

He was proud of that machine. European badge. Six-figure down payment. ±0.002 repeatability on the spec sheet.
Six months later, 80% of what his guys on the floor were bending was 3/16-inch mild steel brackets with a ±0.010 tolerance. The parts fit. They would have fit on a mid-tier 175-ton machine too. The payment, though, didn’t shrink to match the work.
That gap — between what you bought and what you actually bend — is where prestige starts bleeding margin.
Walk into any machining forum and you’ll see the same names float to the top: Trumpf. Amada. The “high end.” Nobody argues they’re precise. Nobody argues they’re engineered beautifully.
But precision only makes money when someone pays you for it.
If your customer tolerance is ±0.010 and your brake holds ±0.002 all day, you didn’t gain eight thousandths of value. You bought capability your invoice can’t bill. Meanwhile, your monthly note is $4,870 instead of $3,100 on a comparable mid-market machine. That $1,770 difference? Over five years, that’s $106,200 before interest — money that could have hired another operator or paid for a fiber laser upgrade.
Prestige feels safe. Cash flow is what keeps the lights on.
Scrap Metal Reality Check: If your customers aren’t paying aerospace prices, aerospace equipment payments come straight out of your margin.
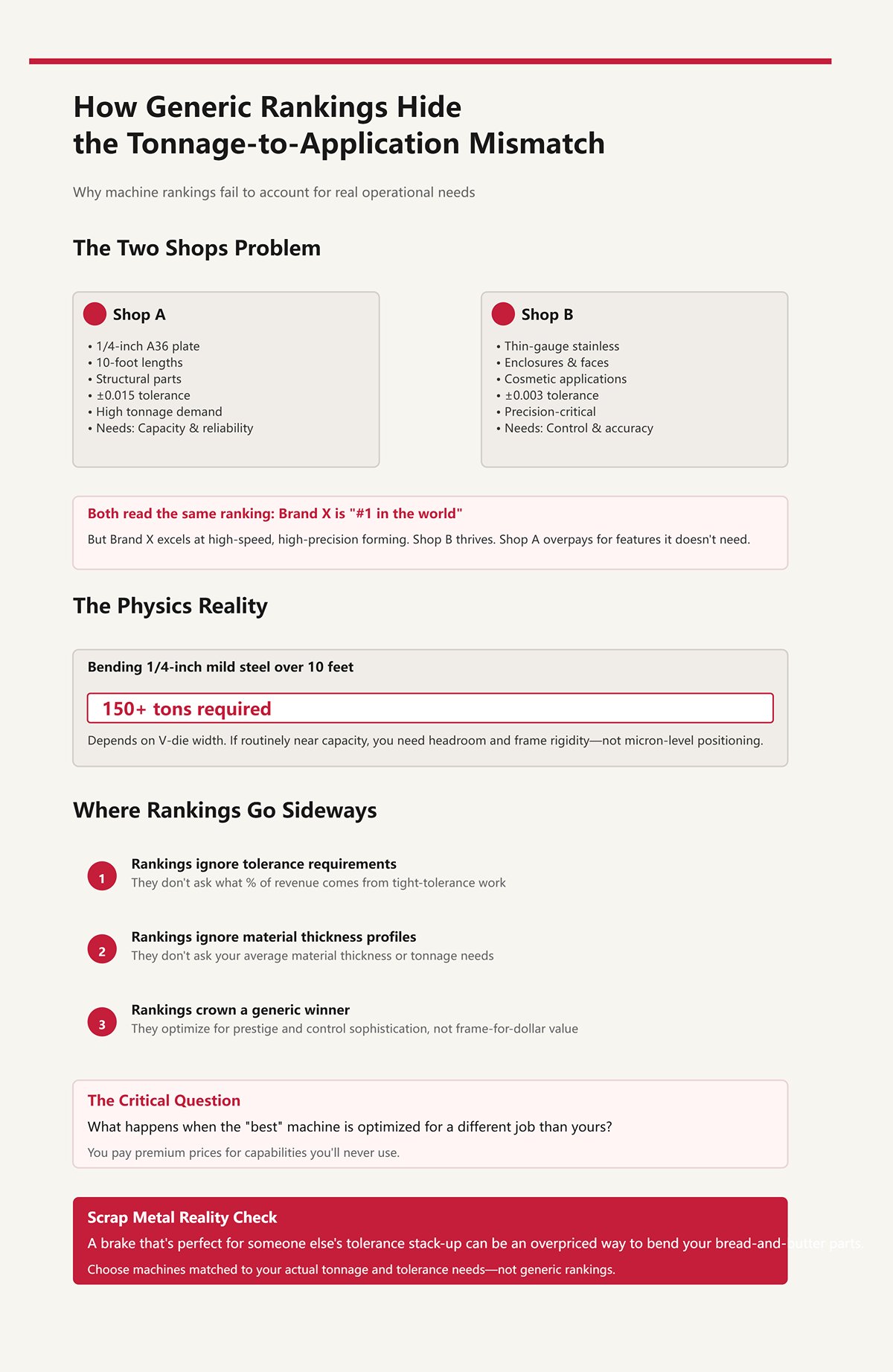
Imagine two shops.
