OEM-Engineering und einer dünn besetzten lokalen Technikabteilung.
Also rechtfertigt “gebaut wie ein Panzer” das?
Wenn Ihr Verhältnis von Tonnage zu Toleranz moderat ist — sagen wir 135 bis 230 Tonnen, ±0,5° bis ±1° — und Ihr Umsatz stärker von Betriebszeit als von mikrometergenauer Perfektion abhängt, passen diese Maschinen zur Realität. Sie tauschen modernste Automatisierung gegen mechanische Robustheit und eine breitere Teilebeschaffung.
Altmetall-Realitätscheck: Wenn ein 12.000-Pfund-Rahmen und standardisierte Hydraulik auch nur drei Tage bei einer größeren Reparatur alle fünf Jahre einsparen, sind das etwa $12.960, erhalten zu $180 pro Stunde — mehr, als jede Prospektangabe je zurückbringen wird.
China macht mittlerweile über ein Fünftel des globalen Marktanteils bei hydraulischen Abkantpressen aus, mit Wachstumsraten, die Nordamerika übertreffen. Das passiert nicht, weil Käufer naiv sind. Volumen erzwingt Verfeinerung. Automobilproduktion erzwingt Iteration. Exportdruck erzwingt Einhaltung.
Ich habe türkische und chinesische Premium-Pressen mit Bosch Rexroth-Ventilen, Siemens-Antrieben und bekannten CNC-Steuerungen in lokal gefertigten Rahmen geprüft. Das alte Klischee — grober Stahl und schlampige Toleranzen — übersteht die Inspektion in vielen Fällen nicht mehr. Schweißqualität, Oberflächenbearbeitung und elektrische Anordnung haben sich in den letzten zehn Jahren deutlich verbessert.
Aber hier liegt der Drehpunkt: Wer besitzt den Support in Ihrer Postleitzahl?
Einige Anbieter im mittleren Marktsegment haben aggressive Händlernetze in Nordamerika aufgebaut. Andere verlassen sich auf einen einzigen Importeur, der die Hälfte des Landes abdeckt. Die Hardware kann solide sein. Die Teile — oft standardisierte europäische Komponenten — können weltweit verfügbar sein. Aber wenn niemand innerhalb von 300 Meilen sie auf Lager hat, bedeutet “standardisiert” immer noch Warten.
Positiv ist, dass die Nutzung gängiger Industriekomponenten Ihre Beschaffungsoptionen in einer Engpasssituation erweitern kann. Ein Siemens-Antrieb ist nicht auf ein einziges Lager beschränkt. Das kann die Teilelieferzeit gegenüber proprietären Ökosystemen verkürzen.
Negativ ist, dass Rahmenlebensdauer, Wiederverkaufswahrnehmung und langfristige Ausrichtgenauigkeit je nach Hersteller variieren. Sie benötigen Referenzen mit mehr als fünf Betriebsjahren, nicht nur glänzende Neuinstallationen.
Die eigentliche Frage ist nicht, ob türkische oder chinesische Premium-Hersteller “gut genug” sind. Es geht darum, ob ihre lokale Vertretung globale Fertigungskapazität in lokale Betriebssicherheit umsetzt.
Altmetall-Realitätscheck: Eine Ersparnis von $90.000 im Voraus bedeutet nichts, wenn schwacher regionaler Support einen größeren Ausfall in eine $50.000-Auslagerungsrechnung verwandelt.
Wenn man Flaggen und Embleme entfernt, bleibt eine funktionierende Gleichung: Ihre Toleranzanforderungen, Ihre Ausfalltoleranz und der Serviceradius, der die Maschine absichert. Der richtige Hersteller ist nicht der mit dem engsten Datenblatt — es ist der, dessen Schwächen Sie fünf Jahre lang finanziell verkraften können.
Wie prüfen Sie also diese Schwächen, bevor Sie eine Anzahlung leisten?
Man prüft einen Hersteller nicht, indem man die Broschüre liest. Man prüft ihn, indem man seine schwächste Stelle ins Licht zwingt und bepreist.
