

Ele estava orgulhoso daquela máquina. Distintivo europeu. Pagamento inicial de seis dígitos. Repetibilidade de ±0,002 na folha de especificações.
Seis meses depois, 80% do que os seus operadores estavam a dobrar eram suportes de aço macio de 3/16 polegadas com uma tolerância de ±0,010. As peças encaixavam. Teriam encaixado também numa máquina de 175 toneladas de nível médio. O pagamento, porém, não encolheu para acompanhar o trabalho.
Esse desfasamento — entre o que compraste e o que realmente dobras — é onde o prestígio começa a consumir a margem.
Entra em qualquer fórum de maquinagem e verás os mesmos nomes destacarem-se: Trumpf. Amada. O “alto nível”. Ninguém discute que são precisas. Ninguém discute que são lindamente projetadas.
Mas a precisão só gera lucro quando alguém te paga por ela.
Se a tolerância do teu cliente é de ±0,010 e a tua prensa mantém ±0,002 todo o dia, não ganhaste oito milésimos de valor. Compraste capacidade que não podes faturar na nota. Entretanto, a tua mensalidade é $4,870 em vez de $3,100 numa máquina de mercado médio comparável. Essa diferença de $1,770? Ao longo de cinco anos, são $106,200 antes dos juros — dinheiro que poderia ter contratado outro operador ou pago uma atualização para um laser de fibra.
O prestígio parece seguro. O fluxo de caixa é o que mantém as luzes acesas.
Verificação da Realidade do Sucata: Se os teus clientes não pagam preços da indústria aeroespacial, os pagamentos de equipamento aeroespacial saem diretamente da tua margem.
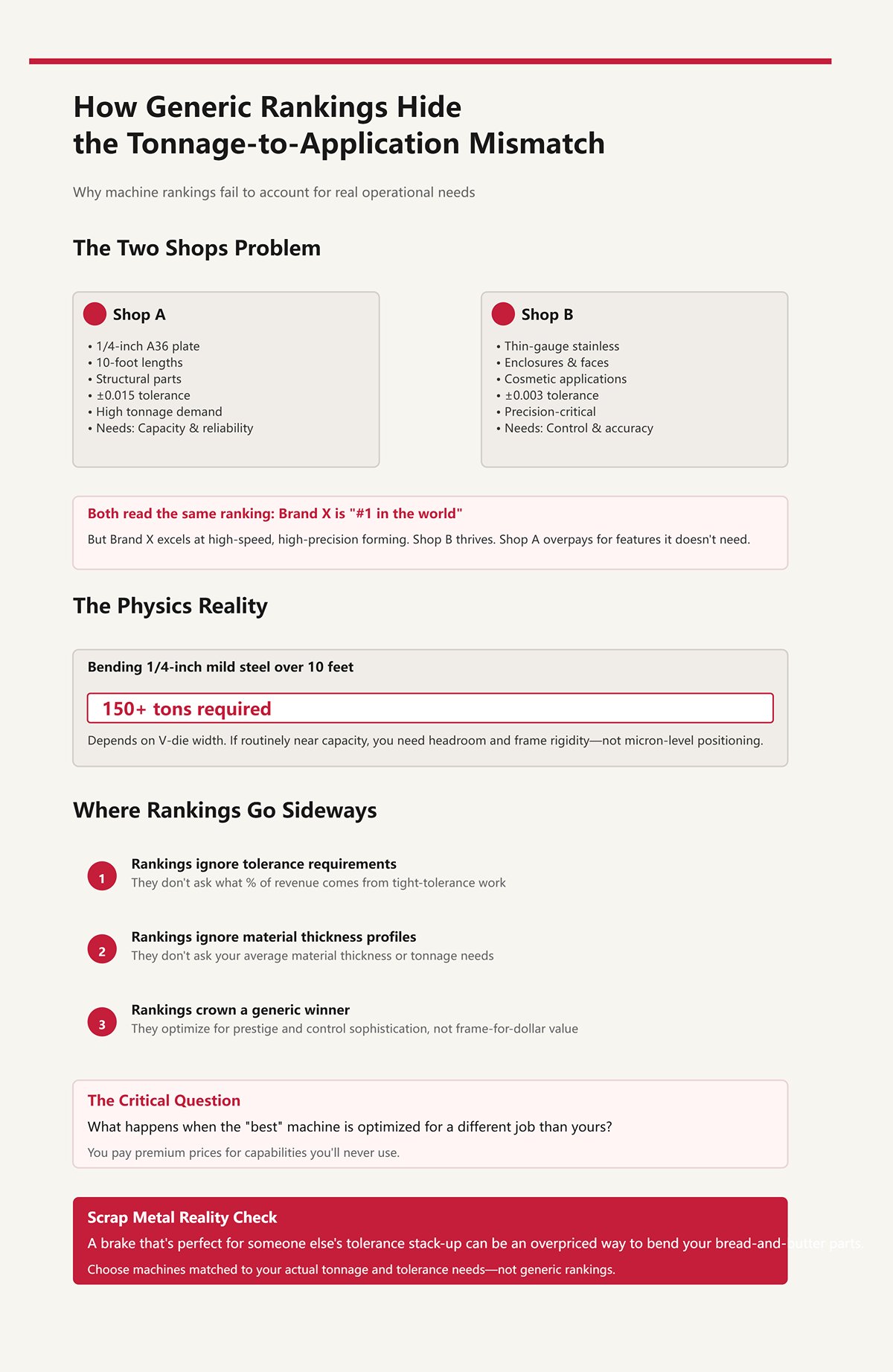
Imagina duas oficinas.
A Oficina A dobra chapa A36 de 1/4 de polegada o dia todo, comprimentos de 10 pés, peças estruturais, tolerância de ±0,015. A Oficina B dobra caixas em aço inoxidável de espessura fina, faces cosméticas, tolerância de ±0,003.
Ambas lêem uma classificação que diz que a Marca X é “#1 no mundo”.”
