

Il était fier de cette machine. Insigne européen. Acompte à six chiffres. Répétabilité ±0,002 sur la fiche technique.
Six mois plus tard, 80% de ce que ses gars à l’atelier pliaient, c’était des supports en acier doux de 3/16 de pouce avec une tolérance de ±0,010. Les pièces s’ajustaient. Elles auraient aussi convenu sur une machine de gamme moyenne de 175 tonnes. Le paiement, cependant, n’a pas diminué pour s’adapter au travail.
Cet écart — entre ce que vous avez acheté et ce que vous pliez réellement — c’est là que le prestige commence à grignoter la marge.
Entrez sur n’importe quel forum d’usinage et vous verrez les mêmes noms revenir en tête : Trumpf. Amada. Le “haut de gamme.” Personne ne conteste leur précision. Personne ne conteste la beauté de leur ingénierie.
Mais la précision ne rapporte que lorsque quelqu’un vous la paie.
Si la tolérance de votre client est de ±0,010 et que votre presse plieuse tient ±0,002 toute la journée, vous n’avez pas gagné huit millièmes de valeur. Vous avez acheté une capacité que votre facture ne peut pas facturer. Pendant ce temps, votre mensualité est de $4,870 au lieu de $3,100 pour une machine comparable de milieu de gamme. Cette différence de $1,770 ? Sur cinq ans, cela représente $106,200 avant intérêts — de l’argent qui aurait pu financer un autre opérateur ou une mise à niveau avec laser à fibre.
Le prestige semble sûr. Le flux de trésorerie, lui, garde les lumières allumées.
Vérification de la réalité de la ferraille : Si vos clients ne paient pas les prix de l’aéronautique, les paiements d’équipement aéronautique sortent directement de votre marge.
Imaginez deux ateliers.
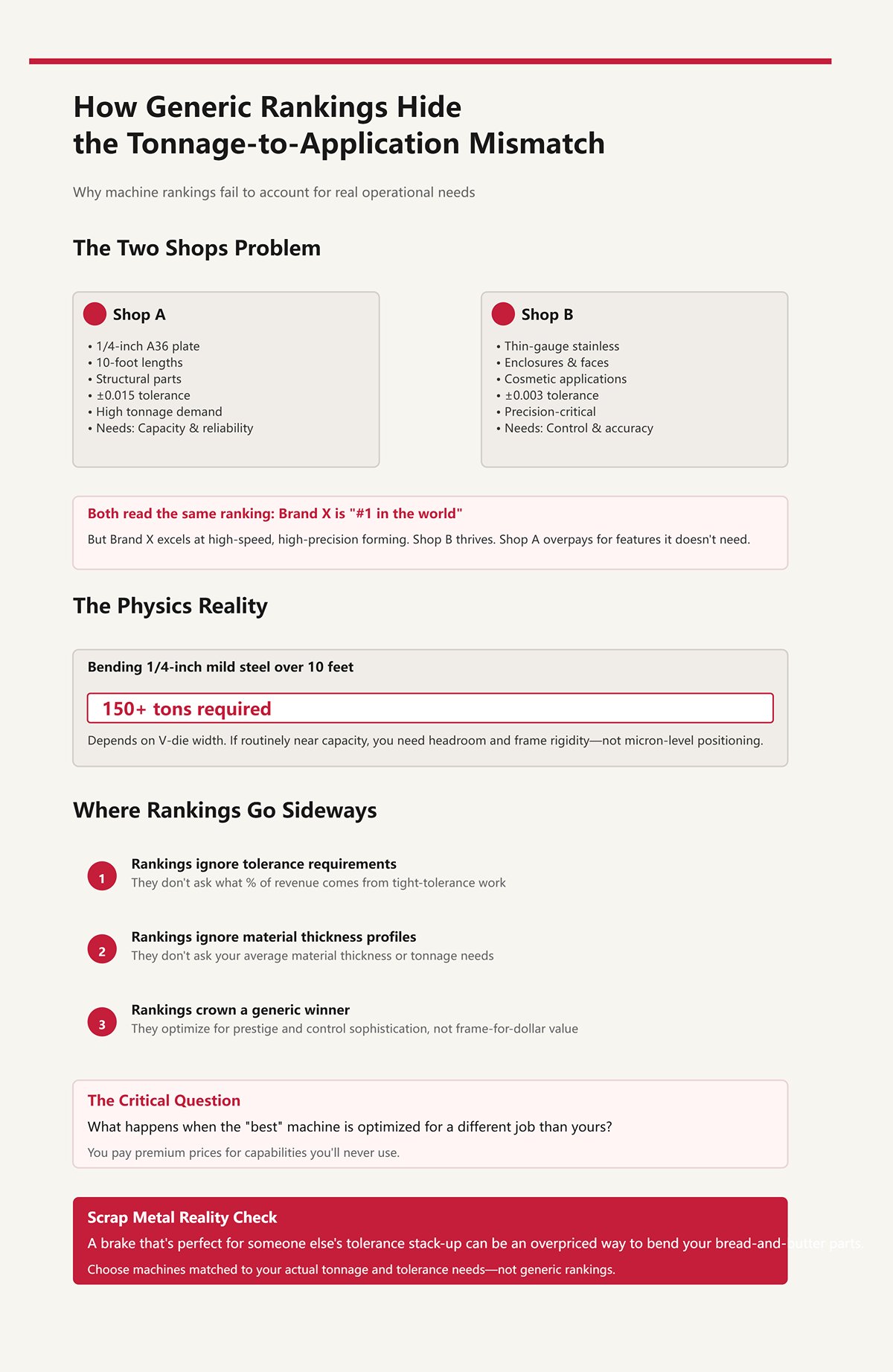
L’atelier A plie toute la journée des plaques A36 de 1/4 de pouce, des pièces structurelles de 10 pieds de long, tolérance ±0,015. L’atelier B plie des boîtiers en acier inoxydable à faible épaisseur, des faces esthétiques, tolérance ±0,003.
Tous deux lisent un classement indiquant que la marque X est “#1 dans le monde.”
La marque X peut être phénoménale pour le formage à grande vitesse et haute précision, avec correction de flèche avancée et commande servo. L’atelier B monétise cela. L’atelier A n’a besoin que d’un tonnage régulier et de butées fiables.