Shop A bends 1/4-inch A36 plate all day, 10-foot lengths, structural parts, ±0.015 tolerance. Shop B bends thin-gauge stainless enclosures, cosmetic faces, ±0.003 tolerance.
Both read a ranking that says Brand X is “#1 in the world.”
Brand X might be phenomenal at high-speed, high-precision forming with advanced crowning and servo control. Shop B monetizes that. Shop A just needs consistent tonnage and reliable backgauges.
Here’s where it goes sideways: tonnage is physics. Rough rule — bending 1/4-inch mild steel over 10 feet can demand north of 150 tons depending on V-die width. If you’re routinely near capacity, you size up for headroom and frame rigidity. But many prestige machines earn their reputation on control sophistication, not raw frame-for-dollar value. You’re paying for micron-level positioning when what you actually need is steel mass and a cylinder that doesn’t flinch.
Rankings don’t ask what percentage of your revenue comes from tight-tolerance work. They don’t ask your average material thickness. They just crown a winner.
So what happens when the “best” machine is optimized for a different job than yours?
Scrap Metal Reality Check: A brake that’s perfect for someone else’s tolerance stack-up can be an overpriced way to bend your bread-and-butter parts.

Let’s talk tooling.
Some top-tier brands build beautiful, proprietary tooling systems — quick-change, precision-ground, perfectly integrated with their control software. The demo is slick. Tool ID chips. Automatic setup suggestions. Minimal trial bends.
Now picture this: a specialty punch cracks. Not catastrophic, just enough to sideline a job. Replacement isn’t sitting at your local supplier. It ships from overseas. Three weeks.
Your guys on the floor are sweeping around a silent brake that cost $280,000. Let’s say that machine typically bills 6 hours a day at $150 per shop rate. That’s $900 per day of productive capacity. Fifteen working days down is $13,500 in gross billing potential — and that’s before payroll and overhead chew on it.
Integrated ecosystems are powerful when uptime is bulletproof and parts are local. They’re expensive when you’re locked into one pipeline for consumables and service.
Yes, integration reduces setup error. Yes, it can improve repeatability. But if your local service radius means a technician is a flight away instead of a truck drive away, that elegance turns fragile fast.
So the real question isn’t “Is this ecosystem advanced?” It’s “Who fixes it at 2:00 a.m. when a servo faults?”
Scrap Metal Reality Check: Every proprietary feature you can’t service locally is a future invoice with zero negotiation leverage.
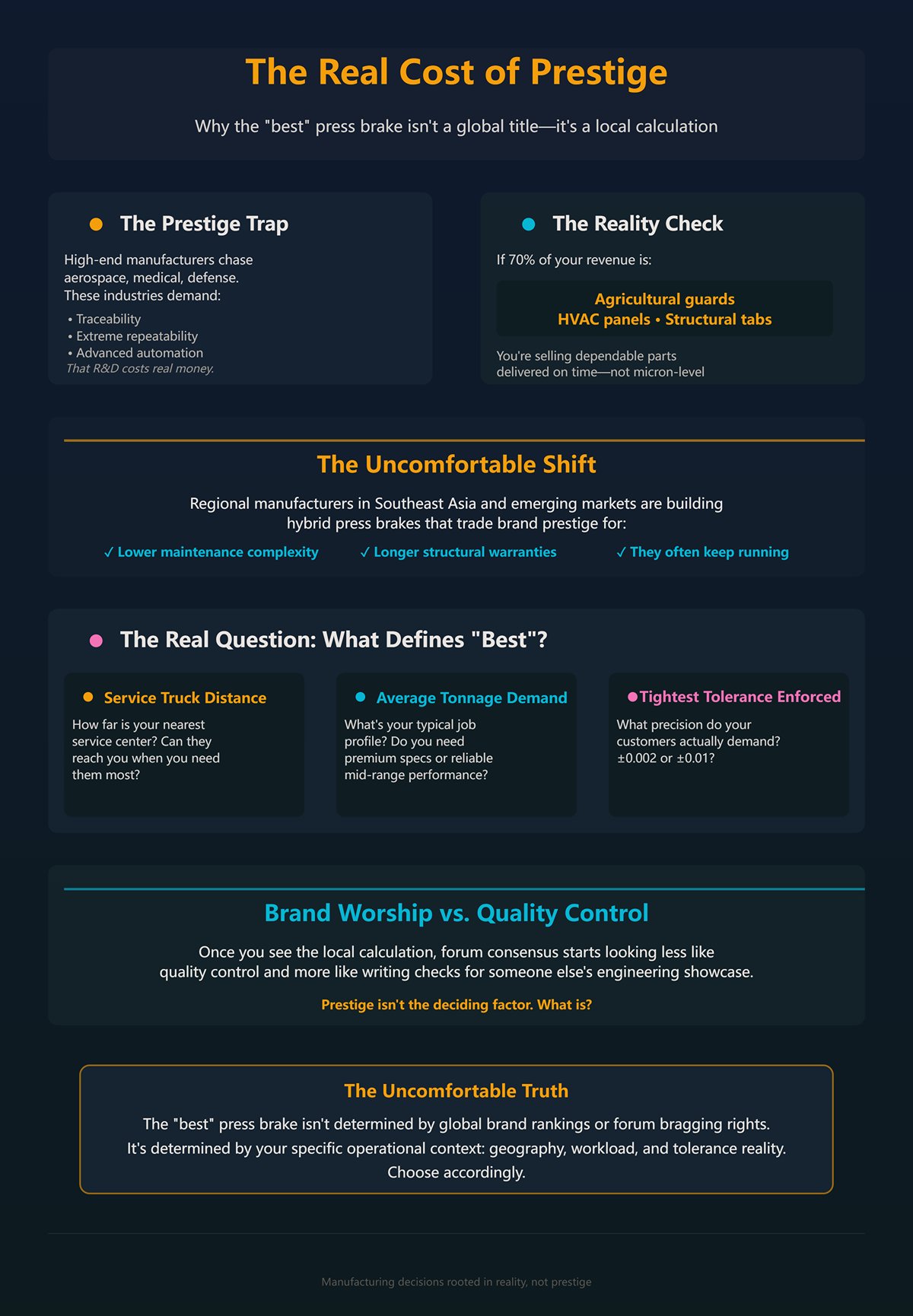