A Marca X pode ser fenomenal em conformações de alta velocidade e alta precisão, com compensação avançada e controlo servo. A Oficina B monetiza isso. A Oficina A só precisa de tonelagem consistente e de batentes traseiros fiáveis.
Aqui é onde tudo se complica: a tonelagem é física. Regra geral — dobrar aço macio de 1/4 de polegada ao longo de 10 pés pode exigir mais de 150 toneladas, dependendo da largura da matriz em V. Se operas frequentemente perto da capacidade, aumentas o tamanho para ter margem e rigidez estrutural. Mas muitas máquinas de prestígio ganham a sua reputação pela sofisticação do controlo, não pelo valor de estrutura por euro. Estás a pagar por posicionamento ao nível do micrão quando o que realmente precisas é massa de aço e um cilindro que não vacile.
As classificações não perguntam que percentagem do teu rendimento vem de trabalho com tolerância apertada. Não perguntam a espessura média do teu material. Apenas coroam um vencedor.
Então, o que acontece quando a “melhor” máquina está otimizada para um trabalho diferente do teu?
Verificação da Realidade do Sucata: Uma prensa perfeita para a pilha de tolerâncias de outra pessoa pode ser uma forma cara de dobrar as tuas peças do dia a dia.

Vamos falar sobre ferramentas.
Algumas marcas de topo constroem sistemas de ferramentas proprietários e belíssimos — de troca rápida, retificados com precisão, perfeitamente integrados com o seu software de controlo. A demonstração é elegante. Chips de identificação da ferramenta. Sugestões automáticas de configuração. Mínimos ensaios de dobra.
Agora imagine isto: um punção especial racha. Nada catastrófico, apenas o suficiente para parar um trabalho. A peça de substituição não está disponível no fornecedor local. Vem do estrangeiro. Três semanas.
Os seus operadores estão a varrer à volta de uma quinagem silenciosa que custou $280.000. Suponhamos que essa máquina normalmente fatura 6 horas por dia a $150 por hora de oficina. Isso dá $900 por dia de capacidade produtiva. Quinze dias úteis parados equivalem a $13.500 em potencial de faturação bruta — e isso antes de o ordenado e as despesas gerais começarem a roer.
Os ecossistemas integrados são poderosos quando o tempo de atividade é à prova de bala e as peças são locais. Tornam-se caros quando se está preso a um único canal para consumíveis e serviços.
Sim, a integração reduz erros de configuração. Sim, pode melhorar a repetibilidade. Mas se o raio de assistência local significa que um técnico tem de apanhar um voo em vez de uma viagem de camião, essa elegância torna-se frágil rapidamente.
Portanto, a verdadeira questão não é “Este ecossistema é avançado?” É “Quem o repara às 2:00 da manhã quando um servo dá avaria?”
Verificação da Realidade do Sucata: Cada funcionalidade proprietária que não consegue ser reparada localmente é uma futura fatura sem margem para negociação.
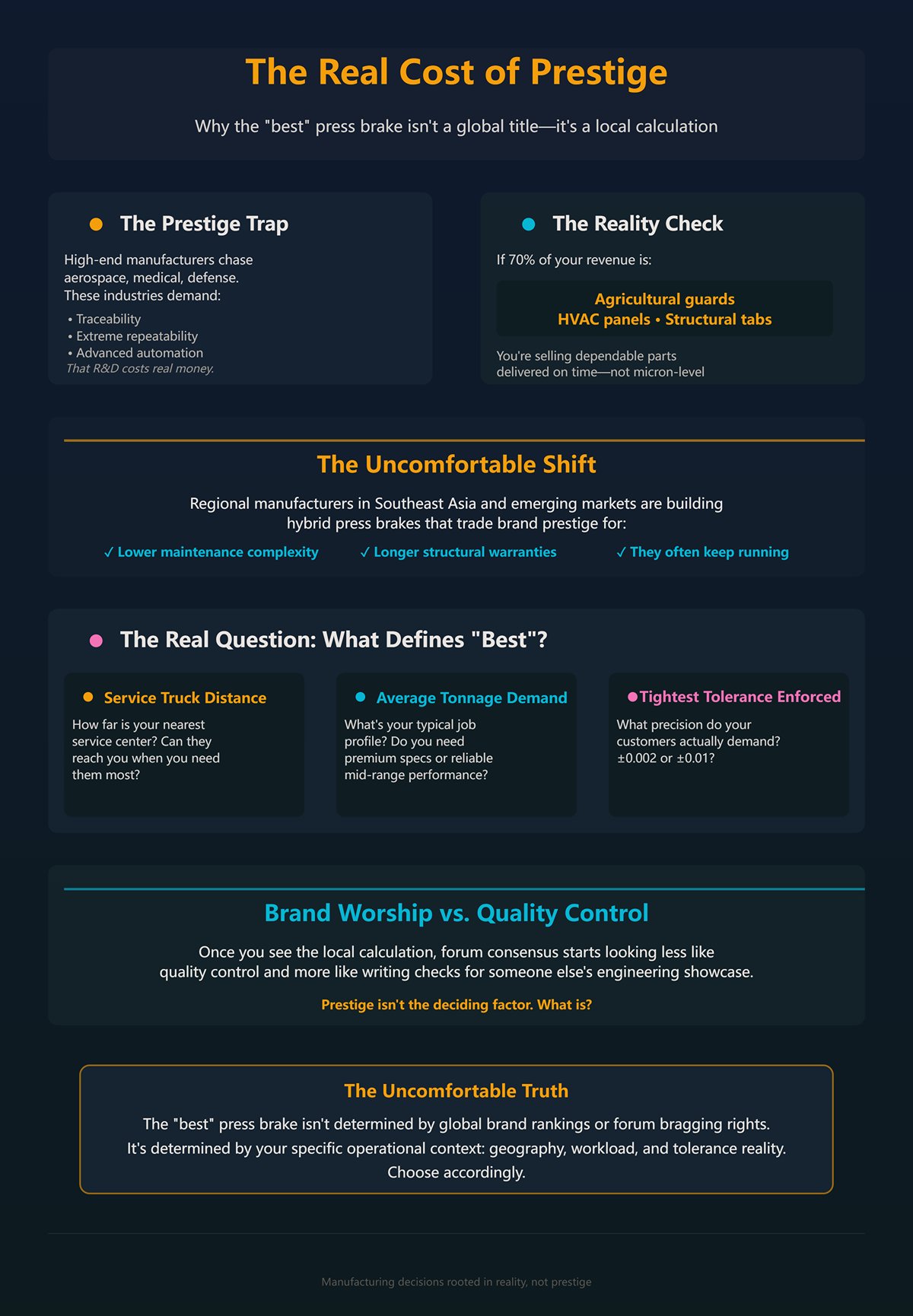
Os fabricantes de alto nível procuram os setores aeroespacial, médico, de defesa — indústrias que exigem rastreabilidade, repetibilidade extrema e automação avançada. Essa I&D custa dinheiro a sério.