Voici où ça dérape : le tonnage, c’est de la physique. Règle approximative — plier de l’acier doux de 1/4 de pouce sur 10 pieds peut demander plus de 150 tonnes selon la largeur du V-matrice. Si vous travaillez souvent près de la capacité, vous voyez plus grand pour avoir une marge de sécurité et une rigidité de bâti. Mais de nombreuses machines de prestige doivent leur réputation à la sophistication de leur commande, pas à leur rapport puissance/prix. Vous payez pour un positionnement au micron alors que ce dont vous avez vraiment besoin, c’est de la masse d’acier et d’un vérin qui ne faiblit pas.
Les classements ne demandent pas quel pourcentage de votre chiffre d’affaires provient de travaux à tolérance serrée. Ils ne demandent pas votre épaisseur moyenne de matériau. Ils se contentent de couronner un gagnant.
Alors que se passe-t-il quand la “meilleure” machine est optimisée pour un travail différent du vôtre ?
Vérification de la réalité de la ferraille : Une presse plieuse parfaite pour la tolérance empilée de quelqu’un d’autre peut être un moyen hors de prix de plier vos pièces de base.

Parlons outillage.
Certaines marques de premier plan conçoivent de magnifiques systèmes d’outillage propriétaires — changement rapide, rectifiés avec précision, parfaitement intégrés à leur logiciel de commande. La démonstration est fluide. Puces d’identification d’outils. Suggestions de configuration automatiques. Essais de pliage minimaux.
Imaginez ceci : un poinçon spécial se fissure. Rien de catastrophique, juste de quoi mettre un travail à l’arrêt. La pièce de rechange n’est pas disponible chez votre fournisseur local. Elle arrive de l’étranger. Trois semaines.
Vos opérateurs passent le balai autour d’une presse plieuse silencieuse qui a coûté $280 000. Supposons que cette machine facture généralement 6 heures par jour à un tarif d’atelier de $150. Cela fait $900 de capacité de production par jour. Quinze jours ouvrables d’arrêt, c’est $13 500 de potentiel de facturation brute — avant même que la masse salariale et les frais généraux ne viennent grignoter cela.
Les écosystèmes intégrés sont puissants quand le temps de fonctionnement est infaillible et que les pièces sont disponibles localement. Ils deviennent coûteux quand vous êtes enfermés dans un seul canal pour les consommables et le service.
Oui, l’intégration réduit les erreurs de configuration. Oui, elle peut améliorer la répétabilité. Mais si le rayon de service local implique qu’un technicien prenne l’avion plutôt que le camion, cette élégance devient fragile très vite.
La vraie question n’est donc pas “ Cet écosystème est-il avancé ? ” mais plutôt “ Qui le répare à 2 h du matin quand un servo tombe en panne ? ”
Vérification de la réalité de la ferraille : Chaque fonctionnalité propriétaire que vous ne pouvez pas entretenir localement est une future facture sans marge de négociation.
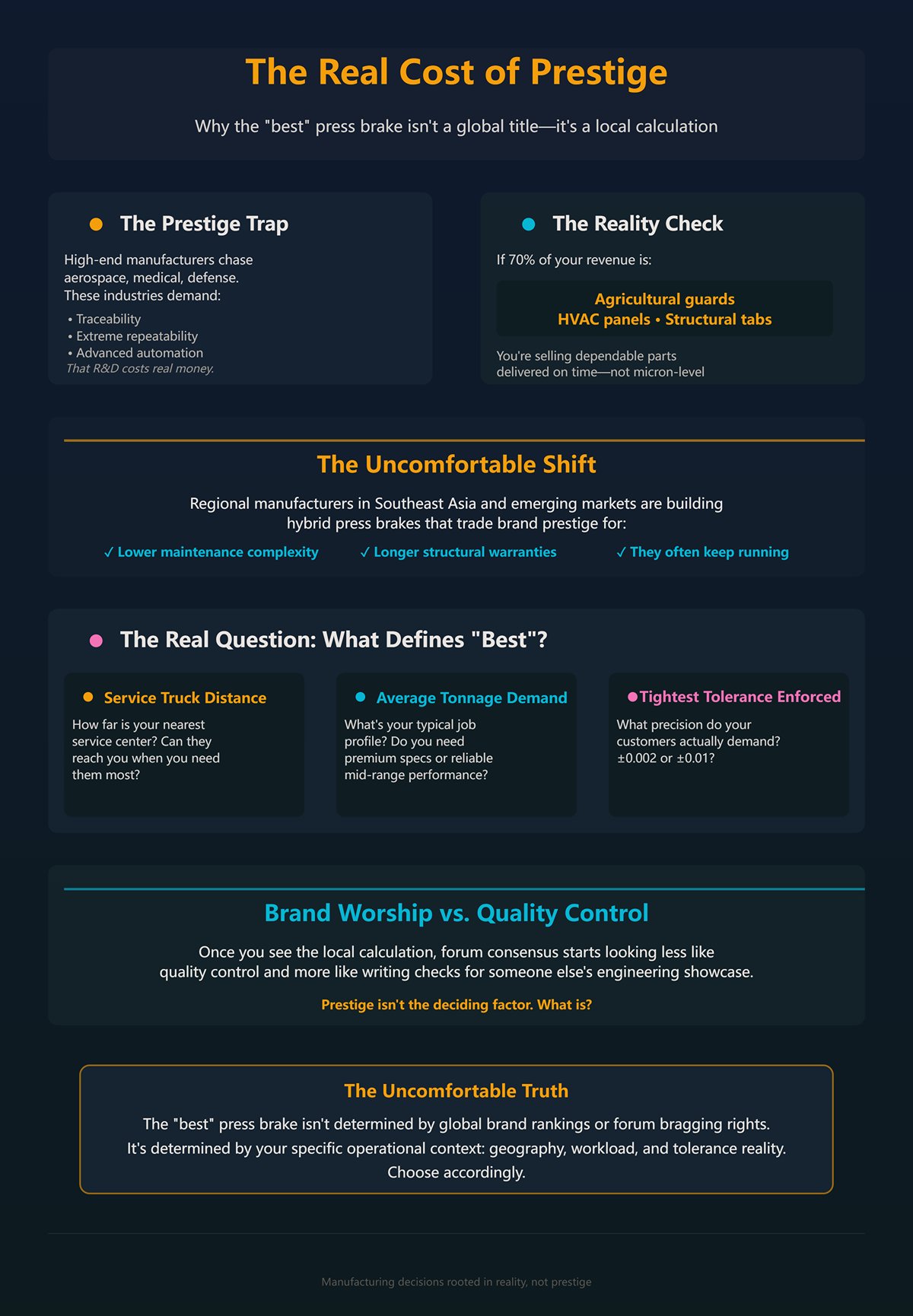
Les fabricants haut de gamme ciblent l’aérospatial, le médical, la défense — des industries qui exigent traçabilité, répétabilité extrême et automatisation avancée. Cette R&D coûte réellement cher.