High-end manufacturers chase aerospace, medical, defense — industries that demand traceability, extreme repeatability, and advanced automation. That R&D costs real money.
If you’re bending aircraft brackets that must hold ±0.002 across temperature swings, you want that engineering. You’re billing for it. The forum consensus praising those machines makes sense in that context.
But if 70% of your revenue is agricultural guards, HVAC panels, and structural tabs, you’re not selling micron-level perfection. You’re selling dependable parts delivered on time.
There are regional manufacturers — some growing fast in Southeast Asia and other markets — building hybrid press brakes that trade a bit of brand prestige for lower maintenance complexity and longer structural warranties. They don’t dominate forum bragging rights. They often do keep running.
That’s the uncomfortable shift: the “best” press brake isn’t a global title. It’s a local calculation — service truck distance, average tonnage demand, and the tightest tolerance your customers actually enforce.
Once you see that, brand worship starts looking less like quality control and more like writing checks for someone else’s engineering showcase.
And if prestige isn’t the deciding factor, what is?
A shop owner once slid a quote across his desk to me — 320 tons, 14 feet, European badge on the side, just shy of $480,000. He was proud of that machine on paper. Then I asked him for his last 12 months of bend data: thickest material, longest part, tightest tolerance actually rejected by customers. We built a simple grid on a yellow pad — maximum tonnage required on one axis, tightest repeatable tolerance demanded on the other.
Until you draw that grid, you’re not buying a press brake. You’re guessing with a six-figure check.
The matrix forces two uncomfortable numbers into the same conversation: your real peak tonnage (with 20% reserve) and your tightest revenue-driving tolerance. That’s the truck-buying moment. Horsepower without fuel access is useless. Micron-level control without paid demand is vanity. And the wrong quadrant doesn’t just cost more upfront — it compounds through scrap, slowed cycles, and overbuilt payments your margins can’t absorb.
Scrap Metal Reality Check: If you haven’t mapped your highest tonnage against your tightest paid tolerance, every dollar above that intersection is ego financed at commercial rates.
Let’s get concrete.
Take 1/4-inch A36 over 10 feet. Depending on V-die width, you’re north of 150 tons. Now double thickness to 1/2-inch. Tonnage doesn’t double — it jumps roughly four times. Thickness is the bully in the equation. Length only scales linearly. Acute bends under 90 degrees? Add roughly 1.5x force. That’s physics, not branding.