Ich behandle eine Abkantpresse wie einen Hochleistungs-Lkw auf einer schlammigen Baustelle. Pferdestärke zählt. Aber wenn der nächste Mechaniker 400 Meilen entfernt ist und der Kraftstofffilter proprietär, wird das Emblem am Kühlergrill zum Schmuck. Der folgende Rahmen zielt nicht darauf ab, die “beste” Marke zu finden. Er dient dazu zu berechnen, mit welchen Schwächen eines Herstellers Sie fünf Jahre leben können — und welche still und leise Ihre Marge ausbluten lassen.
Beginne mit einem leeren Blatt und schreibe drei Zahlen auf:
Die meisten Werkstätten hören bei Zeile eins auf, weil das die Bank finanziert.
Zeile drei ist dort, wo die Wahrheit liegt.
Wenn deine Bremse pro Stunde einen Deckungsbeitrag von $180 erzeugt – nicht Umsatz, sondern Marge – und du 40 Stunden pro Woche arbeitest, kostet ein ganzer verlorener Tag $1.440. Eine fünftägige Teileverzögerung kostet $7.200. Ein zweiwöchiger Ausfall wie die 14-tägige Verzögerung bei einem proprietären Antrieb, die ich gesehen habe? Das sind $20.160, bevor du Überstunden oder das Auslagern von Biegearbeiten bezahlst.
Setze das nun ins Verhältnis zur Preisdifferenz zwischen den Marken. Wenn die Prestige-Maschine $90.000 mehr kostet, aber statistisch einen größeren Ausfall über fünf Jahre vermeidet, könnte sie sich rechtfertigen. Wenn der günstigere regionale Hersteller in deinem Servicegebiet die gleiche Betriebszeit hat, sind diese $90.000 ego-finanziert zu gewerblichen Konditionen.
Und ignoriere nicht den Maschinentyp. Hydraulisch vs. elektrisch ist keine Glaubensfrage, sondern eine Kostenstruktur. Hydraulik bedeutet Flüssigkeitswechsel, Dichtungssätze und gelegentliche Lecks. Elektrisch bedeutet Servokalibrierung und höhere Empfindlichkeit elektronischer Komponenten. Keine ist “besser”. Eine kann besser zu deinen Toleranzanforderungen und deiner Wartungskultur passen.
Aber Präzision bringt nur dann Geld, wenn Ihnen jemand dafür bezahlt.
Wenn dein Verhältnis zwischen Tonnage und Toleranz aussagt, dass ±1° abrechenbar und mit robuster Hydraulik erreichbar ist, bringt der Kauf von Submikron-Wiederholgenauigkeit Abschreibung, keinen Gewinn.
Schrottmetall-Realitätscheck: Wenn du deine fünfjährige Ausfallzeit nicht in exakten Dollarbeträgen berechnet hast, erstellst du kein Budget – du rätst.
Was passiert also, wenn die Maschine tatsächlich ausfällt?
Ruf den Händler an und stelle eine Frage, die Verkäufer unbequem macht:
“Wenn mein Haupt-Proportionalventil an einem Dienstag um 10 Uhr morgens ausfällt, was passiert in den nächsten 48 Stunden?”
Dann schweige.
Du hörst auf Details. Name des örtlichen Technikers. Lagerbestand von Teilen in erreichbarer Entfernung. Leihplatinen. Durchschnittliche Reaktionszeit schriftlich.
Wenn die Antwort in Richtung “wir koordinieren mit dem Werk” abdriftet, hast du gerade deine Schwachstelle gefunden.
Bitte um drei Kunden im Umkreis von 200 Meilen, die dasselbe Modell seit mindestens drei Jahren betreiben. Ruf sie an. Nicht die glänzende Neuinstallation – diejenige, die Zeit hatte, kaputtzugehen. Frag, wie lange ihr längster Ausfall gedauert hat und was ihn tatsächlich verursacht hat.
Stellen Sie sich zwei Werkstätten vor. Die eine kann einen dreitägigen Stillstand verkraften, weil sie eine sekundäre Bremse und flexible Lieferfenster hat. Die andere arbeitet im Einschichtbetrieb mit hochkomplexer Fertigung und ohne Redundanz.
Für den einen ist derselbe Hersteller sicher, für den anderen tödlich.
Sie jagen nicht nach Perfektion. Sie kartieren die Reaktionszeit im Verhältnis zu Ihrer Ausfalltoleranz.