Si vous pliez des supports d’avion qui doivent tenir à ±0,002 à travers les variations de température, vous voulez cette ingénierie. Vous la facturez. Le consensus des forums saluant ces machines a du sens dans ce contexte.
Mais si 70% de vos revenus proviennent de protections agricoles, de panneaux de CVC et de languettes structurelles, vous ne vendez pas la perfection au micron. Vous vendez des pièces fiables livrées à temps.
Il existe des fabricants régionaux — certains en pleine croissance en Asie du Sud-Est et sur d’autres marchés — qui construisent des presses plieuses hybrides sacrifiant un peu de prestige de marque pour une complexité de maintenance réduite et des garanties structurelles plus longues. Ils ne dominent pas les forums de vantardise. Ils continuent souvent simplement à fonctionner.
C’est le virage inconfortable : la “ meilleure ” presse plieuse n’est pas un titre mondial. C’est un calcul local — distance du camion de service, demande moyenne de tonnage et tolérance la plus stricte réellement exigée par vos clients.
Une fois que vous voyez cela, le culte de la marque ressemble moins à du contrôle qualité et davantage à l’écriture de chèques pour la vitrine technologique de quelqu’un d’autre.
Et si le prestige n’est pas le facteur décisif, qu’est-ce qui l’est ?
Un propriétaire d’atelier m’a un jour glissé un devis sur son bureau — 320 tonnes, 14 pieds, emblème européen sur le côté, juste en dessous de $480 000. Il était fier de cette machine sur le papier. Puis je lui ai demandé ses 12 derniers mois de données de pliage : matériau le plus épais, pièce la plus longue, tolérance la plus stricte réellement rejetée par les clients. Nous avons construit une grille simple sur un bloc-notes jaune — tonnage maximal requis sur un axe, tolérance répétable la plus serrée exigée sur l’autre.
Tant que vous n’avez pas tracé cette grille, vous n’achetez pas une presse plieuse. Vous devinez avec un chèque à six chiffres.
La matrice oblige deux chiffres inconfortables à coexister dans la même conversation : votre véritable tonnage de pointe (avec 20% de réserve) et votre tolérance la plus rentable. C’est le moment de l’achat du camion. La puissance sans accès au carburant est inutile. Le contrôle au micron sans demande payante est de la vanité. Et le mauvais quadrant ne coûte pas seulement plus au départ — il se multiplie à travers les rebuts, les cycles ralentis et les paiements surdimensionnés que vos marges ne peuvent absorber.
Vérification de la réalité du métal de rebut : Si vous n’avez pas établi la correspondance entre votre tonnage maximal et votre tolérance payée la plus stricte, chaque dollar au-dessus de cette intersection est financé par l’égo à des taux commerciaux.
Passons au concret.
Prenez de l’A36 de 1/4 pouce sur 10 pieds. Selon la largeur du V-die, vous êtes au-dessus de 150 tonnes. Doublez maintenant l’épaisseur à 1/2 pouce. Le tonnage ne double pas — il augmente d’environ quatre fois. L’épaisseur est le facteur dominant dans l’équation. La longueur ne se multiplie que linéairement. Des plis aigus sous 90 degrés ? Ajoutez environ 1,5 fois de force. C’est de la physique, pas du marketing.
Regardez maintenant comment la plupart des ateliers “ résolvent ” cela. Ils achètent une machine de 300 tonnes parce qu’une ou deux fois par mois un travail dépasse 240 tonnes. Cela signifie que vos opérateurs travaillent entre 80 et 100% de capacité les jours chargés. Le problème ? Une presse plieuse saine devrait fonctionner autour de 80% maximum pour préserver une capacité de réserve — appelez cela une assurance de procédé contre des lots de matériaux plus durs ou des outils usés. Pousser à 100% régulièrement ne prouve pas la robustesse. Cela accélère la déflexion, l’usure des joints et les angles incohérents.
Mais c’est là que tout se complique.
Certains ateliers attribuent la variation d’angle à un “ manque de tonnage ” et surdimensionnent encore, alors que le véritable point d’étranglement est le contrôle de la tolérance sur des pièces plus fines et esthétiques. Ils résolvent un problème de précision par la force brute.
Imaginez à nouveau deux ateliers. L’un perd du temps parce que les pièces en tôle épaisse nécessitent plusieurs passes pour éviter de saturer la capacité. L’autre perd du temps parce que les opérateurs calent et re-plient de l’inox mince pour atteindre ±0,003. Les deux se plaignent de productivité. Un seul est réellement limité par le tonnage.
Et les tableaux de tonnage sont des estimations. L’inox type 201 peut nécessiter une force supérieure de 50% à celle du 304. Une base de 15,3 tonnes par pied peut devenir 23 tonnes par pied selon le grade. Si votre matrice est basée sur des chiffres de catalogue au lieu des lots réels de votre fournisseur, vous bâtissez sur du sable.