Now look at how most shops “solve” this. They buy a 300-ton machine because once or twice a month a job pushes 240 tons. That means your guys on the floor are running at 80–100% capacity on heavy days. The problem? A healthy brake should live around 80% max to preserve reserve capacity — call it process insurance against harder material batches or worn tooling. Push to 100% routinely and you’re not proving strength. You’re accelerating deflection, seal wear, and inconsistent angles.
But here’s where it twists.
Some shops blame angle variation on “not enough tonnage” and spec up again, when the real choke point is tolerance control on thinner, cosmetic parts. They’re solving a precision problem with brute force.
Imagine two shops again. One loses time because thick plate parts require multiple hits to avoid maxing out capacity. The other loses time because operators are shimming and re-bending thin stainless to hit ±0.003. Both complain about productivity. Only one is actually tonnage-limited.
And tonnage charts are estimates. Type 201 stainless can swing force needs 50% higher than 304. A baseline 15.3 tons per foot can become 23 tons per foot depending on grade. If your matrix is built on catalog numbers instead of your actual supplier’s batches, you’re building on sand.
So the question isn’t “How many tons can this machine deliver?” It’s “At what thickness, length, and material variability do I hit 80% — and is that where my revenue lives?”
Scrap Metal Reality Check: Overbuy tonnage to fix a precision bottleneck and you’ll own idle capacity that still can’t stop your scrap bin from filling.
| Section | Content |
|---|---|
| Title | High Tonnage vs. High Precision: Which bottleneck is actually throttling your shop floor? |
| Thickness vs. Length Impact | Take 1/4-inch A36 over 10 feet. Depending on V-die width, you’re north of 150 tons. Double thickness to 1/2-inch and tonnage jumps roughly four times — not double. Thickness dominates the equation; length scales linearly. Acute bends under 90° add roughly 1.5× force. That’s physics. |
| Common Buying Behavior | Many shops buy a 300-ton machine because occasional jobs push 240 tons. Operators then run at 80–100% capacity on heavy days. A healthy brake should operate around 80% max to preserve reserve capacity against harder material batches or worn tooling. Running at 100% accelerates deflection, seal wear, and inconsistent angles. |
| Misdiagnosing the Problem | Some shops blame angle variation on insufficient tonnage and upgrade machines, when the real issue is tolerance control on thinner, cosmetic parts. They attempt to solve a precision problem with brute force. |
| Two-Shop Scenario | One shop loses time because thick plate parts require multiple hits to avoid maxing out capacity. Another loses time because operators shim and re-bend thin stainless to hit ±0.003. Both cite productivity issues — only one is truly tonnage-limited. |
| Material Variability | Tonnage charts are estimates. Type 201 stainless can require 50% more force than 304. A baseline 15.3 tons per foot can rise to 23 tons per foot depending on grade. Building calculations on catalog data instead of actual supplier batches creates risk. |
| The Real Question | The key question isn’t “How many tons can this machine deliver?” but “At what thickness, length, and material variability do I hit 80% capacity — and is that where my revenue lives?” |
| Scrap Metal Reality Check | Overbuy tonnage to fix a precision bottleneck and you’ll own idle capacity that still won’t stop your scrap bin from filling. |
I watched a 12-foot part come off a mid-tier brake: dead-on angle at the ends, two degrees open in the center. Classic deflection. The frame bows under load; the ram and bed don’t stay perfectly parallel. Without compensation, your long parts lie to you.
Crowning is the fix — mechanical wedges or hydraulic systems that introduce controlled counter-deflection so the bend stays uniform across length. This is where the $200,000 machine and the $500,000 machine quietly part ways.
Manual crowning works. You adjust based on tonnage and experience. It’s slower, but predictable if your guys on the floor know the material. CNC-controlled dynamic crowning adjusts automatically based on calculated load across the bed. Faster setup. Better repeatability on long, tight-tolerance parts.
But precision only makes money when someone pays you for it.
If 70% of your revenue is parts under 6 feet with ±0.015 tolerance, you are rarely stressing the full bed length. Frame deflection is minimal. Paying $300,000 more for dynamic crowning sophistication might save minutes per setup — minutes your current schedule doesn’t monetize.
Flip it. If you routinely run 10–12 foot stainless panels at ±0.005 and scrap one out of every 25 due to mid-span angle drift, and each panel represents $420 in material and labor, that’s $16.80 lost per part cycle on average. Run 1,000 of those a year and you’ve burned $16,800. Over five years, $84,000 — and that’s before labor rework time. Suddenly crowning accuracy isn’t luxury. It’s insurance.