Se está a dobrar suportes de avião que têm de manter ±0,002 em variações de temperatura, quer essa engenharia. Está a faturá-la. O consenso dos fóruns que elogia essas máquinas faz sentido nesse contexto.
Mas se 70 % da sua receita vem de proteções agrícolas, painéis de AVAC e abas estruturais, não está a vender perfeição ao nível do micrão. Está a vender peças fiáveis entregues a tempo.
Existem fabricantes regionais — alguns a crescer rapidamente no Sudeste Asiático e noutros mercados — que constroem quinagens híbridas que trocam um pouco do prestígio da marca por menor complexidade de manutenção e garantias estruturais mais longas. Não dominam os direitos de vanglória nos fóruns. Mas muitas vezes continuam a trabalhar.
Essa é a mudança desconfortável: a “melhor” quinagem não é um título global. É um cálculo local — distância da carrinha de assistência, procura média de tonagem e a tolerância mais apertada que os seus clientes realmente exigem.
Depois de perceber isso, a adoração pela marca começa a parecer menos controlo de qualidade e mais um ato de passar cheques para o espetáculo de engenharia de outra pessoa.
E se o prestígio não é o fator decisivo, o que é?
Um proprietário de oficina uma vez empurrou-me um orçamento sobre a secretária — 320 toneladas, 14 pés, emblema europeu de lado, pouco menos de $480.000. Estava orgulhoso dessa máquina, no papel. Depois pedi-lhe os dados de dobra dos últimos 12 meses: material mais espesso, peça mais longa, tolerância mais apertada rejeitada pelos clientes. Construímos uma grelha simples num bloco amarelo — tonagem máxima exigida num eixo, a tolerância repetível mais apertada no outro.
Até desenhar essa grelha, não está a comprar uma quinagem. Está a adivinhar com um cheque de seis dígitos.
A matriz força dois números desconfortáveis na mesma conversa: a sua tonagem máxima real (com 20 % de reserva) e a sua tolerância mais apertada que gera receita. Esse é o momento de compra equivalente a escolher um camião. Potência sem acesso a combustível é inútil. Controlo ao nível do micrão sem procura paga é vaidade. E o quadrante errado não custa apenas mais à partida — multiplica-se através de sucata, ciclos mais lentos e pagamentos sobre dimensionados que as suas margens não conseguem absorver.
Verificação da Realidade do Sucata Metálica: Se ainda não correlacionaste a tua maior tonelagem com a tua tolerância paga mais apertada, cada dólar acima dessa interseção é financiado pelo ego a taxas comerciais.
Vamos ser concretos.
Pega em A36 de 1/4 de polegada ao longo de 10 pés. Dependendo da largura da matriz em V, estás acima de 150 toneladas. Agora duplica a espessura para 1/2 polegada. A tonelagem não duplica — salta aproximadamente quatro vezes. A espessura é a força dominante na equação. O comprimento apenas escala linearmente. Curvaturas agudas inferiores a 90 graus? Adiciona aproximadamente 1,5x de força. Isso é física, não marketing.
Agora observa como a maioria das oficinas “resolve” isto. Compram uma máquina de 300 toneladas porque uma ou duas vezes por mês aparece um trabalho que exige 240 toneladas. Isso significa que os operadores no chão estão a trabalhar a 80–100% de capacidade nos dias pesados. O problema? Um travão saudável deve operar cerca de 80% no máximo para preservar capacidade de reserva — chama-lhe seguro de processo contra lotes de material mais duros ou ferramentas gastas. Forçar a 100% rotineiramente não é prova de força. Estás a acelerar a deflexão, o desgaste dos vedantes e ângulos inconsistentes.
Mas é aqui que a história se complica.
Algumas oficinas culpam a variação de ângulo por “falta de tonelagem” e aumentam novamente a especificação, quando o verdadeiro ponto de estrangulamento é o controlo de tolerância em peças finas e cosméticas. Estão a tentar resolver um problema de precisão com força bruta.
Imagina novamente duas oficinas. Uma perde tempo porque peças de chapa grossa requerem múltiplas batidas para evitar atingir o limite de capacidade. A outra perde tempo porque os operadores estão a calçar e a reencurvar aço inoxidável fino para atingir ±0.003. Ambas reclamam de produtividade. Apenas uma está realmente limitada pela tonelagem.
E os gráficos de tonelagem são estimativas. O aço inoxidável tipo 201 pode exigir 50% mais força do que o 304. Uma base de 15,3 toneladas por pé pode tornar-se 23 toneladas por pé dependendo da qualidade. Se a tua matriz é construída com números de catálogo em vez dos lotes reais do teu fornecedor, estás a construir sobre areia.
Portanto, a questão não é “Quantas toneladas esta máquina pode fornecer?” É “A que espessura, comprimento e variabilidade de material atinjo 80% — e é aí que está a minha receita?”