Altmetall-Realitätscheck: Wenn ein Hersteller nicht zeigen kann, wie er Ihre Leute innerhalb von 48 Stunden wieder dazu bringt, Teile zu biegen, kaufen Sie keine Maschine – Sie kaufen eine Haftung.
Selbst wenn der Service schnell erscheint, gibt es noch eine weitere Variable, die die meisten Eigentümer unterschätzen.
Ich habe beobachtet, wie Eigentümer ausgefeilte CNC-Steuerungen kauften, weil die Demo reibungslos aussah.
Er war stolz auf diese Maschine.
Drei Monate später blieben die Hälfte der erweiterten Funktionen ungenutzt, weil Ihre Leute auf der Werkstattebene wieder auf manuelle Korrekturen und Stammeswissen zurückgriffen. Rüstzeiten schlichen sich zurück. Winkelabweichungen kehrten zurück. Die Maschine war nicht der Engpass – die Anpassung war es.
Controller sind Ökosysteme. Unterschiedliche Logikbäume, Programmierabläufe, Biegesequenzmethoden. Wenn Ihre Bediener zehn Jahre auf einer Plattform gearbeitet haben, ist ein Wechsel nicht einfach ein Software-Update. Es ist ein Produktivitäts-Einbruch.
Fragen Sie den Hersteller:
Dann testen Sie es. Setzen Sie Ihren leitenden Bediener während der Bewertung an die Benutzeroberfläche. Nicht den Vertriebsingenieur. Ihren Mann.
Wenn er sich schon in der Demo schwer tut, einfache Biegeprogramme zu navigieren, wird sich diese Reibung im großen Maßstab multiplizieren.
Präzision ist eine Systemeigenschaft – Maschine, Werkzeuge, Materialkonsistenz und Bedienerausführung. Ändern Sie eine Variable und der Toleranzstapel verschiebt sich.
Altmetall-Realitätscheck: Eine Steuerung, die Ihr Team ablehnt, ist eine versteckte Steuer auf jede Einrichtung für die nächsten zehn Jahre.
Nehmen wir nun an, Sie haben es auf zwei Hersteller eingegrenzt, die die Berechnung, den Ausfallstresstest und den Bedienertest bestanden haben.
Hier entspannen sich die meisten Käufer – und hier sollten Sie schärfer werden.
Du vergleichst keine technischen Daten mehr. Du prüfst Verhalten.
Fordere einen schriftlichen vorbeugenden Wartungsplan mit Teilepreisen an. Wenn sie zögern, wollen sie nicht, dass du die Lebenszykluskosten modellierst.
Frage, welche Komponenten proprietär sind und welche Standard-Industriebauteile über Drittanbieter erhältlich sind. Proprietär ist nicht schlecht. Versteckte Abhängigkeit schon.
Frage, welcher Prozentsatz ihrer regionalen Installationen nach fünf Jahren noch läuft. Nicht globale Zahlen. Deine Region. Klima, Stromqualität, Arbeitsbelastung – diese Variablen sind entscheidend.
Und frage dies direkt: “Was war die längste Teilelieferverzögerung, die einer ihrer Kunden hier in den letzten zwei Jahren erlebt hat?”
Beobachte, wie sie antworten. Präzise und transparent schafft Vertrauen. Vage und defensiv kündigt Reibung an.
Das Ziel ist nicht, sie beim Lügen zu erwischen. Es ist zu sehen, ob sie wie ein Partner denken, der für deine Betriebszeit verantwortlich ist – oder wie ein Hersteller, der nur für den Quartalsumsatz verantwortlich ist.
Denn sobald die Anzahlung überwiesen ist, kaufst du keine Stahl- und Hydraulikteile mehr.
Du kaufst fünf Jahre Reaktionszeit.
Und das ist der nicht offensichtliche Wandel: Der “beste” Hersteller ist nicht der mit dem stärksten Emblem, den engsten Spezifikationen oder sogar der niedrigsten Ausfallrate auf dem Papier. Es ist derjenige, dessen unvermeidliche Fehler in deine finanzielle Toleranz passen, ohne den Takt zu brechen.
Die meisten Eigentümer kaufen nach Leistungsfähigkeit. Die disziplinierten kaufen nach überlebensfähiger Schwäche.
Welcher wirst du gleich sein?


