The matrix forces you to connect bend length and tolerance to deflection risk. Not brand brochures. Not showroom demos.
Scrap Metal Reality Check: If long-part deflection is costing you $84,000 over five years, skipping advanced crowning is expensive; if it isn’t, paying for it is.
A high-end control with offline programming, tool ID chips, automatic bend sequencing, robotic interfaces — it’s impressive. I’ve seen them. Smooth. Fast. Integrated.
Then I walk onto the floor six months later.
Your guys on the floor are still jogging axes manually because “it’s faster.” Tool libraries aren’t updated. Offline programs collect digital dust because nobody has time to maintain accurate tooling data. The robot quote sits in a folder labeled “Phase 2.”
Automation only pays when three conditions line up: consistent repeat jobs, disciplined data management, and operators trained — and incentivized — to trust the system. Miss one and the feature becomes decoration.
Let’s say the automation package adds $120,000 to the purchase. If it saves 5 minutes per setup and you run 6 setups per shift, that’s 30 minutes saved daily. At a $150 per hour shop rate, that’s $75 per day of capacity. Roughly $18,750 per year assuming 250 working days. You’ll need over six years just to break even — and that assumes perfect adoption.
If your job mix is high variation, short runs, and frequent one-offs, manual flexibility often beats theoretical automation speed. You’re paying for a racetrack suspension package to drive on gravel.
So before you check the “automation ready” box, ask: do I have the volume discipline to justify it, or am I buying future capability I hope to grow into?
Because hope doesn’t make lease payments.
And once you’ve mapped tonnage, tolerance, deflection risk, and actual workflow discipline, one uncomfortable truth remains: even the perfectly spec’d machine is worthless if it sits down waiting on a technician who’s two states away.
Scrap Metal Reality Check: Automation that your operators bypass is just an expensive touchscreen bolted to a monthly payment.
A shop I audited last year bought a $350,000 hydraulic press brake from a globally respected brand. Perfect tonnage match. Dynamic crowning. Automation package they actually used. On paper, it was aligned with revenue down to the last thousandth.
Then a proportional valve in the hydraulic circuit failed.
The nearest certified field tech was 640 miles away. Travel scheduling plus parts confirmation took nine business days. The machine sat silent for 14 calendar days. The shop ran two shifts, 8 guys on the floor tied to that brake at an average burdened labor cost of $38 per hour. That’s $608 per hour in idle labor. Over 80 production hours per week, that’s $48,640 in the first week alone. Add missed shipment penalties and expedited outsourcing, and the owner conservatively estimated $72,000 evaporated before the ram moved again.
He was proud of that machine.
So if you’ve matched tonnage to thickness, tolerance to crowning, and automation to workflow discipline, the real question isn’t performance anymore. It’s: how far away is the person who can legally open the cabinet and fix it?
Scrap Metal Reality Check: A perfectly spec’d $350,000 brake with a two-week MTTR just cost $72,000 in real cash — prestige didn’t cover payroll.
Mean Time to Repair sounds like something engineers argue about at trade shows. In your shop, it’s the number of days your guys on the floor sweep around a dead machine.
Imagine two shops.
Shop A has a regional manufacturer 90 miles away. One dedicated press brake tech covers a three-state area, average on-site response: 24–48 hours. Shop B buys a premium import with factory-trained techs based near a major airport 1,200 miles away. Remote diagnostics are strong, but any hydraulic or backgauge hardware issue requires a site visit.
Now put numbers on it. Say your brake generates $180 per billable hour in contribution margin after material and direct labor. If you run 70 productive hours per week on that machine, that’s $12,600 in weekly contribution tied to its uptime. If your acceptable downtime tolerance — based on backlog and customer lead times — is 48 hours, your financial buffer is roughly $5,040 before it starts biting into delivery promises.
A 24-hour MTTR fits inside that envelope. A 10-day MTTR does not.
And here’s the part buyers ignore: distance compounds with complexity. Hydraulic systems have pumps, seals, proportional valves, pressure transducers. Electric brakes eliminate hydraulic oil and many of those failure points, which often shortens repair time because fewer subsystems can fail. That can tilt the equation. But even electric drives have servo amplifiers and ball screws that aren’t stocked at the local hardware store.
So the right question isn’t “Is this brand reliable?” It’s “If it fails, how many hours can I survive before my schedule collapses — and does the service radius support that?”
Scrap Metal Reality Check: If your backlog can’t absorb five days of downtime, buying a machine supported five states away is gambling $12,600 per week on airline schedules.
A brochure will say “nationwide support.” That phrase hides a structural difference that matters when oil hits the floor.