Verificação da Realidade do Sucata Metálica: Comprar tonelagem em excesso para resolver um gargalo de precisão fará com que acabes com capacidade ociosa que ainda assim não evitará que o teu contentor de sucata se encha.
| Secção | Conteúdo |
|---|---|
| Título | Alta Tonelagem vs. Alta Precisão: Qual gargalo está realmente a estrangular o teu chão de fábrica? |
| Impacto da Espessura vs. Comprimento | Pega em A36 de 1/4 de polegada ao longo de 10 pés. Dependendo da largura da matriz em V, estás acima de 150 toneladas. Duplica a espessura para 1/2 polegada e a tonelagem aumenta aproximadamente quatro vezes — não duplica. A espessura domina a equação; o comprimento escala linearmente. Curvaturas agudas inferiores a 90° adicionam cerca de 1,5× de força. Isso é física. |
| Comportamento de Compra Comum | Muitas oficinas compram uma máquina de 300 toneladas porque ocasionalmente surgem trabalhos que exigem 240 toneladas. Os operadores depois trabalham a 80–100% de capacidade nos dias pesados. Um travão saudável deve operar cerca de 80% no máximo para preservar capacidade de reserva contra lotes de material mais duros ou ferramentas gastas. Trabalhar a 100% acelera a deflexão, o desgaste dos vedantes e ângulos inconsistentes. |
| Diagnóstico Errado do Problema | Algumas oficinas culpam a variação de ângulo por tonelagem insuficiente e atualizam as máquinas, quando o verdadeiro problema é o controlo de tolerância em peças finas e cosméticas. Tentam resolver um problema de precisão com força bruta. |
| Cenário de Duas Oficinas | Uma oficina perde tempo porque as peças de chapa grossa requerem múltiplas batidas para evitar atingir o limite de capacidade. Outra perde tempo porque os operadores calçam e reencurvam aço inoxidável fino para atingir ±0.003. Ambas apontam problemas de produtividade — apenas uma está realmente limitada pela tonelagem. |
| Variabilidade do Material | Os gráficos de tonelagem são estimativas. O aço inoxidável tipo 201 pode exigir 50% mais força do que o 304. Uma base de 15,3 toneladas por pé pode aumentar para 23 toneladas por pé dependendo da qualidade. Fazer cálculos com dados de catálogo em vez dos lotes reais do fornecedor cria risco. |
| A Verdadeira Questão | A questão principal não é “Quantas toneladas esta máquina pode entregar?”, mas sim “Com que espessura, comprimento e variabilidade de material atinjo a capacidade de 80% — e é aí que está a minha receita?” |
| Verificação da Realidade do Metal de Sucata | Se comprares mais tonelagem para resolver um gargalo de precisão, acabarás com capacidade ociosa — e mesmo assim o contentor de sucata não deixará de encher. |
Vi uma peça de 12 pés sair de uma quinadeira de gama média: ângulo perfeito nas extremidades, dois graus aberto no centro. Deflexão clássica. A estrutura flete sob carga; o veio e a mesa não permanecem perfeitamente paralelos. Sem compensação, as tuas peças longas mentem-te.
O coroamento é a correção — cunhas mecânicas ou sistemas hidráulicos que introduzem uma contra-deflexão controlada para que a dobra se mantenha uniforme ao longo do comprimento. É aqui que as máquinas de $200.000 e $500.000 se separam silenciosamente.
O coroamento manual funciona. Ajustas com base na tonelagem e na experiência. É mais lento, mas previsível se os teus operadores conhecerem bem o material. O coroamento dinâmico controlado por CNC ajusta-se automaticamente com base na carga calculada ao longo da mesa. Configuração mais rápida. Melhor repetibilidade em peças longas com tolerâncias apertadas.
Mas a precisão só gera lucro quando alguém te paga por ela.
Se 70% da tua receita vem de peças com menos de 6 pés e tolerância de ±0,015, raramente estás a forçar todo o comprimento da mesa. A deflexão da estrutura é mínima. Pagar mais $300.000 pela sofisticação do coroamento dinâmico pode poupar minutos por configuração — minutos que o teu planeamento atual não rentabiliza.
Vira o cenário. Se costumas dobrar painéis de inox de 10–12 pés com ±0,005 e refugas um em cada 25 devido a desvio de ângulo a meio, e cada painel representa $420 em material e mão de obra, isso dá uma perda média de $16,80 por ciclo de peça. Faz 1.000 desses por ano e terás queimado $16.800. Em cinco anos, $84.000 — e isso antes de contabilizar tempo de retrabalho. De repente, a precisão do coroamento deixa de ser luxo. É seguro.
A matriz obriga-te a ligar o comprimento da dobra e a tolerância ao risco de deflexão. Não folhetos de marca. Não demonstrações de showroom.
Verificação da Realidade do Metal de Sucata: Se a deflexão de peças longas te custa $84.000 em cinco anos, ignorar o coroamento avançado é caro; se não custa, pagá-lo é desperdício.
Um controlo topo de gama com programação offline, chips de identificação de ferramentas, sequenciação automática de dobras, interfaces robóticas — é impressionante. Já vi. Fluido. Rápido. Integrado.
Depois volto ao chão de fábrica seis meses mais tarde.
Os teus operadores continuam a mover eixos manualmente porque “é mais rápido.” As bibliotecas de ferramentas não são atualizadas. Os programas offline acumulam pó digital porque ninguém tem tempo para manter dados de ferramentas precisos. O orçamento do robô está numa pasta chamada “Fase 2.”
A automação só compensa quando três condições se alinham: trabalhos repetitivos consistentes, gestão disciplinada de dados e operadores formados — e motivados — para confiar no sistema. Falha uma e a funcionalidade vira decoração.
Digamos que o pacote de automação acrescenta $120.000 à compra. Se poupa 5 minutos por configuração e fazes 6 configurações por turno, são 30 minutos por dia. A uma taxa de $150 por hora de oficina, isso equivale a $75 por dia de capacidade. Aproximadamente $18.750 por ano assumindo 250 dias úteis. Precisarás de mais de seis anos só para equilibrar — e isso assumindo adoção perfeita.