Ainsi, la question n’est pas “ Combien de tonnes cette machine peut-elle fournir ? ” mais “ À quelle épaisseur, longueur et variabilité de matériau j’atteins 80% — et est-ce là que se trouve mon chiffre d’affaires ? ”
Vérification de la réalité du métal de rebut : Surdimensionnez le tonnage pour corriger un goulot de précision et vous posséderez une capacité inactive qui ne peut pourtant pas empêcher votre bac à rebuts de se remplir.
| Section | Contenu |
|---|---|
| Titre | Haut tonnage vs. haute précision : Quel goulot d’étranglement freine réellement votre atelier ? |
| Impact épaisseur vs. longueur | Prenez de l’A36 de 1/4 pouce sur 10 pieds. Selon la largeur du V-die, vous êtes au-dessus de 150 tonnes. Doublez l’épaisseur à 1/2 pouce et le tonnage augmente d’environ quatre fois — pas deux. L’épaisseur domine l’équation ; la longueur se multiplie linéairement. Les plis aigus inférieurs à 90° ajoutent environ 1,5× de force. C’est la physique. |
| Comportement d’achat courant | De nombreux ateliers achètent une machine de 300 tonnes parce que certains travaux ponctuels atteignent 240 tonnes. Les opérateurs fonctionnent alors à 80–100% de capacité les jours de forte charge. Une presse plieuse saine devrait fonctionner autour de 80% maximum pour préserver une capacité de réserve face à des lots de matériaux plus durs ou des outils usés. Travailler à 100% accélère la déflexion, l’usure des joints et les angles incohérents. |
| Mauvais diagnostic du problème | Certains ateliers attribuent la variation d’angle à un tonnage insuffisant et remplacent les machines, alors que le véritable problème est le contrôle de la tolérance sur des pièces fines et esthétiques. Ils tentent de résoudre un problème de précision par la force brute. |
| Scénario à deux ateliers | Un atelier perd du temps car les pièces épaisses nécessitent plusieurs passes pour éviter de dépasser la capacité maximale. Un autre perd du temps car les opérateurs calent et re-plient de l’inox mince pour atteindre ±0,003. Les deux évoquent des problèmes de productivité — un seul est réellement limité par le tonnage. |
| Variabilité des matériaux | Les tableaux de tonnage sont des estimations. L’inox type 201 peut nécessiter 50% de force en plus par rapport au 304. Une base de 15,3 tonnes par pied peut grimper à 23 tonnes par pied selon le grade. Fonder vos calculs sur des données de catalogue plutôt que sur les lots réels de vos fournisseurs est risqué. |
| La véritable question | La question clé n’est pas “ Combien de tonnes cette machine peut-elle délivrer ? ”, mais “ À quelle épaisseur, longueur et variabilité de matériau j’atteins la capacité 80% — et est-ce là que se trouve mon chiffre d’affaires ? ” |
| Vérification de la réalité de la ferraille | Achetez trop de tonnage pour résoudre un goulot d’étranglement de précision et vous vous retrouverez avec une capacité inutilisée — qui ne suffira toujours pas à empêcher votre bac à rebuts de se remplir. |
J’ai vu une pièce de 12 pieds sortir d’une plieuse de gamme moyenne : angle parfait aux extrémités, deux degrés d’ouverture au centre. Déflection classique. Le bâti se courbe sous la charge ; le coulisseau et la table ne restent pas parfaitement parallèles. Sans compensation, vos longues pièces vous trompent.
La compensation est la solution — des coins mécaniques ou des systèmes hydrauliques qui introduisent une contre‑déflexion contrôlée pour que la pliure reste uniforme sur toute la longueur. C’est là que les machines $200 000 et $500 000 se séparent discrètement.
La compensation manuelle fonctionne. On ajuste selon le tonnage et l’expérience. C’est plus lent, mais prévisible si vos opérateurs connaissent bien le matériau. La compensation dynamique à commande CNC s’ajuste automatiquement en fonction de la charge calculée sur la table. Mise en place plus rapide. Meilleure répétabilité pour les pièces longues à tolérances serrées.
Mais la précision ne rapporte que lorsque quelqu’un vous la paie.
Si 70% de votre chiffre d’affaires provient de pièces de moins de 6 pieds avec une tolérance de ±0,015, vous sollicitez rarement toute la longueur de la table. La déflexion du bâti est minimale. Payer $300 000 de plus pour une compensation dynamique sophistiquée pourrait vous faire gagner quelques minutes par réglage — des minutes que votre planning actuel ne valorise pas.
Inversez la situation. Si vous façonnez régulièrement des panneaux inox de 10 à 12 pieds à ±0,005 et mettez au rebut un sur 25 à cause d’une variation d’angle au milieu, et que chaque panneau représente $420 en matériau et main‑d’œuvre, cela fait en moyenne $16,80 perdus par cycle de pièce. En produire 1 000 par an et vous aurez perdu $16 800. Sur cinq ans, $84 000 — sans compter le temps de retouche. Soudain, la précision de la compensation n’est plus un luxe. C’est une assurance.
La matrice vous oblige à relier longueur de pli et tolérance au risque de déflexion. Pas aux brochures de marque. Pas aux démonstrations en salle d’exposition.
Vérification de la réalité de la ferraille : si la déflexion des pièces longues vous coûte $84 000 sur cinq ans, ignorer la compensation avancée revient cher ; si ce n’est pas le cas, la payer l’est tout autant.
Une commande haut de gamme avec programmation hors ligne, puces d’identification d’outils, séquençage automatique des pliages, interfaces robotiques — c’est impressionnant. Je les ai vues. Fluides. Rapides. Intégrées.
Puis je retourne sur le plancher six mois plus tard.
Vos opérateurs pilotent toujours les axes manuellement parce que “ c’est plus rapide ”. Les bibliothèques d’outils ne sont pas mises à jour. Les programmes hors ligne prennent la poussière numérique faute de temps pour maintenir des données d’outillage précises. Le devis du robot repose dans un dossier intitulé “ Phase 2 ”.”
L’automatisation n’est rentable que lorsque trois conditions sont réunies : travaux répétitifs constants, gestion rigoureuse des données et opérateurs formés — et incités — à faire confiance au système. Si une seule manque, la fonctionnalité devient décorative.
Disons que le module d’automatisation ajoute $120 000 à l’achat. S’il permet d’économiser 5 minutes par réglage et que vous effectuez 6 réglages par poste, cela fait 30 minutes gagnées par jour. À un taux horaire d’atelier de $150, cela représente $75 de capacité par jour. Environ $18 750 par an pour 250 jours ouvrés. Il vous faudra plus de six ans pour atteindre le seuil de rentabilité — et cela en supposant une adoption parfaite.
Si votre mix de production comporte une forte variation, des séries courtes et de fréquentes pièces uniques, la flexibilité manuelle surpasse souvent la vitesse théorique de l’automatisation. Vous payez un ensemble de suspension de circuit pour rouler sur du gravier.
Alors, avant de cocher la case “ prêt pour l’automatisation ”, demandez‑vous : ai‑je la discipline de volume pour la justifier, ou suis‑je en train d’acheter une capacité future à laquelle je compte aspirer ?