Some brands sell direct and dispatch factory techs. Others rely on independent dealers who sell multiple lines and maintain their own service teams. On paper, factory support sounds superior — factory-trained, factory-backed. In practice, I’ve seen a strong regional dealer with three full-time brake techs outperform a global brand’s centralized hotline because the dealer’s reputation lives or dies inside a 200-mile radius.
Here’s what changes financially.
When support is direct-from-factory, escalation often flows through layers: local rep → national service coordinator → factory engineering → parts authorization. Each handoff adds hours. Sometimes days. No one on the ground “owns” your downtime; they manage it.
With a competent dealer, the service manager knows your shop, your guys on the floor, your typical materials. He stocks common wear components because five of his customers run the same control. He has incentive to solve it fast because you’ll see him at the next open house.
But it cuts both ways. A weak dealer network means fragmented accountability. The OEM blames the dealer. The dealer waits on OEM parts approval. You sit between them while the clock runs.
Reputable global brands do mitigate this with strong parts pipelines and remote diagnostics. I’ve seen imported mid-market machines outperform prestige names simply because their local distributor was ruthless about response time. Geography doesn’t automatically punish imports; it punishes unsupported imports.
So before you sign, don’t ask “Is this a top-tier manufacturer?” Ask “Whose phone rings at 6:30 a.m. when the ram won’t home — and do they have authority to fix it without asking permission?”
Scrap Metal Reality Check: If no single human within 200 miles clearly owns your downtime, you own it — at $180 per hour of lost contribution.
A $4,800 servo drive failed in a shop running thin stainless enclosures. Diagnosis was quick. The part was not.
It was proprietary. Not stocked domestically. Estimated lead time: 18 to 22 weeks.
The machine itself was mechanically fine. The control just couldn’t power the backgauge axis. For five months, that $310,000 asset became a 12-foot paperweight. The owner outsourced bends at a $42 per hour premium over his internal cost to keep customers alive. Running 60 hours per week externally, that’s $2,520 extra per week. Over 20 weeks, $50,400 in margin gone — not counting the opportunity cost of work he turned down because capacity was unstable.
This is where brand mythology collapses.
Prestige manufacturers often use proprietary boards and drives. That can mean better integration and performance. It can also mean you are married to their parts channel. Some mid-market or regional builders use more standardized industrial components — Siemens drives, Bosch Rexroth valves, common PLC platforms. In a crunch, those parts can be sourced through multiple distributors.
Electric brakes complicate this in your favor and against you. Fewer hydraulic components means fewer leak-and-seal failures. But if a proprietary servo module dies and only one warehouse in another country stocks it, simplicity doesn’t help.
So you need to ask three blunt questions before purchase:
Not the optimistic answer. The documented one.
Because the difference between a 24-hour parts swap and a 24-week wait isn’t technical. It’s existential for a production schedule.
Scrap Metal Reality Check: One proprietary part with a 20-week lead time can erase $50,400 in margin — and no logo on the side of the frame changes that.
A shop in Ohio once showed me two quotes for a 175-ton, 10-foot brake. One from a global blue-chip brand with a regional tech four states away. One from a lesser-known builder supported by a dealer 90 minutes down the highway with three brake specialists and a van full of common valves and drives. The global machine had tighter published repeatability. The regional option had a guaranteed 24-hour on-site response written into the purchase order.
The owner kept asking which machine was “better.”
Wrong question.
If your backlog collapses after 72 hours of downtime, you don’t evaluate brands — you evaluate recovery speed. The comparison only makes sense when you overlay three numbers: your maximum survivable downtime (in hours), the manufacturer’s documented mean time to repair (MTTR), and where critical parts are physically stocked. Everything else is paint color and marketing copy.
So let’s break the tiers down the way it actually plays out on a shop floor.
He was proud of that machine. Laser-based angle measurement. Automatic crowning tied to material database. Repeatability numbers so tight they’re measured in microns, not thousandths.
And for aerospace brackets holding ±0.2° across 8 feet, that precision isn’t vanity — it’s survival.
But precision only makes money when someone pays you for it.
Here’s the mechanism most buyers miss: elite-tier brakes often bundle proprietary controls, drives, and software ecosystems. That integration is why they hit those numbers. It’s also why parts pipelines narrow. When a servo amplifier or control board fails, you are not shopping the open industrial market; you are entering a controlled channel.
In North America, these brands often maintain strong parts warehouses and remote diagnostics. MTTR can be excellent — if you are inside their primary service corridors. Outside those corridors, escalation runs through corporate layers. Diagnosis is remote. Parts authorization requires factory confirmation. Travel is scheduled, not improvised.