Se o teu tipo de trabalho tem muita variação, séries curtas e muitos trabalhos únicos, a flexibilidade manual supera frequentemente a velocidade teórica da automação. Estás a pagar por um pacote de suspensão de pista para conduzir em gravilha.
Portanto, antes de marcares a caixa “pronto para automação”, pergunta: tenho volume e disciplina suficientes para o justificar, ou estou a comprar uma capacidade futura em que espero crescer?
Porque a esperança não paga prestações de leasing.
E, depois de mapeares a tonelagem, a tolerância, o risco de deflexão e a disciplina real do fluxo de trabalho, uma verdade desconfortável permanece: mesmo a máquina perfeitamente especificada é inútil se ficar parada à espera de um técnico que está a dois estados de distância.
Verificação da Realidade do Ferro-Velho: Automação que os teus operadores ignoram não passa de um ecrã tátil caro preso a um pagamento mensal.
Uma oficina que auditei no ano passado comprou uma prensa hidráulica $350,000 de uma marca globalmente respeitada. Correspondência de tonelagem perfeita. Compensação dinâmica. Pacote de automação que realmente utilizavam. No papel, estava alinhada com as receitas até à milésima.
Depois, uma válvula proporcional no circuito hidráulico avariou.
O técnico de campo certificado mais próximo estava a 640 milhas de distância. O agendamento da viagem e a confirmação das peças demoraram nove dias úteis. A máquina ficou silenciosa durante 14 dias de calendário. A oficina operava dois turnos, 8 homens no chão ligados a essa prensa, com um custo médio de mão de obra de $38 por hora. Isso dá $608 por hora de trabalho parado. Ao longo de 80 horas de produção por semana, isso representa $48,640 só na primeira semana. Acrescentando penalizações por expedições perdidas e subcontratação urgente, o proprietário estimou de forma conservadora que $72,000 evaporaram antes de o martelo voltar a mover-se.
Ele tinha orgulho nessa máquina.
Portanto, se já igualaste tonelagem a espessura, tolerância a compensação e automação a disciplina de fluxo de trabalho, a verdadeira questão já não é o desempenho. É: a que distância está a pessoa que pode legalmente abrir o painel e repará-la?
Verificação da Realidade do Ferro-Velho: Uma prensa $350,000 perfeitamente especificada com um MTTR de duas semanas acabou de custar $72,000 em dinheiro real — o prestígio não pagou os salários.
O Tempo Médio de Reparação soa a algo sobre o qual os engenheiros discutem em feiras industriais. Na tua oficina, é o número de dias em que os teus operadores varrem o chão à volta de uma máquina morta.
Imagina duas oficinas.
A Oficina A tem um fabricante regional a 90 milhas de distância. Um técnico dedicado de prensas cobre uma área de três estados, com resposta média no local de 24–48 horas. A Oficina B compra uma importação premium com técnicos formados de fábrica sediados junto a um grande aeroporto a 1.200 milhas de distância. O diagnóstico remoto é robusto, mas qualquer problema hidráulico ou de hardware do batente traseiro requer uma visita ao local.
Agora coloquemos números nisso. Digamos que a tua prensa gera $180 por hora faturável em margem de contribuição após material e mão de obra direta. Se operas 70 horas produtivas por semana nessa máquina, isso equivale a $12,600 em contribuição semanal ligada ao seu tempo de funcionamento. Se a tua tolerância de paragem aceitável — baseada no backlog e nos prazos de entrega dos clientes — é de 48 horas, a tua reserva financeira é cerca de $5,040 antes de começar a afetar as promessas de entrega.
Um MTTR de 24 horas cabe dentro dessa margem. Um MTTR de 10 dias não.
E aqui está a parte que os compradores ignoram: a distância multiplica a complexidade. Os sistemas hidráulicos têm bombas, vedantes, válvulas proporcionais, transdutores de pressão. As prensas elétricas eliminam o óleo hidráulico e muitos desses pontos de falha, o que frequentemente reduz o tempo de reparação porque há menos subsistemas que podem falhar. Isso pode inclinar a equação. Mas mesmo as transmissões elétricas têm amplificadores de servos e fusos de esferas que não se encontram armazenados na loja de ferragens local.
Portanto, a pergunta certa não é “Esta marca é fiável?”. É “Se avariar, quantas horas consigo aguentar antes de o meu calendário colapsar — e o raio de serviço suporta isso?”
Verificação da Realidade do Ferro-Velho: Se o teu backlog não consegue absorver cinco dias de paragem, comprar uma máquina assistida a cinco estados de distância é uma aposta de $12,600 por semana baseada em horários de voos.
Um folheto dirá “suporte em todo o país”. Essa frase esconde uma diferença estrutural que importa quando o óleo toca o chão.
Algumas marcas vendem diretamente e enviam técnicos da fábrica. Outras dependem de distribuidores independentes que vendem várias linhas e mantêm as suas próprias equipas de assistência. No papel, o apoio de fábrica parece superior — formados na fábrica, com suporte da fábrica. Na prática, já vi um distribuidor regional forte com três técnicos de prensas a tempo inteiro superar a linha direta centralizada de uma marca global, porque a reputação do distribuidor vive ou morre dentro de um raio de 200 milhas.
Eis o que muda financeiramente.
Quando o apoio vem diretamente da fábrica, a escalada costuma percorrer várias camadas: representante local → coordenador nacional de serviço → engenharia da fábrica → autorização de peças. Cada passagem adiciona horas. Às vezes dias. Ninguém no terreno “assume” o seu tempo de inatividade; apenas o gere.
Com um distribuidor competente, o gestor de serviço conhece a sua oficina, os seus técnicos, os materiais que usa habitualmente. Ele mantém em stock componentes de desgaste comuns porque cinco dos seus clientes utilizam o mesmo controlo. Tem interesse em resolver o problema rapidamente porque vai vê-lo na próxima feira aberta.