Car l’espoir ne paie pas les loyers.
Et une fois que vous avez cartographié le tonnage, la tolérance, le risque de déflexion et la discipline de votre flux de travail réel, une vérité inconfortable demeure : même la machine parfaitement spécifiée ne vaut rien si elle reste à l’arrêt en attendant un technicien qui se trouve à deux États de là.
Vérification de la réalité de la ferraille : une automatisation que vos opérateurs contournent n’est rien de plus qu’un écran tactile coûteux boulonné à un paiement mensuel.
Un atelier que j’ai audité l’année dernière a acheté une presse plieuse hydraulique $350 000 d’une marque mondialement respectée. Tonnage parfaitement adapté. Bombage dynamique. Pack d’automatisation qu’ils utilisaient réellement. Sur le papier, elle était alignée avec les revenus jusqu’au millième près.
Puis une vanne proportionnelle dans le circuit hydraulique est tombée en panne.
Le technicien agréé le plus proche se trouvait à 640 miles. La planification du déplacement et la confirmation des pièces ont pris neuf jours ouvrables. La machine est restée silencieuse pendant 14 jours calendaires. L’atelier fonctionnait sur deux quarts, 8 employés liés à cette presse, avec un coût horaire moyen chargé de $38. Cela représente $608 de main-d’œuvre inactive par heure. Sur plus de 80 heures de production par semaine, cela fait $48 640 pour la première semaine seulement. En ajoutant les pénalités d’expéditions manquées et la sous-traitance accélérée, le propriétaire a estimé prudemment à $72 000 les pertes avant que le vérin ne redémarre.
Il était fier de cette machine.
Ainsi, si vous avez adapté le tonnage à l’épaisseur, la tolérance au bombage et l’automatisation à la discipline du flux de travail, la vraie question n’est plus la performance. C’est : à quelle distance se trouve la personne qui a légalement le droit d’ouvrir le coffret et de la réparer ?
Vérification de la réalité de la ferraille : une presse plieuse $350 000 parfaitement spécifiée avec un MTTR de deux semaines vient de coûter $72 000 en argent réel — le prestige ne paie pas les salaires.
Le temps moyen de réparation semble être quelque chose dont les ingénieurs débattent lors de salons professionnels. Dans votre atelier, c’est le nombre de jours pendant lesquels vos gars balaient autour d’une machine morte.
Imaginez deux ateliers.
L’atelier A dispose d’un fabricant régional situé à 90 miles. Un technicien dédié aux presses plieuses couvre une zone de trois États, avec un délai d’intervention moyen sur site de 24 à 48 heures. L’atelier B achète une machine importée haut de gamme avec des techniciens formés en usine situés près d’un grand aéroport à 1 200 miles. Le diagnostic à distance est efficace, mais tout problème hydraulique ou de règle arrière nécessite une visite sur site.
Maintenant, mettez des chiffres là-dessus. Supposons que votre presse plieuse génère $180 de marge de contribution par heure facturable après matière et main-d’œuvre directe. Si vous fonctionnez 70 heures productives par semaine sur cette machine, cela représente $12 600 de contribution hebdomadaire liée à sa disponibilité. Si votre tolérance de panne acceptable — basée sur votre carnet de commandes et vos délais clients — est de 48 heures, votre marge financière est d’environ $5 040 avant que cela ne commence à compromettre vos engagements de livraison.
Un MTTR de 24 heures s’inscrit dans cette marge. Un MTTR de 10 jours, non.
Et voici la partie que les acheteurs ignorent : la distance se combine à la complexité. Les systèmes hydrauliques comportent des pompes, des joints, des vannes proportionnelles, des capteurs de pression. Les presses électriques éliminent l’huile hydraulique et bon nombre de ces points de défaillance, ce qui raccourcit souvent le temps de réparation car moins de sous-systèmes peuvent tomber en panne. Cela peut modifier l’équation. Mais même les entraînements électriques ont des amplificateurs de servomoteurs et des vis à billes qui ne se trouvent pas dans la quincaillerie locale.
Ainsi, la vraie question n’est pas “ Cette marque est-elle fiable ? ” mais plutôt “ Si elle tombe en panne, combien d’heures puis-je tenir avant que mon planning ne s’effondre — et le rayon de service le permet-il ? ”
Vérification de la réalité de la ferraille : si votre carnet de commandes ne peut pas absorber cinq jours d’arrêt, acheter une machine dont le support se trouve à cinq États de distance revient à miser $12 600 par semaine sur les horaires des compagnies aériennes.
Une brochure dira “ assistance nationale ”. Cette expression masque une différence structurelle essentielle lorsque l’huile se répand sur le sol.
Certaines marques vendent en direct et envoient des techniciens d’usine. D’autres s’appuient sur des distributeurs indépendants qui commercialisent plusieurs gammes et entretiennent leurs propres équipes de service. Sur le papier, le support d’usine semble supérieur — formé et soutenu par l’usine. En pratique, j’ai vu un solide distributeur régional avec trois techniciens de presses plieuses à plein temps surclasser la ligne d’assistance centralisée d’une marque mondiale, car la réputation du distributeur dépend littéralement de ce qui se passe dans un rayon de 200 miles.
Voici ce qui change financièrement.
Quand le support provient directement de l’usine, l’escalade suit souvent plusieurs couches : représentant local → coordinateur national du service → ingénierie d’usine → autorisation de pièces. Chaque transfert ajoute des heures. Parfois des jours. Personne sur le terrain ne “possède” réellement votre temps d’arrêt ; ils le gèrent.
Avec un concessionnaire compétent, le responsable du service connaît votre atelier, vos gars sur le plancher, vos matériaux habituels. Il stocke les composants d’usure courants parce que cinq de ses clients utilisent le même système de commande. Il a intérêt à résoudre le problème rapidement car vous le reverrez à la prochaine journée portes ouvertes.
Mais cela fonctionne dans les deux sens. Un réseau de concessionnaires faible signifie une responsabilité fragmentée. Le fabricant d’origine blâme le concessionnaire. Le concessionnaire attend l’approbation des pièces du fabricant. Vous vous retrouvez entre les deux pendant que le temps passe.
Les marques mondiales réputées atténuent cela grâce à de solides chaînes d’approvisionnement en pièces et des diagnostics à distance. J’ai vu des machines importées de milieu de gamme surpasser des noms prestigieux simplement parce que leur distributeur local était impitoyable sur le temps de réponse. La géographie ne pénalise pas automatiquement les importations ; elle pénalise les importations non soutenues.