If your guys on the floor are running 60 hours a week on contracts that tolerate a week of delay, that structure works. If you’re a high-mix job shop living on five-day lead times, every additional approval layer stretches your exposure window.
Now stress-test the counterargument. CNC press brakes dominate global market share. Mature regions continue buying premium machines. That tells you something real: many shops genuinely need that capability. Medical, aerospace, high-end architectural — they monetize precision.
But imagine two shops.
One bends structural brackets at ±1°. The other forms stainless enclosures at ±0.25° for food equipment. The first shop buys sub-micron repeatability it never invoices. The second shop loses contracts without it. Same machine. Opposite ROI.
Scrap Metal Reality Check: If your customers won’t pay a premium for ±0.2° accuracy, financing $80,000–$150,000 of elite-tier precision is ego financed at commercial rates.
I walked through a 20-year-old North American brake still holding angle within spec. No touchscreen glamour. Just thick side frames, oversized cylinders, and a control that looked like it survived three ownership changes.
These machines are heavy for a reason. Mass reduces deflection. Simpler hydraulic circuits mean fewer exotic components. Many use widely available industrial valves, pumps, and PLC platforms. When something fails, your guys on the floor aren’t staring at a sealed black box — they’re tracing pressure lines and swapping parts stocked by regional distributors.
That’s not nostalgia. That’s maintainability.
But mass has a cost. Bigger footprint. Higher freight. Sometimes slower ram speeds and fewer automation options. If you’re chasing lights-out production with robotic tending, some workhorse models feel like retrofits rather than integrated systems.
Service-wise, regional manufacturers often rely on dense dealer networks. When strong, that’s gold. The dealer stocks seals, proportional valves, common boards because ten of his customers run the same platform. When weak, you’re caught between OEM engineering and a thin local tech bench.
So does “built like a tank” justify it?
If your tonnage-to-tolerance ratio is moderate — say 135 to 230 tons, ±0.5° to ±1° — and your revenue depends more on uptime than micron-level perfection, these machines align with reality. You trade cutting-edge automation for mechanical resilience and broader parts sourcing.
Scrap Metal Reality Check: If a 12,000-pound frame and standardized hydraulics shave even three days off a major repair once in five years, that’s roughly $12,960 preserved at $180 per hour — more than any brochure spec will ever return.
China now accounts for over one-fifth of global hydraulic press brake market share, with growth rates outpacing North America. That’s not happening because buyers are naïve. Volume forces refinement. Automotive scale forces iteration. Export pressure forces compliance.
I’ve inspected Turkish and premium Chinese brakes running Bosch Rexroth valves, Siemens drives, and well-known CNC controls inside domestically fabricated frames. The old caricature — crude steel and sloppy tolerances — doesn’t survive inspection in many cases. Weld quality, machining finish, and electrical layout have tightened significantly in the last decade.
But here’s the hinge point: who owns support in your ZIP code?
Some mid-market disruptors have built aggressive North American dealer footprints. Others rely on a single importer covering half the country. The hardware might be solid. The parts — often standardized European components — may be globally available. But if no one within 300 miles carries them on a shelf, “standardized” still means waiting.
On the upside, using common industrial components can widen your sourcing options in a crunch. A Siemens drive isn’t inherently trapped in one warehouse. That can compress parts lead time compared to proprietary ecosystems.
On the downside, frame longevity, resale perception, and long-term alignment accuracy vary by builder. You need references running five-plus years, not just shiny installs.
The real question isn’t whether Turkish or premium Chinese builders are “good enough.” It’s whether their local representation converts global manufacturing scale into local uptime security.
Scrap Metal Reality Check: Saving $90,000 upfront means nothing if weak regional support turns one major failure into a $50,000 outsourcing bill.
Strip away the flags and badges, and you’re left with a working equation: your tolerance demands, your downtime tolerance, and the service radius that backs the machine. The right manufacturer isn’t the one with the tightest spec sheet — it’s the one whose weaknesses you can afford to live with for five years.
So how do you audit those weaknesses before you wire a deposit?
You don’t audit a manufacturer by reading the brochure. You audit them by forcing their weakest link into daylight and pricing it.
I treat a press brake like a high-performance truck on a muddy jobsite. Horsepower matters. But if the nearest mechanic is 400 miles away and the fuel filter is proprietary, that badge on the grille becomes a hood ornament. The framework below isn’t about finding the “best” brand. It’s about calculating which manufacturer’s flaws you can afford to live with for five years — and which ones will quietly bleed margin.
Start with a blank sheet and write three numbers:
Most shops stop at line one because that’s what the bank finances.