Mas a faca corta dos dois lados. Uma rede de distribuidores fraca significa responsabilidade fragmentada. O fabricante (OEM) culpa o distribuidor. O distribuidor espera pela aprovação do OEM para as peças. E você fica no meio, enquanto o relógio não pára.
Marcas globais de reputação sólida atenuam isto com cadeias de fornecimento de peças bem estruturadas e diagnósticos remotos. Já vi máquinas médias importadas superarem nomes de prestígio simplesmente porque o distribuidor local era implacável com o tempo de resposta. A geografia não pune automaticamente as importações; pune as importações sem apoio.
Por isso, antes de assinar, não pergunte “É um fabricante de topo?” Pergunte “De quem toca o telefone às 6h30 da manhã quando o êmbolo não regressa à origem — e essa pessoa tem autoridade para resolver o problema sem pedir autorização?”
Verificação da Realidade no Ferro-Velho: Se não houver uma pessoa específica num raio de 300 km que assuma claramente o seu tempo de paragem, então é você que o assume — a $180 por hora de contribuição perdida.
Um servoacionamento de $4.800 avariou numa oficina que produzia invólucros de aço inoxidável fino. O diagnóstico foi rápido. A peça é que não.
Era proprietária. Não havia stock no país. Prazo de fornecimento estimado: entre 18 e 22 semanas.
A máquina em si estava mecanicamente perfeita. O controlo é que não conseguia alimentar o eixo do batente traseiro. Durante cinco meses, aquele ativo de $310.000 tornou-se num pisa-papéis de 3,6 metros. O proprietário subcontratou dobras a um custo superior de $42 por hora em relação ao custo interno, para não perder clientes. Trabalhando 60 horas por semana externamente, isso representa mais $2.520 por semana. Ao fim de 20 semanas, $50.400 de margem perdidos — sem contar o custo de oportunidade do trabalho recusado devido à capacidade instável.
É aqui que o mito da marca colapsa.
Os fabricantes de prestígio costumam usar placas e acionamentos proprietários. Isso pode traduzir-se em melhor integração e desempenho. Mas também pode significar que fica preso ao canal de peças deles. Alguns construtores de gama média ou regionais usam componentes industriais mais padronizados — acionamentos Siemens, válvulas Bosch Rexroth, plataformas de PLC comuns. Em caso de aperto, essas peças podem ser obtidas através de vários distribuidores.
Os travões elétricos complicam isto — tanto a seu favor como contra si. Menos componentes hidráulicos significam menos falhas de fuga e vedação. Mas se um módulo servo proprietário avariar e só houver stock num armazém noutro país, a simplicidade de pouco serve.
Portanto, antes da compra, deve fazer três perguntas diretas:
Não a resposta otimista. A documentada.
Porque a diferença entre uma troca de peças em 24 horas e uma espera de 24 semanas não é técnica. É existencial para um plano de produção.
Verificação da Realidade do Metal de Sucata: Uma peça proprietária com um prazo de entrega de 20 semanas pode apagar $50.400 de margem — e nenhum logótipo no lado da estrutura muda isso.
Uma oficina em Ohio mostrou-me uma vez duas propostas para uma prensa de 175 toneladas e 10 pés. Uma de uma marca global de primeira linha com um técnico regional a quatro estados de distância. Outra de um fabricante menos conhecido apoiado por um distribuidor a 90 minutos de estrada com três especialistas em prensas e uma carrinha cheia de válvulas e acionamentos comuns. A máquina global tinha uma repetibilidade publicada mais rigorosa. A opção regional tinha uma resposta garantida no local em 24 horas escrita na ordem de compra.
O proprietário continuava a perguntar qual máquina era “melhor”.”
Pergunta errada.
Se o teu volume de trabalho colapsa após 72 horas de paragem, não avalias marcas — avalias velocidade de recuperação. A comparação só faz sentido quando sobrepões três números: o teu tempo máximo de paragem suportável (em horas), o tempo médio documentado de reparação (MTTR) do fabricante, e onde as peças críticas estão fisicamente armazenadas. Tudo o resto é cor de tinta e texto de marketing.
Então vamos dividir os níveis da forma como realmente se desenrola numa oficina.
Ele tinha orgulho naquela máquina. Medição de ângulo baseada em laser. Coroamento automático ligado à base de dados de materiais. Números de repetibilidade tão rigorosos que são medidos em micrómetros, não em milésimos.
E para suportes aeroespaciais que exigem ±0,2° ao longo de 2,4 metros, essa precisão não é vaidade — é sobrevivência.
Mas a precisão só gera lucro quando alguém te paga por ela.
Aqui está o mecanismo que a maioria dos compradores não percebe: as prensas do nível elite normalmente integram controlos, acionamentos e ecossistemas de software proprietários. Essa integração é o que lhes permite atingir esses números. É também o que estreita as cadeias de fornecimento de peças. Quando um amplificador de servo ou uma placa de controlo falha, não estás a fazer compras no mercado industrial aberto; estás a entrar num canal controlado.
Na América do Norte, estas marcas geralmente mantêm armazéns de peças fortes e diagnósticos remotos. O MTTR pode ser excelente — se estiveres dentro dos seus corredores principais de assistência. Fora desses corredores, a escalada passa por camadas corporativas. O diagnóstico é remoto. A autorização das peças requer confirmação da fábrica. As deslocações são agendadas, não improvisadas.
Se os teus operadores trabalham 60 horas por semana em contratos que toleram uma semana de atraso, essa estrutura funciona. Se és uma oficina de produção variada que vive de prazos de cinco dias, cada camada adicional de aprovação alarga a tua janela de exposição.
Agora testa o contra-argumento. As prensas dobradeiras CNC dominam a quota de mercado global. As regiões maduras continuam a comprar máquinas premium. Isso diz-te algo real: muitas oficinas precisam genuinamente dessa capacidade. Setores médico, aeroespacial, arquitetura de topo — eles rentabilizam a precisão.
Mas imagina duas oficinas.