Donc avant de signer, ne demandez pas “S’agit-il d’un fabricant de premier plan ?” Demandez “Qui reçoit l’appel à 6 h 30 quand le vérin refuse de rentrer — et a-t-il l’autorité pour le réparer sans demander d’autorisation ?”
Vérification de la réalité ferraille : si aucun humain dans un rayon de 200 miles ne possède clairement votre temps d’arrêt, c’est vous qui le possédez — à $180 par heure de contribution perdue.
Un servo variateur $4,800 est tombé en panne dans un atelier fabriquant des enceintes fines en acier inoxydable. Le diagnostic a été rapide. La pièce, non.
Elle était propriétaire. Non stockée localement. Délai estimé : de 18 à 22 semaines.
La machine elle-même était mécaniquement en bon état. La commande ne pouvait simplement pas alimenter l’axe de butée arrière. Pendant cinq mois, cet actif de $310,000 est devenu un presse-papiers de 12 pieds. Le propriétaire a sous-traité les pliages avec une prime de $42 par heure par rapport à son coût interne pour maintenir ses clients. Fonctionnant 60 heures par semaine en externe, cela représente $2,520 de frais supplémentaires par semaine. Sur 20 semaines, $50,400 de marge envolée — sans compter le coût d’opportunité du travail refusé à cause d’une capacité instable.
C’est là que la mythologie des marques s’effondre.
Les fabricants prestigieux utilisent souvent des cartes et variateurs propriétaires. Cela peut signifier une meilleure intégration et performance. Cela peut aussi signifier que vous êtes lié à leur circuit de pièces. Certains constructeurs de milieu de gamme ou régionaux utilisent des composants industriels plus standardisés — variateurs Siemens, valves Bosch Rexroth, plateformes d’automate courantes. En cas de crise, ces pièces peuvent être obtenues auprès de plusieurs distributeurs.
Les freins électriques compliquent cela, à la fois en votre faveur et contre vous. Moins de composants hydrauliques signifie moins de pannes de fuite et d’étanchéité. Mais si un module servo propriétaire tombe en panne et qu’un seul entrepôt dans un autre pays le stocke, la simplicité ne sert à rien.
Vous devez donc poser trois questions franches avant l’achat :
Pas la réponse optimiste. La documentée.
Parce que la différence entre un échange de pièces en 24 heures et une attente de 24 semaines n’est pas technique. Elle est existentielle pour un calendrier de production.
Vérification de la réalité de la ferraille : une pièce exclusive avec un délai de livraison de 20 semaines peut effacer $50 400 de marge — et aucun logo sur le côté du bâti n’y changera rien.
Un atelier dans l’Ohio m’a un jour montré deux devis pour une presse plieuse de 175 tonnes et 10 pieds. L’un provenait d’une marque mondiale de premier plan avec un technicien régional situé à quatre États de là. L’autre émanait d’un constructeur moins connu, soutenu par un distributeur à 90 minutes de route, disposant de trois spécialistes en presses plieuses et d’un fourgon rempli de soupapes et de variateurs courants. La machine du grand groupe affichait une répétabilité publiée plus serrée. L’option régionale incluait une intervention garantie sur site sous 24 heures, inscrite dans le bon de commande.
Le propriétaire n’arrêtait pas de demander quelle machine était la “ meilleure ”.”
Mauvaise question.
Si votre carnet de commandes s’effondre après 72 heures d’arrêt, vous n’évaluez pas des marques — vous évaluez la vitesse de récupération. La comparaison n’a de sens que lorsque vous superposez trois chiffres : votre temps d’arrêt maximal supportable (en heures), le temps moyen de réparation documenté du fabricant (MTTR), et l’endroit où les pièces critiques sont physiquement stockées. Tout le reste, c’est la couleur de la peinture et du texte marketing.
Décomposons donc les niveaux tels qu’ils se traduisent réellement sur un atelier de production.
Il était fier de cette machine. Mesure d’angle au laser. Bombage automatique lié à une base de données de matériaux. Chiffres de répétabilité si serrés qu’ils se mesurent en microns et non en millièmes de pouce.
Et pour des supports aérospatiaux tenant ±0,2° sur 8 pieds, cette précision n’est pas une coquetterie — c’est une question de survie.
Mais la précision ne rapporte que lorsque quelqu’un vous la paie.
Voici le mécanisme que la plupart des acheteurs manquent : les presses plieuses de niveau élite intègrent souvent des commandes, entraînements et logiciels propriétaires. Cette intégration explique leurs performances. C’est aussi ce qui restreint les circuits d’approvisionnement des pièces. Lorsqu’un amplificateur servo ou une carte de commande tombe en panne, vous ne faites pas vos achats sur le marché industriel ouvert ; vous entrez dans un canal contrôlé.
En Amérique du Nord, ces marques maintiennent souvent de solides entrepôts de pièces et un diagnostic à distance. Le MTTR peut être excellent — si vous vous trouvez dans leurs principaux couloirs de service. En dehors de ces zones, l’escalade passe par des niveaux hiérarchiques corporatifs. Le diagnostic est à distance. L’autorisation des pièces nécessite la confirmation de l’usine. Les déplacements sont planifiés, non improvisés.
Si vos opérateurs travaillent 60 heures par semaine sur des contrats tolérant une semaine de retard, cette structure fonctionne. Si vous êtes un atelier de fabrications variées vivant avec des délais de cinq jours, chaque couche d’approbation supplémentaire allonge votre fenêtre d’exposition.
Soumettons maintenant l’argument contraire à un test de résistance. Les presses plieuses CNC dominent la part du marché mondial. Les régions matures continuent d’acheter des machines haut de gamme. Cela révèle quelque chose de réel : de nombreux ateliers ont véritablement besoin de ces capacités. Médical, aérospatial, architecture haut de gamme — ils monétisent la précision.
Mais imaginez deux ateliers.
L’un plie des supports structurels à ±1°. L’autre forme des enceintes en acier inoxydable à ±0,25° pour l’équipement alimentaire. Le premier achète une répétabilité submicronique qu’il ne facture jamais. Le second perd ses contrats sans elle. Même machine. ROI opposés.