Line three is where the truth lives.
If your brake produces $180 per hour in contribution margin — not revenue, margin — and you run 40 hours a week, one full lost day costs $1,440. A five-day parts delay costs $7,200. A two-week outage like the 14-day proprietary drive delay I’ve seen? That’s $20,160 gone before you pay overtime or outsource bending.
Now stack that against the price delta between brands. If the prestige machine costs $90,000 more but statistically reduces one major outage over five years, it might justify itself. If the cheaper regional builder has equal uptime in your service radius, that $90,000 is ego financed at commercial rates.
And don’t ignore machine type. Hydraulic vs. electric isn’t a religion; it’s a cost structure. Hydraulics mean fluid changes, seal kits, and occasional leaks. Electrics mean servo calibration and higher electronic component sensitivity. Neither is “better.” One may fit your tolerance demands and maintenance culture better.
But precision only makes money when someone pays you for it.
If your tonnage-to-tolerance ratio says ±1° is billable and achievable with robust hydraulics, buying sub-micron repeatability adds depreciation, not profit.
Scrap Metal Reality Check: If you haven’t calculated five-year downtime exposure in exact dollars, you’re not budgeting — you’re guessing.
So what happens when the machine actually fails?
Call the dealer and ask a question that makes salespeople uncomfortable:
“If my main proportional valve fails on a Tuesday at 10 a.m., what happens in the next 48 hours?”
Then shut up.
You’re listening for specifics. Local technician name. Parts stocked within driving distance. Loaner boards. Average response time in writing.
If the answer drifts toward “we’ll coordinate with the factory,” you’ve just found your weak seam.
Ask for three customers within 200 miles running the same model for at least three years. Call them. Not the shiny new install — the one that’s had time to break. Ask how long their longest outage lasted and what actually caused it.
Imagine two shops. One can absorb a three-day outage because they have a secondary brake and flexible delivery windows. The other runs single-shift, high-mix production with no redundancy.
The same manufacturer is safe for one and lethal for the other.
You’re not hunting perfection. You’re mapping response time against your downtime tolerance.
Scrap Metal Reality Check: If a manufacturer can’t demonstrate how they’ll keep your guys on the floor bending parts within 48 hours, you’re not buying a machine — you’re buying a liability.
Even if service shows up fast, there’s another variable most owners underestimate.
I’ve watched owners buy sophisticated CNC controls because the demo looked smooth.
He was proud of that machine.
Three months later, half the advanced features sat untouched because your guys on the floor defaulted to manual corrections and tribal knowledge. Setup times crept back. Angle inconsistencies returned. The machine wasn’t the bottleneck — adaptation was.
Controllers are ecosystems. Different logic trees, programming workflows, bend sequencing methods. If your operators have ten years on one platform, switching isn’t just a software update. It’s a productivity dip.
Ask the manufacturer:
Then test it. Put your lead operator in front of the interface during evaluation. Not the sales engineer. Your guy.
If he struggles to navigate basic bend programming in the demo, that friction will compound at scale.
Precision is a system property — machine, tooling, material consistency, and operator execution. Change one variable and the tolerance stack shifts.
Scrap Metal Reality Check: A controller your team resents is a hidden tax on every setup for the next decade.
Now assume you’ve narrowed it to two manufacturers who pass the math, the downtime stress test, and the operator sniff test.
This is where most buyers relax — and where you should get sharper.
You’re no longer comparing specs. You’re auditing behavior.
Ask for a written preventive maintenance schedule with parts pricing. If they hesitate, they don’t want you modeling lifecycle cost.
Ask which components are proprietary and which are standard industrial parts available through third-party distributors. Proprietary isn’t evil. Hidden dependency is.
Ask what percentage of their regional installs are still running after five years. Not global numbers. Your region. Climate, power quality, workload — those variables matter.
And ask this, directly: “What is the longest parts delay one of your customers here experienced in the last two years?”
Watch how they answer. Specific and transparent builds trust. Vague and defensive predicts friction.
The goal isn’t to catch them lying. It’s to see whether they think like a partner responsible for your uptime — or like a manufacturer responsible for quarterly sales.
Because once the deposit wires out, you’re not buying steel and hydraulics anymore.
You’re buying five years of response time.
And that’s the non-obvious shift: the “best” manufacturer isn’t the one with the strongest badge, the tightest spec, or even the lowest failure rate on paper. It’s the one whose inevitable failures fit inside your financial tolerance without breaking stride.
Most owners shop for capability. The disciplined ones shop for survivable weakness.
Which one are you about to be?


