Uma dobra suportes estruturais a ±1°. A outra forma caixas em aço inoxidável a ±0,25° para equipamento alimentar. A primeira oficina compra repetibilidade submicrónica que nunca fatura. A segunda perde contratos sem ela. Mesma máquina. ROI oposto.
Verificação da Realidade do Metal de Sucata: Se os teus clientes não pagam um prémio por uma precisão de ±0,2°, financiar $80.000–$150.000 de precisão de nível elite é ego financiado a taxas comerciais.
Caminhei por uma prensa norte-americana com 20 anos ainda a manter o ângulo dentro das especificações. Sem glamour de ecrã tátil. Apenas estruturas laterais espessas, cilindros sobredimensionados e um controlo que parecia ter sobrevivido a três mudanças de proprietário.
Estas máquinas são pesadas por uma razão. A massa reduz a deflexão. Circuitos hidráulicos mais simples significam menos componentes exóticos. Muitas utilizam válvulas, bombas e plataformas PLC industriais amplamente disponíveis. Quando algo falha, os teus operadores não estão a olhar para uma caixa preta selada — estão a seguir linhas de pressão e a substituir peças armazenadas por distribuidores regionais.
Isso não é nostalgia. É capacidade de manutenção.
Mas a massa tem um custo. Maior pegada. Frete mais caro. Às vezes velocidades de avanço mais lentas e menos opções de automação. Se procura produção contínua com alimentação robótica, alguns modelos de robustez sentem-se como adaptações em vez de sistemas integrados.
Em termos de assistência, os fabricantes regionais dependem frequentemente de redes densas de distribuidores. Quando fortes, isso é ouro. O distribuidor mantém em stock vedantes, válvulas proporcionais e placas comuns porque dez dos seus clientes utilizam a mesma plataforma. Quando fracas, fica-se entre a engenharia do fabricante original e uma equipa técnica local reduzida.
Então, “construído como um tanque” justifica isso?
Se a sua relação tonelagem-tolerância é moderada — digamos 135 a 230 toneladas, ±0,5° a ±1° — e o seu lucro depende mais do tempo de funcionamento do que da perfeição ao nível do mícron, estas máquinas alinham-se com a realidade. Troca automação de ponta por resiliência mecânica e maior disponibilidade de peças.
Verificação da Realidade de Sucata: Se uma estrutura de 12.000 libras e hidráulica padronizada reduzem mesmo três dias numa grande reparação a cada cinco anos, isso equivale a cerca de $12,960 preservados a $180 por hora — mais do que qualquer especificação de brochura alguma vez oferecerá.
A China representa agora mais de um quinto da quota mundial de mercado de prensas dobradeiras hidráulicas, com taxas de crescimento superiores às da América do Norte. Isso não acontece porque os compradores são ingénuos. O volume obriga ao aperfeiçoamento. A escala automóvel obriga à iteração. A pressão para exportar obriga à conformidade.
Inspecionei prensas turcas e chinesas premium a funcionar com válvulas Bosch Rexroth, acionamentos Siemens e controlos CNC reconhecidos, dentro de estruturas fabricadas localmente. A velha caricatura — aço bruto e tolerâncias imprecisas — não resiste à inspeção em muitos casos. A qualidade da soldadura, o acabamento do maquinamento e o layout elétrico melhoraram significativamente na última década.
Mas aqui está o ponto de articulação: quem é o dono da assistência na sua área postal?
Alguns disruptores do segmento intermédio construíram redes agressivas de distribuidores na América do Norte. Outros dependem de um único importador que cobre metade do país. O hardware pode ser sólido. As peças — frequentemente componentes europeus padronizados — podem estar disponíveis globalmente. Mas se ninguém num raio de 300 milhas as tem em stock, “padronizado” continua a significar espera.
Pelo lado positivo, utilizar componentes industriais comuns pode ampliar as opções de fornecimento em momentos críticos. Um acionamento Siemens não fica necessariamente preso a um único armazém. Isso pode reduzir o tempo de entrega de peças em comparação com ecossistemas proprietários.
Pelo lado negativo, a longevidade da estrutura, a perceção de revenda e a precisão de alinhamento a longo prazo variam conforme o fabricante. É necessário obter referências com mais de cinco anos de uso, não apenas instalações recentes.
A verdadeira questão não é se os construtores turcos ou chineses premium são “bons o suficiente”. É se a sua representação local transforma a escala de fabrico global em segurança operacional local.
Verificação da Realidade de Sucata: Economizar $90,000 à partida não significa nada se uma assistência regional fraca transformar uma grande avaria numa fatura de subcontratação de $50,000.
Retirando bandeiras e logótipos, fica apenas a equação prática: as suas exigências de tolerância, a sua tolerância a paragens e o raio de assistência que apoia a máquina. O fabricante certo não é o que tem a folha de especificações mais rigorosa — é aquele cujas fraquezas consegue suportar durante cinco anos.
Então, como auditar essas fraquezas antes de fazer o depósito?
Não se audita um fabricante lendo a brochura. Faz-se a auditoria forçando o elo mais fraco à luz do dia e atribuindo-lhe um preço.
Trato uma prensa dobradeira como um camião de alto desempenho num estaleiro lamacento. A potência importa. Mas, se o mecânico mais próximo está a 400 milhas e o filtro de combustível é proprietário, o emblema na grelha torna-se apenas um ornamento. O quadro abaixo não serve para encontrar a “melhor” marca. Serve para calcular com quais fraquezas de fabricante pode conviver durante cinco anos — e quais irão silenciosamente corroer a margem.
Comece com uma folha em branco e escreva três números:
A maioria das oficinas pára na primeira linha porque é isso que o banco financia.
A terceira linha é onde está a verdade.
Se a sua prensa produzir $180 por hora em margem de contribuição — não receita, margem — e você operar 40 horas por semana, um dia inteiro perdido custa $1.440. Um atraso de peças de cinco dias custa $7.200. Uma avaria de duas semanas, como o atraso de 14 dias num acionamento proprietário que já vi? São $20.160 perdidos antes de pagar horas extra ou subcontratar o curvamento.