Vérification de la réalité de la ferraille : si vos clients ne paient pas de prime pour une précision de ±0,2°, financer $80 000–$150 000 de précision de niveau élite revient à financer son ego à des taux commerciaux.
J’ai traversé une presse plieuse nord-américaine âgée de 20 ans tenant encore l’angle dans les tolérances. Aucun écran tactile tape-à-l’œil. Juste des montants épais, des vérins surdimensionnés, et une commande qui semblait avoir survécu à trois changements de propriétaire.
Ces machines sont lourdes pour une raison. La masse réduit la déflexion. Des circuits hydrauliques plus simples signifient moins de composants exotiques. Beaucoup utilisent des soupapes, pompes et plateformes d’automates programmables industriels largement disponibles. Lorsqu’une pièce lâche, vos techniciens ne se retrouvent pas face à une boîte noire scellée — ils suivent les conduites de pression et remplacent des pièces stockées par des distributeurs régionaux.
Ce n’est pas de la nostalgie. C’est de la maintenabilité.
Mais la masse a un coût. Empreinte au sol plus grande. Fret plus élevé. Parfois des vitesses de vérin plus lentes et moins d’options d’automatisation. Si vous visez une production autonome avec robot d’alimentation, certains modèles robustes donnent l’impression d’être des adaptations plutôt que des systèmes intégrés.
En matière de service, les fabricants régionaux s’appuient souvent sur des réseaux de distributeurs denses. Quand ils sont solides, c’est de l’or. Le distributeur stocke des joints, des valves proportionnelles, des cartes communes parce que dix de ses clients utilisent la même plateforme. Quand le réseau est faible, vous vous retrouvez coincé entre l’ingénierie du fabricant et un support technique local limité.
Alors, “construit comme un char d’assaut”, est-ce que ça le justifie ?
Si votre rapport tonnage/tolérance est modéré — disons 135 à 230 tonnes, ±0,5° à ±1° — et que vos revenus dépendent davantage du temps de fonctionnement que de la perfection au micron, ces machines sont en phase avec la réalité. Vous échangez l’automatisation de pointe contre la résilience mécanique et un approvisionnement plus large en pièces.
Vérification de la réalité de la ferraille : si un bâti de 12 000 livres et des composants hydrauliques standardisés permettent d’économiser ne serait-ce que trois jours sur une réparation majeure une fois tous les cinq ans, cela représente environ $12 960 préservés à $180 de l’heure — bien plus que n’importe quelle spécification de brochure ne rapportera jamais.
La Chine représente désormais plus d’un cinquième de la part de marché mondiale des presses plieuses hydrauliques, avec des taux de croissance supérieurs à ceux de l’Amérique du Nord. Ce n’est pas parce que les acheteurs sont naïfs. Le volume force le raffinement. L’échelle automobile impose l’itération. La pression à l’export oblige la conformité.
J’ai inspecté des presses plieuses turques et chinoises haut de gamme équipées de valves Bosch Rexroth, de variateurs Siemens et de commandes CNC reconnues, intégrées dans des bâtis fabriqués localement. L’ancienne caricature — acier brut et tolérances approximatives — ne résiste plus à l’inspection dans de nombreux cas. La qualité des soudures, la finition d’usinage et la disposition électrique se sont nettement resserrées au cours de la dernière décennie.
Mais voici le point charnière : qui assure le support dans votre code postal ?
Certains perturbateurs de milieu de gamme ont établi des réseaux de distributeurs nord-américains agressifs. D’autres dépendent d’un seul importateur couvrant la moitié du pays. Le matériel peut être solide. Les pièces — souvent des composants européens standardisés — peuvent être disponibles mondialement. Mais si personne à moins de 300 miles ne les a en stock, “ standardisé ” signifie encore attente.
L’avantage, c’est que l’utilisation de composants industriels courants peut élargir vos options d’approvisionnement en situation critique. Un variateur Siemens n’est pas intrinsèquement bloqué dans un seul entrepôt. Cela peut réduire les délais d’approvisionnement des pièces par rapport à des écosystèmes propriétaires.
L’inconvénient, c’est que la longévité du bâti, la perception à la revente et la précision d’alignement à long terme varient selon le constructeur. Vous avez besoin de références en fonctionnement depuis plus de cinq ans, pas seulement d’installations flambant neuves.
La vraie question n’est pas de savoir si les constructeurs turcs ou chinois haut de gamme sont “ assez bons ”. C’est de savoir si leur représentation locale transforme l’échelle de fabrication mondiale en sécurité de fonctionnement locale.
Vérification de la réalité de la ferraille : économiser $90 000 au départ ne sert à rien si un support régional faible transforme une panne majeure en une facture de sous-traitance de $50 000.
En retirant les drapeaux et les emblèmes, il reste une équation concrète : vos exigences de tolérance, votre tolérance aux arrêts et le rayon de service qui soutient la machine. Le bon fabricant n’est pas celui qui a la fiche technique la plus serrée — c’est celui dont vous pouvez supporter les faiblesses pendant cinq ans.
Alors, comment auditer ces faiblesses avant d’envoyer un acompte ?
On n’audite pas un fabricant en lisant sa brochure. On l’audite en exposant son maillon le plus faible à la lumière et en lui donnant un prix.
Je traite une presse plieuse comme un camion haute performance sur un chantier boueux. La puissance compte. Mais si le mécanicien le plus proche est à 400 miles et que le filtre à carburant est propriétaire, l’emblème sur la calandre devient un ornement de capot. Le cadre ci-dessous ne consiste pas à trouver la “ meilleure ” marque, mais à calculer les défauts du constructeur que vous pouvez vous permettre de supporter pendant cinq ans — et ceux qui videront silencieusement votre marge.
Commencez avec une feuille blanche et écrivez trois chiffres :
La plupart des ateliers s’arrêtent à la première ligne parce que c’est ce que la banque finance.
La vérité se trouve à la troisième ligne.
Si votre presse plieuse génère $180 par heure en marge de contribution — pas en chiffre d’affaires, mais en marge — et que vous travaillez 40 heures par semaine, une journée complète perdue coûte $1 440. Un retard de pièces de cinq jours coûte $7 200. Une panne de deux semaines, comme le délai de 14 jours pour un entraînement propriétaire que j’ai déjà vu ? C’est $20 160 de perdus avant même de payer les heures supplémentaires ou la sous-traitance du pliage.