Agora compare isso com a diferença de preço entre as marcas. Se a máquina de prestígio custar mais $90.000 mas reduzir estatisticamente uma avaria grave em cinco anos, pode justificar-se. Se o fabricante regional mais barato tiver a mesma taxa de disponibilidade na sua zona de serviço, esses $90.000 são ego financiado a taxas comerciais.
E não ignore o tipo de máquina. Hidráulica vs. elétrica não é uma religião; é uma estrutura de custos. Hidráulicas significam trocas de fluido, kits de vedantes e ocasionalmente fugas. Elétricas significam calibração de servos e maior sensibilidade dos componentes eletrónicos. Nenhuma é “melhor”. Uma pode ajustar-se melhor às suas exigências de tolerância e à sua cultura de manutenção.
Mas a precisão só gera lucro quando alguém te paga por ela.
Se a sua relação tonelagem/tolerância indicar que ±1° é faturável e alcançável com hidráulicos robustos, comprar repetibilidade submicrónica acrescenta depreciação, não lucro.
Verificação da Realidade do Metal de Sucata: se não calculou a exposição à paragem de cinco anos em dólares exatos, não está a orçamentar — está a adivinhar.
Então, o que acontece quando a máquina realmente avaria?
Ligue ao distribuidor e faça uma pergunta que deixa os vendedores desconfortáveis:
“Se a minha válvula proporcional principal se avariar numa terça-feira às 10h, o que acontece nas 48 horas seguintes?”
Depois cale-se.
Está à procura de detalhes específicos. Nome do técnico local. Peças em stock a uma distância percorrível de carro. Placas emprestadas. Tempo médio de resposta por escrito.
Se a resposta começar a vaguear para “vamos coordenar com a fábrica”, acabou de encontrar a sua zona fraca.
Peça três clientes num raio de 200 milhas que operem o mesmo modelo há pelo menos três anos. Ligue-lhes. Não à instalação nova e reluzente — àquela que já teve tempo para avariar. Pergunte quanto tempo durou a sua maior paragem e o que realmente a causou.
Imagina duas lojas. Uma consegue suportar uma paragem de três dias porque tem um travão secundário e janelas de entrega flexíveis. A outra trabalha num único turno, com produção variada e sem redundância.
O mesmo fabricante é seguro para uma e letal para a outra.
Não estás à procura da perfeição. Estás a mapear o tempo de resposta em relação à tua tolerância à inatividade.
Verificação da Realidade do Metal de Sucata: Se um fabricante não conseguir demonstrar como vai manter o teu pessoal a trabalhar a moldar peças dentro de 48 horas, não estás a comprar uma máquina — estás a comprar uma responsabilidade.
Mesmo que o serviço chegue rapidamente, há outra variável que a maioria dos proprietários subestima.
Já vi proprietários comprarem controlos CNC sofisticados porque a demonstração pareceu fluida.
Ele tinha orgulho nessa máquina.
Três meses depois, metade das funcionalidades avançadas permaneciam intocadas porque o teu pessoal no chão voltou às correções manuais e ao conhecimento empírico. Os tempos de configuração aumentaram. Voltaram as inconsistências nos ângulos. A máquina não era o gargalo — a adaptação era.
Os controladores são ecossistemas. Diferentes árvores de lógica, fluxos de programação, métodos de sequenciação de curvatura. Se os teus operadores têm dez anos numa plataforma, mudar não é apenas uma atualização de software. É uma quebra de produtividade.
Pergunta ao fabricante:
Depois testa-o. Coloca o teu operador principal em frente à interface durante a avaliação. Não o engenheiro de vendas. O teu homem.
Se ele tiver dificuldades em navegar na programação básica de curvatura durante a demonstração, essa fricção vai aumentar em escala.
A precisão é uma propriedade do sistema — máquina, ferramentas, consistência do material e execução do operador. Muda uma variável e o empilhamento de tolerâncias altera-se.
Verificação da Realidade do Metal de Sucata: Um controlador que a tua equipa detesta é um imposto oculto em cada configuração durante a próxima década.
Agora assume que reduziste as opções a dois fabricantes que passam nas contas, no teste de resistência à paragem e no teste de adaptação do operador.
É aqui que a maioria dos compradores relaxa — e onde tu deves ficar mais atento.
Já não estás a comparar especificações. Estás a auditar comportamentos.
Pede um plano escrito de manutenção preventiva com preços das peças. Se hesitarem, é porque não querem que modeles o custo do ciclo de vida.
Pergunta quais componentes são proprietários e quais são peças industriais padrão disponíveis através de distribuidores terceiros. Proprietário não é mau. Dependência oculta é que é.
Pergunta que percentagem das suas instalações regionais ainda está a funcionar após cinco anos. Não números globais. A tua região. Clima, qualidade da energia, carga de trabalho — essas variáveis importam.
E pergunta isto, diretamente: “Qual foi o maior atraso na entrega de uma peça que um dos vossos clientes daqui sofreu nos últimos dois anos?”
Observa como respondem. Especificidade e transparência inspiram confiança. Vagueza e defensividade prenunciam fricção.
O objetivo não é apanhá-los a mentir. É perceber se pensam como um parceiro responsável pelo teu tempo de funcionamento — ou como um fabricante responsável pelas vendas trimestrais.
Porque, depois de o adiantamento ser transferido, já não estás a comprar aço e hidráulicos.
Estás a comprar cinco anos de tempo de resposta.
E essa é a mudança não óbvia: o “melhor” fabricante não é o que tem o emblema mais forte, a especificação mais apertada ou mesmo a menor taxa de falhas no papel. É aquele cujas falhas inevitáveis cabem dentro da tua tolerância financeira sem quebra de ritmo.
A maioria dos proprietários compra em função da capacidade. Os disciplinados compram em função da fraqueza suportável.
Qual deles estás prestes a ser?


