Comparez maintenant cela à la différence de prix entre les marques. Si la machine haut de gamme coûte $90 000 de plus mais réduit statistiquement une panne majeure sur cinq ans, elle peut se justifier. Si le constructeur régional à moindre coût offre une disponibilité égale dans votre zone de service, ces $90 000 sont de l’ego financé à des taux commerciaux.
Et n’ignorez pas le type de machine. Hydraulique ou électrique n’est pas une question de religion ; c’est une structure de coûts. L’hydraulique implique des changements de fluide, des kits de joints et des fuites occasionnelles. L’électrique nécessite un calibrage des servomoteurs et une sensibilité accrue des composants électroniques. Aucune n’est “ meilleure ”. L’une peut simplement mieux correspondre à vos exigences de tolérance et à votre culture de maintenance.
Mais la précision ne rapporte que lorsque quelqu’un vous la paie.
Si votre ratio tonnage/tolérance indique que ±1° est facturable et réalisable avec des hydraulique robustes, acheter une répétabilité submicronique ajoute de la dépréciation, pas du profit.
Vérification de la réalité des métaux de rebut : si vous n’avez pas calculé l’exposition aux arrêts sur cinq ans en dollars exacts, vous ne budgétez pas — vous devinez.
Alors que se passe-t-il lorsque la machine tombe réellement en panne ?
Appelez le revendeur et posez une question qui met les vendeurs mal à l’aise :
“ Si ma valve proportionnelle principale tombe en panne un mardi à 10 h, que se passe-t-il dans les 48 heures suivantes ? ”
Puis taisez-vous.
Vous écoutez les détails précis. Nom du technicien local. Pièces en stock à distance de conduite. Cartes de prêt. Délai moyen d’intervention écrit.
Si la réponse dérive vers “ nous coordonnerons avec l’usine ”, vous venez de trouver votre point faible.
Demandez trois clients dans un rayon de 200 miles utilisant le même modèle depuis au moins trois ans. Appelez-les. Pas la toute nouvelle installation — celle qui a déjà eu le temps de tomber en panne. Demandez combien de temps a duré leur plus long arrêt et ce qui l’a réellement causé.
Imaginez deux ateliers. L’un peut absorber une panne de trois jours grâce à un frein secondaire et à des fenêtres de livraison flexibles. L’autre fonctionne en un seul poste, avec une production à forte diversité et sans redondance.
Le même fabricant est sûr pour l’un et fatal pour l’autre.
Vous ne chassez pas la perfection. Vous cartographiez le temps de réponse par rapport à votre tolérance au temps d’arrêt.
Vérification de la réalité de la ferraille : si un fabricant ne peut pas démontrer comment il maintiendra vos opérateurs sur le terrain en train de plier des pièces dans les 48 heures, vous n’achetez pas une machine — vous achetez une responsabilité.
Même si le service arrive rapidement, il existe une autre variable que la plupart des propriétaires sous-estiment.
J’ai vu des propriétaires acheter des commandes CNC sophistiquées parce que la démonstration semblait fluide.
Il était fier de cette machine.
Trois mois plus tard, la moitié des fonctionnalités avancées restaient inutilisées parce que vos opérateurs au sol revenaient aux corrections manuelles et au savoir-faire empirique. Les temps de préparation ont augmenté. Les incohérences d’angle sont revenues. La machine n’était pas le goulot d’étranglement — c’était l’adaptation.
Les contrôleurs sont des écosystèmes. Différents arbres logiques, flux de programmation, méthodes de séquençage de pliage. Si vos opérateurs ont dix ans d’expérience sur une plateforme, changer n’est pas juste une mise à jour logicielle. C’est une baisse de productivité.
Demandez au fabricant :
Puis testez-la. Mettez votre opérateur principal face à l’interface lors de l’évaluation. Pas l’ingénieur commercial. Votre homme.
S’il peine à naviguer dans la programmation de pliage de base lors de la démonstration, cette friction se multipliera à l’échelle.
La précision est une propriété du système — machine, outillage, constance des matériaux et exécution de l’opérateur. Changez une variable et l’empilement des tolérances se déplace.
Vérification de la réalité de la ferraille : un contrôleur que votre équipe déteste est une taxe cachée sur chaque configuration pour la prochaine décennie.
Supposons maintenant que vous ayez réduit la sélection à deux fabricants qui satisfont aux critères mathématiques, au test de résistance au temps d’arrêt et au test de l’opérateur.
C’est là que la plupart des acheteurs se détendent — et là où vous devriez être plus vigilant.
Vous ne comparez plus les spécifications. Vous auditez le comportement.
Demandez un calendrier écrit d’entretien préventif avec les prix des pièces. S’ils hésitent, c’est qu’ils ne veulent pas que vous modélisiez le coût du cycle de vie.
Demandez quelles sont les pièces propriétaires et quelles sont les pièces industrielles standards disponibles auprès de distributeurs tiers. Propriétaire n’est pas synonyme de mal. La dépendance cachée, si.
Demandez quel pourcentage de leurs installations régionales fonctionnent encore après cinq ans. Pas de chiffres globaux. Votre région. Climat, qualité de l’alimentation électrique, charge de travail — ces variables comptent.
Et demandez ceci, directement : “ Quel est le plus long délai d’attente pour une pièce qu’un de vos clients ici a connu au cours des deux dernières années ? ”
Observez comment ils répondent. Une réponse précise et transparente inspire la confiance. Une réponse vague et défensive annonce des frictions.
Le but n’est pas de les piéger. C’est de voir s’ils pensent comme un partenaire responsable de votre disponibilité — ou comme un fabricant concentré sur ses ventes trimestrielles.
Car une fois le dépôt viré, vous n’achetez plus de l’acier et de l’hydraulique.
Vous achetez cinq ans de temps de réponse.
Et c’est là le changement non évident : le “ meilleur ” fabricant n’est pas celui qui arbore le badge le plus prestigieux, la fiche technique la plus rigoureuse ou même le taux de défaillance le plus faible sur le papier. C’est celui dont les pannes inévitables s’inscrivent dans votre tolérance financière sans interrompre votre activité.
La plupart des propriétaires achètent pour la capacité. Les disciplinés achètent pour une faiblesse maîtrisable.
Laquelle de ces deux catégories allez-vous rejoindre ?


















